B 2711:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 ショットピーニング処理の方法 ··························································································· 4
4.1 一般 ···························································································································· 4
4.2 ショットピーニングの種類 ······························································································ 4
4.3 ショットピーニングの条件 ······························································································ 4
4.4 ショットピーニング装置の種類 ························································································ 5
4.5 ショットピーニングを必要としない面の保護 ······································································· 5
4.6 ショットピーニングの前処理及び後処理············································································· 5
5 ショット························································································································· 5
6 アルメンストリップ ·········································································································· 5
7 アルメンアークハイトの測定 ······························································································ 7
8 カバレージの評価 ············································································································· 7
9 ショットピーニング装置 ···································································································· 8
10 ショットピーニングの管理 ······························································································· 8
11 残留応力の測定 ·············································································································· 8
12 報告 ····························································································································· 8
附属書A(規定)カバレージの標準写真 ··················································································· 9
附属書B(規定)サチュレーション時間··················································································· 10
附属書C(参考)アルメンゲージ ··························································································· 11
附属書JA(規定)ショットの品質及び試験方法 ········································································ 12
附属書JB(規定)残留応力の測定方法 ···················································································· 20
附属書JC(参考)JISと対応国際規格との対比表 ······································································ 25
B 2711:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
ばね工業会(JSMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。これによって,JIS B 2711:2005は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 2711:2013
ばねのショットピーニング
Springs-Shot peening
序文
この規格は,2009年に第1版として発行されたISO 26910-1を基にし,我が国の実情に合わせて技術的
内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施している箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,ばねの表面に主として圧縮残留応力を与え,疲労,応力腐食割れ,遅れ破壊などに対する
抵抗力の向上を図ることを目的として行うショットピーニングについて規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 26910-1:2009,Springs−Shot peening−Part 1: General procedures(MOD)
なお,対応の程度を示す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0021 製品の幾何特性仕様(GPS)−幾何公差表示方式−形状,姿勢,位置及び振れの公差表示
方式
JIS B 0103 ばね用語
JIS G 0202 鉄鋼用語(試験)
JIS G 5121 ステンレス鋼鋳鋼品
JIS G 5904 鋳造ショット及びグリットの粒度試験方法
JIS Z 0311 ブラスト処理用金属系研削材
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
JIS Z 8401 数値の丸め方
注記 対応国際規格:ISO 31-0,Quantities and units−Part 0: General principles(MOD)
JIS Z 8801-1 試験用ふるい−第1部:金属製網ふるい
2
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0103によるほか,次による。
3.1
ショットピーニング(shot peening)
ばねの表面層に球形に近い硬質粒子を高速度で打ち当てることによって,疲労強度及び耐応力腐食割れ
性の向上を図る冷間加工法。表面に圧縮残留応力を与え,その表面を加工硬化させる。
3.2
ショット(peening media)
ショットピーニングに用いる,一般に,球形又は球形に近い硬質粒子。金属,ガラス又はセラミックか
らできている。
3.3
アルメンストリップ(Almen strip)
片面にショットピーニング後,生じる曲がり変形の大きさによって,ピーニング強度を測定するために
用いる短冊状の金属片。
3.4
アルメンアークハイト(Almen arc height)
ショットピーニング後のアルメンストリップの定めた長さにおける曲がり変形の大きさ(そりの高さ)。
注記 測定単位は,mmで表す。
3.5
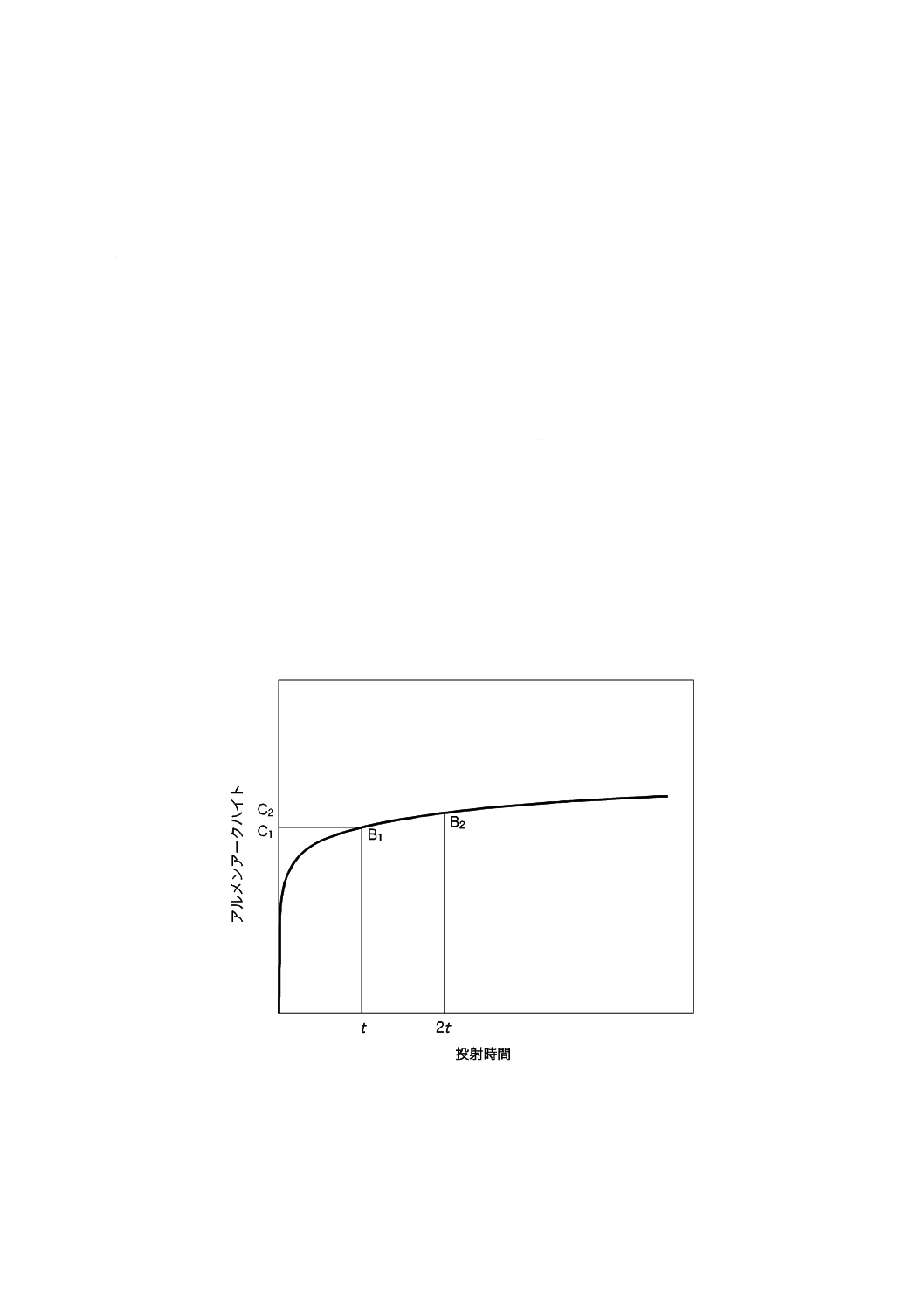
サチュレーション時間(saturation time)
ショットピーニング開始から,ある時間(t)でのアルメンアークハイトに対して,更に同じ時間かけた
ときの増加が10 %以下になる場合のtの最短時間(2 t時間で増加が10 %以下となるtの最短時間)。
3.6
ピーニング強度(peening intensity)
ばねの単位表面積に単位時間当たりに作用するショットの運動エネルギーで表した強度。実用上,サチ
ュレーション時間におけるアルメンアークハイトによって評価する。
3.7
サチュレーション曲線(saturation curve)
アルメンアークハイトが飽和状態になるまでのアルメンアークハイトの経時変化を示す傾向曲線。
3.8
カバレージ(coverage)
測定の対象となる全表面積に対してショットによって打痕が発生した面積の割合。
3.9
残留応力(residual stress)
ばねにかかる外力及びばねが受けた熱を取り除いた後の内部に残る応力。
3.10
粒度分布(particle size distribution)
ショットの大きさの分布。
3.11
普通ピーニング(ordinary peening)
3
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
呼び径が0.2 mmを超える1種類のショットを用いて行うショットピーニング。
3.12
多段ピーニング(multi-stage peening)
異なるピーニング条件を組み合わせたショットピーニング。
注記1 段数は,組み合わせるピーニング条件の数を示す。例えば,二段ピーニングは,二つの異な
る条件のショットピーニングを組み合わせている。
注記2 二段ピーニングは,最もよく使われる。通常,一段目は,より速い速度で,大きいショット
を用いたピーニング強度の高いピーニング条件で行い,二段目は,中程度の又は弱いピーニ
ング条件で行う。一段目は,ばねの表面から深い箇所へ,より大きな圧縮残留応力を与える。
二段目は,表面近傍に更に圧縮残留応力を与えるために行う。二段ピーニングを行うことに
よって,表面から必要とする深さまで良好な圧縮残留応力の分布パターンを得ることができ
る。
3.13
ストレスピーニング(stress peening)
ばねの使用時にかかる力に相当する静的な力を加えて行うショットピーニング。
注記 ストレスピーニングによって,ばねが使用中に引張応力を受けたとき,必要な圧縮残留応力を
保持することができる。例えば,重ね板ばねにショットピーニングを行うときによく使用する
技術の一つである。
3.14
温間ピーニング(hot peening)
鋼製ばねを150 ℃〜350 ℃の温度に上げた状態で行うショットピーニング。
注記 温間ピーニングは,鋼の時効硬化に基づいている。特に,硬さの高いばねに関しては,一般に,
普通ピーニングに比べ,大きな圧縮残留応力が得られやすく有利である。
3.15
ファインピーニング(fine peening)
呼び径が0.2 mm以下のショットを用いて行うショットピーニング。
3.16
X線応力測定法(X-ray stress measurement)
多結晶構造から成るばねの表面近傍の内部応力をX線回折技術に基づき測定する方法。
3.17
入射角,ψ
回折原子面の法線が測定点における測定面の法線となす角度。
3.18
回折角,2 θ
入射X線の方向と回折X線の方向とがなす角度。
注記 実用金属材料の回折X線は,入射X線軸を軸とする円すい面状に回折する。
3.19
ピーク位置,2 θP
回折X線の強度は試料特性を反映した,ある回折角で最大となるが,その最大の位置を代表する回折角
度。

4
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.20
強度分布曲線
回折角に対する回折X線の強度変化を示す曲線。
3.21
半価幅
強度分布曲線において,最大値とバックグラウンドとの差の1/2の強度に対する回折角の幅(図JB.3参
照)。
3.22
ψ0一定法
入射X線の軸を固定した状態で強度分布曲線を計測する方法。
注記 フィルム法及び1次元又は2次元のX線検出器を備えた装置で行う方法で,θ固定法ともいう。
3.23
ψ一定法
入射X線と検出器とのなす角度の2等分線を固定した状態で,入射X線と検出器とを互いに逆方向に等
角速度で走査しながら回折強度曲線を計測する方法。
注記 特殊な検出器を備えた装置でだけ行える方法で,フィルム法及び1次元又は2次元のX線検出
器を備えた装置では行えない。
4
ショットピーニング処理の方法
4.1
一般
ショットピーニングの種類,条件,装置,処理を必要としない面の保護方法,及び前処理・後処理の選
択は,過去の実績,及び処理の目的に基づいて決定する。
4.2
ショットピーニングの種類
ショットピーニングの種類は,次のいずれかによる。
a) 普通ピーニング
b) 多段ピーニング
c) ストレスピーニング
d) 温間ピーニング
e) ファインピーニング
4.3
ショットピーニングの条件
ショットピーニングの条件は,次の項目によって決定する。
a) ショットの種類
b) アルメンストリップの種類,及び要求されるアルメンアークハイト(h)
c) 指示された測定位置・範囲によるカバレージ
d) ショットピーニングの時間[受渡当事者間の協定によって,アルメンアークハイト(h)の代わりにサ
チュレーション時間(t)が指示された場合。]
多段ピーニングを行う場合,ショットピーニングの条件は,個々の段階において指示する。
注記 ショットピーニングした材料の機械的特性は,ショットの大きさ,形状及び材料の硬さによっ
て効果が変動するため,必ずしもアルメンアークハイトに比例するとは限らない。
5
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4
ショットピーニング装置の種類
投射装置は,投射条件によって遠心式及び空気式の二つに分類する。遠心式は,投射量が多く広範囲で
投射することで複数のばねを同時に処理することができる。空気式は,投射量は少ないが狭い範囲で集中
した投射をすることができる。
装置の種類は,ばね設計を考慮して選択する必要がある。装置の他の詳細仕様は,必要に応じて明記す
る。
4.5
ショットピーニングを必要としない面の保護
ショットピーニングを必要としない範囲は,明確に規定しなければならない。ショットピーニングによ
って,ばね表面に影響を与えてはならない範囲は,必要に応じて,マスク,粘着テープなどの適切な方法
で保護する。
4.6
ショットピーニングの前処理及び後処理
ショットピーニングの前処理及び後処理の条件は,次の例のように表示する。
a) 前処理 洗浄,脱脂など
b) 後処理 防せい,コーティング,ラッピングなど
ショットピーニングした材料は,さびやすいため,さび防止の処理をする。
5
ショット
ショットの分類は,表1による。その詳細は,附属書JAによる。
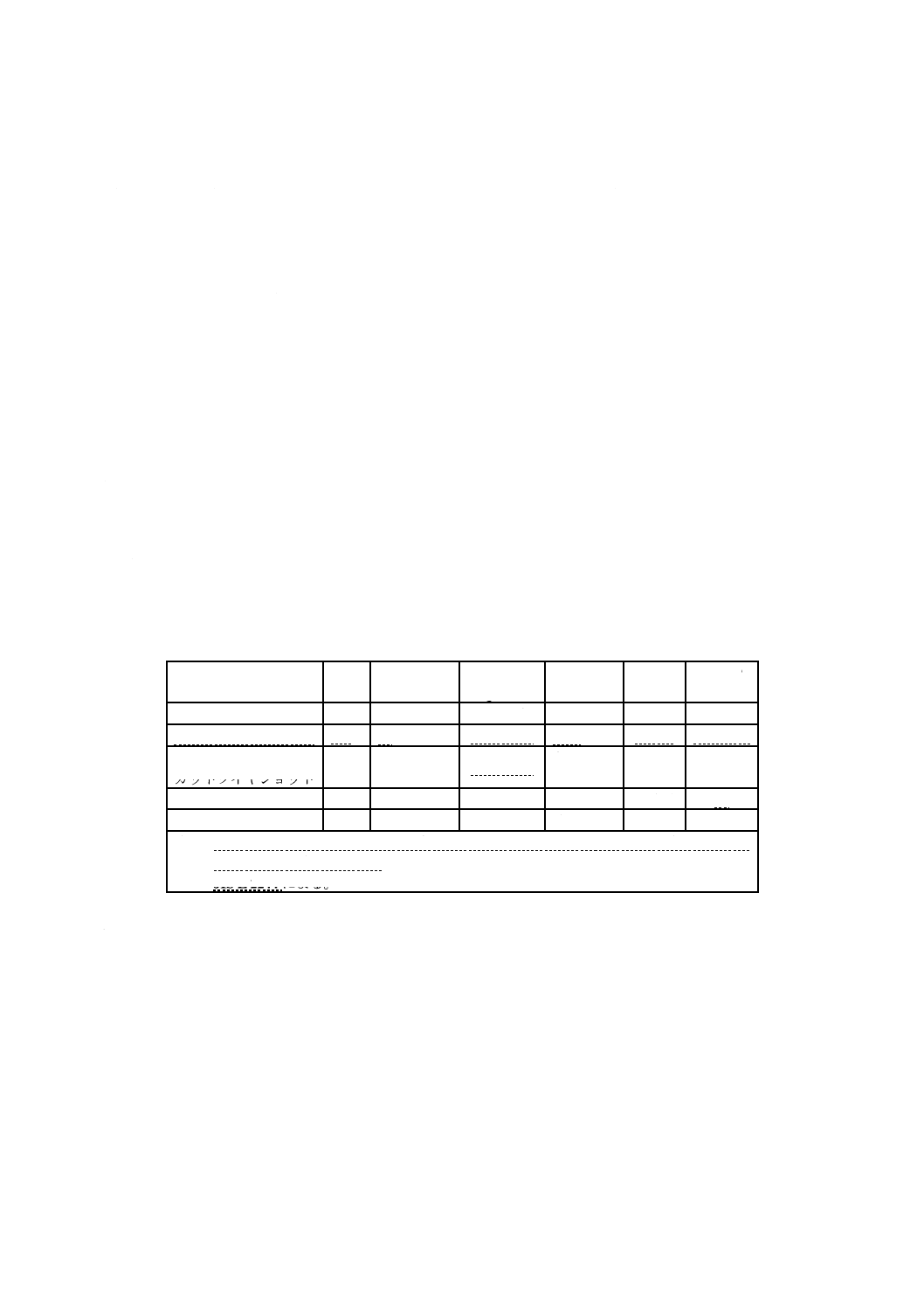
表1−ショットの種類及び主な性状
名称
記号
材料
密度a)
g/cm3
概略形状
呼び径
mm
硬さb)
HV
鋳鋼ショット
SS
鋳鋼
7.45以上
球
4以下
200〜850
カットワイヤショット CW
鋼
7.65〜7.95
円柱
0.2〜3
350〜750
コンディションド
カットワイヤショット CCW 鋼
7.65〜7.95
角の丸い
円柱
0.2〜3
350〜850
ガラスビーズ
GB
ガラス
2.30以上
球
1以下
−
セラミックビーズ
CB
セラミック
3.60〜3.95
球
1以下
500〜800
注a) カットワイヤショット及びコンディションドカットワイヤショットの密度試験は,受
渡当事者間の協定による。
b) JIS Z 2244による。
6
アルメンストリップ
アルメンストリップは,次による。
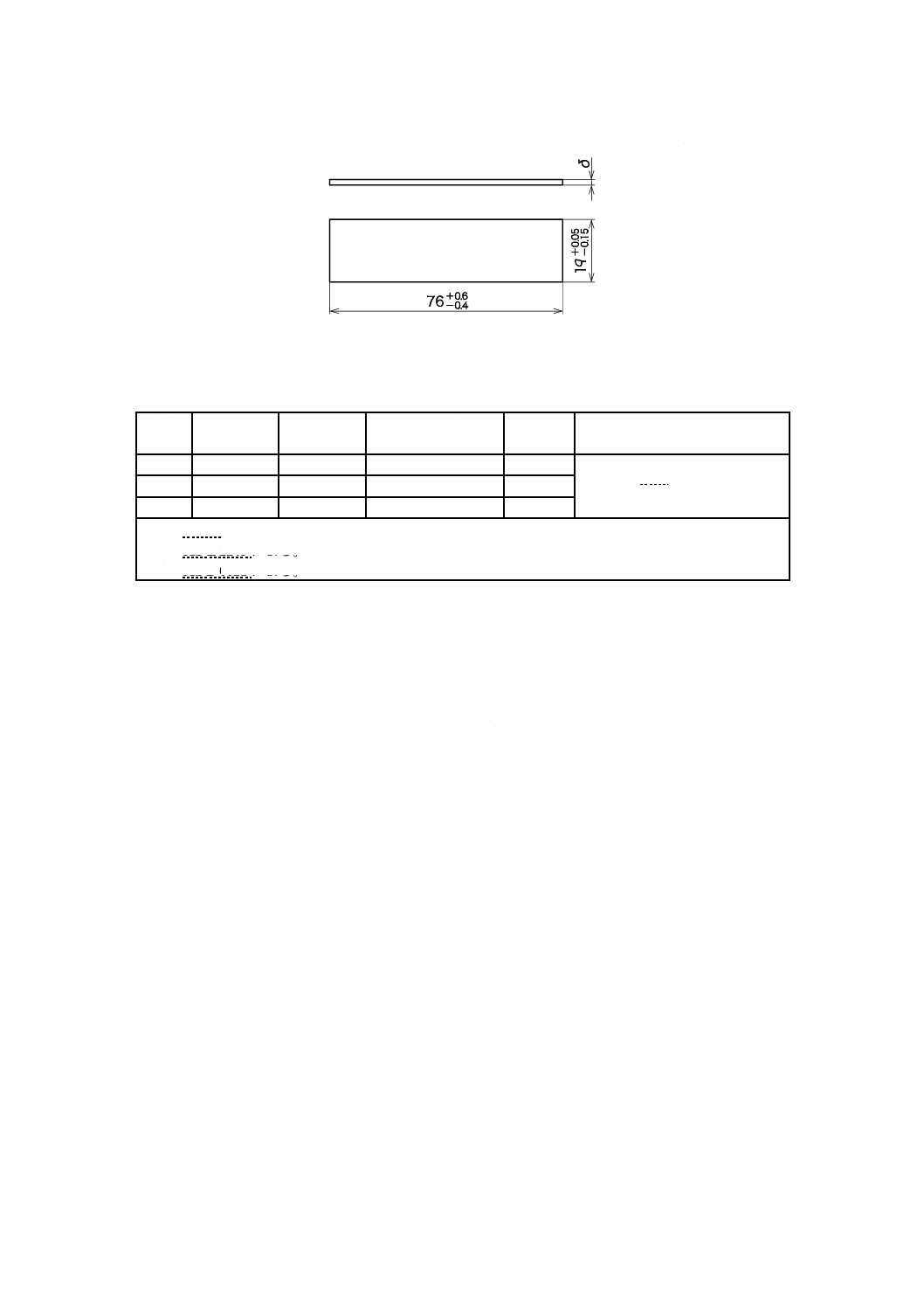
a) アルメンストリップの種類 アルメンストリップは図1の形状及び寸法のもので,表2に示す種類と
する。
6
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図1−アルメンストリップの形状及び寸法
表2−アルメンストリップの種類
名称
呼び寸法
mm
厚さ(δ)
mm
硬さa) b)
平面度c)
mm
材料
N片
0.8
0.76〜0.81
72.5 HRA〜76 HRA
0.025
0.60 %〜0.90 %の炭素を含む炭
素鋼
A片
1.3
1.27〜1.32
44 HRC〜50 HRC
0.025
C片
2.4
2.36〜2.41
44 HRC〜50 HRC
0.038
注a) JIS G 0202による。
b) JIS Z 2245による。
c) JIS B 0021による。
b) 種類による使用範囲 ピーニングの強度に応じて適切な種類のアルメンストリップを使用する。一般
にはA片を用い,ピーニング強度が低い場合はN片を,高い場合はC片を使用する。アルメンアー
クハイトの値は,0.6 mm以下でアルメンストリップを使用することが望ましい。
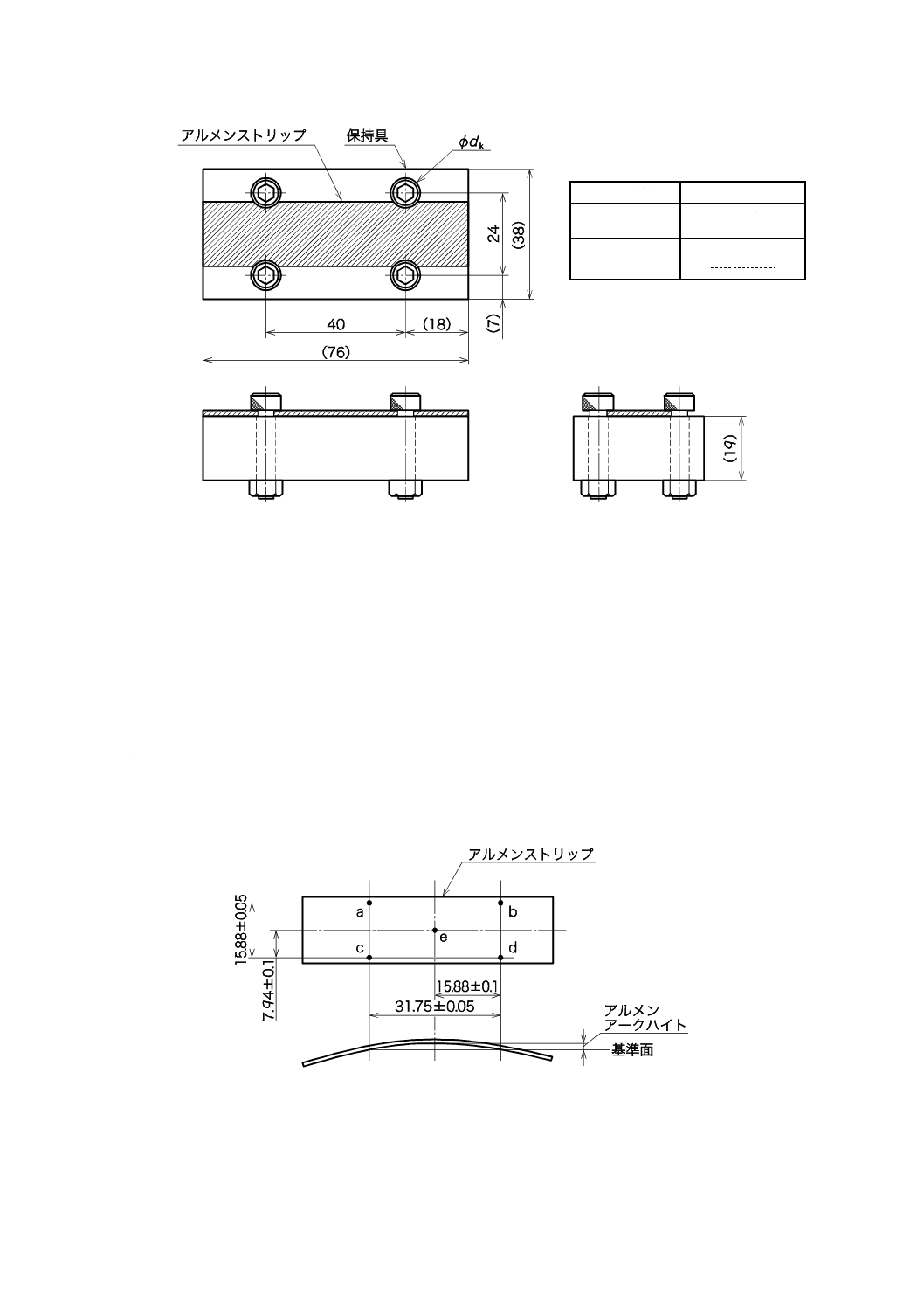
c) アルメンストリップ保持具 アルメンストリップは,ショットピーニング終了までアルメンストリッ
プを平たんな状態で保持するために,図2に示す鋼製の保持具に固定して用いる。
保持具は,平たんな取付け面及びアルメンストリップを固定するためのねじを備えている。ねじの
頭部分がアルメンアークハイトに影響しないよう留意する。保持具は,早期摩耗を防ぐため,その硬
さは,57 HRC以上が望ましい。
7
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 括弧の数値は,参考値である。
図2−保持具の形状及び寸法
7
アルメンアークハイトの測定
アルメンアークハイトは,ショットピーニングを施したアルメンストリップの,ショットピーニングを
施さないとした仮想面(基準面)上にある点a,b,c及びd(図3参照)に対し,その中点eにおける基
準面からの高さとして求める。アルメンアークハイトの数値は,0.01 mmの読みまでアルメンゲージ(附
属書C参照)によって求める。
アルメンアークハイトは,使用したアルメンストリップの種類を付して,次の例のように表記する。
例1 0.35 mm A アルメンストリップA片を用い,アルメンアークハイト0.35 mmのとき
例2 0.20 mm C アルメンストリップC片を用い,アルメンアークハイト0.20 mmのとき
単位 mm
図3−アルメンアークハイトの定義
8
カバレージの評価
カバレージは,処理品の指定位置の表面で評価する。数値は,JIS Z 8401によって5 %単位に丸めて表
単位 mm
ねじの種類
頭部の径dk
なべ小ねじ
9 0
−0.6
六角穴付き
ボルト
8.28〜8.72
8
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
す。
カバレージは,処理表面を適切な倍率で拡大観察し,附属書Aによる標準写真と比較して決定してもよ
い。
受渡当事者間で協定があれば,カバレージの評価のために,アルメンストリップ又は代用品を使用して
もよい。それらは,ばねと同等の硬さが望ましく,それぞれアルメンストリップ保持具又はアルメンスト
リップ保持具に類似した代用保持具に取り付けられなければならない。ショットの打痕を観察しやすいよ
うに,あらかじめ表面をバフなどで磨いておいてもよい。
カバレージが100 %に達する時間を単位としてショットピーニングの時間を指定する場合,その2倍を
カバレージ200 %,3倍をカバレージ300 %などという。
9
ショットピーニング装置
ショットピーニング装置は,ばねの処理面に対してショットの入射角を垂直にし,連続かつ均一に,一
定速度で投射できることが望ましい
ショットピーニング装置は,次の機能があるものとする。
a) オリフィス又はゲートバルブによってショット流量を調整できる機能。
b) 遠心式の場合,ブレード回転速度の変化によって投射速度を調整できる機能。
c) 空気式の場合,エア圧及び流量の変化によって投射速度を調整できる機能。
注記 ショットピーニング装置の詳細については,4.4を参照。
10 ショットピーニングの管理
ショットピーニングの管理は,次の項目を確認することによって行う。
a) アルメンアークハイト 測定頻度,並びに測定に用いるアルメンストリップの数及び配置は,受渡当
事者間の協定による。ただし,ピーニング強度が要求される場合は,附属書Bに規定するサチュレー
ション時間によって評価する。
b) カバレージ 測定頻度及び測定面は,受渡当事者間の協定による。
c) 粒度分布 測定頻度は,受渡当事者間の協定による。
11
残留応力の測定
ショットピーニングによる残留応力は,附属書JBに規定する方法によって測定する。ただし,受渡当
事者間の協定によって省略することができる。
12 報告
次の事項を記録し,発注者の要求によって報告しなければならない。
a) ショットピーニングの種類
b) ショットの種類
c) アルメンアークハイト
d) カバレージ又は処理時間
e) ショットピーニング装置の種類
f)
残留応力(受渡当事者間の協定によって測定を省略することができる。)
9
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
カバレージの標準写真
A.1 一般
この附属書は,ショットピーニングによるカバレージの評価に関する標準写真について規定する。
A.2 標準写真
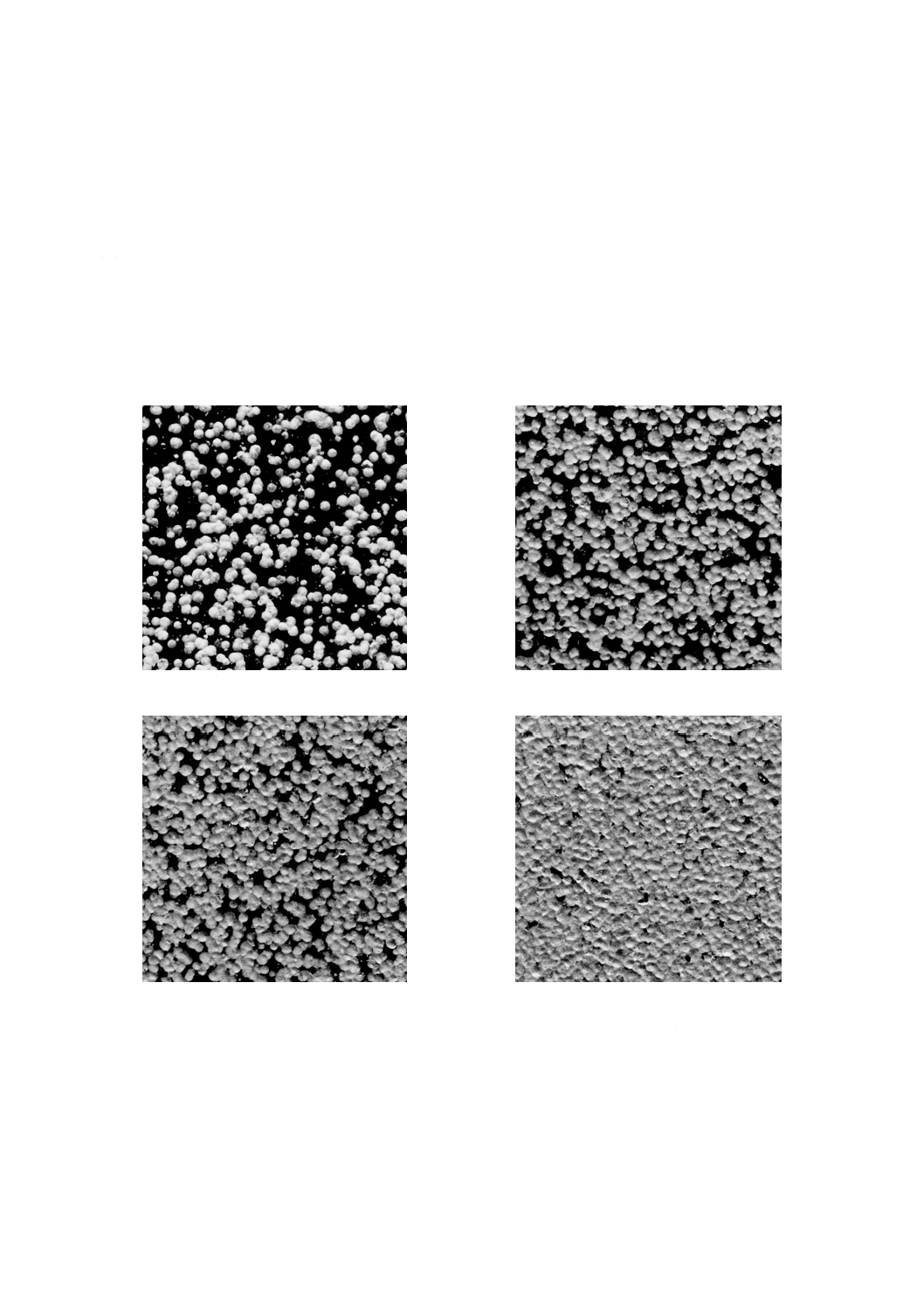
標準写真は,図A.1に示す。
a) カバレージ50 %
b) カバレージ70 %
c) カバレージ85 %
d) カバレージ100 %
注記 a),b),c) 及びd) の実測値は,それぞれ,50.0 %,69.8 %,85.2 %及び97.7 %である。
図A.1−カバレージの標準写真
10
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
サチュレーション時間
B.1
一般
この附属書は,サチュレーション曲線から,サチュレーション時間tを決定する方法について規定する。
B.2
サチュレーション時間
tは次の手順に従って決定する。
a) 4条件以上の投射時間でアルメンストリップにショットピーニングを行い,アルメンアークハイトと
投射時間との関係の曲線を描く(図B.1参照)。
b) 任意の時間t及びその2倍の時間2tから垂直軸に平行な直線を引き,これらの平行線とサチュレーシ
ョン曲線との交点を,それぞれB1及びB2と定義する。
c) B1及びB2から水平軸に平行な直線を引く。そしてこれらの平行線と垂直軸との交点を,それぞれC1
及びC2とする。
d) サチュレーション時間tは,時間tを2倍(2t)しても,アルメンアークハイトの増加量(C2−C1)が
時間tでのアルメンアークハイトC1の10 %を超えない最小の時間である。
e) 検証の要求がある場合は,1枚のアルメンストリップを用いて,ピーニング強度の検証を行う。検証
手順の詳細は,受渡当事者間の協定による。
図B.1−サチュレーション曲線
11
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
アルメンゲージ
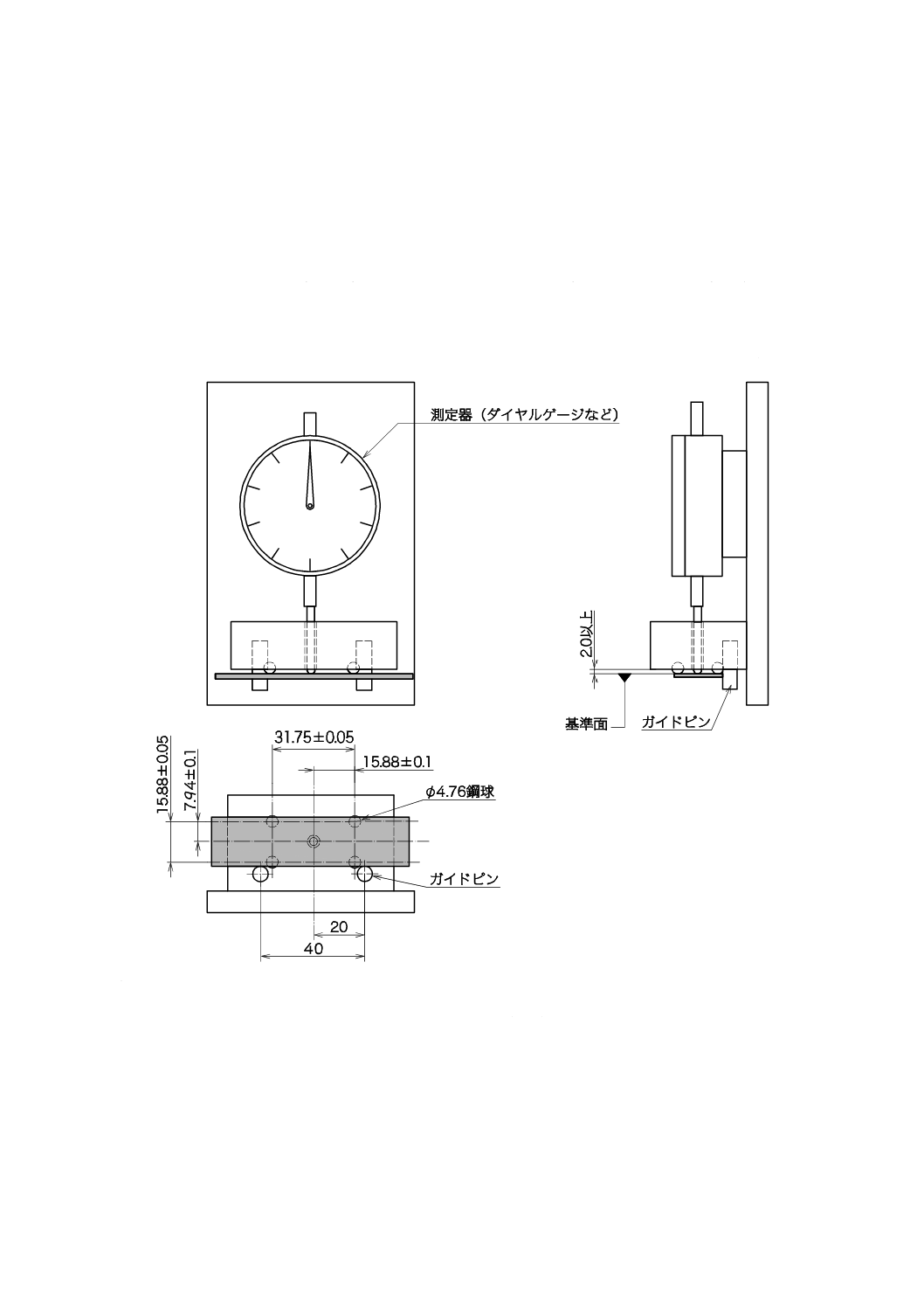
C.1 アルメンゲージ
アルメンアークハイトを測定する専用の装置で,図C.1に示す構造のものとする。測定の基準面となる
4個の鋼球は,同一平面上になければならない。
単位 mm
注記 測定器は,アルメンアークハイトを0.01 mm以下の値まで読み取れるものが望ましい。
図C.1−アルメンゲージ
12
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
ショットの品質及び試験方法
JA.1
一般
この附属書は,ショットピーニングに用いるショットの品質及び試験方法について規定する。
JA.2
ショットの品質
JA.2.1
鋳鋼ショット
鋳鋼ショットは,密度7.45 g/cm3以上の鋳鋼でほぼ球形とし,その種類,粒度分布,及び硬さは,それ
ぞれ表JA.1及び表JA.2のとおりとする。化学成分はJIS Z 0311による。鋳鋼ショットには凝着などのあ
る不整粒子,割れ,その他による鋭角粒子を一般に含んでいてはならない。
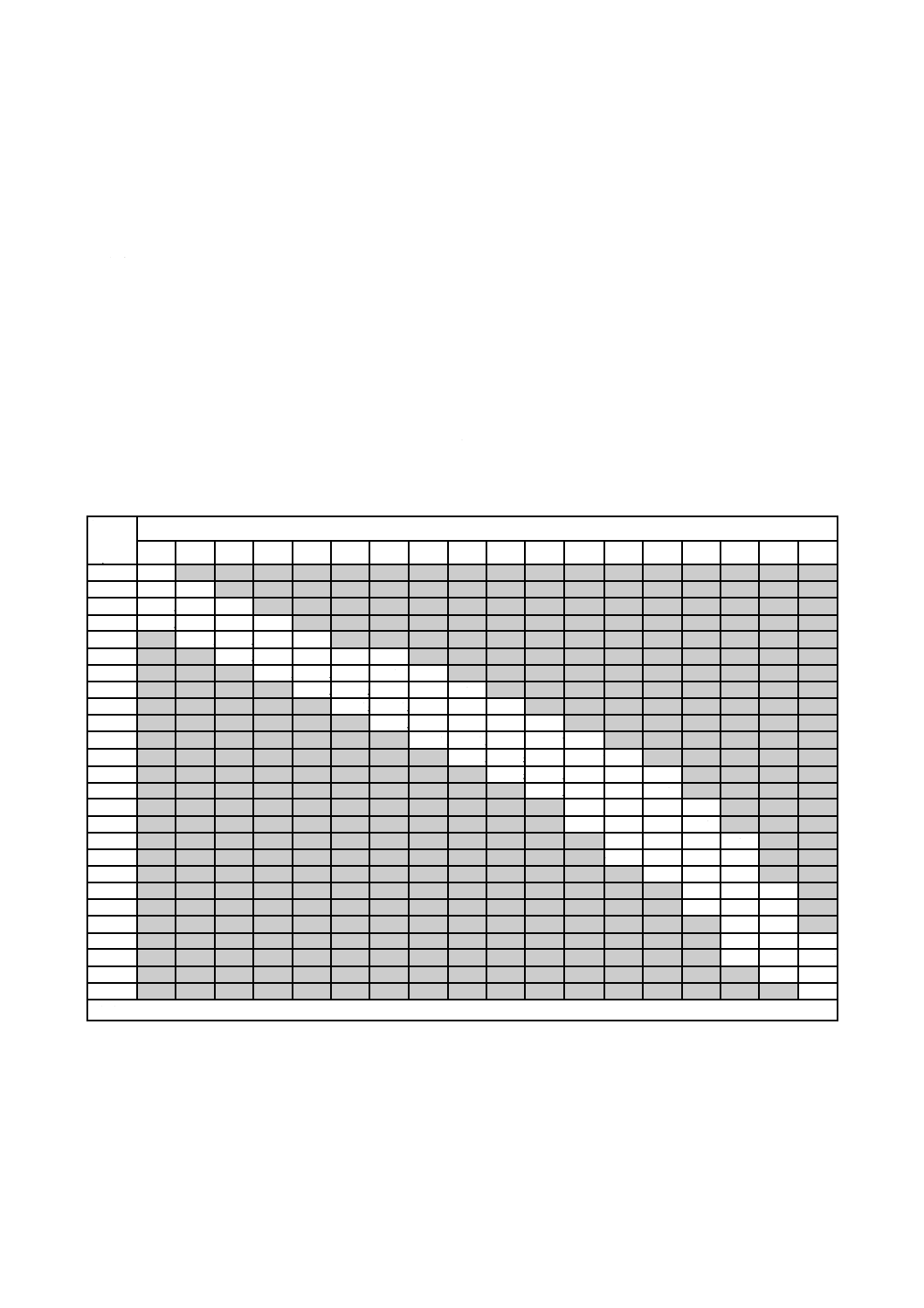
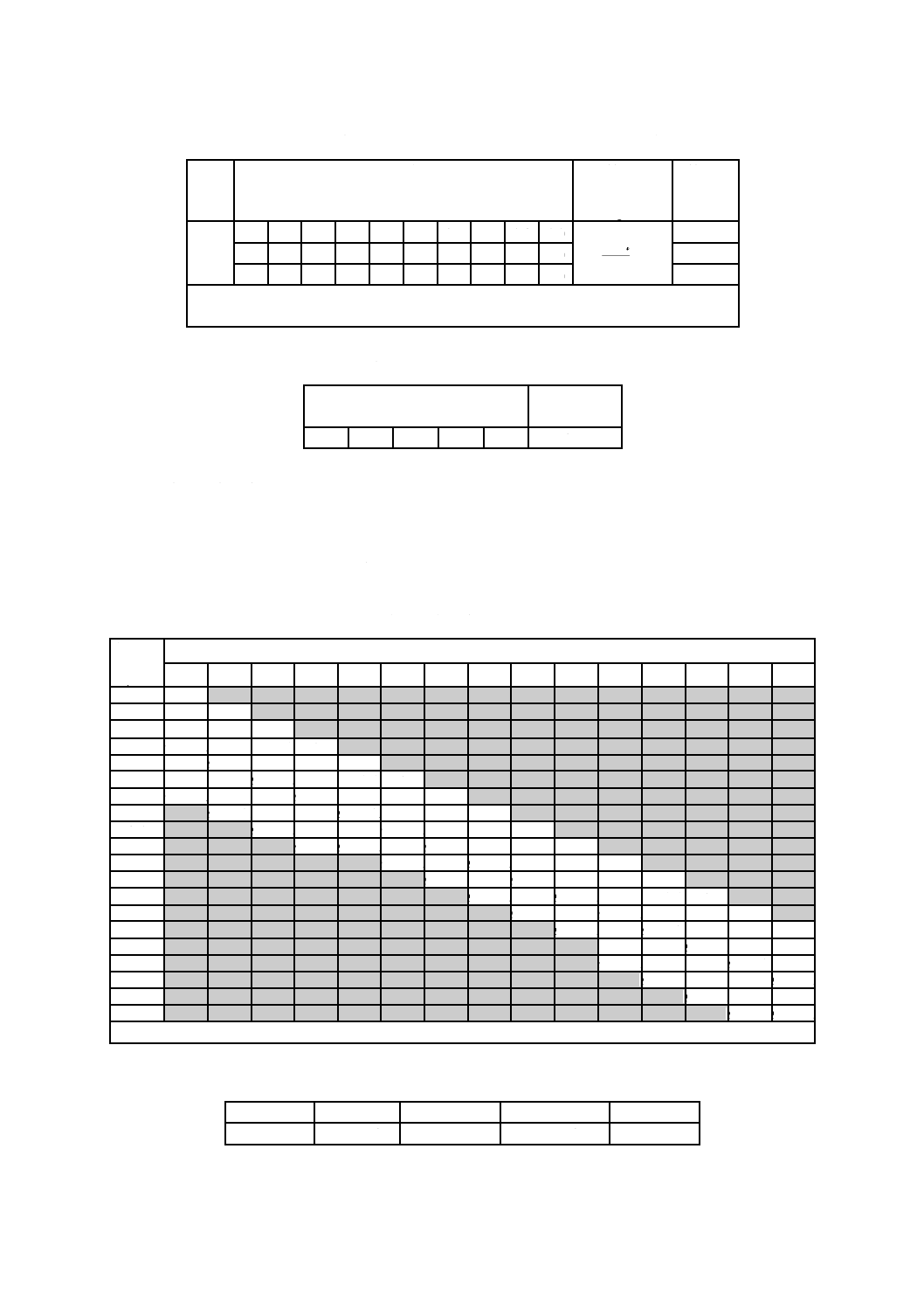
表JA.1−鋳鋼ショットの種類及び粒度分布
ふるい公
称目開き
(μm)a)
粒度番号
SS400 SS330 SS280 SS240 SS200 SS170 SS140 SS120 SS100 SS80 SS70 SS60 SS50 SS40
SS30 SS15
SS9
SS4
4750
0
4000
0
3350
90%以上
0
2800
97%以上 90%以上
0
2360
97%以上 90%以上
0
2000
97%以上 90%以上
0
0
1700
97%以上 85%以上
5 %以下
0
1400
97%以上 85%以上
5 %以下
0
1180
97%以上 85%以上
5 %以下
0
1000
96%以上 85%以上
5 %以下
0
850
96%以上 85%以上
10%以下
0
710
96%以上 85%以上
10%以下
0
600
96%以上 85%以上
10%以下
0
500
97%以上
10%以下
425
85%以上
0
355
97%以上 80%以上
10%以下
300
80%以上
0
250
90%以上
10%以下
180
90%以上 80%以上
150
0
125
90%以上
10%以下
106
70%以上
90
0
75
90%以上
10%以下
45
70%以上
38
50%以上
注a) JIS Z 8801-1による。
13
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.2−鋳鋼ショットの硬さ
呼び硬さ
HV
許容差
250 a)
350
400 450
500
550
600 650
700
750
800
±50
注a) ステンレス鋳鋼ショットにだけ適用する。
なお,SUS304相当のステンレス鋳鋼の密度7.60 g/cm3で,化学成分はJIS G
5121による。
JA.2.2
カットワイヤショット
カットワイヤショットは,線材を線径と同等の長さに切断したもので,寸法,化学成分及び硬さはそれ
ぞれ表JA.3〜表JA.5による。ただし,線径及び切断長さは,受渡当事者間の協定がこれらに優先する。
表JA.3−カットワイヤショットに用いる線材の寸法
名称
呼び径
mm
線径許容差
mm
切断長さ許容差
%
CW
−
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
±0.02
±20
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
2.0
±0.03
±15
2.1
2.2
2.3
2.4
2.5
2.6
2.7
2.8
2.9
3.0
±0.04
±10
表JA.4−カットワイヤショットの化学成分(%)
材質
C
Si
Mn
P
S
Cr
炭素鋼
0.39〜0.96
0.10〜0.35
0.30〜0.90
0.035以下
0.035以下
−
ステンレス鋼SUS304
0.080以下
1.00以下
2.00以下
0.045以下
0.030以下
18.0〜20.0
ステンレス鋼SUS430
0.12以下
0.75以下
1.00以下
0.040以下
0.080以下
16.0〜18.0
注記 炭素鋼の密度は7.85 g/cm3,ステンレス鋼SUS304の密度は7.93 g/cm3,SUS430の密度は7.70 g/cm3
である。
表JA.5−カットワイヤショットの硬さ
呼び硬さ
HV
許容差
400 500 580 700
±50
JA.2.3
コンディションドカットワイヤショット
コンディションドカットワイヤショットは,カットワイヤショットの角の部分を丸めたもので,寸法は
表JA.3に,化学成分は表JA.4に,種類及び質量は表JA.6に,硬さについては表JA.7による。
なお,角の丸めの程度を表す円形度(JA.3.4.1参照)は85 %以上でなければならない。
注記 表JA.3及び表JA.4を適用する場合には,カットワイヤショットをコンディションドカットワ
イヤショットと読み替える。
14
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.6−コンディションドカットワイヤショットの種類及び質量
名称
呼び径
mm
質量a)
mg/粒
質量許
容差
%
CCW
−
0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
ρ
4
π
2l
d
±20
1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 2.0
±15
2.1 2.2 2.3 2.4 2.5 2.6 2.7 2.8 2.9 3.0
±10
注a) ここに,π:3.14,d:呼び径(mm),l:切断長さ(mm),ρ:密度で7.8(g/cm3)
とする。通常,l=dであるから,質量は6.12×d3から求めてもよい。
表JA.7−コンディションドカットワイヤショットの硬さ
呼び硬さ
HV
許容差
400
500
580
700
800
±50
JA.2.4
ガラスビーズ
ガラスビーズは,SiO2を質量分率62 %以上含む密度2.30 g/cm3以上の球形のガラス粒子で,その種類及
び粒度分布は表JA.8に,形状均質度(JA.3.4.2参照)は表JA.9による。ガラスビーズは,表面に割れ,
破砕面などがある鋭角粒子を3 %以上含んでいてはならない。
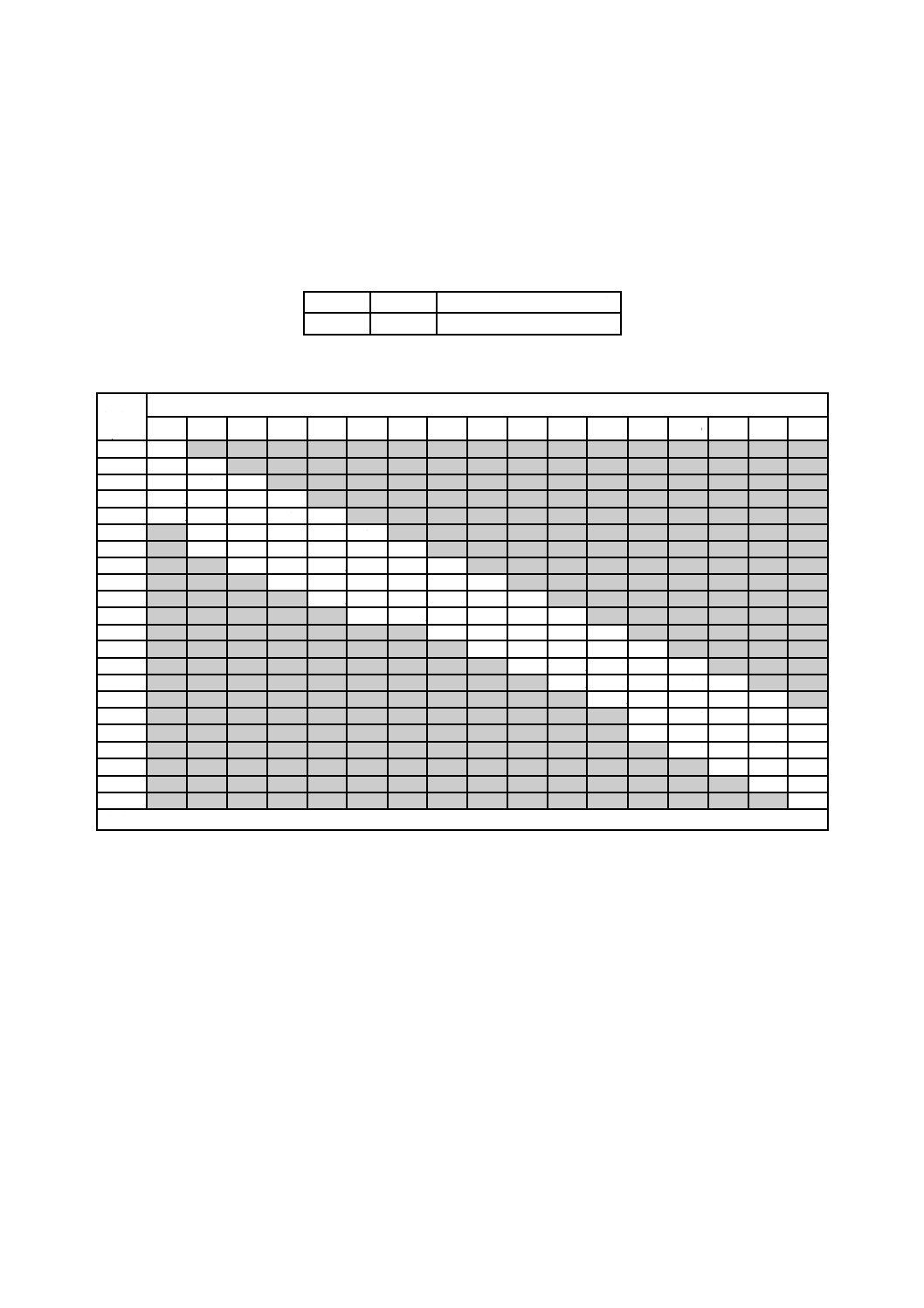
表JA.8−ガラスビーズの種類及び粒度分布
ふるい公
称目開き
(μm)a)
粒度番号
GB70
GB60
GB50
GB40
GB35
GB30
GB25
GB20
GB18
GB15
GB12
GB10
GB9
GB8
GB6
1000
0
850
5%以下
0
710
5%以下
0
600
90%以上
5%以下
0
500
90%以上
5%以下
0
425
90%以上
5%以下
0
355
95%以上
90%以上
5%以下
0
300
95%以上
90%以上
5%以下
0
250
95%以上
90%以上
5%以下
0
212
95%以上 95%以上
90%以上
5%以下
0
180
95%以上
90%以上
5%以下
0
150
95%以上
90%以上
5%以下
0
125
95%以上
90%以上
5%以下
0
106
95%以上
90%以上
5%以下
0
90
95%以上
90%以上
5%以下
0
75
90%以上
5%以下
63
95%以上
90%以上
53
95%以上
90%以上
45
95%以上
38
95%以上 95%以上
注a) JIS Z 8801-1による。
表JA.9−ガラスビーズの形状均質度
GB70
GB60〜GB30
GB25〜GB15
GB12〜GB6
形状均質度
65 %以上
70 %以上
80 %以上
90 %以上
15
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JA.2.5
セラミックビーズ
セラミックビーズは,密度3.60 g/cm3〜3.95 g/cm3,硬さ500 HV〜800 HVの球形セラミックで,その代
表的な化学成分は表JA.10に,種類及び粒度分布は表JA.11に示す。一般に,セラミックビーズには,割
れ,破砕面などの表面欠陥があってはならない。
表JA.10−セラミックビーズの代表的な化学成分(%)
ZrO2
SiO2
その他(Al2O3,TiO2など)
60〜70
28〜33
合計1以下
表JA.11−セラミックビーズの種類及び粒度分布
ふるい公
称目開き
(μm)a)
粒度番号
CB100 CB85 CB70 CB60 CB50 CB40 CB35 CB30 CB25 CB20 CB18 CB15 CB12 CB10
CB9
CB8
CB6
1400
0
1180
5%以下
0
1000
5%以下
0
850
90%以上
5%以下
0
710
97%以上 90%以上
5%以下
0
600
90%以上
5%以下
0
500
97%以上
90%以上
5%以下
0
425
97%以上
90%以上
5%以下
0
355
97%以上
90%以上
5%以下
0
300
97%以上
90%以上
5%以下
0
250
97%以上 97%以上 90%以上
5%以下
0
212
97%以上 90%以上
5%以下
0
180
97%以上 90%以上
5%以下
0
150
97%以上 90%以上
5%以下
0
125
97%以上 90%以上
5%以下
0
106
97%以上 90%以上
5%以下
0
90
90%以上
5%以下
0
75
97%以上
90%以上
5%以下
63
97%以上
90%以上
53
97%以上
90%以上
45
97%以上
38
97%以上
注a) JIS Z 8801-1による。
JA.3
ショットの試験方法
JA.3.1
ショットの種類及び試験項目
ショットの種類に応じ,表JA.12の○印を付した項目を実施する。受渡当事者間の協定によって,カッ
トワイヤショットの寸法試験は質量試験に,コンディションドカットワイヤショットの質量試験は粒度分
布試験に,それぞれ置き換えることができる。
カットワイヤショットの寸法試験を質量試験に置き換える場合には,表JA.6のコンディションドカット
ワイヤショットの質量と同じ計算方法を用いる。
コンディションドカットワイヤショットの質量試験を粒度分布試験に置き換える場合には,呼び径
(mm)を1/100 mm単位で表した数値と同じ粒度番号の鋳鋼ショットの粒度分布を基準とする。ただし,
該当する粒度番号がない場合は,一つ小さい番号を用いる。
カットワイヤショット及びコンディションドカットワイヤショットの密度試験は,受渡当事者間の協定
による。
16
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.12−ショットの種類及び試験項目
ショットの種類
形状寸法に関する特性
材質に関する特性
寸法試験
質量試験
形状試験
粒度分布試験
密度試験
硬さ試験
鋳鋼ショット
−
−
−
○
○
○
カットワイヤショット
○
(○)
−
(○)
○
コンディションド
カットワイヤショット
−
○
○
(円形度)
(○)
(○)
○
ガラスビーズ
−
−
○
(形状均質度)
○
○
−
セラミックビーズ
−
−
−
○
○
○
JA.3.2
寸法試験
カットワイヤショット及びコンディションドカットワイヤショットの切断前の線径は,マイクロメータ
によって0.01 mmの読みまで測定する。カットワイヤショットの切断長さは,無作為に抽出した10個の
ショットについて,投影形状の中心線長さを0.05 mmの読みまで測定し,その平均値で表す。
JA.3.3
質量試験
コンディションドカットワイヤショットの質量は,無作為に抽出した20個のショットを0.1 mgの読み
まで計量したうえで1個当たりに換算して表す。
JA.3.4
形状試験
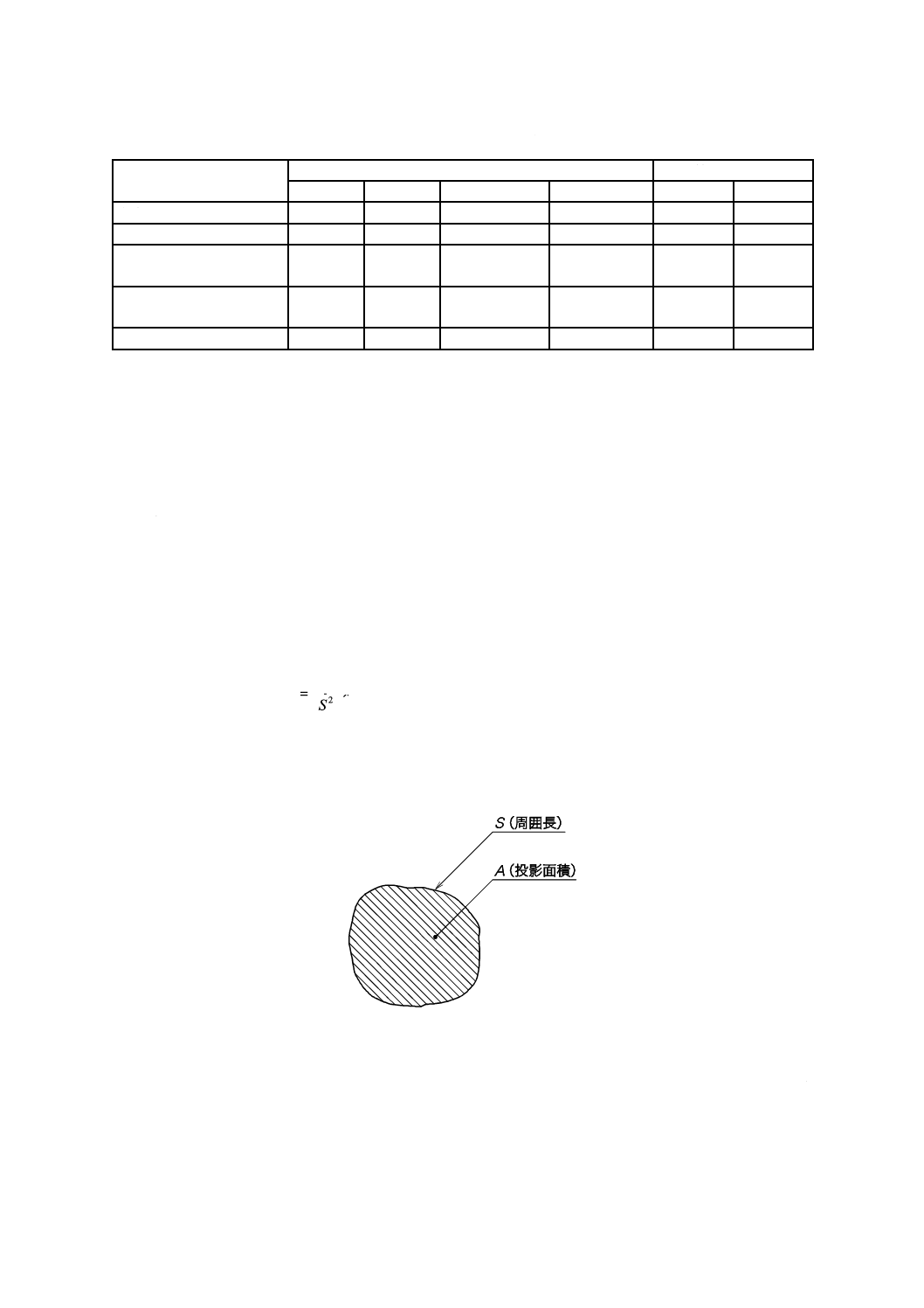
JA.3.4.1
円形度試験
コンディションドカットワイヤショットの球形の程度は,無作為に抽出した10個のショットについて,
次の式から円形度を求め,その平均値で表す。円形度は%で表し,JIS Z 8401によって5 %単位に丸める。
100
4
2×
=SπA
C
ここに,
C: 円形度
A: ショットの長手方向形状の投影面積(図JA.1参照)
S: 投影形状の周囲長(図JA.1参照)
図JA.1−コンディションドカットワイヤショットの投影図
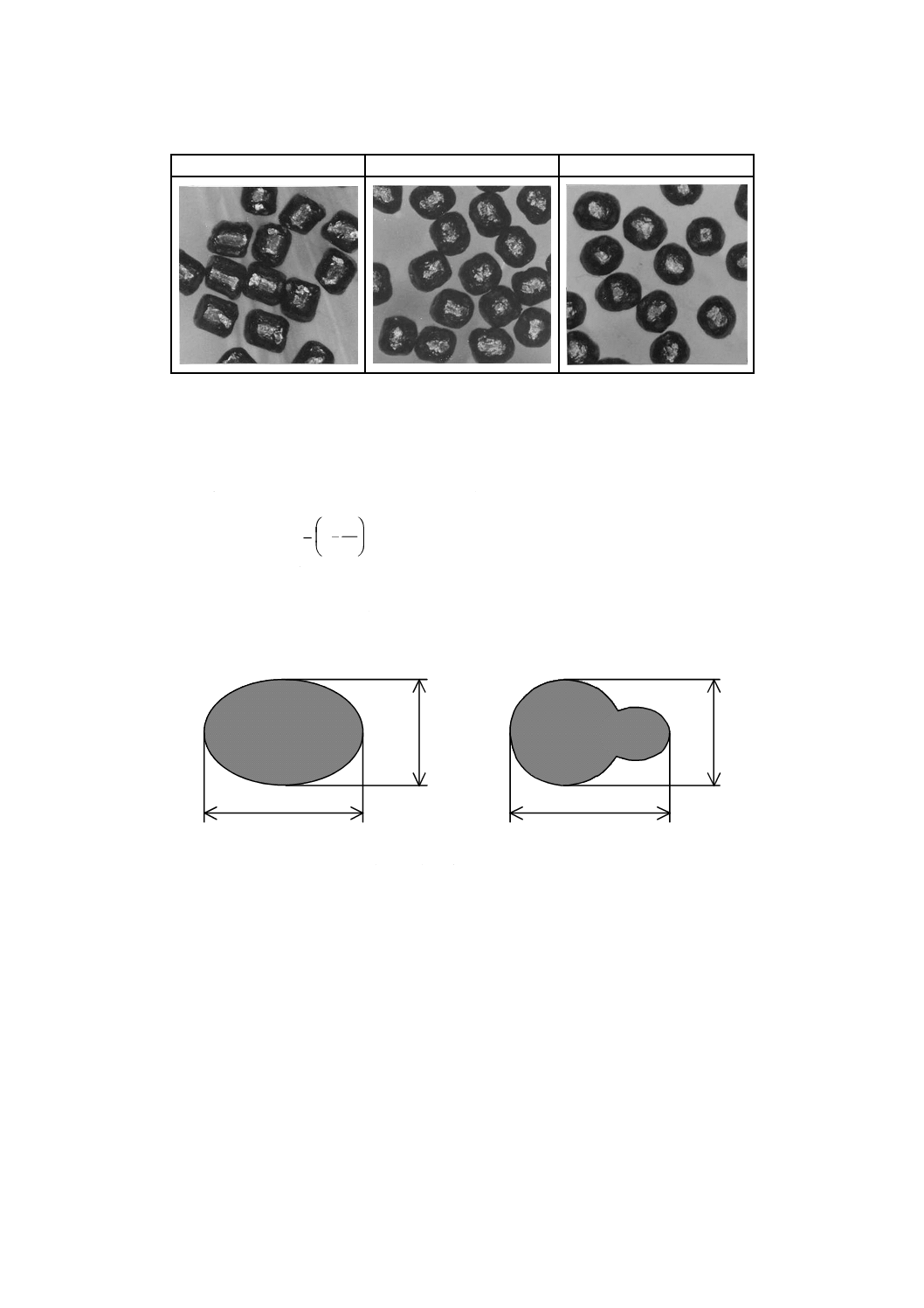
注記 円形度は画像処理法などによって求めるのが便利である。また,円形度は受渡当事者間の協定
によって,無作為に抽出した10個以上のショットについて,図JA.2に示す形状写真と比較し
て判定してもよい。
17
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
円形度85 %
円形度90 %
円形度95 %
図JA.2−コンディションドカットワイヤショットの円形度
JA.3.4.2
形状均質度試験
ガラスビーズの球形の程度は,無作為に抽出したビーズN個について,次の式から求めた形状均質度で
表す。形状均質度は,%で表し,JIS Z 8401によって整数に丸める。
100
1
c
×
−
=
N
n
R
ここに, Rc: 形状均質度
N: 試験ビーズの総数で,おおむね200〜1 000程度とする。
n: 投影形状で見た長径aと短径bとの比が1.2を超える
ビーズの数。
a
a
b
b
a) だ(楕)円形状の場合
b) 不均一な形状の場合
図JA.3−ガラスビーズの長径及び短径の測り方
注記 Nは,適切量(例えば,1 g)の試験ビーズを平板上に重ならないように広げ,総数を数えた結
果から決めてよい。
ガラスビーズに含まれる鋭角粒子の割合も,このとき合わせて評価する。鋭角粒子の数は,N及びnの
中に含めてよい。図JA.4に,鋭角粒子の例を示す。
18
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図JA.4−ガラスビーズに含まれる鋭角粒子の例
JA.3.5
粒度分布試験
鋳鋼ショット,コンディションドカットワイヤショット,ガラスビーズ及びセラミックビーズの粒度分
布試験は,JIS G 5904による。
JA.3.6
硬さ試験
鋳鋼ショット,カットワイヤショット,コンディションドカットワイヤショット及びセラミックビーズ
の硬さは,無作為に抽出した10個のショットの断面について,JIS Z 2244によって,試験力0.490 3 N〜
4.903 Nで求め,その平均値を試験結果とする。硬さの測定面及び位置は,カットワイヤショットでは線材
の軸に直角な断面上で中心からd/4(dは線径)付近,コンディションドカットワイヤショットでは,線材
の軸に沿った断面上で軸中心からd/4付近,鋳鋼ショット及びセラミックビーズではショット中心を通る
断面上のd/4付近で,それぞれ測定する。ショットはいずれも試料埋め込み樹脂に埋めて固定し,測定面
は,研磨して測定する。
JA.3.7
密度試験
密度ρは,あらかじめ測定した質量m(g)のショットを測定容器内のエタノール中に入れ,そのときの
液面の上昇から求めた体積V(cm3)を用い,次の式のように求める。試験するショットの量は,鋳鋼ショ
ットでは約100 g,ガラスビーズ及びセラミックビーズでは約50 gとし,容器内の液量は約50 mLとする。
いずれも,質量は0.1 g,液面変化は0.1 mLまで読み取る。
V
m
=
ρ
ここに,
ρ: 密度(g/cm3)
m: 質量(g)
V: 体積(cm3)
JA.4
記録及び報告
表JA.13に規定する事項を記録し,要求のあった場合は,報告しなければならない。
19
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.13−記録及び報告事項
ショットの種類
寸法,質量又は粒度
形状
密度a)
硬さ
説明
鋳鋼ショット
粒度分布
−
○
○
カットワイヤショット
線径及び切断長さ
−
(○)
○
切断長さは,質量に置き換えてもよい
(JA.3.1参照)。
コンディションド
カットワイヤショット
質量
円形度 (○)
○
質量は,粒度分布に置き換えてもよい
(JA.3.1参照)。
ガラスビーズ
粒度分布
形状均
質度
○
−
セラミックビーズ
粒度分布
−
○
○
注a) (○)のカットワイヤショット及びコンディションドカットワイヤショットの密度試験は,受渡当事者間の
協定による。
JA.5
表示
ショットの種類の表示は,次のように行う。
例 SS 280 (550 HV)
粒度が280番の鋳鋼ショットで硬さが550 HVのもの
CW 0.8 (580 HV)
呼び径0.8 mmのカットワイヤショットで硬さが580 HVのもの
CCW 0.6 (700 HV)
呼び径0.6 mmのコンディションドカットワイヤショットで硬さが700 HVの
もの
GB 60
粒度が60番のガラスビーズ
CB 70
粒度が70番のセラミックビーズ
20
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(規定)
残留応力の測定方法
JB.1
一般
この附属書は,ショットピーニング処理後の処理品の残留応力をX線応力測定法によって求める方法に
ついて規定する。
JB.2
測定面
処理品の測定面は,汚れ及び異物を取り除いたできるだけ平たんな面とし,次のようでなければならな
い。
注記 残留応力測定においてX線回折に関与する原子面は,通常の条件では表面から5 μm程度の深
さ範囲にあるものに過ぎないので,妨げになる因子は,できるだけ取り除く必要がある。
a) ショットピーニング後の表面 処理品の測定試料面には,いかなる変形又は加工も加えてはならない。
b) 深さ方向の内部表面 処理品の表面から深さ方向における残留応力の分布を測定する場合は,入射X
線束の断面寸法のほぼ2倍の範囲を,化学研磨又は電解研磨によって,所定の深さになるように除去
するものとする。
注記 化学研磨又は電解研磨は,それによって新たな残留応力を生じない加工方法として用いるも
ので,できるだけ平滑に仕上げ,かつ,温度変化による熱応力を生じないように注意する。
c) マスキング 測定面がわん(湾)曲している場合は,平面とみなせる程度の面積を残してマスキング
(遮蔽)する。ただし,入射X線を制限できる場合は,この限りではない。
注記 マスキングには,市販のビニールテープを用いるのが便利である。
JB.3
測定装置
測定装置は,次の機能を備えていなければならない。
a) X線発生機能 特性X線を発生するX線管に,少なくとも30±5 kV程度の電圧とX線管の許容最大
電流とを供給できなければならない。
b) 平行X線機能 入射X線は平行ビームであって,その発散角は,±0.5°以下でなければならない。
c) 入射角設定機能 入射角は,少なくとも−15°〜+50°の範囲で任意に設定できなければならない。
d) 強度分布曲線測定機能 回折角140°〜170°の範囲において,強度分布曲線を測定できなければなら
ない。
JB.4
測定方法
測定は,次のように行う。
なお,X線を取り扱うために,国内においては労働安全衛生規則及び電離放射線障害防止規則,国外に
おいては当該国の関連規範に基づき,所定の放射線管理を行わなければならない。
a) 特性X線 特性X線の種類及び使用区分を,表JB.1に示す。
21
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JB.1−特性X線の種類及び使用区分
処理品の材質
特性X線
フィルタ
(厚さμm)
基準回折角
2θ0(°)
η角
(°)
応力定数
K(MPa/°)
ばね鋼,軟鋼及び熱処理鋼a)
CrKα
V(10〜12)
156.4
11.8
−318
ステンレス鋼b),Ni合金鋼
MnKα
Cr(10〜12)
152.0
14.0
−336
CrKβ
−
148.5
15.7
−377
アルミニウム及びアルミニウム合金
CoKα
Fe(10〜12)
163.5
8.2
− 73
注記 η角は,原子面法線と回折X線とのなす角で,η=90−θ0である。
注a) フェライト相の鋼及び焼戻しマルテンサイト組織の鋼
b) オーステナイト相のステンレス鋼,SUS304,SUS316など。
b) 入射角の設定 入射角ψは,強度分布曲線の両裾まで確実に測定できる範囲で,なるべく離れた2以
上の値に設定する。一般には,sin2 ψの値がほぼ等間隔に異なる4以上の値を選ぶことが望ましい。
c) 強度分布曲線の測定 強度分布曲線の測定は,ピーク位置を確実に決定できるよう,基準回折角2θ0
を中心に十分な角度範囲及びカウント数で行う。また,次による。
注記 通常,最大値が1 000カウント以上で,かつ,基準回折角を中心に予想半価幅の3倍程度の
角度範囲を測定するのがよい。特に,強度分布をデジタル信号として計測するときは,半価
幅の1/40程度の等間隔角でサンプリングするのがよい(JB.5.2参照)。
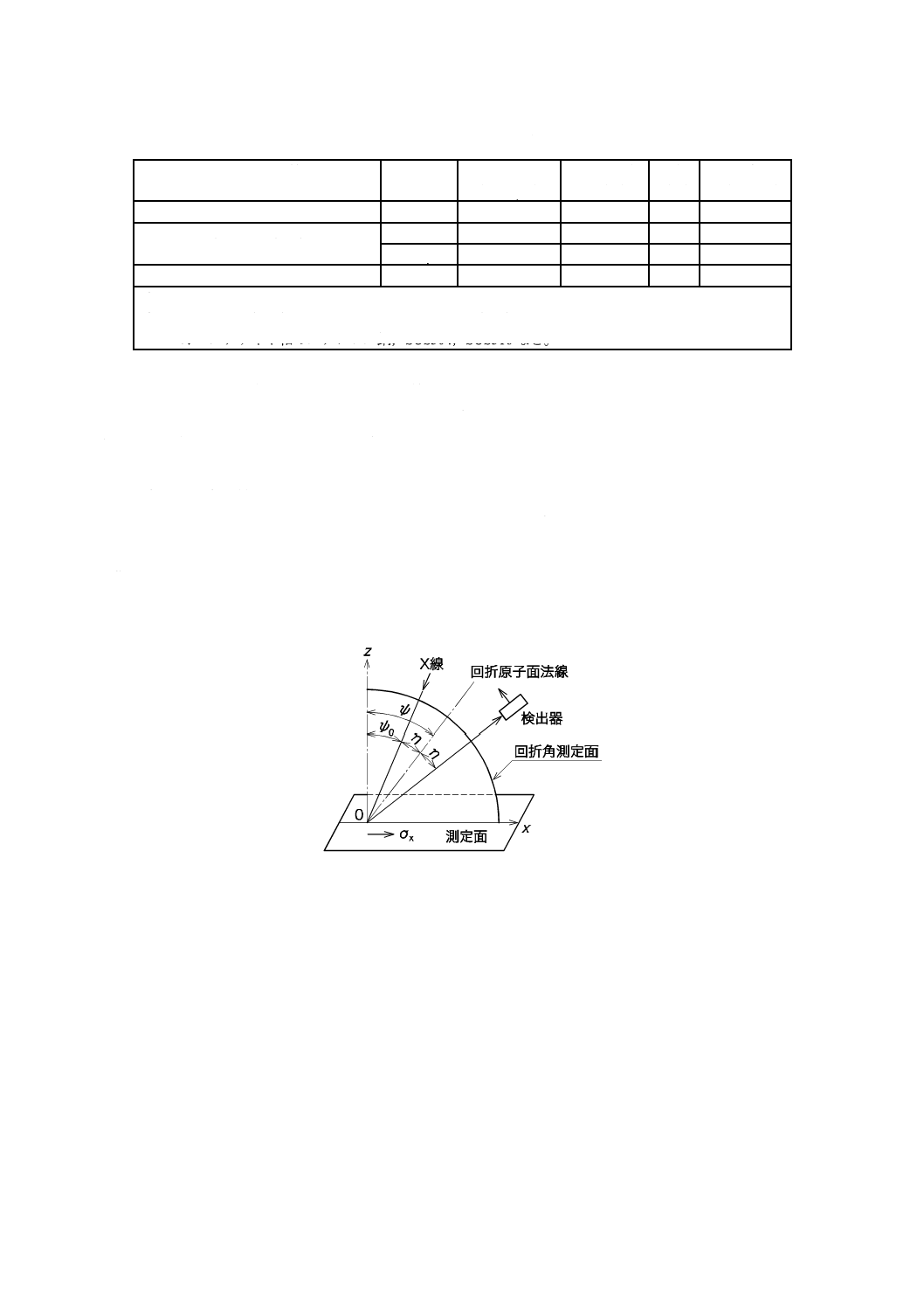
1) 並傾法の場合 通常の応力測定においては,図JB.1のように,測定面の法線方向zと測定する応力
の方向xとで決まるz-x平面内でX線を入射し,回折角を測定する。この方法を並傾法という。
図JB.1−並傾法における回折角の測定
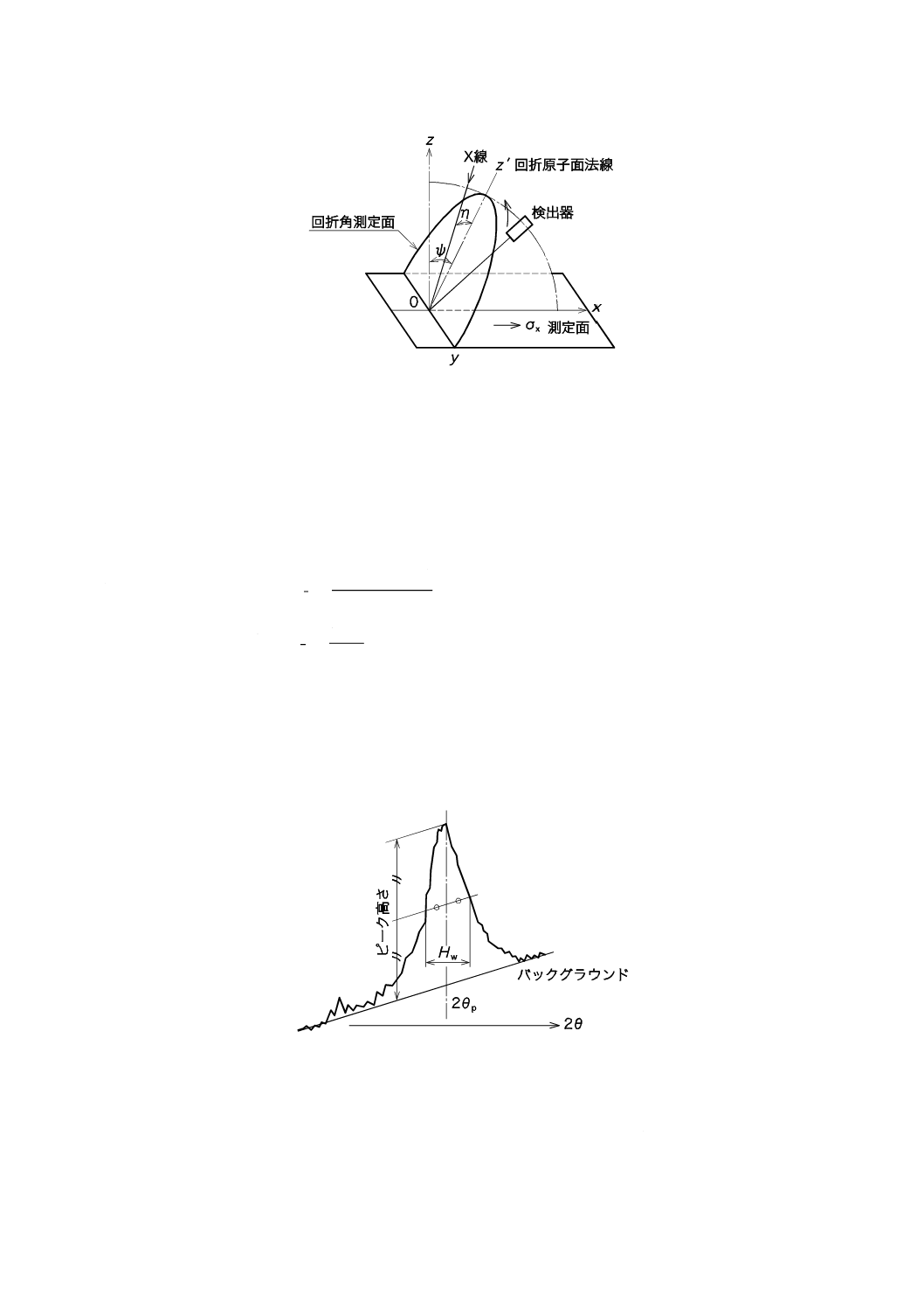
2) 側傾法の場合 測定面の形状などによって並傾法を適用できない場合には,図JB.2のように,z-x
面上の任意方向z'を含み,z-x面に直交するz'-y平面内でX線を入射し,回折角を測定する。この方
法を側傾法という。入射X線の角度は,軸z'に対し−ηとなるように設定する。
22
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図JB.2−側傾法における回折角の測定
JB.5
データの解析
JB.5.1
吸収補正
並傾法における回折X線の強度Iは,角θに依存する行路差による系統的な吸収減衰があるため,次の
補正係数κを用い,κIに補正する。
なお,側傾法の場合は補正しなくてよい。
a) ψ0一定の装置の場合
(
)
θ
θ
ψ
κ
tan
90
tan
1
0
+
−
−
=
b) ψ一定の装置の場合
θ
ψ
κ
tan
tan
1−
=
JB.5.2
ピーク位置決定
図JB.3のように,吸収補正後の強度分布曲線について半価幅Hwを求め,その中点に相当する回折角を
ピーク位置2 θPとする。
なお,受渡当事者間の協定により,ピーク位置はその他の方法によって決定してもよい。
図JB.3−半価幅中点法
JB.5.3
残留応力の算出
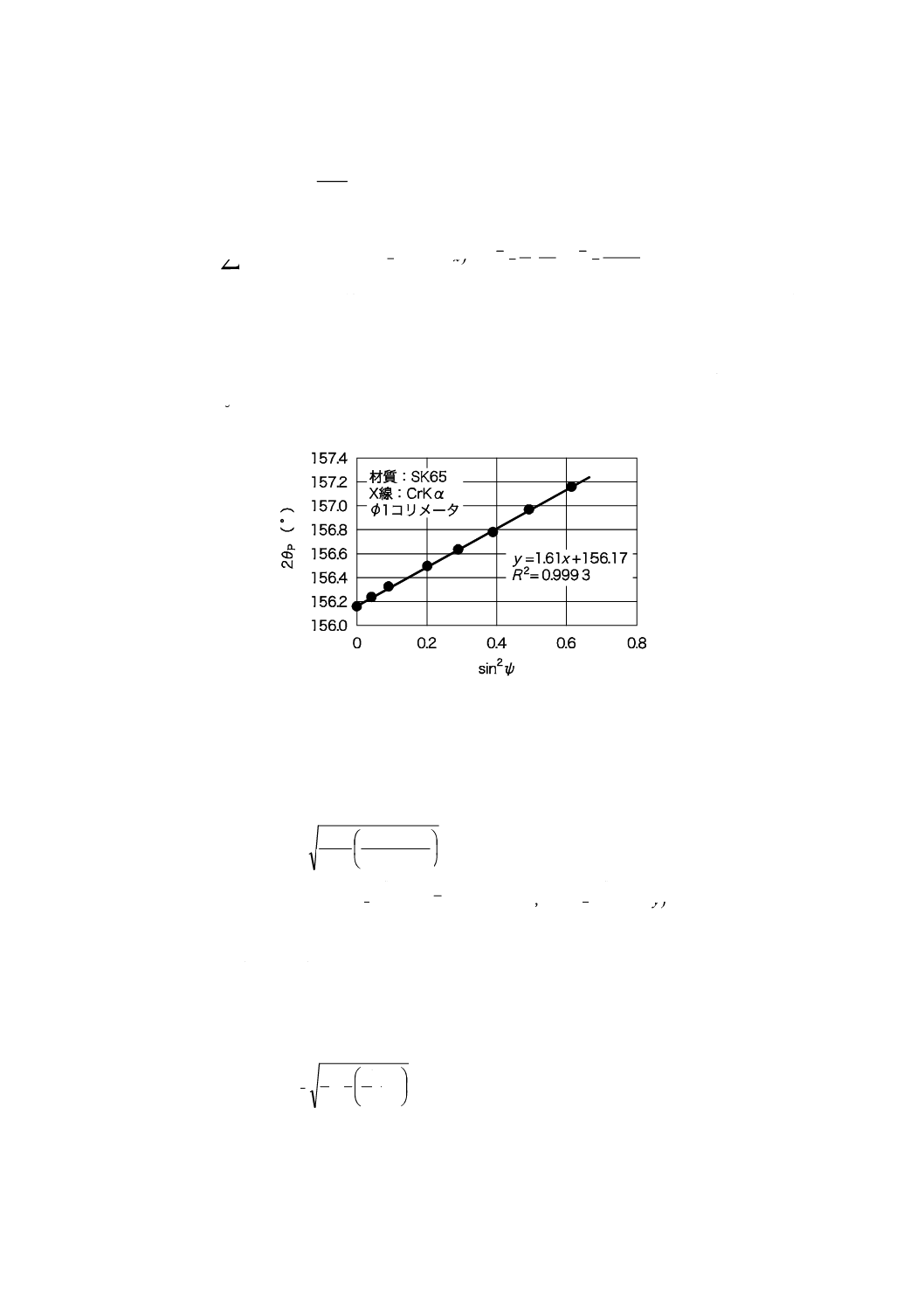
残留応力の値は,sin2ψ-2θ線図の勾配Mに,表JB.1の応力定数Kを乗じて算出する。Mは,直線回帰
によって求めるが,sin2ψ-2θ線図上で実験点に目視で当てはめた直線から求めてもよい。
23
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
直線回帰による場合は,x=sin2ψ,y=2θとおき,nをX線入射回数とすると,次の式のように求める。
SSX
SXY
M=
ただし,
)
)(
(
1
y
y
x
x
SXY
i
n
i
i
−
−
=∑
=
,
∑
=
−
=
n
i
ix
x
SSX
1
2)
(
,
n
x
x
n
i
i
∑
=
=
1
,
n
y
y
n
i
i
∑
=
=
1
である。
応力値は,引張応力は+符号,圧縮応力は−符号を付して表示し,JIS Z 8401によって,10 MPa単位に
丸める。
注記 図JB.4は,ショットピーニングを施した試料について残留応力を測定した例である。図中に示
すように,直線回帰からM=1.61であり,K=−318 MPa/°であるから,残留応力はσR=−318
×1.61 ≈ −510 MPaとなる。
図JB.4−sin2ψ-2θ線図の例
JB.5.4
信頼度
残留応力の信頼度はsin2ψ-2θ線図の勾配Mの変動係数ηで評価する。ここで,ηは値が小さいほど,信
頼度が高いことになる。ηは次の式によって求める。
−
−
=
SSR
SSY
SSR
n2
1
η
ここに,
(
)
{
}
∑
=
−
−
−
=
n
i
i
i
x
x
M
y
y
SSR
1
2,
∑
=
−
=
n
i
iy
y
SSY
1
2)
(
信頼度は,%単位に丸めて表す。
注記 sin2ψ-2θ線図が直線状にならなかったり,著しくばらつく場合は,装置の幾何学的精度,測定
品の結晶粒度・優先方位などに問題があることが多い。通常,変動係数ηが10 %以下であれば,
特に問題と考える必要はない。
なお,回帰の寄与率(又は決定度係数)R2が得られる場合は,変動係数は次の式から求めてもよい。
−
−
=
1
1
2
1
2
R
n
η
注記1 R2=1−SSR/SSYの関係がある。
注記2 図JB.4の例では,R2=0.999 3でn=8であるから,η=0.01,すなわち信頼度は,99 %である。
24
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JB.6
装置の検査
装置は,所要の機能を発揮することを確認するほか,次の検査を行う。
a) ゼロ点の検査 無ひずみ状態の鉄又は銀の粉末について応力測定を行い,±25 MPa以下であることを
確認する。
なお,銀粉末を用いる場合,特性X線はCrKαとし,2θ0=152.1°,応力定数はK=−128 MPa/°と
する。
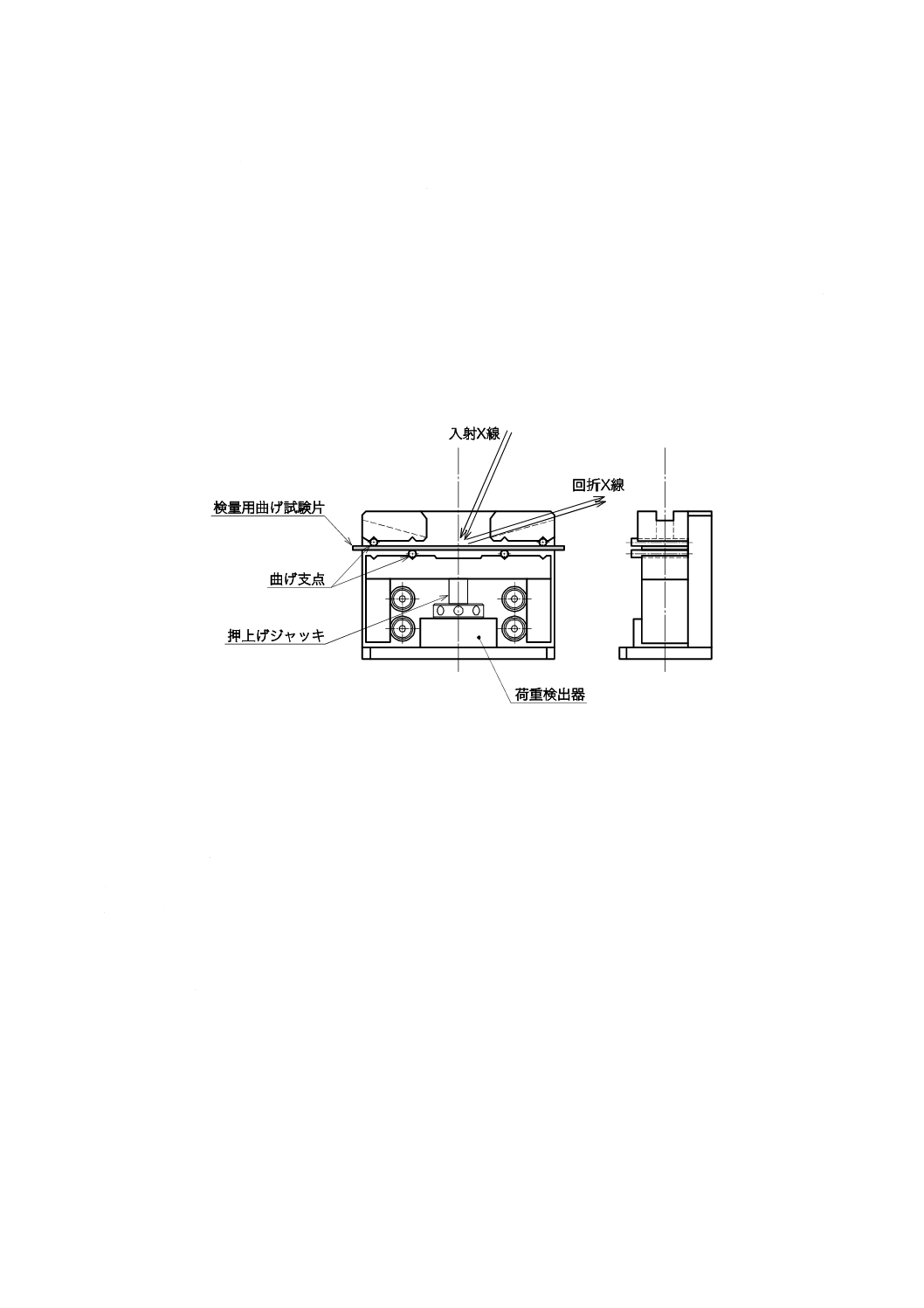
b) 応力値の検量 既知の応力を負荷した検査用試験片について応力測定を行い,測定値が±10 %で一致
することを確認する。検量に用いる試験片は,残留応力を測定しようとする処理品と同程度の材質で
十分な強度をもつものとし,測定はその弾性範囲で行う。
注記 図JB.5のような4点曲げ負荷装置を用いるとよい。
図JB.5−検量用4点曲げ負荷装置
JB.7
報告
次の事項を記録し,依頼者の要求があった場合に報告しなければならない。ただし,受渡当事者間の協
定によって,それぞれの事項は省略することができる。
a) 測定面の状態 測定部位,並びに電解研磨又は化学研磨の有無,その面積及び除去深さ。
b) 測定方法 ψ0一定法又はψ一定法の別,並傾法又は側傾法の別,並びに入射角の数及びその角度。
c) X線条件 特性X線の種類,フィルタの種類,X線管の出力(kV,mA),X線を垂直入射したときの
照射範囲(mm×mm),入射X線の発散角又はコリメータ径並びに使用検出器の種類。
d) 測定データ 各入射角に対する強度分布曲線(吸収補正の有無を明記),ピーク位置決定法,半価幅,
sin2ψ-2θ線図,並びに残留応力値及び信頼度。
25
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JC
(参考)
JISと対応国際規格との対比表
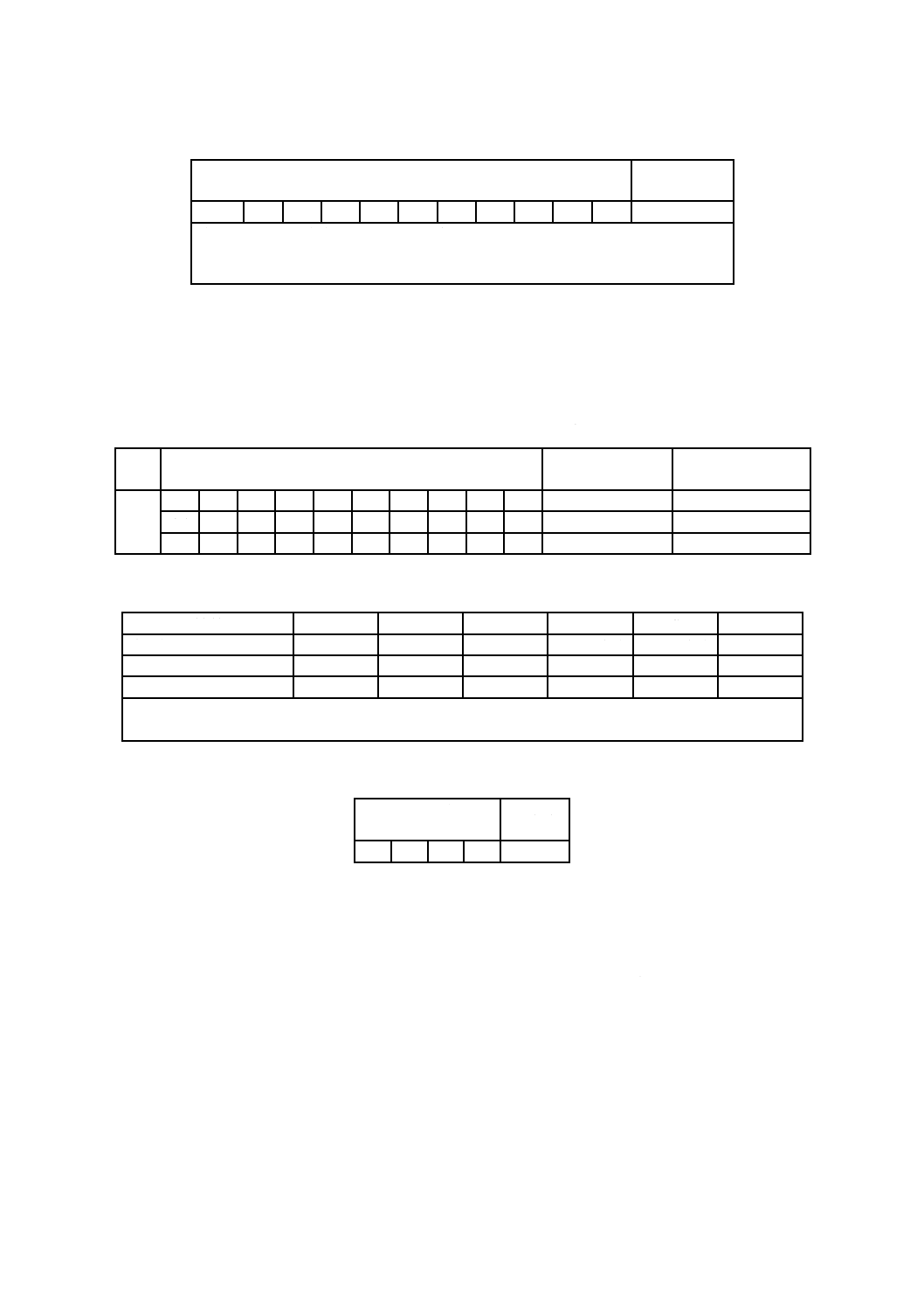
JIS B 2711:2013 ばねのショットピーニング
ISO 26910-1:2009 Springs−Shot peeing−Part 1: General procedures
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
ばねのショットピ
ーニング。
1
JISと同じ。
一致
2 引用規
格
3 用語及
び定義
23の用語を定義し
ている。
3
17個の用語を定義して
いる。
削除
追加
ISO規格から1個を削除し,X
線残留応力測定の用語を7個
追加している。
国内での使用実績がないため,ヘ
ビーピーニングを削除した。次回
のISO規格の見直しの際,削除
を提案する。
JISではX線による残留応力測
定法を規定したため,用語を追加
している。
4 ショッ
トピーニ
ング処理
の方法
ショットピーニン
グの種類,条件,装
置等の選択につい
て。
4
JISとほぼ同じ。
削除
ISO規格のショットピーニン
グの種類からヘビーピーニン
グを削除している。
国内での使用実績がないため,ヘ
ビーピーニングを削除した。次回
のISO規格の見直しの際,削除
を提案する。
5
B
2
7
11
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
26
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 ショッ
ト
ショットの種類
5
カットワイヤの取扱い,
ガラスビーズの硬さ,カ
ットワイヤ及びコンディ
ションドカットワイヤの
密度試験,以外はJISと
同じ。
変更
ISO規格ではカットワイヤの
使用に際して前提条件を設け
て,注に記載している。表中
には規定がない。
JISではガラスビーズの硬さ
の規定がない。
JISでは,カットワイヤ及びコ
ンディションドカットワイヤ
の密度試験が受渡当事者間の
合意による。
欧州ではカットワイヤの使用実
績がほとんどないため,規定に差
異がある。国内ではガラスビーズ
の硬さは測定されていないため
硬さを削除した。国内の密度試験
の実績に合わせて,注を追加し
た。ISO規格との相違箇所は,次
回のISO規格の見直しの際,修
正を提案する。
6 アルメ
ンストリ
ップ
アルメンストリッ
プの種類,使用範囲
及び保持具につい
て規定している。
6
材料0.60 %〜0.80 %以外
はJISと一致
変更
ISO規格の上限を広げて
0.90 %としている。
国内の使用実績に合わせるため
に変更した。
図2 六角穴付きボ
ルトの許容差
6.3
六角穴付きボルトの許容
差がJISと異なる。
変更
ISO規格と六角穴付きボルト
の許容差が異なっている。
該当するボルトのJISに合わせ
て変更した。
7 アルメ
ンアーク
ハイトの
測定
アルメンアークハ
イトの測定につい
て規定している。
7.1
JISと同じ。
一致
8 カバレ
ージの評
価
カバレージの評価
について規定して
いる。
7.2
JISと同じ。
一致
7.3
サチュレーション時間の
決定の項目
削除
JISでは箇条10 a) に規定して
いる。
箇条を設けてはいないが,実質的
な差異はない。
9 ショッ
トピーニ
ング装置
ショットピーニン
グ装置について規
定している。
8
JISと同じ。
一致
5
B
2
7
11
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
27
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
10 ショ
ットピー
ニングの
管理
アルメンアークハ
イト,カバレージ及
び粒度分布につい
て規定している。
9
アルメンアークハイト及
びカバレージについて規
定している。
追加
c) 粒度分布を追加して規定
している。
JISでは,より詳細に管理するた
め粒度分布を追加した。
11 残留応
力の測定
残留応力の測定に
ついて規定してい
る。
10
JISと同じ。
一致
12 報告
報告の項目につい
て規定している。
11
JISと同じ。
一致
附属書A
(規定)
カバレー
ジの標準
写真
標準写真を示して
いる。
Annex A
JISと同じ。
一致
附属書B
(規定)
サチュレ
ーション
時間
サチュレーション
時間の決定方法に
ついて規定してい
る。
Annex B
JISと同じ。
一致
附属書C
(参考)
アルメン
ゲージ
アルメンゲージの
形状を示している。
Annex C
JISと同じ。
一致
附属書JA
(規定)
ショット
の品質及
び試験方
法
ショットの品質及
び試験方法を規定
している。
−
−
追加
ISO規格にないショットの品
質及び試験方法を追加してい
る。
ショットの詳細を規定するため。
5
B
2
7
11
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
28
B 2711:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
附属書JB
(規定)
残留応力
の測定方
法
残留応力の測定方
法を規定している。
−
−
追加
ISO規格にない残留応力の測
定方法を規定している。
測定方法の詳細を規定するため。
JISと国際規格との対応の程度の全体評価:ISO 26910-1:2009,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
5
B
2
7
11
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。