B 1506:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人 日本ベア
リング工業会(JBIA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標
準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1506:1991は改正され,この規格に置き換えられる。
JIS B 1506は,規格の名称を従来の名称から“転がり軸受−ころ”に変更した。
JIS B 1506には,次に示す附属書がある。
附属書1(参考)円すいころ及び球面ころ
附属書2(参考)Vブロックによる真円度の測定
附属書3(参考)JISと対応する国際規格との対比表
B 1506:2005
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 用語の定義及び量記号 ······································································································ 2
4. 種類と区分 ····················································································································· 3
5 等級 ····························································································································· 3
6 端面形状 ······················································································································· 3
7 呼び及び寸法 ················································································································· 3
8 許容差及び許容値 ··········································································································· 3
9 硬さ ····························································································································· 4
10 表面粗さ ······················································································································ 4
11 材料 ···························································································································· 4
12 測定方法及び試験方法 ···································································································· 4
13 検査···························································································································· 5
14 製品の呼び番号 ············································································································· 5
15 包装及び表示 ················································································································ 5
附属書1(参考)円すいころ及び球面ころ ················································································ 14
附属書2(参考)Vブロックによる真円度の測定 ······································································· 16
附属書3(参考)JISと対応する国際規格との対比表 ·································································· 17
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1506:2005
転がり軸受−ころ
Rolling bearings−Rollers
序文 この規格は,1996年に第2版として発行されたISO 3096,Rolling bearings − Needle rollers −
Dimensions and tolerancesを元に,対応する部分(針状ころに関する項目)については対応国際規格を翻訳
し,技術的内容を変更することなく作成した日本工業規格であるが,対応国際規格には規定されていない
規定項目(棒状ころ及び円筒ころに関する項目)を日本工業規格として追加している。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,転がり軸受の転動体として用いる精密に仕上げされた鋼製の針状ころ,棒状
ころ及び円筒ころ(以下,ころという。)について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 3096:1996,Rolling bearings−Needle rollers - Dimensions and tolerances (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年(又は発行年)を付記してあるものは,記載の年の版だけがこの
規格の規定を構成するものであって,その後の改正版・追補には適用しない。発効年(又は発行年)を付
記していない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0104 転がり軸受用語
JIS B 0124 転がり軸受用量記号
JIS B 0401-2 寸法公差及びはめあいの方式―第2部:穴及び軸の公差等級並びに寸法許容差の表
備考 ISO 286-2:1988 ISO system of limits and fits - Part 2: Tables of standard tolerance grades and limit
deviations for holes and shaftsが,この規格と一致している。
JIS B 0601 製品の幾何特性仕様(GPS)―表面性状:輪郭曲線方式―用語,定義及び表面性状パラメ
ータ
JIS B 0651 製品の幾何特性仕様(GPS)―表面性状:輪郭曲線方式―触針式表面粗さ測定機の特性
JIS B 1515 転がり軸受の測定方法
JIS B 7451 真円度測定機
備考 ISO 4291:1985 Methods for the assessment of departure from roundness - Measurement of
variations in radiusからの引用事項は,この規格の該当事項と同等である。
JIS G 4805 高炭素クロム軸受鋼鋼材
JIS Z 2244 ビッカース硬さ試験―試験方法
2
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 2245 ロックウェル硬さ試験―試験方法
3. 用語の定義及び量記号 この規格で用いる主な用語の定義はJIS B 0104に,また,量記号はJIS B 0124
によるほか,次による(付表1〜8参照)。
a) 呼び ころの寸法が,一般的に同一であることを示すのに用いる呼称。呼びは,呼び直径×呼び長さ
で表す。
b) 呼び直径(Dw) ころの直径が一般的に同一であることを示すのに用いる直径の値。
c) 実測直径(Dws) ころの中心軸に垂直なラジアル平面内での,ころの実際の表面に接する互いに平行な
2直線間の距離。
d) 平面内平均直径(Dwmp) 一つのラジアル平面での,ころの実測直径の最大値と最小値との算術平均値。
e) 平面内直径不同(VDwp 一つのラジアル平面での,ころの実測直径の最大値と最小値との差。
f)
平面内平均直径の不同(VDwmp) 一個のころの平面内平均直径の最大値と最小値との差。
g) 呼び長さ(Lw) ころの長さが一般的に同一であることを示すのに用いる長さの値。
h) 実長さ(Lws) ころの実際の先端を含む二つのラジアル平面間の距離。
i)
長さの寸法差(ΔLws) ころの実長さと呼び長さとの差。
j)
呼び面取り寸法(r) ころの面取りが,一般的に同一であることを示すのに用いる面取寸法の値。
k) 実測面取寸法(rs) 端面形状が平面形のころの仮想のかどから,ころの面取りと,端面又は転動面との
交点までの,一つのアキシアル平面での実際のラジアル距離又はアキシアル距離。
l)
最小許容実測面取寸法(rs min) 端面形状が平面形のころの許容される最小のラジアル実測面取寸法及
びアキシアル実測面取寸法。
m) 最大許容実測面取寸法(rs max) 端面形状が平面形のころの許容される最大のラジアル実測面取寸法及
びアキシアル実測面取寸法。
n) 端面振れ(SDw) ころのラジアル平面に対する端面の狂いの大きさ(12.8参照)。
o) 端面形状が丸面形ころの端面の丸みの半径寸法(R) 必ずしも正確な円弧形状を必要としないが,その
半径は最小寸法Dw/2,最大寸法Lw/2(付表1参照)。
p) 真円度(ΔRw) 一つのラジアル平面ところの転動面との交線である測定輪郭の最大半径と最小半径と
の差。その半径は最小二乗平均円LSC(JIS B 7451参照)の中心から求める。
q) ゲージ(S) ころの長さの中央を通るラジアル平面における平面内平均直径(Dwmp)の呼び直径(Dw)から
の上下の寸法許容差によって定められる,直径の寸法差の範囲。
備考 ゲージは,例えば −2/−4 のように,μm単位で表した上下の寸法差によって示す。
r) ゲージロット 等級と呼び寸法が同じであって,すべてが同じゲージ内にある平面内平均直径(Dwmp)
をもっている,ころの一群。
備考 等級や呼び寸法に関わりなく,ころはゲージロットで供給する。受渡し当事者間の協定がない
限り,ゲージロットは付表4〜6に示すゲージを一つ又は複数用いてもよい。
s)
ゲージロットの直径の相互差(VDwL) あるゲージロット内で,平面内平均直径(Dwmp)が最大のころと最
小のころとの平面内平均直径の差。
t)
ゲージロットの長さの相互差(VLwL) あるゲージロット内で,実長さが最大のころと最小のころとの
実長さの差。
u) 等級 ころの直径や形状の公差の特定の組合せで,精密レベルの特性。
3
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 種類及び区分 ころの種類は,針状ころ,棒状ころ及び円筒ころとし,区分は表1による。
表 1 種類と区分
種 類
区 分
Dw
Lw / Dw
針状ころ
6 mm以下
3 以上 10 以下
棒状ころ
6 mmを超えるもの
3 以上 10 以下
円筒ころ
−
3 未満
5. 等級 ころの等級は,表2による。
表 2 等級
種 類
等 級
針状ころ
2, 3, 5
棒状ころ
3, 5
円筒ころ
1, 1A, 2, 2A, 3, 5
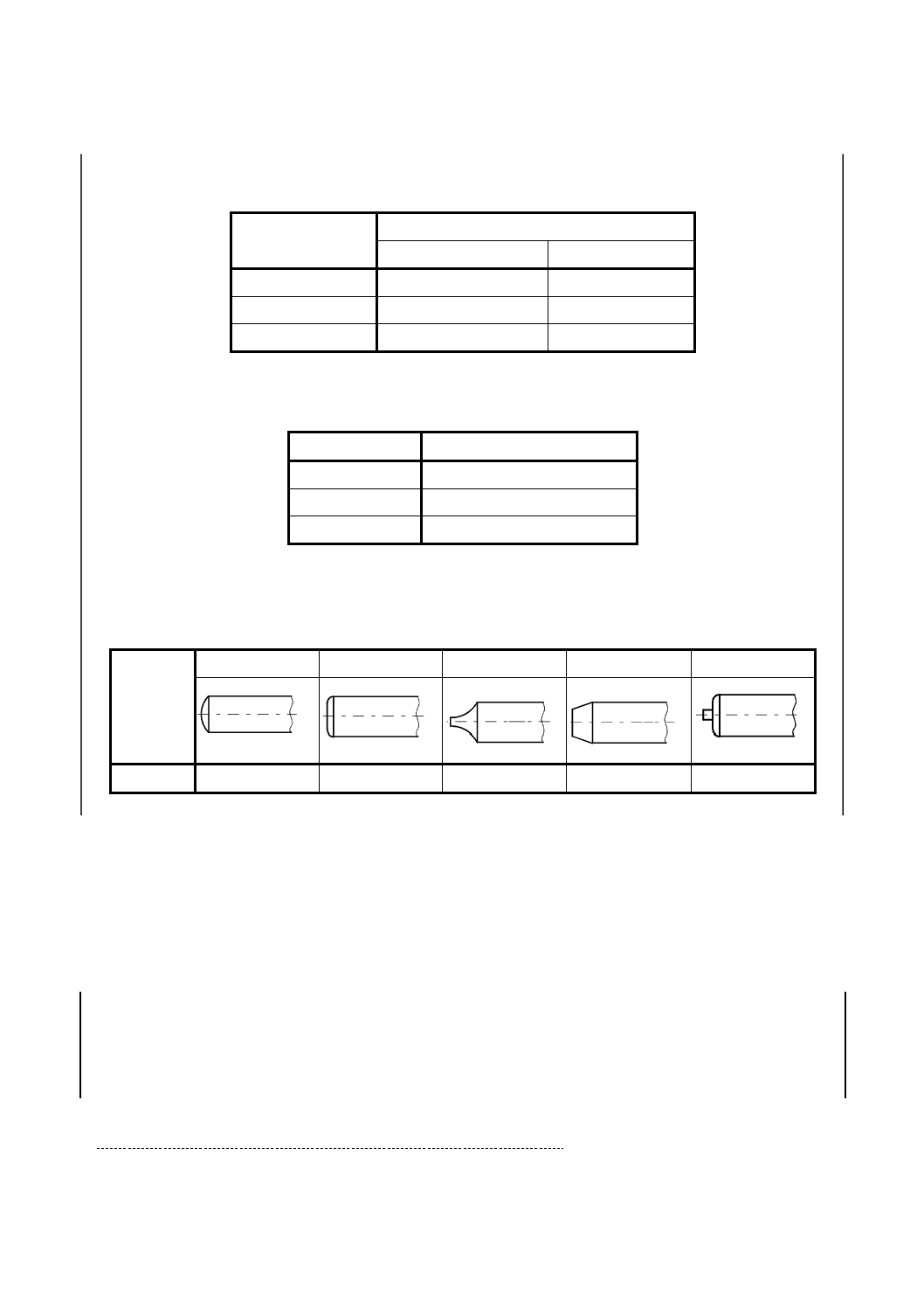
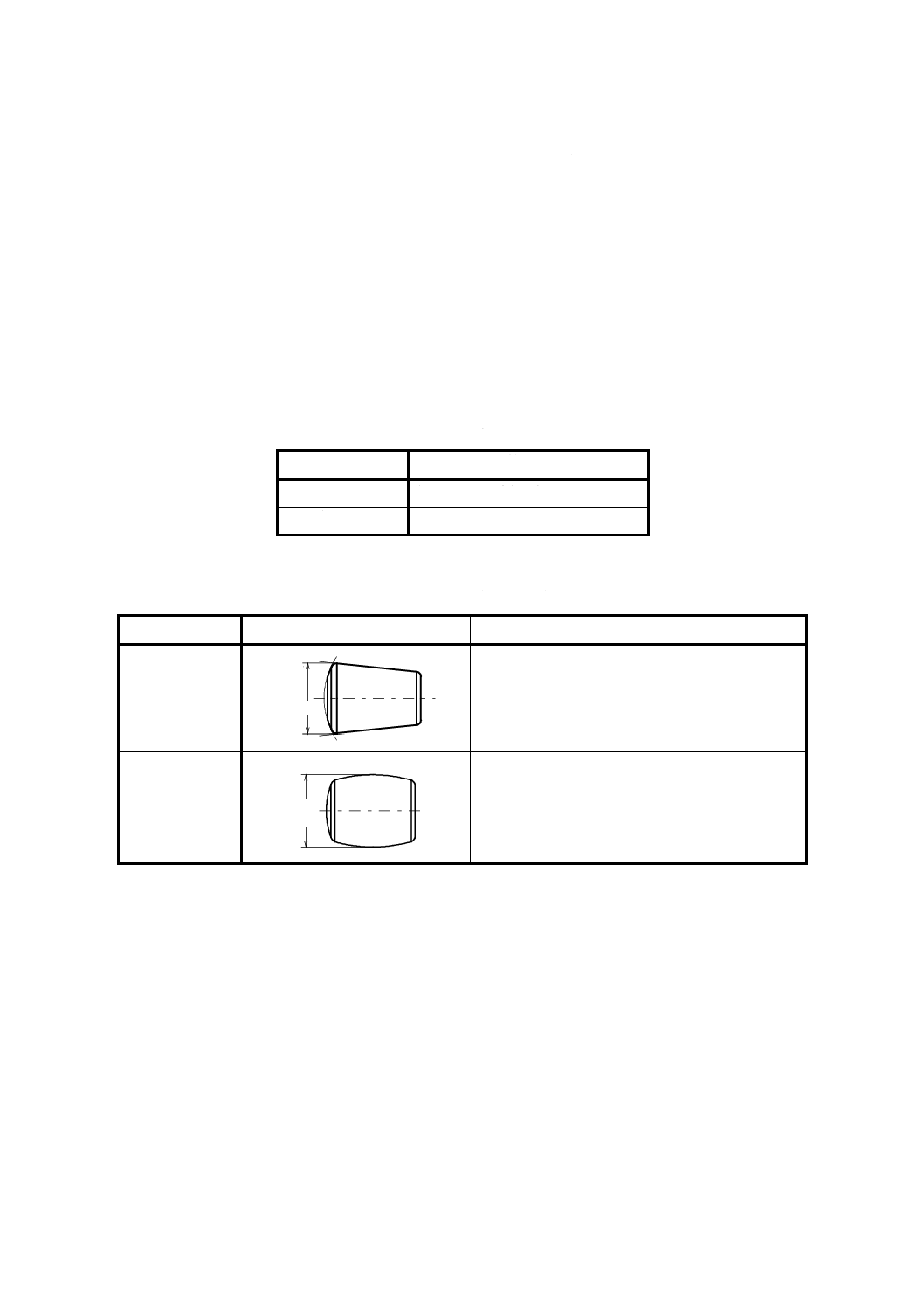
6. 端面形状 ころの端面形状及びその記号は,表3による。ただし,円筒ころの端面形状は平面形とす
る。
表 3 端面形状及び記号
端面形状
丸面形
平面形(1)
とがり形
円すい形
段付き形
記 号
A
F
C
T
M
注(1) ころの端面の中心部に逃げのあるものを含む。
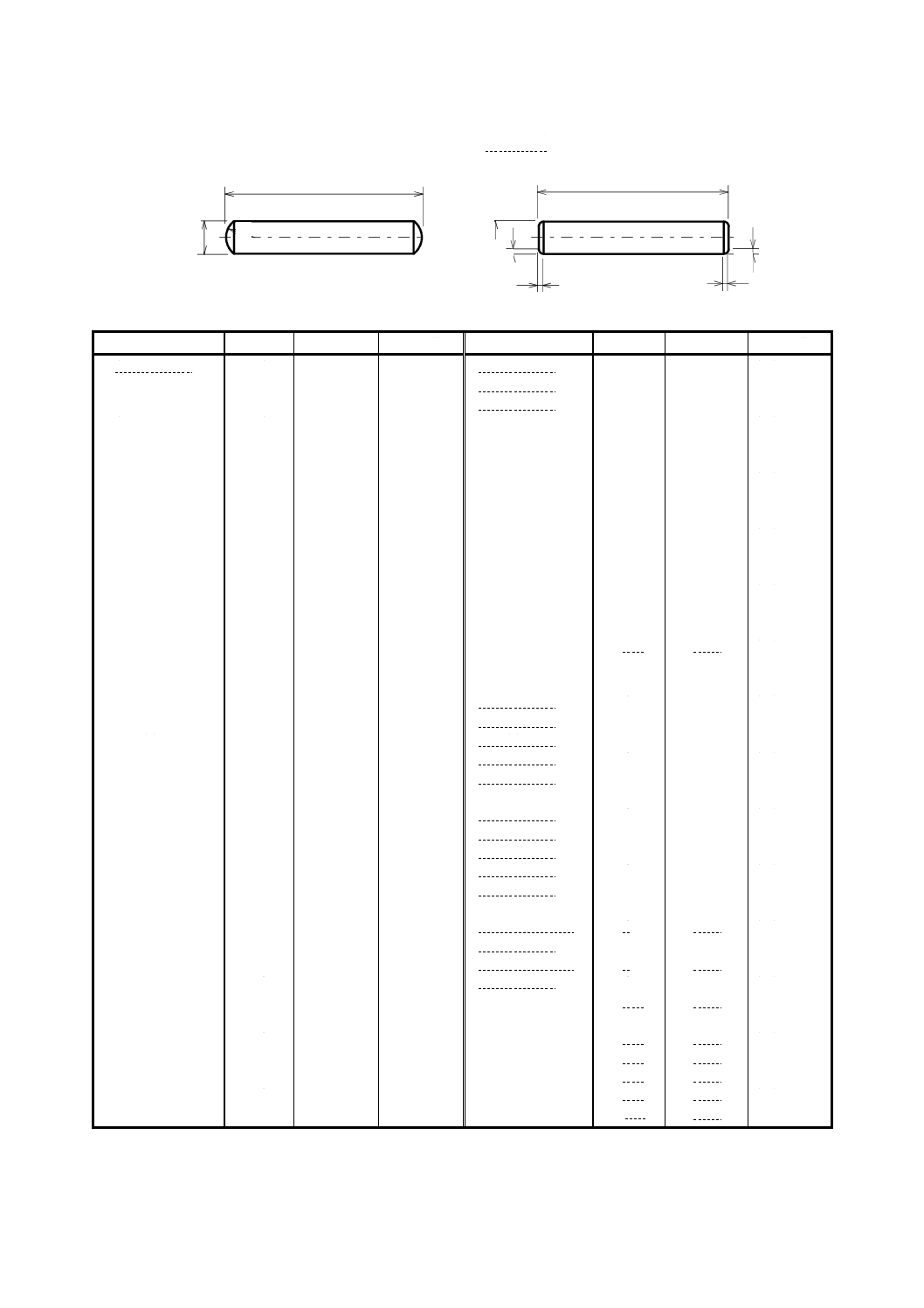
7. 呼び及び寸法 ころの呼び及び寸法は,付表1〜3による。
参考 とがり形,円すい形及び段付き形の端面形状の寸法は規定しない。
8. 許容差及び許容値
8.1
針状ころの許容差・許容値 針状ころの寸法・形状の許容差・許容値及び推奨するゲージは,付表4
による。
8.2
棒状ころの許容差・許容値 棒状ころの寸法・形状の許容差・許容値及び推奨するゲージは,付表5
による。
8.3
円筒ころの許容差・許容値 円筒ころの寸法・形状の許容差・許容値及び推奨するゲージは,付表6
による。
8.4
実測面取寸法 端面形状が平面形の針状ころの実測面取寸法の許容限界値は,付表7による。棒状
ころ及び円筒ころの実測面取寸法の許容限界値は,付表8による。
4
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9. 硬さ ころの硬さは,付表9による。
10. 表面粗さ ころの転動面の表面粗さは,表4による。
表 4 ころの表面粗さ(最大)
Dw (mm)
5以下
5を超え18以下
18を超え50以下
50を超えるもの
表面粗さ (μmRa)
0.1
0.2
0.4
0.8
備考
表面粗さRaは,JIS B 0601を参照。
11. 材料 ころの材料は,JIS G 4805に規定する材料又はこれと同等以上の品質が得られる合金鋼とする。
12. 測定方法及び試験方法
12.1 一般事項 測定に関する一般的な事項は,JIS B 1515による。
12.2 実測直径 ころの実測直径(Dws)の測定は,ラジアル平面内で二点測定によって行う。ころの平面内
平均直径(DWmp)は,一つのラジアル平面内で実測直径の最大値と最小値との算術平均値として求める。
12.3 平面内直径不同 針状ころの平面内直径不同(VDwp)は,長さの中央のラジアル平面で,実測直径(Dws)
の最大値と最小値との差として求める。
12.4 真円度 ころの真円度(ΔRw)の測定は,原則として真円度測定機(JIS B 7451参照)によって,ころの
長さの中央のラジアル平面において行う。通常,極座標チャート上に記録された測定曲線から求めた数値
で評価する。
また,真円度は三点測定によって求めてもよい(附属書2参照)。
12.5 平面内平均直径の不同 棒状ころ及び円筒ころの平面内平均直径の不同(VDwmp)は,ころの長さの中
央と両端に近い円筒部の三箇所のラジアル平面における,平面内平均直径(Dwmp)のうちの最大値と最小値
との差として求める。
12.6 ゲージロットの直径の相互差及びゲージ ころのゲージロットの直径の相互差(VDwL)は,ゲージロッ
ト内で長さの中央のラジアル平面における平面内平均直径(Dwmp)が最大のころと最小のころとの平面内平
均直径の差として求める。
ころのゲージは,ころの長さの中央を通るラジアル平面において,ゲージロットの平面内平均直径(Dwmp)
と呼び直径(DW)との寸法差が,付表4〜6で推奨するゲージのうちで,該当するゲージとして求める。
12.7 長さの寸法差及びゲージロットの長さの相互差 ころの実長さ(Lws)の測定は,平面とこれに平行な
平面形の測定子との間で行うのがよい。
ころの長さの寸法差(ΔLws)は,実長さと呼び長さ(Lw)との差として求める。
円筒ころのゲージロットの長さの相互差(VLwL)は,ゲージロット内で,実長さの最大値と最小値の差とし
て求める。
5
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
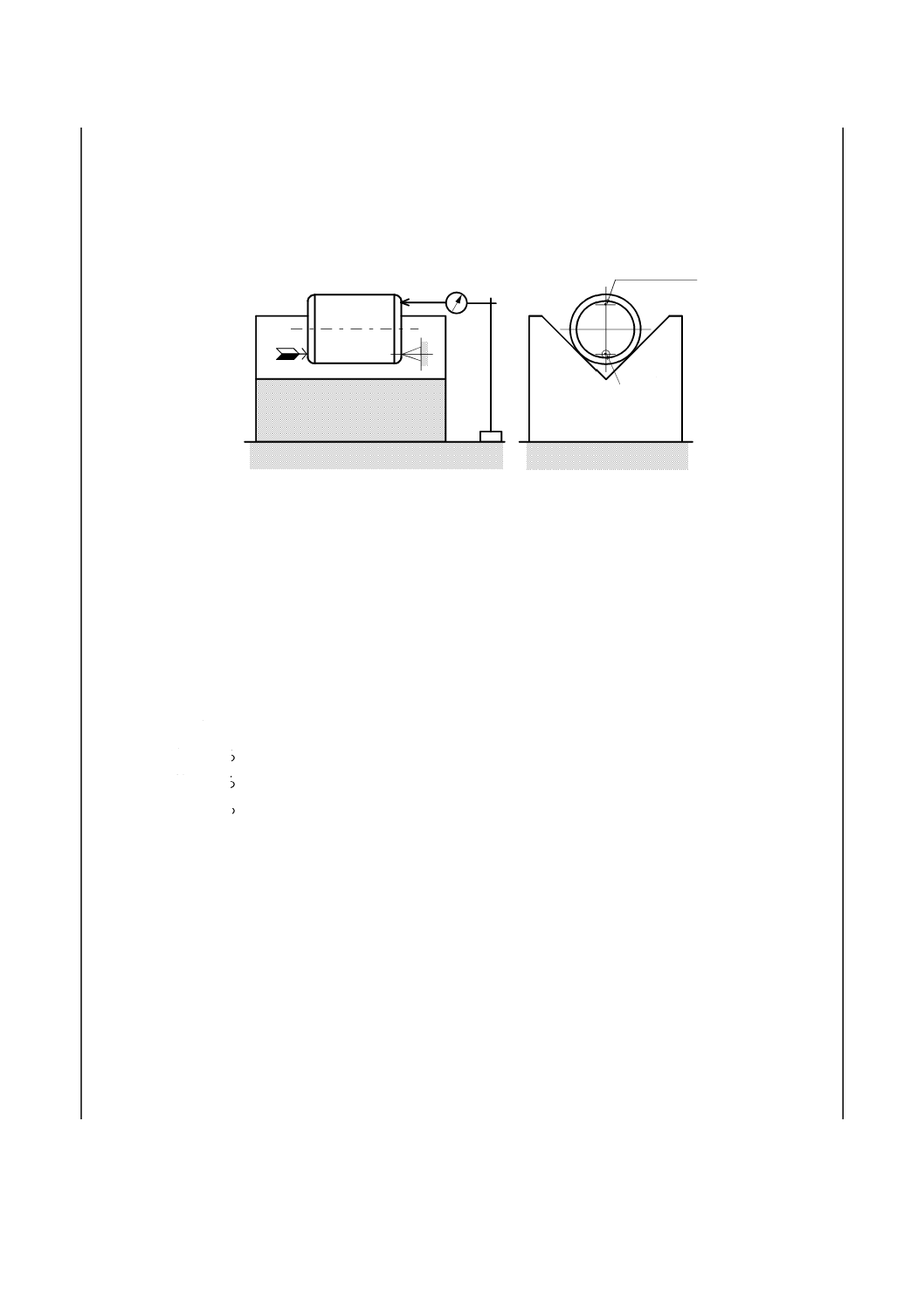
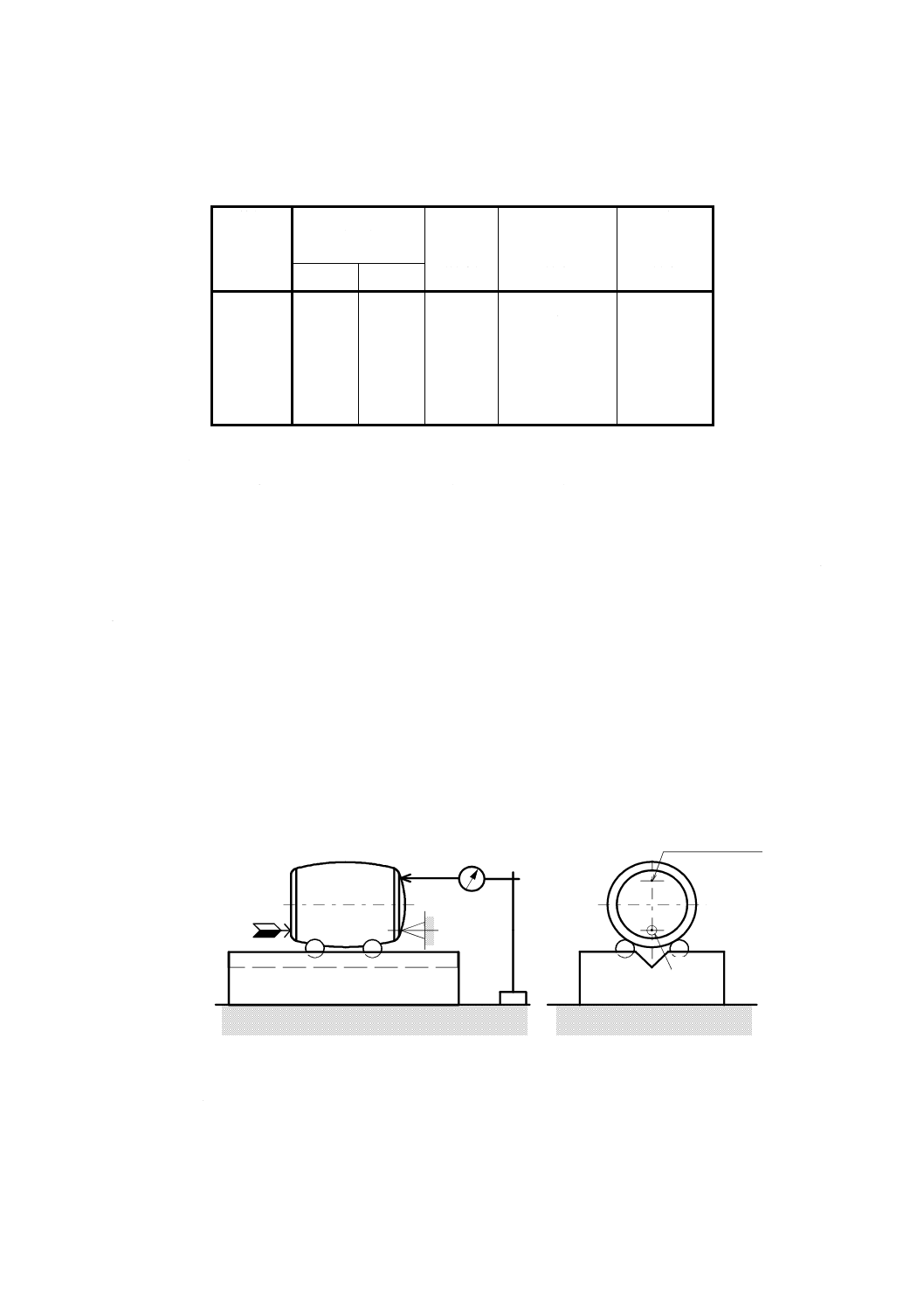
12.8 端面振れ 円筒ころの端面振れの測定は,ころをV溝に置き,一方の端面の周辺に近いところで当
て金に常に点接触させるよう反対側から押し付け,測定子を当て金側の端面で,その接触点ところの中心
軸に対して対称の位置でアキシアル方向に当て,ころを回転させて行う(図1参照)。
端面振れは,ころを1回転させたときの測定器の読みの最大値と最小値との差として求めた円周振れである。
なお,この測定は,両端面について行う。
図 1 端面振れの測定
12.9 実測面取寸法 端面形状が平面形のころの面取寸法の測定は,形状測定器などの適切な測定器を用いて行う。
12.10 硬さ 硬さの試験は,JIS Z 2244又はJIS Z 2245による。
12.11 表面粗さ ころの転動面の表面粗さの測定は,JIS B 0651による。
13. 検査 ころの検査は,寸法,形状,端面振れ,ゲージロットの直径の相互差及び長さの相互差,実測
面取寸法,硬さ並びに転動面の表面粗さについて12.(測定方法及び試験方法)によって行う。
14. 製品の呼び番号 ころの呼び方は,種類,呼び,端面形状(2),ゲージ及び等級からなる。
例1. 針状ころ 2×11.8 A ‒3/-6 等級3
例2. 棒状ころ 8×50 F ‒5/-10 等級5
例3. 円筒ころ 15×22 ‒2/-4 等級2
注(2) 円筒ころには適用しない。
15. 包装及び表示
15.1 包装 ころは,油脂その他によってさび止めしたのち,適当な容器に収める。
15.2 表示 ころの包装には,次の事項を表示する。
− 種類
− 呼び
− 端面形状(円筒ころを除く。)
− ゲージ
− 等級
− 数量
− 製造業者名又はその略号
− 製造年月又はその略号
測定子の位置
当て金
押し付け
6
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 1 針状ころの呼び及び寸法
単位mm
呼び
Dw
Lw
rs min(3)
呼び
Dw
Lw
rs min(3)
1 × 5.8
1 × 6.8
1 × 7.8
1 × 9.8
1.5 × 5.8
1.5 × 6.8
1.5 × 7.8
1.5 × 9.8
1.5 × 11.8
1.5 × 13.8
2 × 6.8
2 × 7.8
2 × 9.8
2 × 11.8
2 × 13.8
2 × 15.8
2 × 17.8
2 × 19.8
2.5 × 7.8
2.5 × 9.8
2.5 × 11.8
2.5 × 13.8
2.5 × 15.8
2.5 × 17.8
2.5 × 19.8
2.5 × 21.8
2.5 × 23.8
3 × 9.8
3 × 11.8
3 × 13.8
3 × 15.8
3 × 17.8
3 × 19.8
3 × 21.8
3 × 23.8
1
1
1
1
1.5
1.5
1.5
1.5
1.5
1.5
2
2
2
2
2
2
2
2
2.5
2.5
2.5
2.5
2.5
2.5
2.5
2.5
2.5
3
3
3
3
3
3
3
3
5.8
6.8
7.8
9.8
5.8
6.8
7.8
9.8
11.8
13.8
6.8
7.8
9.8
11.8
13.8
15.8
17.8
19.8
7.8
9.8
11.8
13.8
15.8
17.8
19.8
21.8
23.8
9.8
11.8
13.8
15.8
17.8
19.8
21.8
23.8
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
3 × 25.8
3 × 27.8
3 × 29.8
3.5 × 11.8
3.5 × 13.8
3.5 × 15.8
3.5 × 17.8
3.5 × 19.8
3.5 × 21.8
3.5 × 23.8
3.5 × 25.8
3.5 × 27.8
3.5 × 29.8
3.5 × 31.8(4)
3.5 × 34.8
4 × 11.8
4 × 13.8
4 × 15.8
4 × 17.8
4 × 19.8
4 × 21.8
4 × 23.8
4 × 25.8
4 × 27.8
4 × 29.8
4 × 31.8(4)
4 × 34.8
4 × 37.8(4)
4 × 39.8
4.5 × 17.8(4)
4.5 × 19.8(4)
4.5 × 21.8(4)
4.5 × 23.8(4)
4.5 × 25.8(4)
4.5 × 29.8(4)
3
3
3
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4.5
4.5
4.5
4.5
4.5
4.5
25.8
27.8
29.8
11.8
13.8
15.8
17.8
19.8
21.8
23.8
25.8
27.8
29.8
31.8
34.8
11.8
13.8
15.8
17.8
19.8
21.8
23.8
25.8
27.8
29.8
31.8
34.8
37.8
39.8
17.8
19.8
21.8
23.8
25.8
29.8
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
LW
φ
D
W
L
W
φ
D
W
r
r
r
r
R
7
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表1 針状ころの呼び及び寸法(続き)
単位 mm
呼び
Dw
Lw
rs min(3)
呼び
Dw
Lw
rs min(3)
4.5 × 31.8(4)
4.5 × 34.8(4)
4.5 × 37.8(4)
4.5 × 39.8(4)
5 × 15.8
5 × 17.8
5 × 19.8
5 × 21.8
5 × 23.8
5 × 25.8
5 × 27.8
5 × 29.8
5 × 31.8(4)
5 × 34.8
4.5
4.5
4.5
4.5
5
5
5
5
5
5
5
5
5
5
31.8
34.8
37.8
39.8
15.8
17.8
19.8
21.8
23.8
25.8
27.8
29.8
31.8
34.8
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
5 × 37.8(4)
5 × 39.8
5 × 49.8
6 × 17.8
6 × 19.8
6 × 21.8
6 × 23.8
6 × 25.8
6 × 27.8
6 × 29.8
6 × 34.8
6 × 39.8
6 × 49.8
6 × 59.8
5
5
5
6
6
6
6
6
6
6
6
6
6
6
37.8
39.8
49.8
17.8
19.8
21.8
23.8
25.8
27.8
29.8
34.8
39.8
49.8
59.8
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
注(3) ころの最小許容実測面取寸法であり,端面形状が平面形のころに適用する。面取寸法の正確な
形状は規定しないが,アキシアル平面におけるその輪郭は,ころ端面と転動面とに接する半径
rs minの仮想の円弧の外に出てはならない。
(4) 原国際規格にはない寸法を示す。
備考1. 図は端面形状が丸形及び平面形のものを示したものである。
2. 付表1は推奨する呼び及び寸法を示す。
8
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
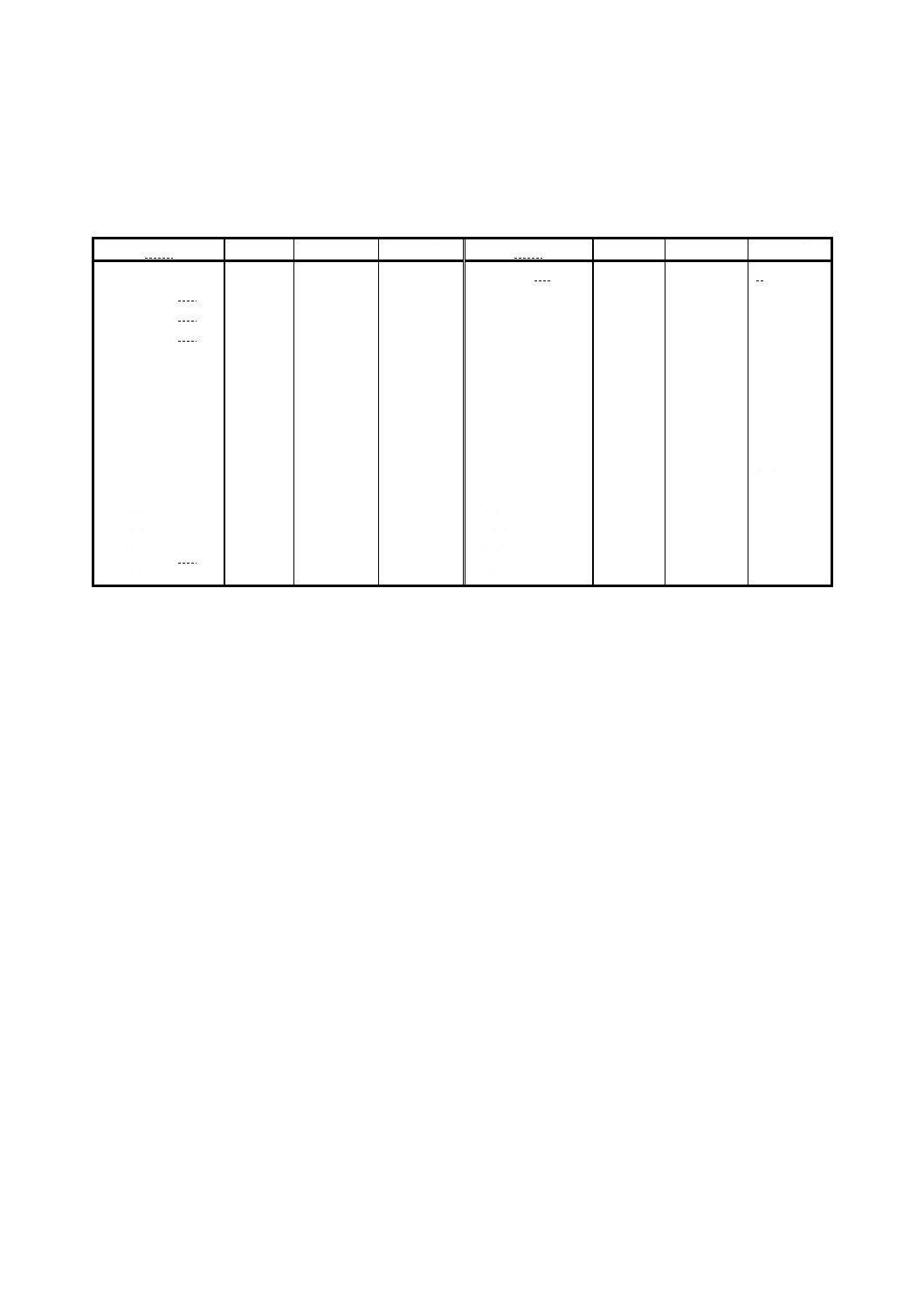
付表 2 棒状ころの呼び及び寸法
単位 mm
呼び
Dw
Lw
rs min(3)
呼び
Dw
Lw
rs min(3)
6.5 × 20
6.5 × 25
6.5 × 31.5
7 × 22.4
7 × 28
7 × 35.5
7 × 45
7 × 56
7.5 × 31.5
7.5 × 40
8 × 25
8 × 31.5
8 × 40
8 × 50
8 × 63
6.5
6.5
6.5
7
7
7
7
7
7.5
7.5
8
8
8
8
8
20
25
31.5
22.4
28
35.5
45
56
31.5
40
25
31.5
40
50
63
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
9 × 28
9 × 35.5
9 × 45
9 × 56
10 × 31.5
10 × 40
10 × 50
10 × 63
12 × 40
12 × 50
12 × 63
15 × 45
15 × 56
15 × 71
15 × 90
9
9
9
9
10
10
10
10
12
12
12
15
15
15
15
28
35.5
45
56
31.5
40
50
63
40
50
63
45
56
71
90
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.5
0.5
0.5
0.5
備考1. 図は端面形状が平面形のものを示したものである。
2. 付表2は,推奨する呼び及び寸法を示す。
φ
D
W
r
r
r
r
LW
9
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
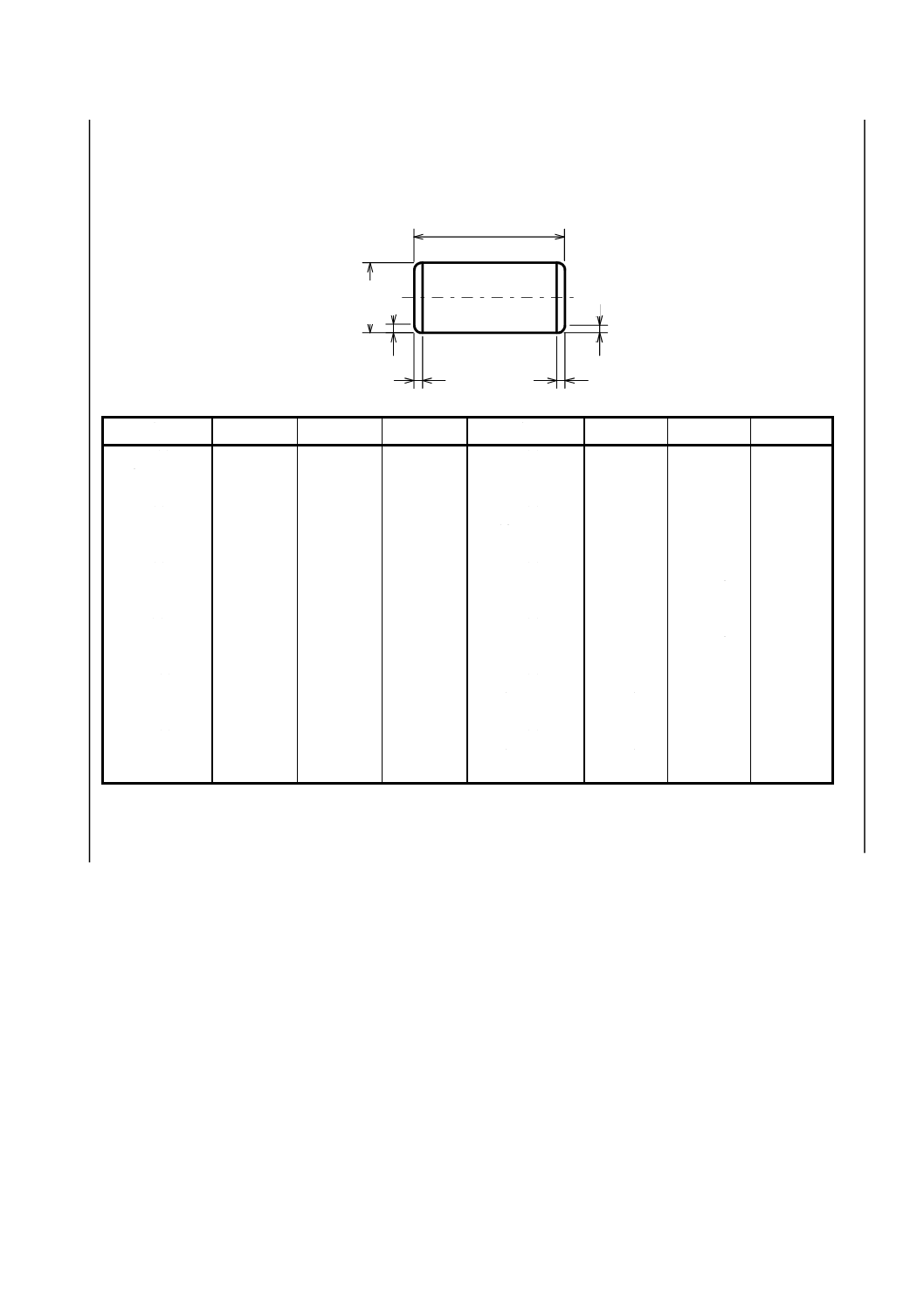
付表 3 円筒ころの呼び及び寸法
単位 mm
呼び
Dw
Lw
rs min(5)
呼び
Dw
Lw
rs min(5)
3 × 3
3 × 5
3.5× 5
4 × 4
4 × 6
4 × 8
4.5× 4.5
4.5× 6
5 × 5
5 × 8
5 ×10
5.5× 5.5
5.5× 8
6 × 6
6 × 8
6 ×12
6.5× 6.5
6.5× 9
7 × 7
7 ×10
7 ×14
7.5× 7.5
7.5×11
8 × 8
8 ×12
9 × 9
9 ×14
10 ×10
10 ×14
11 ×11
3
3
3.5
4
4
4
4.5
4.5
5
5
5
5.5
5.5
6
6
6
6.5
6.5
7
7
7
7.5
7.5
8
8
9
9
10
10
11
3
5
5
4
6
8
4.5
6
5
8
10
5.5
8
6
8
12
6.5
9
7
10
14
7.5
11
8
12
9
14
10
14
11
0.1
0.1
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
11 × 15
12 × 12
12 × 18
13 × 13
13 × 20
14 × 14
14 × 20
15 × 15
15 × 22
16 × 16
16 × 24
17 × 17
17 × 24
18 × 18
18 × 26
19 × 19
19 × 28
20 × 20
20 × 30
21 × 21
21 × 30
22 × 22
22 × 34
23 × 23
23 × 34
24 × 24
24 × 36
25 × 25
25 × 36
26 × 26
11
12
12
13
13
14
14
15
15
16
16
17
17
18
18
19
19
20
20
21
21
22
22
23
23
24
24
25
25
26
15
12
18
13
20
14
20
15
22
16
24
17
24
18
26
19
28
20
30
21
30
22
34
23
34
24
36
25
36
26
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.7
0.7
0.7
φ
D
W
r
r
r
r
LW
10
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表3 円筒ころの呼び及び寸法(続き)
単位 mm
呼び
Dw
Lw
rs min(5)
呼び
Dw
Lw
rs min(5)
26 × 40
28 × 28
28 × 44
30 × 30
30 × 48
32 × 32
32 × 52
34 × 34
34 × 55
36 × 36
36 × 58
38 × 38
38 × 62
40 × 40
26
28
28
30
30
32
32
34
34
36
36
38
38
40
40
28
44
30
48
32
52
34
55
36
58
38
62
40
0.7
0.7
0.7
0.7
0.7
1
1
1
1
1
1
1
1
1
40 × 65
42 × 42
45 × 45
48 × 48
50 × 50
52 × 52
54 × 54
56 × 56
60 × 60
64 × 64
68 × 68
75 × 75
80 × 80
40
42
45
48
50
52
54
56
60
64
68
75
80
65
42
45
48
50
52
54
56
60
64
68
75
80
1
1
1
1
1
1.5
1.5
1.5
1.5
1.5
1.5
2
2
注(5) ころの最小許容実測面取寸法を示す。面取寸法の正確な形状は規定しないが,アキシアル平面
における その輪郭は,ころ端面と転動面とに接する半径rs minの仮想の円弧の外に出てはなら
ない。
備考 付表3は,推奨する呼び及び寸法を示す。
付表 4 針状ころの寸法・形状の許容差・許容値及び推奨するゲージ
単位 μm
等級
平面内
直径不同(6)
VDwp
(最大)
真円度(6)
ΔRw
(最大)
ゲージロットの
直径の相互差(6)
VDwL
(最大)
長さの
寸法差(7)
ΔLws
(許容差)
推奨するゲージ
S
2
1
1
2
h13
0/−2 , −1/−3 , −2/−4 , −3/−5 , −4/−6
−5/−7 , −6/−8 , −7/−9 , −8/−10
3
1.5
1.5
3
h13
0/−3 , −1.5/−4.5 , −3/−6 , −4.5/−7.5
−6/−9 , −7/−10
5
2
2.5
5
h13
0/−5 , −3/−8 , −5/−10
注(6) ころの長さの中央に適用する。
(7) Lwの区分による寸法許容差を適用する(JIS B 0401-2参照)。
備考 ころの全長にわたりどの実測直径も,ころの全長の中央における実際の最大直径より,以下の
値を超えてはならない。
a) 等級2は,0.5μm
b) 等級3は,0.8μm
c) 等級5は,1μm
11
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 5 棒状ころの寸法・形状の許容差・許容値及び推奨するゲージ
単位 μm
等級 真円度(6)
ΔRw
(最大)
平面内平均
直径の不同(8)
VDwmp
(最大)
ゲージロットの
直径の相互差(6)
VDwL
(最大)
長さの
寸法差(7)
ΔLws
(許容差)
推奨するゲージ
S
3
1.5
3
3
h12
+4.5/ +1.5, +3/ 0, +1.5/ −1.5, 0 /-3
-1.5/ -4.5, -3/- 6, -4.5/ -7.5, - 6/-9
-7.5/-10.5, -9/-12, -10.5/-13.5, -12/-15
-13.5/-16.5, -15/-18, -16.5/-19.5
5
2
5
5
h12
+ 5/ 0, +2.5/−2.5, 0/−5, −2.5/−7.5
- 5/-10, -7.5/-12.5, -10/-15, -12.5/-17.5
-15/-20, -17.5/-22.5, -20/-25
注(8) 外径面の円筒部分に適用する。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 6 円筒ころの寸法・形状の許容差・許容値及び推奨するゲージ
単位 μm
等級
Dw
(mm)
真円度(6)
ΔRw
(最大)
平面内平均
直径の不同(8)
VDwmp
(最大)
ゲージロットの
直径の相互差(6)
VDwL
(最大)
長さの寸法差(9)
ΔLws
(許容差)
ゲージロットの
長さの相互差
VLwL
(最大)
端面振れ
SDw
(最大)
推奨するゲージ
S
以上 以下
上
下(10)
1
3 18 0.5
0.8
1
+10 -[(IT9)-10]
5
3
+5 /+4, +4.5/+3.5, +4 /+3, +3.5/+2.5, +3 /+2
+2.5/+1.5, +2 /+1, +1.5/+0.5, +1 / 0,
+0.5/-0.5
0 /-1, -0.5/-1.5, -1 /-2, -1.5/-2.5, -2 /-3
-2.5/-3.5, -3 /-4, -3.5/-4.5, -4 /-5, -4.5/-5.5
-5 /-6, -5.5/-6.5, -6 /-7, -6.5/-7.5, -7 /-8
-7.5/-8.5, -8 /-9, -8.5/-9.5, -9 /-10
1A 3 30 0.7
1
1.5
+10 -[(IT9)-10]
7
5
+5 /+3.5, +4.5/+3, +3.5/+2, +3 /+1.5, +2 /+0.5
+1.5/ 0, +0.5/-1, 0 /-1.5, -1 /-2.5,
-1.5/-3
-2.5/-4, -3 /-4.5, -4 /-5.5, -4.5/-6, -5.5/-7
-6 /-7.5, -7 /-8.5, -7.5/-9, -8.5/-10,
2
3 50 1
1.5
2
+10 -[(IT9)-10]
10
6
+5 /+3, +4 /+2, +3 /+1, +2 / 0, +1 /−1
0 /-2, -1 /-3, -2 /-4, -3 /-5, -4 /-6
-5 /-7, -6 /-8, -7 /-9, -8 /-10
2A 10 80 1.3
2
2.5
+10 -[(IT9)-10]
13
8
+5 /+2.5, +3.5/+1, +2.5/0, +1 /−1.5, 0 /−2.5
-1.5/-4, -2.5/-5, -4 /-6.5, -5 /-7.5, -6.5/-9
-7.5/-10, -9 /-11.5, -10 /-12.5, -11.5/-14, -12.5/-15
-14 /-16.5, -15 /-17.5, -16.5/-19, -17.5/-20
3
18 80 1.5
3
3
+10 -[(IT9)-10]
15
10
+4.5/+1.5, +3 / 0, +1.5/−1.5, 0 /-3, −1.5/-4.5
-3 /-6, -4.5/-7.5, -6 /-9, -7.5/-10.5, -9 /-12
-10.5/-13.5, -12 /-15, -13.5/-16.5, -15/-18, -16.5/-19.5
5
30 80 2.5
4
5
+10 -[(IT9)-10]
25
15
+5 / 0, +2 /−3, 0 /−5, −3 /−8, −5 /−10
-8 /-13, -10 /-15, -13 /-18, -15 /-20, -18 /-23
-20 /-25
注(9) Lwの区分による公差等級IT9の基本公差の数値を適用する(JIS B 0401-2参照)。
(10) 下の寸法許容差は,それぞれのころの長さに対する基本公差の値から10μmを引いた値とする。
1
2
B
1
5
0
6
:
2
0
0
X
13
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 7 針状ころの実測面取寸法の許容限界値
単位 mm
Dw
rs min(11)
rs max
を超え
以下
ラジアル方向
アキシアル方向
−
1
1.5
3
1
1.5
3
6
0.1
0.1
0.1
0.1
0.3
0.4
0.6
0.9
0.5
0.6
0.8
1
注(11) 付表1に規定する最小許容実測面取寸法である。
備考 端面形状が平面形のころに適用する。
付表 8 棒状ころ及び円筒ころの実測面取寸法の許容限界値
単位 mm
rs min(12)
rs max
0.1
0.2
0.3
0.5
0.6
0.7
1
1.5
2
0.3
0.5
0.8
1.2
1.5
1.7
2.2(13)
3.5
4
注(12) 付表2及び付表3に規定する最小許容実測面取寸法に適用する。
(13) Dwが40mmを超える場合は,2.7mmとする。
備考 端面形状が平面形のころに適用する。
付表 9 硬さ
Dw (mm)
硬さ
を超え
以下
HRC
HV
−
3
3
−
(60 〜 67)
58 〜 66
697 〜 900
(653 〜 865)
備考1. 硬さは平面硬さとする。
2. 括弧内の値は,換算値を参考に示してある。
14
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 円すいころ及び球面ころ
序文 この附属書は,円すいころ及び球面ころに関して記述するものであって,規格の一部ではない。
1. 適用範囲 この附属書は,ころ軸受の転動体に用いる円すいころ及び球面ころ(以下,ころという。)
について記述する。
備考1. 用語の定義及び量記号は,本体2.による。
2. 硬さ及び材料は,本体9.及び11.の規定によるのがよい。
2. 等級 ころの等級は,附属書1表1による。
附属書1表 1 等級
種 類
等 級
円すいころ
1, 1A, 2, 2A, 3, 5
球面ころ
2, 2A, 3, 5
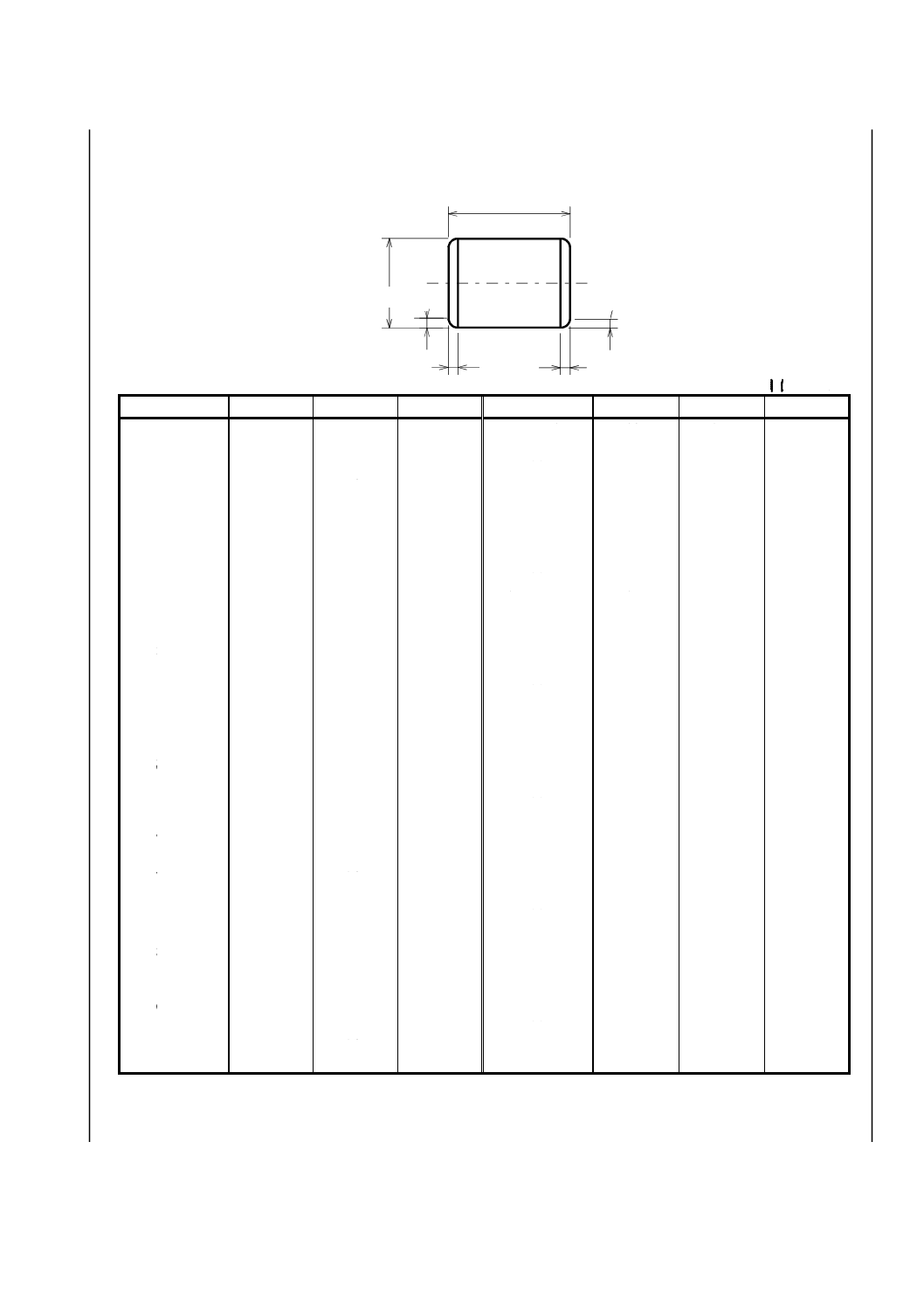
3. 呼び直径及び形状 ころの呼び直径及び形状は,附属書1表2による。
附属書1表 2 呼び直径及び形状
種 類
形 状
備 考
円すいころ
外径面と大端面とが交わる仮想円の直径を呼び直
径(Dw)とする。
球面ころ
外径面の幾何学上の最大の直径を呼び直径(Dw)と
する。
4. 寸法・形状の許容値 真円度,端面振れの許容値及びゲージロットの直径の相互差は,附属書1表3
による。
φ
D
W
φ
D
W
15
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表 3 寸法・形状の許容値
単位 μm
等級
Dw
(mm)
真円度
ΔRw
(最大)
ゲージロットの
直径の相互差
VDwL
(最大)
端面振れ
SDw
(最大)
以上
以下
1
1A
2
2A
3
5
3
3
3
10
10
18
10
18
30
50
80
80
1
1
1.5
2
2.5
4
1
1.5
2
2.5
3
5
4
5
6
8
10
15
5. 測定方法
5.1
実測直径 ころの実測直径(Dws)の測定は,ラジアル平面内で,2点測定によって行う。
なお,大端面から一定の位置で,マスターころ(基準となるころ)と比較して行ってもよい。
ころの平面内平均直径(Dwmp)は,一つのラジアル平面内で実測直径の最大値と最小値との算術平均値と
して求める。
5.2
真円度 ころの真円度(ΔRw)の測定は,真円度測定機(JIS B 7451参照)を用い,ころ大端面から一定
の位置のラジアル平面において行う。
5.3
ゲージロットの直径の相互差 ころのゲージロットの直径の相互差(VDwL)は,ゲージロット内で大
端面から一定の位置における平面内平均直径(Dwmp)が最大のころと最小のころとの平面内平均直径の差
として求める。
5.4
端面振れ ころの端面振れ(SDw)の測定は,ころを支持台に置き,大端面の周辺に近いところで当て
金に常に点接触させるよう反対側から押し付け,測定子を当て金側端面で,その接触点ところの中心軸に
対して対称の位置でアキシアル方向に当て,ころを回転させて行う(附属書1図1参照)。
端面振れは,ころを1回転させたときの測定器の読みの最大値と最小値との差として求めた円周振れで
ある。
附属書1図 1 附属書1図1 端面振れの測定
6. 製品の呼び方 ころの呼び方は,種類,ころ軸受の基本番号,ゲージ及び等級からなる。
例1. 円すいころ 30207 −2/−4 等級3
例2. 球面ころ 22215 −2/−4 等級5
測定子の位置
当て金
押し付け
16
B 1506:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) Vブロックによる真円度の測定
序文 この附属書は,Vブロックによるころの真円度の測定について記述するものであって,規定の一部
ではない。
1. 測定 ころの真円度は,二つ以上の起伏(山),すなわち完全な円からのラジアル方向の偏差をもつ,
円周の輪郭から生じる。ころの長さの中央における単一直径の測定においては,偶数の起伏(山)の場合,
真円からの狂いをよく示すが,奇数の起伏(山)の場合には,その狂いを見いだすことができないか,又
は正しく測定できないことがある。
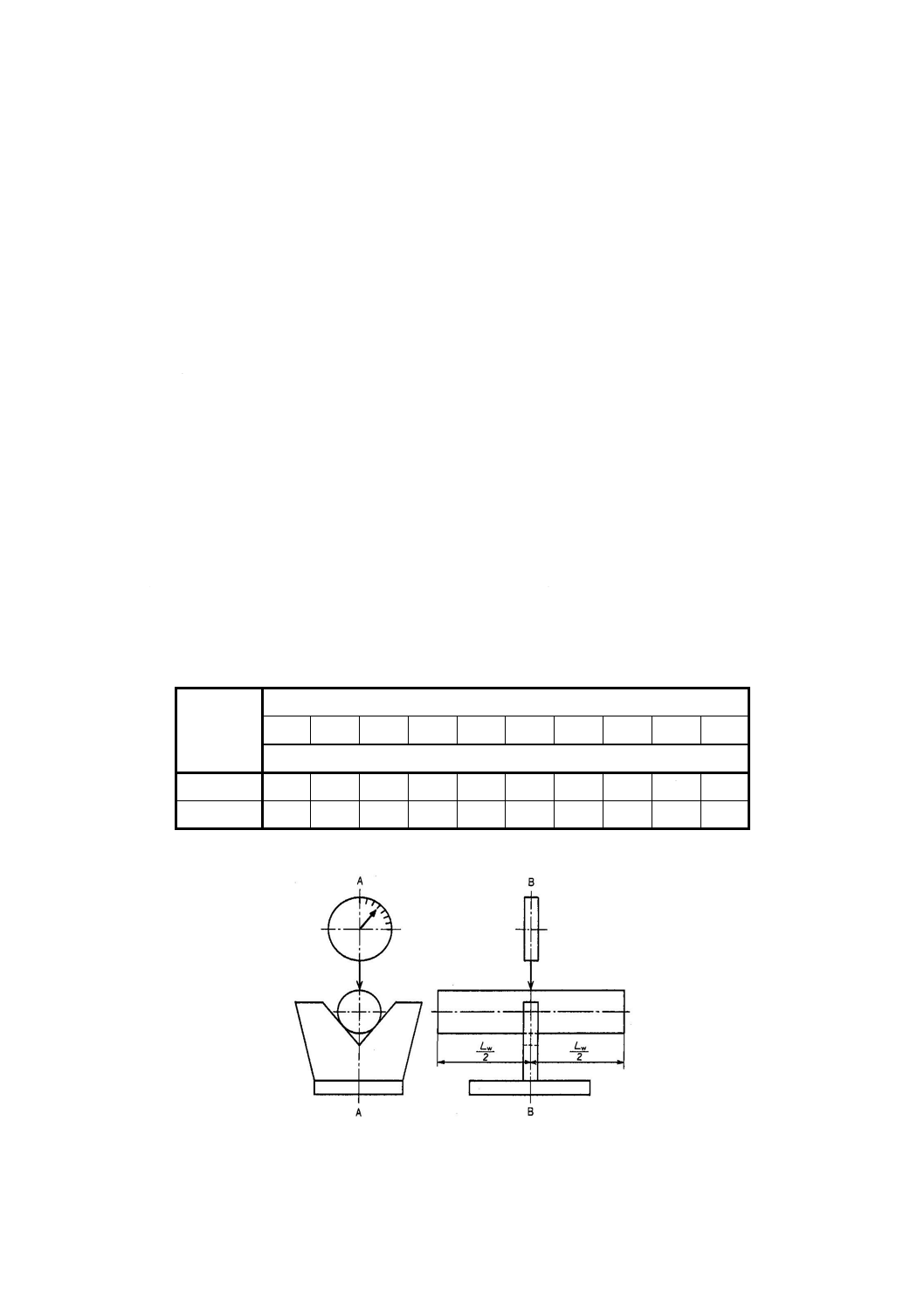
奇数の起伏(山)をもったころの輪郭の真円からの狂いを測定するには,附属書2図1のように配置されたV
ブロックによる測定器を用いるのが実際的である。Vの角度は,指示計の読みに著しい影響があり,すべての起
伏(山)に適した一つの角度はない。
最も実用的なVの角度は,90゚及び120゚のように思われ,指示計の読みと実際の起伏(山)の高さ,すなわち真
円度の比としての拡大係数を附属書2表1に示す。
真円度は,指示計の読みをこの係数で除して得られる。
触針(測定子)ところとの接触点は,Vの2等分線である軸線A−Aところの長さの中央におけるころの中心を
通る軸線B−B上にあることが必要である。指示計のスピンドルも軸線A−A及びB−Bに一致していなければなら
ない。
附属書2表 1 拡大係数
Vの角度
起伏(山)の数
3
5
7
9
11
13
15
17
19
21
拡大係数
90゚
2
2
−
−
2
2
−
−
2
2
120゚
1
2
2
1
−
−
1
2
2
1
備考 拡大係数=指示計の呼び/真円度
附属書2図 1 附属書2図1 Vブロックによる測定
解 3.
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
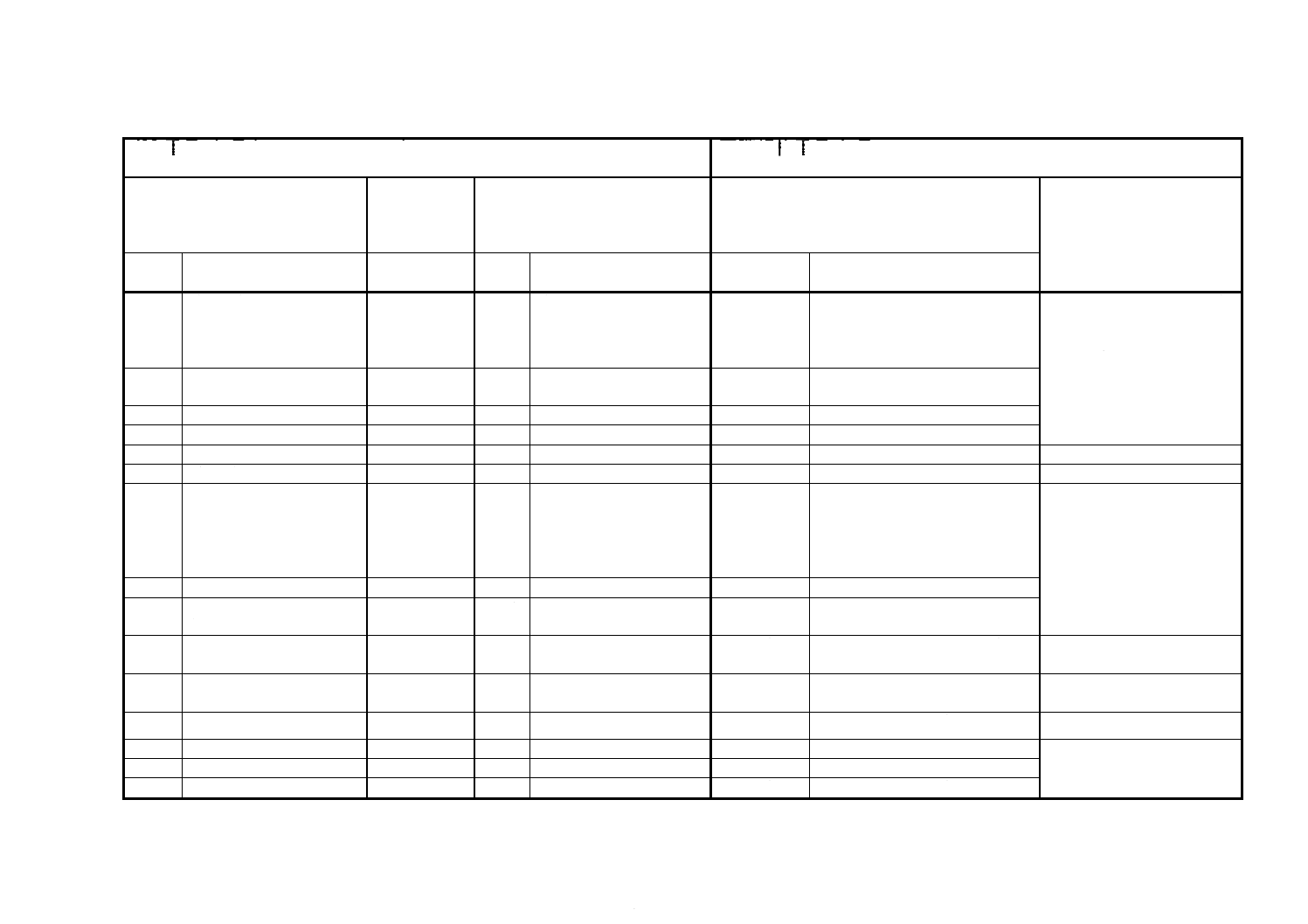
附属書3(参考) JISと対応する国際規格との対比表
JIS番号:年号(JIS B 1506:2005)
転がり軸受 − ころ
国際規格番号:年号(ISO 3096:1996)
転がり軸受 − 針状ころ − 寸法と精度
(Ⅰ)JIS(原案)の規定
(Ⅱ)国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JIS(原案)と国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本文中
表示方法:点線の下線又は側線
(Ⅴ)JISと国際規格との技術
的差異の理由及び今後の対
策
項目
番号
内 容
項目
番号
内 容
項目ごとの
評価
技術的差異の内容
1
適用規格
ISO 3096
1
適用範囲
MOD/追加
規定製品の追加
(国際規格は針状ころのみの規
定に対し,JISは針状ころ,棒
状ころ及び円筒ころを規定)。
JIS B 1506はJISマーク指
定商品となっており,従来
からの規定項目を残した
ため,結果として,国際規
格にない項目が追加とな
っている。(以下同じ)
2
引用規格
ISO 3096
2
引用規格
MOD/追加
規定項目の追加に伴い,引用規
格の追加。
3
用語の定義及び量記号
ISO 3096
3
用語,定義及び量記号
MOD/追加
規定項目の追加。
4
種類と区分
−
−
−
MOD/追加
ISO規格にない。
5
等級
−
−
−
MOD/追加
ISO規格にない。
6
端面形状
−
−
−
MOD/追加
ISO規格にない。
7
呼び及び寸法
ISO 3096
4
寸法
MOD/追加
ISOは適用寸法範囲を長さと
直径のマトリックス表で規定。
JISは「呼び」を付けて寸法表
を規定。さらに棒状ころ及び円
筒ころを追加。
針状ころにおいてJISにあ
ってISOにない呼びはISO
に提案済み。
棒状ころ及び円筒ころは
過去に提案したが採用さ
れていないので,今後とも
再提案しない。
8
許容値及び許容差
ISO 3096
5
精度
タイトルのみ
8.1
針状ころの許容差・許容
値
ISO 3096
5.1
5.2
直径と真円度
長さ
MOD/追加
ISOに対し,規定項目の追加
8.2
棒状ころの許容差・許容
値
−
−
−
MOD/追加
ISOに対し,この項目の追加
8.3
円筒ころの許容差・許容
値
−
−
−
MOD/追加
ISOに対し,この項目の追加
8.4
実測面取寸法
ISO 3096
5.3
面取寸法
MOD/追加
ISOに対し,規定製品の追加
9
硬さ
−
−
−
MOD/追加
JISに,この項目追加。
以下JIS独自のもので,ISO
には提案しない。
10
表面粗さ
−
−
−
MOD/追加
JISに,この項目追加。
11
材料
−
−
−
MOD/追加
JISに,この項目追加。
1
7
B
1
5
0
6
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(参考) JISと対応する国際規格との対比表(続き)
(Ⅰ)JIS(原案)の規定
(Ⅱ)国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JIS(原案)と国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本文中
表示方法:点線の下線又は側線
(Ⅴ)JISと国際規格との技術
的差異の理由及び今後の対
策
12
測定方法及び試験方法
−
−
−
MOD/追加
JISに,この項目追加。
12.1
一般事項
−
−
−
MOD/追加
JISに,この項目追加。
12.2
実測直径
−
−
−
MOD/追加
JISに,この項目追加。
12.3
平面内直径不同
−
−
−
MOD/追加
JISに,この項目追加。
12.4
真円度
ISO 3096
6
真円度の測定
MOD/追加
ISOに対し,規定製品の追加
12.5
平面内平均直径の不同
−
−
−
MOD/追加
JISに,この項目追加。
12.6
ゲージロットの直径の相
互差及びゲージ
−
−
−
MOD/追加
JISに,この項目追加。
12.7
長さの寸法差及びゲージ
ロットの長さの相互差
−
−
−
MOD/追加
JISに,この項目追加。
12.8
端面振れ
−
−
−
MOD/追加
JISに,この項目追加。
12.9
実測面取寸法
−
−
−
MOD/追加
JISに,この項目追加。
12.10
硬さ
−
−
−
MOD/追加
JISに,この項目追加。
12.11
表面粗さ
−
−
−
MOD/追加
JISに,この項目追加。
13
検査
−
−
−
MOD/追加
JISに,この項目追加。
14
製品の呼び番号
−
−
−
MOD/追加
JISに,この項目追加。
15
包装及び表示
−
−
−
MOD/追加
JISに,この項目追加。
15.1
包装
−
−
−
MOD/追加
JISに,この項目追加。
15.2
表示
−
−
−
MOD/追加
JISに,この項目追加。
JIS原案作成時期:平成 年度
JIS制定・改正時期:平成 年度
JIS(原案)と国際規格との対応の程度の全体評価 : MOD
被引用法規
−
関連する法規
−
関連する外国規格
−
1
8
B
1
5
0
6
:
2
0
0
X
19
B 1506:2001 解説
解 -3
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。