B 1856:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語,記号及び定義 ·········································································································· 2
3.1 ベルトに関連する用語 ···································································································· 2
3.2 プーリに関連する用語 ···································································································· 2
3.3 プーリの歯溝に関係する主な部位の名称············································································· 3
4 ベルトの種類 ··················································································································· 3
5 ベルトの形状及び寸法 ······································································································· 3
5.1 ベルトの基準寸法 ·········································································································· 3
5.2 ベルトの長さ及び歯数 ···································································································· 4
5.3 ベルトの長さの許容差 ···································································································· 7
5.4 ベルト基準幅及び許容差 ································································································· 8
6 試験方法························································································································ 10
6.1 ベルトの長さの測定 ······································································································ 10
6.2 ベルト幅の測定 ············································································································ 11
7 ベルト試験報告書 ············································································································ 12
8 ベルト製品の呼称 ············································································································ 12
8.1 MXL,DMXL及びXXLの台形歯形 ················································································· 12
8.2 XL,DXL,L,DL,H,DH,XH及びXXH台形歯形 ························································· 12
9 ベルトの表示 ·················································································································· 12
9.1 MXL,DMXL及びXXLの台形歯形 ················································································· 12
9.2 XL,DXL,L,DL,H,DH,XH及びXXHの台形歯形 ······················································ 12
10 プーリの種類 ················································································································ 13
11 プーリ寸法 ··················································································································· 13
11.1 プーリ歯溝の形状・寸法 ······························································································· 13
11.2 歯数,ピッチ円直径及び歯先円直径 ················································································ 14
11.3 歯幅 ·························································································································· 16
12 プーリの性能 ················································································································ 17
12.1 プーリの外観 ·············································································································· 17
12.2 隣接ピッチ誤差及び累積ピッチ誤差 ················································································ 17
12.3 歯と軸穴中心線との平行度 ···························································································· 18
12.4 側面の振れ ················································································································· 18
12.5 歯先円周の円周振れ ····································································································· 18
12.6 歯幅方向の外径差 ········································································································ 19
B 1856:2018 目次
(2)
ページ
12.7 歯の表面性状 ·············································································································· 19
12.8 釣合い良さ ················································································································· 19
13 フランジの寸法 ············································································································· 19
14 プーリ試験方法 ············································································································· 20
14.1 一般 ·························································································································· 20
14.2 プーリ歯溝形状 ··········································································································· 20
14.3 隣接ピッチ誤差及び累積ピッチ誤差 ················································································ 20
14.4 歯と軸穴中心との平行度 ······························································································· 20
14.5 側面の振れ ················································································································· 20
14.6 歯先円周の円周振れ ····································································································· 21
14.7 歯先円直径 ················································································································· 21
14.8 歯幅方向の外径差 ········································································································ 22
15 プーリの呼称 ················································································································ 22
16 プーリ表示 ··················································································································· 22
附属書JA(参考)歯付ベルトの使い方 ···················································································· 23
附属書JB(規定)ISO形直線歯形プーリの歯溝寸法及び許容差 ··················································· 43
附属書JC(参考)JISと対応国際規格との対比表 ······································································ 44
B 1856:2018
(3)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ベルト工業会
(JBMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これ
によって,JIS B 1856:1993は改正され,この規格に置き換えられた。また,JIS K 6372:1995及びJIS K
6373:1995は廃止され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 1856:2018
一般用台形歯形歯付ベルト伝動−ベルト及びプーリ
Synchronous belt drives-Imperial pitch trapezoidal profile system-
Belts and pulleys
序文
この規格は,2015年に第1版として発行されたISO 19347を基とし,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,一般に用いる動力伝動用の継ぎ目のない輪形の台形歯形歯付ベルト(以下,ベルトという。)
及びベルトとかみ合う歯付プーリ(以下,プーリという。)のうち,切削加工によるプーリについて規定す
る。ただし,自動車用のベルト及びプーリは除く。
なお,焼結によって製造するプーリ及びテーパブッシュを用いて軸に固定する形式のプーリについても,
この規格を準用するのがよい。
注記1 歯付ベルトを使用する伝動装置を適正かつ経済的に設計するための情報を,参考として附属
書JAに示す。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 19347:2015,Synchronous belt drives−Imperial pitch trapezoidal profile system−Belts and
pulleys(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0102-1 歯車用語−第1部:幾何形状に関する定義
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 1757-4 歯車測定機の評価方法−第4部:球基準器を用いたピッチ測定
JIS B 1859 歯付きベルト伝動−用語
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
2
B 1856:2018
3
用語,記号及び定義
この規格で用いる主な用語及び定義は,JIS B 1859及びJIS B 0102-1によるほか,次による。
3.1
ベルトに関連する用語
3.1.1
基準長さ
基準歯ピッチ(mm)にベルト歯数を乗じた値。
3.1.2
呼び長さ
ベルトの長さを表す代表的寸法。種類がMXL,XXL及びDMXLの場合は,ベルト歯数。種類がXL,L,
H,XH,XXH,DXL,DL及びDHの場合は,基準長さLp(mm)を2.54で除し小数点第1位を五捨六入
した値。
3.1.3
呼び幅
ベルトの軸方向の幅を表す代表的寸法。種類がMXL,XXL及びDMXLの場合は,ベルト基準幅(mm)。
種類がXL,L,H,XH,XXH,DXL,DL及びDHの場合は,ベルト基準幅(mm)を0.254で除し小数点
第1位を四捨五入した値。
3.1.4
片面歯付ベルト
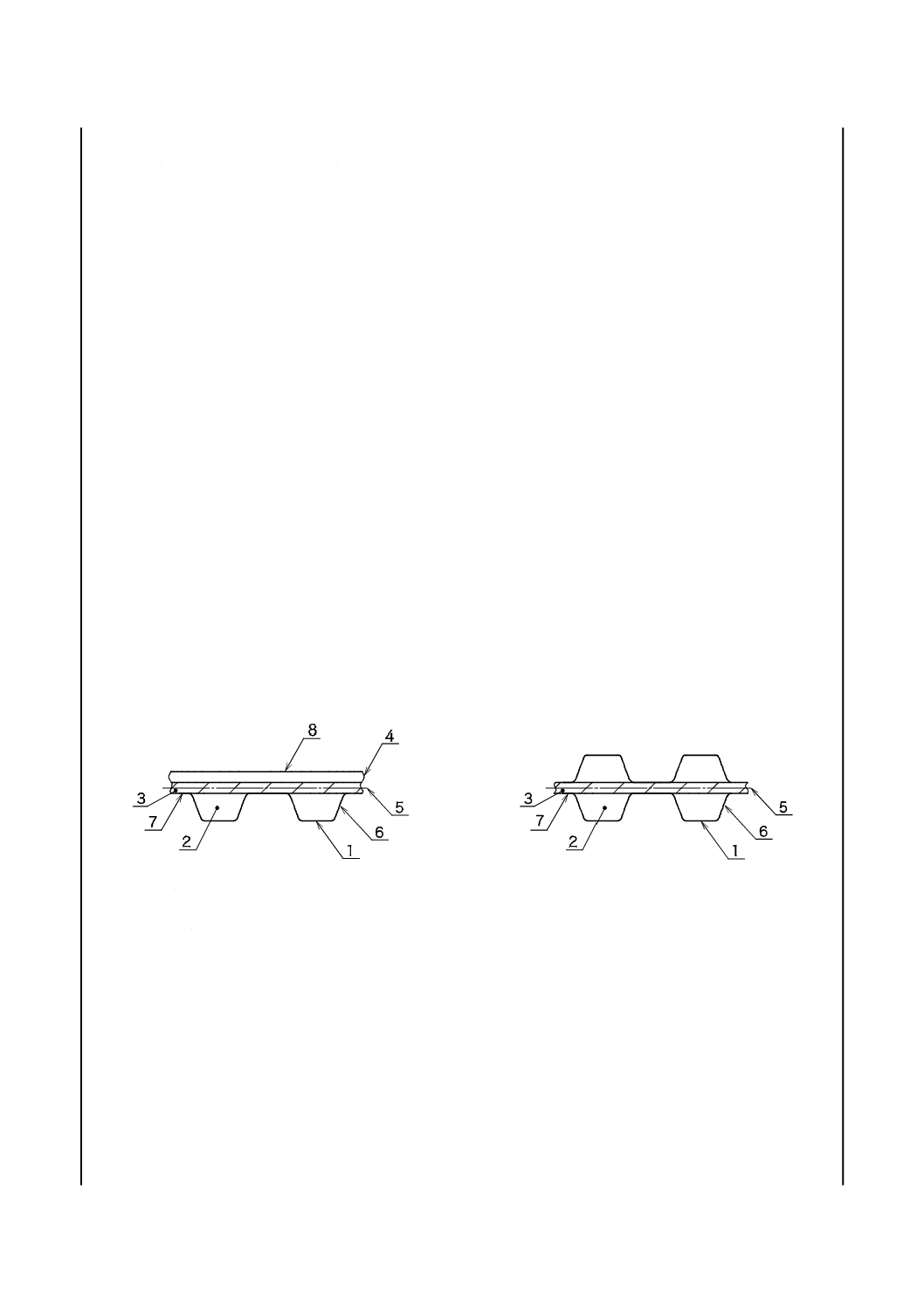
図1 a) に示す片面に歯をもつベルト。
3.1.5
両面歯付ベルト
図1 b) に示す両面に歯をもつベルト。
a) 片面歯付ベルト
b) 両面歯付ベルト
1
歯布
2
歯ゴム
3
心線
4
背ゴム
5
ピッチ線
6
歯面
7
歯底
8
背面
図1−台形歯形歯付ベルト断面構造の例
3.2
プーリに関連する用語
3.2.1
インボリュート歯形
3
B 1856:2018
ベルトとかみ合う歯溝面が,インボリュート曲線に基づく曲面で構成されているプーリの歯形。
3.2.2
直線歯形
ベルトとかみ合う歯面が,平面で構成されているプーリの歯形。
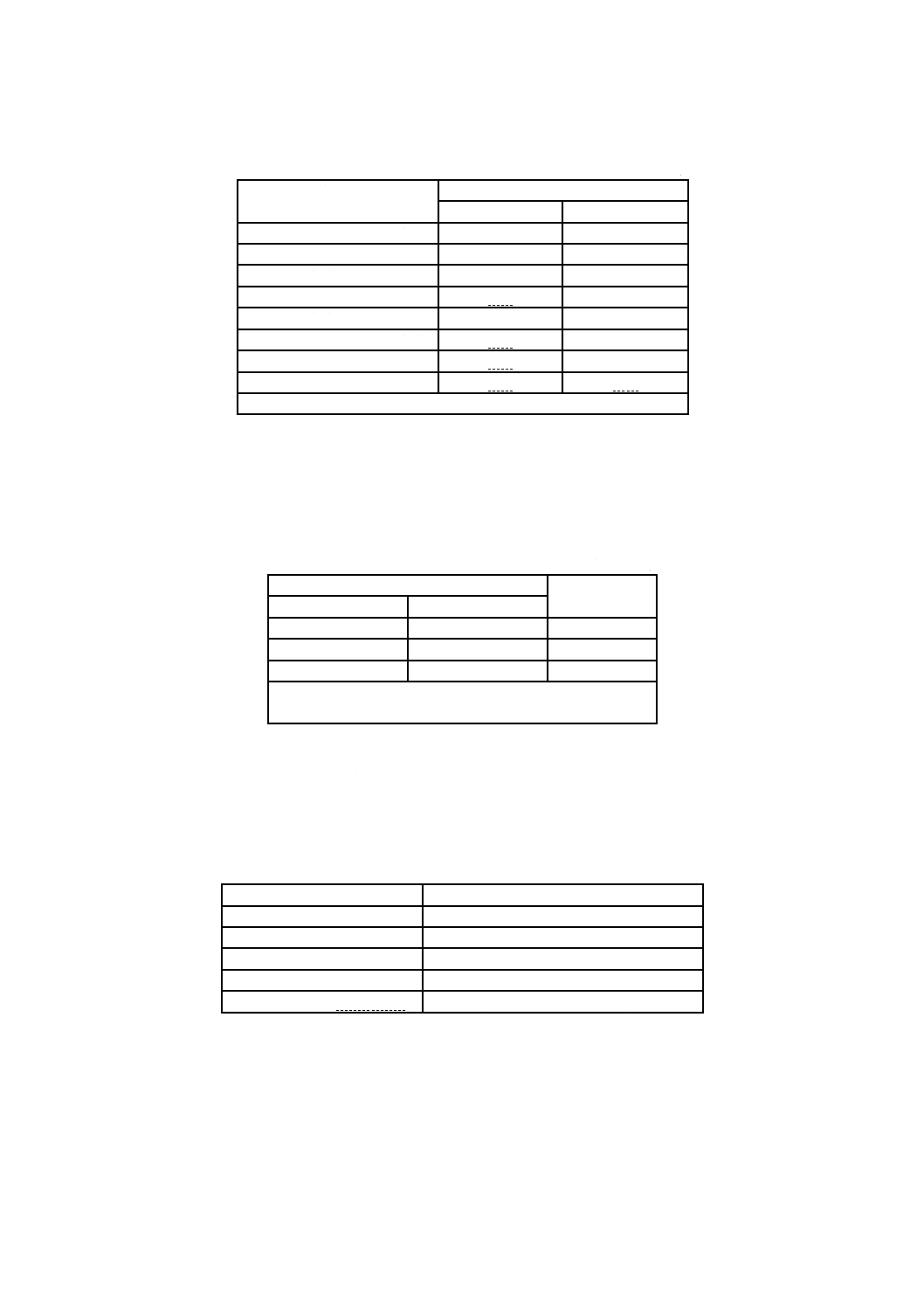
3.3
プーリの歯溝に関係する主な部位の名称
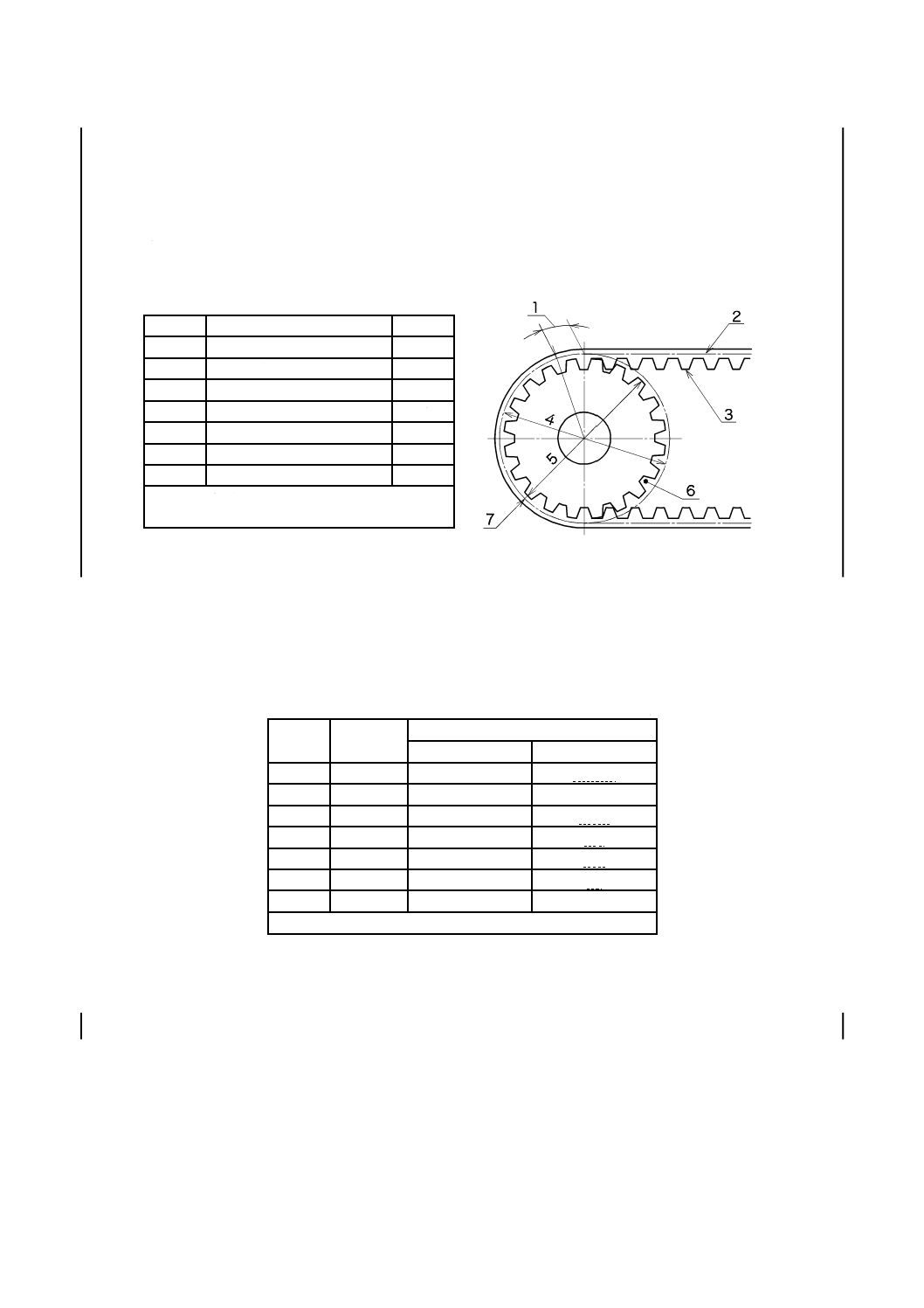
プーリの歯溝に関係する主な部位,名称及び記号は,図2による。
番号
名称
記号
1
歯ピッチ(円ピッチ)
Pb
2
ピッチ線
−
3
ベルト歯
−
4
ピッチ円直径
d
5
歯先円直径
do
6
プーリ歯溝
−
7
PLD a)
a
注a) Pitch Line Differentialの略称で,ピッチ円
直径と歯先円直径との差の1/2である。
図2−プーリの歯溝に関係する主な部位の名称
4
ベルトの種類
ベルトは,その歯形,基準歯ピッチ及び構造によって,次の11種類とする。
表1−ベルトの種類
単位 mm
歯形
基準歯
ピッチ
構造a)
片面歯付ベルト
両面歯付ベルト
MXL
2.032
MXL
DMXL
XXL
3.175
XXL
−
XL
5.080
XL
DXL
L
9.525
L
DL
H
12.700
H
DH
XH
22.225
XH
−
XXH
31.750
XXH
−
注a) 図1を参照
5
ベルトの形状及び寸法
5.1
ベルトの基準寸法
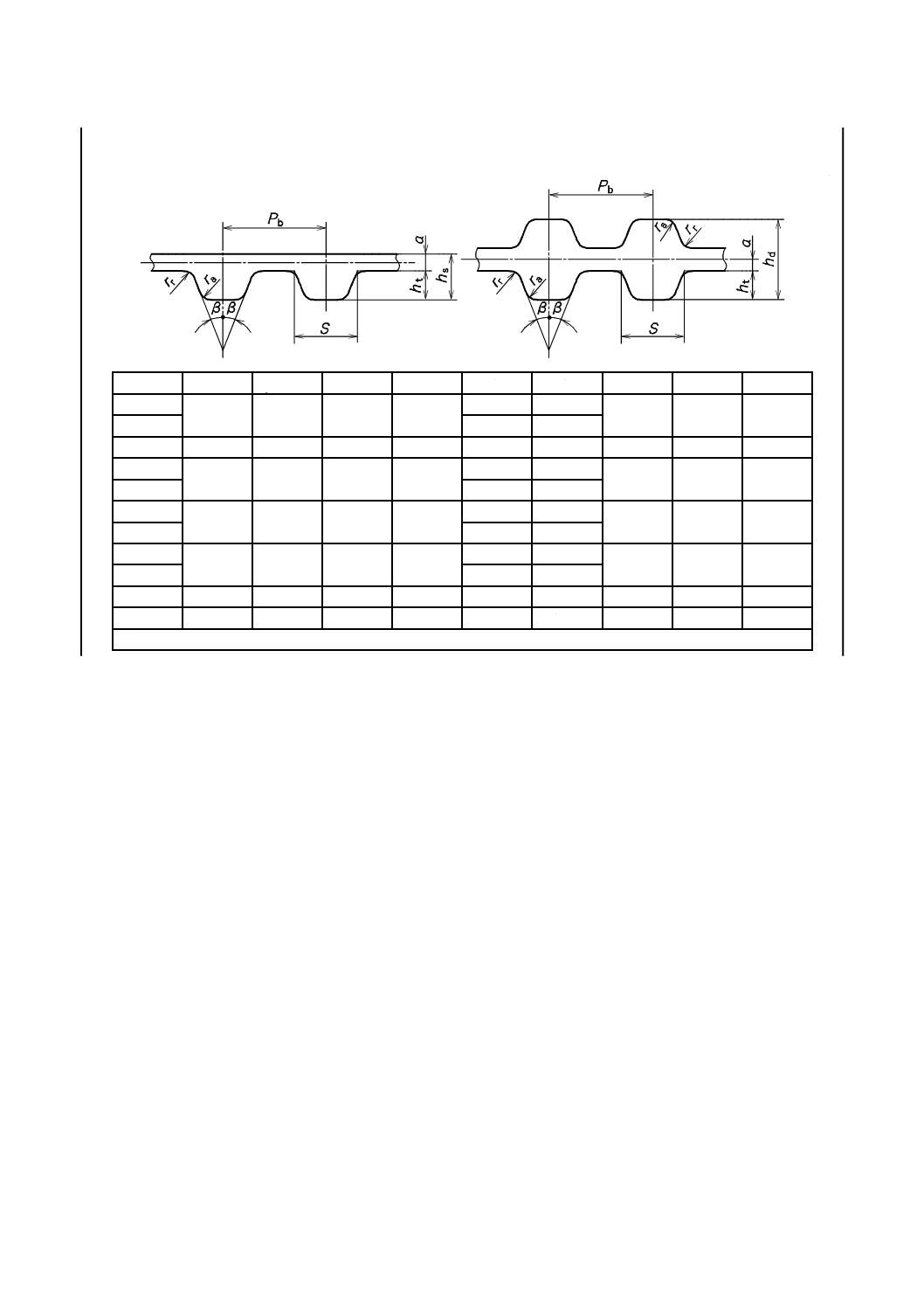
ベルトの歯形の形状及び寸法は,基準寸法とし,次による。
4
B 1856:2018
表2−台形歯形の基準寸法
単位 mm
種類
Pb
2β(°)
S
ht
hd
hs
rr
ra
a
MXL
2.032
40°
1.14
0.51
−
1.14
0.13
0.13
0.254
DMXL
1.53
−
XXL
3.175
50°
1.73
0.76
−
1.52
0.20
0.30
0.254
XL
5.080
50°
2.57
1.27
−
2.3
0.38
0.38
0.254
DXL
3.05
−
L
9.525
40°
4.65
1.91
−
3.6
0.51
0.51
0.381
DL
4.58
−
H
12.700
40°
6.12
2.29
−
4.3
1.02
1.02
0.686
DH
5.95
−
XH
22.225
40°
12.57
6.35
−
11.2
1.57
1.19
1.397
XXH
31.750
40°
19.05
9.53
−
15.7
2.29
1.52
1.525
注記 表中の各記号は,JIS B 1859を参照。
5.2
ベルトの長さ及び歯数
ベルトの呼び長さに対するベルト歯数及び基準長さ(mm)は,表3〜表5による。
5
B 1856:2018
表3−MXL及びDMXL歯形の呼び長さに対する歯数及びベルト基準長さ
呼び長さ
歯数
ベルト基準長さ
mm
MXL
DMXL
45
45
−
91.44
50
50
−
101.60
55
55
−
111.76
60
60
−
121.92
70
70
−
142.24
75
75
−
152.40
80
80
−
162.56
90
90
−
182.88
100
100
−
203.20
110
110
−
223.52
125
125
−
254.00
140
140
−
284.48
155
155
155
314.96
175
175
175
355.60
200
200
200
406.40
225
225
225
457.20
250
250
250
508.00
注記 製造可能寸法に関しては製造業者に確認する。
表4−XXL歯形の呼び長さに対する歯数及びベルト基準長さ
呼び長さ
歯数
ベルト基準長さ
mm
40
40
127.00
48
48
152.40
56
56
177.80
64
64
203.20
72
72
228.60
80
80
254.00
88
88
279.40
96
96
304.80
104
104
330.20
112
112
355.60
120
120
381.00
128
128
406.40
144
144
457.20
160
160
508.00
176
176
558.00
注記 製造可能寸法に関しては,製造業者に
確認する。
6
B 1856:2018
表5−XL,DXL,L,DL,H,DH,XH及びXXH歯形の呼び長さに対する歯数及びベルト基準長さ
呼び長さ
歯数
ベルト基準
長さ
mm
XL
DXL
L
DL
H
DH
XH
XXH
60
30
−
−
−
−
−
−
−
152.40
70
35
−
−
−
−
−
−
−
177.80
80
40
−
−
−
−
−
−
−
203.20
90
45
−
−
−
−
−
−
−
228.60
100
50
−
−
−
−
−
−
−
254.00
110
55
−
−
−
−
−
−
−
279.40
120
60
−
−
−
−
−
−
−
304.80
124
−
−
33
−
−
−
−
−
314.32
130
65
−
−
−
−
−
−
−
330.20
140
70
−
−
−
−
−
−
−
355.60
150
75
−
40
−
−
−
−
−
381.00
160
80
80
−
−
−
−
−
−
406.40
170
85
85
−
−
−
−
−
−
431.80
180
90
90
−
−
−
−
−
−
457.20
187
−
−
50
50
−
−
−
−
476.25
190
95
95
−
−
−
−
−
−
482.60
200
100
100
−
−
−
−
−
−
508.00
210
105
105
56
56
−
−
−
−
533.40
220
110
110
−
−
−
−
−
−
558.80
225
−
−
60
60
−
−
−
−
571.50
230
115
115
−
−
−
−
−
−
584.20
240
120
120
64
64
48
48
−
−
609.60
250
125
125
−
−
−
−
−
−
635.00
255
−
−
68
68
−
−
−
−
647.70
260
130
130
−
−
−
−
−
−
660.40
270
−
−
72
72
54
54
−
−
685.80
285
−
−
76
76
−
−
−
−
723.90
300
−
−
80
80
60
60
−
−
762.00
322
−
−
86
86
−
−
−
−
819.15
330
−
−
−
−
66
66
−
−
838.20
345
−
−
92
92
−
−
−
−
876.30
360
−
−
−
−
72
72
−
−
914.40
367
−
−
98
98
−
−
−
−
933.45
390
−
−
104
104
78
78
−
−
990.60
420
−
−
112
112
84
84
−
−
1066.80
450
−
−
120
120
90
90
−
−
1143.00
480
−
−
128
128
96
96
−
−
1219.20
507
−
−
−
−
−
−
58
−
1289.05
510
−
−
136
136
102
102
−
−
1295.40
540
−
−
144
144
108
108
−
−
1371.60
560
−
−
−
−
−
−
64
−
1422.40
570
−
−
−
−
114
114
−
−
1447.80
600
−
−
160
160
120
120
−
−
1524.00
630
−
−
−
−
126
126
72
−
1600.20
660
−
−
−
−
132
132
−
−
1676.40
7
B 1856:2018
表5−XL,DXL,L,DL,H,DH,XH及びXXH歯形の呼び長さに対する歯数及びベルト基準長さ
(続き)
呼び長さ
歯数
ベルト基準
長さ
mm
XL
DXL
L
DL
H
DH
XH
XXH
700
−
−
−
−
140
140
80
56
1778.00
750
−
−
−
−
150
150
−
−
1905.00
770
−
−
−
−
−
−
88
−
1955.80
800
−
−
−
−
160
160
−
64
2032.00
840
−
−
−
−
−
−
96
−
2133.60
850
−
−
−
−
170
170
−
−
2159.00
900
−
−
−
−
180
180
−
72
2286.00
980
−
−
−
−
−
−
112
−
2489.20
1000
−
−
−
−
200
200
−
80
2540.00
1100
−
−
−
−
220
220
−
−
2794.00
1120
−
−
−
−
−
−
128
−
2844.80
1200
−
−
−
−
−
−
−
96
3048.00
1250
−
−
−
−
250
250
−
−
3175.00
1260
−
−
−
−
−
−
144
−
3200.40
1400
−
−
−
−
280
280
160
112
3556.00
1540
−
−
−
−
−
−
176
−
3911.60
1600
−
−
−
−
−
−
−
128
4064.00
1700
−
−
−
−
340
340
−
−
4318.00
1750
−
−
−
−
−
−
200
−
4445.00
1800
−
−
−
−
−
−
−
144
4572.00
注記 製造可能寸法に関しては,製造業者に確認する。
5.3
ベルトの長さの許容差
ベルトの長さは,6.1によって測定し,ベルトのピッチ線の長さで表す。ベルト長さに対する許容差は,
表6及び表7による。
表6−MXL,DMXL及びXXLのベルト長さの許容差
単位 mm
呼び長さ
ベルト基準長さ
Lp
長さの許容差
MXL,DMXL
XXL
片面歯付
ベルト
両面歯付
ベルト
125以下
80以下
254以下
±0.41
−
126以上 187以下 81以上 120以下 254を超え381以下
±0.46
+0.92
−0.69
188以上 250以下 121以上 160以下 381を超え508以下
±0.51
+1.02
−0.76
251以上 402以下 161以上 257以下 508を超え818以下
±0.61
+1.22
−0.91
8
B 1856:2018
表7−XL,L,H,XH,XXH及びDXL,DL,DHのベルト長さの許容差
単位 mm
呼び長さ
ベルト基準長さ
Lp
長さの許容差
XL,L,H,XH,XXH
DXL,DL,DH
片面歯付
ベルト
両面歯付
ベルト
100以下
254以下
±0.41
−
−
100を超え
150以下
254を超え
381以下
±0.46
+0.92
−0.69
150を超え
200以下
381を超え
508以下
±0.51
+1.02
−0.76
200を超え
300以下
508を超え
762以下
±0.61
+1.22
−0.91
300を超え
400以下
762を超え 1016以下
±0.66
+1.32
−0.99
400を超え
500以下
1016を超え 1270以下
±0.76
+1.52
−1.14
500を超え
600以下
1270を超え 1524以下
±0.81
+1.62
−1.21
600を超え
700以下
1524を超え 1778以下
±0.86
+1.73
−1.29
700を超え
800以下
1778を超え 2032以下
±0.91
+1.82
−1.36
800を超え
900以下
2032を超え 2286以下
±0.97
+1.94
−1.45
900を超え 1000以下
2286を超え 2540以下
±1.02
+2.04
−1.53
1000を超え 1100以下
2540を超え 2794以下
±1.07
+2.14
−1.60
1100を超え 1200以下
2794を超え 3048以下
±1.12
+2.24
−1.68
1200を超え 1300以下
3048を超え 3302以下
±1.17
+2.34
−1.75
1300を超え 1400以下
3302を超え 3556以下
±1.22
+2.44
−1.83
1400を超え 1600以下
3556を超え 4064以下
±1.32
+2.64
−1.98
1600を超え 1700以下
4064を超え 4318以下
±1.37
+2.74
−2.05
1700を超え 1800以下
4318を超え 4572以下
±1.42
+2.84
−2.13
5.4
ベルト基準幅及び許容差
ベルト幅は,6.2によって測定し,その許容差は,表8による。
9
B 1856:2018
表8−ベルト基準幅及び許容差
種類
呼び幅a)
ベルト
基準幅
mm
ベルト幅の許容差
mm
ベルト基準長さが
839 mm以下
ベルト基準長さが
839 mmを超え
1 677 mm以下
ベルト基準長さが
1 677 mm超
MXL
DMXL
3.2
3.2
+0.5
−0.8
−
−
4.8
4.8
6.4
6.4
XXL
3.2
3.2
+0.5
−0.8
−
−
4.8
4.8
6.4
6.4
XL
DXL
025
6.4
+0.5
−0.8
−
−
031
7.9
037
9.5
L
DL
050
12.7
±0.8
+0.8
−1.3
−
075
19.1
100
25.4
H
DH
075
19.1
+0.8
−0.8
+0.8
−1.3
+0.8
−1.3
100
25.4
150
38.1
200
50.8
+0.8
−1.3
+1.3
−1.3
+1.3
−1.5
300
76.2
+1.3
−1.5
+1.5
−1.5
+1.5
−2.0
XH
200
50.8
−
+4.8
−4.8
+4.8
−4.8
300
76.2
400
101.6
XXH
200
50.8
−
−
+4.8
−4.8
300
76.2
400
101.6
500
127.0
注a) MXL,XXL及びDMXLは,ベルト基準幅(mm)に同じ。
10
B 1856:2018
6
試験方法
6.1
ベルトの長さの測定
6.1.1
測定装置
ベルト長さは,表9に準じた装置によって測定する。長さ測定用の2個のプーリは,等しい歯数であり,
一つのプーリは,軸が固定され自由に回転する。もう一つのプーリは,軸間距離の変更が可能であり,自
由に回転する。
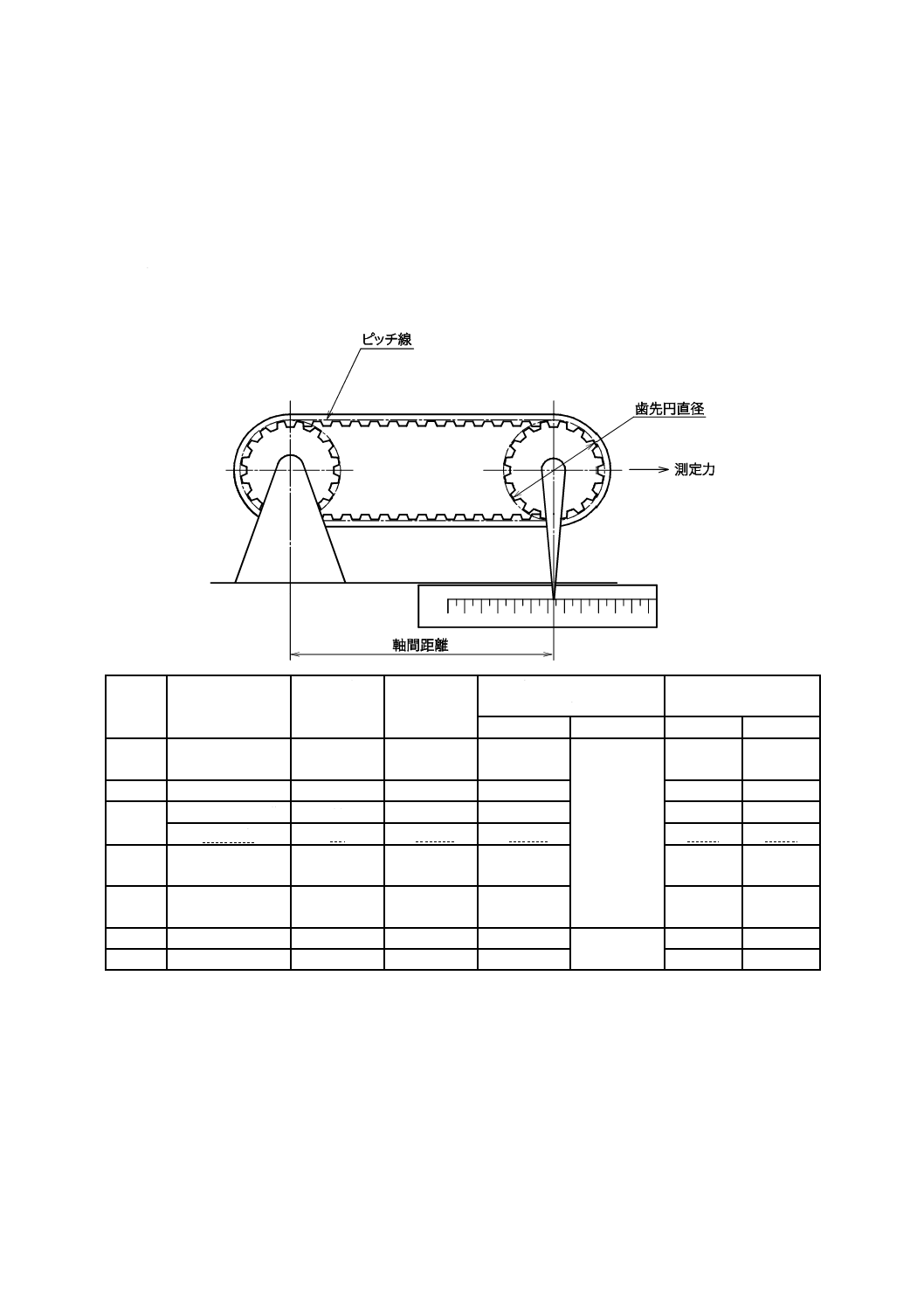
表9−長さ測定装置の概念図及び測定用プーリ諸元
種類
ベルト呼び長さ
プーリ歯数
Z
ピッチ円周
mm
歯先円直径 mm
do
振れ公差
mm
基準寸法
許容差
歯先円周
側面
MXL
DMXL
−
20
40.640
12.428
±0.013
0.013
0.025
XXL
−
16
50.800
15.662
0.013
0.025
XL
DXL
60以上120未満
10
50.800
15.662
0.013
0.025
120以上
16
81.280
25.364
0.013
0.025
L
DL
124以上
16
152.400
47.748
0.013
0.025
H
DH
240以上
20
254.000
79.479
0.013
0.025
XH
507以上
24
533.400
166.992
±0.025
0.013
0.051
XXH
700以上
24
762.000
239.504
0.013
0.076
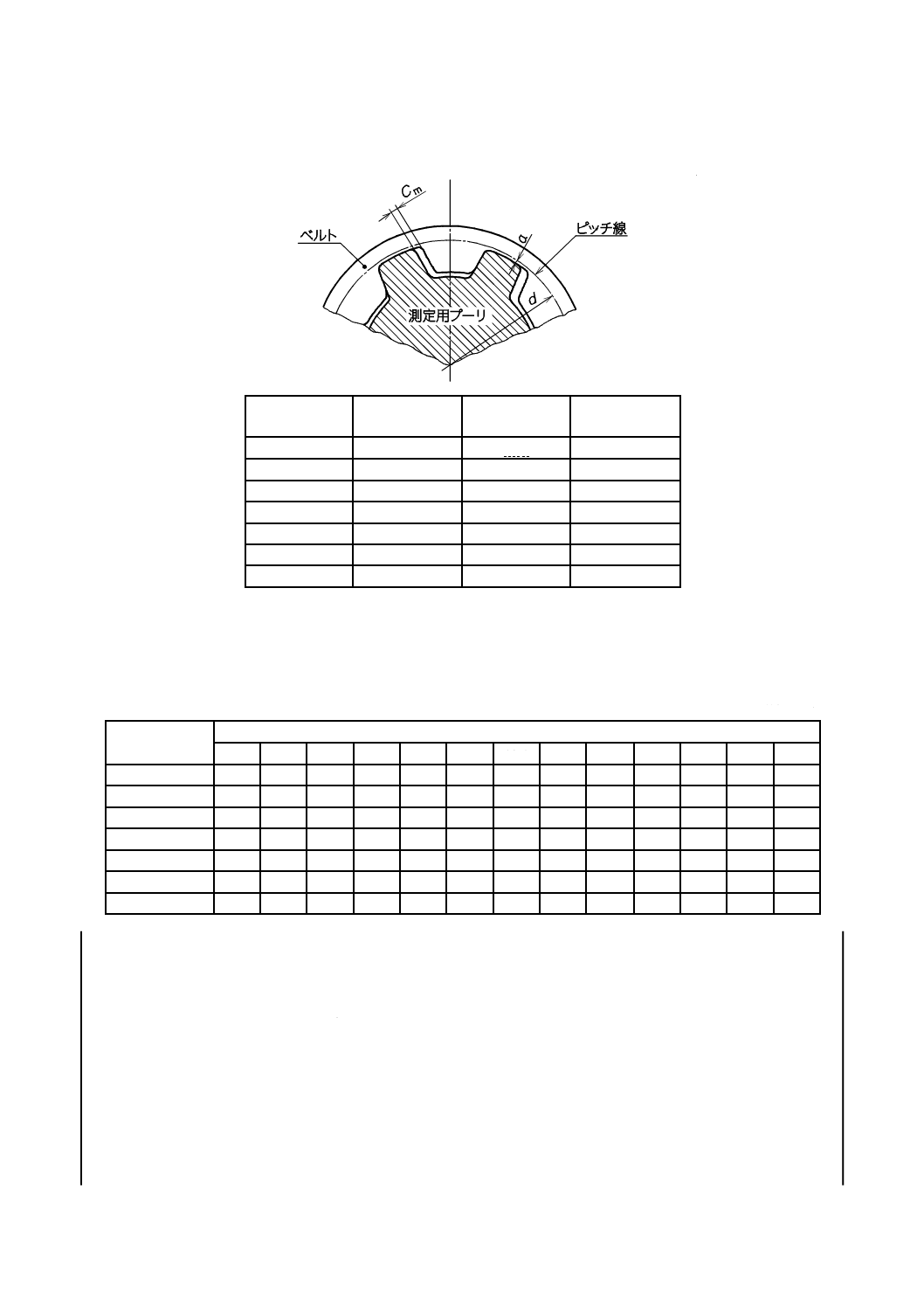
6.1.2
測定用プーリ
測定用プーリは,次による。
ベルトと測定用プーリとのクリアランス(Cm)及びプーリピッチ円直径(d)と歯先円直径との差(2a)
は,表10による。
11
B 1856:2018
表10−ベルトと測定用プーリとのクリアランス及び測定用プーリ形状
単位 mm
種類
プーリ歯数
Z
Cm
2a
MXL,DMXL
20
0.30
0.508
XXL
16
0.30
0.508
XL,DXL
10,16
0.30
0.508
L,DL
16
0.33
0.762
H,DH
20
0.38
1.372
XH
24
0.53
2.794
XXH
24
0.64
3.048
6.1.3
測定力
測定力は,表11による。
表11−台形歯形ベルトにおける測定力
単位 N
種類
ベルト基準幅(mm)
3.2
4.8
6.4
7.9
9.5
12.7
19.1
25.4
38.1
50.8
76.2
101.6 127.0
MXL,DMXL
13
20
27
−
−
−
−
−
−
−
−
−
−
XXL
14
22
31
−
−
−
−
−
−
−
−
−
−
XL,DXL
−
−
36
44
53
−
−
−
−
−
−
−
−
L,DL
−
−
−
−
−
105
180
245
−
−
−
−
−
H,DH
−
−
−
−
−
−
445
620
980
1 340 2 100
−
−
XH
−
−
−
−
−
−
−
−
−
2 000 3 100 4 450
−
XXH
−
−
−
−
−
−
−
−
−
2 500 3 900 5 600 7 100
6.1.4
測定方法
ベルト長さは,6.1.1の装置に6.1.3の測定力でベルトを取り付け,ベルトを少なくとも2回以上回して
プーリの軸間距離を測定し,次の式によって算出する。
Lp=2C+PbZ
ここに,
Lp: ベルトの長さ(mm)
C: 軸間距離(mm)
Pb: 歯ピッチ(mm)
Z: プーリ歯数
6.2
ベルト幅の測定
ベルト幅は,JIS B 7507に規定するノギス又はこれと同等以上の精度をもつものを用いて,ベルトの任
12
B 1856:2018
意の3か所で測定し,その平均値を算出する。
7
ベルト試験報告書
試験報告書には,次の事項を記載する。
a) ベルトの呼称
b) 規格番号
c) 試験室の温度
d) 試験結果
e) 試験年月日
8
ベルト製品の呼称
8.1
MXL,DMXL及びXXLの台形歯形
MXL,DMXL及びXXLの台形歯形の製品の呼称は,ベルトの略号(B),ベルトの呼び長さ(歯数),
ベルトの種類及びベルトの呼び幅の順とする。
B
100 MXL 4.8
ベルトの呼び幅
ベルトの種類
ベルトの呼び長さ(歯数)
MXL,DMXL及びXXLのベルトであることの略号
8.2
XL,DXL,L,DL,H,DH,XH及びXXH台形歯形
XL,DXL,L,DL,H,DH,XH及びXXHの台形歯形の製品の呼称は,ベルトの呼び長さ,ベルトの
種類及びベルトの呼び幅の順とする。
510 H
100
ベルトの呼び幅
ベルトの種類
ベルトの呼び長さ
9
ベルトの表示
9.1
MXL,DMXL及びXXLの台形歯形
ベルト本体,包装(例えば,箱,袋)などに,次の事項を表示する。
a) MXL,DMXL及びXXLのベルトの略号
b) ベルトの呼び長さ(歯数)
c) ベルトの種類
d) ベルトの呼び幅
e) 製造業者名又はその略号
f)
製造年月又はその略号
9.2
XL,DXL,L,DL,H,DH,XH及びXXHの台形歯形
ベルト本体,包装(例えば,箱,袋)などに,次の事項を表示する。
a) ベルトの呼び長さ
b) ベルトの種類
13
B 1856:2018
c) ベルトの呼び幅
d) 製造業者名又はその略号
e) 製造年月又はその略号
10 プーリの種類
プーリは,その歯形及び基準歯ピッチによって,表12に示す7種類とする。
表12−プーリの種類一覧
種類
基準歯ピッチ
歯形
MXL
2.032
MXL
XXL
3.175
XXL
XL
5.080
XL
L
9.525
L
H
12.700
H
XH
22.225
XH
XXH
31.750
XXH
11 プーリ寸法
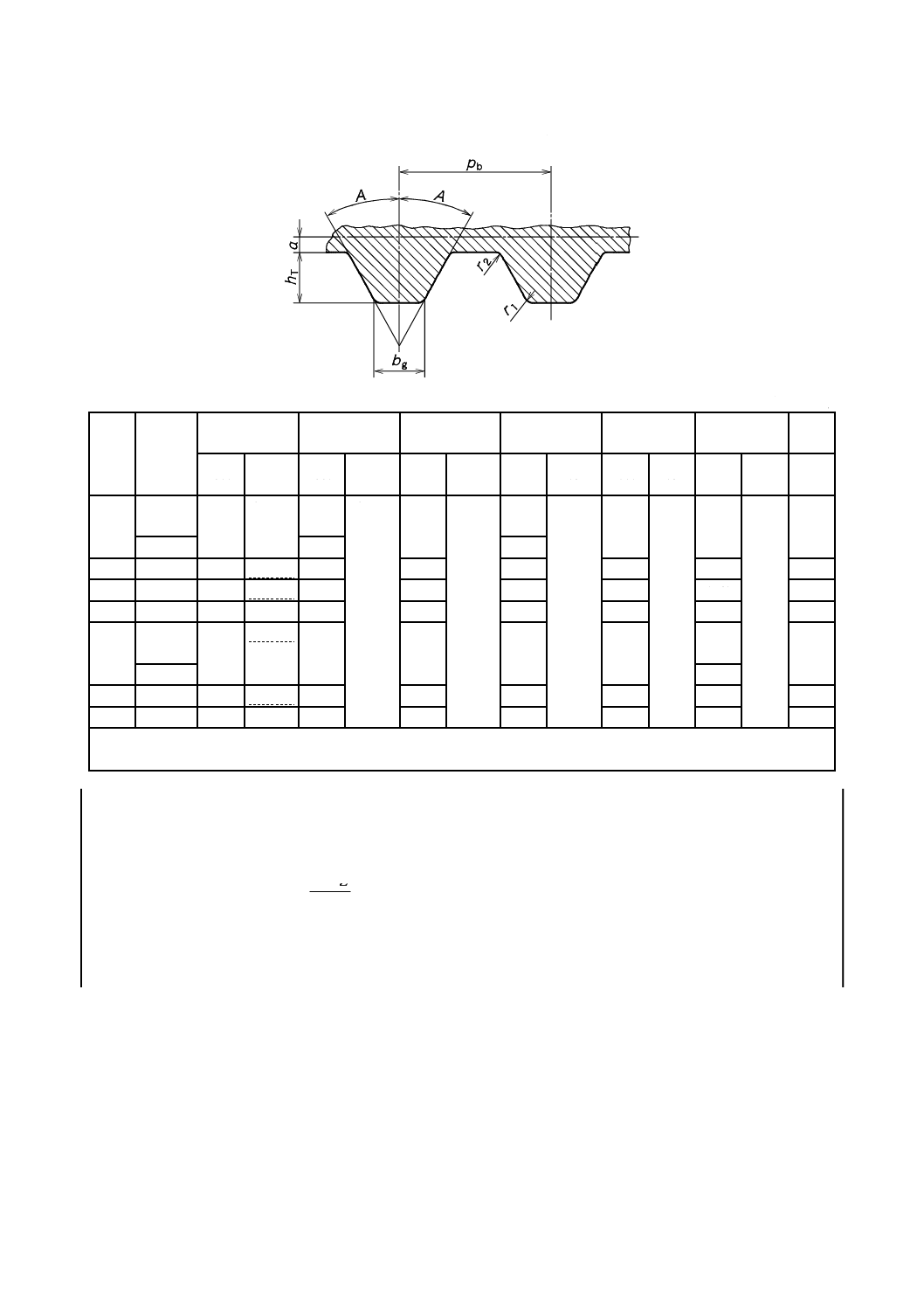
11.1 プーリ歯溝の形状・寸法
プーリの歯溝形状は,インボリュート歯形とする。インボリュート歯形は,歯溝を創成するカッタによ
って規定し,カッタのラック寸法及び許容差は,14.2の方法で測定したとき,表13の値を満足しなけれ
ばならない。
なお,直線歯形プーリは,附属書JBに規定する。
14
B 1856:2018
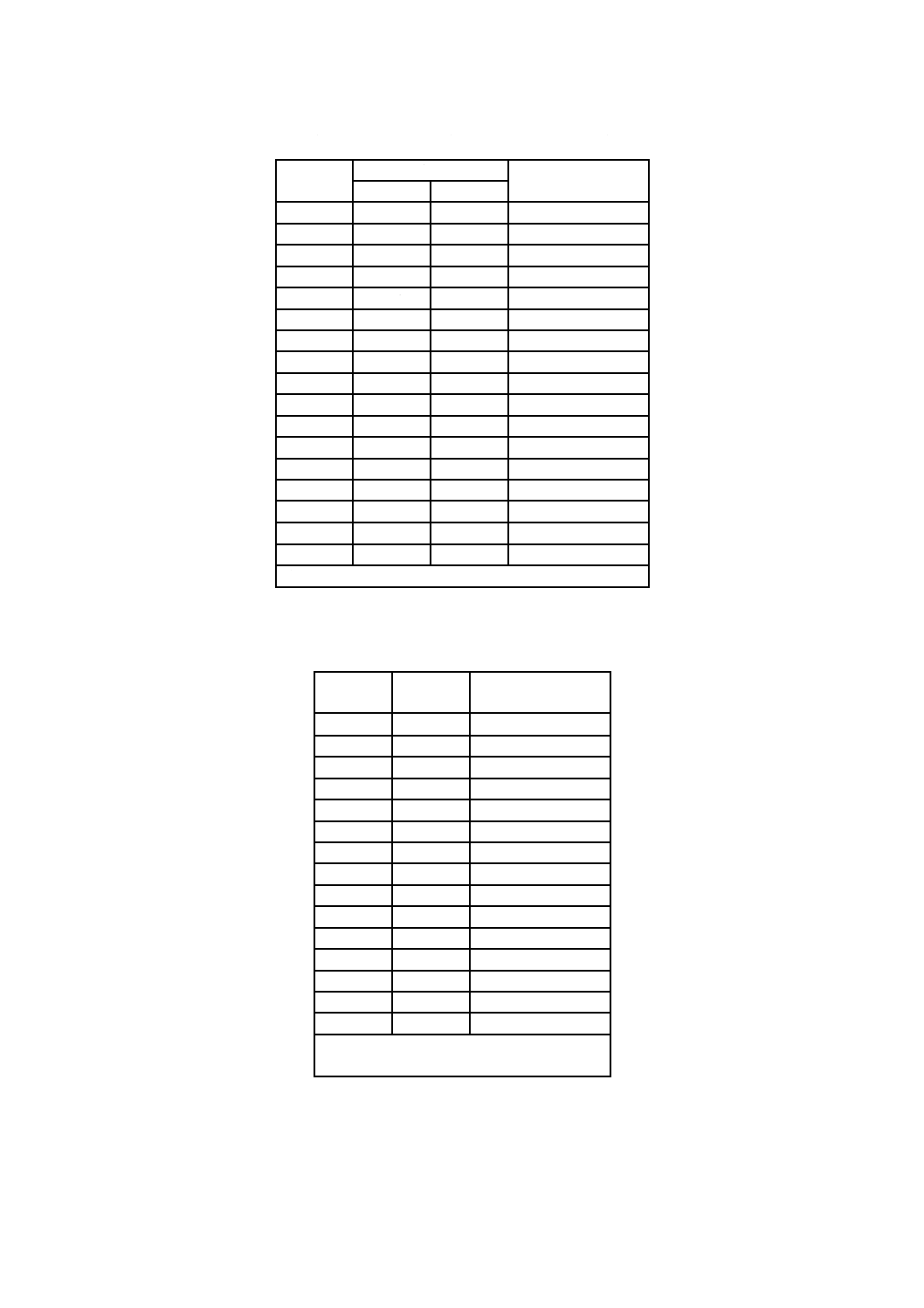
表13−カッタのラック寸法及び許容差
単位 mm
種類
プーリ
歯数
pb
A
(°)
hr
bg
r1
r2
2a a)
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
(参考)
MXL 10以上
23以下
2.032 ±0.008
28
±0.12
0.64
+0.05
0
0.61
+0.05
0
0.30 ±0.03 0.23 ±0.03 0.508
24以上
20
0.67
XXL 10以上 3.175 ±0.008
25
0.84
0.96
0.30
0.28
0.508
XL
10以上 5.080 ±0.010
25
1.40
1.27
0.61
0.61
0.508
L
10以上 9.525 ±0.012
20
2.13
3.10
0.86
0.53
0.762
H
14以上
19以下
12.700 ±0.016
20
2.59
4.24
1.47
1.04
1.372
20以上
1.42
XH
18以上 22.225 ±0.020
20
6.88
7.59
2.01
1.93
2.794
XXH 18以上 31.750 ±0.025
20
10.29
11.61
2.69
2.82
3.048
注a) aは,カッタのラック形状に対応するベルトのピッチ線(ベルトの心線の中心線をいう。)に相当する位置を示
す寸法である。
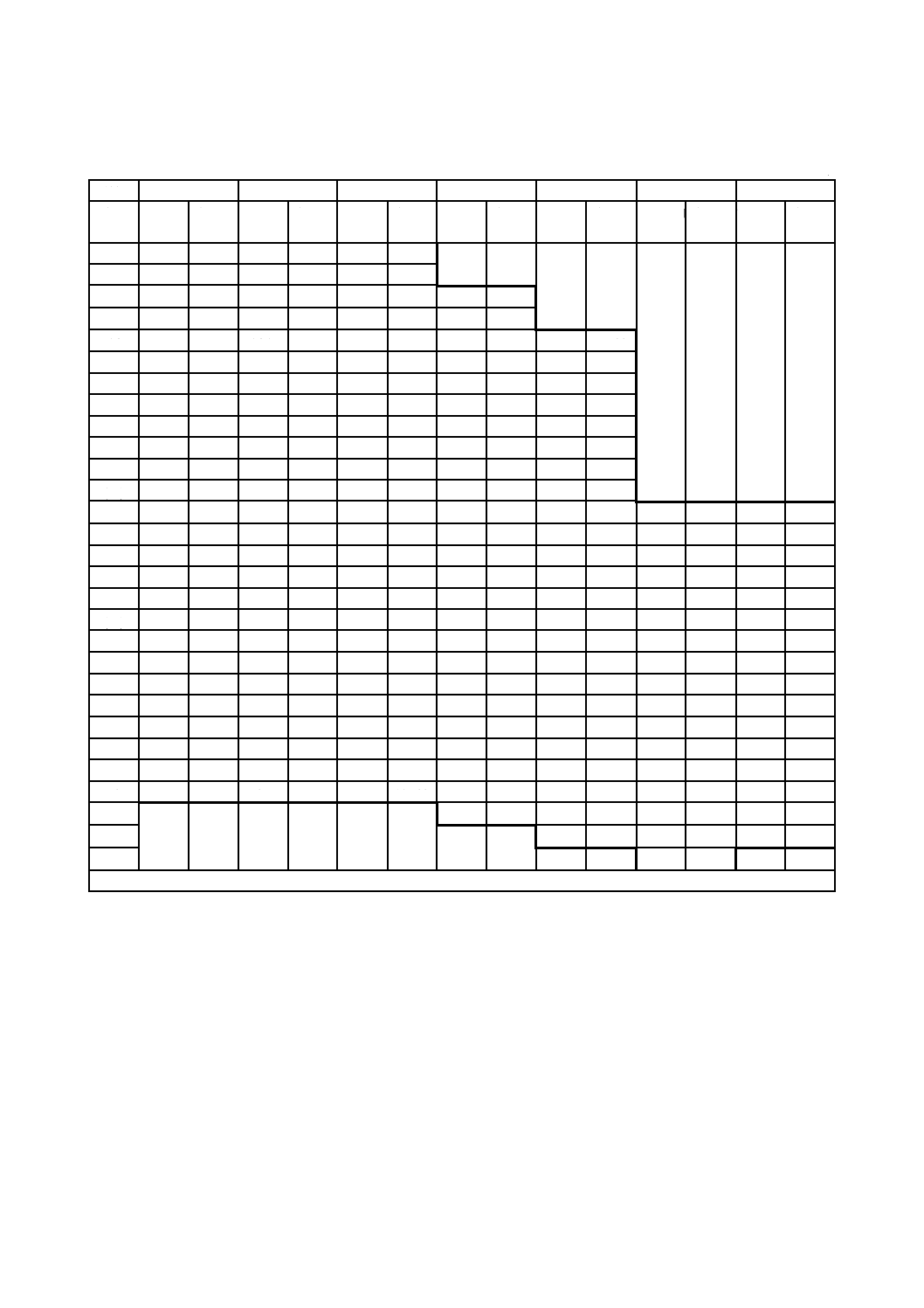
11.2 歯数,ピッチ円直径及び歯先円直径
プーリの歯数,ピッチ円直径及び歯先円直径は,表14による。歯先円直径は,14.7の方法によって測定
し,その許容差は,表15による。ピッチ円直径は,次の式によって求める。
π
bZ
P
d
×
=
ここに,
d: ピッチ円直径(mm)
Pb: 基準歯ピッチ(mm)
Z: 歯数
15
B 1856:2018
表14−プーリの歯数Z,ピッチ円直径d及び歯先円直径do
単位 mm
種類
MXL
XXL
XL
L
H
XH
XXH
歯数
Z
ピッチ円
直径d
歯先円
直径do
ピッチ円
直径d
歯先円
直径do
ピッチ円
直径d
歯先円
直径do
ピッチ円
直径d
歯先円
直径do
ピッチ円
直径d
歯先円
直径do
ピッチ円
直径d
歯先円
直径do
ピッチ円
直径d
歯先円
直径do
10
6.47
5.96
10.11
9.60
16.17
15.66
11
7.11
6.61
11.12
10.61
17.79
17.28
12
7.76
7.25
12.13
11.62
19.40
18.90
36.38
35.62
(13)
8.41
7.90
13.14
12.63
21.02
20.51
39.41
38.65
14
9.06
8.55
14.15
13.64
22.64
22.13
42.45
41.68
56.60
55.22
15
9.70
9.19
15.16
14.65
24.26
23.75
45.48
44.72
60.64
59.27
16
10.35
9.84
16.17
15.66
25.87
25.36
48.51
47.75
64.68
63.31
(17)
11.00
10.49
17.18
16.67
27.49
26.96
51.54
50.78
68.72
67.35
18
11.64
11.13
18.19
17.68
29.11
28.60
54.57
53.81
72.77
71.39
(19)
12.29
11.78
19.20
18.69
30.72
30.22
57.61
56.84
76.81
75.44
20
12.94
12.43
20.21
19.70
32.34
31.83
60.64
59.88
80.85
79.48
(21)
13.58
13.07
21.22
20.72
33.96
33.45
63.67
62.91
84.89
83.52
22
14.23
13.72
22.23
21.73
35.57
35.07
66.70
65.94
88.94
87.56
155.64 152.84 222.34
219.29
(23)
14.88
14.37
23.24
22.74
37.19
36.63
69.73
68.97
92.98
91.61
162.71 159.92 232.45
229.40
24
15.52
15.02
24.26
23.75
38.81
38.30
72.77
72.00
97.02
95.65
169.79 166.99 242.55
239.50
25
16.17
15.66
25.27
24.76
40.43
39.92
75.80
75.04
101.06
99.69
176.86 174.07 252.66
249.61
26
16.82
16.31
26.28
25.77
42.04
41.53
78.83
78.07
105.11
103.73 183.94 181.14 262.76
259.72
(27)
17.46
16.96
27.29
26.78
43.66
43.15
81.86
81.10
109.15
107.78 191.01 188.22 272.87
269.82
28
18.11
17.60
28.30
27.79
45.28
44.77
84.89
84.13
113.19
111.82
198.08 195.29 282.98
279.93
30
19.40
18.90
30.32
29.81
48.51
48.00
90.96
90.20
121.28
119.90
212.23 209.44 303.19
300.14
32
20.70
20.19
32.34
31.83
51.74
51.24
97.02
96.26
129.36
127.99 226.38 223.59 323.40
320.35
36
23.29
22.78
36.38
35.87
58.21
57.70
109.15 108.39 145.53
144.16 254.68 251.89 363.83
360.78
40
25.87
25.36
40.43
39.92
64.68
64.17
121.28 120.51 161.70
160.33 282.98 280.18 404.25
401.21
48
31.05
30.54
48.51
48.00
77.62
77.11
145.53 144.77 194.04
192.67 339.57 236.78 485.10
482.06
60
38.81
38.30
60.64
60.13
97.02
96.51
181.91 181.15 242.55
241.18 424.47 421.67 606.38
603.33
72
46.57
46.06
72.77
72.26
116.43
115.92
218.30 217.53 291.06
289.69 509.36 506.57 727.66
724.61
84
254.68 253.92 339.57
338.20 594.25 591.46 848.93
845.88
96
388.08
386.71 679.15 676.35 970.21
967.16
120
848.93 846.14
注記 括弧内の歯数は使用しないのが望ましい。
16
B 1856:2018
表15−プーリの歯先円直径doの許容差
単位 mm
プーリの歯先円直径 do
許容差
5.96以上
25.40以下
+0.05
0
25.40を超え 50.80以下
+0.08
0
50.80を超え 101.60以下
+0.10
0
101.60を超え 177.80以下
+0.13
0
177.80を超え 304.80以下
+0.15
0
304.80を超え 508.00以下
+0.18
0
508.00を超え 762.00以下
+0.20
0
762.00を超え 967.16以下
+0.23
0
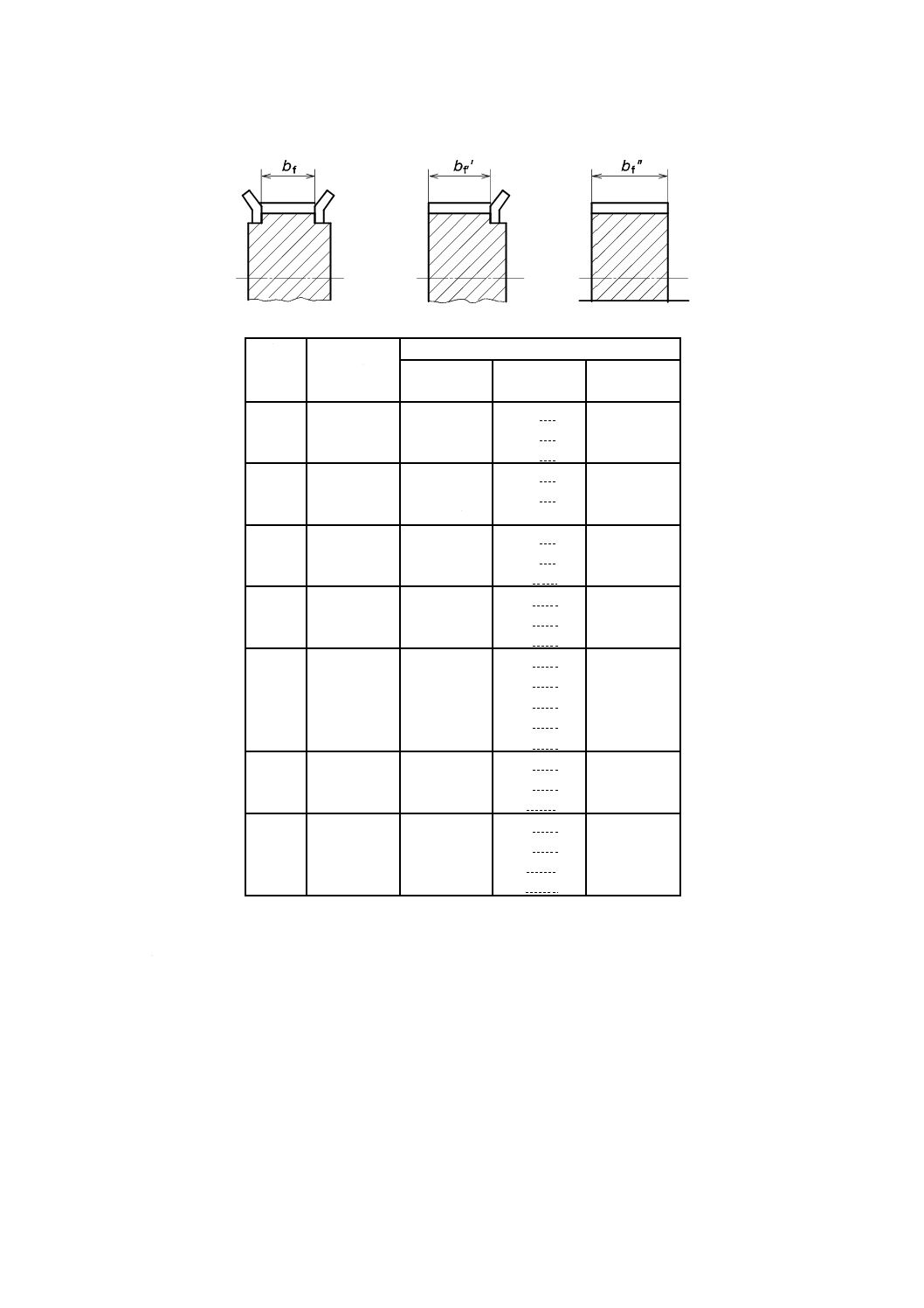
11.3 歯幅
プーリの歯幅は,呼び幅ごとにフランジの有無によって3種類に区分し,その最小値は,表16による。
17
B 1856:2018
表16−プーリの最小歯幅
単位 mm
種類
プーリの
呼び幅
最小歯幅
両フランジ
bf
片フランジ
bf'
フランジなし
bf''
MXL
3.2
3.8
4.7
5.6
4.8
5.3
6.2
7.1
6.4
7.1
8.0
8.9
XXL
3.2
3.8
4.7
5.6
4.8
5.3
6.2
7.1
6.4
7.1
8.0
8.9
XL
025
7.1
8.0
8.9
031
8.6
9.5
10.4
037
10.4
11.3
12.2
L
050
14.0
15.5
17.0
075
20.3
21.8
23.3
100
26.7
28.2
29.7
H
075
20.3
22.6
24.8
100
26.7
29.0
31.2
150
39.4
41.7
43.9
200
52.8
55.1
57.3
300
79.0
81.3
83.5
XH
200
56.6
59.6
62.6
300
83.8
86.8
89.8
400
110.7
113.7
116.7
XXH
200
56.6
60.4
64.1
300
83.8
87.6
91.3
400
110.7
114.5
118.2
500
137.7
141.5
145.2
12 プーリの性能
12.1 プーリの外観
プーリは,円筒の外周面にベルトの歯とかみ合う歯溝をもち,きず,亀裂,鋳巣,その他使用上有害な
欠点があってはならない。
12.2 隣接ピッチ誤差及び累積ピッチ誤差
隣接ピッチ誤差及び任意の90°の区間における累積ピッチ誤差は,14.3の方法によって測定したとき,
表17の値を満足しなければならない。
18
B 1856:2018
表17−隣接ピッチ誤差及び累積ピッチ誤差の公差
単位 mm
プーリの歯先円直径do a)
公差
隣接ピッチ誤差
累積ピッチ誤差
5.96以上
25.40以下
0.03
0.05
25.40を超え
50.80以下
0.03
0.08
50.80を超え 101.60以下
0.03
0.10
101.60を超え 177.80以下
0.05
0.13
177.80を超え 304.80以下
0.05
0.15
304.80を超え 508.00以下
0.08
0.18
508.00を超え 762.00以下
0.08
0.20
762.00を超え 967.16以下
0.08
0.23
注a) 図3参照
12.3 歯と軸穴中心線との平行度
軸穴中心(データム軸直線)に対するプーリの歯の平行度は,14.4の方法によって測定したとき,表18
の値を満足しなければならない。
表18−平行度公差
単位 mm
プーリの呼び幅a)
平行度公差
MXL,XXL
XL,L,H,XH,XXH
3.2以上6.4以下
025以上150以下
0.03
−
200,300
0.04
−
400,500
0.05
注a) プーリの呼び幅は,表8に示すものでベルト呼び幅に
対応する。
12.4 側面の振れ
プーリの軸穴中心(データム軸直線)対する側面の振れは,14.5の方法によって測定したとき,表19
の値を満足しなければならない。
表19−側面の振れの公差
単位 mm
プーリの歯先円直径do
側面の振れの公差
5.96以上
25.40以下
0.05
25.40を超え
50.80以下
0.08
50.80を超え 101.60以下
0.10
101.60を超え 254.00以下
歯先円直径do×0.001
254.00を超え 967.16以下
0.25+[(歯先円直径do−254.00)×0.000 5]
12.5 歯先円周の円周振れ
プーリの軸穴中心線(データム軸直線)に対する歯先円周の円周振れは,14.6の方法によって測定した
とき,表20の値を満足しなければならない。
19
B 1856:2018
表20−歯先円周の円周振れの公差
単位 mm
プーリの歯先円直径do
歯先円周の円周振れ公差(F.I.M)a)
5.96以上
25.40以下
0.05
25.40を超え
50.80以下
0.07
50.80を超え 101.60以下
0.10
101.60を超え 203.20以下
0.13
203.20を超え 967.16以下
0.13+[(歯先円直径do−203.20)×0.000 5]
注a) F.I.M.とは,Full Indicator Movementの略で,振れの測定におけるダイ
ヤルゲージの読みの最大値と最小値との差をいう。
12.6 歯幅方向の外径差
プーリの歯幅方向の外径差は,14.8の方法によって測定したとき,表21の値を満足しなければならない。
表21−歯幅方向の外径差の公差
単位 mm
プーリの呼び幅
公差
MXL,XXL
XL,L,H,XH,XXH
3.2以上 6.4以下
025以上 050以下
0.02
−
075以上 150以下
0.04
−
200,300
0.08
−
400,500
0.12
12.7 歯の表面性状
プーリの歯の表面(歯先面も含む。)は,JIS B 0601に規定する粗さパラメータRa3.2でなければならな
い。
12.8 釣合い良さ
プーリの釣合い良さは,外周における不釣合い質量で表し,プーリ質量の0.2 %又は5 gのいずれか大き
い方を最大許容値とし,これを満足しなければならない。ただし,MXL及びXXLについては,受渡当事
者間の協定による。
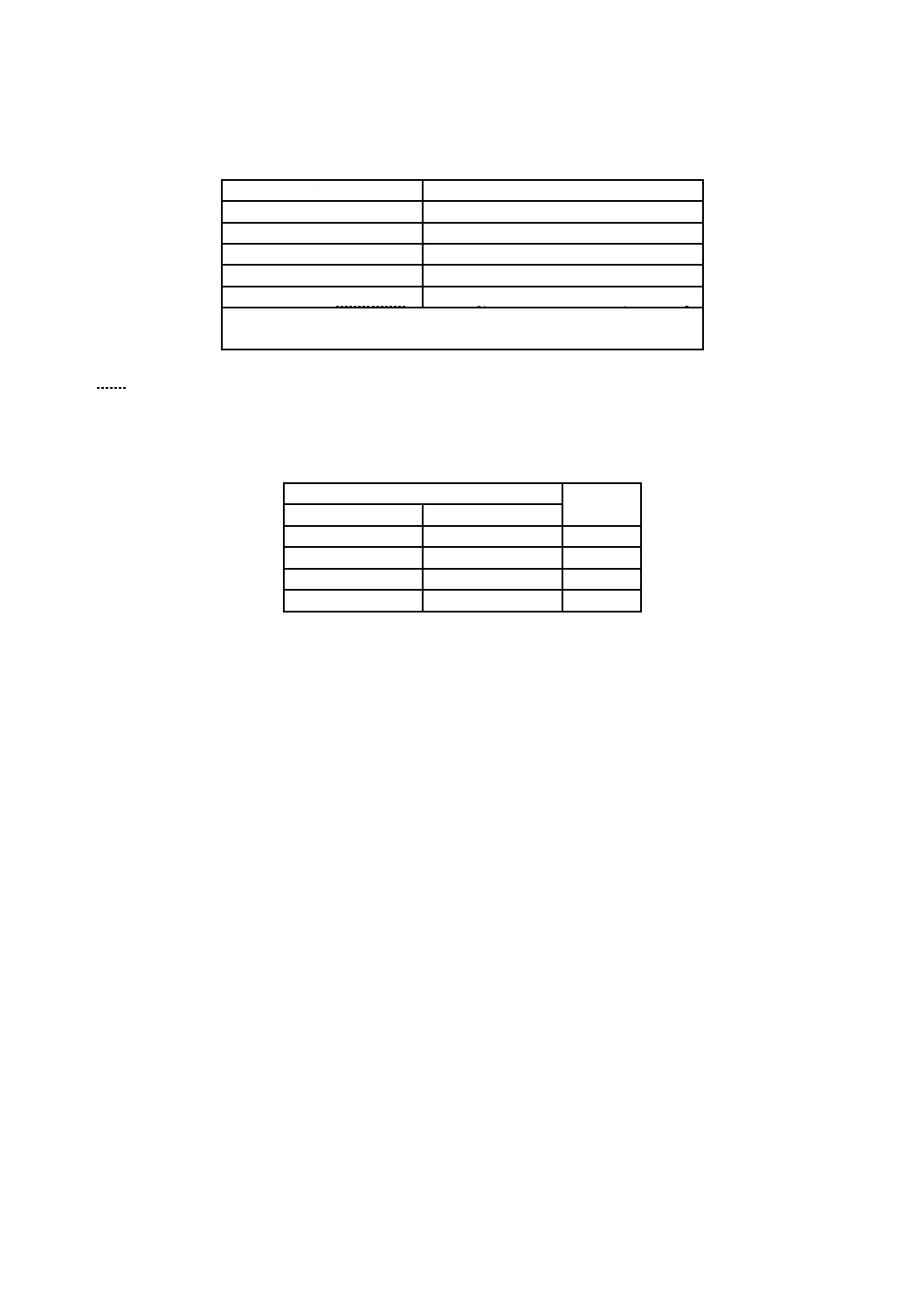
13 フランジの寸法
プーリのフランジの寸法は,表22による。
20
B 1856:2018
表22−フランジの寸法(図の寸法記号以外の形状は,一例を示す。)
単位 mm
種類
θ
(°)
k
(最小値)
t
(参考)
S
(参考)
MXL
8〜25
0.5
0.5〜1.5
0〜0.5
XXL
0.8
0.5〜1.5
XL
1.0
1.0〜1.6
L
1.5
1.2〜2.3
H
2.0
1.6〜2.8
XH
4.8
4.0〜5.0
XXH
6.1
4.0〜6.3
14 プーリ試験方法
14.1 一般
14.2〜14.8の測定は,常温(20±15 ℃)の下で行う。
14.2 プーリ歯溝形状
歯溝の形状は,創成用カッタのラック形状を投影器,形状測定器などを用いて測定する。
14.3 隣接ピッチ誤差及び累積ピッチ誤差
隣接ピッチ誤差及び任意の90°の区間における累積ピッチ誤差は,軸穴を仕上げたプーリの隣り合う歯
の対応する二つの歯面と,プーリと同心の任意の直径(歯底円直径より大きく,歯先円直径より小さい。)
の円とが交わってできる2点の間の直線距離,又はその点がプーリ中心に対して作る角の大きさをJIS B
1757-4に準じた方法で歯溝の中央付近を順次測定し,その結果をピッチ円上の値に換算して求める。
14.4 歯と軸穴中心との平行度
プーリの歯と軸穴中心との平行度は,JIS B 1757-4に準じた方法で,仕上げ軸穴中心(データム軸直線)
に対する歯すじ方向の誤差を求め,この値を平行度とする。
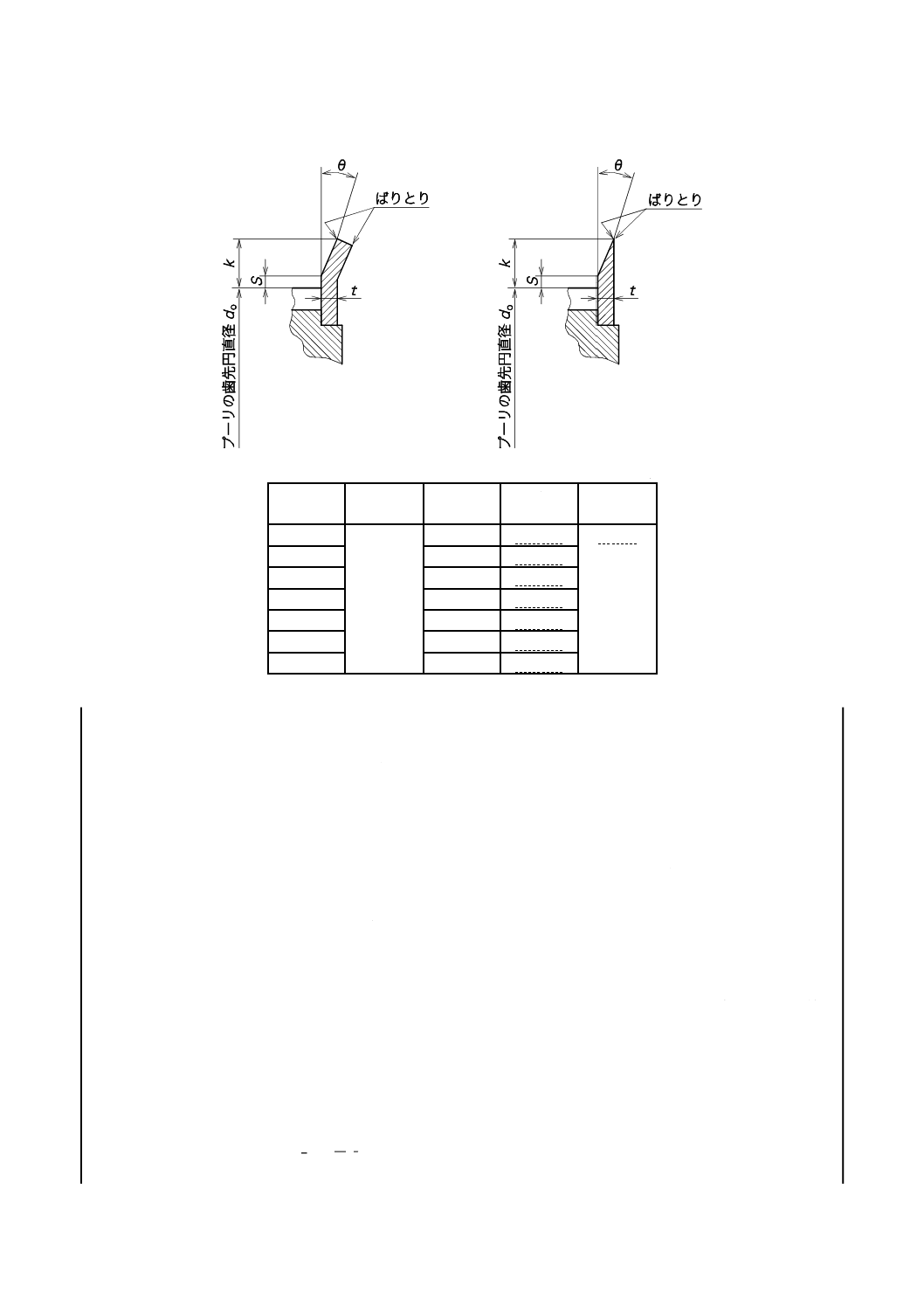
14.5 側面の振れ
プーリの側面の振れは,軸穴を仕上げた後,図3に示す方法でプーリで支えて回転させ,プーリの歯部
に近い側面で測定し,振れの大きさを次の式によって求める。
X
d
B
A
2
o
×
=
21
B 1856:2018
ここに,
A: 振れの大きさ(mm)
B: 測定点におけるF.I.M(mm)
do: プーリの歯先円直径(mm)
X: プーリの軸穴中心線から測定点までの距離(mm)
図3−側面の振れ
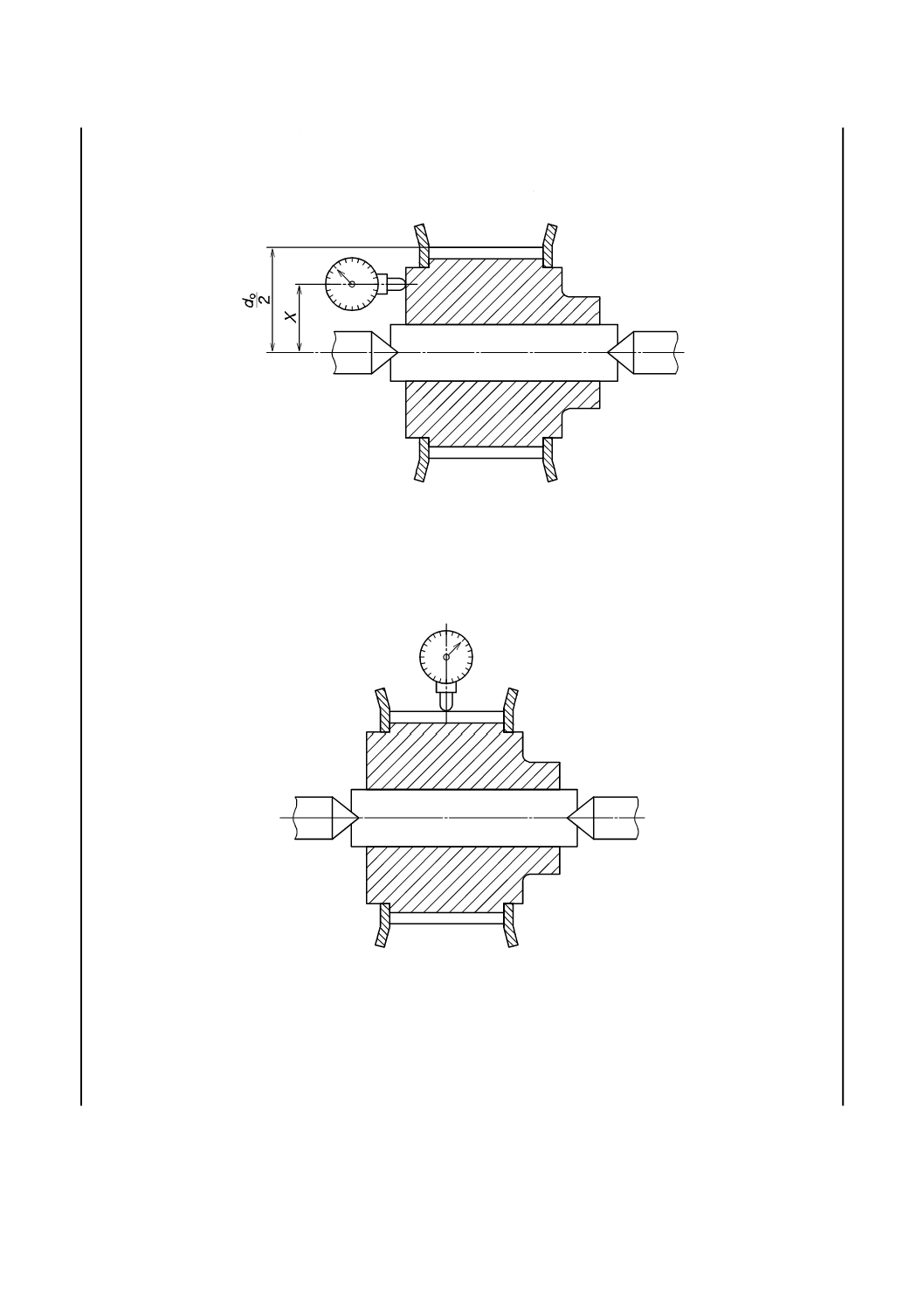
14.6 歯先円周の円周振れ
プーリの歯先円周の円周振れは,軸穴を仕上げた後,図4に示す方法でプーリを支えて回転させ,その
ときの歯溝の中央付近での振れを測定する。
図4−歯先円周の円周振れ
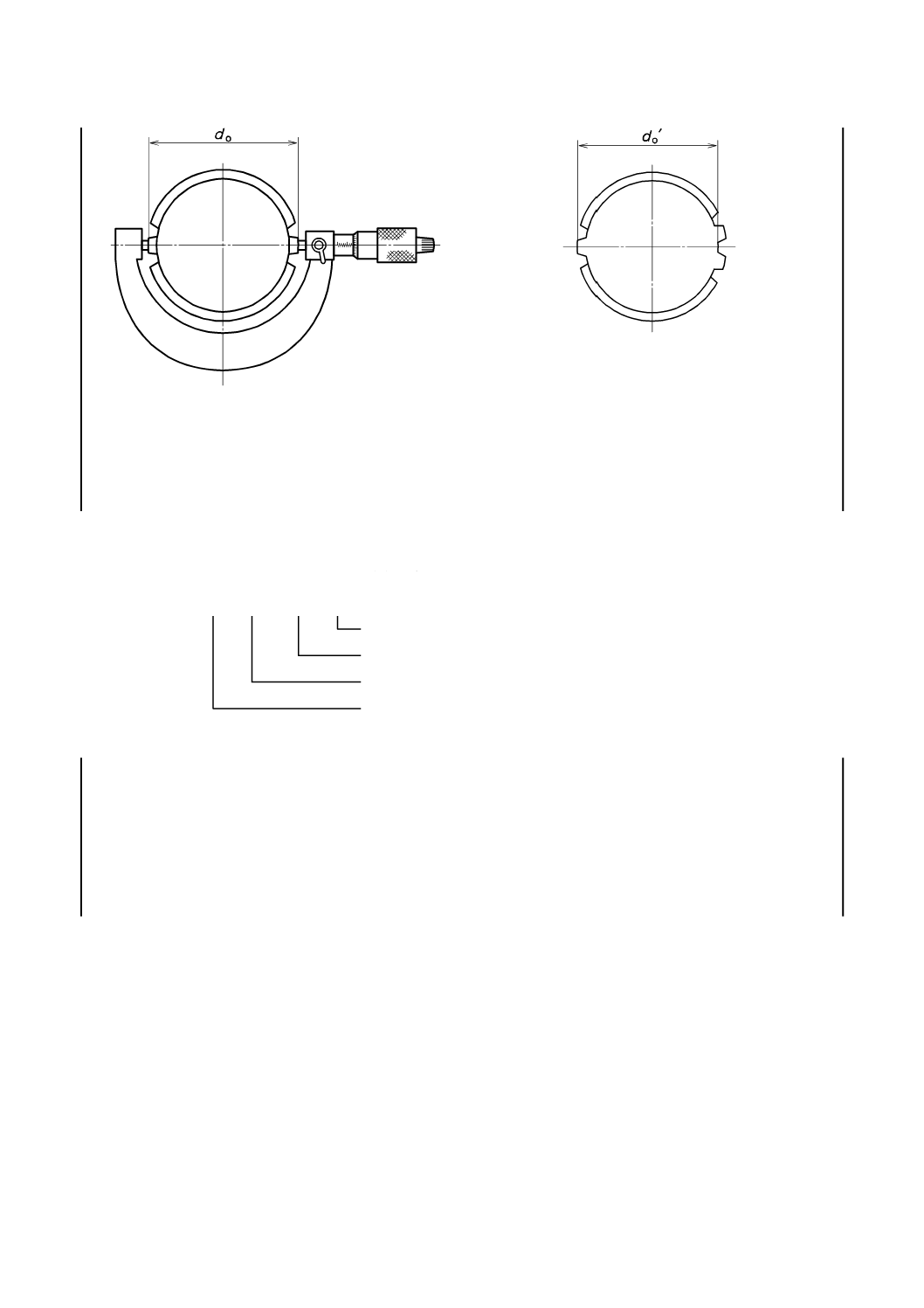
14.7 歯先円直径
偶数歯のプーリの歯先円直径doは,図5に示すように任意の2か所以上について,JIS B 7502に規定す
るマイクロメータ,又はそれに準じる測定器で測定する。
なお,奇数歯の場合も同様に,例えば,図6に示す方法でdo'を測定し,カッタの歯の高さhTを加える。
22
B 1856:2018
図5−偶数歯
図6−奇数歯
14.8 歯幅方向の外径差
プーリの歯幅方向の外径差は,円筒度測定器を用い歯幅方向に3か所を測定し,その最大値と最小値と
の差の1/2を歯幅方向の外径差とする。
15 プーリの呼称
プーリの呼称は,プーリを表す略号(P),歯数,種類及び呼び幅とする。
P
20
XL 037
プーリの呼び幅
プーリの種類
プーリの歯数
プーリであることの略号
16 プーリ表示
プーリ又は包装(箱,袋など)には,次の事項を容易に消えない方法で表示する。
a) 歯数
b) 種類
c) 呼び幅
d) 製造業者名又はその略号
23
B 1856:2018
附属書JA
(参考)
歯付ベルトの使い方
JA.1 一般
この附属書は,歯付ベルトを使用する伝動装置を適正かつ経済的に設計するための情報について記載す
る。
JA.2 ベルトの選定
JA.2.1 一般
ベルトは,JA.2.2〜JA.2.4の手順によって,その種類,長さ及び幅を決定することが望ましい。
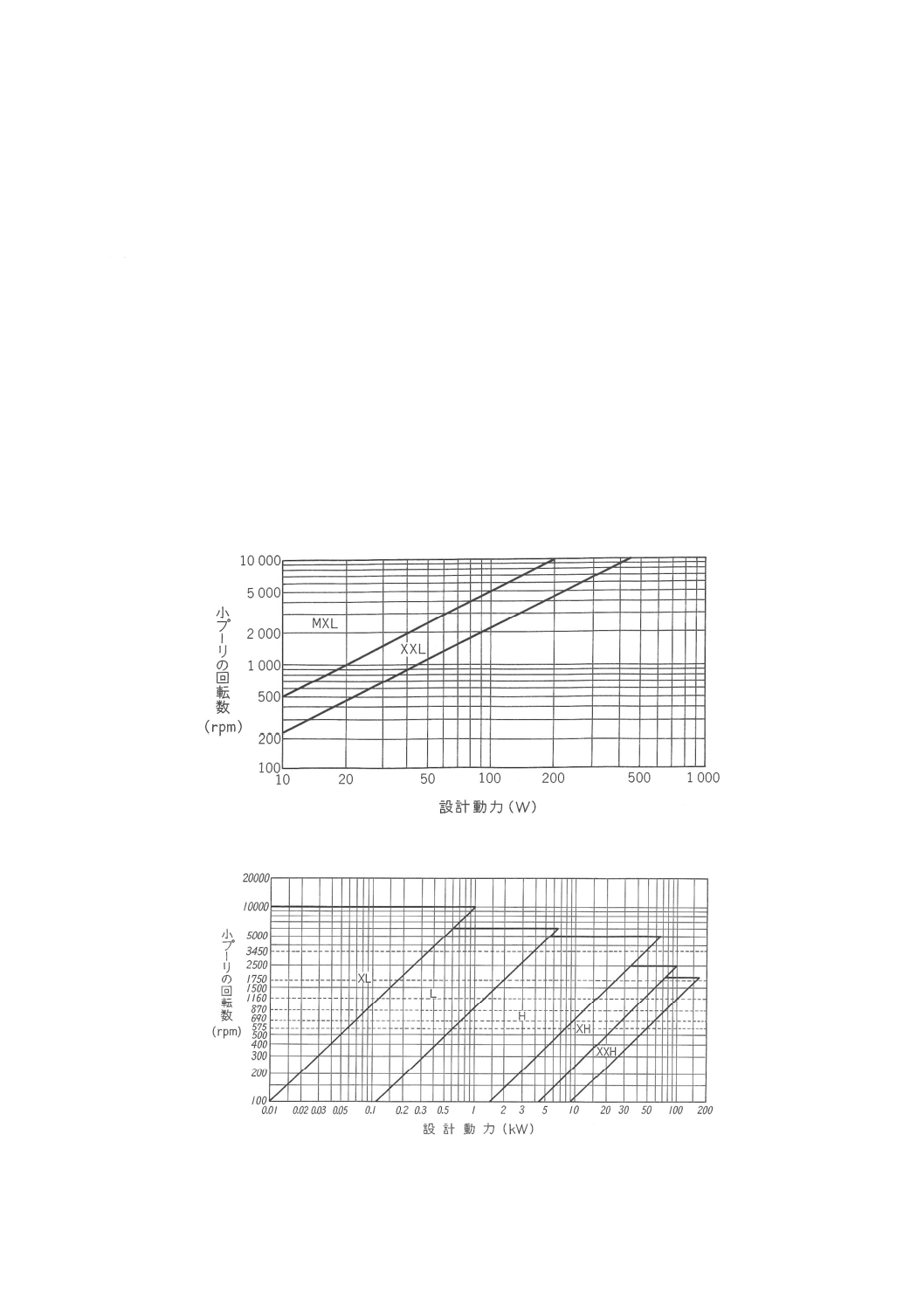
JA.2.2 ベルトの種類の選定
ベルトの種類は,次に規定する設計動力と小プーリ(伝動装置のプーリの小さい方)の回転数との関係
によって,図JA.1又は図JA.2から選定する。2種類の境界線が近くなった場合は,両者のベルトについ
て検討し,適正なベルトを選ぶ。
図JA.1−ベルトの種類及び選定図(MXL,DMXL及びXXL)
図JA.2−ベルトの種類及び選定図(XL,DXL,L,DL,H,DH,XH,XXH)
24
B 1856:2018
また,設計動力は,次の式によって算出する。
Pd=PN×(KO+Ki+Kr)
ここに,
Pd: 設計動力(W又はkW)1)
PN: 負荷動力(W又はkW)1)
KO: 負荷補正係数2)(表JA.1による。)
Ki: アイドラ補正係数(表JA.2による。)
Kr: 速比補正係数(表JA.3による。)
注1) 図JA.1及び図JA.2の選定図を用いてベルト選定する場合,各々の選定図に応じて算出時の単
位を変更する。
2) 表JA.1にベルトを使用する機械は一例を示してあり,これ以外の使用機械については,この表
を参考として負荷補正係数を決める。
表JA.1−ベルトを使用する機械の一例及び負荷補正係数(KO)
使用機械
原動機
最大出力が定格の300 %以下のもの
最大出力が定格の300 %を超えるもの
交流電動機(標準電動機,同期電動機)
直流電動機(分巻)
2気筒以上のエンジン
特殊電動機(高トルク)
直流電動機(直巻)
単気筒エンジン
ラインシャフト又はクラッチによる運転
運転時間
運転時間
断続使用
1日3〜5
時間
普通使用
1日8〜10
時間
連続使用
1日16〜24
時間
断続使用
1日3〜5
時間
普通使用
1日8〜10
時間
連続使用
1日16〜24
時間
展示器具,映写機,計測機器,医療
機器
1.0
1.2
1.4
1.2
1.4
1.6
掃除機,ミシン,事務機,木工旋盤,
帯のこ盤
1.2
1.4
1.6
1.4
1.6
1.8
軽荷重用ベルトコンベア,こん包
機,ふるい
1.3
1.5
1.7
1.5
1.7
1.9
液体かくはん(攪拌)機,
ボール盤,旋盤,ねじ切盤,
丸のこ盤,平削盤,洗濯機,
製紙機械(パルパを除く。),印刷機
械
1.4
1.6
1.8
1.6
1.8
2.0
かくはん(攪拌)機(セメント,粘
性体),ベルトコンベア(鉱石,石
炭,砂),
研削盤,形削盤,中ぐり盤,フライ
ス盤,コンプレッサ(遠心式),
振動ふるい,繊維機械(整経機,ワ
インダ),回転圧縮機,コンプレッ
サ(レシプロ式)
1.5
1.7
1.9
1.7
1.9
2.1
25
B 1856:2018
表JA.1−ベルトを使用する機械の一例及び負荷補正係数(KO)(続き)
使用機械
原動機
最大出力が定格の300 %以下のもの
最大出力が定格の300 %を超えるもの
交流電動機(標準電動機,同期電動機)
直流電動機(分巻)
2気筒以上のエンジン
特殊電動機(高トルク)
直流電動機(直巻)
単気筒エンジン
ラインシャフト又はクラッチによる運転
運転時間
運転時間
断続使用
1日3〜5
時間
普通使用
1日8〜10
時間
連続使用
1日16〜24
時間
断続使用
1日3〜5
時間
普通使用
1日8〜10
時間
連続使用
1日16〜24
時間
コンベア(エプロン,パン,バケッ
ト,エレベータ)
抽出ポンプ,洗濯機,ファン,ブロ
ア(遠心,吸引,排気),発電機,
励磁機,ホイスト,エレベータ,ゴ
ム加工機(カレンダ,ロール,押出
機)
繊維機械(織機,精紡機,撚糸機,
管巻機)
1.6
1.8
2.0
1.8
2.0
2.2
遠心分離機,コンベア(フライト,
スクリュー),ハンマミル,製紙機
械(パルパビータ)
1.7
1.9
2.1
1.9
2.1
2.3
窯業機械(れんが,粘土練り機),
鉱山用プロペラ,強制送風機
1.8
2.0
2.2
2.0
2.2
2.4
表JA.2−アイドラ補正係数(Ki)
アイドラの位置
Ki
ベルトの緩み側で,ベルトの内側から使用する場合
0
ベルトの緩み側で,ベルトの外側から使用する場合
0.1
ベルトの張り側で,ベルトの内側から使用する場合
0.1
ベルトの張り側で,ベルトの外側から使用する場合
0.2
表JA.3−速比補正係数(Kr)
増速比
Kr
1.00以上 1.25未満
0
1.25以上 1.75未満
0.1
1.75以上 2.50未満
0.2
2.50以上 3.50未満
0.3
3.50以上
0.4
JA.2.3 ベルト長さの決定
JA.2.3.1 プーリ歯数の選定
小プーリ歯数は,回転数によって表JA.4に示す歯数以上とし,表14から選定する。
26
B 1856:2018
表JA.4−プーリ最小許容歯数
小プーリ回転数
rpm
ベルト種類
MXL
DMXL
XXL
XL
DXL
L
DL
H
DH
XH
XXH
900以下
12
12
10
12
14
22
22
900を超え 1200以下
12
12
10
12
16
24
24
1200を超え 1800以下
14
14
12
14
18
26
26
1800を超え 3600以下
16
16
12
16
20
30
−
3600を超え 4800以下
18
18
15
18
22
−
−
4800を超え 10000以下
20
20
−
−
−
−
−
JA.2.3.2 ベルト長さ及び軸間距離
ベルトの長さは,選定したプーリピッチ円直径及び軸間距離によってベルト概算長さを式(JA.1)によっ
て求め,これから表3〜表5に示すベルトの基準長さを選定し,式(JA.2)によって軸間距離を算出する。
ベルト概算長さ3)
(
)(
)
C
d
d
d
d
C
'
L
4
57
.1
2
2
1p
2
p
2
p
1p
p
−
+
+
+
=
·········································· (JA.1)
軸間距離3)
(
)
4
2
2
1p
2
p
2
d
d
B
B
C
−
−
+
=
······················································ (JA.2)
ここに,
Lp': ベルトの概算長さ(mm)
C: 軸間距離(mm)
dp1: 小プーリのピッチ円直径(mm)
dp2: 大プーリのピッチ円直径(mm)
B: Lp−1.57(dp1+dp2)(mm)
Lp: ベルトの基準長さ(mm)
注3) 式(JA.1)及び式(JA.2)は,近似式である。
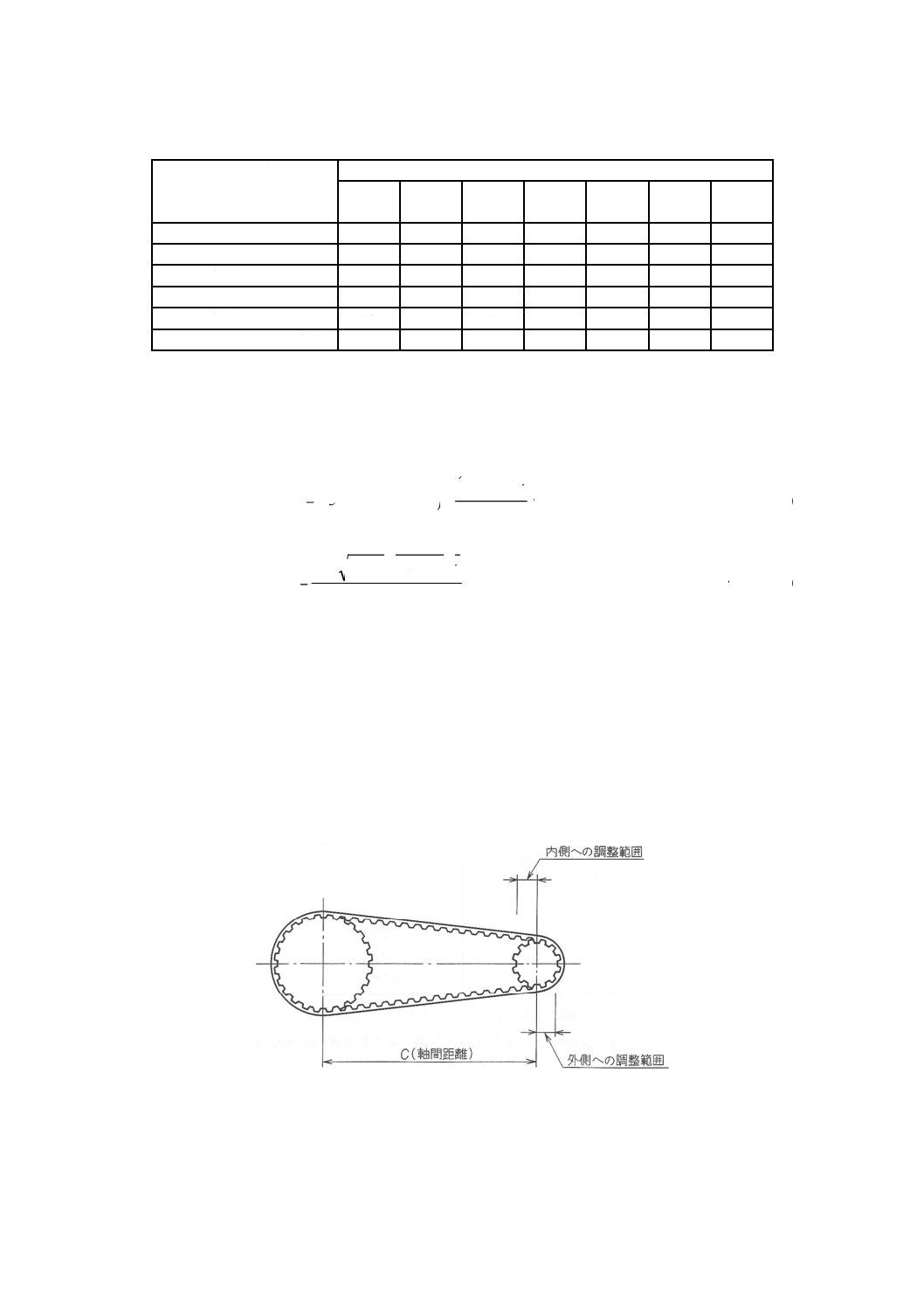
JA.2.3.3 軸間距離の最小調整範囲
ベルトの取付け及び張り代を考慮した軸間距離の調整範囲は,図JA.3による。軸間距離の最小調整範囲
は,表JA.5〜表JA.7から求める。
図JA.3−軸間距離の調整範囲
27
B 1856:2018
表JA.5−軸間距離外側への最小調整範囲(MXL,DMXL,XXL)
単位 mm
種類
呼び長さ
ベルト基準長さ
外側への調整範囲
MXL
DMXL
45を超え
250以下
91.44を超え
508.00以下
3
XXL
40を超え
160以下
127.00を超え
508.00以下
3
161を超え
508.00を超え
5
表JA.6−軸間距離外側への最小調整範囲(XL,DXL,L,DL,H,DH,XH,XXH)
単位 mm
種類
呼び長さ
ベルト基準長さ
外側への調整範囲
XL
DXL
L
DL
H
DH
XH
XXH
60を超え
200以下
152.40を超え
508.00以下
3
200を超え
390以下
508.00を超え
990.60以下
5
390を超え
800以下
990.60を超え 2032.00以下
10
800を超え 1200以下
2032.00を超え 3048.00以下
15
1200を超え 1800以下
3048.00を超え 4572.00以下
25
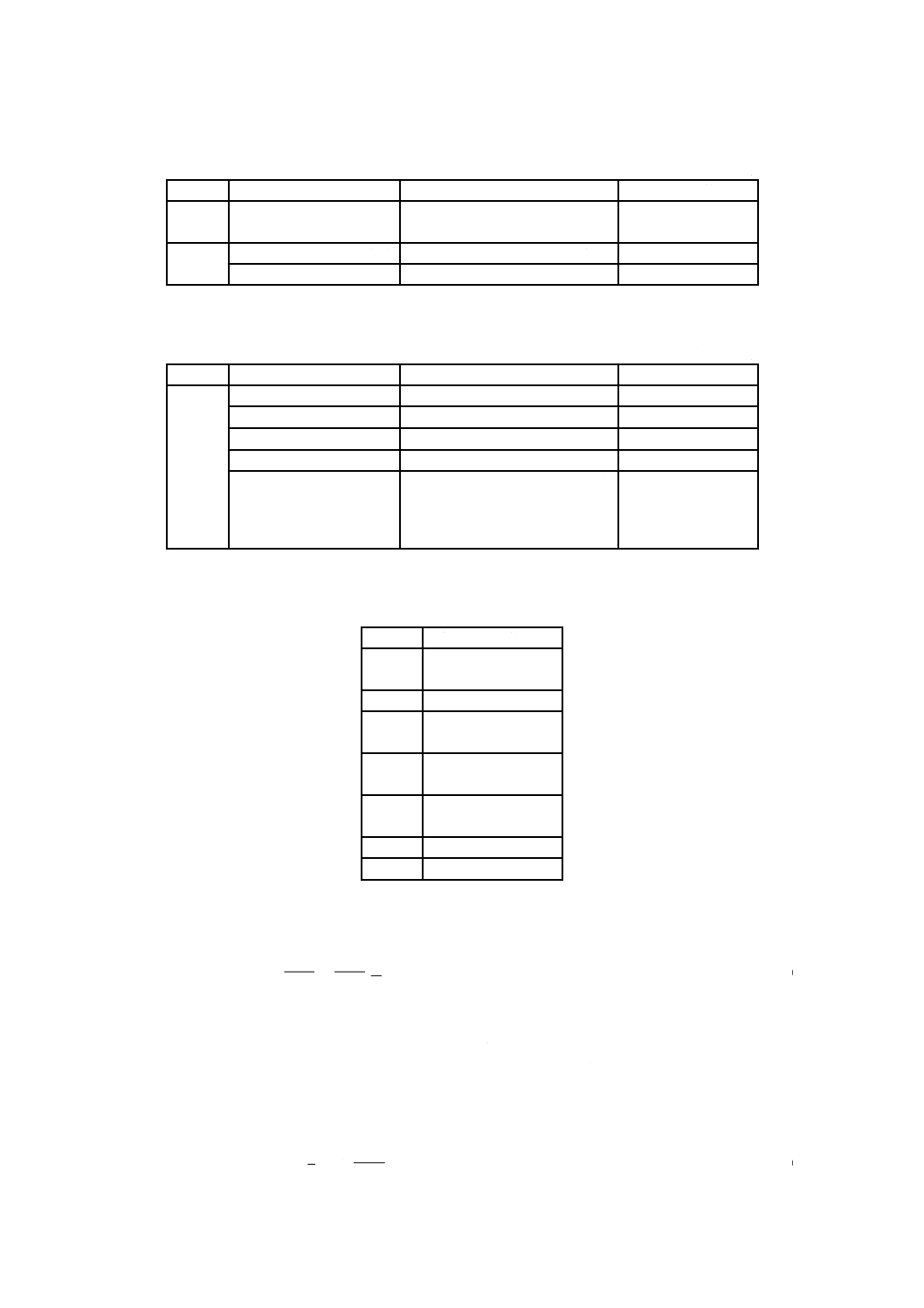
表JA.7−軸間距離内側への最小調整範囲
単位 mm
種類
内側への調整範囲
MXL
DMXL
4
XXL
4
XL
DXL
5
L
DL
10
H
DH
15
XH
40
XXH
50
JA.2.4 ベルト幅の決定
ベルト幅は,次の式(JA.3)を満足するように決定する。
1
m
b
r
d
≦
K
K
P
P
×
×
···································································· (JA.3)
ここに,
Pd: 設計動力(W又はkW)
Pr: ベルト基準伝動容量4)(W又はkW)
Kb: ベルト幅の補正係数(表JA.8又は表JA.9による。)
Km: 式(JA.4)及び式(JA.5)を用い算出された,小プーリにおけるベ
ルトのかみ合い歯数Zmによるかみ合い補正係数(表JA.10に
よる。)
°
×
=
360
1p
m
θ
Z
Z
····································································· (JA.4)
28
B 1856:2018
(
)
C
d
d
θ
1
p
2
p
57
180
−
°
−
°
=
························································ (JA.5) 5)
ここに,
Zm: 小プーリ及びベルトのかみ合い歯数
Zp1: 小プーリの歯数
θ: 小プーリ及びベルトの接触角(゚)(図JA.4参照)
注4) 式(JA.6)から求めた伝動容量をいう。
5) 式(JA.5)は,近似式である。
表JA.8−幅補正係数(Kb)(MXL,DMXL,XXL)
ベルト呼び幅
3.2
4.8
6.4
ベルト基準幅 mm
3.2
4.8
6.4
幅補正係数 Kb
0.45
0.72
1.00
表JA.9−幅補正係数(Kb)(XL,DXL,L,DL,H,DH,XH,XXH)
ベルト呼び幅
025
031
037
050
075
100
150
200
300
400
500
ベルト基準幅 mm
6.4
7.9
9.5
12.7
19.1
25.4
38.1
50.8
76.2
101.6
127.0
幅補正係数 Kb
0.15
0.21
0.28
0.42
0.71
1.00
1.56
2.14
3.36
4.76
6.15
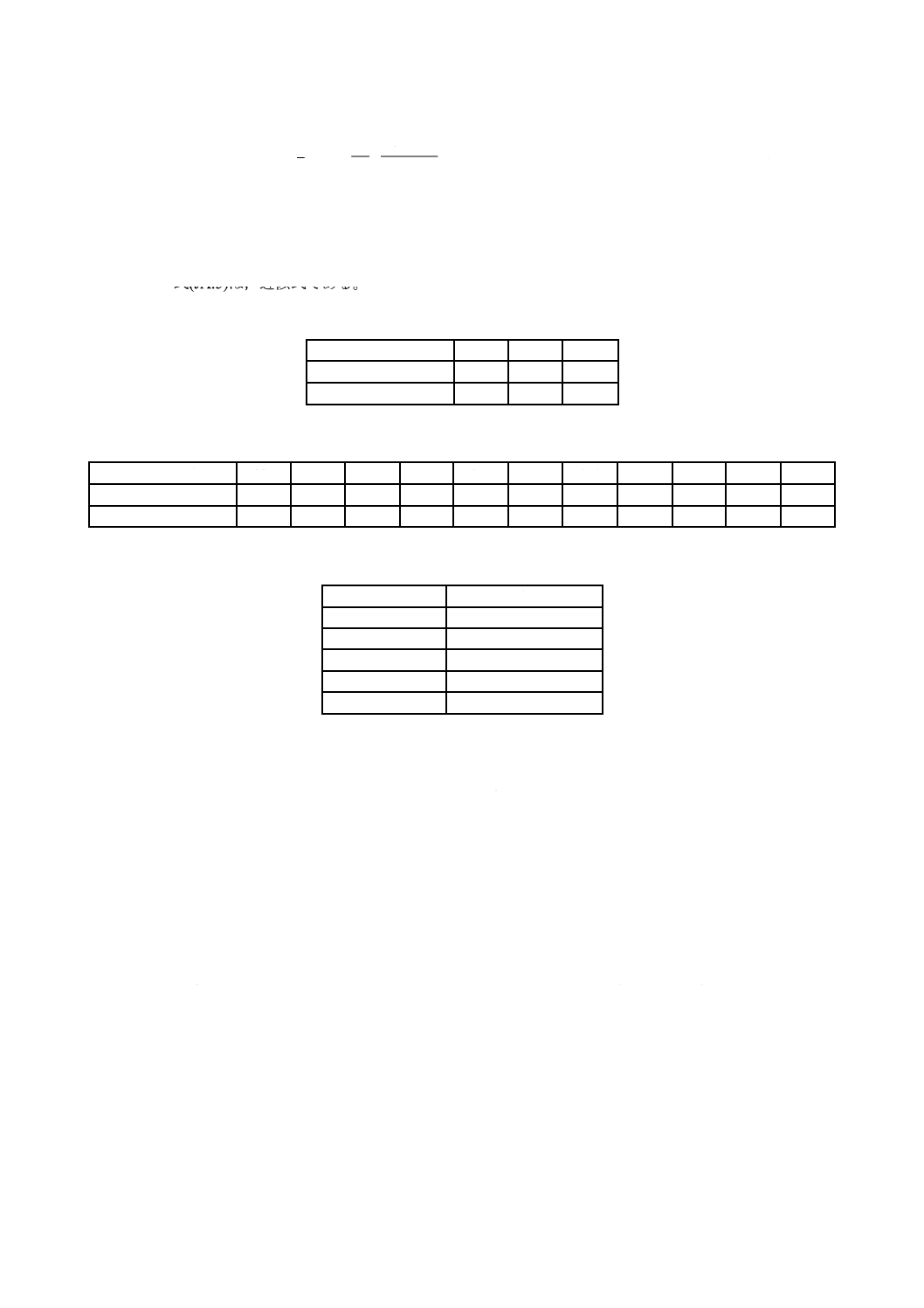
表JA.10−かみ合い補正係数(Km)
かみ合い歯数Zm
かみ合い補正係数Km
6以上
1.00
5
0.80
4
0.60
3
0.40
2
0.20
ベルトの基準伝動容量は,次の式(JA.6)及び式(JA.7)によって算出する。また,主な小プーリ歯数及びそ
の回転数に対するベルトの基準伝動容量を表JA.12〜表JA.18に示す。
Pr=0.523 6dp1・n・(Fa−Fc)×10−4 ············································· (JA.6) 6)
Fc=m・V2 ············································································· (JA.7)
ここに,
Pr: 基準伝動容量(W)
dp1: 小プーリのピッチ円直径(mm)
n: 小プーリの回転数(min−1)
Fa: 規定ベルト幅6)の許容張力(N)(表JA.11による。)
Fc: 規定ベルト幅6)の遠心力(N)
m: 規定ベルト幅6),長さ1 mの質量(kg/m)(表JA.11による。)
V: ベルト速度(m/s)
注6) 規定ベルト幅は,ベルトの種類がMXL,DMXL及びXXLの場合,ベルト基準幅6.4 mmを示
し,これ以外のベルトの種類の場合は,ベルト基準幅25.4 mmを示す。
29
B 1856:2018
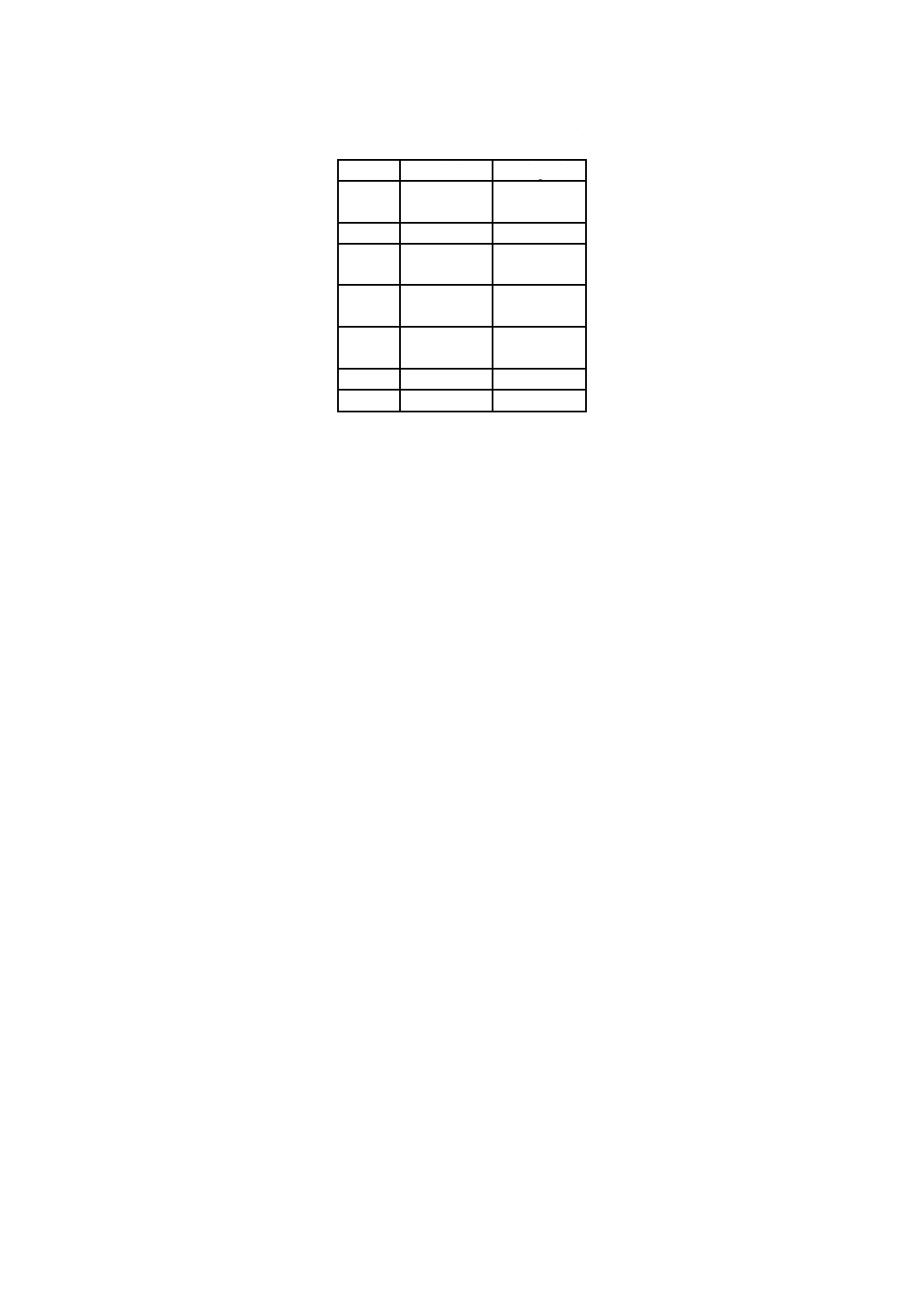
表JA.11−規定ベルト幅の許容張力(Fa)及び質量(m)
種類
Fa(N)
m(kg/m)
MXL
DMXL
23.4
0.008 4
XXL
25.4
0.009 3
XL
DXL
182.0
0.068 0
L
DL
244.0
0.096 0
H
DH
623.0
0.133 0
XH
849.0
0.312 0
XXH
1040.0
0.402 0
30
B 1856:2018
表JA.12−MXL及びDMXLの基準伝動容量(Pr)
単位 W
小プーリ歯数
12
14
15
16
18
20
22
24
25
26
28
30
32
36
40
ピッチ円直径
(mm)
7.76
9.06
9.70 10.35 11.64 12.94 14.23 15.52 16.17 16.82 18.11 19.40 20.70 23.29 25.97
小
プ
ー
リ
回
転
数
(
m
in
−
1
)
950
9.0
10.5
11.3
12.0
13.5
15.0
16.5
18.0
18.8
19.6
21.1
22.6
24.1
27.1
30.1
1160
11.0
12.8
13.8
14.7
16.5
18.4
20.2
22.0
23.0
23.9
25.7
27.6
29.4
33.1
36.7
1425
15.8
16.9
18.0
20.3
22.6
24.8
27.1
28.2
29.3
31.6
33.9
36.1
40.6
45.1
1750
19.4
20.8
22.2
24.9
27.7
30.5
33.3
34.7
36.0
38.8
41.6
44.3
49.9
55.4
2850
33.9
36.1
40.6
45.1
49.6
54.1
56.4
58.6
63.1
67.6
72.1
81.0
90.0
3450
41.0
43.7
49.2
54.6
60.1
65.5
68.2
70.9
76.3
81.7
87.1
97.9 108.6
100
0.9
1.1
1.1
1.2
1.4
1.5
1.7
1.9
1.9
2.0
2.2
2.3
2.5
2.8
3.1
200
1.9
2.2
2.3
2.5
2.8
3.1
3.4
3.8
3.9
4.1
4.4
4.7
5.0
5.7
6.3
300
2.8
3.3
3.5
3.8
4.2
4.7
5.2
5.7
5.9
6.1
6.6
7.1
7.6
8.5
9.5
400
3.8
4.4
4.7
5.0
5.7
6.3
6.9
7.6
7.9
8.2
8.8
9.5
10.1
11.4
12.6
500
4.7
5.5
5.9
6.3
7.1
7.9
8.7
9.5
9.9
10.3
11.1
11.9
12.6
14.2
15.8
600
5.7
6.6
7.1
7.6
8.5
9.5
10.4
11.4
11.9
12.3
13.3
14.2
15.2
17.1
19.0
700
6.6
7.7
8.3
8.8
10.0
11.1
12.2
13.3
13.8
14.4
15.5
16.6
17.7
19.9
22.2
800
7.6
8.8
9.5
10.1
11.4
12.6
13.9
15.2
15.8
16.5
17.7
19.0
20.3
22.8
25.3
900
8.5
10.0
10.7
11.4
12.8
14.2
15.7
17.1
17.8
18.5
19.9
21.4
22.8
25.7
28.5
1000
9.5
11.1
11.9
12.6
14.2
15.8
17.4
19.0
19.8
20.6
22.2
23.8
25.3
28.5
31.7
1100
10.4
12.2
13.0
13.9
15.7
17.4
19.2
20.9
21.8
22.6
24.4
26.1
27.9
31.4
34.8
1200
11.4
13.3
14.2
15.2
17.1
19.0
20.9
22.8
23.8
24.7
26.6
28.5
30.4
34.2
38.0
1300
14.4
15.4
16.5
18.5
20.6
22.6
24.7
25.7
26.8
28.8
30.9
32.9
37.1
41.2
1400
15.5
16.6
17.7
19.9
22.2
24.4
26.6
27.7
28.8
31.0
33.3
35.5
39.9
44.3
1500
16.6
17.8
19.0
21.4
23.8
26.1
28.5
29.7
30.9
33.3
35.6
38.0
42.8
47.5
1600
17.7
19.0
20.3
22.8
25.3
27.9
30.4
31.7
32.9
35.5
38.0
40.5
45.6
50.7
1700
18.8
20.2
21.5
24.2
26.9
29.6
32.3
33.7
35.0
37.7
40.4
43.1
48.5
53.8
1800
19.9
21.4
22.8
25.7
28.5
31.4
34.2
35.6
37.1
39.9
42.8
45.6
51.3
57.0
2000
23.8
25.3
28.5
31.7
34.8
38.0
39.6
41.2
44.3
47.5
50.7
57.0
63.3
2200
26.1
27.9
31.4
34.8
38.3
41.8
43.6
45.3
48.8
52.2
55.7
62.7
69.6
2400
28.5
30.4
34.2
38.0
41.8
45.6
47.5
49.4
53.2
57.0
60.8
68.3
75.9
2600
30.9
32.9
37.1
41.2
45.3
49.4
51.5
53.5
57.6
61.7
65.8
74.0
82.1
2800
35.5
39.9
44.3
48.8
53.2
55.4
57.6
62.0
66.4
70.8
79.6
88.4
3000
38.0
42.8
47.5
52.2
57.0
59.3
61.7
66.4
71.2
75.9
85.3
94.6
3200
40.5
45.6
50.7
55.7
60.8
63.3
65.8
70.8
75.9
80.9
90.9 100.9
3400
43.1
48.5
53.8
59.2
64.5
67.2
69.9
75.2
80.6
85.9
96.5 107.1
3600
45.6
51.3
57.0
62.7
68.3
71.2
74.0
79.6
85.3
90.9 102.1 113.3
3800
54.1
60.1
66.1
72.1
75.1
78.1
84.0
90.0
95.9 107.7 119.5
4000
57.0
63.3
69.6
75.9
79.0
82.1
88.4
94.6 100.9 113.3 125.6
4200
59.8
66.4
73.0
79.6
82.9
86.2
92.8
99.3 105.8 118.8 131.8
4400
62.7
69.6
76.5
83.4
86.8
90.3
97.1 104.0 110.8 124.4 137.9
4600
65.5
72.7
79.9
87.1
90.7
94.3 101.5 108.6 115.8 129.9 144.0
4800
68.3
75.9
83.4
90.9
94.6
98.4 105.8 113.3 120.7 135.4 150.0
注記 小プーリ回転数がこの表で規定する回転数を超えて使用する場合は,ベルト製造業者と相談することが望まし
い。
31
B 1856:2018
表JA.13−XXLの基準伝動容量(Pr)
単位 W
小プーリ歯数
12
14
15
16
18
20
22
24
25
26
28
30
32
36
40
ピッチ円直径
(mm)
12.13 14.15 15.16 16.17 18.19 20.21 22.23 24.26 25.27 26.28 28.30 30.32 32.34 36.38 40.43
小
プ
ー
リ
回
転
数
(
m
in
−
1
)
950
15.3
17.8
19.1
20.4
22.9
25.5
28.0
30.6
31.9
33.1
35.7
38.2
40.8
45.9
51.0
1160
18.7
21.8
23.3
24.9
28.0
31.1
34.2
37.3
38.9
40.5
43.6
46.7
49.8
56.0
62.2
1425
26.8
28.7
30.6
34.4
38.2
42.0
45.9
47.8
49.7
53.5
57.3
61.1
68.7
76.3
1750
32.9
35.2
37.6
42.2
46.9
51.6
56.3
58.6
61.0
65.6
70.3
75.0
84.3
93.6
2850
57.3
61.1
68.7
76.3
83.9
91.4
95.2
99.0 106.5 114.0 121.5 136.4 151.1
3450
69.3
73.9
83.1
92.2 101.4 110.5 115.0 119.5 128.5 137.5 146.5 164.2 181.8
100
1.6
1.8
2.0
2.1
2.4
2.6
2.9
3.2
3.3
3.4
3.7
4.0
4.3
4.8
5.3
200
3.2
3.7
4.0
4.3
4.8
5.3
5.9
6.4
6.7
6.9
7.5
8.0
8.6
9.6
10.7
300
4.8
5.6
6.0
6.4
7.2
8.0
8.8
9.6
10.0
10.4
11.2
12.0
12.9
14.5
16.1
400
6.4
7.5
8.0
8.6
9.6
10.7
11.8
12.9
13.4
13.9
15.0
16.1
17.2
19.3
21.5
500
8.0
9.4
10.0
10.7
12.0
13.4
14.7
16.1
16.7
17.4
18.8
20.1
21.5
24.1
26.8
600
9.6
11.2
12.0
12.9
14.5
16.1
17.7
19.3
20.1
20.9
22.5
24.1
25.7
29.0
32.2
700
11.2
13.1
14.1
15.0
16.9
18.8
20.6
22.5
23.5
24.4
26.3
28.2
30.0
33.8
37.6
800
12.9
15.0
16.1
17.2
19.3
21.5
23.6
25.7
26.8
27.9
30.0
32.2
34.3
38.6
42.9
900
14.5
16.9
18.1
19.3
21.7
24.1
26.6
29.0
30.2
31.4
33.8
36.2
38.6
43.5
48.3
1000
16.1
18.8
20.1
21.5
24.1
26.8
29.5
32.2
33.5
34.9
37.6
40.2
42.9
48.3
53.6
1100
17.7
20.6
22.1
23.6
26.6
29.5
32.5
35.4
36.9
38.4
41.3
44.3
47.2
53.1
59.0
1200
19.3
22.5
24.1
25.7
29.0
32.2
35.4
38.6
40.2
41.8
45.1
48.3
51.5
57.9
64.3
1300
24.4
26.1
27.9
31.4
34.9
38.4
41.8
43.6
45.3
48.8
52.3
55.8
62.7
69.6
1400
26.3
28.2
30.0
33.8
37.6
41.3
45.1
46.9
48.8
52.6
56.3
60.0
67.5
75.0
1500
28.2
30.2
32.2
36.2
40.2
44.3
48.3
50.3
52.3
56.3
60.3
64.3
72.3
80.3
1600
30.0
32.2
34.3
38.6
42.9
47.2
51.5
53.6
55.8
60.0
64.3
68.6
77.1
85.6
1700
31.9
34.2
36.5
41.0
45.6
50.1
54.7
57.0
59.2
63.8
68.3
72.8
81.9
90.9
1800
33.8
36.2
38.6
43.5
48.3
53.1
57.9
60.3
62.7
67.5
72.3
77.1
86.7
96.2
2000
40.2
42.9
48.3
53.6
59.0
64.3
67.0
69.6
75.0
80.3
85.6
96.2 106.8
2200
44.3
47.2
53.1
59.0
64.8
70.7
73.6
76.6
82.4
88.3
94.1 105.7 117.3
2400
48.3
51.5
57.9
64.3
70.7
77.1
80.3
83.5
89.9
96.2 102.6 115.2 127.8
2600
52.3
55.8
62.7
69.6
76.6
83.5
86.9
90.4
97.3 104.1 111.0 124.6 138.2
2800
60.0
67.5
75.0
82.4
89.9
93.6
97.3 104.7 112.0 119.4 134.0 148.6
3000
64.3
72.3
80.3
88.3
96.2 100.2 104.1 112.0 119.9 127.8 143.4 158.9
3200
68.6
77.1
85.6
94.1 102.6 106.8 111.0 119.4 127.8 136.1 152.7 169.1
3400
72.8
81.9
90.9
99.9 108.9 113.4 117.8 126.7 135.6 144.4 161.9 179.3
3600
77.1
86.7
96.2 105.7 115.2 119.9 124.6 134.0 143.4 152.7 171.1 189.4
3800
91.4 101.5 111.5 121.5 126.5 131.4 141.3 151.1 160.9 180.3 199.4
4000
96.2 106.8 117.3 127.8 133.0 138.2 148.6 158.9 169.1 189.4 209.4
4200
101.0 112.0 123.1 134.0 139.5 144.9 155.8 166.5 177.3 198.4 219.2
4400
105.7 117.3 128.8 140.3 146.0 151.7 163.0 174.2 185.4 207.4 229.0
4600
110.5 122.5 134.5 146.5 152.4 158.3 170.1 181.8 193.4 216.3 238.7
4800
115.2 127.8 140.3 152.7 158.9 165.0 177.3 189.4 201.4 225.1 248.3
注記 小プーリ回転数がこの表で規定する回転数を超えて使用する場合は,ベルト製造業者と相談することが望まし
い。
32
B 1856:2018
表JA.14−XL及びDXLの基準伝動容量(Pr)
単位 kW
小プーリ歯数
10
11
12
14
15
16
18
19
20
21
22
24
25
26
28
30
ピッチ円直径(mm) 16.17
17.79
19.40
22.64
24.26
25.87
29.11
30.72
32.34
33.96
35.57
38.81
40.43
42.04
45.28
48.51
小
プ
ー
リ
回
転
数
(
m
in
−
1
)
950
0.14
0.16
0.17
0.20
0.21
0.23
0.26
0.27
0.29
0.30
0.32
0.35
0.36
0.38
0.41
0.43
1160
0.17
0.19
0.21
0.25
0.26
0.28
0.32
0.33
0.35
0.37
0.39
0.42
0.44
0.46
0.50
0.53
1425
0.26
0.30
0.32
0.35
0.39
0.41
0.43
0.46
0.48
0.52
0.54
0.57
0.61
0.65
1750
0.32
0.37
0.40
0.43
0.48
0.51
0.53
0.56
0.59
0.64
0.67
0.69
0.75
0.80
2850
0.52
0.61
0.65
0.70
0.78
0.82
0.87
0.91
0.95
1.04
1.08
1.12
1.21
1.29
3450
0.63
0.74
0.79
0.84
0.94
1.00
1.05
1.10
1.15
1.25
1.30
1.35
1.45
1.55
100
0.01
0.01
0.01
0.02
0.02
0.02
0.02
0.02
0.03
0.03
0.03
0.03
0.03
0.04
0.04
0.04
200
0.03
0.03
0.03
0.04
0.04
0.04
0.05
0.05
0.06
0.06
0.06
0.07
0.07
0.08
0.08
0.09
300
0.04
0.05
0.05
0.06
0.06
0.07
0.08
0.08
0.09
0.09
0.10
0.11
0.11
0.12
0.12
0.13
400
0.06
0.06
0.07
0.08
0.09
0.09
0.11
0.11
0.12
0.12
0.13
0.14
0.15
0.16
0.17
0.18
500
0.07
0.08
0.09
0.10
0.11
0.12
0.13
0.14
0.15
0.16
0.16
0.18
0.19
0.20
0.21
0.23
600
0.09
0.10
0.11
0.12
0.13
0.14
0.16
0.17
0.18
0.19
0.20
0.22
0.23
0.24
0.25
0.27
700
0.10
0.11
0.12
0.15
0.16
0.17
0.19
0.20
0.21
0.22
0.23
0.25
0.27
0.28
0.30
0.32
800
0.12
0.13
0.14
0.17
0.18
0.19
0.22
0.23
0.24
0.25
0.27
0.29
0.30
0.32
0.34
0.37
900
0.13
0.15
0.16
0.19
0.20
0.22
0.25
0.26
0.27
0.29
0.30
0.33
0.34
0.36
0.38
0.41
1000
0.15
0.16
0.18
0.21
0.23
0.24
0.27
0.29
0.30
0.32
0.33
0.37
0.38
0.40
0.43
0.46
1100
0.16
0.18
0.20
0.23
0.25
0.27
0.30
0.32
0.33
0.35
0.37
0.40
0.42
0.44
0.47
0.50
1200
0.18
0.20
0.22
0.25
0.27
0.29
0.33
0.35
0.37
0.38
0.40
0.44
0.46
0.48
0.51
0.55
1300
0.24
0.28
0.30
0.32
0.36
0.38
0.40
0.42
0.44
0.48
0.50
0.52
0.56
0.59
1400
0.25
0.30
0.32
0.34
0.38
0.41
0.43
0.45
0.47
0.51
0.53
0.56
0.60
0.64
1500
0.27
0.32
0.34
0.37
0.41
0.43
0.46
0.48
0.50
0.55
0.57
0.59
0.64
0.69
1600
0.29
0.34
0.37
0.39
0.44
0.46
0.49
0.51
0.54
0.59
0.61
0.63
0.68
0.73
1700
0.31
0.36
0.39
0.41
0.47
0.49
0.52
0.54
0.57
0.62
0.65
0.67
0.73
0.78
1800
0.33
0.38
0.41
0.44
0.49
0.52
0.55
0.58
0.60
0.66
0.69
0.71
0.77
0.82
2000
0.37
0.43
0.46
0.49
0.55
0.58
0.61
0.64
0.67
0.73
0.76
0.79
0.85
0.91
2200
0.40
0.47
0.50
0.54
0.60
0.64
0.67
0.70
0.74
0.80
0.84
0.87
0.94
1.00
2
B
1
8
5
6
:
2
0
1
8
33
B 1856:2018
表JA.14−XL及びDXLの基準伝動容量(Pr)(続き)
単位 kW
小プーリ歯数
10
11
12
14
15
16
18
19
20
21
22
24
25
26
28
30
ピッチ円直径(mm) 16.17
17.79
19.40
22.64
24.26
25.87
29.11
30.72
32.34
33.96
35.57
38.81
40.43
42.04
45.28
48.51
小
プ
ー
リ
回
転
数
(
m
in
−
1
)
2400
0.44
0.51
0.55
0.59
0.66
0.70
0.73
0.77
0.80
0.88
0.91
0.95
1.02
1.09
2600
0.48
0.56
0.59
0.63
0.71
0.75
0.79
0.83
0.87
0.95
0.99
1.03
1.10
1.18
2800
0.51
0.60
0.64
0.68
0.77
0.81
0.85
0.89
0.94
1.02
1.06
1.10
1.19
1.27
3000
0.55
0.64
0.69
0.73
0.82
0.87
0.91
0.96
1.00
1.09
1.14
1.18
1.27
1.35
3200
0.59
0.68
0.73
0.78
0.88
0.92
0.97
1.02
1.07
1.16
1.21
1.26
1.35
1.44
3400
0.62
0.73
0.78
0.83
0.93
0.98
1.03
1.08
1.13
1.23
1.28
1.33
1.43
1.53
3600
0.66
0.77
0.82
0.88
0.98
1.04
1.09
1.14
1.20
1.30
1.35
1.41
1.51
1.61
3800
0.87
0.92
1.04
1.09
1.15
1.21
1.26
1.37
1.43
1.48
1.59
1.69
4000
0.91
0.97
1.09
1.15
1.21
1.27
1.33
1.44
1.50
1.55
1.67
1.78
4200
0.96
1.02
1.14
1.21
1.27
1.33
1.39
1.51
1.57
1.63
1.74
1.86
4400
1.00
1.07
1.20
1.26
1.33
1.39
1.45
1.58
1.64
1.70
1.82
1.94
4600
1.05
1.12
1.25
1.32
1.38
1.45
1.52
1.64
1.71
1.77
1.90
2.02
4800
1.09
1.16
1.30
1.37
1.44
1.51
1.58
1.71
1.78
1.84
1.97
2.10
2
B
1
8
5
6
:
2
0
1
8
34
B 1856:2018
表JA.15−L及びDLの基準伝動容量(Pr)
単位 kW
小プーリ歯数
12
14
15
16
18
19
20
21
22
24
25
26
28
30
32
36
40
48
ピッチ円直径(mm) 36.38
42.45
45.48
48.51
54.57
57.61
60.64
63.67
66.70
72.77
75.80
78.83
84.89
90.96
97.02 109.15 121.28 145.53
小
プ
ー
リ
回
転
数
(
m
in
−
1
)
725
0.33
0.39
0.42
0.44
0.50
0.53
0.56
0.58
0.61
0.67
0.70
0.72
0.78
0.83
0.89
1.00
1.11
1.33
870
0.40
0.47
0.50
0.53
0.60
0.63
0.67
0.70
0.73
0.80
0.83
0.87
0.93
1.00
1.07
1.20
1.33
1.59
950
0.44
0.51
0.55
0.58
0.66
0.69
0.73
0.77
0.80
0.87
0.91
0.95
1.02
1.09
1.16
1.31
1.45
1.73
1160
0.53
0.62
0.67
0.71
0.80
0.85
0.89
0.93
0.98
1.07
1.11
1.15
1.24
1.33
1.41
1.59
1.76
2.09
1425
0.77
0.82
0.87
0.98
1.04
1.09
1.14
1.20
1.31
1.36
1.41
1.52
1.62
1.73
1.93
2.13
2.52
1750
0.94
1.01
1.07
1.20
1.27
1.34
1.40
1.47
1.59
1.66
1.72
1.85
1.97
2.10
2.34
2.58
3.02
2850
1.73
1.93
2.03
2.13
2.23
2.33
2.52
2.62
2.71
2.89
3.07
3.24
3.56
3.84
4.31
3450
2.07
2.31
2.43
2.54
2.66
2.77
2.99
3.09
3.19
3.39
3.58
3.76
4.07
4.33
4.67
100
0.04
0.05
0.05
0.06
0.06
0.07
0.07
0.08
0.08
0.09
0.09
0.10
0.10
0.11
0.12
0.13
0.15
0.18
200
0.09
0.10
0.11
0.12
0.13
0.14
0.15
0.16
0.17
0.18
0.19
0.20
0.21
0.23
0.24
0.27
0.30
0.37
300
0.13
0.16
0.17
0.18
0.20
0.22
0.23
0.24
0.25
0.27
0.29
0.30
0.32
0.34
0.37
0.41
0.46
0.55
400
0.18
0.21
0.23
0.24
0.27
0.29
0.30
0.32
0.34
0.37
0.38
0.40
0.43
0.46
0.49
0.55
0.61
0.74
500
0.23
0.27
0.29
0.30
0.34
0.36
0.38
0.40
0.42
0.46
0.48
0.50
0.54
0.58
0.61
0.69
0.77
0.92
600
0.27
0.32
0.34
0.37
0.41
0.44
0.46
0.48
0.51
0.55
0.58
0.60
0.64
0.69
0.74
0.83
0.92
1.10
700
0.32
0.37
0.40
0.43
0.48
0.51
0.54
0.56
0.59
0.64
0.67
0.70
0.75
0.81
0.86
0.97
1.07
1.28
800
0.37
0.43
0.46
0.49
0.55
0.58
0.61
0.64
0.68
0.74
0.77
0.80
0.86
0.92
0.98
1.10
1.22
1.46
900
0.41
0.48
0.52
0.55
0.62
0.66
0.69
0.73
0.76
0.83
0.86
0.90
0.97
1.03
1.10
1.24
1.37
1.64
1000
0.46
0.54
0.58
0.61
0.69
0.73
0.77
0.81
0.84
0.92
0.96
1.00
1.07
1.15
1.22
1.37
1.52
1.81
1100
0.51
0.59
0.63
0.68
0.76
0.80
0.84
0.89
0.93
1.01
1.05
1.09
1.18
1.26
1.34
1.51
1.67
1.99
1200
0.55
0.64
0.69
0.74
0.83
0.87
0.92
0.97
1.01
1.10
1.15
1.19
1.28
1.37
1.46
1.64
1.81
2.15
1300
0.70
0.75
0.80
0.90
0.95
1.00
1.05
1.09
1.19
1.24
1.29
1.39
1.48
1.58
1.77
1.96
2.32
1400
0.75
0.81
0.86
0.97
1.02
1.07
1.12
1.18
1.28
1.34
1.39
1.49
1.59
1.70
1.90
2.10
2.48
1500
0.81
0.86
0.92
1.03
1.09
1.15
1.20
1.26
1.37
1.43
1.48
1.59
1.70
1.81
2.03
2.24
2.64
1600
0.86
0.92
0.98
1.10
1.16
1.22
1.28
1.34
1.46
1.52
1.58
1.70
1.81
1.93
2.15
2.38
2.80
1700
0.91
0.98
1.04
1.17
1.23
1.30
1.36
1.42
1.55
1.61
1.68
1.80
1.92
2.04
2.28
2.51
2.95
1800
0.97
1.03
1.10
1.24
1.31
1.37
1.44
1.51
1.64
1.70
1.77
1.90
2.03
2.15
2.40
2.64
3.10
1900
1.16
1.31
1.38
1.45
1.52
1.59
1.73
1.80
1.86
2.00
2.13
2.27
2.52
2.77
3.24
2000
1.22
1.37
1.45
1.52
1.59
1.67
1.81
1.89
1.96
2.10
2.24
2.38
2.64
2.90
3.38
2
B
1
8
5
6
:
2
0
1
8
35
B 1856:2018
表JA.15−L及びDLの基準伝動容量(Pr)(続き)
単位 kW
小プーリ歯数
12
14
15
16
18
19
20
21
22
24
25
26
28
30
32
36
40
48
ピッチ円直径(mm) 36.38
42.45
45.48
48.51
54.57
57.61
60.64
63.67
66.70
72.77
75.80
78.83
84.89
90.96
97.02 109.15 121.28 145.53
小
プ
ー
リ
回
転
数
(
m
in
−
1
)
2200
1.34
1.51
1.59
1.67
1.75
1.83
1.99
2.06
2.14
2.29
2.44
2.59
2.87
3.14
3.64
2400
1.46
1.64
1.73
1.81
1.90
1.99
2.15
2.24
2.32
2.48
2.64
2.80
3.10
3.38
3.87
2500
1.52
1.70
1.80
1.89
1.97
2.06
2.24
2.32
2.41
2.58
2.74
2.90
3.20
3.49
3.98
2600
1.58
1.77
1.86
1.96
2.05
2.14
2.32
2.41
2.50
2.67
2.84
3.00
3.31
3.59
4.09
2800
1.70
1.90
2.00
2.10
2.20
2.29
2.48
2.58
2.67
2.85
3.02
3.19
3.51
3.80
4.27
3000
1.81
2.03
2.13
2.24
2.34
2.44
2.64
2.74
2.84
3.02
3.20
3.38
3.70
3.98
4.43
3200
1.93
2.15
2.27
2.38
2.48
2.59
2.80
2.90
3.00
3.19
3.38
3.55
3.87
4.15
4.56
3400
2.04
2.28
2.40
2.51
2.62
2.73
2.95
3.05
3.16
3.35
3.54
3.72
4.04
4.30
4.65
3600
2.15
2.40
2.52
2.64
2.76
2.87
3.10
3.20
3.31
3.51
3.70
3.87
4.18
4.43
4.71
3800
2.52
2.65
2.77
2.89
3.01
3.24
3.35
3.45
3.66
3.84
4.02
4.31
4.54
4.73
4000
2.64
2.77
2.90
3.02
3.14
3.38
3.49
3.59
3.80
3.98
4.15
4.43
4.62
4.72
4200
2.76
2.89
3.02
3.15
3.27
3.51
3.62
3.73
3.93
4.11
4.27
4.53
4.69
4.66
4400
2.87
3.01
3.14
3.27
3.40
3.64
3.75
3.85
4.05
4.23
4.38
4.61
4.72
4.56
4600
2.99
3.13
3.26
3.39
3.52
3.76
3.87
3.97
4.17
4.33
4.48
4.67
4.73
4.42
4800
3.10
3.24
3.38
3.51
3.64
3.87
3.98
4.09
4.27
4.43
4.56
4.71
4.72
4.23
注記 内の範囲は,プーリ外周部速度が33(m/s)になるので,炭素鋼又は鋳鋼でプーリ設計をする。
2
B
1
8
5
6
:
2
0
1
8
36
B 1856:2018
表JA.16−H及びDHの基準伝動容量(Pr)
単位 kW
小プーリ歯数
14
15
16
18
19
20
21
22
24
25
26
28
30
32
36
40
48
ピッチ円直径(mm) 56.60
60.64
64.68
72.77
76.81
80.85
84.89
88.94
97.02
101.06 105.11 113.19 121.28 129.36 145.53 161.70 194.04
小
プ
ー
リ
回
転
数
(
m
in
−
1
)
725
1.33
1.43
1.52
1.71
1.81
1.90
2.00
2.09
2.28
2.38
2.47
2.66
2.85
3.04
3.41
3.79
4.53
870
1.60
1.71
1.83
2.05
2.17
2.28
2.40
2.51
2.74
2.85
2.96
3.19
3.41
3.64
4.08
4.53
5.41
950
1.99
2.24
2.37
2.49
2.61
2.74
2.99
3.11
3.23
3.48
3.72
3.97
4.45
4.93
5.89
1160
2.43
2.74
2.89
3.04
3.19
3.34
3.64
3.79
3.94
4.23
4.53
4.82
5.41
5.99
7.12
1425
3.35
3.54
3.72
3.91
4.09
4.45
4.63
4.81
5.17
5.53
5.89
6.59
7.27
8.61
1750
4.11
4.33
4.55
4.78
5.00
5.44
5.66
5.87
6.31
6.73
7.16
7.98
8.79
10.32
2850
7.27
7.61
7.95
8.61
8.93
9.25
9.87
10.48
11.06
12.16
13.15
14.80
3450
8.68
9.07
9.45
10.19
10.55
10.91
11.59
12.24
12.85
13.95
14.87
16.09
100
0.18
0.19
0.21
0.23
0.25
0.26
0.27
0.28
0.31
0.32
0.34
0.36
0.39
0.42
0.47
0.52
0.63
200
0.36
0.39
0.42
0.47
0.50
0.52
0.55
0.57
0.63
0.65
0.68
0.73
0.79
0.84
0.94
1.05
1.26
300
0.55
0.59
0.63
0.71
0.75
0.79
0.83
0.86
0.94
0.98
1.02
1.10
1.18
1.26
1.42
1.57
1.89
400
0.73
0.79
0.84
0.94
1.00
1.05
1.10
1.15
1.26
1.31
1.36
1.47
1.57
1.68
1.89
2.10
2.52
500
0.92
0.98
1.05
1.18
1.25
1.31
1.38
1.44
1.57
1.64
1.71
1.84
1.97
2.10
2.36
2.62
3.14
600
1.10
1.18
1.26
1.42
1.50
1.57
1.65
1.73
1.89
1.97
2.05
2.20
2.36
2.52
2.83
3.14
3.76
700
1.29
1.38
1.47
1.65
1.75
1.84
1.93
2.02
2.20
2.30
2.39
2.57
2.75
2.93
3.30
3.66
4.38
800
1.47
1.57
1.68
1.89
1.99
2.10
2.20
2.31
2.52
2.62
2.73
2.93
3.14
3.35
3.76
4.17
4.99
900
1.65
1.77
1.89
2.13
2.24
2.36
2.48
2.60
2.83
2.95
3.06
3.30
3.53
3.76
4.22
4.68
5.59
1000
2.10
2.36
2.49
2.62
2.75
2.88
3.14
3.27
3.40
3.66
3.92
4.17
4.68
5.19
6.18
1100
2.31
2.60
2.74
2.88
3.02
3.17
3.45
3.59
3.74
4.02
4.30
4.58
5.14
5.69
6.77
1200
2.52
2.83
2.99
3.14
3.30
3.45
3.76
3.92
4.07
4.38
4.68
4.99
5.59
6.18
7.35
1300
3.06
3.23
3.40
3.57
3.74
4.07
4.24
4.40
4.73
5.06
5.39
6.03
6.67
7.91
1400
3.30
3.48
3.66
3.84
4.02
4.38
4.55
4.73
5.09
5.44
5.79
6.48
7.16
8.47
1500
3.53
3.72
3.92
4.11
4.30
4.68
4.87
5.06
5.44
5.81
6.18
6.91
7.63
9.01
1600
3.76
3.97
4.17
4.38
4.58
4.99
5.19
5.39
5.79
6.18
6.57
7.35
8.10
9.55
1700
3.99
4.21
4.43
4.64
4.86
5.29
5.50
5.71
6.13
6.55
6.96
7.77
8.56
10.07
1800
4.22
4.45
4.68
4.91
5.14
5.59
5.81
6.03
6.48
6.91
7.35
8.19
9.01
10.57
1900
4.93
5.17
5.41
5.89
6.12
6.35
6.82
7.27
7.73
8.61
9.46
11.06
2000
5.19
5.44
5.69
6.18
6.43
6.67
7.16
7.63
8.10
9.01
9.89
11.53
2
B
1
8
5
6
:
2
0
1
8
37
B 1856:2018
表JA.16−H及びDHの基準伝動容量(Pr)(続き)
単位 kW
小プーリ歯数
14
15
16
18
19
20
21
22
24
25
26
28
30
32
36
40
48
ピッチ円直径(mm) 56.60
60.64
64.68
72.77
76.81
80.85
84.89
88.94
97.02
101.06 105.11 113.19 121.28 129.36 145.53 161.70 194.04
小
プ
ー
リ
回
転
数
(
m
in
−
1
)
2100
5.44
5.70
5.96
6.48
6.73
6.99
7.49
7.98
8.47
9.41
10.32
11.99
2200
5.69
5.96
6.23
6.77
7.03
7.30
7.82
8.33
8.83
9.81
10.73
12.43
2300
5.94
6.22
6.50
7.06
7.33
7.61
8.15
8.68
9.19
10.19
11.14
12.85
2400
6.18
6.48
6.77
7.35
7.63
7.91
8.47
9.01
9.55
10.57
11.53
13.25
2500
6.43
6.73
7.03
7.63
7.93
8.22
8.79
9.35
9.89
10.94
11.91
13.63
2600
6.67
6.99
7.30
7.91
8.22
8.52
9.10
9.68
10.24
11.30
12.28
13.99
2800
7.16
7.49
7.82
8.47
8.79
9.10
9.72
10.32
10.90
11.99
12.99
14.65
3000
7.63
7.98
8.33
9.01
9.35
9.68
10.32
10.94
11.53
12.64
13.63
15.21
3200
8.10
8.47
8.83
9.55
9.89
10.24
10.90
11.53
12.14
13.25
14.22
15.67
3400
8.56
8.95
9.33
10.07
10.42
10.78
11.45
12.10
12.71
13.81
14.75
16.02
3600
9.01
9.41
9.81
10.57
10.94
11.30
11.99
12.64
13.25
14.33
15.21
16.26
3800
10.28
11.06
11.44
11.80
12.50
13.15
13.75
14.80
15.60
16.38
4000
10.73
11.53
11.91
12.28
12.99
13.63
14.22
15.21
15.92
16.37
4200
11.18
11.99
12.37
12.75
13.44
14.08
14.65
15.56
16.16
16.23
4400
11.61
12.43
12.81
13.19
13.87
14.49
15.03
15.86
16.31
15.94
4600
12.03
12.85
13.23
13.60
14.28
14.87
15.37
16.09
16.39
15.51
4800
12.43
13.25
13.63
13.99
14.65
15.21
15.67
16.26
16.37
14.93
注記 内の範囲は,プーリ外周部速度が33(m/s)になるので,炭素鋼又は鋳鋼でプーリ設計をする。
2
B
1
8
5
6
:
2
0
1
8
38
B 1856:2018
表JA.17−XHの基準伝動容量(Pr)
単位 kW
小プーリ歯数
22
24
25
26
28
30
32
36
40
ピッチ円直径(mm)
155.64
169.79
176.86
183.94
198.08
212.23
226.38
254.68
282.98
小
プ
ー
リ
回
転
数
(
m
in
−
1
)
575
3.94
4.29
4.47
4.65
4.99
5.34
5.68
6.37
7.04
690
4.72
5.13
5.34
5.55
5.96
6.37
6.77
7.57
8.34
725
4.95
5.39
5.60
5.82
6.25
6.67
7.10
7.92
8.73
870
5.91
6.42
6.67
6.93
7.43
7.92
8.41
9.36
10.27
950
6.98
7.25
7.53
8.06
8.59
9.11
10.12
11.08
1160
8.41
8.73
9.05
9.67
10.27
10.86
11.98
13.01
1425
10.84
11.54
12.20
12.84
13.99
14.99
1750
12.81
13.54
14.21
14.83
15.85
16.57
2850
16.97
16.65
3450
14.96
100
0.69
0.75
0.78
0.81
0.88
0.94
1.00
1.13
1.25
200
1.38
1.50
1.57
1.63
1.75
1.88
2.00
2.25
2.50
300
2.07
2.25
2.35
2.44
2.63
2.81
3.00
3.37
3.74
400
2.75
3.00
3.13
3.25
3.50
3.74
3.99
4.48
4.96
500
3.43
3.74
3.90
4.05
4.36
4.66
4.96
5.57
6.16
600
4.11
4.48
4.66
4.84
5.20
5.57
5.92
6.63
7.33
700
4.78
5.20
5.42
5.62
6.04
6.45
6.86
7.67
8.46
800
5.45
5.92
6.16
6.40
6.86
7.33
7.78
8.68
9.54
900
6.10
6.63
6.89
7.15
7.67
8.18
8.68
9.65
10.58
1000
7.33
7.61
7.90
8.46
9.00
9.54
10.58
11.56
1100
8.01
8.32
8.62
9.22
9.81
10.38
11.47
12.49
1200
8.68
9.00
9.33
9.96
10.58
11.18
12.31
13.34
1300
10.02
10.68
11.32
11.94
13.09
14.12
1400
10.68
11.37
12.03
12.66
13.82
14.83
1500
11.32
12.03
12.71
13.34
14.48
15.44
1600
11.94
12.66
13.34
13.97
15.08
15.97
1700
12.53
13.26
13.93
14.55
15.61
16.40
1800
13.09
13.82
14.48
15.08
16.06
16.72
1900
14.99
15.56
16.44
16.94
2000
15.44
15.97
16.72
17.04
2100
15.85
16.32
16.92
17.02
2200
16.20
16.61
17.03
16.87
2300
16.49
16.82
17.04
16.58
2400
16.72
16.97
16.94
16.16
2500
16.89
17.04
16.74
15.59
2600
17.00
17.03
16.43
14.86
2800
17.02
16.77
3000
16.74
16.16
3200
16.16
15.17
3400
15.24
13.79
3600
13.98
注記 内の範囲は,プーリ外周部速度が33(m/s)以上になるので,炭素鋼又は鋳鋼でプーリ設計をする。
39
B 1856:2018
表JA.18−XXHの基準伝動容量(Pr)
小プーリ歯数
22
24
25
26
28
30
32
36
40
ピッチ円直径(mm)
222.34
242.55
252.66
262.76
282.98
303.19
323.40
363.83
404.25
小
プ
ー
リ
回
転
数
(
m
in
−
1
)
575
6.84
7.44
7.73
8.03
8.61
9.19
9.76
10.86
11.93
690
8.14
8.84
9.19
9.53
10.20
10.86
11.51
12.76
13.94
725
8.54
9.26
9.62
9.97
10.67
11.36
12.02
13.31
14.51
870
10.12
10.95
11.36
11.76
12.55
13.31
14.04
15.41
16.64
950
11.84
12.27
12.70
13.52
14.31
15.06
16.44
17.65
1160
14.04
14.51
14.97
15.84
16.64
17.38
18.65
19.59
1425
17.36
18.18
18.88
19.45
20.19
20.34
1750
19.43
19.96
20.28
20.36
19.78
18.09
100
1.21
1.32
1.37
1.43
1.54
1.65
1.76
1.97
2.19
200
2.41
2.63
2.74
2.85
3.07
3.29
3.50
3.94
4.37
300
3.61
3.94
4.10
4.26
4.58
4.91
5.23
5.87
6.50
400
4.80
5.23
5.44
5.65
6.08
6.50
6.92
7.75
8.56
500
5.97
6.50
6.76
7.02
7.54
8.05
8.56
9.56
10.53
600
7.13
7.75
8.05
8.36
8.96
9.56
10.14
11.29
12.39
700
8.26
8.96
9.31
9.66
10.34
11.01
11.66
12.92
14.10
800
9.36
10.14
10.53
10.91
11.66
12.39
13.09
14.43
15.66
900
10.43
11.29
11.70
12.12
12.92
13.69
14.43
15.81
17.04
1000
12.39
12.83
13.26
14.10
14.90
15.66
17.04
18.20
1100
13.43
13.90
14.35
15.21
16.02
16.78
18.10
19.14
1200
14.43
14.90
15.36
16.23
17.04
17.76
18.98
19.83
1300
16.30
17.16
17.93
18.61
19.65
20.25
1400
17.16
17.99
18.70
19.30
20.11
20.36
1500
17.93
18.70
19.34
19.83
20.34
20.16
1600
18.61
19.30
19.83
20.19
20.32
19.61
1700
19.18
19.78
20.17
20.35
20.03
18.69
1800
19.65
20.11
20.34
20.32
19.46
17.39
注記 内の範囲は,プーリ外周部速度が33(m/s)以上になるので,炭素鋼又は鋳鋼でプーリ設計をする。
JA.3 ベルトの使用方法
JA.3.1 ベルトの張り方
ベルトの張りが過大な場合は寿命を低下させ,過小な場合は起動トルク又は衝撃負荷によって,プーリ
溝から歯飛び(ジャンプ)することがあるので,適正な取付け張力にする必要がある。ベルトの取付け張
力を数値的に管理する場合は,ベルトの種類,幅及びスパン長さに応じて式(JA.8)によって適正なたわみ
力を求めて張りを与える。
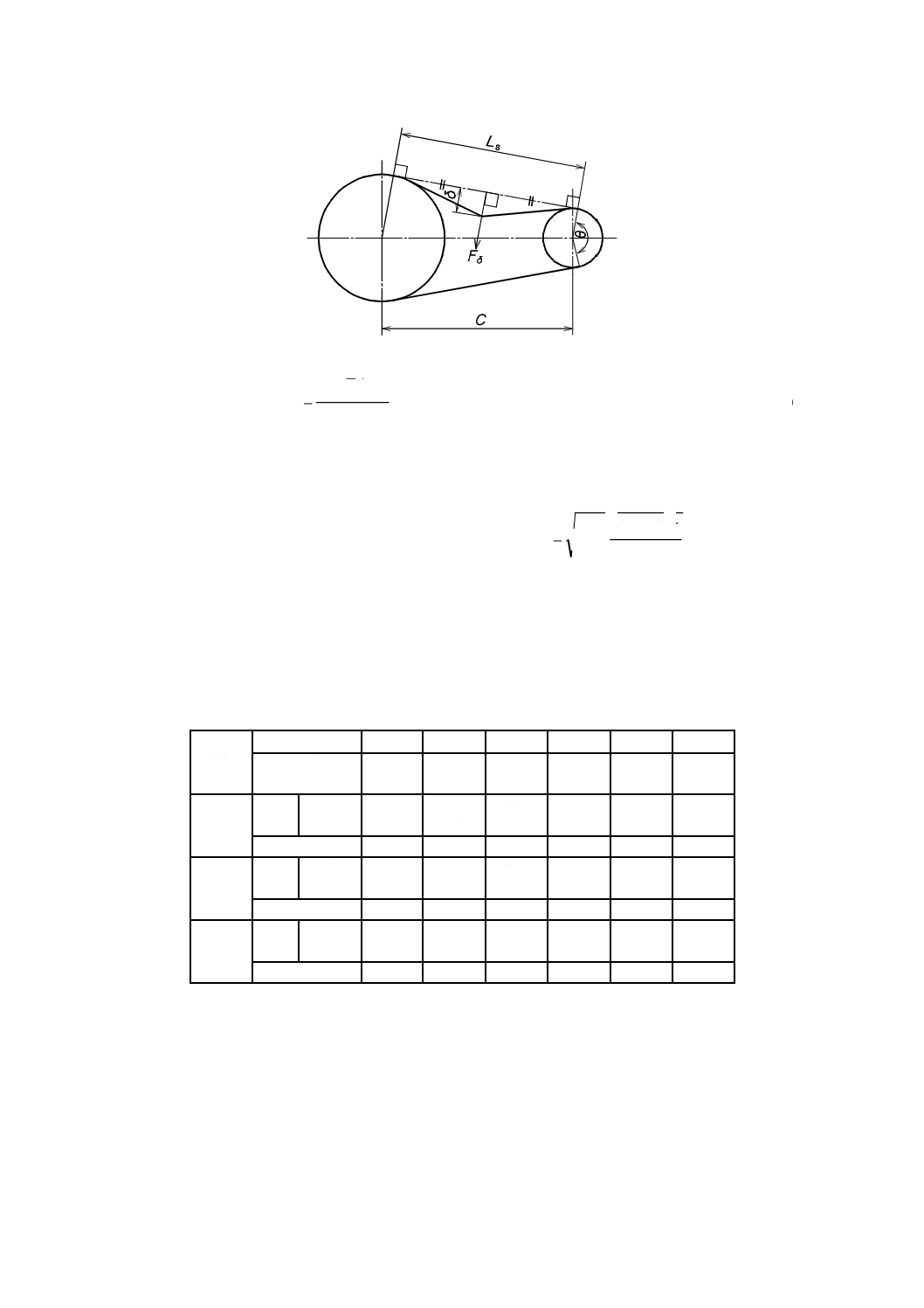
40
B 1856:2018
16
p
s
i
δ
Y
L
L
F
F
×
+
=
···································································· (JA.8)
ここに,
Fδ: たわみ力(N)
Fi: 取付け張力(N)(表JA.19による。)
Y: 係数(N)(表JA.19による。)
δ: たわみ(mm)δ=0.016Ls
Ls: スパン長さ(mm)
(
)
4
2
1p
2
p
2
s
d
d
C
L
−
−
=
C: 軸間距離(mm)
dp1: 小プーリのピッチ円直径(mm)
dp2: 大プーリのピッチ円直径(mm)
Lp: ベルトの長さ(mm)
図JA.4−ベルトの張り方
表JA.19−取付け張力(Fi)及び係数(Y)
ベルト
種類
ベルト呼び幅
3.2
4.8
6.4
025
031
037
ベルト基準幅
mm
3.2
4.8
6.4
6.4
7.9
9.5
MXL
DMXL
Fi
N
最大値
推奨値
6.4
2.9
9.8
5.1
13.7
7.6
−
−
−
Y
0.6
1.0
1.4
−
−
−
XXL
Fi
N
最大値
推奨値
6.9
3.2
10.8
5.6
15.7
8.8
−
−
−
Y
0.7
1.1
1.6
−
−
−
XL
DXL
Fi
N
最大値
推奨値
−
−
−
29
14
37
20
44
25
Y
−
−
−
3.8
5.4
7.6
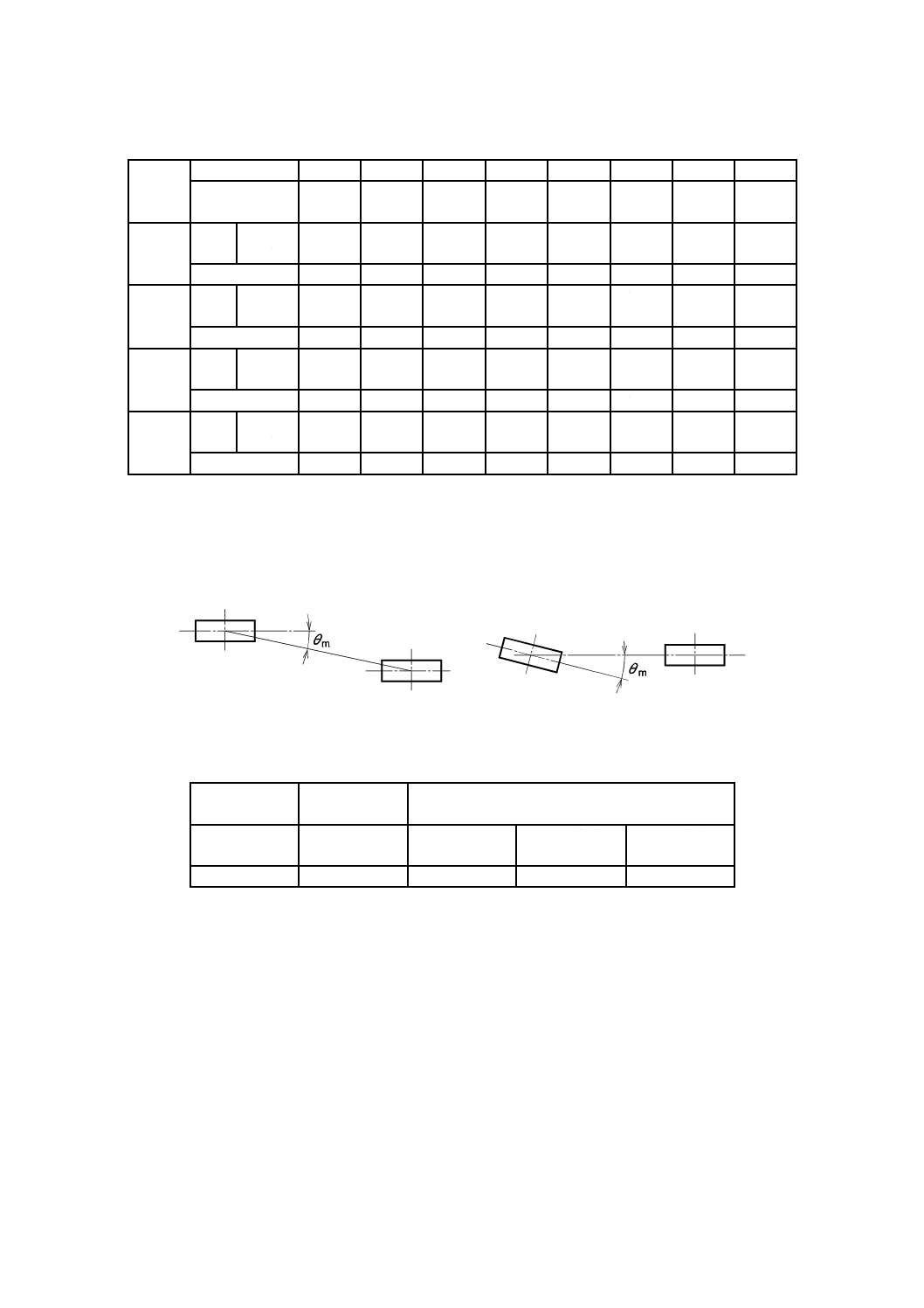
41
B 1856:2018
表JA.19−取付け張力(Fi)及び係数(Y)(続き)
ベルト
種類
ベルト呼び幅
050
075
100
150
200
300
400
500
ベルト基準幅
mm
12.7
19.1
25.4
38.1
50.8
76.2
101.6
127.0
L
DL
Fi
N
最大値
推奨値
76
53
125
87
175
123
−
−
−
−
−
Y
44
76
107
−
−
−
−
−
H
DH
Fi
N
最大値
推奨値
−
295
220
420
310
645
485
890
670
1 390
1 050
−
−
Y
−
140
205
315
425
675
−
−
XH
Fi
N
最大値
推奨値
−
−
−
−
1 010
910
1 580
1 430
2 240
2 020
−
Y
−
−
−
−
850
1 360
1 960
−
XXH
Fi
N
最大値
推奨値
−
−
−
−
2 470
1 110
3 880
1 750
5 510
2 480
7 110
3 200
Y
−
−
−
−
1 380
2 230
3 160
4 100
JA.3.2 プーリアライメント
図JA.5に示すプーリアライメントが不良の場合,運転中にベルトはフランジに強く押し付けられて著し
くベルト側面が摩耗破損するだけでなく,フランジに乗り上がって切断することがあるので,プーリアラ
イメントは,表JA.20の許容差内に調整することが必要である。
図JA.5−プーリアライメント
表JA.20−プーリアライメント許容差
ベルトの種類
MXL,DMXL
XXL
XL,DXL,L,DL,H,DH,XH,XXH
ベルト呼び幅
6.4以下
100以下
100を超え
200以下
200を超え
tanθm
6/1 000以下
6/1 000以下
4.5/1 000以下
3/1 000以下
JA.3.3 アイドラの取付位置
軸間距離が固定の場合,又は小プーリのかみ合い歯数を増す必要がある場合に,アイドラを取り付ける。
a) 外側からの取付け アイドラにはクラウン(中高)のない平プーリを用い,その直径は表JA.4に示す
最小許容歯数のプーリ外径以上とし,緩み側に取り付けることが望ましい。このとき,ベルトに大き
な曲げを生じないように取り付けることが望ましい。
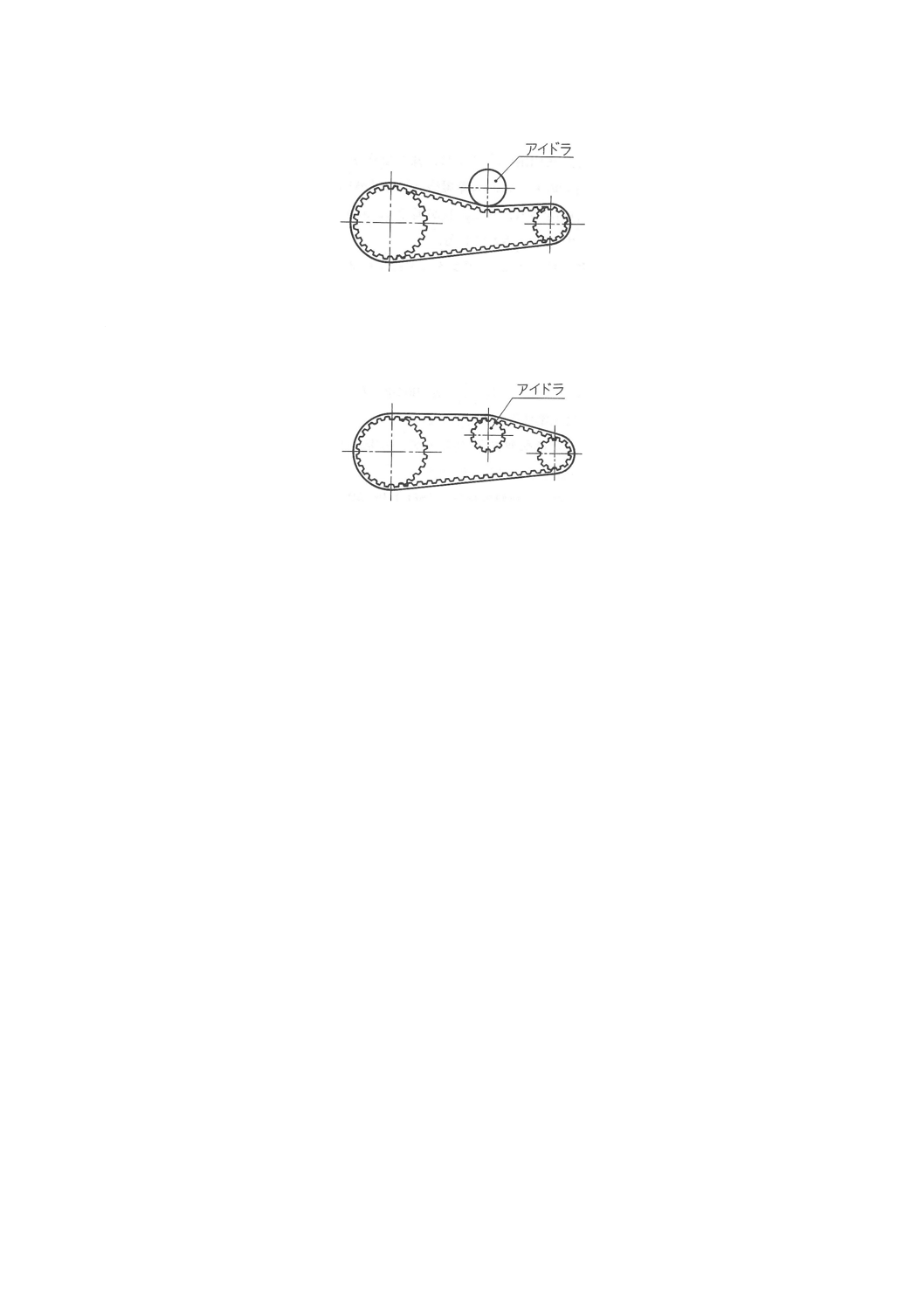
42
B 1856:2018
図JA.6−外側からの取付け例
b) 内側からの取付け かみ合い歯数の減少に注意して,表JA.4に示す最小許容歯数以上のプーリを緩み
側へ取り付けることが望ましい。
図JA.7−内側からの取付け例
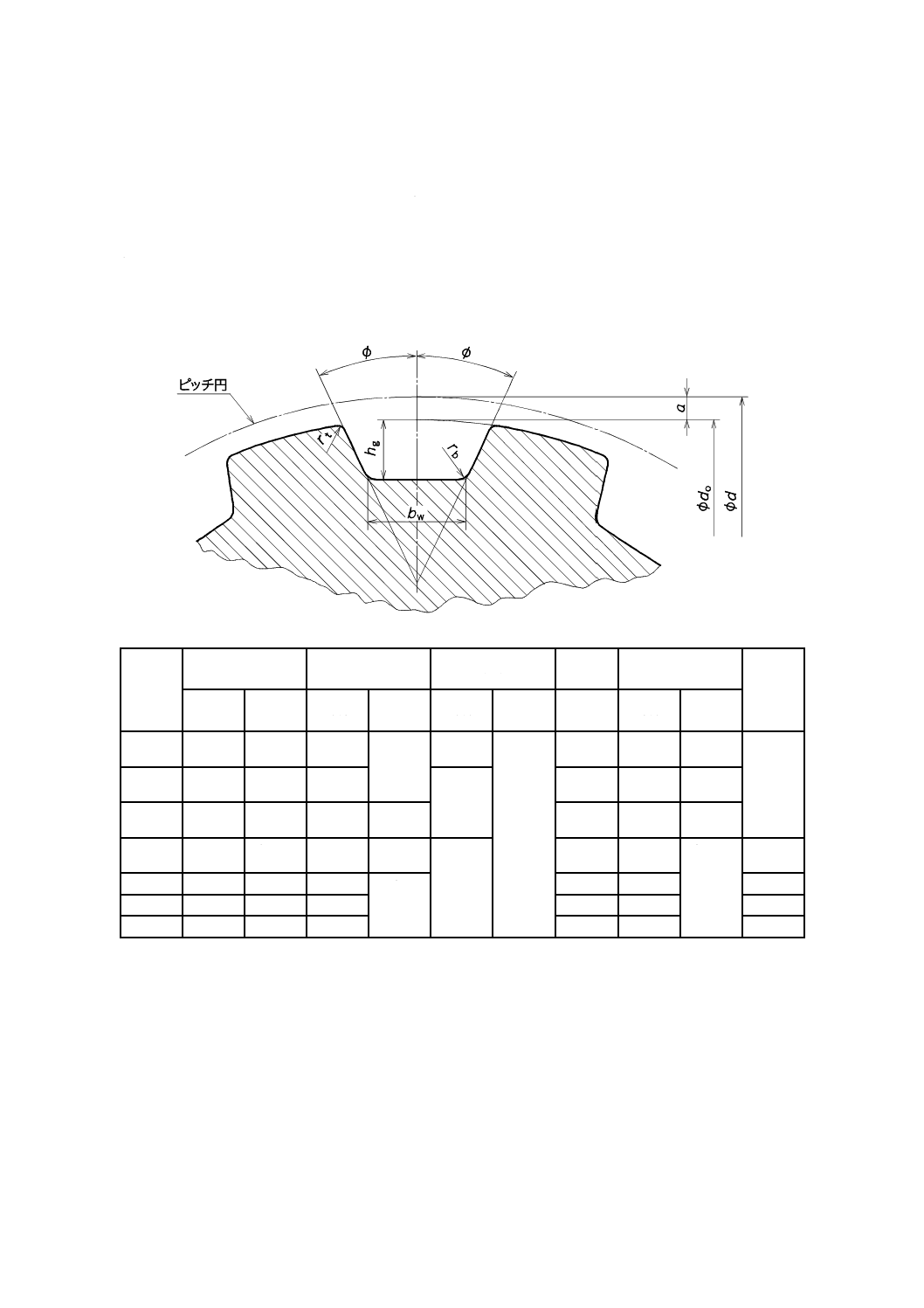
43
B 1856:2018
附属書JB
(規定)
ISO形直線歯形プーリの歯溝寸法及び許容差
JB.1 直線歯形プーリの歯溝寸法及び許容差
直線歯形プーリの歯溝寸法及び許容差は,表JB.1による。
表JB.1−直線歯形プーリの歯溝寸法及び許容差
単位 mm
種類
bw
hg
Φ
(°)
rb
rt
2a
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差 (最大値)基準
寸法
許容差
MXL
0.84
±0.05
0.69
0
−0.05
20
±1.5
0.25
0.13
+0.05
0
0.508
XXL
0.96
+0.05
0
0.84
25
0.35
0.30
±0.05
XL
1.32
±0.05
1.65
0
−0.08
0.41
0.64
+0.05
0
L
3.05
±0.10
2.67
0
−0.10
20
1.19
1.17
+0.13
0
0.762
H
4.19
±0.13
3.05
0
−0.13
1.60
1.60
1.372
XH
7.90
±0.15
7.14
1.98
2.39
2.794
XXH
12.17
±0.18
10.31
3.96
3.18
3.048
44
B 1856:2018
附属書JC
(参考)
JISと対応国際規格との対比表
JIS B 1856:2018 一般用台形歯形歯付ベルト伝動−ベルト及びプーリ
ISO 19347:2015,Synchronous belt drives−Imperial pitch trapezoidal profile system−
Belts and pulleys
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 一般用台形歯形歯付ベル
ト伝動のベルト及びプー
リについて規定
1
JISとほぼ同じ
追加
・プーリの適用範囲を切削加工による
プーリに限定し,自動車用歯付ベルト
及びプーリは除くこととした。
・焼結によって製造されるプーリ及び
テーパーブッシュを用いて軸に固定
する形式のプーリも,この規格を準用
することが望ましいことを記載した。
・ISO規格には規定されていない
が,分かりやすくするために追加
した。ISOへの追加を提案する。
・ISO規格は左記のプーリを包含
した規格となっているが,プーリ
の加工精度上,当規格を満足しな
い場合もあり,推奨とした。
2 引用規格
3 用語,記
号及び定義
−
−
追加
・3.1にベルトに関連する用語を追加
した。3.2にプーリに関連する用語を
追加した。
・用語,記号及び定義を追加した。
・図1及び図2にベルトの構造及び歯
溝に関係する主な部位の名称の例を
追加した。
・ISO規格は関連する用語の説明
がないため,分かりやすくするた
めに追加した。技術的差異はない。
・ISO規格に定義されていないの
で,分かりやすくするために追加
した。技術的差異はない。
4 ベルトの
種類
表1
5
JISとほぼ同じ
変更
DXXL,DXH,DXXHを削除し,両面
歯付ベルトの表示をDMXL,DXL,
DL,DHに変更した。
国内の実態に合わせた。国際規格
の見直しの際,提案などを検討す
る。
2
B
1
8
5
6
:
2
0
1
8
45
B 1856:2018
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 ベルトの
形状及び寸
法
5.1 ベルト基準寸法
表2
4
JISとほぼ同じ
削除
両面歯付ベルトタイプBを削除した。
また,DXXL,DXH,DXXHを削除し
た。
国内の実態に合わせた。国際規格
の見直しの際,提案などを検討す
る。
5.3 ベルト長さの許容差
表6,表7
4.2
JISとほぼ同じ
変更
両面歯付ベルトの長さ許容差を変更
した。
ISO規格に矛盾点があるため変更
した。次回ISO定期見直しの際,
修正を提案する。
5.4 ベルトの基準幅及び
許容差
表8
4.3
Table 5
削除
Table 5のNominal heightを削除した。 歯高さは表2で規定があり,混乱
するため削除した。
6 試験方法 6.1 ベルトの長さの測定
6.1.1 測定装置
表9
6.1.1
Table 7
追加
XL歯形で,ISO規格と歯数が異なる
長さ測定用プーリを追加した。
国内では過去から一般的に使用さ
れているため追加した。
6.1.2 測定用プーリ
表10
6.1.1
Table 7
変更
MXLのCm値0.25を0.30に変更
国内は過去から0.30で運用されて
おり,現在の実情に合わせた。
6.1.4 測定方法
6
JISとほぼ同じ
追加
軸間距離測定結果からベルト長さに
換算する式を追加した。
ISO規格には計算式がなく,分か
りやすくするため追加したが実質
的な技術的差異はない。
6.2 ベルト幅の測定
−
−
追加
ベルト幅の測定方法を追加した。
ISO規格には測定方法が記載され
ておらず,分かりやすくするため
追加した。
7 ベルト試
験報告書
−
−
追加
試験報告書の項目を追加した。
ISO規格には試験報告書の記載項
目が決められていないため,追加
した。
8 ベルト製
品の呼称
5
Belt designation
削除
MXL及びXXLの呼称からインチ表示
を削除した。
インチ表示は,国内のMXL及び
XXL歯形では使用されていない
ため削除した。
10 プーリ
の種類
−
−
追加
プーリの種類一覧表を追加した。
ISO規格には規格番号が記載され
ておらず,分かりやすくするため
追加した。
2
B
1
8
5
6
:
2
0
1
8
46
B 1856:2018
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
11 プーリ
寸法
11.1 プーリ歯溝の形状・寸
法
表13
7.1.2
Table 9
変更
XXL,XL,H,XHのpbの許容差を変
更した。また,JISでは直線歯形プー
リは,附属書JBに規定した。
ISO規格に矛盾点があるため変更
した。次回ISO定期見直し時に修
正を提案する。
11.2 歯数,ピッチ円直径及
び歯先円直径
表14
8.2
Table 13,14,15
変更
ピッチ円直径を求める式を追加した。
また,次の歯数のピッチ円直径及び歯
先円直径を削除した。
・L形の歯数10,11,96,120
・H形の歯数120,156
・XH形の歯数18,19,20,21
・XXH形の歯数18,19,20,21,120
国内では流通していないため削除
した。
表15
8.2.2
Table 16
追加
最小径及び最大径を追加した。
国内で流通している最小径及び最
大径に合わせて追加した。
11.3 歯幅
表16
8.1
Table 12
追加
片フランジプーリの最小歯幅を追加
した。
ISO規格は片フランジプーリの歯
幅を規定していないため,追加し
た。
12 プーリ
の性能
12.2 隣接ピッチ誤差及び
累積ピッチ誤差
表17
7.3
Table 11
変更
隣接ピッチ誤差及び累積ピッチ誤差
をプーリ径に合わせて変更した。
ISO規格に矛盾点があるため変更
した。次回ISO定期見直し時に修
正を提案する。
12.4 側面の振れ
表19
8.3.1
Table 17
追加
最小径及び最大径を追加した。
国内で流通している最大径に合わ
せて追加した。
12.5 歯先円周の円周振れ
表20
8.3.2
Table 18
追加
最小径及び最大径を追加した。
国内で流通している最大径に合わ
せて追加した。
12.6 歯幅方向の外径差
8.3.4
Tolerances on pulley
cylinder
変更
名称を歯幅方向の外径差に変更した。 国内での現状に合わせて変更し
た。
12.8 釣合い良さ
9
Pulley
quality
specifications
追加
MXL及びXXLの釣合い良さに関し
て,受渡当事者間の協定によることと
した。
国内での現状に合わせて追加し
た。
13 フラン
ジの寸法
表22
Annex
A
Figure A1
変更
フランジ厚さtを追加
S寸法を変更
国内での現状に合わせて追加及び
変更した。
2
B
1
8
5
6
:
2
0
1
8
47
B 1856:2018
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
14 プーリ
試験方法
−
−
追加
プーリの試験方法を追加した。
ISO規格には記載されておらず,
分かりやすくするために追加し
た。
16 プーリ表
示
−
−
追加
包装への表示内容を追加した。
ISO規格にはないため,利便性を
考えて追加した。
附属書JA
(参考)
附属書JB
(規定)
ISO形直線歯形プーリの
歯溝寸法及び許容差
−
−
追加
JISでは直線歯形プーリを規定した。 ISO規格に矛盾点があるため変更
した。次回ISO定期見直し時に修
正を提案する。
全般
削除
寸法のインチ表記を削除した。
国内でインチ表記を必要としない
ため削除した。
JISと国際規格との対応の程度の全体評価:ISO 19347:2015,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
B
1
8
5
6
:
2
0
1
8