B 1256:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 種類······························································································································· 2
4 形状・寸法,製品仕様及び製品の呼び方 ··············································································· 3
5 表示······························································································································· 4
5.1 製品の表示 ··················································································································· 4
5.2 包装の表示 ··················································································································· 4
附属書JA(参考)角座金 ······································································································ 19
附属書JB(参考)JISと対応する国際規格との対比表 ································································ 20
B 1256:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出が
あり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
この規格は,JIS B 1256:1998の本体と附属書1(規定)とを分割して,本体の部分を対応国際規格の技
術的内容と一致させて改正した日本工業規格である。ただし,JIS B 1256:1998の附属書2(参考)に示さ
れていた角座金は,附属書JA(参考)として残した。また,附属書1は,JIS B 1250として制定された。
これによって,JIS B 1256:1998は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1256:2008
平座金
Plain washers
序文
この規格は,2000年に第2版として発行されたISO 7089,ISO 7090,ISO 7091,ISO 7092及びISO 7094
並びに2000年に第1版として発行されたISO 7093-1及びISO 7093-2を基に,対応する部分(種類,形
状・寸法,製品仕様及び製品の呼び方)については対応国際規格を翻訳し,技術的内容を変更することな
く一体化して作成した日本工業規格であるが,対応国際規格には規定されていない規定項目(表示)を日
本工業規格として追加している。
なお,この規格の本体で側線又は点線の下線を施してある箇所及び附属書JAは,対応国際規格にはな
い事項である。変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,一般用のボルト,小ねじ及びナットに使用する鋼製及びステンレス鋼製の丸形平座金(以
下,平座金という。)について規定する。
この規格の本体で規定する以外の平座金の寸法を要求する場合には,その基準寸法はJIS B 1250から選
び,公差はJIS B 1022によるのがよい。
附属書JAに,参考として角座金の形状・寸法を示す。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 7089:2000,Plain washers−Normal series−Product grade A
ISO 7090:2000,Plain washers, chamfered−Normal series−Product grade A
ISO 7091:2000,Plain washers−Normal series−Product grade C
ISO 7092:2000,Plain washers−Small series−Product grade A
ISO 7093-1:2000,Plain washers−Large series−Part 1:Product grade A
ISO 7093-2:2000,Plain washers−Large series−Part 2:Product grade C
ISO 7094:2000,Plain washers−Extra large series−Product grade C
(全体評価:MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 1022 締結用部品の公差−第3部:ボルト,小ねじ及びナット用の平座金−部品等級A及びC
注記 対応国際規格:ISO 4759-3:2000 Tolerances for fasteners−Part 3 : Plain washers for bolts, screws
2
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
and nuts−Product grades A and C (IDT)
JIS B 1044 締結用部品−電気めっき
注記 対応国際規格:ISO 4042:1999 Fasteners−Electroplated coatings (IDT)
JIS B 1046 締結用部品−非電解処理による亜鉛フレーク皮膜
注記 対応国際規格:ISO 10683:2000 Fasteners−Non-electrolytically applied zinc flake coatings (IDT)
JIS B 1054-1 耐食ステンレス鋼製締結用部品の機械的性質−第1部:ボルト,ねじ及び植込みボルト
注記 対応国際規格:ISO 3506-1:1997 Mechanical properties of corrosion-resistant stainless-steel
fasteners−Part 1:Bolts, screws and studs (IDT)
JIS B 1091 締結用部品−受入検査
注記 対応国際規格:ISO 3269:2000 Fasteners−Acceptance inspection (IDT)
JIS B 1250 一般用ボルト,小ねじ及びナットに用いる平座金−全体系
注記 対応国際規格:ISO 887:2000 Plain washers for metric bolts, screws and nuts for general purposes
−General plan (IDT)
JIS Z 2244 ビッカース硬さ試験−試験方法
注記 対応国際規格:ISO 6507-1:1997 Metallic materials−Vickers hardness test−Part 1:Test method
(MOD)
3
種類
平座金の種類は,表1による。
表1−平座金の種類
種類
硬さ
区分
適用するのに望ましい締結用部品例
適用するねじ
の呼び径範囲
対応国際規格
小形─
部品等級A a)
200 HV − 強度区分8.8以下又はステンレス鋼製のチーズ頭
小ねじ
− 強度区分8.8以下又はステンレス鋼製の六角穴付
きボルト
− 強度区分8.8以下又はステンレス鋼製のヘクサロ
ビュラ穴付きボルト
− 浸炭焼入れを施したチーズ頭スレッドローリング
ねじ
1.6〜36 mm
ISO 7092:2000
300 HV − 強度区分10.9以下の六角穴付きボルト
− 強度区分10.9以下のヘクサロビュラ穴付きボルト
並形─
部品等級A a)
200 HV − 強度区分8.8以下で,部品等級A及びBの六角ボ
ルト及び小ねじ
− 強度区分8以下で,部品等級A及びBの六角ナッ
ト
− ステンレス鋼製の六角ボルト,小ねじ及びナット
− 浸炭焼入れを施したスレッドローリングねじ
1.6〜64 mm
ISO 7089:2000
300 HV − 強度区分10.9以下で,部品等級A及びBの六角ボ
ルト及び小ねじ
− 強度区分10以下で,部品等級A及びBの六角ナ
ット
3
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−平座金の種類(続き)
種類
硬さ
区分
適用するのに望ましい締結用部品例
適用するねじ
の呼び径範囲
対応国際規格
並形面取り─
部品等級A a)
200 HV − 強度区分8.8以下で,部品等級A及びBのボルト
及び小ねじ
− 強度区分8以下で,部品等級A及びBのナット
− ステンレス鋼製のボルト,小ねじ及びナット
− 浸炭焼入れを施したスレッドローリングねじ
5〜64 mm
ISO 7090:2000
300 HV − 強度区分10.9以下で,部品等級A及びBのボルト
及び小ねじ
− 強度区分10以下で,部品等級A及びBのナット
並形─
部品等級C a)
100 HV − 強度区分6.8以下で,部品等級Cの六角ボルト及
び小ねじ
− 強度区分6以下で,部品等級Cの六角ナット
− 浸炭焼入れを施したスレッドローリングねじ
1.6〜64 mm
ISO 7091:2000
大形─
部品等級A b)
200 HV − 強度区分8.8以下で,部品等級A及びBの六角ボ
ルト及び小ねじ
− 強度区分8以下で,部品等級A及びBの六角ナッ
ト
− ステンレス鋼製の六角ボルト,小ねじ及びナット
− 浸炭焼入れを施したスレッドローリングねじ
3〜36 mm
ISO 7093-1:2000
300 HV − 強度区分10.9以下で,部品等級A及びBの六角ボ
ルト及び小ねじ
− 強度区分10以下で,部品等級A及びBの六角ナ
ット
大形─
部品等級C b)
100 HV − 強度区分6.8以下で,部品等級Cの六角ボルト及
び小ねじ
− 強度区分6以下で,部品等級Cの六角ナット
− 浸炭焼入れを施したスレッドローリングねじ
3〜36 mm
ISO 7093-2:2000
特大形─
部品等級C c)
100 HV − 強度区分6.8以下で,部品等級Cの六角ボルト及
び小ねじ
− 強度区分6以下で,部品等級Cの六角ナット
5〜36 mm
ISO 7094:2000
注a) 軟らかい被締結部材又はボルト穴が大きい被締結部材の場合には,使用者が技術的に適切であるかどうかを
確認するのがよい。
b) 軟らかい被締結部材又はボルト穴が大きい締結部材に用いることを意図しているが,後者の場合には,平座
金の厚さが適切であるかどうかを確認するのがよい。
c) 木材構造物用
4
形状・寸法,製品仕様及び製品の呼び方
平座金の形状・寸法,製品仕様及び製品の呼び方は,表2による。
4
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−形状・寸法,製品仕様及び製品の呼び方
種類
形状・寸法
製品仕様 製品の呼び方
図
第1選択 第2選択
小形−部品等級A
図1
表3
表4
表5
表6
並形−部品等級A
図2
表7
表8
表9
表10
並形面取り−部品等級A
図3
表11
表12
表13
表14
並形−部品等級C
図4
表15
表16
表17
表18
大形−部品等級A
図5
表19
表20
表21
表22
大形−部品等級C
図6
表23
表24
表25
表26
特大形−部品等級C
図7
表27
表28
表29
表30
5
表示
5.1
製品の表示
平座金の製品に対する表示は,一般に施さない。
5.2
包装の表示
包装の外面に,次の事項を表示する。
a) この規格の番号又は名称
b) 種類
c) 平座金の呼び径×外径1)
d) 硬さ区分
e) 材料
なお,材料の表示は,ステンレス鋼製の場合には鋼種区分を示し,鋼製の場合には一般に省略する。
f)
指定事項2)
g) 数量
h) 製造業者名又はその略号
注1) 外径は,外径の基準寸法(最大)を示す。
2) 指定事項は,表面処理の種類などを必要に応じて示す。
5
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
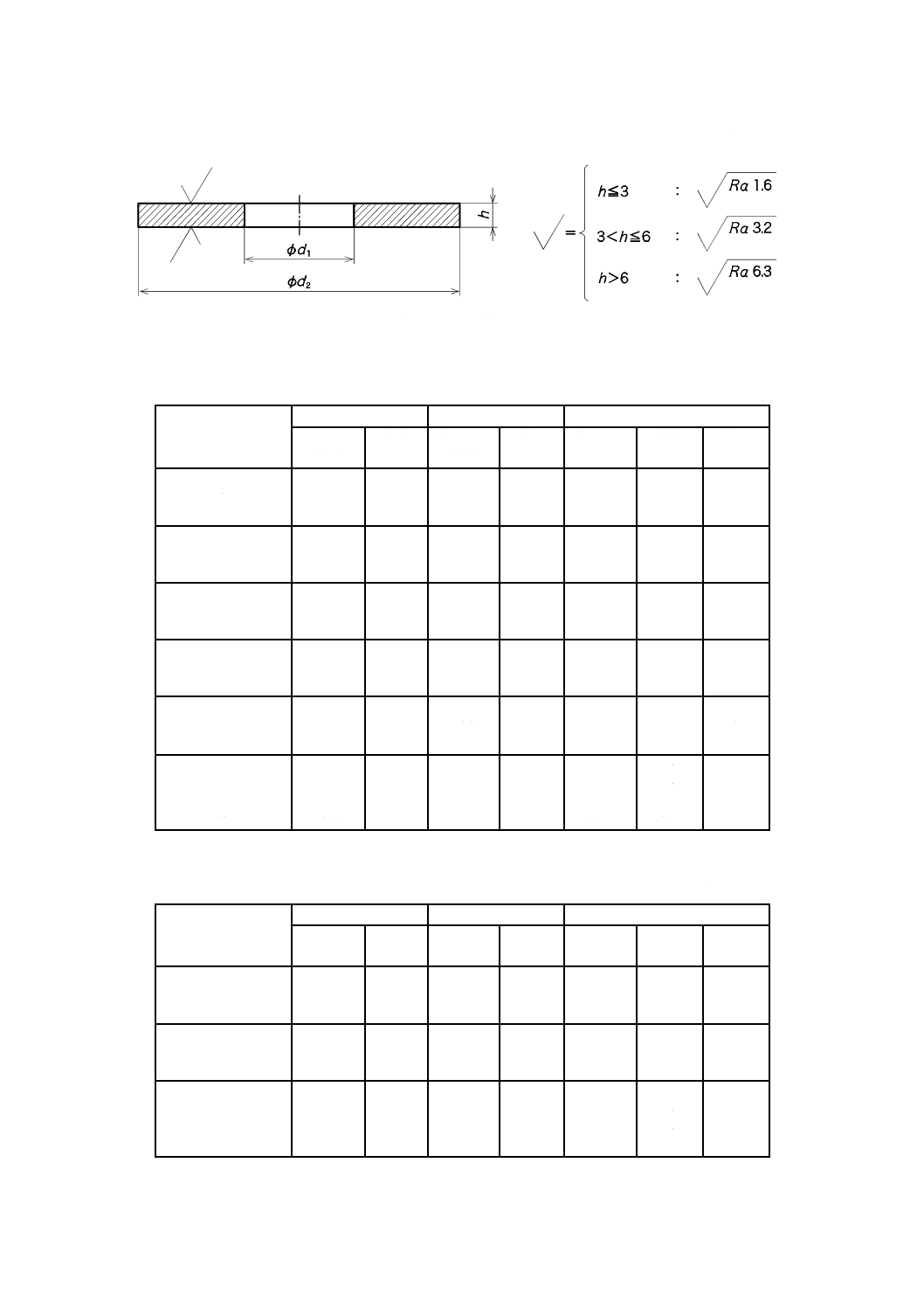
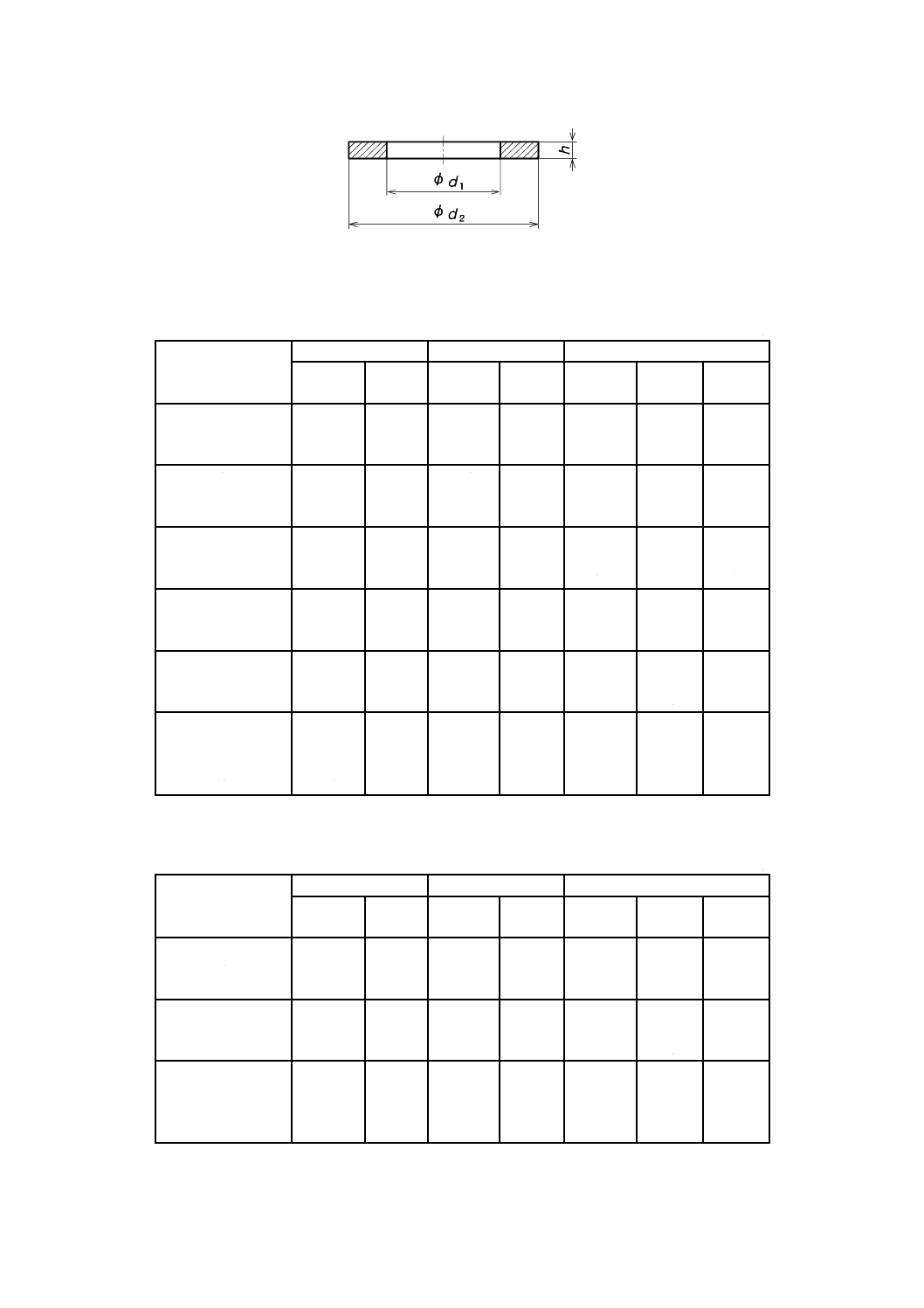
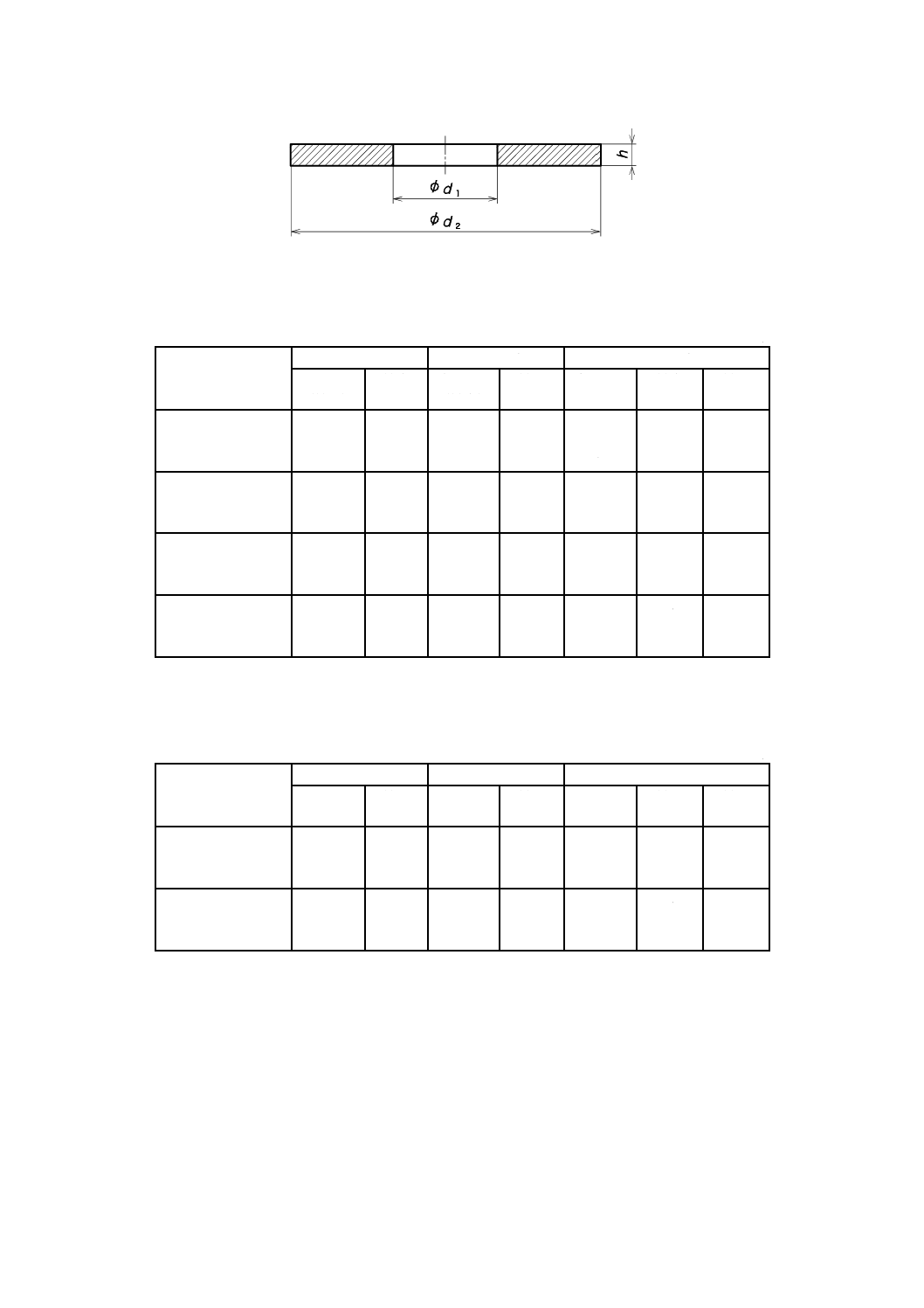
寸法単位 mm
表面粗さ単位 μm
図1−小形−部品等級Aの形状
表3−小形−部品等級A(第1選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
1.6
2
2.5
1.70
2.20
2.70
1.84
2.34
2.84
3.5
4.5
5.0
3.2
4.2
4.7
0.3
0.3
0.5
0.35
0.35
0.55
0.25
0.25
0.45
3
4
5
3.20
4.30
5.30
3.38
4.48
5.48
6.0
8.00
9.00
5.7
7.64
8.64
0.5
0.5
1
0.55
0.55
1.1
0.45
0.45
0.9
6
8
10
6.40
8.40
10.50
6.62
8.62
10.77
11.00
15.00
18.00
10.57
14.57
17.57
1.6
1.6
1.6
1.8
1.8
1.8
1.4
1.4
1.4
12
16
20
13.00
17.00
21.00
13.27
17.27
21.33
20.00
28.00
34.00
19.48
27.48
33.38
2
2.5
3
2.2
2.7
3.3
1.8
2.3
2.7
24
30
36
25.00
31.00
37.00
25.33
31.39
37.62
39.00
50.00
60.0
38.38
49.38
58.8
4
4
5
4.3
4.3
5.6
3.7
3.7
4.4
表4−小形−部品等級A(第2選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
3.5
14
18
3.70
15.00
19.00
3.88
15.27
19.33
7.00
24.00
30.00
6.64
23.48
29.48
0.5
2.5
3
0.55
2.7
3.3
0.45
2.3
2.7
22
27
33
23.00
28.00
34.00
23.33
28.33
34.62
37.00
44.00
56.0
36.38
43.38
54.8
3
4
5
3.3
4.3
5.6
2.7
3.7
4.4
6
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−小形−部品等級Aの製品仕様
材料 a)
鋼
ステンレス鋼
鋼種区分 b)
−
A2 F1 C1
A4 C4
適用規格
−
JIS B 1054-1
機械的性
質
硬さ区分
200 HV
300 HV c)
200 HV
硬さ範囲 d)
200 HV〜300 HV
300 HV〜370 HV
200 HV〜300 HV
公差
部品等級
A
適用規格
JIS B 1022
表面仕上げ
− 平座金は,生地のままで供給する。潤滑
処理又はその他の皮膜処理を施す場合
には,受渡当事者間の協定による。
− 電気めっきの要求がある場合には,JIS B
1044による。
− 非電解処理による亜鉛フレーク皮膜の
要求がある場合には,JIS B 1046による。
− 焼入焼戻しを施した平座金には,水素ぜ
い化を避けるために適切なめっき又は
皮膜処理工程を採用するのがよい。平座
金に電気めっき又はりん酸塩処理を施
した場合には,有害な水素ぜい化を回避
するために,めっき又は皮膜処理の後,
直ちに適切な処理を施す。
− すべての公差は,めっき又は皮膜処理を
施す前に適用する。
平座金は,生地の
ままで供給する。
表面状態
平座金の表面には,凹凸又は有害な損傷があ
ってはならない。また,座面には,ばりがあ
ってはならない。
−
受入検査
受入検査手順は,JIS B 1091による。
注記 形状・寸法の測定は,JIS B 1022の附属書JAを参考にするのがよい。
注a) 他の金属材料は,受渡当事者間の協定による。
b) 化学成分だけを適用する。
c) 焼入焼戻しを施す。
d) 硬さ試験は,JIS Z 2244による。
厚さの基準寸法 h ≦ 0.6 mm:試験力 HV 2
厚さの基準寸法 0.6 < h ≦ 1.2 mm:試験力 HV 10
厚さの基準寸法 h > 1.2 mm:試験力 HV 30
表6−小形−部品等級Aの呼び方
例1 製品
呼び径d = 8 mm,硬さ区分200 HVの小形系列,部品等級Aの鋼製平座金
呼び方 平座金・小形−JIS B 1256−ISO 7092−8−200 HV−部品等級A
例2 製品
呼び径d = 8 mm,硬さ区分200 HVの小形系列,部品等級Aの鋼種区分A2ステンレス鋼製平座金
呼び方 平座金・小形−JIS B 1256−ISO 7092−8−200 HV−A2−部品等級A
注記 図1及び表3〜表6は,ISO 7092:2000に一致している。
7
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
寸法単位 mm
表面粗さ単位 μm
図2−並形−部品等級Aの形状
表7−並形−部品等級A(第1選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
1.6
2
2.5
1.70
2.20
2.70
1.84
2.34
2.84
4.0
5.0
6.0
3.7
4.7
5.7
0.3
0.3
0.5
0.35
0.35
0.55
0.25
0.25
0.45
3
4
5
3.20
4.30
5.30
3.38
4.48
5.48
7.00
9.00
10.00
6.64
8.64
9.64
0.5
0.8
1
0.55
0.9
1.1
0.45
0.7
0.9
6
8
10
6.40
8.40
10.50
6.62
8.62
10.77
12.00
16.00
20.00
11.57
15.57
19.48
1.6
1.6
2
1.8
1.8
2.2
1.4
1.4
1.8
12
16
20
13.00
17.00
21.00
13.27
17.27
21.33
24.00
30.00
37.00
23.48
29.48
36.38
2.5
3
3
2.7
3.3
3.3
2.3
2.7
2.7
24
30
36
25.00
31.00
37.00
25.33
31.39
37.62
44.00
56.00
66.0
43.38
55.26
64.8
4
4
5
4.3
4.3
5.6
3.7
3.7
4.4
42
48
56
64
45.00
52.00
62.00
70.00
45.62
52.74
62.74
70.74
78.0
92.0
105.0
115.0
76.8
90.6
103.6
113.6
8
8
10
10
9
9
11
11
7
7
9
9
表8−並形−部品等級A(第2選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
3.5
14
18
3.70
15.00
19.00
3.88
15.27
19.33
8.00
28.00
34.00
7.64
27.48
33.38
0.5
2.5
3
0.55
2.7
3.3
0.45
2.3
2.7
22
27
33
23.00
28.00
34.00
23.33
28.33
34.62
39.00
50.00
60.0
38.38
49.38
58.8
3
4
5
3.3
4.3
5.6
2.7
3.7
4.4
39
45
52
60
42.00
48.00
56.00
66.00
42.62
48.62
56.74
66.74
72.0
85.0
98.0
110.0
70.8
83.6
96.6
108.6
6
8
8
10
6.6
9
9
11
5.4
7
7
9
表9−並形−部品等級Aの製品仕様
8
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
材料 a)
鋼
ステンレス鋼
鋼種区分 b)
−
A2 F1 C1
A4 C4
適用規格
−
JIS B 1054-1
機械的性質
硬さ区分
200 HV
300 HV c)
200 HV
硬さ範囲 d)
200 HV〜300 HV
300 HV〜370 HV
200 HV〜300 HV
公差
部品等級
A
適用規格
JIS B 1022
表面仕上げ
− 平座金は,生地のままで供給する。潤滑
処理又はその他の皮膜処理を施す場合
には,受渡当事者間の協定による。
− 電気めっきの要求がある場合には,JIS
B 1044による。
− 非電解処理による亜鉛フレーク皮膜の
要求がある場合には,JIS B 1046による。
− 焼入焼戻しを施した平座金には,水素ぜ
い化を避けるために適切なめっき又は
皮膜処理工程を採用するのがよい。平座
金に電気めっき又はりん酸塩処理を施
した場合には,有害な水素ぜい化を回避
するために,めっき又は皮膜処理の後,
直ちに適切な処理を施す。
− すべての公差は,めっき又は皮膜処理を
施す前に適用する。
平座金は,生地の
ままで供給する。
表面状態
平座金の表面には,凹凸又は有害な損傷があ
ってはならない。また,座面には,ばりがあ
ってはならない。
−
受入検査
受入検査手順は,JIS B 1091による。
注記 形状・寸法の測定は,JIS B 1022の附属書JAを参考にするのがよい。
注a) 他の金属材料は,受渡当事者間の協定による。
b) 化学成分だけを適用する。
c) 焼入焼戻しを施す。
d) 硬さ試験は,JIS Z 2244による。
厚さの基準寸法 h ≦ 0.6 mm:試験力 HV 2
厚さの基準寸法 0.6 < h ≦ 1.2 mm:試験力 HV 10
厚さの基準寸法 h > 1.2 mm:試験力 HV 30
表10−並形−部品等級Aの呼び方
例1 製品
呼び径d = 8 mm,硬さ区分200 HVの並形系列,部品等級Aの鋼製平座金
呼び方 平座金・並形−JIS B 1256−ISO 7089−8−200 HV−部品等級A
例2 製品
呼び径d = 8 mm,硬さ区分200 HVの並形系列,部品等級Aの鋼種区分A2ステンレス鋼製平座金
呼び方 平座金・並形−JIS B 1256−ISO 7089−8−200 HV−A2−部品等級A
注記 図2及び表7〜表10は,ISO 7089:2000に一致している。
寸法単位 mm
表面粗さ単位 μm
9
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
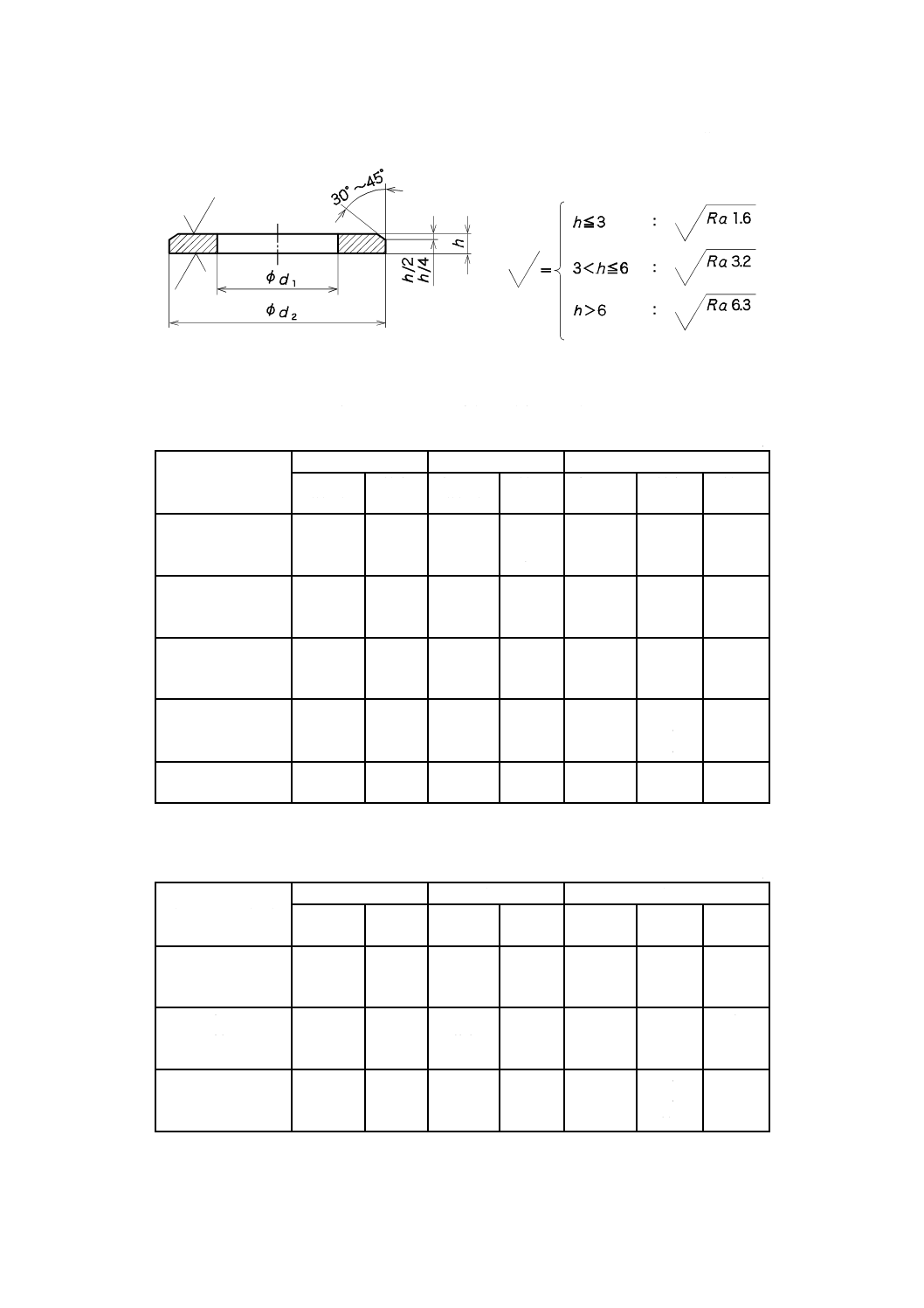
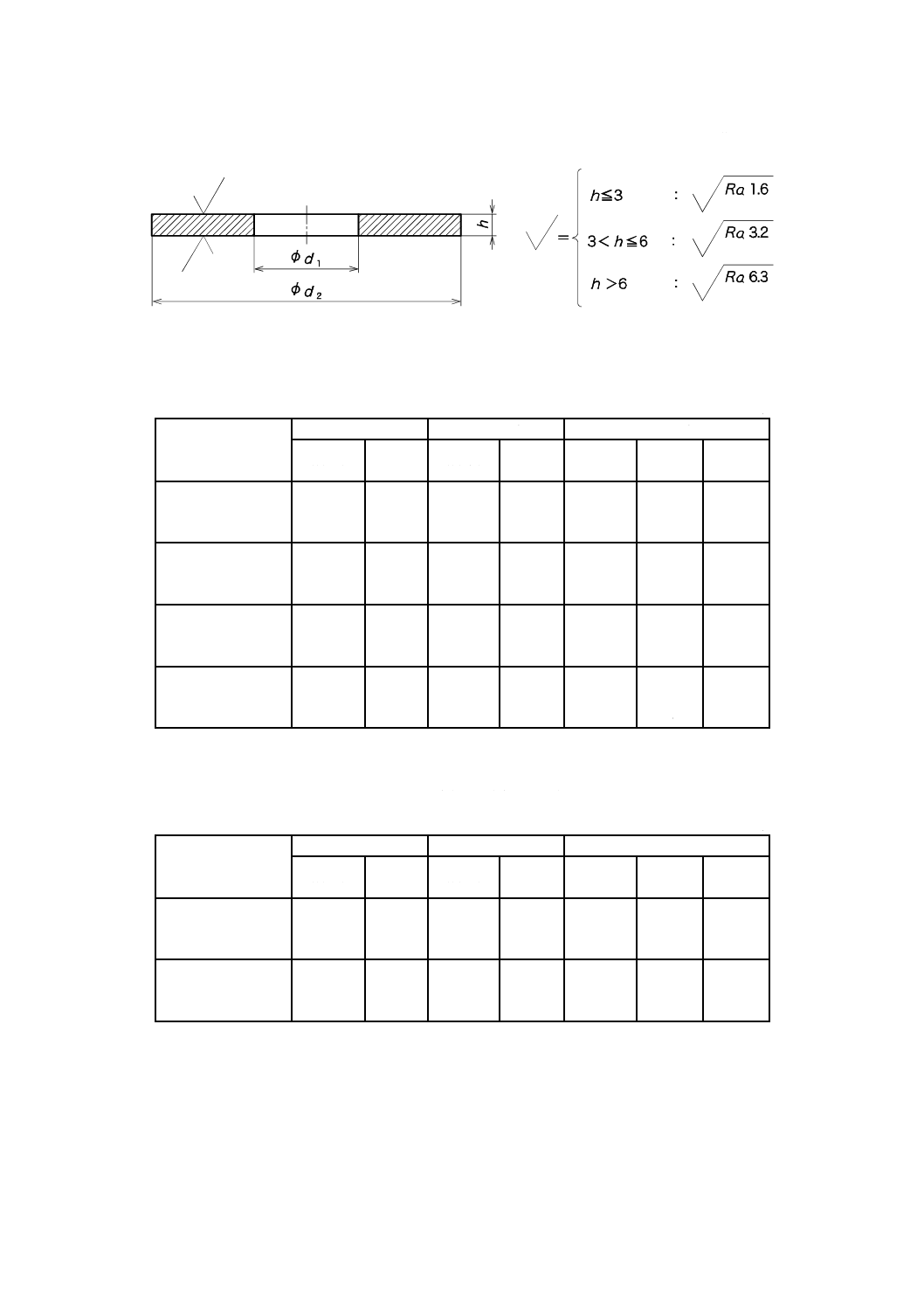
寸法単位 mm
表面粗さ単位 μm
図3−並形面取り−部品等級Aの形状
表11−並形面取り−部品等級A(第1選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
5
6
8
5.30
6.40
8.40
5.48
6.62
8.62
10.00
12.00
16.00
9.64
11.57
15.57
1
1.6
1.6
1.1
1.8
1.8
0.9
1.4
1.4
10
12
16
10.50
13.00
17.00
10.77
13.27
17.27
20.00
24.00
30.00
19.48
23.48
29.48
2
2.5
3
2.2
2.7
3.3
1.8
2.3
2.7
20
24
30
21.00
25.00
31.00
21.33
25.33
31.39
37.00
44.00
56.00
36.38
43.38
55.26
3
4
4
3.3
4.3
4.3
2.7
3.7
3.7
36
42
48
37.00
45.00
52.00
37.62
45.62
52.74
66.0
78.0
92.0
64.8
76.8
90.6
5
8
8
5.6
9
9
4.4
7
7
56
64
62.00
70.00
62.74
70.74
105.0
115.0
103.6
113.6
10
10
11
11
9
9
表12−並形面取り−部品等級A(第2選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
14
18
22
15.00
19.00
23.00
15.27
19.33
23.33
28.00
34.00
39.00
27.48
33.38
38.38
2.5
3
3
2.7
3.3
3.3
2.3
2.7
2.7
27
33
39
28.00
34.00
42.00
28.33
34.62
42.62
50.00
60.0
72.0
49.38
58.8
70.8
4
5
6
4.3
5.6
6.6
3.7
4.4
5.4
45
52
60
48.00
56.00
66.00
48.62
56.74
66.74
85.0
98.0
110.0
83.6
96.6
108.6
8
8
10
9
9
11
7
7
9
10
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表13−並形面取り−部品等級Aの製品仕様
材料 a)
鋼
ステンレス鋼
鋼種区分 b)
−
A2 F1 C1
A4 C4
適用規格
−
JIS B 1054-1
機械的性質
硬さ区分
200 HV
300 HV c)
200 HV
硬さ範囲 d)
200 HV〜300 HV
300 HV〜370 HV
200 HV〜300 HV
公差
部品等級
A
適用規格
JIS B 1022
表面仕上げ
− 平座金は,生地のままで供給する。潤滑
処理又はその他の皮膜処理を施す場合
には,受渡当事者間の協定による。
− 電気めっきの要求がある場合には,JIS B
1044による。
− 非電解処理による亜鉛フレーク皮膜の
要求がある場合には,JIS B 1046による。
− 焼入焼戻しを施した平座金には,水素ぜ
い化を避けるために適切なめっき又は
皮膜処理工程を採用するのがよい。平座
金に電気めっき又はりん酸塩処理を施
した場合には,有害な水素ぜい化を回避
するために,めっき又は皮膜処理の後,
直ちに適切な処理を施す。
− すべての公差は,めっき又は皮膜処理を
施す前に適用する。
平座金は,生地のま
まで供給する。
表面状態
平座金の表面には,凹凸又は有害な損傷があ
ってはならない。また,座面には,ばりがあ
ってはならない。
−
受入検査
受入検査手順は,JIS B 1091による。
注記 形状・寸法の測定は,JIS B 1022の附属書JAを参考にするのがよい。
注a) 他の金属材料は,受渡当事者間の協定による。
b) 化学成分だけを適用する。
c) 焼入焼戻しを施す。
d) 硬さ試験は,JIS Z 2244による。
厚さの基準寸法 h ≦ 1.2 mm:試験力 HV 10
厚さの基準寸法 h > 1.2 mm:試験力 HV 30
表14−並形面取り−部品等級Aの呼び方
例1 製品
呼び径d = 8 mm,硬さ区分200 HVの並形系列,部品等級Aの鋼製面取り平座金
呼び方 平座金・並形面取り−JIS B 1256−ISO 7090−8−200 HV−部品等級A
例2 製品
呼び径d = 8 mm,硬さ区分200 HVの並形系列,部品等級Aの鋼種区分A2ステンレス鋼製面取り
平座金
呼び方 平座金・並形面取り−JIS B 1256−ISO 7090−8−200 HV−A2−部品等級A
注記 図3及び表11〜表14は,ISO 7090:2000に一致している。
11
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−並形−部品等級Cの形状
表15−並形−部品等級C(第1選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
1.6
2
2.5
1.80
2.40
2.90
2.05
2.65
3.15
4.00
5.00
6.00
3.25
4.25
5.25
0.3
0.3
0.5
0.4
0.4
0.6
0.2
0.2
0.4
3
4
5
3.4
4.5
5.5
3.7
4.8
5.8
7.0
9.0
10.0
6.1
8.1
9.1
0.5
0.8
1
0.6
1.0
1.2
0.4
0.6
0.8
6
8
10
6.60
9.00
11.00
6.96
9.36
11.43
12.0
16.0
20.0
10.9
14.9
18.7
1.6
1.6
2
1.9
1.9
2.3
1.3
1.3
1.7
12
16
20
13.50
17.50
22.00
13.93
17.93
22.52
24.0
30.0
37.0
22.7
28.7
35.4
2.5
3
3
2.8
3.6
3.6
2.2
2.4
2.4
24
30
36
26.00
33.00
39
26.52
33.62
40
44.0
56.0
66.0
42.4
54.1
64.1
4
4
5
4.6
4.6
6
3.4
3.4
4
42
48
56
64
45
52.0
62.0
70.0
46
53.2
63.2
71.2
78.0
92.0
105.0
115.0
76.1
89.8
102.8
112.8
8
8
10
10
9.2
9.2
11.2
11.2
6.8
6.8
8.8
8.8
表16−並形−部品等級C(第2選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
3.5
14
18
3.9
15.50
20.00
4.2
15.93
20.52
8.0
28.0
34.0
7.1
26.7
32.4
0.5
2.5
3
0.6
2.8
3.6
0.4
2.2
2.4
22
27
33
24.00
30.00
36
24.52
30.52
37
39.0
50.0
60.0
37.4
48.4
58.1
3
4
5
3.6
4.6
6
2.4
3.4
4
39
45
52
60
42
48
56.0
66.0
43
49
57.2
67.2
72.0
85.0
98.0
110.0
70.1
82.8
95.8
107.8
6
8
8
10
7
9.2
9.2
11.2
5
6.8
6.8
8.8
12
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表17−並形−部品等級Cの製品仕様
材料 a)
鋼
機械的性質
硬さ区分
100 HV
硬さ範囲 b)
100 HV〜200 HV
公差
部品等級
C
適用規格
JIS B 1022
表面仕上げ
− 平座金は,生地のままで供給する。潤滑処理又はその
他の皮膜処理を施す場合には,受渡当事者間の協定に
よる。
− 電気めっきの要求がある場合には,JIS B 1044による。
− 非電解処理による亜鉛フレーク皮膜の要求がある場合
には,JIS B 1046による。
− すべての公差は,めっき又は皮膜処理を施す前に適用
する。
表面状態
平座金の表面には,凹凸又は有害な損傷があってはならな
い。また,座面には,ばりがあってはならない。
受入検査
受入検査手順は,JIS B 1091による。
注記 形状・寸法の測定は,JIS B 1022の附属書JAを参考にするのがよい。
注a) 他の金属材料は,受渡当事者間の協定による。
b) 硬さ試験は,JIS Z 2244による。
厚さの基準寸法 h ≦ 0.6 mm:試験力 HV 2
厚さの基準寸法 0.6 < h ≦ 1.2 mm:試験力 HV 10
厚さの基準寸法 h > 1.2 mm:試験力 HV 30
表18−並形−部品等級Cの呼び方
例
製品
呼び径d = 8 mm,硬さ区分100 HVの並形系列,部品等級Cの鋼製平座金
呼び方 平座金・並形−JIS B 1256−ISO 7091−8−100 HV−部品等級C
注記 図4及び表15〜表18は,ISO 7091:2000に一致している。
13
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
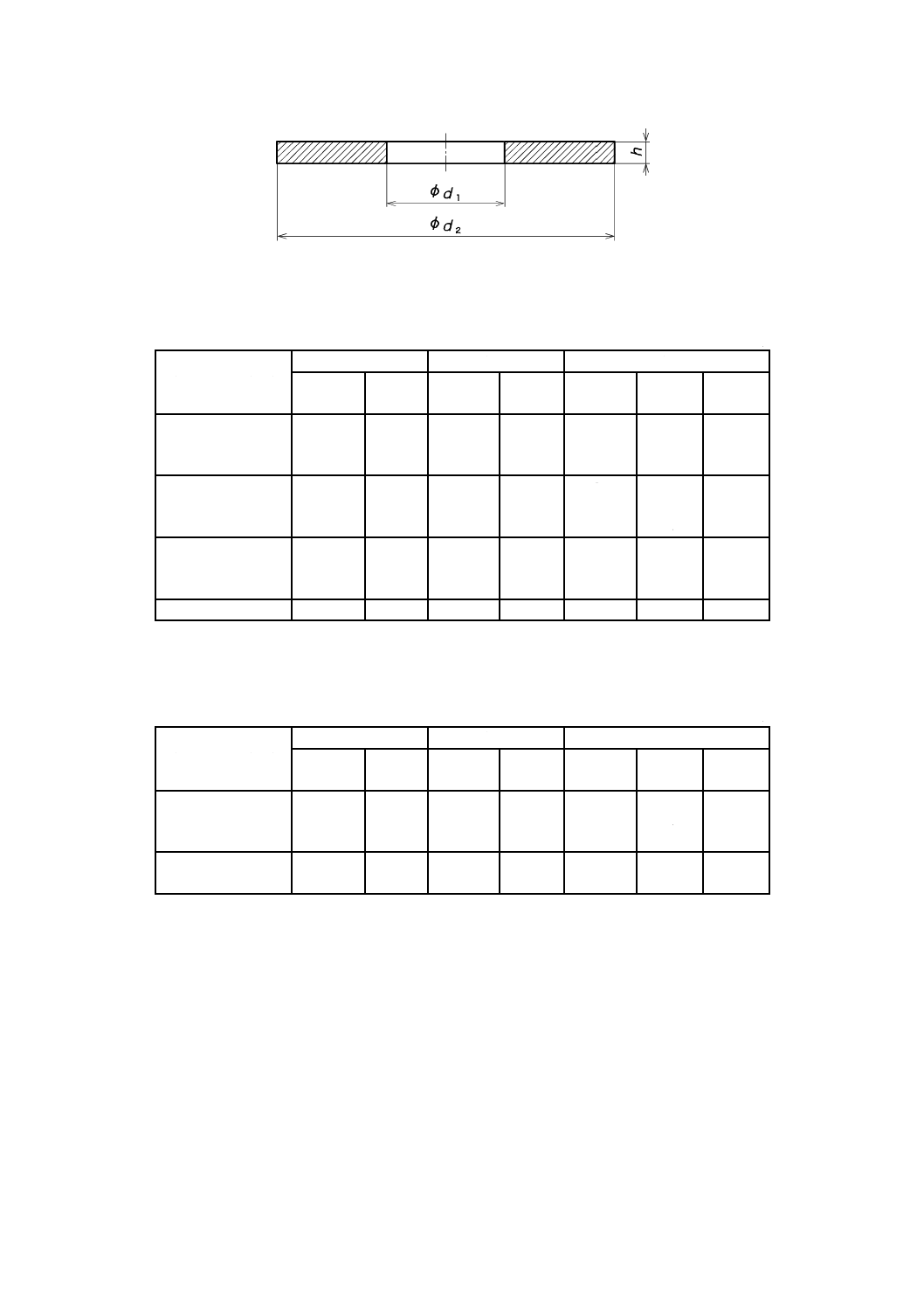
寸法単位 mm
表面粗さ単位 μm
図5−大形−部品等級Aの形状
表19−大形−部品等級A(第1選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
3
4
5
3.20
4.30
5.30
3.38
4.48
5.48
9.00
12.00
15.00
8.64
11.57
14.57
0.8
1
1
0.9
1.1
1.1
0.7
0.9
0.9
6
8
10
6.40
8.40
10.50
6.62
8.62
10.77
18.00
24.00
30.00
17.57
23.48
29.48
1.6
2
2.5
1.8
2.2
2.7
1.4
1.8
2.3
12
16
20
13.00
17.00
21.00
13.27
17.27
21.33
37.00
50.00
60.00
36.38
49.38
59.26
3
3
4
3.3
3.3
4.3
2.7
2.7
3.7
24
30
36
25.00
33.00
39.00
25.52
33.62
39.62
72.0
92.0
110.0
70.8
90.6
108.6
5
6
8
5.6
6.6
9
4.4
5.4
7
表20−大形−部品等級A(第2選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
3.5
14
18
3.70
15.00
19.00
3.88
15.27
19.33
11.00
44.00
56.00
10.57
43.38
55.26
0.8
3
4
0.9
3.3
4.3
0.7
2.7
3.7
22
27
33
23.00
30.00
36.00
23.52
30.52
36.62
66.0
85.0
105.0
64.8
83.6
103.6
5
6
6
5.6
6.6
6.6
4.4
5.4
5.4
14
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表21−大形−部品等級Aの製品仕様
材料 a)
鋼
ステンレス鋼
鋼種区分 b)
−
A2 F1 C1
A4 C4
適用規格
−
JIS B 1054-1
機械的性質
硬さ区分
200 HV
300 HV c)
200 HV
硬さ範囲 d)
200 HV〜300 HV
300 HV〜370 HV
200 HV〜300 HV
公差
部品等級
A
適用規格
JIS B 1022
表面仕上げ
− 平座金は,生地のままで供給する。潤滑
処理又はその他の皮膜処理を施す場合に
は,受渡当事者間の協定による。
− 電気めっきの要求がある場合には,JIS B
1044による。
− 非電解処理による亜鉛フレーク皮膜の要
求がある場合には,JIS B 1046による。
− 焼入焼戻しを施した平座金には,水素ぜ
い化を避けるために適切なめっき又は皮
膜処理工程を採用するのがよい。平座金
に電気めっき又はりん酸塩処理を施した
場合には,有害な水素ぜい化を回避する
ために,めっき又は皮膜処理の後,直ち
に適切な処理を施す。
− すべての公差は,めっき又は皮膜処理を
施す前に適用する。
平座金は,生地の
ままで供給する。
表面状態
平座金の表面には,凹凸又は有害な損傷があ
ってはならない。また,座面には,ばりがあ
ってはならない。
−
受入検査
受入検査手順は,JIS B 1091による。
注記 形状・寸法の測定は,JIS B 1022の附属書JAを参考にするのがよい。
注a) 他の金属材料は,受渡当事者間の協定による。
b) 化学成分だけを適用する。
c) 焼入焼戻しを施す。
d) 硬さ試験は,JIS Z 2244による。
厚さの基準寸法 0.6 < h ≦ 1.2 mm:試験力 HV 10
厚さの基準寸法 h > 1.2 mm:試験力 HV 30
表22−大形−部品等級Aの呼び方
例1 製品
呼び径d = 8 mm,硬さ区分200 HVの大形系列,部品等級Aの鋼製平座金
呼び方 平座金・大形−JIS B 1256−ISO 7093-1−8−200 HV−部品等級A
例2 製品
呼び径d = 8 mm,硬さ区分200 HVの大形系列,部品等級Aの鋼種区分A2ステンレス鋼製平座金
呼び方 平座金・大形−JIS B 1256−ISO 7093-1−8−200 HV−A2−部品等級A
注記 図5及び表19〜表22は,ISO 7093-1:2000に一致している。
15
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6−大形−部品等級Cの形状
表23−大形−部品等級C(第1選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
3
4
5
3.4
4.5
5.5
3.7
4.8
5.8
9.0
12.0
15.0
8.1
10.9
13.9
0.8
1
1
1.0
1.2
1.2
0.6
0.8
0.8
6
8
10
6.60
9.00
11.00
6.96
9.36
11.43
18.0
24.0
30.0
16.9
22.7
28.7
1.6
2
2.5
1.9
2.3
2.8
1.3
1.7
2.2
12
16
20
13.50
17.50
22.00
13.93
17.93
22.52
37.0
50.0
60.0
35.4
48.4
58.1
3
3
4
3.6
3.6
4.6
2.4
2.4
3.4
24
30
36
26.00
33
39
26.84
34
40
72.0
92.0
110.0
70.1
89.8
107.8
5
6
8
6
7
9.2
4
5
6.8
表24−大形−部品等級C(第2選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
3.5
14
18
3.9
15.50
20.00
4.2
15.93
20.52
11.0
44.0
56.0
9.9
42.4
54.1
0.8
3
4
1.0
3.6
4.6
0.6
2.4
3.4
22
27
33
24.00
30.00
36
24.84
30.84
37
66.0
85.0
105.0
64.1
82.8
102.8
5
6
6
6
7
7
4
5
5
16
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表25−大形−部品等級Cの製品仕様
材料 a)
鋼
機械的性質
硬さ区分
100 HV
硬さ範囲 b)
100 HV〜200 HV
公差
部品等級
C
適用規格
JIS B 1022
表面仕上げ
− 平座金は,生地のままで供給する。潤滑処理又
はその他の皮膜処理を施す場合には,受渡当事
者間の協定による。
− 電気めっきの要求がある場合には,JIS B 1044
による。
− 非電解処理による亜鉛フレーク皮膜の要求があ
る場合には,JIS B 1046による。
− すべての公差は,めっき又は皮膜処理を施す前
に適用する。
表面状態
平座金の表面には,凹凸又は有害な損傷があっては
ならない。また,座面には,ばりがあってはならな
い。
受入検査
受入検査手順は,JIS B 1091による。
注記 形状・寸法の測定は,JIS B 1022の附属書JAを参考にするのがよい。
注a) 他の金属材料は,受渡当事者間の協定による。
b) 硬さ試験は,JIS Z 2244による。
厚さの基準寸法 0.6 < h ≦ 1.2 mm:試験力 HV 10
厚さの基準寸法 h > 1.2 mm:試験力 HV 30
表26−大形−部品等級Cの呼び方
例
製品
呼び径d = 8 mm,硬さ区分100 HVの大形系列,部品等級Cの鋼製平座金
呼び方 平座金・大形−JIS B 1256−ISO 7093-2−8−100 HV−部品等級C
注記 図6及び表23〜表26は,ISO 7093-2:2000に一致している。
17
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7−特大形−部品等級Cの形状
表27−特大形−部品等級C(第1選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
5
6
8
5.5
6.60
9.00
5.8
6.96
9.36
18.0
22.0
28.0
16.9
20.7
26.7
2
2
3
2.3
2.3
3.6
1.7
1.7
2.4
10
12
16
11.00
13.50
17.5
11.43
13.93
18.2
34.0
44.0
56.0
32.4
42.4
54.1
3
4
5
3.6
4.6
6
2.4
3.4
4
20
24
30
22.00
26.00
33
22.84
26.84
34
72.0
85.0
105.0
70.1
82.8
102.8
6
6
6
7
7
7
5
5
5
36
39
40
125.0
122.5
8
9.2
6.8
表28−特大形−部品等級C(第2選択)の寸法
単位 mm
平座金の呼び径
(ねじの呼び径d)
内径 d1
外径 d2
厚さ h
基準寸法
(最小)
最大
基準寸法
(最大)
最小
基準寸法
最大
最小
14
18
22
15.50
20.00
24.00
15.93
20.84
24.84
50.0
60.0
80.0
48.4
58.1
78.1
4
5
6
4.6
6
7
3.4
4
5
27
33
30.00
36
30.84
37
98.0
115.0
95.8
112.8
6
8
7
9.2
5
6.8
18
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表29−特大形−部品等級Cの製品仕様
材料 a)
鋼
機械的性質
硬さ区分
100 HV
硬さ範囲 b)
100 HV〜200 HV
公差
部品等級
C
適用規格
JIS B 1022
表面仕上げ
− 平座金は,生地のままで供給する。潤滑処理又は
その他の皮膜処理を施す場合には,受渡当事者間
の協定による。
− 電気めっきの要求がある場合には,JIS B 1044に
よる。
− 非電解処理による亜鉛フレーク皮膜の要求があ
る場合には,JIS B 1046による。
− すべての公差は,めっき又は皮膜処理を施す前に
適用する。
表面状態
平座金の表面には,凹凸又は有害な損傷があってはな
らない。また,座面には,ばりがあってはならない。
受入検査
受入検査手順は,JIS B 1091による。
注記 形状・寸法の測定は,JIS B 1022の附属書JAを参考にするのがよい。
注a) 他の金属材料は,受渡当事者間の協定による。
b) 硬さ試験は,JIS Z 2244による。
厚さの基準寸法 h > 1.2 mm:試験力 HV 30
表30−特大形−部品等級Cの呼び方
例
製品
呼び径d = 8 mm,硬さ区分100 HVの特大形系列,部品等級Cの鋼製平座金
呼び方 平座金・特大形−JIS B 1256−ISO 7094−8−100 HV−部品等級C
注記 図7及び表27〜表30は,ISO 7094:2000に一致している。
19
B 1256:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
角座金
序文
この附属書は,JIS B 1256:1978に規定されていた角座金の形状・寸法を示すものであって,規定の一部
ではない。
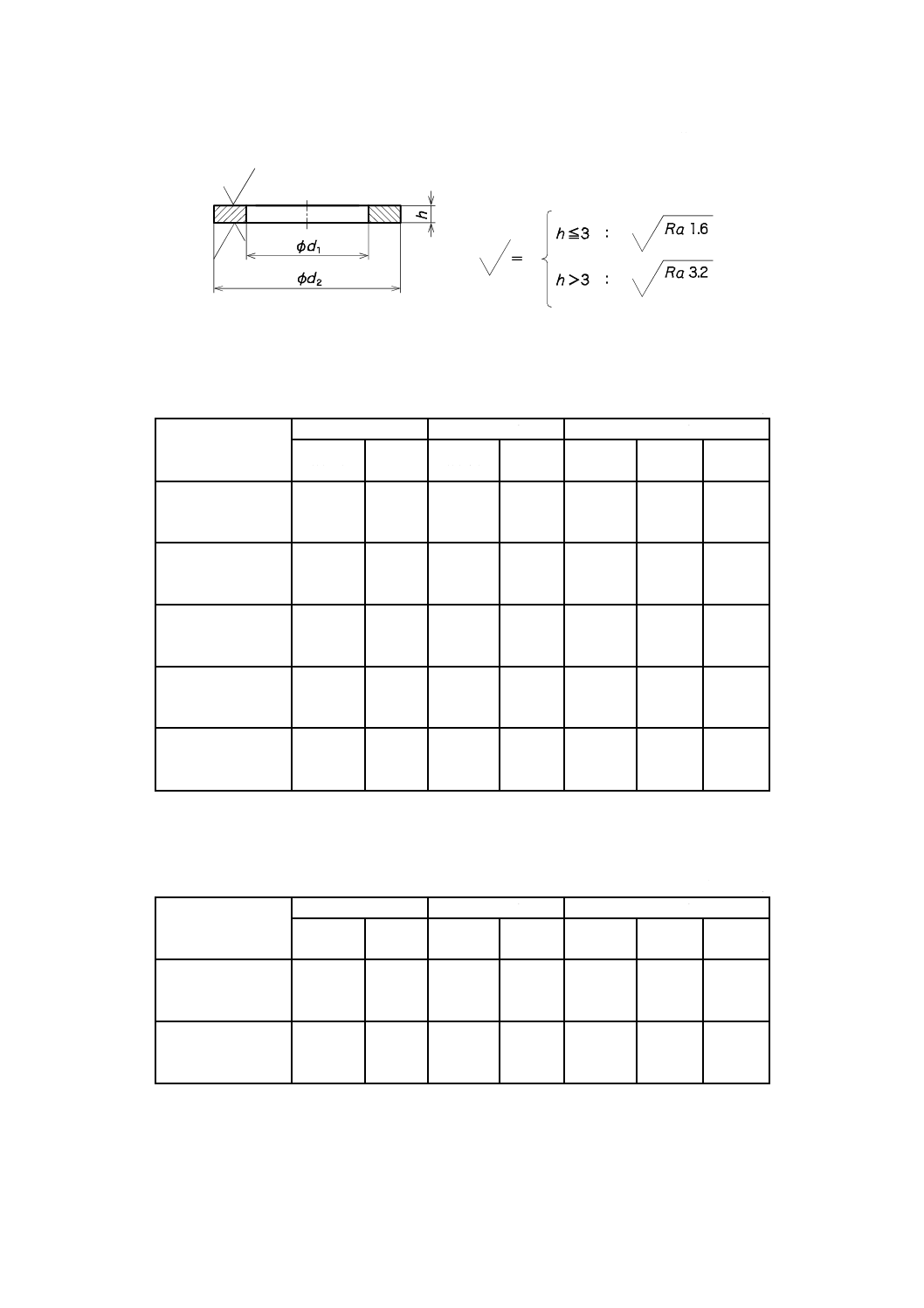
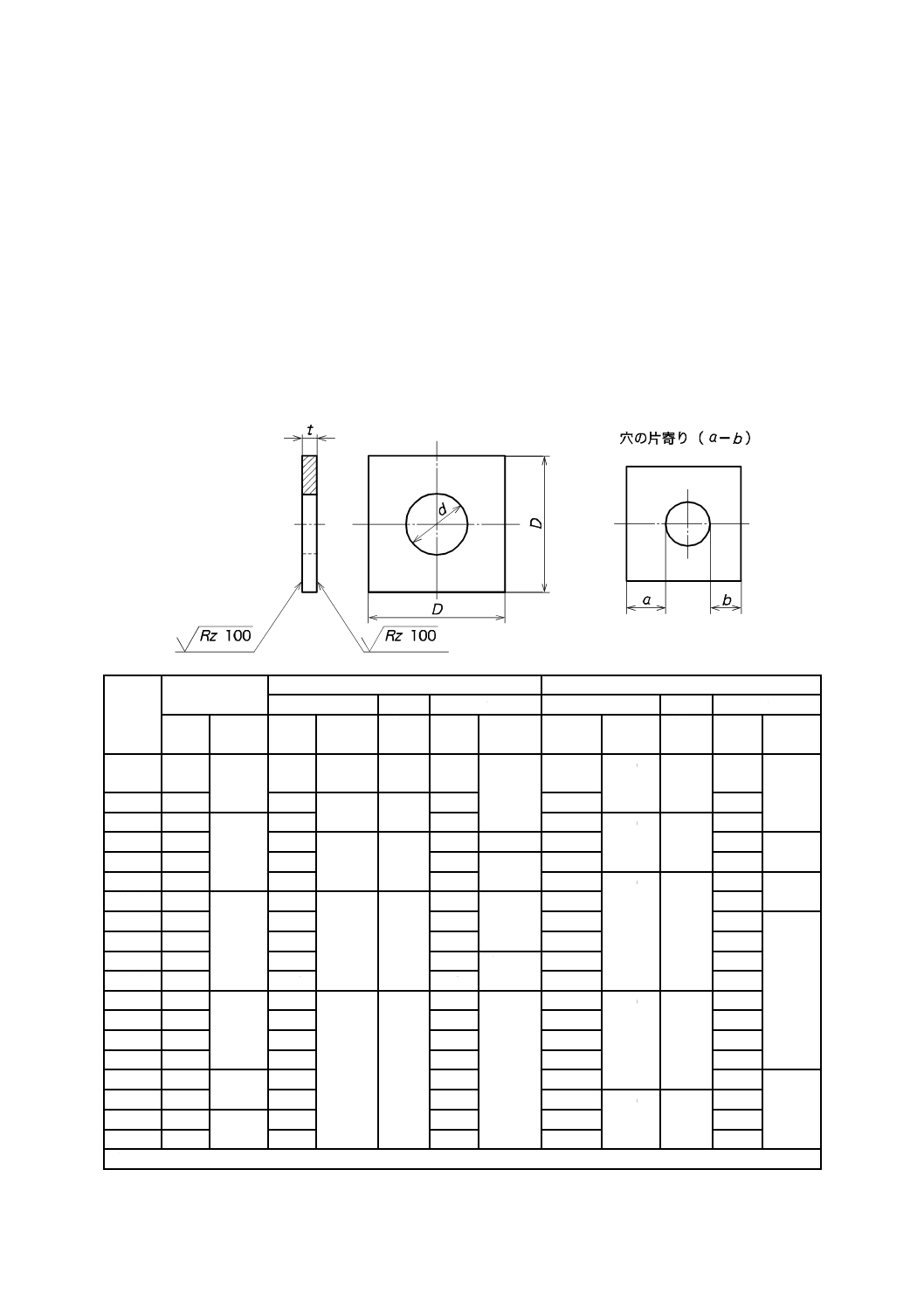
JA.1 形状・寸法
角座金の形状・寸法は,表JA.1による。
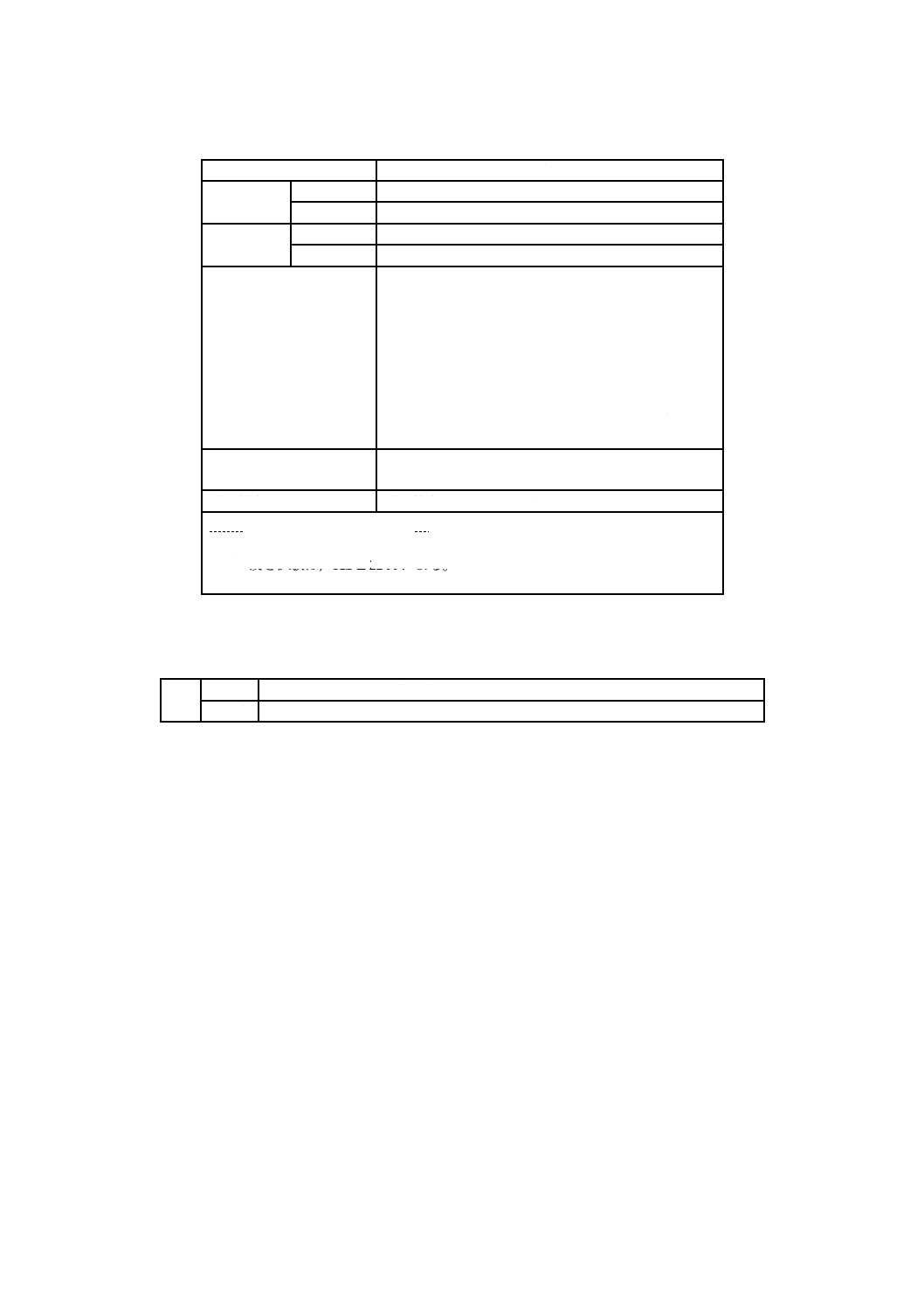
表JA.1−角座金の形状・寸法
単位 mm
呼び径
d
小形角
大形角
D
a − b
t
D
a − b
t
基準
寸法
許容差
基準
寸法
許容差
最大
基準
寸法
許容差
基準
寸法
許容差
最大
基準
寸法
許容差
6
6.6 +0.6
0
17
0
−1.1
0.86
1.2 ±0.2
20
0
−1.3
1.04
2.3
±0.3
8
9
23
0
−1.3
1.04
1.6
26
2.3
10
11
+0.7
0
28
1.6
32
0
−1.6
1.24
2.3
12
14
35
0
−1.6
1.24
2.3 ±0.3
40
3.2
±0.4
(14) 16
40
3.2 ±0.4
44
3.2
16
18
45
3.2
52
0
−1.9
1.48
4.5
±0.5
(18) 20
+0.8
0
52
0
−1.9
1.48
4.5 ±0.5
55
4.5
20
22
56
4.5
62
6
±0.7
(22) 24
64
4.5
68
6
24
26
68
6
±0.7
72
6
(27) 30
73
6
80
6
30
33
+1
0
−
−
−
−
−
90
0
−2.2
1.74
6
(33) 36
−
−
100
8
36
39
−
−
110
8
(39) 42
−
−
115
8
42
45
+1.5
0
−
−
120
9
±1
(45) 48
−
−
130
0
−2.5
2
9
48
52
+2
0
−
−
140
12
(52) 56
−
−
150
12
注記 呼び径に括弧を付けたものは,なるべく用いない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応する国際規格との対比表
JIS B 1256 : 2008 平座金
ISO 7089 : 2000,Plain washers−Normal series−Product grade A
ISO 7090 : 2000,Plain washers, chamfered−Normal series−Product grade A
ISO 7091 : 2000,Plain washers−Normal series−Product grade C
ISO 7092 : 2000,Plain washers−Small series−Product grade A
ISO 7093-1 : 2000,Plain washers−Large series−Part 1 : Product grade A
ISO 7093-2 : 2000,Plain washers−Large series−Part 2 : Product grade C
ISO 7094 : 2000,Plain washers−Extra large series−Product grade C
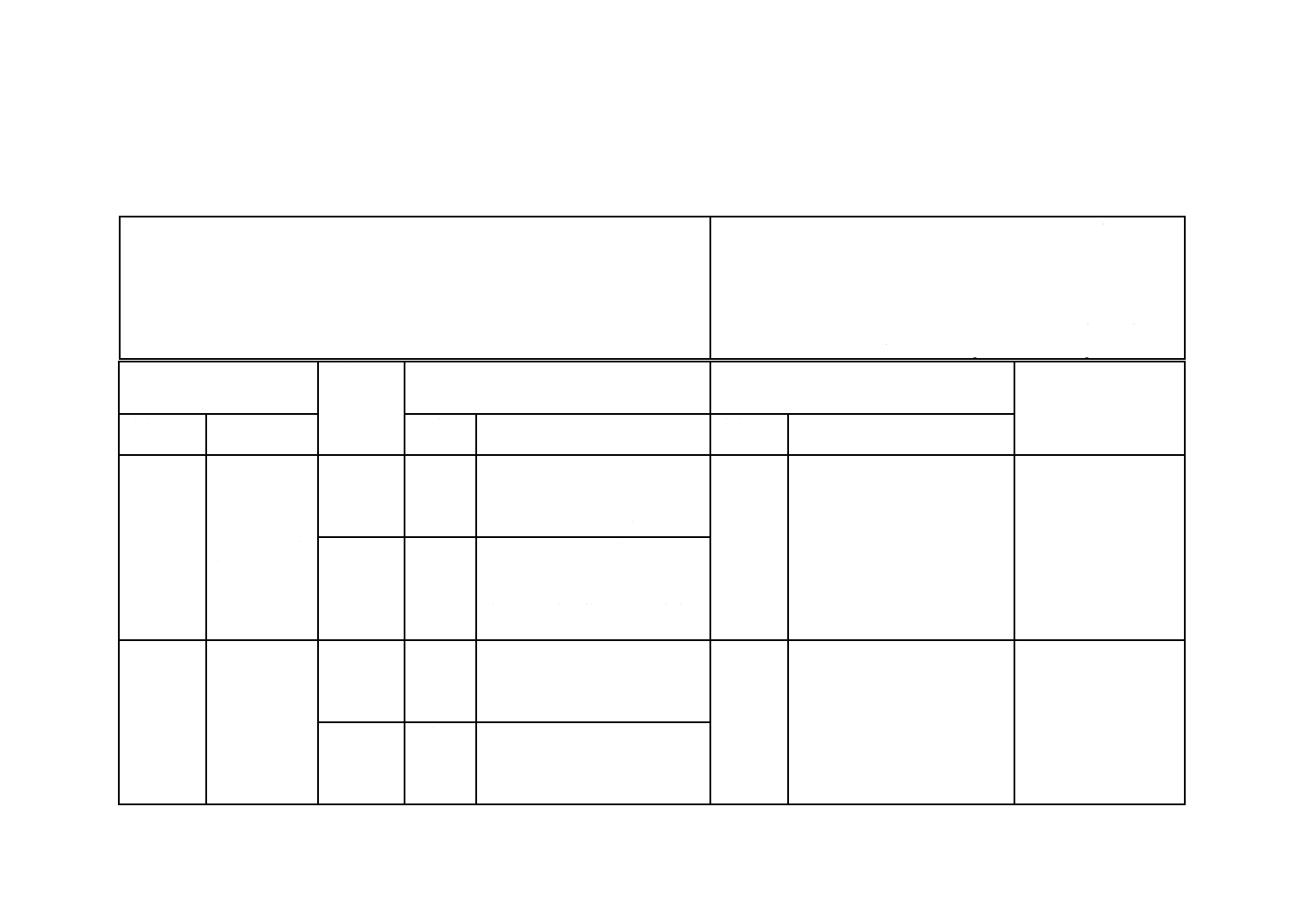
(Ⅰ)JISの規定
(Ⅱ)
国際規格番
号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との
技術的差異の理由及び
今後の対策
箇条番号
及び名称
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 一般用のボル
ト,小ねじ及び
ナットに使用
する鋼製及び
ステンレス鋼
製の丸形平座
金について規
定。
ISO 7089
1 適用範
囲
硬さ区分が200 HV及び300 HV
で,適用するねじの呼び径範囲が
1.6〜64 mmの並形系列,部品等級
Aの平座金について規定。
追加
規格使用者の利便性を考えて,
JISは7規格を包含して規定。
技術的な差異はない。
ISO 7090
1 適用範
囲
硬さ区分が200 HV及び300 HV,
適用するねじの呼び径範囲が5〜
64 mmで,外径部に面取りをした
並形系列,部品等級Aの平座金に
ついて規定。
ISO 7091
1 適用範
囲
硬さ区分が100 HVで,適用するね
じの呼び径範囲が1.6〜64 mmの並
形系列,部品等級Cの平座金につ
いて規定。
ISO 7092
1 適用範
囲
硬さ区分が200 HV及び300 HV
で,適用するねじの呼び径範囲が
1.6〜36 mmの小形系列,部品等級
Aの平座金について規定。
2
0
B
1
2
5
6
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
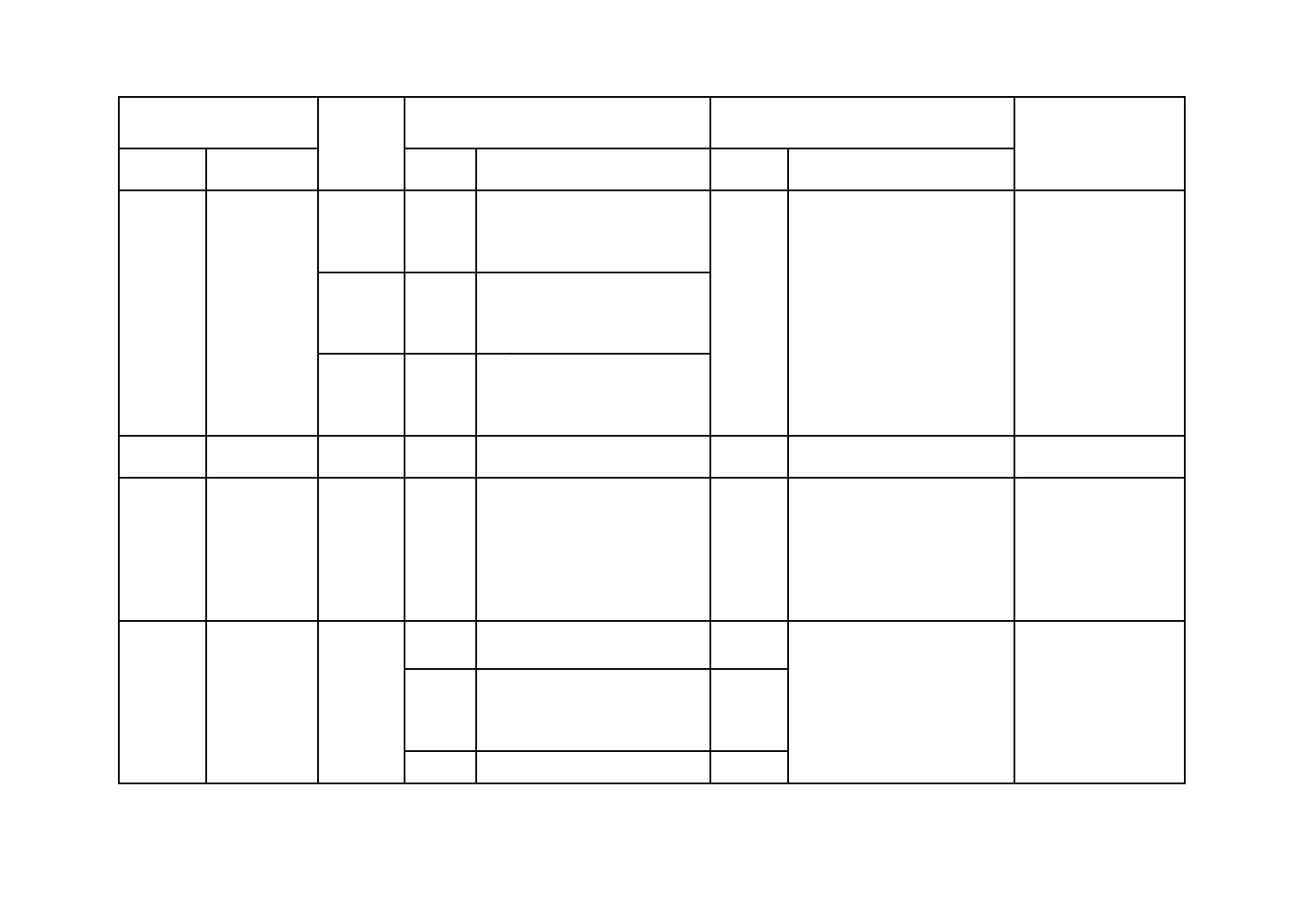
(Ⅰ)JISの規定
(Ⅱ)
国際規格番
号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との
技術的差異の理由及び
今後の対策
箇条番号
及び名称
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
(続き)
ISO 7093-1 1 適用範
囲
硬さ区分が200 HV及び300 HV
で,適用するねじの呼び径範囲が3
〜36 mmの大形系列,部品等級A
の平座金について規定。
追加
規格使用者の利便性を考えて,
JISは7規格を包含して規定。
技術的な差異はない。
ISO 7093-2 1 適用範
囲
硬さ区分が100 HVで,適用するね
じの呼び径範囲が3〜36 mmの大
形系列,部品等級Cの平座金につ
いて規定。
ISO 7094
1 適用範
囲
硬さ区分が100 HVで,適用するね
じの呼び径範囲が5〜36 mmの特
大形系列,部品等級Cの平座金に
ついて規定。
2 引用規格 JIS B 1022ほか
を引用。
2 引用規
格
ISO 4759-3ほかを引用。
一致
JISは,ISO規格の引用規格と整
合したJISを引用している。
−
3 種類
それぞれの
ISO規格に規
定する平座金
の種類を規定。
ISO 7089
ISO 7090
ISO 7091
ISO 7092
ISO 7093-1
ISO 7093-2
ISO 7094
−
1規格ごとに種類を規定。
追加
JISは,ISO規格の7規格で規定
する7種類を1規格にまとめてい
る。
技術的な差異はない。
4 形状・寸
法,製品仕
様及び製品
の呼び方
それぞれの
ISO規格に規
定する平座金
の形状・寸法,
製品仕様及び
製品の呼び方
をまとめて表2
で規定。
ISO 7089
ISO 7090
ISO 7091
ISO 7092
ISO 7093-1
ISO 7093-2
ISO 7094
3 寸法
各規格の表1で第1選択,表2で
第2選択の寸法を規定。
一致
JISは,ISO規格の7規格で規定
する7種類を1規格にまとめてい
る。
JISは,形状・寸法の測定方法の
注記を,各種類の製品仕様を規定
する表に追加している。
技術的な差異はない。
4 要求事
項及び引
用国際規
格
各規格の表3で仕様及び引用国際
規格を規定。
一致
5 呼び方 製品の呼び方の例を規定。
追加
2
1
B
1
2
5
6
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格番
号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との
技術的差異の理由及び
今後の対策
箇条番号
及び名称
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
5 表示
製品の表示及
び包装の表示
を規定。
−
−
−
追加
製品の表示及び包装の表示を追
加。
適合性評価のために必
要。
附属書JA
(参考)
角座金
−
−
−
−
−
−
JISと国際規格との対応の程度の全体評価:ISO 7089:2000,ISO 7090:2000,ISO 7091:2000,ISO 7092:2000,ISO 7093-1:2000,ISO 7093-2:2000,ISO 7094:2000:MOD
関連する外国規格
EN ISO 7089,EN ISO 7090,EN ISO 7091,EN ISO 7092,EN ISO 7093-1,EN ISO 7093-2,EN ISO 7094
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ·················· 技術的差異がない。
− 追加 ·················· 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ················· 国際規格を修正している。
2
2
B
1
2
5
6
:
2
0
0
8