B 1501:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 要求事項 ························································································································· 4
4.1 寸法 ···························································································································· 4
4.2 形状及び表面の品質 ······································································································· 4
4.3 等級及びゲージ ············································································································· 4
4.4 硬さ ···························································································································· 4
5 材料······························································································································· 4
6 測定方法 ························································································································· 4
6.1 平均直径及び直径不同 ···································································································· 4
6.2 真球度 ························································································································· 4
6.3 ウェビネス ··················································································································· 4
6.4 表面粗さ (Ra) ··············································································································· 4
6.5 ロットの直径の相互差及びゲージ······················································································ 5
6.6 硬さ ···························································································································· 5
7 検査······························································································································· 5
8 呼び方···························································································································· 5
9 包装及び表示 ··················································································································· 5
9.1 包装 ···························································································································· 5
9.2 表示 ···························································································································· 5
附属書A(規定)真球度の評価方法 ························································································· 8
附属書B(規定)ゲージ及び区分けの説明図 ·············································································· 9
附属書JA(規定)硬さの測定 ································································································ 11
附属書JB(参考)測定力及び鋼球の質量による弾性接近量の補正 ················································ 13
附属書JC(参考)JISと対応する国際規格との対比表 ································································ 16
B 1501:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本ベア
リング工業会(JBIA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標
準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1501:1988は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1501:2009
転がり軸受−鋼球
Rolling bearings−Balls
序文
この規格は,2001年に第3版として発行されたISO 3290を基に,対応する部分(引用規格,用語の定
義及び要求事項)については対応国際規格を翻訳し,技術的内容を変更することなく作成した日本工業規
格であるが,対応国際規格には規定されていない規定項目を日本工業規格として追加している。
なお,この規格で側線又は点線の下線を施してある箇所及び附属書JA〜附属書JCは,対応国際規格に
はない事項である。変更の一覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,転がり軸受用の鋼球について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3290:2001,Rolling bearings−Balls−Dimensions and tolerances (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,記載の年の版を適用し,その後の改正版(追補を含む。)は適用しない。
JIS B 0104:1991 転がり軸受用語
注記 対応国際規格:ISO 5593:1984,Rolling bearings−Vocabulary (MOD)
JIS B 0124:2009 転がり軸受−量記号
注記 対応国際規格:ISO 15241:2001,Rolling bearings−Symbols for quantities (MOD)
JIS B 0633:2001 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−表面性状評価の方式及び手順
注記 対応国際規格:ISO 4288:1996,Geometrical Product Specifications (GPS)−Surface texture: Profile
method−Rules and procedures for the assessment of surface texture (IDT)
JIS B 0651:2001 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
JIS B 1515-1:2006 転がり軸受−公差−第1部:用語及び定義
注記 対応国際規格:ISO 1132-1:2000,Rolling bearings−Tolerances−Part 1: Terms and definitions
(IDT)
JIS B 7451:1997 真円度測定機
注記 対応国際規格:ISO 4291:1985,Methods for the assessment of departure from roundness−
Measurement of variations in radius (MOD)
2
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 4805:1999 高炭素クロム軸受鋼鋼材
JIS Z 2244:2003 ビッカース硬さ試験−試験方法
JIS Z 2245:2005 ロックウェル硬さ試験−試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0104,JIS B 0124及びJIS B 1515-1によるほか,次による。
3.1
呼び
鋼球の直径が同一であることを示すのに一般的に用いる呼称。ミリメートル系列の呼びは“呼び直径”
に“mm”を付け(例えば,0.3 mm),インチ系列の呼びは“相当インチ寸法”(例えば,1/64)で表す。推
奨する呼びを表1に示す。
3.2
呼び直径 (nominal ball diameter) Dw
呼びをmm単位で表した値。
3.3
実測直径 (single ball diameter) Dws
1個の鋼球の実際の表面に接する平行二平面間の距離。
3.4
平均直径 (mean ball diameter) Dwm
1個の鋼球の実測直径の最大値と最小値の算術平均値。
3.5
直径不同 (variation of ball diameter) VDws
1個の鋼球の実測直径の最大値と最小値との差。
3.6
表面の不均一性と形状特性 (surface irregularites and form parameters)
鋼球の表面上に繰り返し分布する完全な真球面からの狂いの大きさ。
注記 形状特性を示すものには次のものがある。
− 真球度
− ウェビネス
− 表面粗さ
3.6.1
真球度 (deviation from spherical form)
鋼球表面の最小二乗平均球面の中心をその中心とする,最小外接球面と最大内接球面との半径差。
3.6.2
ウェビネス (waviness)
理想球形からの不規則又は周期的な表面のうねり。
3.6.3
表面粗さ (surface roughness)
製造方法及び/又は他の影響より生じた,比較的小さな間隔をもつ表面の不均一性。表面粗さは,算術
平均粗さ (Ra) で表す。
3
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.7
表面きず (surface defect)
製造,保管,取扱い又は使用中に,偶然に生じた実際の表面のきず,不均一性,又はそれらの集まりを
いう。
注記 このような種類のきず又は不均一性は,表面粗さを構成するものとは異なるものであり,表面
粗さ測定に際しては考慮に入れるべきではない。表面のきず(及びそれらの限度)は,この規
格には規定しない。
3.8
ロット (ball lot)
等しいと考えられる条件の下で製造し,同一品として取り扱う一定数量の鋼球。
3.9
ロットの平均直径 (mean diameter of ball lot) DwmL
ロット内の最大鋼球の平均直径と最小鋼球の平均直径との算術平均値。
3.10
ロットの直径の相互差 (variation of ball lot diameter) VDwL
ロット内の最大鋼球の平均直径と最小鋼球の平均直径との差。
3.11
等級 (ball grade) G
寸法,形状,表面粗さ及びゲージ間隔の許容値についての特定の区分[表2及び表3を参照]。
注記 等級は,ラテン文字Gとアラビア数字とで表す。
3.12
ゲージ (ball gauge) S
ロットの平均直径と呼び直径との寸法差であって,あらかじめ等級ごとに規定した系列の値の一つ。
注記1 各ゲージは,該当する等級に対して,あらかじめ規定したゲージ間隔の整数倍である[表3
及び附属書Bを参照]。
注記2 顧客が正確な鋼球の仕様を指定するためには,等級及び呼び直径だけでなく,ゲージを考慮
に入れる。
3.13
ゲージからの寸法差 (deviation of a ball lot from ball gauge) ∆S
ロットの平均直径から呼び直径とゲージの和を引いた値[表3及び図B.2を参照]。
∆S = DwmL−(Dw + S)
3.14
サブゲージ (ball subgauge)
あらかじめ規定した系列の値であり,ロットの平均直径とゲージとの差に最も近い値。
注記1 各サブゲージは,該当する等級に対してあらかじめ規定したサブゲージ間隔の整数倍である
[表3及び附属書Bを参照]。
注記2 サブゲージは,その呼び直径とゲージとを組み合わせて,製造業者がロットの平均直径を表
示するために用いるものである。
4
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.15
硬さ (hardness)
特定の方法によって押し込む圧子に対する抵抗の度合い。
4
要求事項
4.1
寸法
推奨する寸法(呼び)は,表1による。
4.2
形状及び表面の品質
形状及び表面の品質は,次による。
− 直径不同は,表2による。
− 真球度は,表2による。
− ウェビネスの許容限界値及び測定方法は,受渡当事者間の協議による。
− 表面粗さは,表2による。
− 表面の外観特性,きずその他同類のものは,受渡当事者間の協議による。
4.3
等級及びゲージ
ロットの直径の相互差,ゲージ間隔,推奨ゲージ,サブゲージ間隔及びサブゲージは,表3による。
4.4
硬さ
鋼球の硬さは,表4による。
5
材料
鋼球の材料は,JIS G 4805による。
6
測定方法
6.1
平均直径及び直径不同
平均直径及び直径不同を求めるために必要な直径は,鋼球1個を測定平面とこれに垂直な測定子との間
に置き,通常10回以上方向を変えて測定する。
平均直径は,その最大値と最小値の算術平均値として求め,直径不同は,その最大値と最小値との差と
して求める。
この場合の測定力は,3 N以下とする。呼び0.3 mm〜3 mmの鋼球については,より小さな測定力が望
ましい。
注記 平均直径は,通常測定力及び鋼球の質量による弾性接近量を補正する。補正方法は,附属書JB
を参照。
6.2
真球度
鋼球の真球度の評価方法は,附属書Aによる。
6.3
ウェビネス
ウェビネスは,速度振幅として評価することを推奨する。通常鋼球表面のウェビネス成分は,フィルタ
を用いたウェビネスメータで測定する。
6.4
表面粗さ (Ra)
鋼球の表面粗さの測定は,JIS B 0651に規定する測定機を用い,評価方式及び手順は,JIS B 0633によ
る。
5
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.5
ロットの直径の相互差及びゲージ
ロットの直径の相互差は,ロット内の最大鋼球の平均直径と最小鋼球の平均直径との差として求める。
ゲージは,ロットの平均直径の寸法差が,表3に規定する推奨ゲージのうち最も近い値として求める。
6.6
硬さ
呼び3 mm以下の鋼球の硬さの測定は,JIS Z 2244による。また,呼び3 mmを超える鋼球の硬さの測定
は,JIS Z 2245による。
鋼球の硬さを球面で直接測定する場合,圧子の先端,鋼球の中心及び円すい座の中心が,試験機の圧子
取付軸に一致することが必要である。軸心の不一致は,硬さの読みを低下させ,特に小さい鋼球の場合に
は,その影響が大きい。
鋼球の硬さを球面で直接測定した場合には,見掛けの硬さを附属書JAによって補正する。
7
検査
鋼球の検査は,箇条6について行い,箇条4を満足しなければならない。
8
呼び方
鋼球の呼び方は,名称,呼び,ゲージ及び等級による。
例1 転がり軸受用鋼球 3 mm +3 μm G 10
例2 転がり軸受用鋼球 3/8 −4 μm G 40
9
包装及び表示
9.1
包装
鋼球は,油脂その他によってさび止めした後,適切な容器に収める。
9.2
表示
容器の表面に少なくとも次の事項を表示する。表示内容は,受渡当事者間の協議による。
− 名称
− 呼び
− ゲージ
− 等級
− 数量
− 製造業者名又はその略号
− 製造年月又はその略号
6
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−推奨する寸法
呼び
呼び直径
Dw
mm
相当インチ
寸法(参考)
in
呼び
呼び直径
Dw
mm
相当インチ
寸法(参考)
in
呼び
呼び直径
Dw
mm
相当インチ
寸法(参考)
in
0.3 mm
0.3
−
3/8
9.525
3/8
1 3/16
30.162 5
1 3/16
1/64
0.396 88
1/64
25/64
9.921 88
25/64
1 1/4
31.75
1 1/4
0.4 mm
0.4
−
10 mm
10
−
32 mm
32
−
0.5 mm
0.5
−
13/32
10.318 75
13/32
33 mm
33
−
0.02
0.508
0.02
10.5 mm 10.5
−
1 5/16
33.337 5
1 5/16
0.6 mm
0.6
−
11 mm
11
−
34 mm
34
−
0.025
0.635
0.025
7/16
11.112 5
7/16
1 3/8
34.925
1 3/8
0.68 mm 0.68
−
11.5 mm 11.5
−
35 mm
35
−
0.7 mm
0.7
−
29/64
11.509 38
29/64
36 mm
36
−
1/32
0.793 75
1/32
15/32
11.906 25
15/32
1 7/16
36.512 5
1 7/16
0.8 mm
0.8
−
12 mm
12
−
38 mm
38
−
1 mm
1
−
31/64
12.303 12
31/64
1 1/2
38.1
1 1/2
3/64
1.190 62
3/64
12.5 mm 12.5
−
1 9/16
39.687 5
1 9/16
1.2 mm
1.2
−
1/2
12.7
1/2
40 mm
40
−
1.5 mm
1.5
−
13 mm
13
−
1 5/8
41.275
1 5/8
1/16
1.587 5
1/16
17/32
13.493 75
17/32
1 11/16
42.862 5
1 11/16
5/64
1.984 38
5/64
14 mm
14
−
1 3/4
44.45
1 3/4
2 mm
2
−
9/16
14.287 5
9/16
45 mm
45
−
3/32
2.381 25
3/32
15 mm
15
−
1 13/16
46.037 5
1 13/16
2.5 mm
2.5
−
19/32
15.081 25
19/32
1 7/8
47.625
1 7/8
7/64
2.778 12
7/64
5/8
15.875
5/8
1 15/16
49.212 5
1 15/16
3 mm
3
−
16 mm
16
−
50 mm
50
−
1/8
3.175
1/8
21/32
16.668 75
21/32
2
50.8
2
3.5 mm
3.5
−
17 mm
17
−
2 1/8
53.975
2 1/8
9/64
3.571 88
9/64
11/16
17.462 5
11/16
55 mm
55
−
5/32
3.968 75
5/32
18 mm
18
−
2 1/4
57.15
2 1/4
4 mm
4
−
23/32
18.256 25
23/32
60 mm
60
−
11/64
4.365 62
11/64
19 mm
19
−
2 3/8
60.325
2 3/8
4.5 mm
4.5
−
3/4
19.05
3/4
2 1/2
63.5
2 1/2
3/16
4.762 5
3/16
25/32
19.843 75
25/32
65 mm
65
−
5 mm
5
−
20 mm
20
−
2 5/8
66.675
2 5/8
13/64
5.159 38
13/64
20.5 mm 20.5
−
2 3/4
69.85
2 3/4
5.5 mm
5.5
−
13/16
20.637 5
13/16
70 mm
70
−
7/32
5.556 25
7/32
21 mm
21
−
2 7/8
73.025
2 7/8
15/64
5.953 12
15/64
27/32
21.431 25
27/32
75 mm
75
−
6 mm
6
−
22 mm
22
−
3
76.2
3
1/4
6.35
1/4
7/8
22.225
7/8
3 1/8
79.375
3 1/8
6.5 mm
6.5
−
22.5 mm 22.5
−
80 mm
80
−
17/64
6.746 88
17/64
23 mm
23
−
3 1/4
82.55
3 1/4
7 mm
7
−
29/32
23.018 75
29/32
85 mm
85
−
9/32
7.143 75
9/32
15/16
23.812 5
15/16
3 3/8
85.725
3 3/8
7.5 mm
7.5
−
24 mm
24
−
3 1/2
88.9
3 1/2
19/64
7.540 62
19/64
31/32
24.606 25
31/32
90 mm
90
−
5/16
7.937 5
5/16
25 mm
25
−
3 5/8
92.075
3 5/8
8 mm
8
−
1
25.4
1
95 mm
95
−
21/64
8.334 38
21/64
26 mm
26
−
3 3/4
95.25
3 3/4
8.5 mm
8.5
−
1 1/32
26.193 75
1 1/32
3 7/8
98.425
3 7/8
11/32
8.731 25
11/32
1 1/16
26.987 5
1 1/16
100 mm
100
−
9 mm
9
−
28 mm
28
−
4
101.6
4
23/64
9.128 12
23/64
1 1/8
28.575
1 1/8
4 1/8
104.775
4 1/8
9.5 mm
9.5
−
30 mm
30
−
注記 呼び直径の表記方法は,対応国際規格ISO 3290に準拠している。
7
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−形状及び表面粗さの許容限界値
単位 µm
等級
直径不同
VDws
真球度
表面粗さ
Ra
最大
最大
最大
G 3
G 5
G 10
G 16
G 20
G 24
G 28
G 40
G 60
G 100
G 200
0.08
0.13
0.25
0.4
0.5
0.6
0.7
1
1.5
2.5
5
0.08
0.13
0.25
0.4
0.5
0.6
0.7
1
1.5
2.5
5
0.010
0.014
0.020
0.025
0.032
0.040
0.050
0.060
0.080
0.100
0.150
注記 この表に示す値は,表面のきずを考慮していないので,きずを除外して測定する。
表3−等級及びゲージ
単位 µm
等級
ロットの直径
の相互差
VDwL
ゲージ
間隔
推奨ゲージ
サブゲージ
間隔
サブゲージ
最大
G 3
G 5
G 10
G 16
G 20
G 24
G 28
G 40
G 60
G 100
G 200
0.13
0.25
0.5
0.8
1
1.2
1.4
2
3
5
10
0.5
1
1
2
2
2
2
4
6
10
15
−5,.....−0.5,0,+0.5,...+5
−5,......−1, 0,+1,......+5
−9,......−1, 0,+1,......+9
−10,....−2, 0,+2,......+10
−10,....−2, 0,+2,......+10
−12,....−2, 0,+2,......+12
−12,....−2, 0,+2,......+12
−16,....−4, 0,+4,......+16
−18,....−6, 0,+6,......+18
−40,....−10,0,+10,....+40
−60,....−15,0,+15,....+60
0.1
0.2
0.2
0.4
0.4
0.4
0.4
0.8
1.2
2
3
−0.2,−0.1,0,+0.1,+0.2
−0.4,−0.2,0,+0.2,+0.4
−0.4,−0.2,0,+0.2,+0.4
−0.8,−0.4,0,+0.4,+0.8
−0.8,−0.4,0,+0.4,+0.8
−0.8,−0.4,0,+0.4,+0.8
−0.8,−0.4,0,+0.4,+0.8
−1.6,−0.8,0,+0.8,+1.6
−2.4,−1.2,0,+1.2,+2.4
−4, −2, 0,+2, +4
−6, −3, 0,+3, +6
注記 ゲージ間隔の値は,受渡当事者間の協議によって小さくしてもよい。
表4−硬さ
呼び
硬さ
HV
HRC
0.3 mm〜3 mm
772〜900
(63〜67)
1/8〜30 mm
−
62〜67
1 3/16〜4 1/8
−
61〜67
注記 括弧内の値は,換算値を参考に示す。
8
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
真球度の評価方法
A.1 適用範囲
この附属書は,鋼球の真球度の評価方法について規定する。真球度の評価は,次の半径法測定による。
また,真球度の簡易評価方法として,直径法測定を参考に示す。
A.2 半径法測定
真球度の測定は,互いに90°の3赤道平面における真円度測定によって行う。一つの実測赤道平面にお
ける真円度評価は,最小二乗中心によって行う。各実測赤道平面における半径差の最大値を真球度とする。
また,真円度評価に最小外接円を使用し,最小外接円から鋼球表面までの半径方向の距離の最大値を真球
度としてもよい。疑義が生じた場合は,最小二乗中心法とする。
真円度の評価方法の詳細な内容については,JIS B 7451を参照。
注記 直径法測定(参考) 真球度の簡易評価方法として,鋼球1個を角度90°のV溝とこれに垂直
な測定子との間に置き,方向を変えて測定したときの測定子の動きの最大の値を2で除した値
を真球度とする。この場合の測定力は,3 N以下とする。
呼び0.3 mm〜3 mmの鋼球については,より小さな測定力が望ましい。
9
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
ゲージ及び区分けの説明図
B.1
適用範囲
この附属書は,ゲージ及び区分けについて規定する。
B.2
ゲージ及びサブゲージ
等級G 5のゲージ及びサブゲージの例を図B.1に示す。
単位 μm
図B.1
B.3
ロットとゲージとの関係
ロットとゲージとの関係を図B.2に示す。
図B.2
ロット
ロットの直径の相互差 (VDwL)
ロット内の最大の鋼球
直径不同 (VDws)
ロット内の最小の鋼球
ロットの平均直径 (DwmL)
製造業者が用いる
サブゲージの目盛
顧客が用いる
ゲージの目盛
製造業者が用いる
サブゲージの目盛
呼び直径 (Dw)
ゲージ間隔
顧客が用いる
ゲージの目盛
サブゲージ間隔
−0.4 −0.2 0 +0.2 +0.4 −0.4 −0.2 0 +0.2 +0.4 −0.4 −0.2 0 +
0.2
−1 0 +1 +2
10
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図B.2(続き)
ゲージからの寸法差(ΔS)
ゲージ(S)に属する
最大DwmLのロット
ロットの平均直径 (DwmL)
ロット
製造業者が用いる
サブゲージの目盛
顧客が用いる
ゲージの目盛
ゲージ(S)に属する
最小DwmLのロット
ゲージ(S)
ゲージ(S)に対しての
ロットの平均直径の範囲
そのロットが
属している
サブゲージ
11
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
硬さの測定
JA.1 適用範囲
この附属書は,硬さの補正方法について規定する。
JA.2 硬さの補正方法
a) ビッカース硬さ 呼び3 mm以下の鋼球の硬さは,球面を直接測定した場合には,見掛けの硬さに表
JA.1の補正係数を乗じて補正する。
例 呼び直径Dw = 2 mm
くぼみの平均対角線長さd = 0.104 mm
d/Dw = 0.104/2 = 0.052
球面を直接測定した見掛けの硬さ = 857 HV5
表JA.1 補正係数 からの補正係数(内挿による)= 0.947 5
鋼球の硬さ = 857×0.947 5 = 812 HV5
表JA.1−補正係数
d/Dwa)
補正係数
d/Dwa)
補正係数
0.004
0.009
0.013
0.018
0.023
0.028
0.033
0.038
0.043
0.995
0.990
0.985
0.980
0.975
0.970
0.965
0.960
0.955
0.049
0.055
0.061
0.067
0.073
0.079
0.086
0.093
0.100
0.950
0.945
0.940
0.935
0.930
0.925
0.920
0.915
0.910
注記 この表は,JIS Z 2244 表B.1(凸球面の硬さ補正係数)による。
注a) d:くぼみの対角線の長さの平均 (mm)
Dw:呼び直径 (mm)
b) ロックウェル硬さ 呼び3 mmを超える鋼球の硬さは,球面を直接測定した場合には,次の式で補正
する。
H
H
H
∆
+
=
0
w
2
160
1
59
D
H
H
−
×
=
∆
ここに,
H0: 鋼球の硬さ (HRC)
H: 球面を直接測定した見掛けの硬さ (HRC)
∆H: 硬さ補正量 (HRC)
12
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,この式はH0が55 HRC以上の場合に適用する。
注記 この補正式は,JIS Z 2245の附属書D表1(Cスケールに対する補正値ΔH)による。
13
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
測定力及び鋼球の質量による弾性接近量の補正
この附属書は,本体に関連した事柄を説明するもので,規定の一部ではない。
JB.1 適用範囲
測定力を加えて鋼球の直径を測定する場合は,測定力及び鋼球の質量による弾性変形が生じる。この附
属書は,弾性接近量の補正方法について記載する。
JB.2 実測直径
実測直径は,式(1)によって求められる。
Dws = Dwx + Hs ··········································································· (1)
ここに,
Dws: 実測直径
Dwx: 測定によって得られた値1)
Hs: 弾性接近による補正量
注1) 測定力及び鋼球の質量による弾性変形を含む。
JB.3 補正量の計算
鋼球の直径を測定する場合は,鋼球を球端面測定子と測定平面との間に挟んで,ブロックゲージと比較
測定する。
a) 補正量 弾性接近による補正量は,式(2)で表される。
3
2
1
s
ε
ε
ε
−
+
=
H
········································································· (2)
ここに,
ε1: 鋼球と測定子との接触点における測定力による弾性接
近量
ε2: 鋼球と測定平面との接触点における測定力及び鋼球の
質量による弾性接近量
ε3: ブロックゲージと測定子との接触点における測定力に
よる弾性接近量
b) 弾性接近量 測定子と鋼球 (ε1),鋼球と測定平面(ε2)及び測定子とブロックゲージ(ε3)の接触点にお
ける弾性変位量の計算式を,表JB.1に示す。
14
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JB.1−弾性接近量の計算式
測定の図例
接触の条件別の計算式
測定平面
P+W
鋼球
P
球端面測定子
鋼球と測定子と
の接触点
鋼球と測定子
との接触点
鋼球と測定子との接触点にお
ける測定力による弾性接近量
ε1 (μm)
3
2
2
1
w
2
1
1
1
2
1
49
.7
+
+
=
E
E
D
r
P
ε
…(3)
鋼球と測定平面との接触点に
おける測定力及び鋼球の質量
による弾性接近量
ε2 (μm)
(
)
3
2
3
2
w
2
2
1
1
43
.9
+
+
=
E
E
D
W
P
ε
……(4)
P
球端面測定子
ブロックゲージ
と測定子との接
触点
ブロックゲージ
測定平面
ブロックゲージと測定子との
接触点における測定力による
弾性接近量
ε3 (μm)
3
2
4
1
2
3
1
1
2
43
.9
+
=
E
E
r
P
ε
…………(5)
ここに,
P: 測定力 (N)
W: 鋼球の質量 (kg)
r: 測定子球端面の曲率半径 (mm)
Dw: 鋼球の呼び直径 (mm)
E1: 測定子のヤング率 (GPa)
E2: 鋼球のヤング率 (GPa)
E3: 測定平面のヤング率 (GPa)
E4: ブロックゲージのヤング率 (GPa)
c) 計算例 測定力及び鋼球の質量による弾性接近量の補正の計算例を,次に示す。
呼び10 mmの鋼球を,超硬合金製測定子球端面と超硬合金製測定平面との間に挟んで,ブロックゲ
ージと比較した場合の直径の実測値が9.998 50 mmであったとする。ただし,この場合の測定力(P)は
0.39 N,鋼球の質量(W)は0.004 08 kg,測定子球端面の曲率半径(r)は1.587 5 mmとする。
P = 0.39 N,r = 1.587 5 mm,Dw = 10 mm,W =0.004 08 kg
また,超硬合金製測定子のヤング率 (E1) は550 GPa,鋼球のヤング率 (E2) は210 GPa,超硬合金
製測定平面のヤング率 (E3) は550 GPa,ブロックゲージのヤング率 (E4) は210 GPaとする。
E1 = 550 GPa,E2 = 210 GPa,E3 = 550 GPa,E4 = 210 GPa
まず,鋼球と超硬合金製測定子球端面との弾性接近量ε1を式(3)から求める。
μm
13
.0
210
1
550
1
10
2
5
587
.1
1
)
39
.0(
49
.7
3
2
2
1
=
+
+
=
ε
15
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
次に,鋼球と超硬合金製測定平面との弾性接近量ε2を式(4)から求める。
(
)
μm
09
.0
5501
2101
10
08
004
.0
8.9
39
.0
43
.9
3
2
2
2
=
+
×
+
=
ε
ブロックゲージと超硬合金製測定子球端面との弾性接近量ε3を式(5)から求める。
(
)
μm
12
.0
210
1
550
1
2
5
587
.1
39
.0
43
.9
3
2
2
3
=
+
×
=
ε
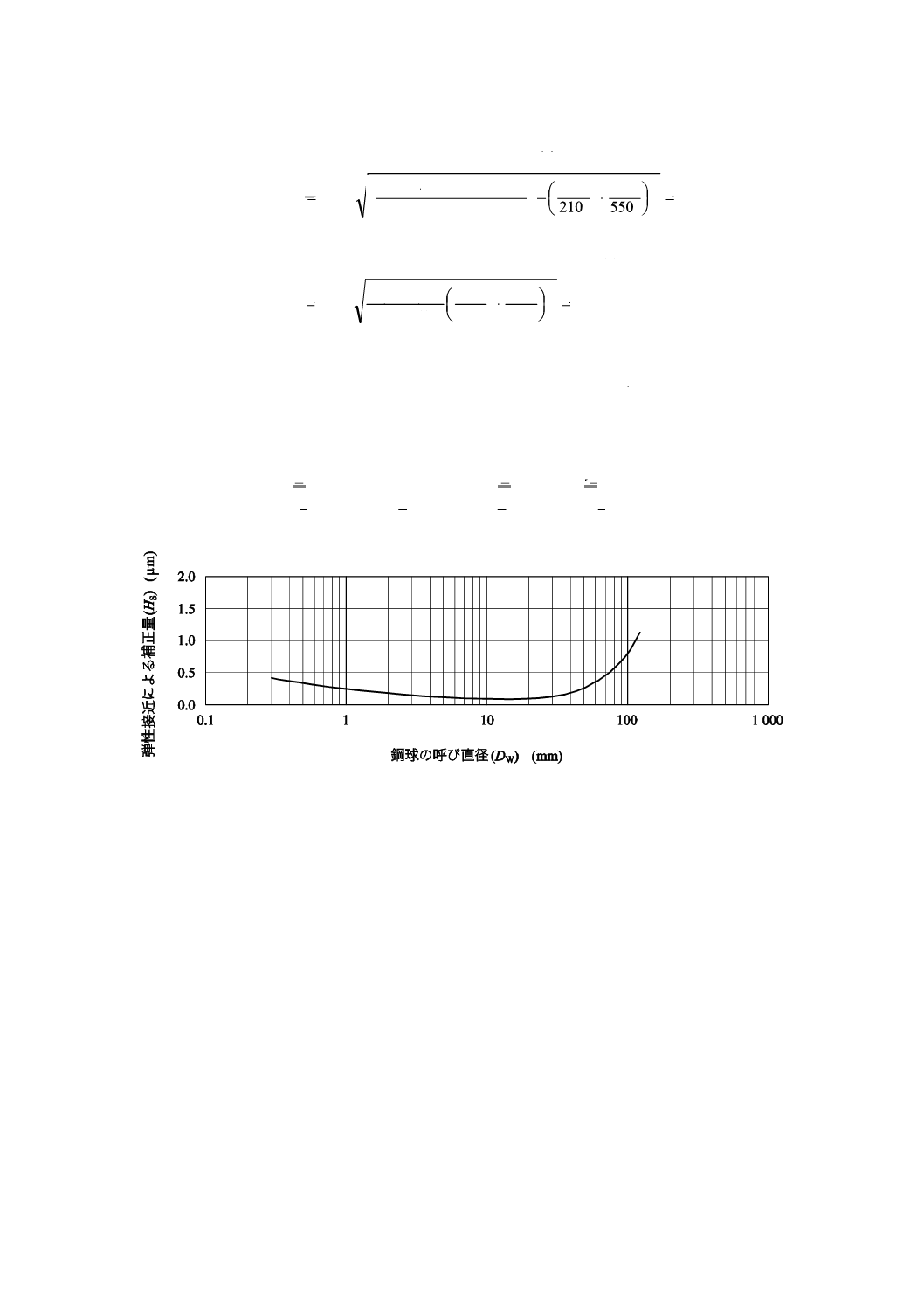
弾性接近による補正量は,式(2)よりHs = 0.13 + 0.09−0.12 = 0.10 μm
したがって,鋼球の実測直径は,式(1)よりDws = 9.998 50 + 0.000 10 = 9.998 60 mmとなる。
また,例として次の測定条件での鋼球の呼び直径 (Dw) と弾性接近による補正量 (Hs) との関係を図
JB.1に示す。
P = 0.39 N,r = 1.587 5 mm,Dw = 10 mm,W = 0.040 N
E1 = 550 GPa,E2 = 210 GPa,E3 = 550 GPa,E4 = 210 GPa
図JB.1−鋼球の呼び直径 (Dw) と弾性接近による補正量 (Hs) の例
16
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JC
(参考)
JISと対応する国際規格との対比表
JIS B 1501: 2009 転がり軸受−鋼球
ISO 3290:2001,Rolling bearings−Balls−Dimensions and tolerances
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
鋼球
1.適用範
囲
鋼球
一致
−
−
2 引用規
格
3 用語及
び定義
用語に関する引用
規格
3.用語及
び定義
用語に関する引用規格
一致
−
−
3.1呼び
呼びの定義を規定
−
−
追加
ISO規格にない。
対応国際規格にはないが,日本国
内の必要性から規定した。
3.2呼び直
径
呼び直径の定義を
規定
3.1
一致
−
−
3.3実測直
径
実測直径の定義を
規定
3.2
一致
−
−
3.4平均直
径
平均直径の定義を
規定
3.3
一致
−
−
3.5直径不
同
直径不同の定義を
規定
3.4
一致
−
−
3.6表面の
不均一性
と形状特
性
表面の不均一性と
形状特性の定義を
規定
3.5
一致
−
−
3.6.1真球
度
真球度の定義を規
定
3.5.1
一致
−
−
5
B
1
5
0
1
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
17
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
3.6.2ウェ
ビネス
ウェビネスの定義
を規定
3.5.2
一致
−
−
3.6.3表面
粗さ
表面粗さの定義を
規定
3.5.3
一致
−
−
3.7表面き
ず
表面きずの定義を
規定
3.6
一致
−
−
3.8ロット ロットの定義を規
定
3.7
一致
−
−
3.9ロット
の平均直
径
ロットの平均直径
の定義を規定
3.8
一致
−
−
3.10ロッ
トの直径
の相互差
ロットの直径の相
互差の定義を規定
3.9
一致
−
−
3.11等級
等級の定義を規定
3.10
一致
−
−
3.12ゲー
ジ
ゲージの定義を規
定
3.11
一致
−
−
3.13ゲー
ジからの
寸法差
ゲージからの寸法
差の定義を規定
3.12
一致
−
−
3.14サブ
ゲージ
サブゲージの定義
を規定
3.13
一致
−
−
3.15硬さ
硬さの定義を規定
3.14
一致
−
−
4要求事
項
タイトルを示す。
4.
一致
−
−
4.1寸法
推奨する寸法(呼
び)を表1に示す。
4.1 寸法
推奨する呼び直径を付表
に示す。
追加
ISOは鋼球の大きさをmm単
位の呼び直径で規定。JISは呼
びで規定。
3.1“呼び”参照
5
B
1
5
0
1
:
2
0
0
9
18
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4.2形状及
び表面の
品質
直径不同,真球度な
どの許容値を表2に
示す。
4.2
一致
−
−
4.3等級及
びゲージ
ロットの直径の相
互差,ゲージ間隔,
推奨ゲージなどの
等級ごとの値を表3
に示す。
4.3
一致
−
−
4.4硬さ
硬さの値を表4に,
球面で測定した場
合の補正方法を附
属書JAに示す。
4.4硬さ
硬さの値及び測定方法を
規定。
変更
ISOでは顧客と供給者間での
合意によるとして規定しな
い。JISでは規定する。
対応国際規格にはないが,日本国
内の必要性から規定した。
5 材料
鋼球の材料を規定
−
−
追加
JISに,この項目追加
対応国際規格にはないが,日本国
内の必要性から規定した。
6 測定方
法
タイトルを示す。
−
−
追加
JISに,この項目追加
対応国際規格にはないが,日本国
内の必要性から規定した。
6.1平均直
径及び直
径不同
平均直径及び直径
不同の測定方法を
示す。
−
−
追加
JISに,この項目追加
対応国際規格にはないが,日本国
内の必要性から規定した。
6.2真球度 真球度の評価方法
を示す。
−
−
追加
JISに,この項目追加
対応国際規格にはないが,日本国
内の必要性から規定した。
6.3ウェビ
ネス
ウェビネスの測定
方法を示す。
−
−
追加
JISに,この項目追加
対応国際規格にはないが,日本国
内の必要性から規定した。
6.4表面粗
さ
表面粗さの測定方
法を示す。
−
−
追加
JISに,この項目追加
対応国際規格にはないが,日本国
内の必要性から規定した。
6.5ロット
の直径の
相互差及
びゲージ
ロットの直径の相
互差及びゲージの
求め方を示す。
−
−
追加
JISに,この項目追加
対応国際規格にはないが,日本国
内の必要性から規定した。
5
B
1
5
0
1
:
2
0
0
9
19
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6.6硬さ
硬さの測定方法を
示す。
−
−
追加
JISに,この項目追加
対応国際規格にはないが,日本国
内の必要性から規定した。
7 検査
検査項目及びその
要求項目の規定
−
−
追加
JISに,この項目追加
対応国際規格にはないが,日本国
内の必要性から規定した。
8 呼び方
鋼球の呼び方の規
定
−
−
追加
JISに,この項目追加
対応国際規格にはないが,日本国
内の必要性から規定した。
9 包装及
び表示
タイトルを示す。
−
−
追加
JISに,この項目追加
対応国際規格にはないが,日本国
内の必要性から規定した。
9.1包装
包装方法の規定
−
−
追加
JISに,この項目追加
対応国際規格にはないが,日本国
内の必要性から規定した。
9.2表示
表示項目の規定
−
−
追加
JISに,この項目追加
対応国際規格にはないが,日本国
内の必要性から規定した。
表1
推奨する寸法
表1
一致
呼びを追加
3.1“呼び”参照
表2
形状及び表面粗さ
の許容限界値
表2
一致
−
−
表3
等級及びゲージ
表3
一致
−
−
表4
硬さ
−
−
追加
ISO規格にない。
対応国際規格にはないが,日本国
内の必要性から規定した。
附属書A
真球度の評価方法
附属書A 真球度の評価方法−半径
法測定
追加
直径法測定を参考として追加
−
附属書B
ゲージ及び区分け
の説明図
附属書B ゲージ及び区分けの説明
図
一致
−
−
附属書JA 硬さの測定
−
−
追加
硬さ及び硬さの測定方法を追
加
対応国際規格にはないが,日本国
内の必要性から規定した。
附属書JB
測定力及び鋼球の
質量による弾性接
近量の補正
−
−
追加
真球度の簡易測定方法を追加
対応国際規格にはないが,日本国
内の必要性から規定した。
JISと国際規格との対応の程度の全体評価:ISO 3290:2001,MOD
5
B
1
5
0
1
:
2
0
0
9
20
B 1501:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致………………技術的差異がない。
− 追加………………国際規格にない規定項目又は規定内容を追加している。
− 変更………………国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD………………国際規格を修正している。
5
B
1
5
0
1
:
2
0
0
9