B 2401-3:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 記号······························································································································· 3
5 品質等級························································································································· 3
5.1 等級N ························································································································· 3
5.2 等級S ·························································································································· 3
5.3 等級CS ························································································································ 3
5.4 等級の選択 ··················································································································· 3
6 表面の状態 ······················································································································ 3
7 規格準拠表示 ··················································································································· 4
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 10
B 2401-3:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本フルードパワー工業会(JFPA)
及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があ
り,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS B 2408:2005は廃止され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 2401の規格群には,次に示す部編成がある。
JIS B 2401-1 第1部:Oリング
JIS B 2401-2 第2部:ハウジングの形状・寸法
JIS B 2401-3 第3部:外観品質基準
JIS B 2401-4 第4部:バックアップリング
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 2401-3:2012
Oリング−第3部:外観品質基準
O-rings-Part 3: Quality acceptance criteria
序文
この規格は,2005年に第2版として発行されたISO 3601-3を基に作成した日本工業規格であるが,国
内で使用されている品質基準への適用を可能とするため,対応する部分については,対応国際規格を翻訳
し技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,一般機器に使用するOリングの表面欠陥の定義,分類,及び許容限度について規定する。
なお,その寸法については,JIS B 2401-1による。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3601-3:2005,Fluid power systems−O-rings−Part 3: Quality acceptance criteria(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0142 油圧・空気圧システム及び機器−用語
注記 対応国際規格:ISO 5598:1985,Fluid power systems and components−Vocabulary(MOD)
JIS B 2401-1 Oリング−第1部:Oリング
注記 対応国際規格:ISO 3601-1,Fluid power systems−O-rings−Part 1: Inside diameters, cross-sections,
tolerances and designation codes(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0142によるほか,次による。
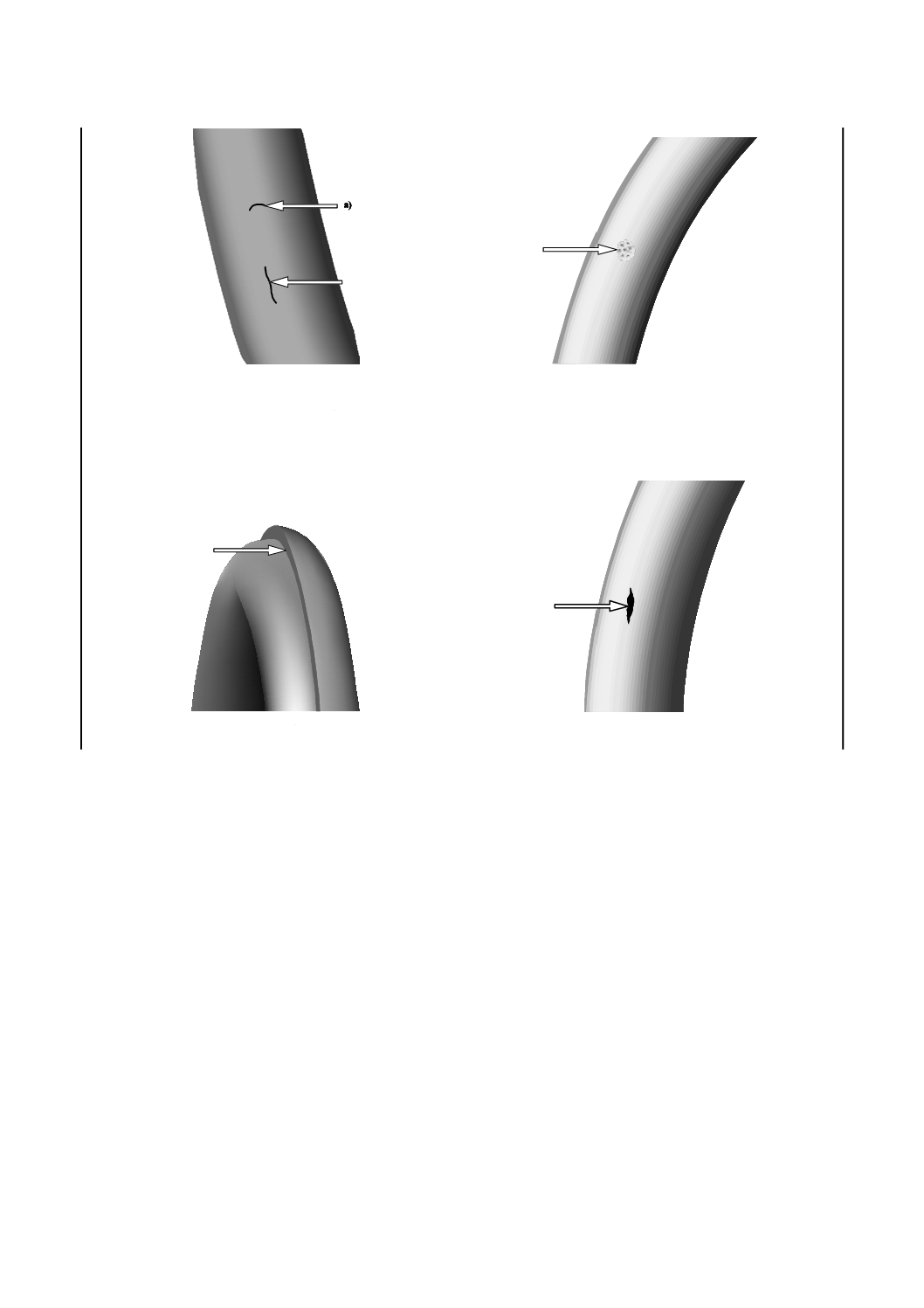
3.1
ひけ(backrind)
ゴムのばり部分が早く加硫することによって,ばり線が金型の合せ部で収縮し,場合によっては破れ又
は引き裂かれたばりを伴い,U形又はW形の断面形状となるばり線近辺のばり線方向の欠陥(図1参照)。
2
B 2401-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
複合ばり(combined flash)
ばり,食違い及びパーティングラインの突起が組み合わされてできたばり。
3.3
過度の仕上げ(excessive trimming)
Oリングのパーティングライン部において,仕上げ工程で発生する過度な平らな面,又は荒れた面[図
2 a)及びb)参照]。
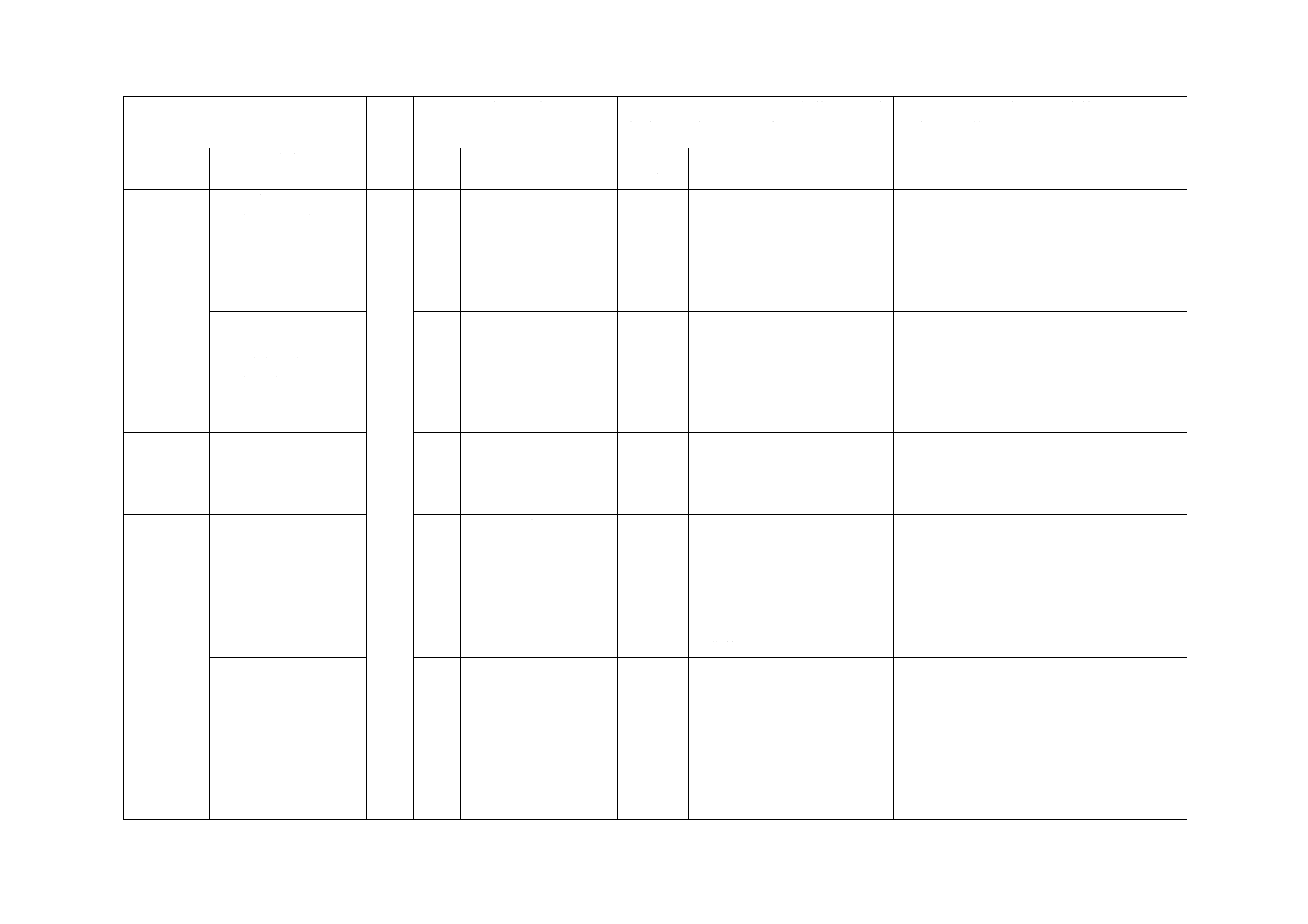
3.4
ばり(flash)
金型を分離するときに生じるか,又は不十分な仕上げによって残る内外径のパーティングラインから出
るフィルム状のもの(図3参照)。
3.5
フローマーク(flow mark)
自由状態で僅かな深さがあり,一般には曲線状で材料の流れと融着不良とによる筋状のくぼみ。
なお,表面の組織は,正常で,くぼみの角部には丸みがある(図4参照)。
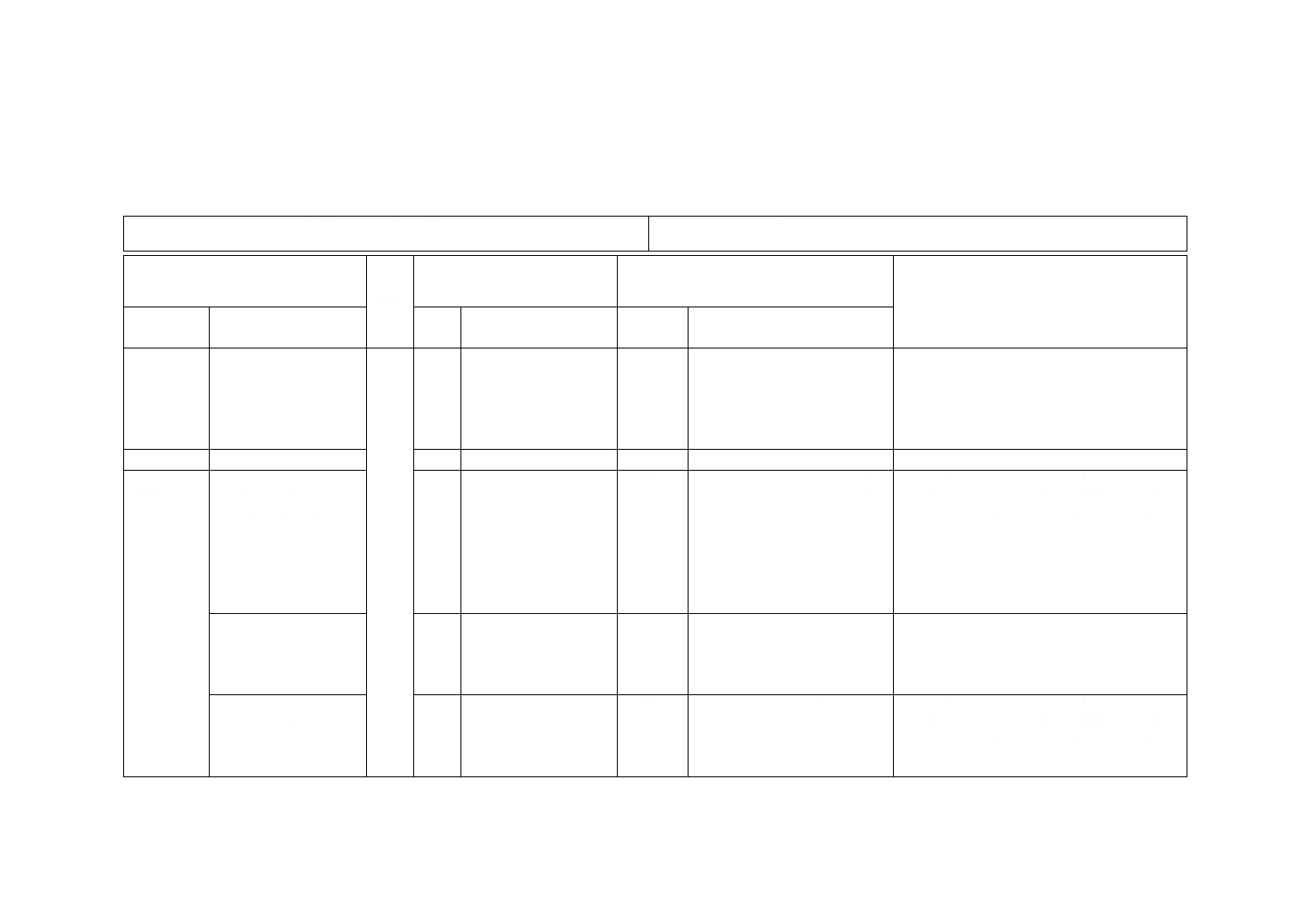
3.6
異物(foreign material)
汚染物,ほこりなど,Oリングの表面に存在するもの。
3.7
へこみ(indentation)
表面組織の脱落又は金型表面に生じた固い付着物によって発生する,形状が不規則な表面のくぼみ(図
5参照)。
3.8
不一致(mismatch)
上下金型の寸法違いによって発生する,各半円の断面径が等しくない状態(図6参照)。
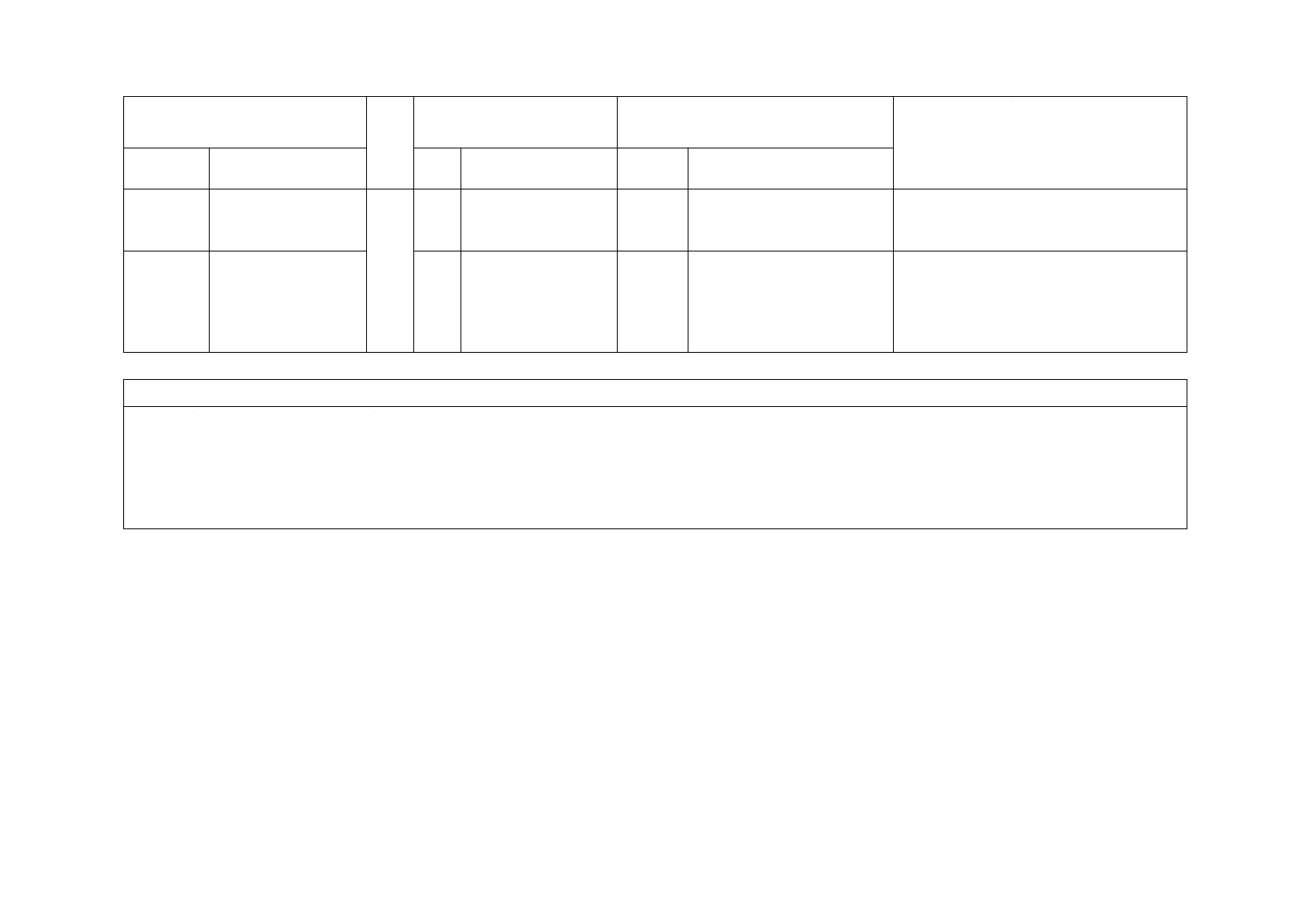
3.9
充塡不足(non-fill)
正常なOリングと比べて,組織が粗く不規則な形状で,発生する場所が一定でない表面のへこみ(図7
参照)。
注記 これは,金型への充塡不足及び/又は空気だまりによって発生する。
3.10
ずれ(off-register)
上下の金型に対して片側の金型が横移動することによって発生する,Oリング断面の半円の互いのずれ
(図6参照)。
3.11
食違い(offset)
Oリングの断面の上下半円の不一致及び/又はずれ(図6参照)。
3.12
パーティングラインのへこみ(parting-line indentation)
パーティングライン上の金型端部の変形のため内外径のばり線上に発生する浅い皿状の,場合によって
3
B 2401-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は三角形のへこみ。
3.13
パーティングラインの突起(parting-line projection)
金型溝の摩耗又は過度に丸みのある角部によって発生する,パーティングライン上の連続した尾根状の
突起。
3.14
裂け(rupture)
通常は破断した形となる,せん断状の裂け。
3.15
クラック(crack)
ゴムの鋭い割れ目,裂け目又は小さな亀裂。
3.16
ブリスタ(blister)
ゴムの表面に発生した中空の膨れ。
4
記号
この規格で用いる記号は,次による。
d1:Oリングの内径
d2:Oリングの太さ
5
品質等級
5.1
等級N
この等級は,一般に用いるOリングの外観品質基準を示す。
5.2
等級S
この等級は,高度なレベルを要求する用途に用いるOリングの外観品質基準を示す。航空機,自動車及
びその他の重要な工業製品に用いるOリングには,この等級を適用する。
5.3
等級CS
この等級は,更に高度な品質を要求する用途に用いるOリングの外観品質基準を示す。航空宇宙機器,
医療機器などのより高い信頼性が要求される重要な機器に用いるOリングには,この等級を適用する。
5.4
等級の選択
使用者が購買時点で等級を指定しない場合には,Oリングの外観品質要求事項は等級Nとする。ISO精
密機器用Oリング(シリーズS)においては,使用者が購買時点で等級を指定しない場合には,Oリング
の外観品質要求事項は等級Sとする。
6
表面の状態
6.1
Oリングの表面は,倍率2倍の照明付き拡大鏡によってOリングを自由状態で観察したとき,次の
欠陥があってはならない。
a) 裂け
b) クラック
c) ブリスタ
4
B 2401-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 表1,表2及び表3に規定した,最大許容限度を超える欠陥
表面状態を観察するに当たり,他の観察方法で行うときには,受渡当事者間で協定することが望ましい。
6.2
6.1と同じ条件で観察したとき,表面にくい込んだ異物があってはならない。
6.3
表1,表2及び表3で規定した限度内であっても,フローマーク,へこみ及び充塡不足が,次の状態
であってはならない。
a) 等級N及びSでは,任意の円周長さ25 mmの中に4個以上ある状態,並びに等級CSでは,任意の円
周長さ25 mmの中に2個以上ある状態。
b) 欠陥がつながっている状態。
6.4
放射方向に,フローマークがあってはならない。
6.5
過度の仕上げによる面は,滑らかでなければならない。また,放射方向の加工痕があってはならな
い。
6.6
表面状態について,判断に違いが生じた場合には,測定方法及び/又は許容限度は,受渡当事者間
の協定による。
7
規格準拠表示
この規格に準拠していることを,試験報告書,カタログ及び販売資料に表示する場合は,次の一文を記
載する。
“このOリングの外観品質基準は,JIS B 2401-3に準拠する。”
5
B 2401-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
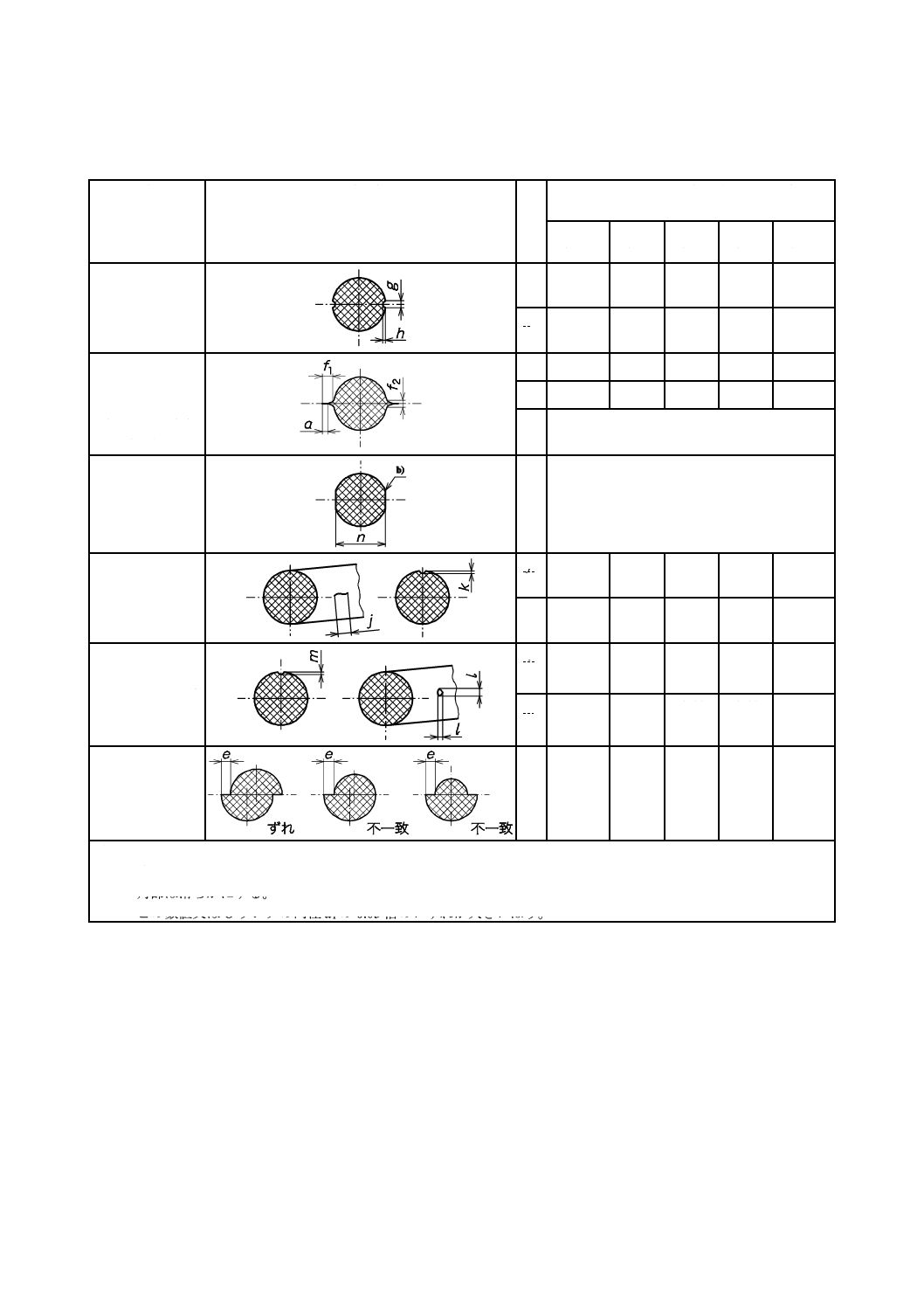
表1−等級NのOリングの外観品質基準
単位 mm
表面欠陥の分類
表面欠陥の概略図
記
号
等級Nの表面欠陥の最大許容限度
Oリングの太さ d2
0.8<
≦2.25 a)
2.25<
≦3.15
3.15<
≦4.50
4.50<
≦6.30
6.30<
≦8.40 a)
ひけ
g
0.18
0.27
0.36
0.53
0.70
h
0.08
0.08
0.10
0.10
0.13
複合ばり
(ばり,食違い
及びパーティン
グラインの突起
の組合せ)
f1
0.10
0.12
0.14
0.16
0.18
f2
0.10
0.12
0.14
0.16
0.18
a
ばり部分が区別できるときのばりは,
0.07 mmを超えてはならない。
過度の仕上げ
n
nの値が,Oリングの太さd2の最小値
以上の場合は許容する。
フローマーク
j
1.50 c)
1.50 c)
6.50 c)
6.50 c)
6.50 c)
k
0.08
0.08
0.08
0.08
0.08
へこみ及び充塡
不足
(パーティング
ラインのへこみ
を含む。)
l
0.60
0.80
1.00
1.30
1.70
m
0.08
0.08
0.10
0.10
0.13
不一致,ずれ
(食違い)
e
0.08
0.10
0.13
0.15
0.15
注a) Oリングの太さd2が0.8 mm以下の場合又は8.4 mmを超える場合の最大許容限度については,受渡当事者間の
協定による。
b) 角部は滑らかにする。
c) この数値又はOリングの内径d1の0.05倍のいずれか大きいほう。
6
B 2401-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
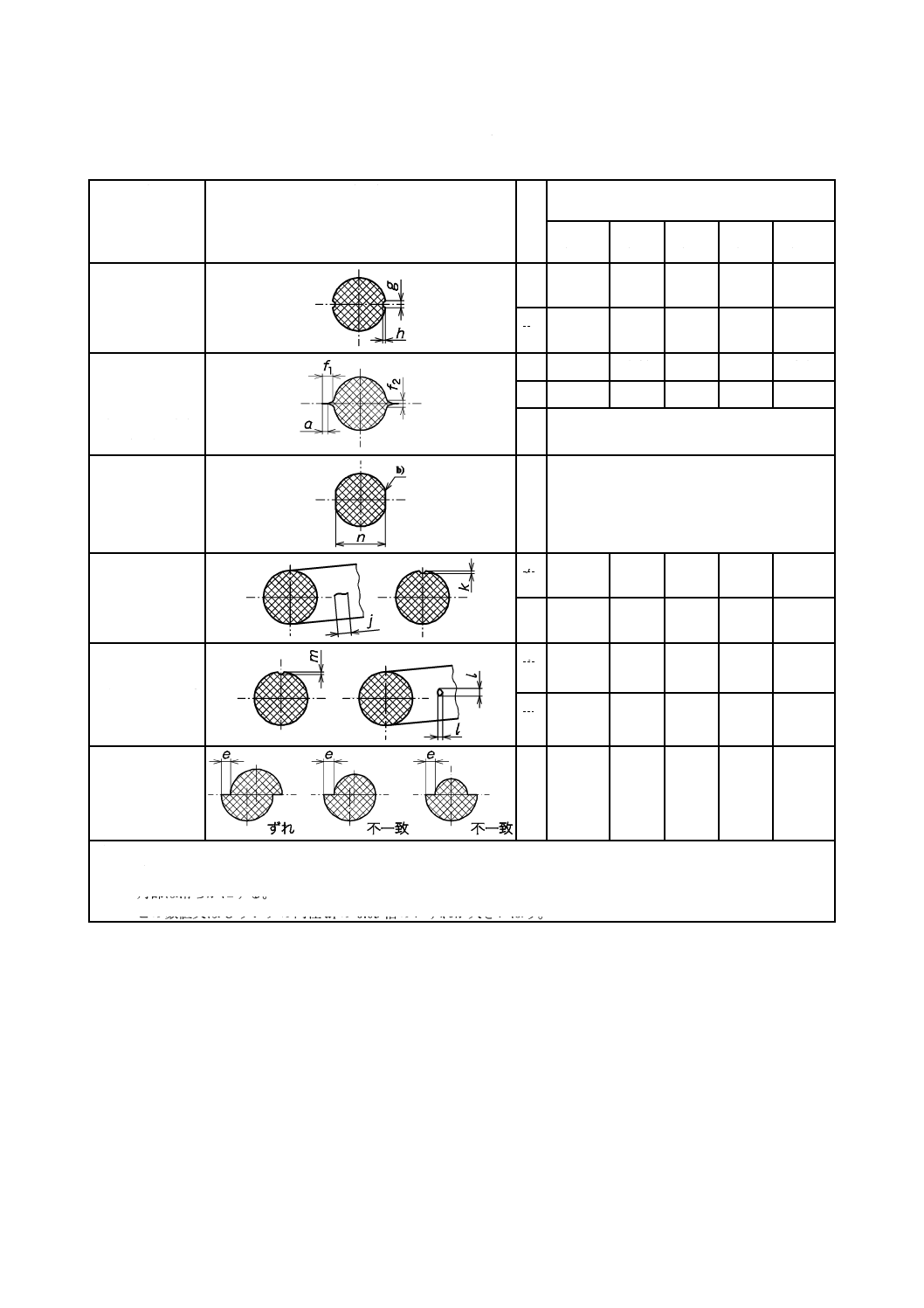
表2−等級SのOリングの外観品質基準
単位 mm
表面欠陥の分類
表面欠陥の概略図
記
号
等級Sの表面欠陥の最大許容限度
Oリングの太さ d2
0.8<
≦2.25 a)
2.25<
≦3.15
3.15<
≦4.50
4.50<
≦6.30
6.30<
≦8.40 a)
ひけ
g
0.10
0.15
0.20
0.20
0.30
h
0.05
0.08
0.10
0.10
0.13
複合ばり
(ばり,食違い
及びパーティン
グラインの突起
の組合せ)
f1
0.10
0.10
0.13
0.15
0.15
f2
0.10
0.10
0.13
0.15
0.15
a
ばり部分が区別できるときのばりは,
0.05 mmを超えてはならない。
過度の仕上げ
n
nの値が,Oリングの太さd2の最小値以上
の場合は許容する。
フローマーク
j
1.50 c)
1.50 c)
5.00 c)
5.00 c)
5.00 c)
k
0.05
0.05
0.05
0.05
0.05
へこみ及び充塡
不足
(パーティング
ラインのへこみ
を含む。)
l
0.15
0.25
0.40
0.63
1.00
m
0.08
0.08
0.10
0.10
0.13
不一致,ずれ
(食違い)
e
0.08
0.08
0.10
0.12
0.13
注a) Oリングの太さd2が0.8 mm以下の場合又は8.4 mmを超える場合の最大許容限度については,受渡当事者間の
協定による。
b) 角部は滑らかにする。
c) この数値又はOリングの内径d1の0.05倍のいずれか大きいほう。
7
B 2401-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
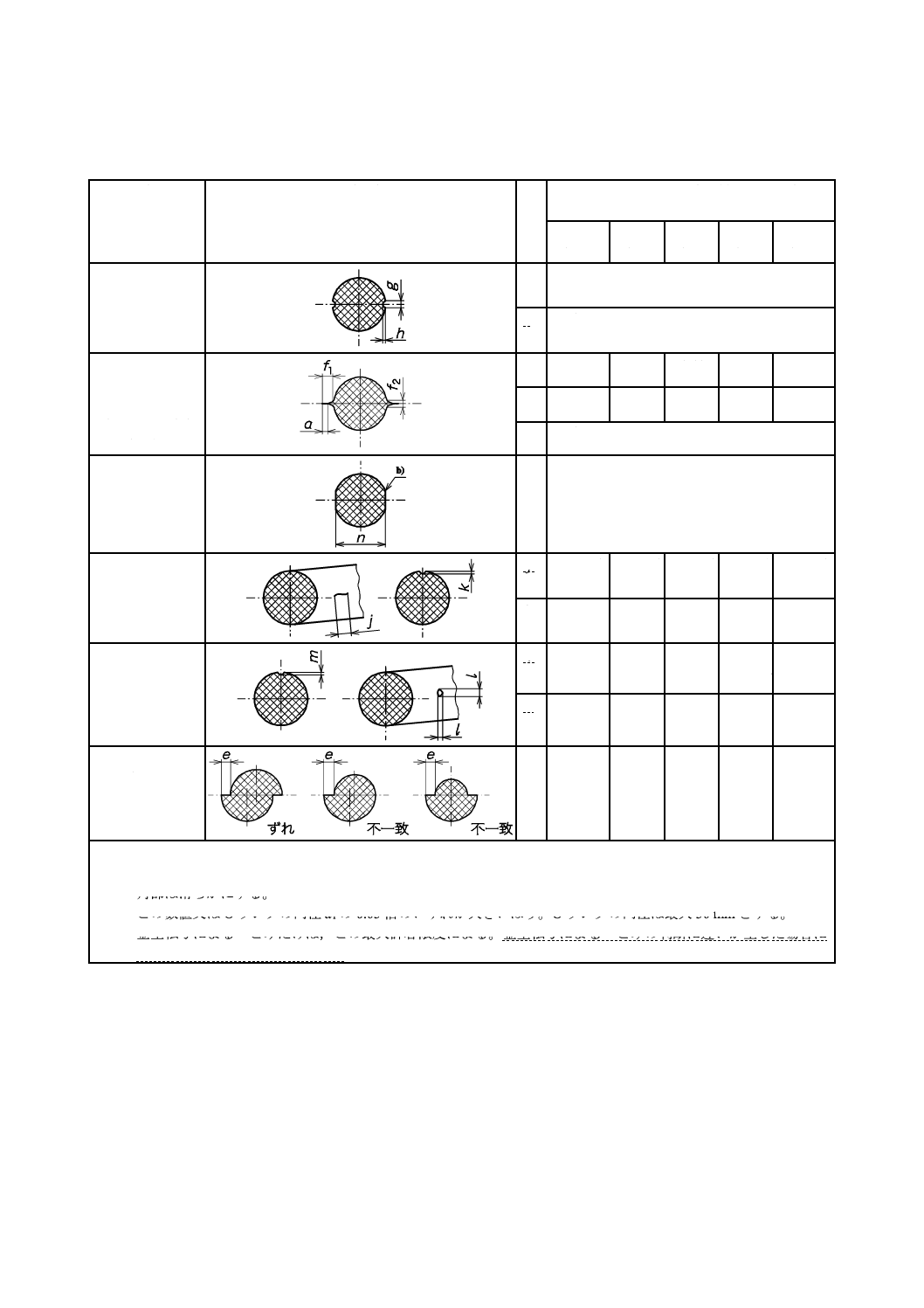
表3−等級CSのOリングの外観品質基準
単位 mm
表面欠陥の分類
表面欠陥の概略図
記
号
等級CSの表面欠陥の最大許容限度
Oリングの太さ d2
0.8<
≦2.25 a)
2.25<
≦3.15
3.15<
≦4.50
4.50<
≦6.30
6.30<
≦8.40 a)
ひけ
g
許容しない。
h
許容しない。
複合ばり
(ばり,食違い
及びパーティン
グラインの突起
の組合せ)
f1
0.07
0.07
0.10
0.13
0.13
f2
0.10
0.10
0.13
0.13
0.13
a
許容しない。
過度の仕上げ
n
nの値が,Oリングの太さd2の最小値以上
の場合は許容する。
フローマーク
j
1.50 c)
1.50 c)
1.50 c)
4.56 c)
4.56 c)
k
0.05
0.05
0.05
0.05
0.05
へこみ及び充塡
不足
(パーティング
ラインのへこみ
を含む。)
l
0.08
0.13 d)
0.13
0.25 d)
0.18
0.38 d)
0.25
0.51 d)
0.38
0.76 d)
m
0.08
0.08
0.10
0.10
0.13
不一致,ずれ
(食違い)
e
0.04
0.04
0.06
0.06
0.08
注a) Oリングの太さd2が0.8 mm以下の場合又は8.4 mmを超える場合の最大許容限度については,受渡当事者間の
協定による。
b) 角部は滑らかにする。
c) この数値又はOリングの内径d1の0.03倍のいずれか大きいほう。Oリングの内径は最大30 mmとする。
d) 金型転写によるへこみだけは,この最大許容限度による。金型転写によるへこみの判断に違いが生じた場合に
は,受渡当事者間の協定による。
8
B 2401-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
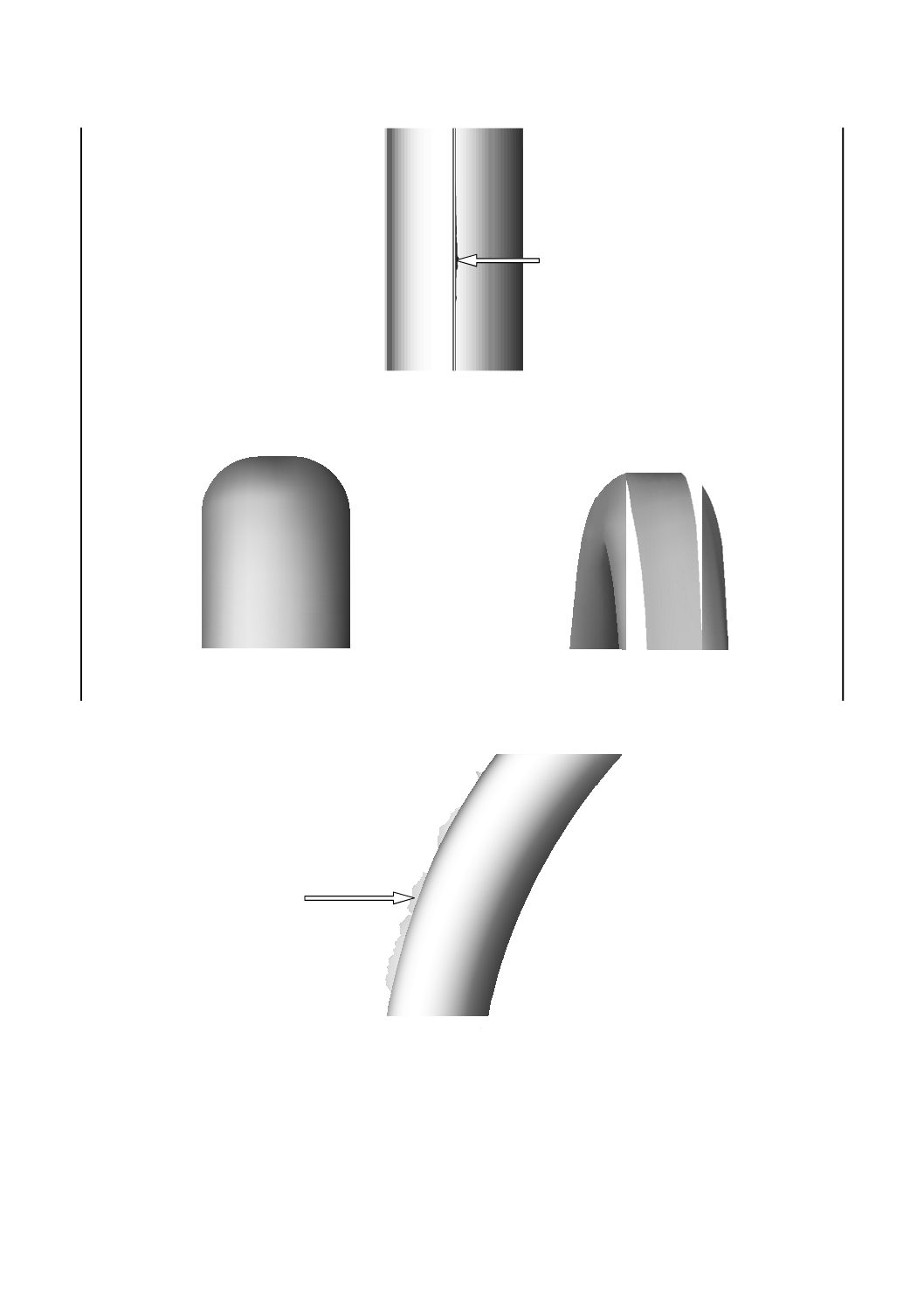
図1−ひけ
a) 適合
b) 不適合
図2−過度の仕上げ
図3−ばり
9
B 2401-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注a) 放射方向のフローマーク
図4−フローマーク
図5−型汚れによるへこみ
図6−不一致・ずれ・食違い
図7−充塡不足
10
B 2401-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 2401-3:2012 Oリング−第3部:外観品質基準
ISO 3601-3:2005 Fluid power systems−O-rings−Part 3: Quality acceptance criteria
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理由及
び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 一般機器に使用するO
リングの表面欠陥の定
義及び分類
1
JISとほぼ同じ
削除
国際規格の内容を一部削除し
た。
寸法の引用規定について,国際規格ではISO
3601-1,ISO 16031-1及びISO 16031-2を規定
しているが,この規格ではJIS B 2401-1に規
定されている寸法とした。次の定期見直し時
に見直しを提案する。
2 引用規格
3 用語及び
定義
3.1 ひけ
(backrind)
3.4 ばり(flash)
3.5 フローマーク
(flow mark)
3.7 へこみ
(indentation)
3.1
3.6
3.7
3.9
JISとほぼ同じ
削除
図1,図3及び図5の注記並び
に図4の注記の一部を削除し
た。
国際規格では,図中に表面状態の許容につい
て記載があるが,この内容は箇条6に記載し
ているため削除した。次の定期見直し時に見
直しを提案する。
3.8 不一致
(mismatch)
3.10
JISとほぼ同じ
削除
図6中の注記を削除した。
国際規格では,図中に表面状態の許容につい
て記載があるが,この内容は箇条6に記載し
ているため削除した。次の定期見直し時に見
直しを提案する。
3.9 充塡不足
(non-fill)
3.11
JISとほぼ同じ
削除
図7中の注記を削除した。
国際規格では,図中に表面状態の許容につい
て記載があるが,この内容は箇条6に記載し
ているため削除した。次の定期見直し時に見
直しを提案する。
4
B
2
4
0
1
-3
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
B 2401-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理由及
び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義(続き)
3.10 ずれ
(off-register)
3.11 食違い
(offset)
3.12
3.13
JISとほぼ同じ
削除
図6中の注記を削除した。
国際規格では,図中に表面状態の許容につい
て記載があるが,この内容は箇条6に記載し
ているため削除した。
また,国際規格では“ずれ”の図示が図7で
あったが,内容から図6に変更した。次の定
期見直し時に見直しを提案する。
3.14 裂け
(rupture)
3.15 クラック
(crack)
3.16 ブリスタ
(blister)
−
−
追加
国際規格にない項目。
JIS独自の定義を追加した。次の定期見直し
時に追加を提案する。
4 記号
この規格で用いる記号
3.3
3.4
JISとほぼ同じ
一致
箇条4(記号)を設定した。
技術的な差異はない。
国際規格では3.3,3.4に記載されているが,
我が国では通常“用語及び定義”と“記号及
び略語”とはそれぞれの箇条に記載している
ため分けて記載した。
6 表面の状
態
6.1
5.1
JISとほぼ同じ
一致
表1〜表3ともに“表面欠陥の
分類”記載順を箇条3の記載
順に変更した。
ひけ,複合ばり,フローマー
ク,へこみ及び充塡不足の記
号を変更した。
技術的な差異はない。
従来のJIS B 2408で使用されている記号に
合わせた。
追加
表3“へこみ及び充塡不足”の
注d) に“その判断は受渡当事
者間の協定による”文言を追
加した。
国際規格では,欠陥の最大許容限度を“金型
転写によるへこみ”の場合だけに注d) の寸法
となる旨記載しているが,“へこみ及び充塡
不足”と“金型転写によるへこみ”との判断
に違いが生じることも考えられることから,
この規格の6.6と同様に“受渡当事者間の協
定による”との文言を記載した。次の定期見
直し時に追加を提案する。
4
B
2
4
0
1
-3
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12
B 2401-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理由及
び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
−
−
5.3 c) 欠陥状態の説明
削除
国際規格の内容を一部削除し
た。
c)の要求内容は,a)の要求内容が成立する場
合には必須のため削除した。次の定期見直し
時に文言の修正を提案する。
−
−
5.6
ワイヤゲージの利用に
ついて
削除
国際規格の内容を一部削除し
た。
国際規格では“欠陥の大きさを確認するため
にワイヤゲージを利用してもよい”と規定し
ているが,国内には該当するワイヤゲージが
見かけられていないことから削除した。次の
定期見直し時に見直しを提案する。
JISと国際規格との対応の程度の全体評価:ISO 3601-3:2005,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
4
B
2
4
0
1
-3
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。