B 1582:2017
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 量記号及び単位 ················································································································ 2
5 種類及び記号 ··················································································································· 2
6 構造······························································································································· 2
7 形状・寸法及びその許容差 ································································································· 3
7.1 内径,外径及び肉厚 ······································································································· 3
7.2 幅 ······························································································································· 3
7.3 油穴,油溝及び油だまり ································································································· 3
8 粗さパラメータ ················································································································ 3
9 測定方法························································································································· 3
9.1 内径及び外径の測定 ······································································································· 3
9.2 肉厚の測定 ··················································································································· 3
9.3 粗さパラメータの測定 ···································································································· 3
10 表示 ····························································································································· 4
附属書A(規定)つば付きブシュ ···························································································· 6
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 8
B 1582:2017
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
機械学会(JSME)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS B 1582:1996は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 1582:2017
滑り軸受−ブシュ
Plain Bearings-Bushes for journal bearings
序文
この規格は,1993年に第2版として発行されたISO 4379を基とし,我が国の使用実態に合わせ,かつ,
関連するJISとの整合を図るために技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,一般の機械に滑り軸受として用いるブシュ(以下,ブシュという。)について規定する。
つば付きブシュに関しては,ISO 4379の翻訳版を附属書Aに示す。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 4379:1993,Plain bearings−Copper alloy bushes(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0162-1 滑り軸受−用語,定義及び分類−第1部:設計,軸受材料及びその特性
JIS B 0163-2 滑り軸受−記号−第2部:応用記号
JIS B 0651 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
JIS B 1584-1 滑り軸受−巻きブシュ−第1部:寸法
JIS B 1584-2 滑り軸受−巻きブシュ−第2部:外径・内径寸法の算出に必要なデータ及び図示方法
JIS B 1584-3 滑り軸受−巻きブシュ−第3部:油穴,油溝及び油だまり
JIS B 1584-5 滑り軸受−巻きブシュ−第5部:外径寸法の測定方法
JIS B 1584-6 滑り軸受−巻きブシュ−第6部:内径寸法の測定方法
JIS B 1584-7 滑り軸受−巻きブシュ−第7部:薄肉ブシュの肉厚の測定方法
ISO 19259,Plain bearings−Bearings with embedded solid lubricants
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0162-1及びJIS B 0163-2による。
2
B 1582:2017
4
量記号及び単位
この規格で用いる量記号及び単位は,表1による。
表1−量記号及び単位
量記号
定義
単位
B
ブシュ幅
mm
Ci
内径面取り幅
mm
Co
外径面取り幅
mm
Df
ブシュつば外径
mm
Di
ブシュ内径
mm
Do
ブシュ外径
mm
Ra
粗さパラメータ
μm
s3
肉厚
mm
sf
つば厚
mm
5
種類及び記号
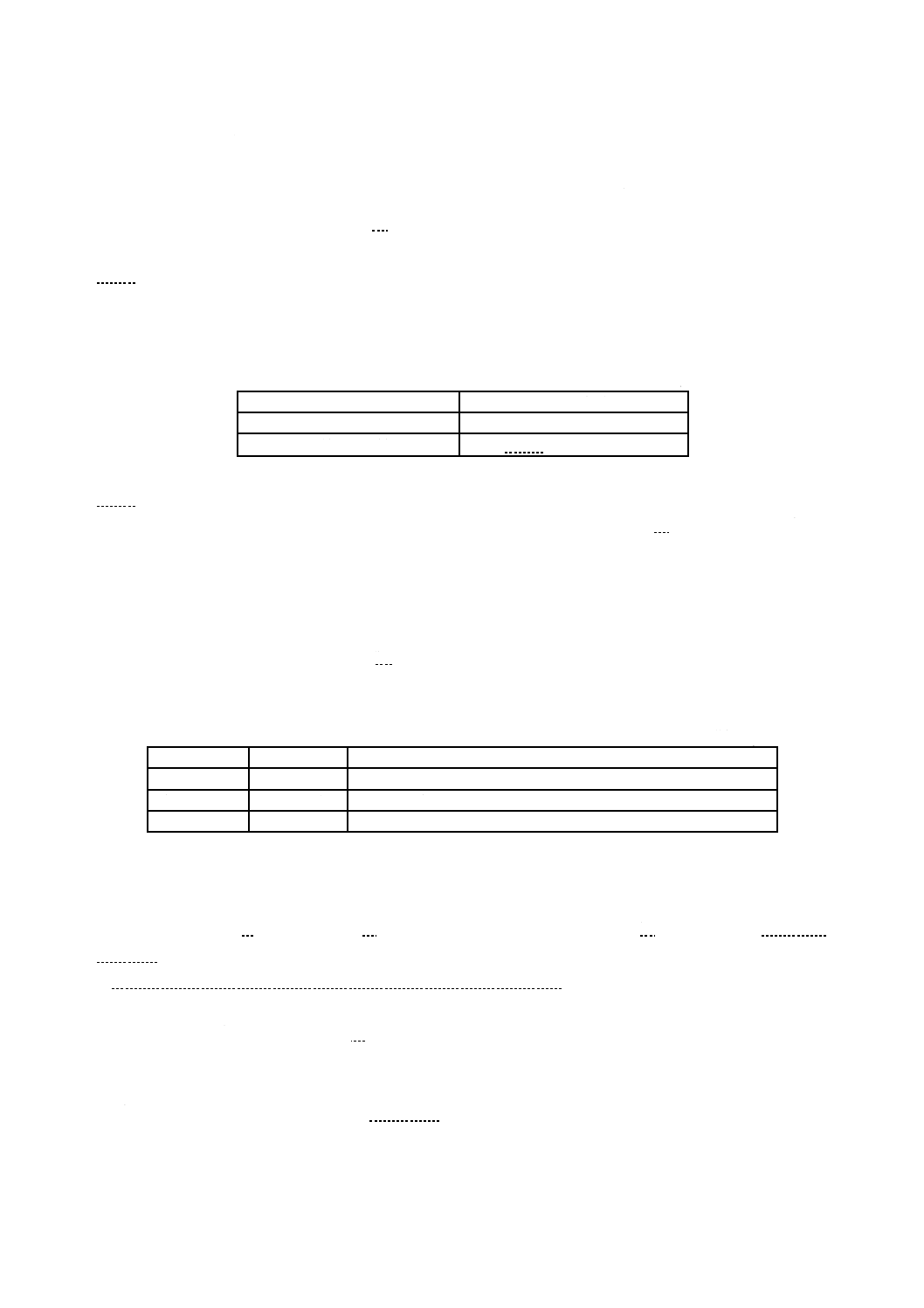
ブシュの種類及び記号は,構造によって区分し,表2による。
表2−種類及び記号
種類
構造
記号
1種
軸受合金鋳物によって作ったもの
1A
2種
鋼管を裏金として軸受合金を付けたもの
2B
3種
軸受合金板を巻いたもの
3A
4種
鋼板を裏金として軸受合金を付けて巻いたもの
4B
注記 内径仕上げ済みのものを記号F,及び内径仕上げ代付きのものを記号Sで表す。
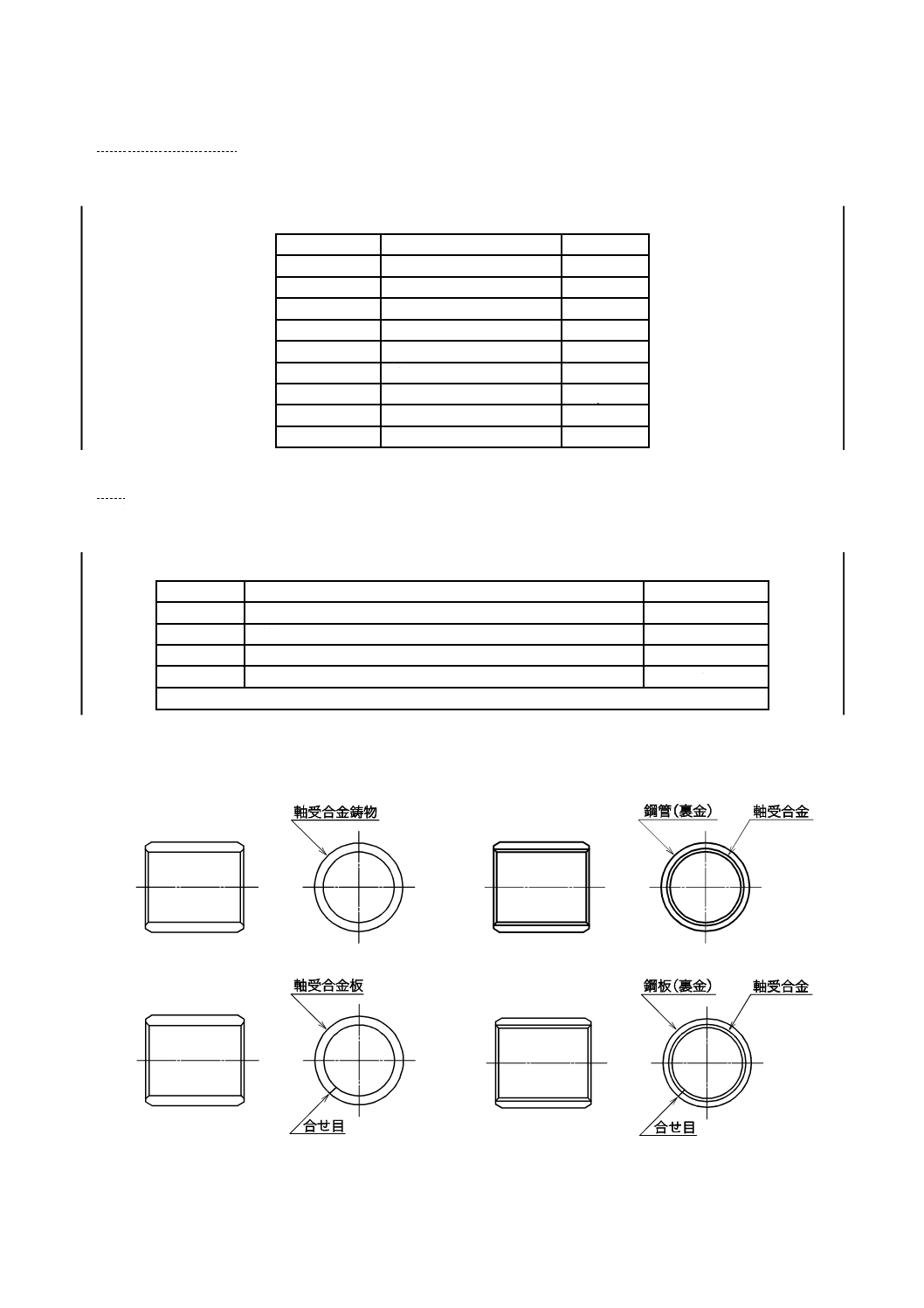
6
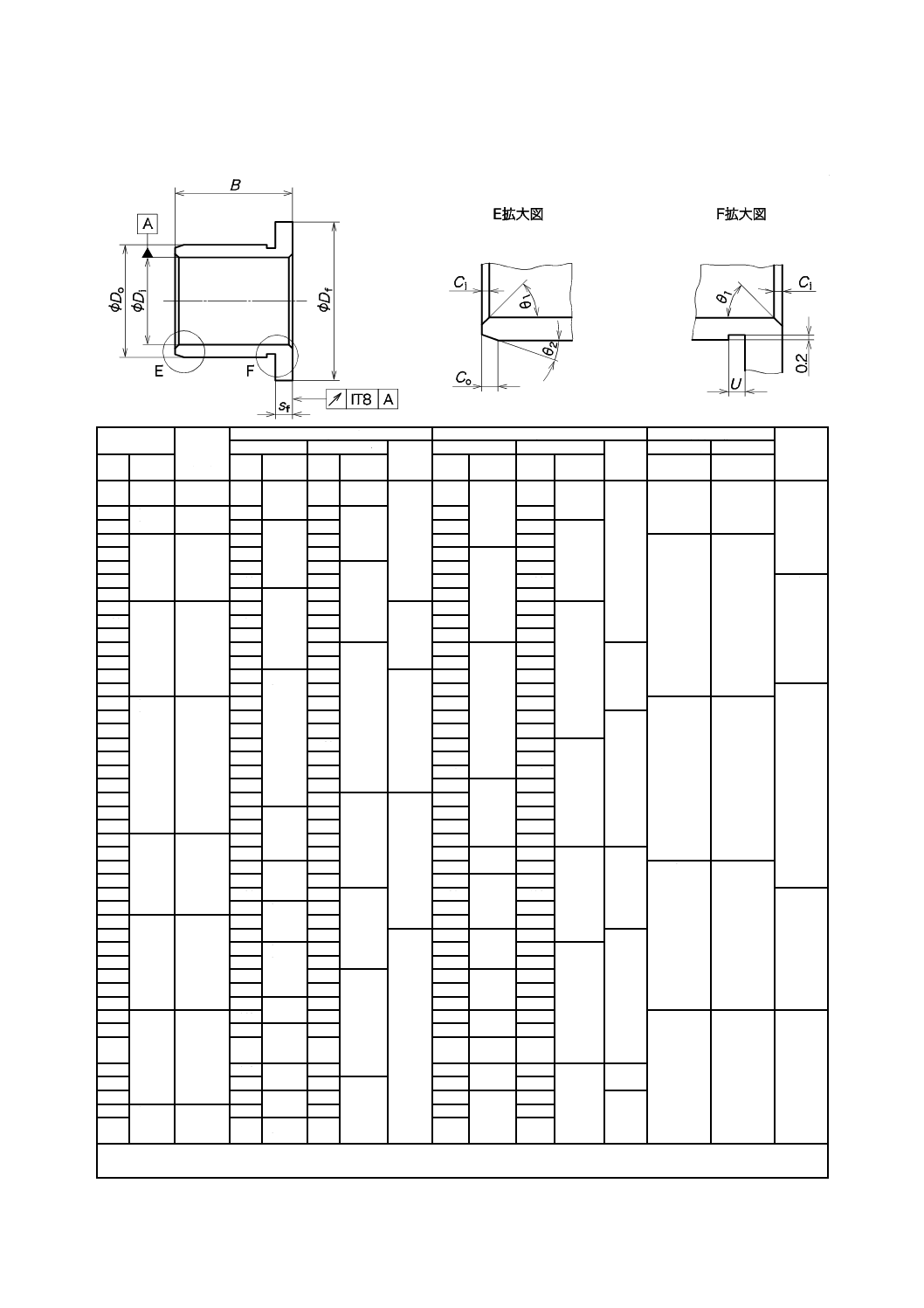
構造
ブシュの構造は,図1による。
a) 1種
b) 2種
c) 3種
d) 4種
図1−構造
3
B 1582:2017
7
形状・寸法及びその許容差
7.1
内径,外径及び肉厚
1種及び2種の形状・寸法及びその許容差は,表5又は受渡当事者間の協定による。また,3種及び4
種の形状・寸法及びその許容差は,JIS B 1584-1による。
なお,固体潤滑剤埋め込み型ブシュの形状・寸法及びその許容差は,ISO 19259による。
7.2
幅
ブシュの幅は受渡当事者間の協定による。ただし,幅の許容差は,表3による。
表3−幅の許容差
単位 mm
種類
幅の許容差
1種及び2種
0.5
3種及び4種
JIS B 1584-1による。
7.3
油穴,油溝及び油だまり
油溝の形状,寸法及び許容差,並びに油穴及び油だまりの形状・寸法は,JIS B 1584-3による。ただし,
1種及び2種にあっては,受渡当事者間の協定によってもよい。
8
粗さパラメータ
1種及び2種の粗さパラメータは,9.3によって測定を行ったとき,表4による。
3種及び4種の粗さパラメータは,JIS B 1584-1による。
表4−1種及び2種の粗さパラメータ
単位 μm
表示位置
Ra
加工・仕上げなど
ブシュ内径面
1.6以下
内径仕上げ代付きのブシュの場合は,受渡当事者間の協定による。
ブシュ外径面
1.6以下
研削仕上げをしない場合は3.2以下とする。
端面
6.3以下
端面加工をしない場合は受渡当事者間の協定による。
9
測定方法
9.1
内径及び外径の測定
内径の測定は,JIS B 1584-2及びJIS B 1584-6による。また,外径の測定は,JIS B 1584-2及びJIS B 1584-5
による。
なお,第1種及び第2種の場合は,受渡当事者間の協定による。
9.2
肉厚の測定
3種及び4種の肉厚の測定は,JIS B 1584-7による。
なお,第1種及び第2種にあっては,受渡当事者間の協定による。
9.3
粗さパラメータの測定
ブシュの粗さパラメータの測定は,JIS B 0651の測定器又はこれと同等以上の性能をもつ測定器を用い
て行う。
4
B 1582:2017
10
表示
ブシュの包装には,次の事項を表示する。
a) 規格の名称
b) 種類又はその記号及び内径加工有無の記号
c) 外径,内径及び幅
d) 製造業者名又はその略号
5
B 1582:2017
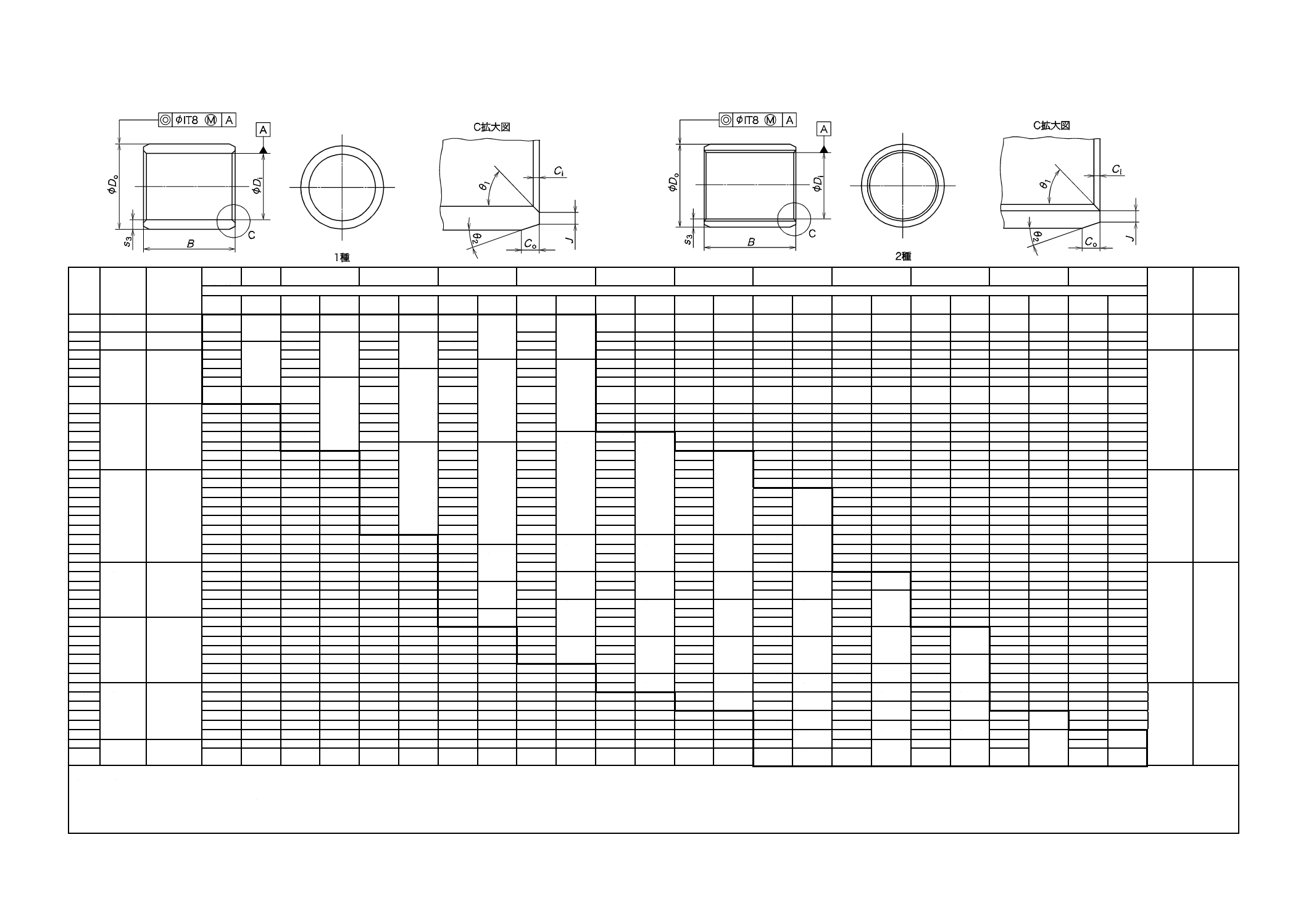
表5−1種及び2種の形状・寸法及びその許容差
単位 mm
内径の
呼び寸
法
内径仕上げ
済み品(ブ
シュF)の
内径の許容
差(E6)
内径仕上げ済
み品(ブシュ
F)の内径に対
する外径の同
軸度(IT8)
肉厚s3
(参考)
1.0
1.5
2.0
2.5
3.0
3.5
4.0
5.0
7.5
10.0
12.5
15.0
内径面取り
幅
Ci(最大)
θ1=45±5°
外径面取り
幅
Co(最大)
θ2=15±5°
各厚さに対する外径の基準寸法及び許容差
Di
外径寸法
Do
許容差
外径寸法
Do
許容差
外径寸法
Do
許容差
外径寸法
Do
許容差
外径寸法
Do
許容差
外径寸法
Do
許容差
外径寸法
Do
許容差
外径寸法
Do
許容差
外径寸法
Do
許容差
外径寸法
Do
許容差
外径寸法
Do
許容差
外径寸法
Do
許容差
6
+0.028
+0.020
0.018
8*
+0.032
+0.023
9
+0.032
+0.023
10*
+0.032
+0.023
11
+0.039
+0.028
12*
+0.039
+0.028
0.3
1
8
+0.034
+0.025
0.022
10*
11
+0.039
+0.028
12*
+0.039
+0.028
13
14*
10
12*
+0.039
+0.028
13
14*
15
16*
12
+0.043
+0.032
0.027
14*
15
16*
17
18*
0.5
2
14
16*
17
18*
19
+0.048
+0.035
20*
+0.048
+0.035
15
17*
18
19*
+0.048
+0.035
20
21*
16
18*
19
+0.048
+0.035
20*
21
22*
18
20*
+0.048
+0.035
21
22*
23
24*
20
+0.053
+0.040
0.033
23*
24*
25
26*
22
25*
26*
27
28*
24
27*
28*
29
30*
25
28*
29
30*
31
+0.059
+0.043
32*
+0.059
+0.043
27
30*
31
+0.059
+0.043
32*
+0.059
+0.043
33
34*
28
32*
33
34*
35
36*
+0.059
+0.043
30
34*
35
36*
37
38*
32
+0.066
+0.050
0.039
36*
37
38*
39
40*
0.8
3
33
37*
38
39
40*
41
35
39*
40
41*
42
43
45*
+0.059
+0.043
36
40*
41
42*
43
44
46*
38
42*
43
44
45*
46
48*
40
44*
45
46
47
48
50*
42
46*
47
49
49
50
52*
+0.072
+0.053
45
50*
51
+0.072
+0.053
52
+0.072
+0.053
53*
+0.072
+0.053
55*
48
53*
+0.072
+0.053
54
55
56*
58*
50
55*
56
57
58*
60*
55
+0.079
+0.060
0.046
60*
61
62
63*
65*
1
4
60
65*
66
+0.078
+0.059
67
+0.078
+0.059
68
+0.078
+0.059
70*
+0.078
+0.059
75*
+0.078
+0.059
65
70*
+0.078
+0.059
71
72
73
75*
80*
70
75*
76
77
78
80*
85*
+0.093
+0.071
75
80*
81
+0.093
+0.071
82
+0.093
+0.071
83
+0.093
+0.071
85*
+0.093
+0.071
90*
80
85*
+0.093
+0.071
86
87
88
90*
95*
85
+0.094
+0.072
0.054
90*
91
92
93
95*
100*
90
96
97
98
100*
105*
+0.101
+0.079
110*
+0.101
+0.079
95
101
+0.101
+0.079
102
+0.101
+0.079
103
+0.101
+0.079
105*
+0.101
+0.079
110*
115*
100
106
107
108
110*
115*
120*
105
111
112
113
115*
120*
125*
+0.088
+0.063
110
117
118
120*
125*
+0.088
+0.063
130*
120
127
+0.088
+0.063
128
+0.088
+0.063
130*
+0.088
+0.063
135*
140*
130
+0.110
+0.085
0.063
137
138
140*
145*
+0.090
+0.065
150*
+0.090
+0.065
2
5
140
148
+0.090
+0.065
150*
+0.090
+0.065
155*
160*
150
158
160*
165*
+0.093
+0.068
170*
+0.093
+0.068
160
170*
+0.093
+0.068
175
180*
185*
+0.106
+0.077
170
180*
185
+0.106
+0.077
190*
+0.106
+0.077
195*
180
190*
+0.106
+0.077
195
200*
205
+0.109
+0.080
210*
+0.109
+0.080
190
+0.129
+0.100
0.072
200*
205
+0.109
+0.080
210*
+0.109
+0.080
215
220*
200
210*
+0.109
+0.080
215
220*
225
230*
+0.113
+0.084
注記1
* 印のついた外径の基準寸法は,ISO 4379と一致している。
注記2
内径の基準寸法18 mm以下の寸法は,ブシュ2種には適用しない。
注記3
J寸法は,0.3 mm以上又は肉厚s3の41以上とする。
注記4
外径面取りは受渡当事者間の協定によって,θ2を45±5°として内径面取りと同じ寸法とすることができる。
注記5
内径仕上げ代付きのブシュ(ブシュS)の内径許容差及び同軸度は,受渡当事者間の協定による。
注記6
内径仕上げ済み品(ブシュF)の内径に対する外径の同軸度は,内径の呼び寸法を基準寸法としたときの公差等級IT8を適用する。
6
B 1582:2017
附属書A
(規定)
つば付きブシュ
A.1 一般
この附属書は,一般の機械に滑り軸受として用いるつば付き銅合金鋳物ブシュについて記載する。
注記 この附属書は,対応国際規格であるISO 4379:1993のうち,つば付きブシュについて技術的内
容を変更せずに様式を変更して記載している。
A.2 形状・寸法及びその許容差
つば付き銅合金鋳物ブシュの形状・寸法及びその許容差は,表A.2による。
A.3 粗さパラメータ
つば付き銅合金鋳物ブシュの粗さパラメータは,9.3の測定を行ったとき,表A.1による。
表A.1−粗さパラメータ
単位 μm
表示位置
Ra
仕上げ・加工等
ブシュ内径面
1.6以下
内径仕上げ代付きのブシュは受渡当事者間の協定による。
ブシュ外径面
1.6以下
研削仕上げをしない場合は3.2以下とする。
端面
6.3以下
端面加工をしない場合は受渡当事者間の協定による。
つば表面
3.2以下
つば裏面
25以下
7
B 1582:2017
表A.2−つば付き銅合金鋳物ブシュの形状・寸法及びその許容差
単位 mm
内径 Di
内径に対
するつば
面の振れ
(IT8)
つば系列 1
つば系列 2
面取り幅
つば裏の
にがし
U
外径 Do
つば径Df
つば厚
sf
外径 Do
つば径 Df
つば厚
sf
内径 Ci
外径 Co
基準
寸法
許容差
(E6)
基準
寸法
許容差 基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
θ1=45±5°
最大
θ2=15±5°
最大
6 +0.028
+0.020
0.018
8 +0.032
+0.023
10
−0.040
−0.130
1
12
+0.039
+0.028
14
−0.050
−0.160
3
0.3
1
1
8 +0.034
+0.025
0.022
10
12
−0.050
−0.160
14
18
10
12 +0.039
+0.028
14
16
20
−0.065
−0.195
12 +0.043
+0.032
0.027
14
16
18
22
0.5
2
14
16
18
20
+0.048
+0.035
25
15
17
19
−0.065
−0.195
21
27
16
18
20
22
28
1.5
18
20 +0.048
+0.035
22
24
30
20 +0.053
+0.040
0.033
23
26
1.5
26
32
−0.080
−0.240
22
25
28
28
34
24
27
30
30
36
25
28
31
−0.080
−0.240
32
+0.059
+0.043
38
4
27
30
33
34
40
28
32 +0.059
+0.043
36
2
36
42
30
34
38
38
44
2
32 +0.066
+0.050
0.039
36
40
40
46
0.8
3
33
37
41
42
48
5
35
39
43
45
50
36
40
44
46
52
−0.100
−0.290
38
42
46
48
54
40
44
48
50
58
42
46
50
52
+0.072
+0.053
60
45
50
55
−0.100
−0.290
2.5
55
63
48
53 +0.072
+0.053
58
58
66
50
55
60
60
68
55 +0.079
+0.060
0.046
60
65
65
73
60
65
70
75
+0.078
+0.059
83
−0.120
−0.340
7.5
65
70 +0.078
+0.059
75
80
88
1
4
70
75
80
85
+0.093
+0.071
95
75
80
85
−0.120
−0.340
90
100
3
80
85 +0.093
+0.071
90
95
105
85 +0.094
+0.072
0.054
90
95
100
110
90
100
110
5
110
+0.101
+0.079
120
10
95
105 +0.101
+0.079
115
115
125
−0.145
−0.395
100
110
120
120
130
105
115
125
−0.145
−0.395
125
+0.088
+0.063
135
110
120
130
130
140
120
130 +0.088
+0.063
140
140
150
130 +0.110
+0.085
0.063
140
150
150
+0.090
+0.065
160
2
5
4
140
150 +0.090
+0.065
160
160
170
150
160
170
170
+0.093
+0.068
180
160
170 +0.093
+0.068
180
185
+0.106
+0.077
200
−0.170
−0.460
12.5
170
180
190
−0.170
−0.460
195
210
180
190 +0.106
+0.077
200
210
+0.109
+0.080
220
15
190 +0.129
+0.100
0.072
200
210
220
230
200
210 +0.109
+0.080
220
230
240
注記1 外径面取り(Co)は,角度(θ2)を45±5°として内径面取り(Ci)の寸法を用いることができる。
注記2 内径に対するつば面の振れは,内径の呼び寸法を基準寸法としたときの公差等級IT8を適用する。
8
B 1582:2017
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 1582:2017 滑り軸受−ブシュ
ISO 4379:1993,Plain bearings−Copper alloy bushes
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
−
−
追加
JISでは,用語及び定義での引用規
格としてJIS B 0162-1及びJIS B
0163-2を追加した。
規格使用者の理解を助けるために
定義を設けた。
4 量記号及
び単位
−
−
追加
JISでは,JIS B 1584-1,JIS B
1584-2,JIS B 1584-3,JIS B 1584-5,
JIS B 1584-6及びJIS B1584-7との
整合を図って量記号を規定した。
規格使用者の利便性を考慮して追
加した。
5 種類及び
記号
−
ISO規格は1種に相当す
るブシュを規定
追加
JISでは,2種を追加。3種及び4
種は,ISO 3547-1と整合したJIS B
1584-1を参照。さらに固体潤滑剤埋
め込み型ブシュは,ISO 19259を参
照とした。
規格使用者の利便性を考慮して追
加した。
6 構造
3
ISO規格は1種に相当す
るブシュを規定
追加
JISでは,2種,3種及び4種を追
加。
規格使用者の利便性を考慮して追
加した。
7 形状・寸
法及びその
許容差
7.1 内径,外径及び
肉厚
3
ISO規格では,内径寸法
に対して3種類の外径
寸法を規定
追加
JISでは,4〜6種類の外径寸法を規
定した。
使用条件によって最適の外径寸法
が選択できるよう追加した。
追加
JISでは,固体潤滑剤埋め込み型ブ
シュを引用規格としてISO 19259
で追加した。
規格使用者の利便性を考慮して追
加した。
7.2 幅
3
ISO規格では1〜3種類
のブシュ幅を規定
変更
JISでは,ブシュ幅を規定せず,表
3に許容差だけを規定した。
使用条件の多様化に合わせて受渡
当事者間の協定によることができ
るよう変更した。
2
B
1
5
8
2
:
2
0
1
7
9
B 1582:2017
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 形状・寸
法及びその
許容差
(続き)
7.3 油穴,油溝及び
油だまり
−
−
追加
ISO規格では詳細は適切に選定す
るとあり,JIS B 1584-3で規定した。
規格使用者の利便性を考慮して追
加した。
−
−
4
材料について規定
削除
JISでは,技術の進歩を阻害するお
それがあることを考慮し,材料につ
いては規定しないこととした。
技術の進歩の阻害を避けるために
変更した。
8 粗さパラ
メータ
5
JISとほぼ同じ
変更
3種及び4種に対しJIS B 1584-1で
規定した。
フランジ背面の規定を削除した。
規格使用者の利便性を考慮して追
加した。
9 測定方法
7
JISとほぼ同じ
追加
JISでは,3種及び4種に対する引
用規格として,JIS B 1584-2,JIS B
1584-5,JIS B 1584-6及びJIS B
1584-7で規定した。
規格使用者の利便性を考慮して追
加した。
10 表示
8
JISとほぼ同じ
変更
包装に対する表示であることを明
記し,項目を規定した。
規格使用者の利便性を考慮して追
加した。
附属書A
(規定)
つば付きブシュに
ついて規定
3
ISO規格はつば付きブ
シュも規定
変更
JISでは,つば付きブシュを附属書
に規定した。
使用数が少ないこと,生産及び使
用上の混乱を避けるため附属書と
した。
JISと国際規格との対応の程度の全体評価:ISO 4379:1993,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
B
1
5
8
2
:
2
0
1
7