B 2302:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 2
5 継手の大きさの呼び ·········································································································· 2
6 形状・寸法及び寸法許容差 ································································································· 2
6.1 ねじ ···························································································································· 2
6.2 ねじ軸線の狂い ············································································································· 2
6.3 形状・寸法 ··················································································································· 3
7 性能······························································································································· 3
7.1 耐漏れ性 ······················································································································ 3
7.2 耐圧性 ························································································································· 3
7.3 継手の材料 ··················································································································· 3
7.4 めっき ························································································································· 3
7.5 内面樹脂コーティング ···································································································· 4
8 外観······························································································································· 4
9 試験方法························································································································· 4
9.1 漏れ試験 ······················································································································ 4
9.2 耐圧試験 ······················································································································ 4
9.3 めっき試験 ··················································································································· 4
9.4 内面樹脂コーティング試験 ······························································································ 4
10 検査 ····························································································································· 4
10.1 検査の種類及び検査項目 ································································································ 4
10.2 ねじ検査 ····················································································································· 5
10.3 ねじ軸線の狂い検査 ······································································································ 5
10.4 漏れ検査 ····················································································································· 5
10.5 耐圧検査 ····················································································································· 5
10.6 めっき検査 ·················································································································· 5
10.7 内面樹脂コーティング検査 ····························································································· 5
10.8 形状・寸法検査 ············································································································ 5
10.9 外観検査 ····················································································································· 5
11 製品の呼び方 ················································································································· 5
12 表示 ····························································································································· 6
12.1 製品の表示 ·················································································································· 6
B 2302:2013 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
12.2 包装の表示 ·················································································································· 6
B 2302:2013
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本金属継手協会
(JPFA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 2302:1998は改正され,この規格に置き換えられた。
なお,平成26年11月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJIS
マーク表示認証において,JIS B 2302:1998によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 2302:2013
ねじ込み式鋼管製管継手
Screwed type steel pipe fittings
序文
この規格は,1950年に制定され,その後10回の改正を経て今日に至っている。前回の改正は1998年に
行われたが,その後の関連する各種法令及び規格の改正に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,水1),油,蒸気,空気,ガスなどの一般配管2)に使用するねじ込み式鋼管製管継手3)(以下,
継手という。)について規定する。
注1) 雑用水,消火用水,工業用水,空調用冷温水,冷却水などをいう。ただし,飲料用水は除く。
2) 主としてJIS G 3452に規定する配管用炭素鋼鋼管を使用する管をいい,高圧用,電線管用,そ
の他の特殊な配管は除く。
3) 表面の状態が鋳放し,めっき及び樹脂コーティングの表面の状態のものをいう。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0151 鉄鋼製管継手用語
JIS B 0203 管用テーパねじ
JIS B 0253 管用テーパねじゲージ
JIS B 2301 ねじ込み式可鍛鋳鉄製管継手
JIS G 3452 配管用炭素鋼鋼管
JIS G 3454 圧力配管用炭素鋼鋼管
JIS H 0401 溶融亜鉛めっき試験方法
JIS S 3200-1 水道用器具−耐圧性能試験方法
ISO 6708,Pipework components−Definition and selection of DN(nominal size)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0151によるほか,次による。
3.1
継手(fitting)
一つ以上の部品からなる接合体。
2
B 2302:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
継手の大きさの呼び[fitting size (designation of thread size)]
JIS B 0203によるねじ加工した接合部のねじの呼び。継手の大きさは,このねじの呼びで呼ぶ。
3.3
呼び径(DN)[nominal size (DN)]
ISO 6708による呼び径。
注記1 呼び径(DN)は,ラテン文字の大文字“DN”の後に数字を付けて呼ぶ。
注記2 継手の大きさの呼びと呼び径(DN)との関係は,表1参照。
3.4
面取り(chamfer)
接合を容易にし,ねじ端部の損傷を防止するため,端部においてねじを除去した円すい形の部分。
4
種類
継手の種類は,次による。
a) 形状による種類は,バレルニップル,クローズニップル,ロングニップル及びソケットの4種類とす
る。
b) 表面の状態による種類は,無めっき,めっき及びコーティングの3種類とする。
5
継手の大きさの呼び
継手の大きさの呼びは,継手のねじをJIS B 0203によるねじの呼びに基づいて呼ぶ。ただし,この呼び
にはR及びRpの記号を付けない。
継手の大きさの呼びと,呼び径(A)及び呼び径(DN)との対応を表1に示す。
なお,ロングニップルは,継手の大きさの呼び×長さ(L)によって表す。
表1−継手の大きさの呼びと呼び径との対応
継手の大きさの呼び
1/8
1/4
3/8
1/2
3/4
1
11/4
11/2
2
21/2
3
4
5
6
呼び径 A
6
8
10
15
20
25
32
40
50
65
80
100
125
150
呼び径 DN
6
8
10
15
20
25
32
40
50
65
80
100
125
150
注記 呼び径(A)及び呼び径(DN)を,継手の大きさを呼ぶのに用いないほうがよい。
6
形状・寸法及び寸法許容差
6.1
ねじ
ねじは,次による。
a) 継手のねじは,JIS B 0203に規定するテーパおねじとする。ただし,ソケットのねじは,JIS B 0203
に規定する平行めねじとする。
b) 継手の有効ねじ部には,有害な山やせ,山欠けなどの欠点があってはならない。
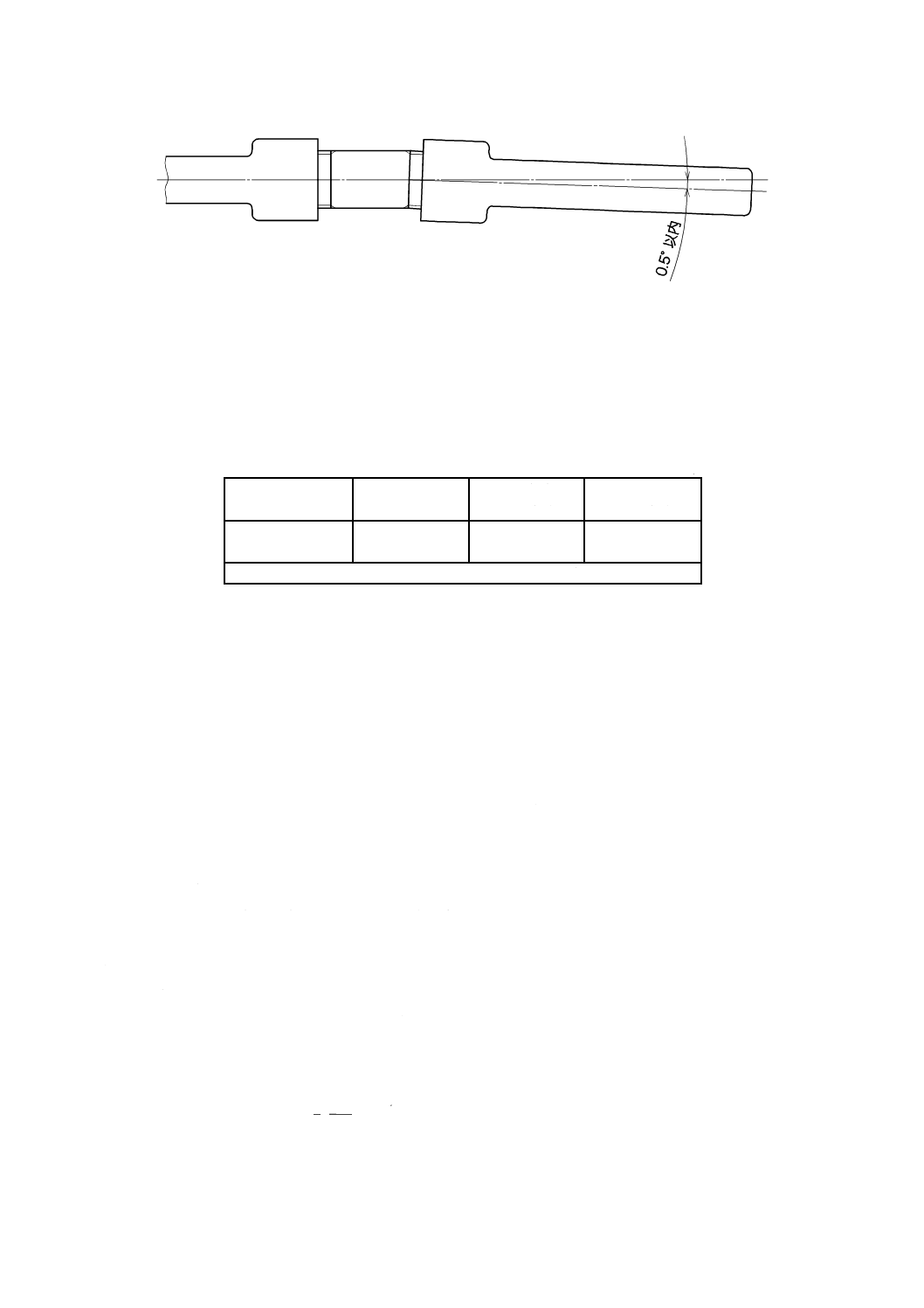
6.2
ねじ軸線の狂い
バレルニップル及びクローズニップルのねじ軸線間の角度の狂いは,±0.5°でなくてはならない(図1
参照)。
3
B 2302:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−ねじ軸線の狂い
6.3
形状・寸法
継手の形状・寸法は,表3〜表5による。
なお,ロングニップルの長さの許容差は,表2による。
表2−継手の長さの許容差
単位 mm
長さ
50以下
50を超え
100を超え
100以下
300以下
許容差
+4
−0
+5
−0
+7
−0
長さが300を超えるものについては,受渡当事者間の協定による。
7
性能
7.1
耐漏れ性
耐漏れ性は,9.1によって試験を行ったとき,漏れがあってはならない。
7.2
耐圧性
耐圧性は,9.2によって試験を行ったとき,破壊,その他の異常があってはならない。
7.3
継手の材料
継手の材料は,JIS G 3452又はJIS G 3454に規定する鋼管,又はこれと同等以上の品質のものとする。
なお,材料はその材料に関する化学成分及び機械的性質,鋼管の水圧試験特性又は非破壊検査特性の規
定に適合することを確認したものでなければならない。
7.4
めっき
めっきは,次による。
a) 継手にめっきを施す場合には,ねじ加工前に溶融亜鉛めっきによって行う。ただし,ニップル類は,
材料切断前にめっきを行ってもよい。
b) 溶融亜鉛めっきの付着の量は,9.3 a),b)及びc)のいずれかの方法によって求め,それぞれの方法によ
る性能は次による。
1) 9.3 a)による場合は,5個の試料の付着量を求め,平均で500 g/m2以上とし,各試料で450 g/m2以上
とする。
付着量は,次の式によって求める。
6
2
1
10
×
S
W
W
A
−
=
ここに,
A: 付着量(g/m2)
W1: 試験片のめっき皮膜を除去する前の質量(g)
4
B 2302:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
W2: 試験片のめっき皮膜を除去した後の質量(g)
S: 試験片のめっき部分の表面積(mm2)
2) 9.3 b)による場合は,5個の試料のめっき皮膜厚さを求め,平均で70 μm以上とし,各試料で63 μm
以上とする。
3) 9.3 c)による場合は,硫酸銅試験によって,5回浸せきしたときに終止点に達してはならない。
c) 継手内面の亜鉛めっきは,機械加工面を除き連続していなければならない。内面の亜鉛めっきは,亜
鉛の膨れ,ばり及び非金属残留物があってはならない。
7.5
内面樹脂コーティング
継手の内面に樹脂コーティングを施す場合には,ねじ加工後に施し,その方法及び品質は,JIS B 2301
の8.3(内面樹脂コーティング)による。
8
外観
継手の外観は,実用上有害な欠点があってはならない。
9
試験方法
9.1
漏れ試験
漏れ試験は,JIS S 3200-1の附属書2(金属製の管,管継手及びバルブの空気圧試験方法)又は附属書3
(金属製の管,管継手及びバルブの差圧試験方法)による。ただし,試験に用いる空気圧は0.5 MPaとす
る。
9.2
耐圧試験
耐圧試験は,JIS S 3200-1の本体による。ただし,試験に用いる静水圧は2.5 MPaとする。
9.3
めっき試験
めっき試験は,めっきの付着の量は次のいずれかによって試験し,継手内面のめっきの外観は目視によ
る。
a) JIS H 0401の5.2(間接法)による。
b) JIS H 0401の5.3(磁力式厚さ試験)による磁力式測定装置4)又は顕微鏡検査を用いて製品のめっき皮
膜の厚さを測定する。
なお,めっき皮膜厚さは,継手の外面円周方向10点以上のめっき皮膜の厚さの測定値を平均して求
める。
c) JIS H 0401の箇条6[均一性試験方法(硫酸銅試験)]による。
注4) ISO 2178,JIS H 8501の12.(磁力式試験方法)などを参照。
9.4
内面樹脂コーティング試験
内面樹脂コーティング試験は,JIS B 2301の10.3(内面樹脂コーティング試験)による。
10 検査
10.1 検査の種類及び検査項目
継手の検査は,形式検査5)と受渡検査6)とに区分し,検査の項目はそれぞれ次による。
なお,受渡検査の抜取検査方式は,受渡当事者間の協定による。
注5) 継手の品質が設計で示す全ての特性を満足するかどうかを判定するための検査をいう。
6) 既に形式検査に合格したものと同じ設計・製造による製品の受渡しをする場合に,必要と認め
5
B 2302:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る特性が満足するものであるかどうかを判定する検査をいう。
a) 形式検査項目
1) ねじ検査
2) ねじ軸線の狂い検査
3) 漏れ検査
4) 耐圧検査
5) めっき検査
6) 内面樹脂コーティング検査
7) 形状・寸法検査
8) 外観検査
b) 受渡検査項目
1) ねじ検査
2) ねじ軸線の狂い検査
3) 内面樹脂コーティング検査(樹脂材料検査を除く。)
4) 形状・寸法検査
5) 外観検査
10.2 ねじ検査
ねじは,JIS B 0253のねじゲージを用いて検査を行ったとき,6.1 a)の規定に適合しなければならない。
また,継手の有効ねじ部は,目視によって検査を行ったとき,6.1 b)の規定に適合しなければならない。
10.3 ねじ軸線の狂い検査
ねじ軸線の狂いは,標準ジグをねじ込み,軸線角度を実測,又は算出したとき,6.2の規定に適合しなけ
ればならない。
10.4 漏れ検査
耐漏れ性は,9.1によって試験を行ったとき,7.1の規定に適合しなければならない。
10.5 耐圧検査
耐圧性は,9.2によって試験を行ったとき,7.2の規定に適合しなければならない。
10.6 めっき検査
めっきは,9.3によって試験を行ったとき,7.4の規定に適合しなければならない。
10.7 内面樹脂コーティング検査
樹脂コーティング継手の内面皮膜は,9.4によって試験を行ったとき,7.5の規定に適合しなければなら
ない。
10.8 形状・寸法検査
形状・寸法は,直接測定,限界ゲージその他の方法によって検査を行ったとき,箇条6の規定に適合し
なければならない。
10.9 外観検査
外観は,目視によって検査を行ったとき,箇条8の規定に適合しなければならない。
11 製品の呼び方
製品の呼び方は,規格番号又は規格名称,種類及び継手の大きさの呼びから構成する。ただし,表面の
状態による種類は,無めっきを黒,めっきを白と呼んでもよい。
6
B 2302:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
=
=
=
=
例1 JIS B 2302
バレルニップル 黒 3/4
例2 ねじ込み式鋼管製管継手 ロングニップル めっき 1/2×75
(規格番号又は規格名称)(形状による種類)(表面の状態による種類)(継手の大きさの呼び)
12 表示
12.1 製品の表示
製品には,継手の大きさの呼び及び製造業者名又はその略号を刻印などの容易に消えない方法で行う。
ただし,製品の包装に表示することで,省略してもよい。
12.2 包装の表示
包装には,次の事項を表示しなければならない。
a) 規格番号又は規格名称
b) 種類7)
c) 継手の大きさの呼び
d) 数量
e) 製造業者名又はその略号
注7) 表面の状態による種類は,無めっきを黒,めっきを白と表示してもよい。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
B 2302:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
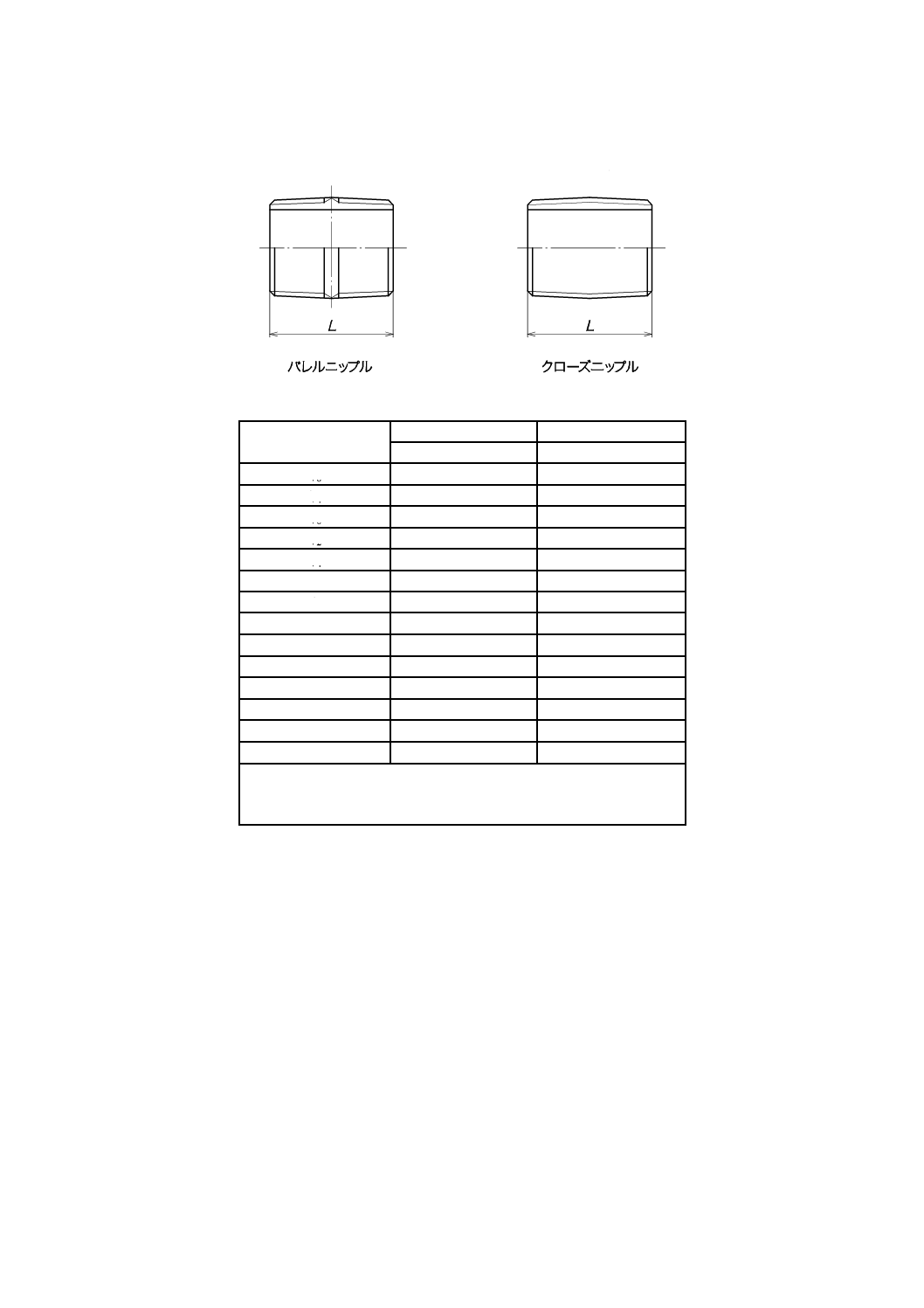
表3−バレルニップル・クローズニップル
単位 mm
継手の大きさの呼び
バレルニップル
クローズニップル
L(最小)
L(最小)
1/8
24
22
1/4
26
24
3/8
28
26
1/2
34
29
3/4
38
35
1
42
38
11/4
50
41
11/2
50
44
2
58
51
21/2
70
64
3
78
67
4
90
73
5
103
76
6
103
79
このニップルに使用する管の寸法は,JIS G 3452又はJIS G 3454
の寸法による。
ねじ部端面は,面取りを行ってもよい。
8
B 2302:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
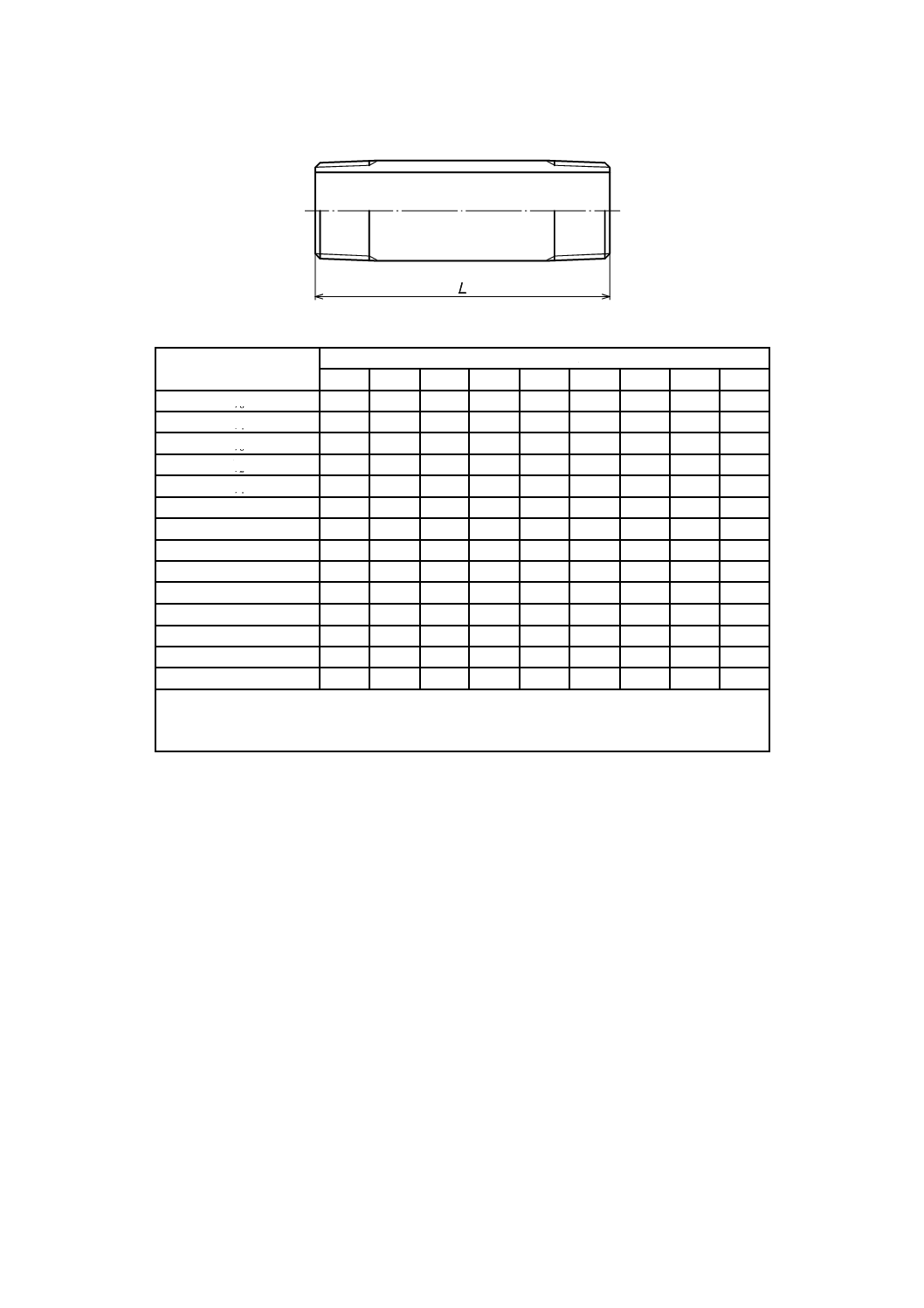
表4−ロングニップル
単位 mm
継手の大きさの呼び
長さa) L
50
65
75
100
125
150
200
250
300
1/8
○
○
○
○
○
○
○
○
○
1/4
○
○
○
○
○
○
○
○
○
3/8
○
○
○
○
○
○
○
○
○
1/2
○
○
○
○
○
○
○
○
○
3/4
○
○
○
○
○
○
○
○
○
1
○
○
○
○
○
○
○
○
○
11/4
−
○
○
○
○
○
○
○
○
11/2
−
○
○
○
○
○
○
○
○
2
−
○
○
○
○
○
○
○
○
21/2
−
−
○
○
○
○
○
○
○
3
−
−
−
○
○
○
○
○
○
4
−
−
−
○
○
○
○
○
○
5
−
−
−
−
○
○
○
○
○
6
−
−
−
−
○
○
○
○
○
このニップルに使用する管の寸法は,JIS G 3452又はJIS G 3454の寸法による。
ねじ部端面は,面取りを行ってもよい。
注a) 長さは,受渡当事者間の協定によってこの表以外の寸法としてもよい。
9
B 2302:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
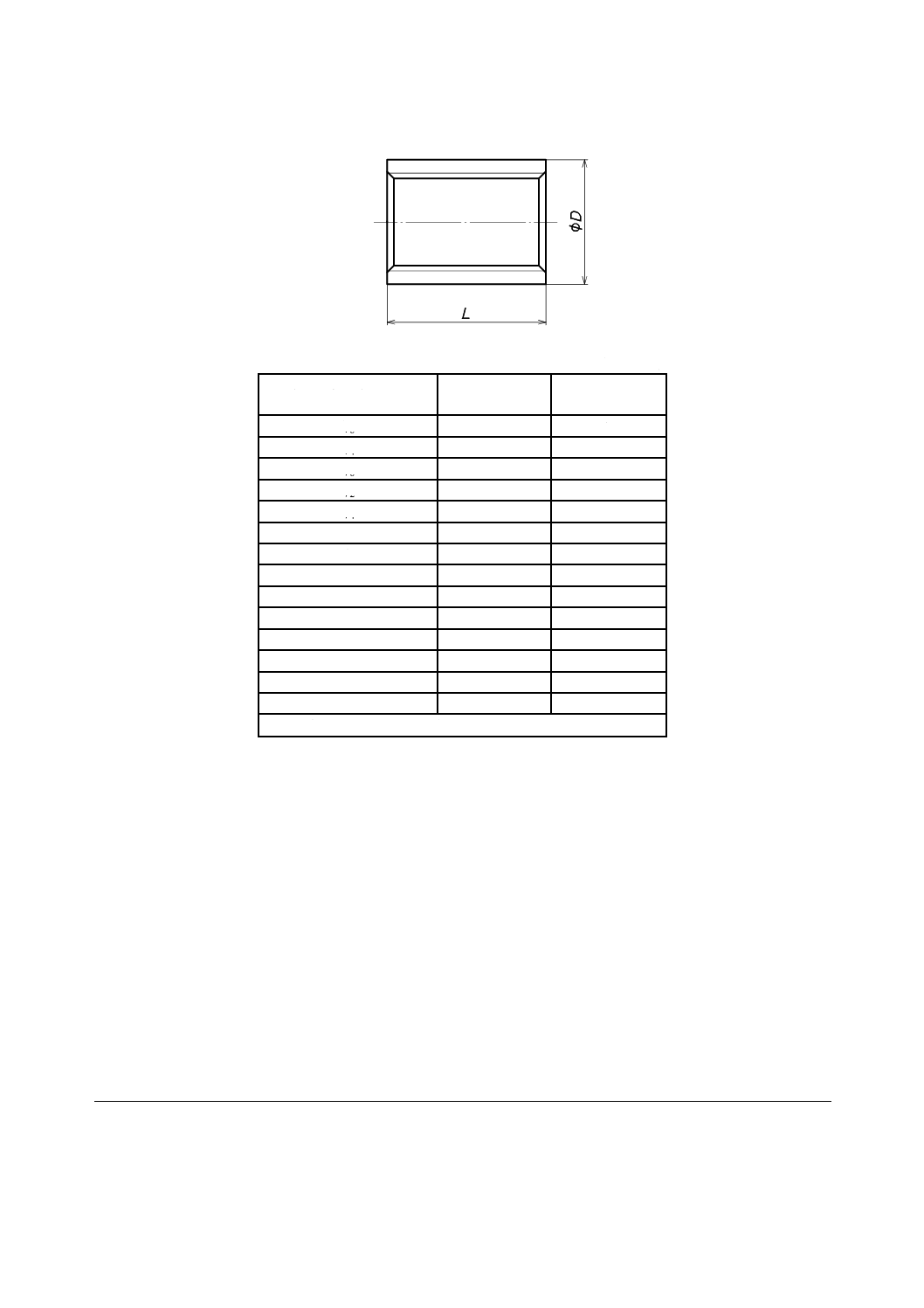
表5−ソケット
単位 mm
継手の大きさの呼び
外径
D(最小)
長さ
L(最小)
1/8
14
17
1/4
18.5
25
3/8
21.3
26
1/2
26.4
34
3/4
31.8
36
1
39.5
43
11/4
48.3
48
11/2
54.5
48
2
66.3
56
21/2
82
65
3
95
71
4
122
83
5
147
92
6
174
92
ねじ部端面は,面取りを行う。
参考文献 JIS H 8501 めっきの厚さ試験方法
ISO 2178,Non-magnetic coatings on magnetic substrates−Measurement of coating thickness−
Magnetic method