B 1220:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 セットの種類 ··················································································································· 2
5 セットの構成 ··················································································································· 2
6 セットの引張降伏耐力 ······································································································· 3
6.1 ABR400及びABR520SUS ································································································ 3
6.2 ABR490 ······················································································································· 4
6.3 ABM400及びABM520SUS ······························································································ 4
6.4 ABM490 ······················································································································· 5
7 セットの引張降伏耐力の確認試験 ························································································ 5
7.1 装置 ···························································································································· 5
7.2 試験体 ························································································································· 6
7.3 試験手順 ······················································································································ 6
8 セットの検査 ··················································································································· 7
9 セットの呼び方 ················································································································ 7
10 セットの包装 ················································································································· 8
11 セットの表示 ················································································································· 8
12 検査成績書 ···················································································································· 8
附属書A(規定)構造用両ねじアンカーボルト ········································································· 10
附属書B(規定)構造用六角ナット ························································································ 15
附属書C(規定)構造用平座金 ······························································································ 20
B 1220:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鋼構造協会(JSSC)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標
準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1220:2010は改正され,この規格に置き換えられた。また,JIS B 1221:2010は,こ
の規格に置き換えられた。
なお,平成28年12月20日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJIS
マーク表示認証において,JIS B 1220:2010によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1220:2015
構造用両ねじアンカーボルトセット
Set of anchor bolt for structures
1
適用範囲
この規格は,構造物の柱脚などに用いる構造用両ねじアンカーボルト・構造用六角ナット・構造用平座
金のセット(以下,セットという。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 0205-2 一般用メートルねじ−第2部:全体系
JIS B 0205-4 一般用メートルねじ−第4部:基準寸法
JIS B 0209-3 一般用メートルねじ−公差−第3部:構造体用ねじの寸法許容差
JIS B 1052-2 炭素鋼及び合金鋼製締結用部品の機械的性質−第2部:強度区分を規定したナット−並
目ねじ及び細目ねじ
JIS B 1054-1 耐食ステンレス鋼製締結用部品の機械的性質−第1部:ボルト,小ねじ及び植込みボル
ト
JIS B 1054-2 耐食ステンレス鋼製締結用部品の機械的性質−第2部:ナット
JIS B 1071 締結用部品−精度測定方法
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS B 7512 鋼製巻尺
JIS B 7516 金属製直尺
JIS B 7721 引張試験機・圧縮試験機−力計測系の校正方法及び検証方法
JIS G 0320 鋼材の溶鋼分析方法
JIS G 3138 建築構造用圧延棒鋼
JIS G 4321 建築構造用ステンレス鋼材
JIS H 8641 溶融亜鉛めっき
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0101によるほか,次による。
2
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
両ねじアンカーボルト
直線状の棒鋼の両端にねじがあり,一方のねじをコンクリート基礎中において定着板に固定して用いる
アンカーボルト。
4
セットの種類
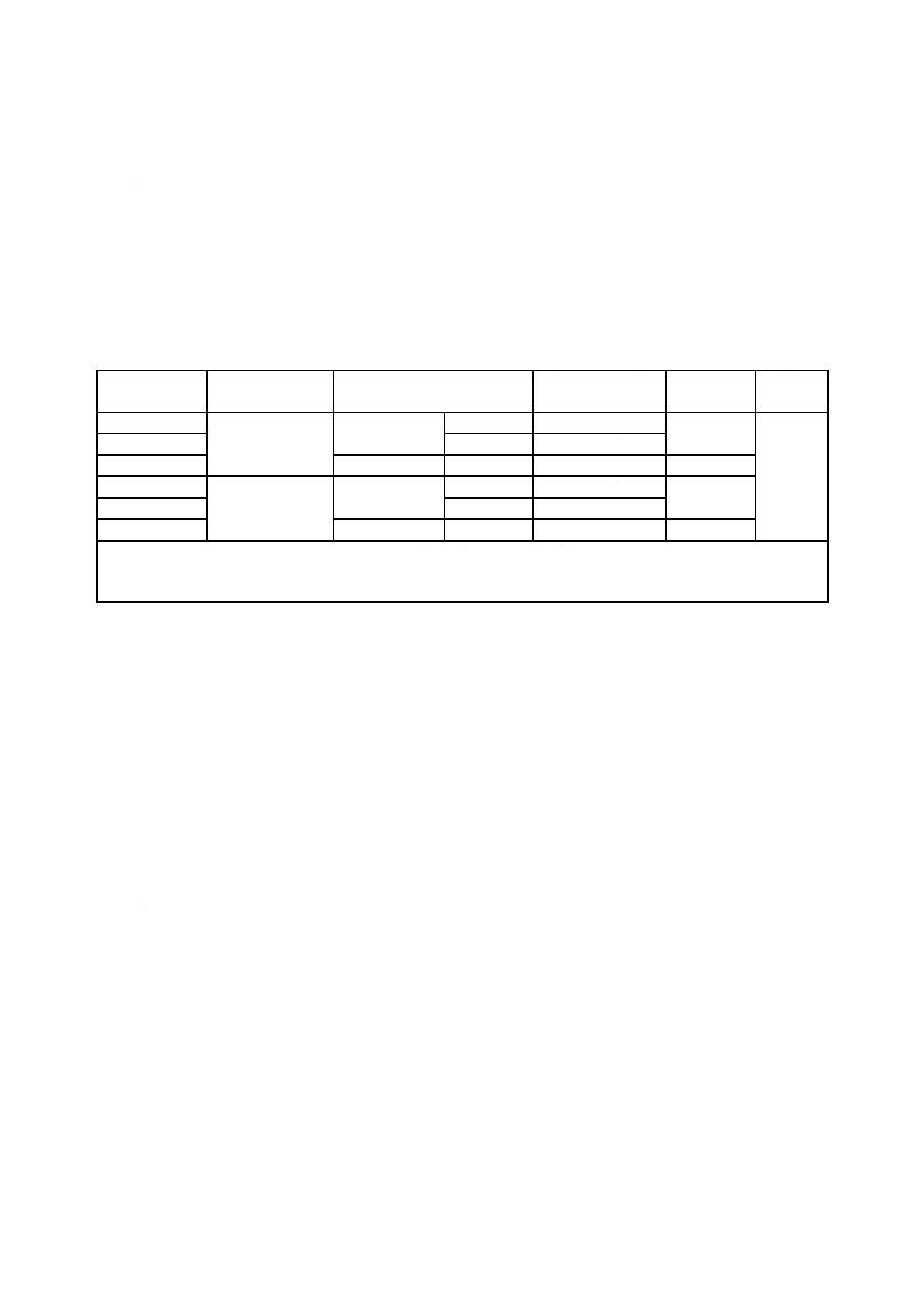
セットの種類は,ボルトのねじの加工方法及びボルトの材料によって区分し,表1による。
表1−セットの種類
セットの種類
を表す記号
ボルトの
ねじの加工方法
ボルトの材料a)
ボルトの引張強さ
(N/mm2)
ナットの
強度区分
座金の
硬さ区分
ABR400
転造ねじ加工
炭素鋼
SNR400B
400以上
5J
200J
ABR490
SNR490B
490以上
ABR520SUS
ステンレス鋼
SUS304A
520以上
50
ABM400
切削ねじ加工
炭素鋼
SNR400B
400以上
5J
ABM490
SNR490B
490以上
ABM520SUS
ステンレス鋼
SUS304A
520以上
50
注a) SNR400B及びSNR490Bは,JIS G 3138に規定する建築構造用圧延棒鋼を示す。ただし,ABM400及びABM490
の場合は,降伏比を75 %以下とする。また,SUS304Aは,JIS G 4321に規定する建築構造用ステンレス鋼材
を示す。
5
セットの構成
セットの構成は,次による。
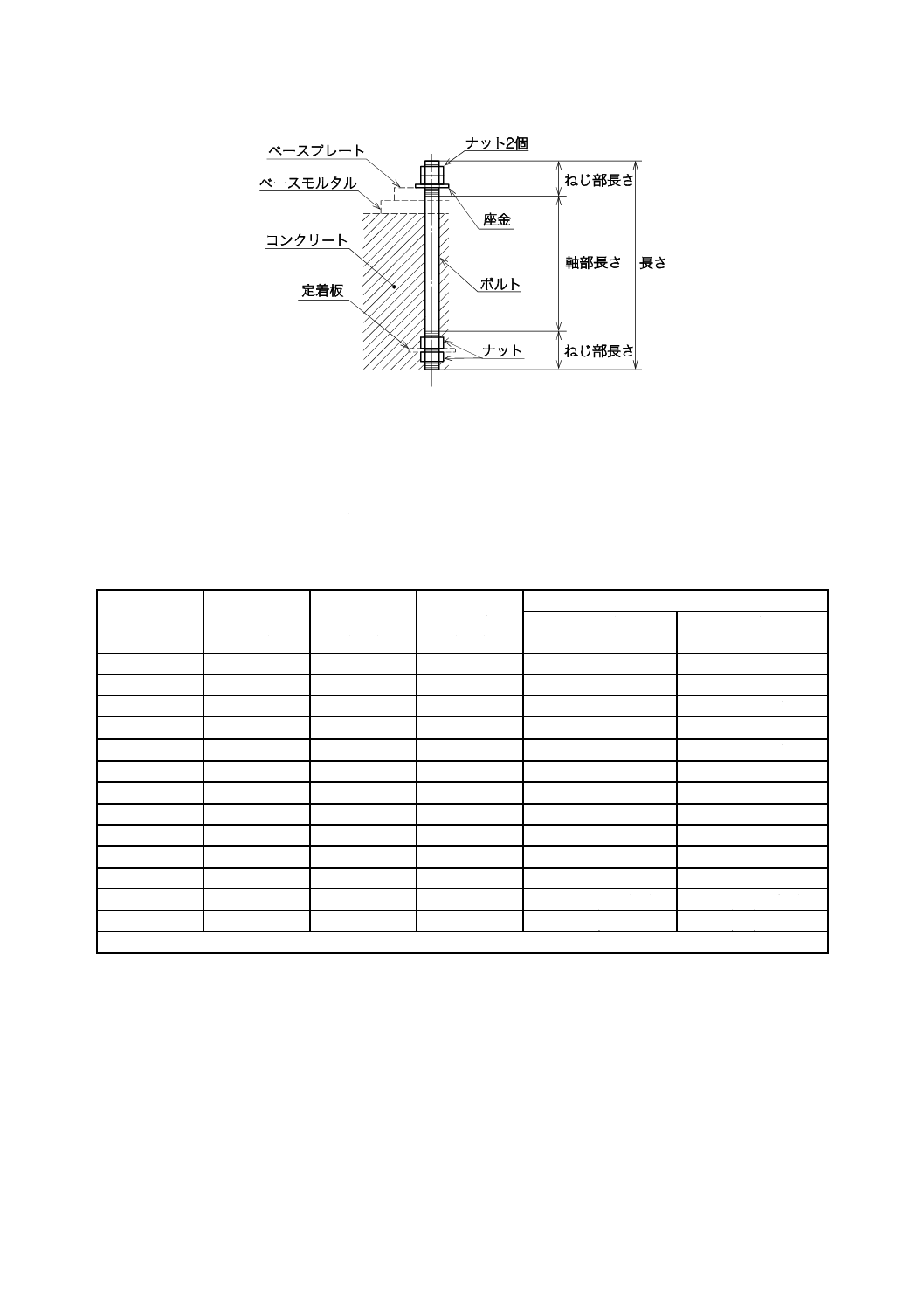
a) セットは,構造用両ねじアンカーボルト(以下,ボルトという。)1本,構造用六角ナット(以下,ナ
ットという。)4個及び構造用平座金(以下,座金という。)1枚とで構成する。
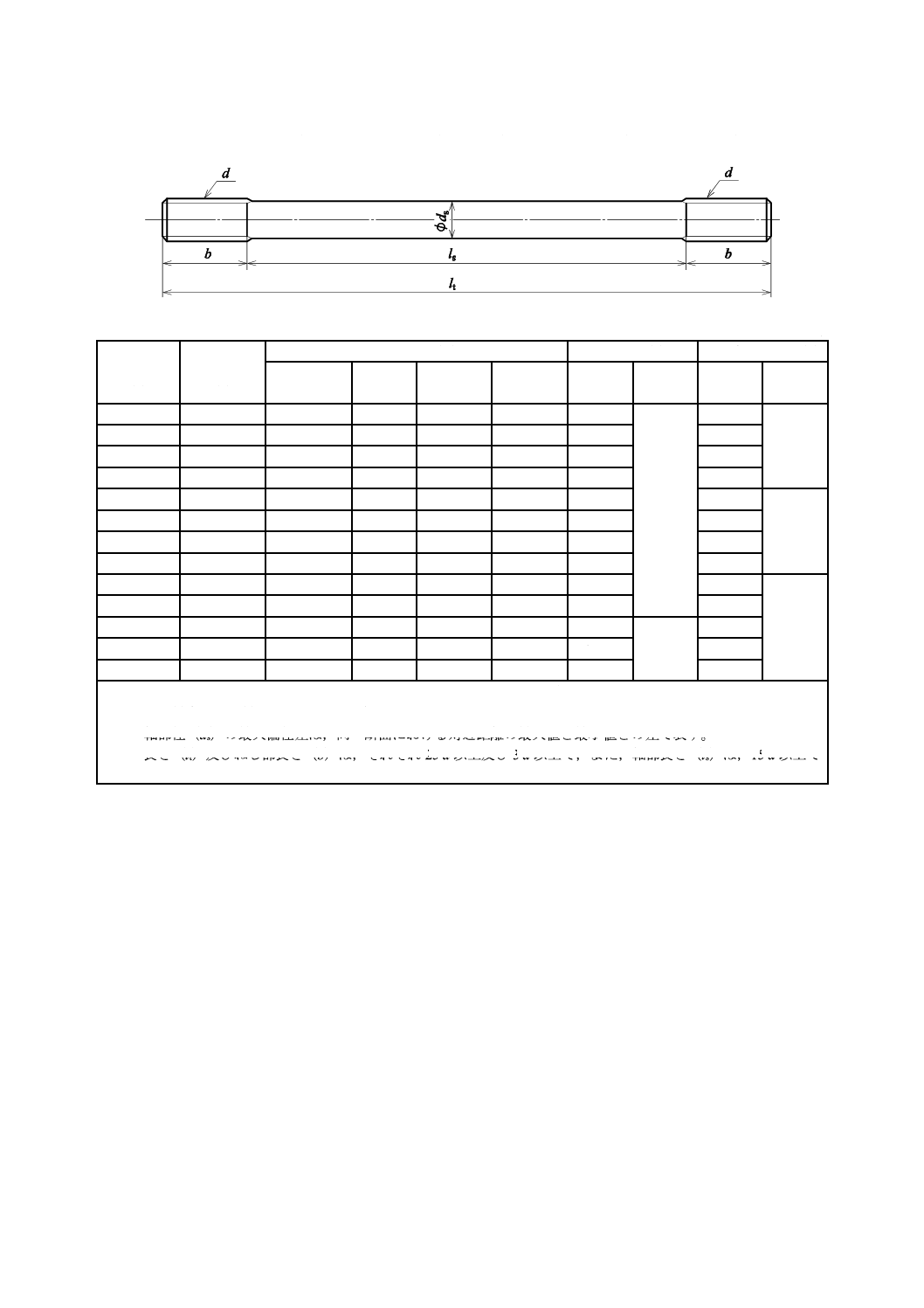
b) ボルトは,図1に示すように両端に並目ねじ又は細目ねじを設けた直線状のもので,セットはコンク
リート基礎中において定着板に固定することによって引抜き抵抗を保持するものでなければならない。
c) ボルト,ナット及び座金は,それぞれ附属書A,附属書B及び附属書Cによる。
d) 炭素鋼製のボルトには,炭素鋼製のナット及び炭素鋼製の座金,ステンレス鋼製のボルトには,ステ
ンレス鋼製のナット及びステンレス鋼製の座金を組み合わせなければならない。また,表面処理にめ
っきを施す場合は,ボルトの表面処理と同等の表面処理を施したナット及び座金を組み合わせなけれ
ばならない。
3
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−セットの構成
6
セットの引張降伏耐力
6.1
ABR400及びABR520SUS
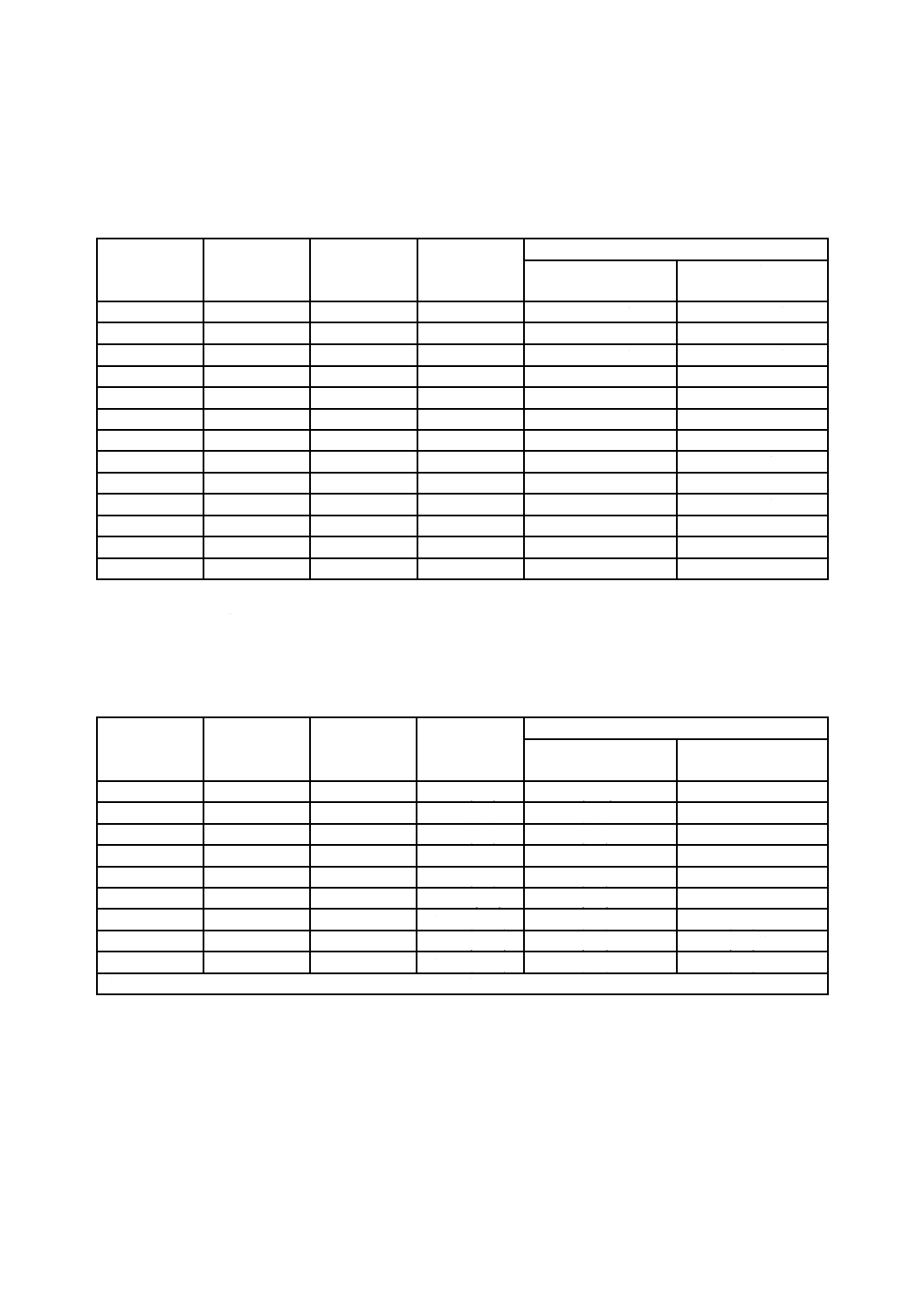
ABR400及びABR520SUSの引張降伏耐力は,表2による。
表2−ABR400及びABR520SUSの引張降伏耐力
ねじの呼び
d
基準軸径
(mm)
軸部断面積
(mm2)
ねじ部有効
断面積
(mm2)
引張降伏耐力(kN)
ねじ部引張降伏耐力
軸部引張降伏耐力
(参考値)
M16
14.54
166
157
36.9以上
39.0以上
M18
16.20
206
192
45.1以上
48.4以上
M20
18.20
260
245
57.6以上
61.1以上
M22
20.20
320
303
71.2以上
75.2以上
M24
21.85
375
353
83.0以上
88.1以上
M27
24.85
485
459
108以上
114以上
M30
27.51
594
561
132以上
140以上
M33
30.51
731
694
163以上
172以上
M36
33.17
864
817
192以上
203以上
M39
36.17
1 030
976
229以上
242以上
M42
38.83
1 180
1 120
263以上
277以上
M45
41.83
1 370
1 310
282 (308) 以上 a)
295 (322)以上 a)
M48
44.48
1 550
1 470
316 (345) 以上 a)
333 (364)以上 a)
注a) 引張降伏耐力の括弧内の数値は,ABR520SUSの場合の値を示す。
4
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
ABR490
ABR490の引張降伏耐力は,表3による。
表3−ABR490の引張降伏耐力
ねじの呼び
d
基準軸径
(mm)
軸部断面積
(mm2)
ねじ部有効
断面積
(mm2)
引張降伏耐力(kN)
ねじ部引張降伏耐力
軸部引張降伏耐力
(参考値)
M16
14.54
166
157
51.0以上
54.0以上
M18
16.20
206
192
62.4以上
67.0以上
M20
18.20
260
245
79.6以上
84.5以上
M22
20.20
320
303
98.5以上
104以上
M24
21.85
375
353
115以上
122以上
M27
24.85
485
459
149以上
158以上
M30
27.51
594
561
182以上
193以上
M33
30.51
731
694
226以上
238以上
M36
33.17
864
817
266以上
281以上
M39
36.17
1 030
976
317以上
335以上
M42
38.83
1 180
1 120
364以上
384以上
M45
41.83
1 370
1 310
386以上
404以上
M48
44.48
1 550
1 470
434以上
457以上
6.3
ABM400及びABM520SUS
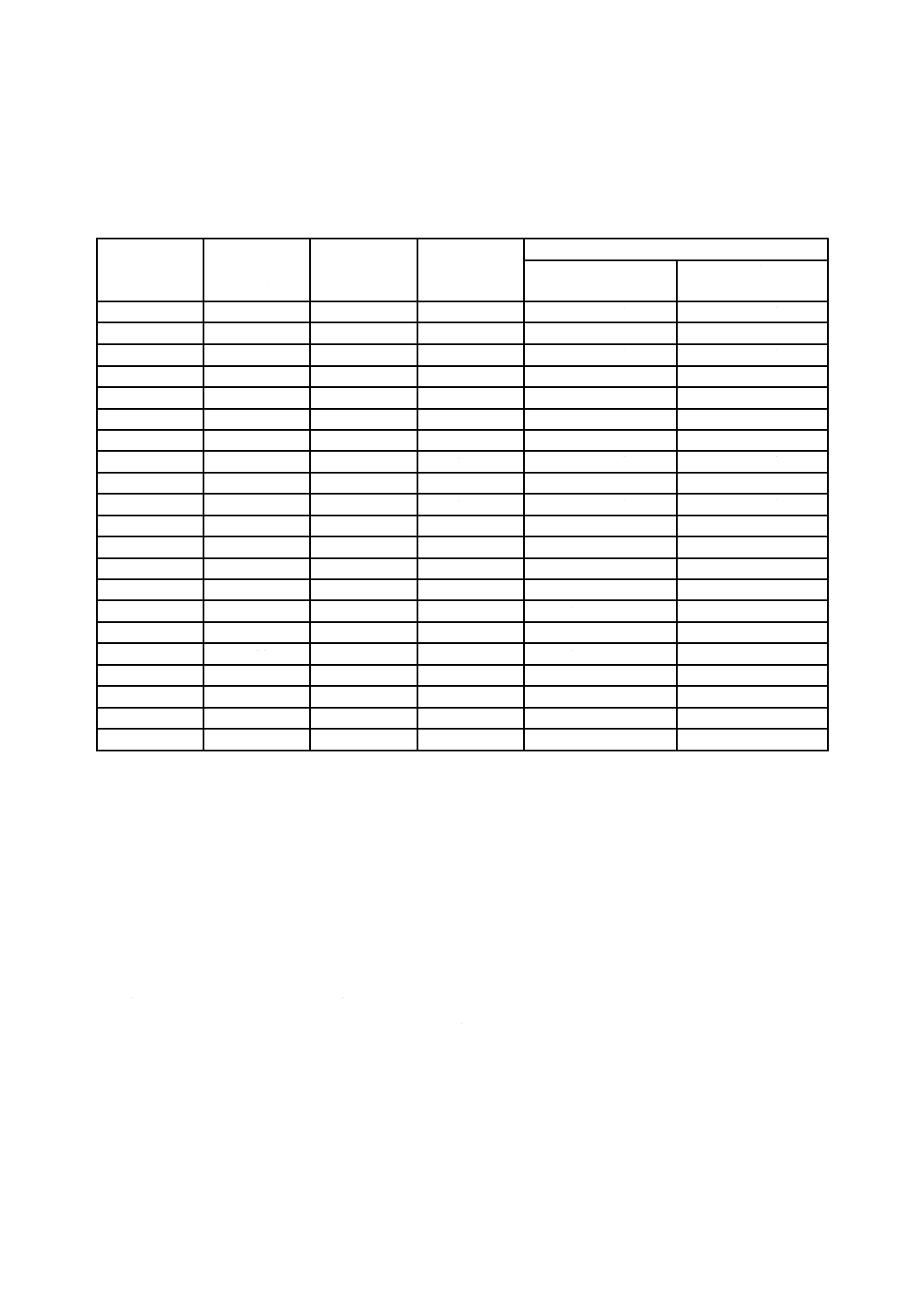
ABM400及びABM520SUSの引張降伏耐力は,表4による。
表4−ABM400及びABM520SUSの引張降伏耐力
ねじの呼び
d
基準軸径
(mm)
軸部断面積
(mm2)
ねじ部有効
断面積
(mm2)a)
引張降伏耐力(kN)
ねじ部引張降伏耐力a)
軸部引張降伏耐力
(参考値)
M24
24
452
384 (353)
90.2 (83.0) 以上
106以上
M27
27
573
496 (459)
117 (108) 以上
135以上
M30
30
707
621 (561)
146 (132) 以上
166以上
M33
33
855
761 (694)
179 (163) 以上
201以上
M36
36
1 020
865 (817)
203 (192) 以上
240以上
M39
39
1 190
1 030 (976)
242 (229) 以上
280以上
M42
42
1 390
1 210 (1 120)
260 (263) 以上
299 (327) a) 以上
M45
45
1 590
1 340 (1 310)
288 (308) 以上
342 (374) a) 以上
M48
48
1 810
1 540 (1 470)
331 (345) 以上
389 (425) a) 以上
注a) 引張降伏耐力の括弧内の数値は,ABM520SUSの場合の値を示す。
5
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4
ABM490
ABM490の引張降伏耐力は,表5による。
表5−ABM490の引張降伏耐力
ねじの呼び
d
基準軸径
(mm)
軸部断面積
(mm2)
ねじ部有効
断面積
(mm2)
引張降伏耐力(kN)
ねじ部引張降伏耐力
軸部引張降伏耐力
(参考値)
M24
24
452
384
125以上
147以上
M27
27
573
496
161以上
186以上
M30
30
707
621
202以上
230以上
M33
33
855
761
247以上
278以上
M36
36
1 020
865
281以上
332以上
M39
39
1 190
1 030
335以上
387以上
M42
42
1 390
1 210
357以上
410以上
M45
45
1 590
1 340
395以上
469以上
M48
48
1 810
1 540
454以上
534以上
M52
52
2 120
1 820
537以上
625以上
M56
56
2 460
2 140
631以上
726以上
M60
60
2 830
2 480
732以上
835以上
M64
64
3 220
2 850
841以上
950以上
M68
68
3 630
3 240
956以上
1 070以上
M72
72
4 070
3 460
1 020以上
1 200以上
M76
76
4 540
3 890
1 150以上
1 340以上
M80
80
5 030
4 340
1 280以上
1 480以上
M85
85
5 670
4 950
1 460以上
1 670以上
M90
90
6 360
5 590
1 650以上
1 880以上
M95
95
7 090
6 270
1 850以上
2 090以上
M100
100
7 850
6 990
2 060以上
2 320以上
7
セットの引張降伏耐力の確認試験
7.1
装置
試験に用いる装置は,次による。
a) 試験機は,JIS B 7721で校正された引張試験機で,表2〜表5に示すねじ部引張降伏耐力を,7.2で規
定する試験体に加えるのに十分な能力をもつものとする。
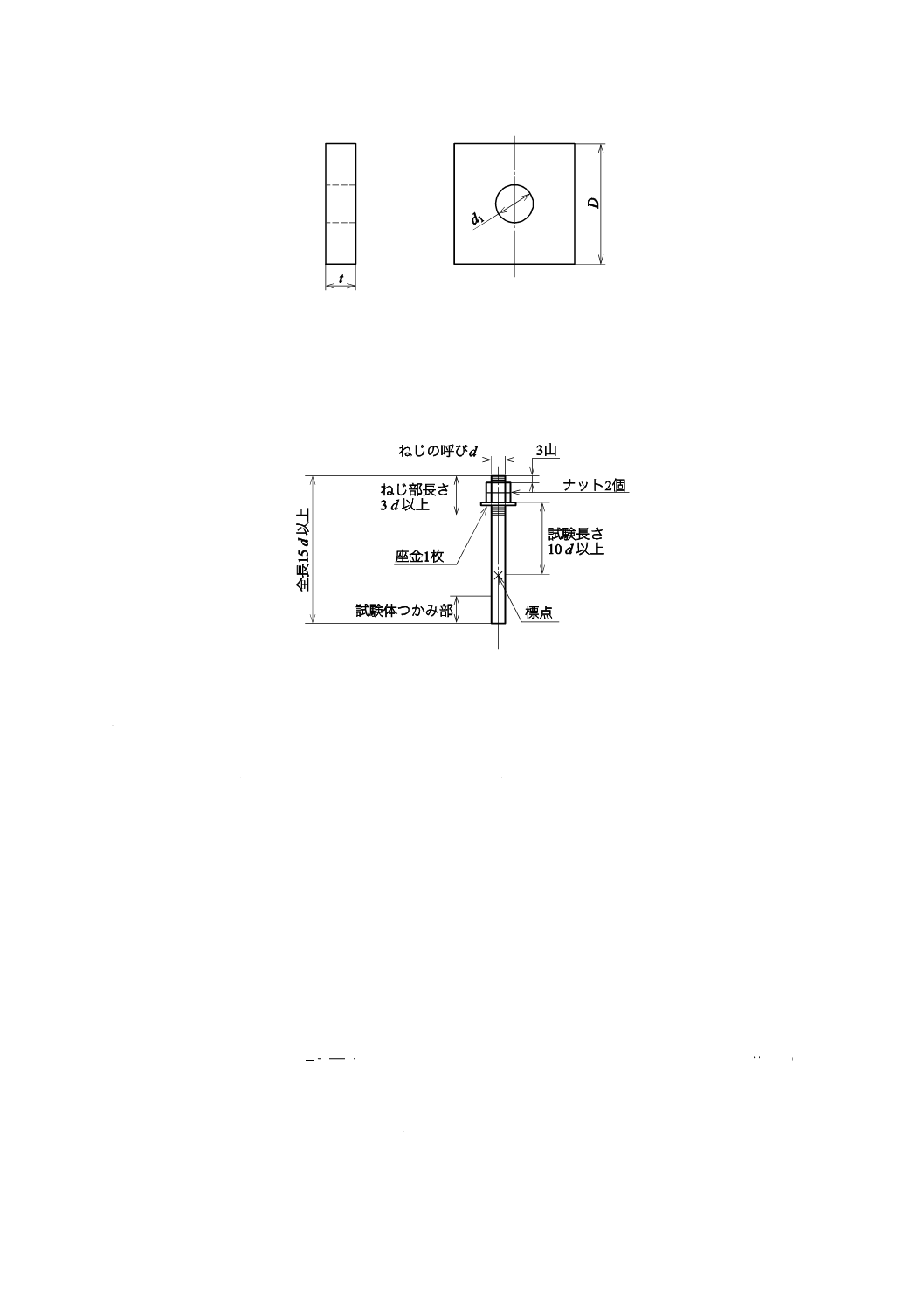
b) 試験体取付け金具(以下,金具という。)は,7.2で規定する試験体にねじ部引張降伏耐力を加えたと
きに,金具のたわみが1 mm以内になるような断面積でなければならない。金具の形状の例を,図2
に示す。また,金具の孔径(d1)は,ボルトのねじの呼びより大きく,かつ,ねじの呼びに5 mmを
加えた寸法より小さくなければならない。
なお,金具の形状は,試験機の台座の形状に合わせて外側の形を決め,必要な断面積となるように
金具の板厚(t)を決めるとよい。
c) 長さ測定器は,JIS B 7512に規定する目量が1 mmの鋼製巻尺,JIS B 7516に規定する目量が1 mmの
金属製直尺又はJIS B 7507に規定するノギスとする。
6
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2−試験体取付け金具(例)
7.2
試験体
試験体は,図3による。
図3−試験体
7.3
試験手順
試験手順は,次による。
a) 図3に示す試験体の試験長さは,取り付けたナットの軸部側端部から10 d以上の寸法を確保した任意
の点(標点)との間の長さとする。このとき,ナットは,ボルト頭部側にねじ山を3山残して取り付
ける。試験長さは,7.1 c) に規定した長さ測定器を用いて測定し,その長さを試験前の試験長さとす
る。
b) 7.2に規定した試験体を,7.1 b) に規定した金具に取り付ける。
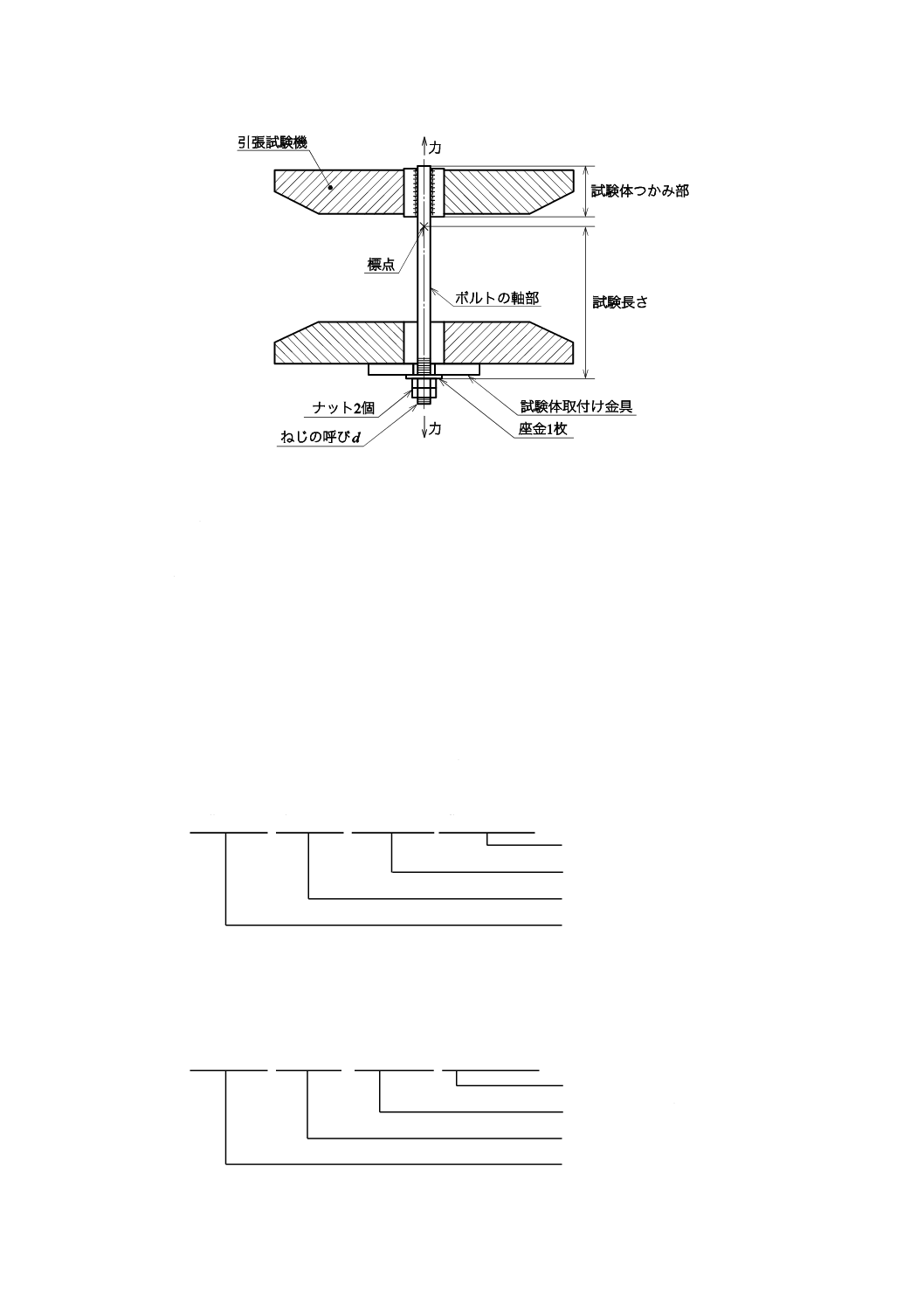
c) 試験体を取り付けた金具を,7.1 a) に規定した試験機に図4のように取り付ける。
d) 図4に示すように試験体の軸方向に,表2〜表5に示すねじ部引張降伏耐力を15秒間加えた後,試験
体を試験機から取り外して試験長さを7.1 c) に規定した長さ測定器を用いて測定し,その長さを試験
後の試験長さとする。
e) 永久変形の比率は,次の式(1)によって求める。
0
0
1
m
l
l
l−
=
ε
×100······································································ (1)
ここに,
εm: 永久変形の比率(%)
l0: 試験体の試験前の試験長さ(mm)
l1: 試験体の試験後の試験長さ(mm)
7
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−試験体の取付け(例)
8
セットの検査
セットの検査は,形式検査又は受渡当事者間の協定に基づく合理的な抜取方式を用いて箇条7の試験を
行い,7.3 e) に規定した永久変形の比率(εm)が0.5 %以内であれば,箇条6に適合したものとする。
9
セットの呼び方
セットの呼び方は,規格番号,セットの種類を表す記号,ねじの呼び×ボルトの長さ及び両端のねじ部
長さとする。表面処理を施す場合は,末尾に表面処理の記号を追記する。
セットの呼び方を例1〜例4に示す。
例1 ボルトに転造ねじ加工を施した引張強さ490 N/mm2,ねじの呼びM48,ボルトの長さ1 440 mm,
両端のねじ部長さ200 mmのセットの場合
JIS B 1220 ABR490 M48×1 440 S=200×200
両端のねじ部長さ
ねじの呼び×ボルトの長さ
セットの種類を表す記号
規格番号
例2 ボルトに切削ねじ加工を施した引張強さ490 N/mm2,ねじの呼びM72,ボルトの長さ2 160 mm,
座金取付け側のねじ部長さが300 mm,定着板取付け側のねじ部長さが250 mmのセットの場合
JIS B 1220 ABM490 M72×2 160 S=300×250
両端のねじ部長さ
ねじの呼び×ボルトの長さ
セット種類を表す記号
規格番号
8
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例3 ボルトに転造ねじ加工を施した引張強さ400 N/mm2,ねじの呼びM24,ボルトの長さ600 mm,
両端のねじ部長さ80 mm,表面処理が溶融亜鉛めっきのセットの場合
JIS B 1220 ABR400 M24×600 S=80×80 HDZ 35
表面処理の記号
両端のねじ部長さ
ねじの呼び×ボルトの長さ
セット種類を表す記号
規格番号
例4 ボルトに転造ねじ加工を施した引張強さ400 N/mm2,ねじの呼びM27,ボルトの長さ800 mm,
両端のねじ部長さ100 mm,表面処理が電気めっきのセットの場合
JIS B 1220 ABR400 M27×800 S=100×100 EP
表面処理の記号
両端のねじ部長さ
ねじの呼び×ボルトの長さ
セット種類を表す記号
規格番号
10 セットの包装
セットの包装は,次による。
a) ねじ部に損傷及びじんあいの付着を生じないように,包装しなければならない。
b) ボルト,ナット及び座金をセットにして,包装しなければならない。ただし,ナット及び座金は必ず
しもボルトに取り付ける必要はない。
11 セットの表示
セットの表示は,包装ごとに次の事項を,荷札などに表示する。
a) セットの呼び方
b) 数量
c) 製造業者名又はその略号
d) セットの製造ロット番号
セットの製造ロット番号は,生産単位,ボルトの材料及びボルトのねじの呼びごとに決めなければ
ならない。
12 検査成績書
製造業者は,発注者から製品の検査成績書の提出を求められた場合は,次の事項を記載した検査成績書
を発行しなければならない。ただし,f) の事項については,必要がある場合に限る。
a) 規格名称
b) セットの明細
9
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) セットの呼び方
2) 数量
3) セットの製造ロット番号
c) ボルトの検査結果
1) 形状及び寸法の合否
2) ねじの公差域クラスの合否
3) 外観の合否
d) ナットの検査結果
1) 保証荷重試験の合否又は硬さの測定値
2) 形状及び寸法の合否
3) ねじの公差域クラスの合否
4) 外観の合否
e) 座金の検査結果
1) 硬さの測定値
2) 形状及び寸法の合否
3) 外観の合否
f)
セットの検査結果(セットの引張降伏耐力試験の合否)
10
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
構造用両ねじアンカーボルト
A.1 一般
この附属書は,構造用両ねじアンカーボルト(以下,ボルトという。)の特性について規定する。
A.2 ボルトの種類
ボルトの種類は,ボルトのねじの加工方法及びボルトの材料によって区分し,表A.1による。
表A.1−ボルトの種類
ボルトの種類
ボルトのねじ
の加工方法
ボルトの材料a)
ボルトの
引張強さ
(N/mm2)
ねじの種類
ねじの
公差域
クラス
ABR400用ボルト
転造ねじ加工
炭素鋼
SNR400B
400以上
並目ねじ
8 g
ABR490用ボルト
SNR490B
490以上
ABR520SUS用ボルト
ステンレス鋼
SUS304A
520以上
ABM400用ボルト
切削ねじ加工
炭素鋼
SNR400B
400以上
細目ねじ
ABM490用ボルト
SNR490B
490以上
ABM520SUS用ボルト
ステンレス鋼
SUS304A
520以上
並目ねじ
注a) SNR400B及びSNR490Bは,JIS G 3138に規定する建築構造用圧延棒鋼を示す。ただし,ABM400用ボルト
及びABM490用ボルトの場合は,降伏比を75 %以下とする。また,SUS304Aは,JIS G 4321に規定する建
築構造用ステンレス鋼材を示す。
A.3 ボルトの材料
A.3.1 炭素鋼製ボルト
炭素鋼製ボルトに使用する材料は,JIS G 3138に規定するSNR400B及びSNR490Bのうち,A.6.1に規
定する機械的性質に適合するものとする。
A.3.2 ステンレス鋼製ボルト
ステンレス鋼製ボルトに使用する材料は,JIS G 4321に規定するSUS304Aとする。
A.4 ボルトの形状及び寸法
A.4.1 ABR400用ボルト,ABR490用ボルト及びABR520SUS用ボルトの形状及び寸法
ABR400用ボルト,ABR490用ボルト及びABR520SUS用ボルトの形状及び寸法は,表A.4によって測定
したときに,表A.2の規定に適合しなければならない。また,ねじ部の端面には,ねじのはめあいを確保
するために必要な量の面取り加工を施す。
11
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.2−ABR400用ボルト,ABR490用ボルト及びABR520SUS用ボルトの形状及び寸法
単位 mm
ねじの
呼び
(d)
ねじの
ピッチ
(p)
軸部径a) (ds)
長さc) (lt)
ねじ部長さc) (b)
基準寸法
最大
最小
最大
偏径差b)
最小
許容差
最小
許容差
M16
2.0
14.54
14.66
14.41
0.29
400
+10
0
48
+8
0
M18
2.5
16.20
16.33
16.07
0.29
450
54
M20
2.5
18.20
18.33
18.07
0.30
500
60
M22
2.5
20.20
20.33
20.07
0.30
550
66
M24
3.0
21.85
22.00
21.69
0.36
600
72
+10
0
M27
3.0
24.85
25.00
24.69
0.36
675
81
M30
3.5
27.51
27.67
27.34
0.38
750
90
M33
3.5
30.51
30.67
30.34
0.38
825
99
M36
4.0
33.17
33.34
32.99
0.40
900
108
+13
0
M39
4.0
36.17
36.34
35.99
0.40
975
117
M42
4.5
38.83
39.01
38.64
0.43
1 050
+20
0
126
M45
4.5
41.83
42.01
41.64
0.43
1 125
135
M48
5.0
44.48
44.68
44.28
0.46
1 200
144
注a) 軸部径(ds)は,同一断面における対辺距離の最大値と最小値とを算術平均した値で表し,その平均値がこの
表の最大以下,最小以上でなければならない。
b) 軸部径(ds)の最大偏径差は,同一断面における対辺距離の最大値と最小値との差で表す。
c) 長さ(lt)及びねじ部長さ(b)は,それぞれ25 d以上及び3 d以上で,また,軸部長さ(ls)は,15 d以上で
なければならない。長さ及びねじ部長さの許容差は,この表の規定に適合しなければならない。
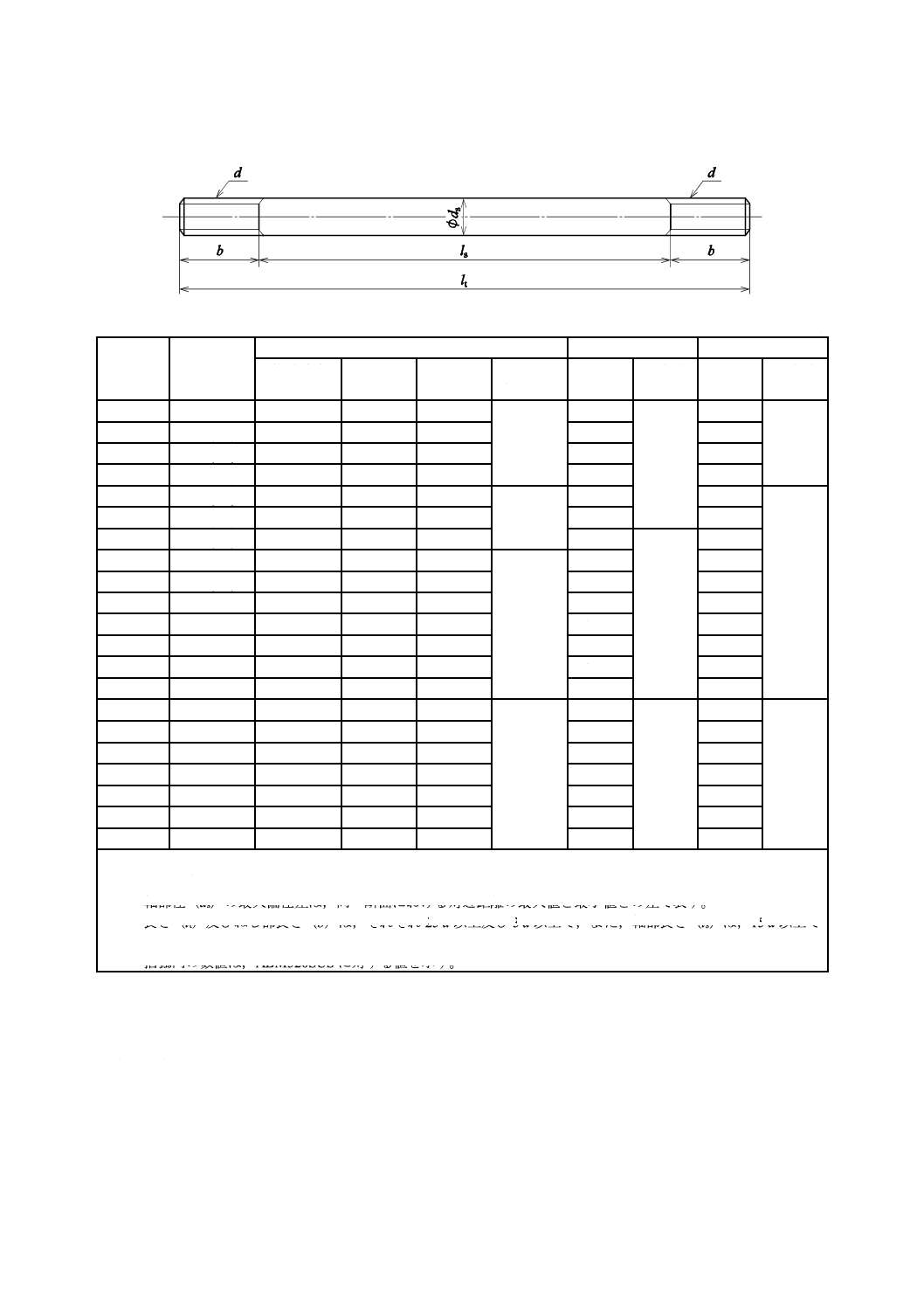
A.4.2 ABM400用ボルト,ABM490用ボルト及びABM520SUS用ボルトの形状及び寸法
ABM400用ボルト,ABM490用ボルト及びABM520SUS用ボルトの形状及び寸法は,表A.4によって測
定したときに,表A.3の規定に適合しなければならない。また,ねじ部の端面には,ねじのはめあいを確
保するために必要な量の面取り加工を施す。
12
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.3−ABM400用ボルト,ABM490用ボルト及びABM520SUS用ボルトの形状及び寸法
単位 mm
ねじの
呼び
(d)
ねじの
ピッチd)
(p)
軸部径a) (ds)
長さc) (lt)
ねじ部長さc) (b)
基準寸法
最大
最小
最大
偏径差b)
最小
許容差
最小
許容差
M24
2.0 (3.0)
24.0
24.3
23.7
0.4
600
+10
0
72
+10
0
M27
2.0 (3.0)
27.0
27.3
26.7
675
81
M30
2.0 (3.5)
30.0
30.3
29.7
750
90
M33
2.0 (3.5)
33.0
33.3
32.7
825
99
M36
3.0 (4.0)
36.0
36.5
35.6
0.5
900
108
+13
0
M39
3.0 (4.0)
39.0
39.5
38.6
975
117
M42
3.0 (4.5)
42.0
42.5
41.6
1 050
+20
0
126
M45
4.0 (4.5)
45.0
45.5
44.5
0.6
1 125
135
M48
4.0 (5.0)
48.0
48.5
47.5
1 200
144
M52
4.0
52.0
52.5
51.5
1 300
156
M56
4.0
56.0
56.5
55.5
1 400
168
M60
4.0
60.0
60.5
59.5
1 500
180
M64
4.0
64.0
64.5
63.5
1 600
192
M68
4.0
68.0
68.5
67.5
1 700
204
M72
6.0
72.0
73.0
71.4
0.8
1 800
+20
0
216
+13
0
M76
6.0
76.0
77.0
75.4
1 900
228
M80
6.0
80.0
81.0
79.4
2 000
240
M85
6.0
85.0
86.0
84.4
2 125
255
M90
6.0
90.0
91.0
89.4
2 250
270
M95
6.0
95.0
96.0
94.4
2 375
285
M100
6.0
100
101
99.4
2 500
300
注a) 軸部径(ds)は,同一断面における対辺距離の最大値と最小値とを算術平均した値で表し,その平均値がこの
表の最大以下,最小以上でなければならない。
b) 軸部径(ds)の最大偏径差は,同一断面における対辺距離の最大値と最小値との差で表す。
c) 長さ(lt)及びねじ部長さ(b)は,それぞれ25 d以上及び3 d以上で,また,軸部長さ(ls)は,15 d以上で
なければならない。長さ及びねじ部長さの許容差は,この表の規定に適合しなければならない。
d) 括弧内の数値は,ABM520SUSに対する値を示す。
A.5 ボルトのねじ部
A.5.1 炭素鋼製ボルト
炭素鋼製ボルトのねじ部は,A.9.2で測定したとき,次の規定に適合しなければならない。
a) ABR400用ボルト及びABR490用ボルトのねじ部は,JIS B 0205-2に規定するメートル並目ねじで,
JIS B 0205-4に規定する基準寸法とする。ねじの公差域クラスは,JIS B 0209-3に規定する8 gとする。
b) ABM400用ボルト及びABM490用ボルトのねじ部は,JIS B 0205-2に規定するメートル細目ねじで,
JIS B 0205-4に規定する基準寸法とする。ねじの公差域クラスは,JIS B 0209-3に規定する8 gとする。
13
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.5.2 ステンレス鋼製ボルト
ステンレス鋼製ボルトのねじ部は,A.9.2で測定したとき,次の規定に適合しなければならない。
ステンレス鋼製ボルトのねじ部は,JIS B 0205-2に規定するメートル並目ねじで,JIS B 0205-4に規定す
る基準寸法とする。ねじの公差域クラスは,JIS B 0209-3に規定する8 gとする。
A.6 ボルトの機械的性質
A.6.1 炭素鋼製ボルト
炭素鋼製ボルトの機械的性質は,A.9.3.1で試験したとき,JIS G 3138の6.1(降伏点又は耐力,引張強
さ,降伏比及び伸び)及び6.2(シャルピー吸収エネルギー)に規定するSNR400B及びSNR490Bの規定
値に適合しなければならない。ただし,ABM400用ボルト及びABM490用ボルトの降伏比は,75 %以下で
なければならない。
A.6.2 ステンレス鋼製ボルト
ステンレス鋼製ボルトの機械的性質は,A.9.3.2で試験したとき,JIS G 4321の5.(機械的性質)に規定
するSUS304Aの規定値に適合しなければならない。
A.7 ボルトの表面処理
A.7.1 ABR400用ボルト及びABR490用ボルトの表面処理
ABR400用ボルト及びABR490用ボルトに表面処理を施す場合は,電気めっき又は溶融亜鉛めっきとす
る。ただし,溶融亜鉛めっきを施す要求がある場合は,溶融亜鉛めっきを施す前のねじの公差域クラスが
A.5に規定する8 gを確保できるようにする。溶融亜鉛めっきは,ナットのはめあいを考慮して,JIS H 8641
に規定するHDZ 35とする。
A.7.2 ABM400用ボルト及びABM490用ボルトの表面処理
ABM400用ボルト及びABM490用ボルトの表面処理にめっきを施す場合は,電気めっきとする。
A.8 ボルトの外観
ボルトの外観は,A.9.4で試験したとき,使用上有害なきず,かえり,ばりなどの表面欠陥があってはな
らない。また,ステンレス鋼製品には,ねじ加工時に付着した切削油などが残っていてはならない。
A.9 ボルトの試験
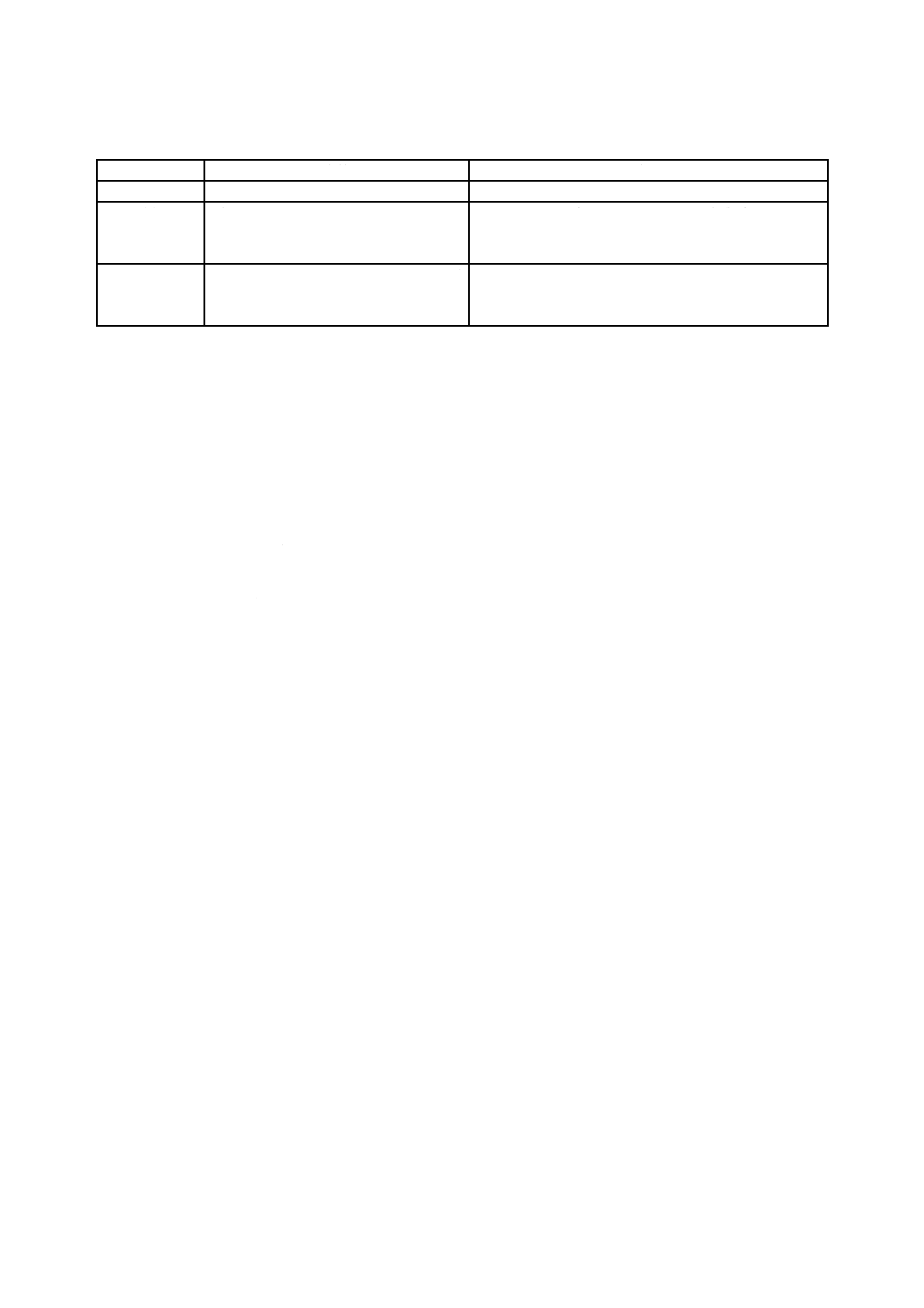
A.9.1 寸法
寸法は,表A.4による。
14
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.4−寸法測定方法
測定部位
測定箇所
測定器具
軸部径(ds)
軸中央部の1か所
JIS B 7502に規定する目量が0.01 mmのマイクロメータ
長さ(lt)
ボルト端部間の1か所
JIS B 7512に規定する目量が1 mmの鋼製巻尺,
JIS B 7516に規定する目量が1 mmの金属製直尺又は
JIS B 7507に規定するノギス
ねじ部長さ(b) 不完全ねじ部を除く両端ねじ部の2か所 JIS B 7512に規定する目量が1 mmの鋼製巻尺,
JIS B 7516に規定する目量が1 mmの金属製直尺又は
JIS B 7507に規定するノギス
A.9.2 ねじ
ねじは,JIS B 1071の箇条4(測定方法)の規定によって有効径及び外径を測定し,公差域クラスを確
認する。
A.9.3 ボルトの機械的性質
A.9.3.1 炭素鋼製ボルトの機械的性質
炭素鋼製ボルトの機械的性質は,ねじ加工後ではなく,JIS G 3138の10.2(機械試験)の規定によって
試験した鋼材の検査成績書で確認する。
A.9.3.2 ステンレス鋼製ボルトの機械的性質
ステンレス鋼製ボルトの機械的性質は,ねじ加工後ではなく,JIS G 4321の13.(試験)の規定によって
試験した鋼材の検査成績書で確認する。
A.9.4 外観
外観は,目視による。
A.10 ボルトの検査
ボルトの検査は,合理的な抜取検査方式を用いてA.9の試験を行い,A.4〜A.8の規定に適合しているも
のを合格とする。
なお,A.9.1で測定した寸法は,その値の全てが表A.2又は表A.3に適合しなければならない。
15
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
構造用六角ナット
B.1
一般
この附属書は,構造用アンカーボルトセットに使用する構造用六角ナット(以下,ナットという。)の特
性について規定する。
B.2
ナットの種類
ナットの種類は,材料によって区分し,表B.1による。
表B.1−ナットの種類
ナットの種類
ナットの材料
ねじの種類
ねじの公差域クラス
ナットの強度区分
構造用六角ナット
炭素鋼
並目ねじ
7H
5J
細目ねじ
構造用六角ナットSUS
ステンレス鋼
並目ねじ
50
B.3
ナットの材料
B.3.1 炭素鋼製ナット
炭素鋼製ナットの材料は,表B.5に規定する機械的性質に適合するものとする。
B.3.2 ステンレス鋼製ナット
ステンレス鋼製ナットの材料は,表B.6に規定する機械的性質に適合するものとする。また,その化学
成分は,表B.2に示すものでなければならない。
なお,化学成分は,JIS G 0320による分析方法を用いて分析した鋼材の検査成績書又はこれに代わる分
析方法を用いて分析した検査成績書で確認する。
表B.2−ステンレス鋼製ナットの化学成分
単位 %
強度
区分
鋼種
区分
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
50
A2
0.10
以下
1.0
以下
2.0
以下
0.05
以下
0.03
以下
8.0〜
19.0
15.0〜
20.0
−
4.0
以下
B.4
ナットの形状及び寸法
ナットの形状及び寸法は,B.9.1で測定したとき,表B.3の規定に適合しなければならない。
16
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
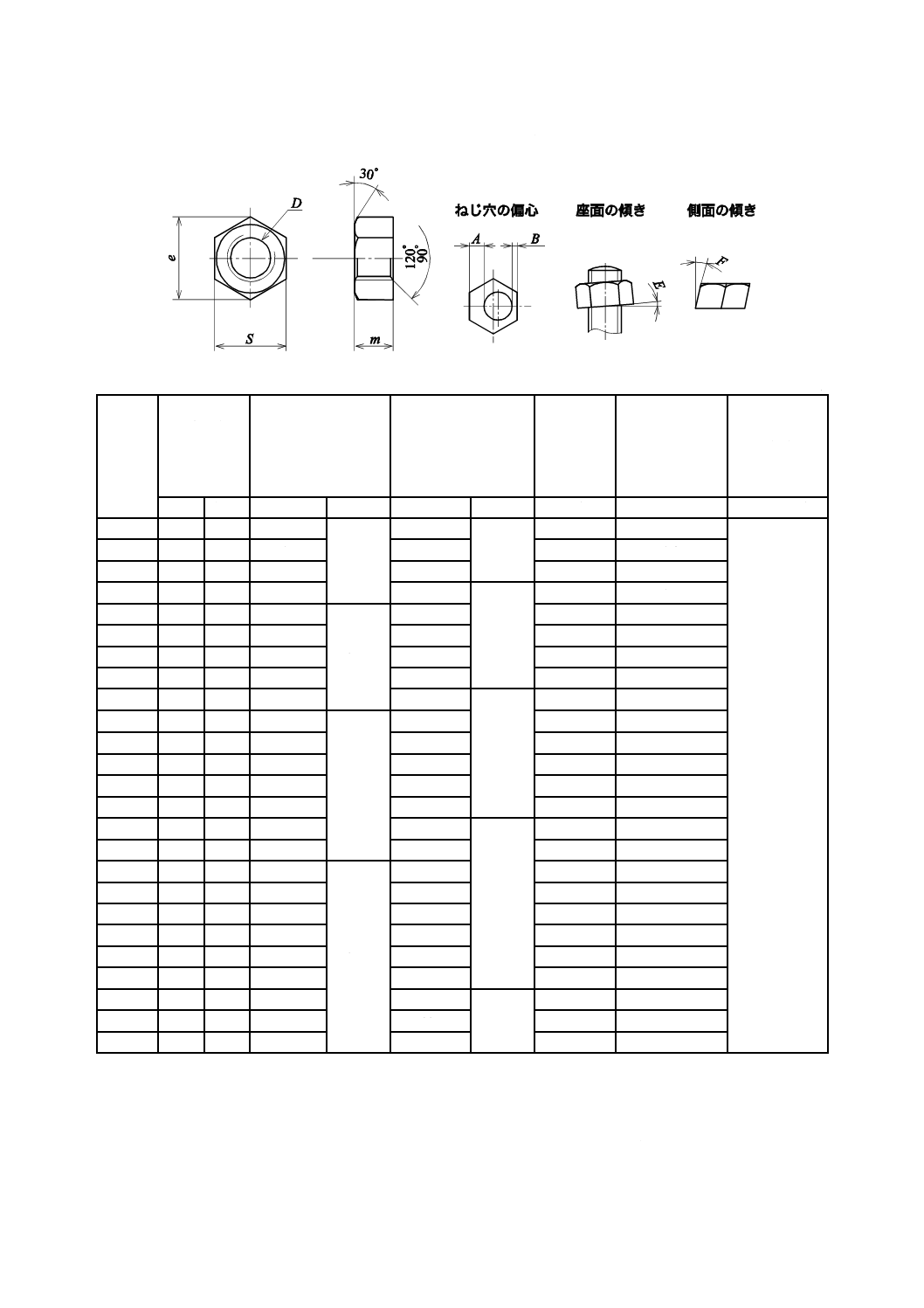
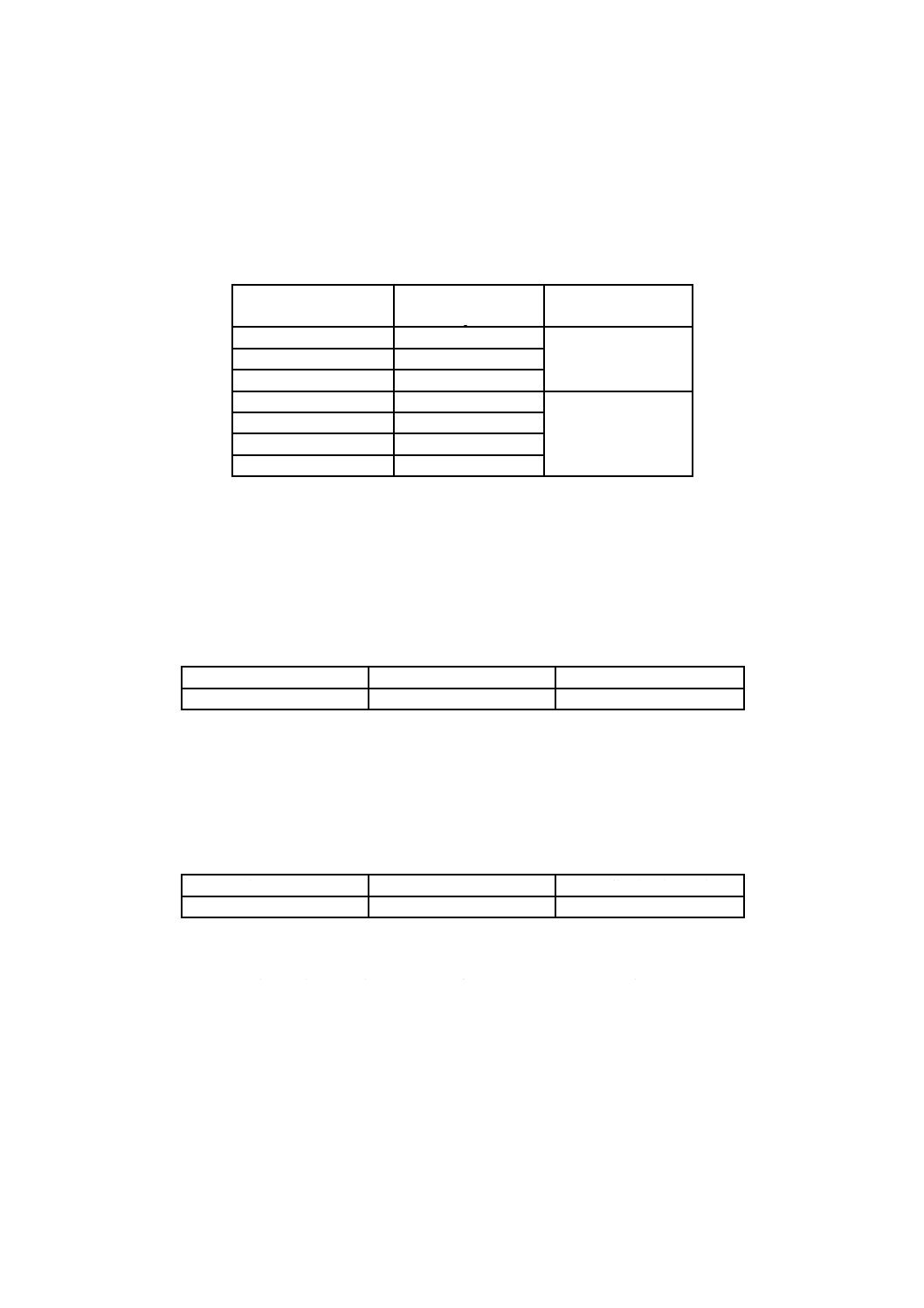
表B.3−ナットの形状及び寸法
単位 mm
ねじの
呼び
(D)
ねじの
ピッチ
(p)
ナットの高さ
(m)
ナットの二面幅
(S)
対角距離
(e)
ねじ穴の偏心
(A−B)
座面の傾き
(E)
及び
側面の傾き
(F)
並目
細目
基準寸法
許容差
基準寸法
許容差
参考
最大値(参考) 最大値(参考)
M16
2
−
13
±0.9
24
0
−0.8
27.7
1.1
2°
M18
2.5
−
15
27
31.2
1.2
M20
2.5
−
16
30
34.6
1.4
M22
2.5
−
18
32
0
−1
37
1.5
M24
3
2
19
±1.0
36
41.6
1.6
M27
3
2
22
41
47.3
2
M30
3.5
2
24
46
53.1
2.2
M33
3.5
2
26
50
57.7
2.4
M36
4
3
29
55
0
−1.2
63.5
2.6
M39
4
3
31
±1.2
60
69.3
2.8
M42
4.5
3
34
65
75
3.1
M45
4.5
4
36
70
80.8
3.3
M48
5
4
38
75
86.5
3.6
M52
5
4
42
80
92.4
3.8
M56
5.5
4
45
85
0
−1.4
98.1
4.1
M60
5.5
4
48
90
104
4.3
M64
6
4
51
±1.5
95
110
4.6
M68
6
4
54
100
115
4.8
M72
−
6
58
105
121
5.0
M76
−
6
61
110
127
5.3
M80
−
6
64
115
133
5.5
M85
−
6
68
120
139
5.8
M90
−
6
72
130
0
−1.6
150
6.2
M95
−
6
76
135
156
6.5
M100
−
6
80
145
167
6.8
B.5
ナットのねじ
ナットのねじは,B.9.2で測定したとき,次の規定に適合しなければならない。
a) ナットのねじは,JIS B 0205-2に規定するメートル並目ねじ及びメートル細目ねじとし,JIS B 0205-4
に規定する基準寸法とする。ねじの精度は,JIS B 0209-3に規定するねじの公差域クラス7Hとする。
17
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 溶融亜鉛めっきを施す場合のナットのねじは,JIS B 0205-2に規定するメートル並目ねじに表B.4に
規定するオーバタップを施したものとする。溶融亜鉛めっきを施す前のねじの精度は,JIS B 0209-3
に規定するねじの公差域クラス7Hとする。
表B.4−溶融亜鉛めっき施工前のねじのピッチ及びオーバタップ量
単位 mm
ねじの呼び
(d)
ねじのピッチ
(p)
オーバタップ量
M16
2.0
+0.8
M18,M20,M22
2.5
M24,M27
3.0
M30,M33
3.5
+1.0
M36,M39
4.0
M42,M45
4.5
M48
5.0
B.6
ナットの機械的性質
B.6.1 炭素鋼製ナット
炭素鋼製ナットの機械的性質は,B.9.3で試験したとき,表B.5の規定に適合しなければならない。
なお,保証荷重値の規定は,ねじの呼びがM39までとし,ねじの呼びがM42以上は硬さ規定による。
表B.5−炭素鋼製ナットの機械的性質
強度区分
保証荷重値(N/mm2)
硬さ(HV)
5J
610
146〜319
B.6.2 ステンレス鋼製ナット
ステンレス鋼製ナットの機械的性質は,B.9.4で試験したとき,表B.6の規定に適合しなければならない。
なお,表B.6の鋼種区分及び強度区分は,JIS B 1054-2の規定による。
表B.6−ステンレス鋼製ナットの機械的性質
鋼種区分
強度区分
保証荷重値(N/mm2)
A2
50
500
B.7
ナットの表面処理
ナットに表面処理を施す場合は,電気めっき又は溶融亜鉛めっきとする。溶融亜鉛めっきは,ねじのは
めあいを考慮して,JIS H 8641に規定するHDZ 35とする。
B.8
ナットの外観
ナットの外観は,B.9.5で試験したとき,割れ,かえり,使用上有害なきず,ばりなどの欠陥があっては
ならない。
18
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.9
ナットの試験
B.9.1 寸法
ナットの寸法は,JIS B 7507に規定する目量が0.05 mmのノギスを用いて,表B.3に規定するナットの
高さ(m)の寸法を120°間隔に3か所測定する。また,表B.3に規定するナットの二面幅(S)の寸法を
3か所測定する。
B.9.2 ねじ
ねじは,JIS B 1071の箇条4(測定方法)の規定によって有効径及び内径を測定し,公差域クラスを確
認する。
B.9.3 炭素鋼製ナットの機械的性質
炭素鋼製ナットの機械的性質の試験は,JIS B 1052-2による。
B.9.4 ステンレス鋼製ナットの機械的性質
ステンレス鋼製ナットの機械的性質の試験は,JIS B 1054-2の箇条7(試験方法)による。
B.9.5 外観
外観は,目視による。
B.10 ナットの検査
ナットの検査は,合理的な抜取検査方式を用いて,B.9で試験したときB.4〜B.8の規定に適合している
ものを合格とする。
なお,B.9.1で測定した寸法は,その値の全てが表B.3に適合しなければならない。
B.11 ナットの呼び方
ナットの呼び方は,規格番号,ナットの種類,ねじの種類,ねじの呼び及び強度区分とする。表面処理
を施す場合は,表面処理の記号を末尾に追記する。
ナットの呼び方を,例1〜例3に示す。
例1 構造用転造ねじアンカーボルトABR490用構造用六角ナットのM30の場合
JIS B 1220 構造用六角ナット 並目ねじ M30−5J
強度区分
ねじの呼び
ねじの種類
ナットの種類
規格番号
19
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例2 構造用転造ねじアンカーボルトABR400用構造用六角ナットのM24で表面処理が溶融亜鉛めっ
きの場合
JIS B 1220 構造用六角ナット 並目ねじ M24−5J HDZ 35
表面処理の記号
強度区分
ねじの呼び
ねじの種類
ナットの種類
規格番号
例3 構造用切削ねじアンカーボルトABM490用構造用六角ナットのM48で表面処理が電気めっき
の場合
JIS B 1220 構造用六角ナット 細目ねじ M48−5J EP
表面処理の記号
強度区分
ねじの呼び
ねじの種類
ナットの種類
規格番号
B.12 ナットの表示
B.12.1 ナットの表示
ナットには,次の事項を容易に消えない方法で,見やすい箇所に表示しなければならない。
a) ナットの強度区分
b) 製造業者の略号
B.12.2 包装の表示
包装には,次の事項を明瞭に表示する。
a) ナットの呼び方
b) 数量
c) 製造業者名又はその略号
20
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
構造用平座金
C.1 一般
この附属書は,構造用アンカーボルトセットに使用する構造用平座金(以下,座金という。)の特性につ
いて規定する。
C.2 座金の種類
座金の種類は,材料によって区分し,表C.1による。
表C.1−座金の種類
座金の種類
材料
硬さ区分
構造用平座金
炭素鋼
200J
構造用平座金SUS
ステンレス鋼
C.3 座金の材料
C.3.1 炭素鋼製座金
炭素鋼製座金の材料は,表C.4に規定する機械的性質に適合するものとする。
C.3.2 ステンレス鋼製座金
ステンレス鋼製座金の材料は,鋼種区分をJIS B 1054-1に規定するA2,A4,F1,C1,C4とし,表C.4
に規定する機械的性質に適合するものとする。また,その化学成分は,表C.2に示すものでなければなら
ない。
なお,化学成分は,JIS G 0320による分析方法を用いて分析した鋼材の検査成績書又はこれに代わる分
析方法を用いて分析した検査成績書で確認する。
表C.2−ステンレス鋼製座金の化学成分
単位 %
鋼種
区分
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
A2
0.10以下
1.0以下 2.0以下
0.05以下
0.03以下
8.0〜19.0
15.0〜20.0
−
4.0以下
A4
0.08以下
1.0以下 2.0以下
0.045以下
0.03以下
10.0〜15.0
16.0〜18.5
2.0〜3.0 4.0以下
F1
0.12以下
1.0以下 1.0以下
0.04以下
0.03以下
1.0以下
15.0〜18.0
−
−
C1
0.09〜0.15
1.0以下 1.0以下
0.05以下
0.03以下
1.0以下
11.5〜14.0
−
−
C4
0.08〜0.15
1.0以下 1.5以下
0.06以下
0.15〜0.35
1.0以下
12.0〜14.0
0.6以下
−
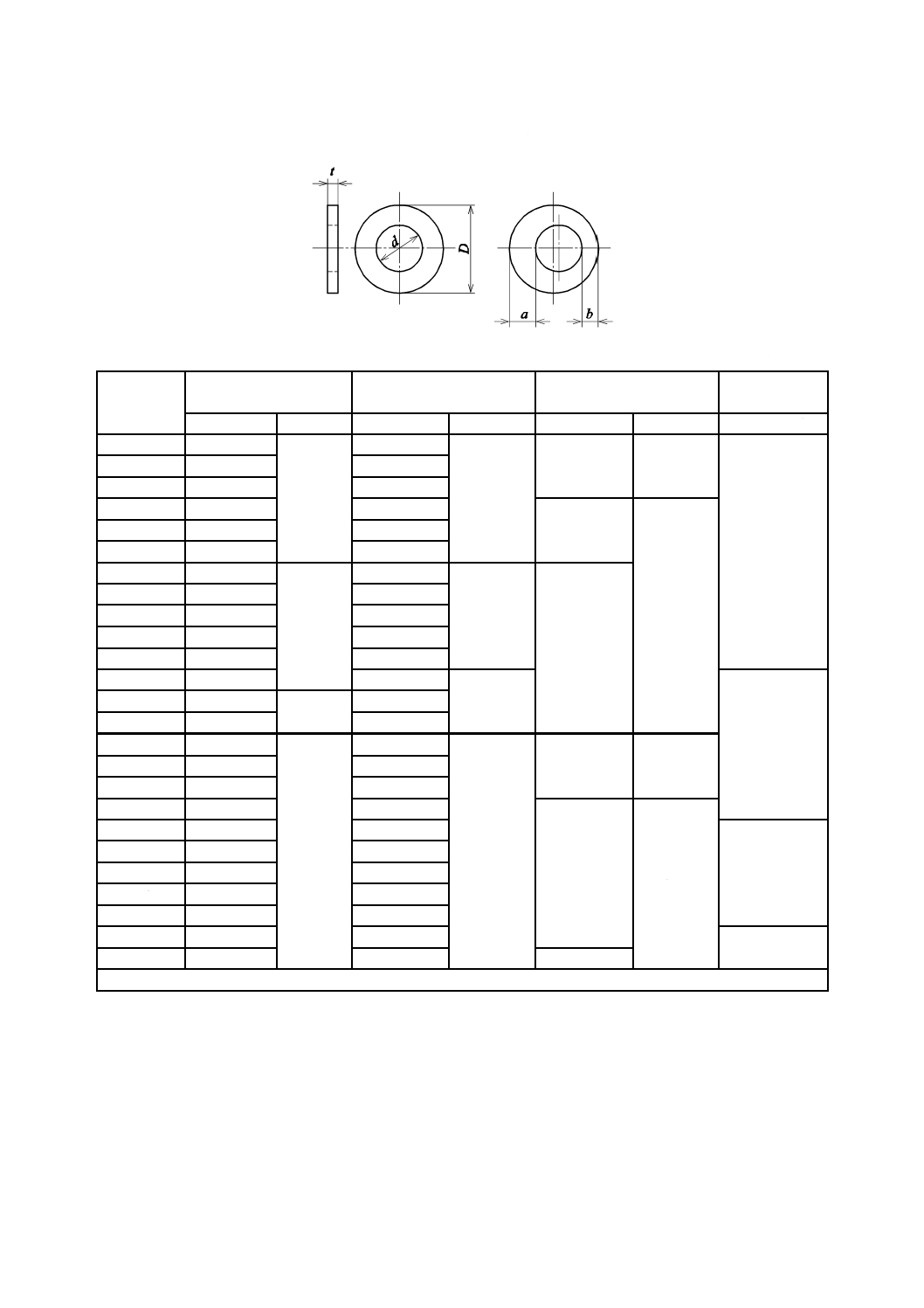
C.4 座金の形状及び寸法
座金の形状及び寸法は,C.8.1で測定したとき,表C.3の規定に適合しなければならない。
21
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.3−座金の形状及び寸法
単位 mm
ボルトの
ねじの呼び
座金の内径
(d)
座金の外径
(D)
座金の厚さa)
(t)
穴の偏心
(a−b)
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
最大値(参考)
M16
18
+0.8
0
32
0
−1.0
4.5
(5)
±0.5
1.5
M18
20
36
M20
22
40
M22
24
44
6
±0.7
M24
26
48
M27
30
56
M30
33
+1.0
0
60
0
−1.2
8
M33
36
63
M36
39
66
M39
42
72
M42
45
78
M45
48
85
0
−1.4
2.0
M48
52
+1.2
0
92
M52
56
98
M56
60
+3.0
0
105
0
−3.0
9
±1.0
M60
64
110
M64
68
115
M68
72
120
12
±1.4
M72
76
125
2.5
M76
80
135
M80
84
140
M85
89
145
M90
94
160
M95
99
165
3.0
M100
104
175
16
注a) 座金の厚さの括弧内の数値は,ステンレス鋼製座金の場合の値を示す。
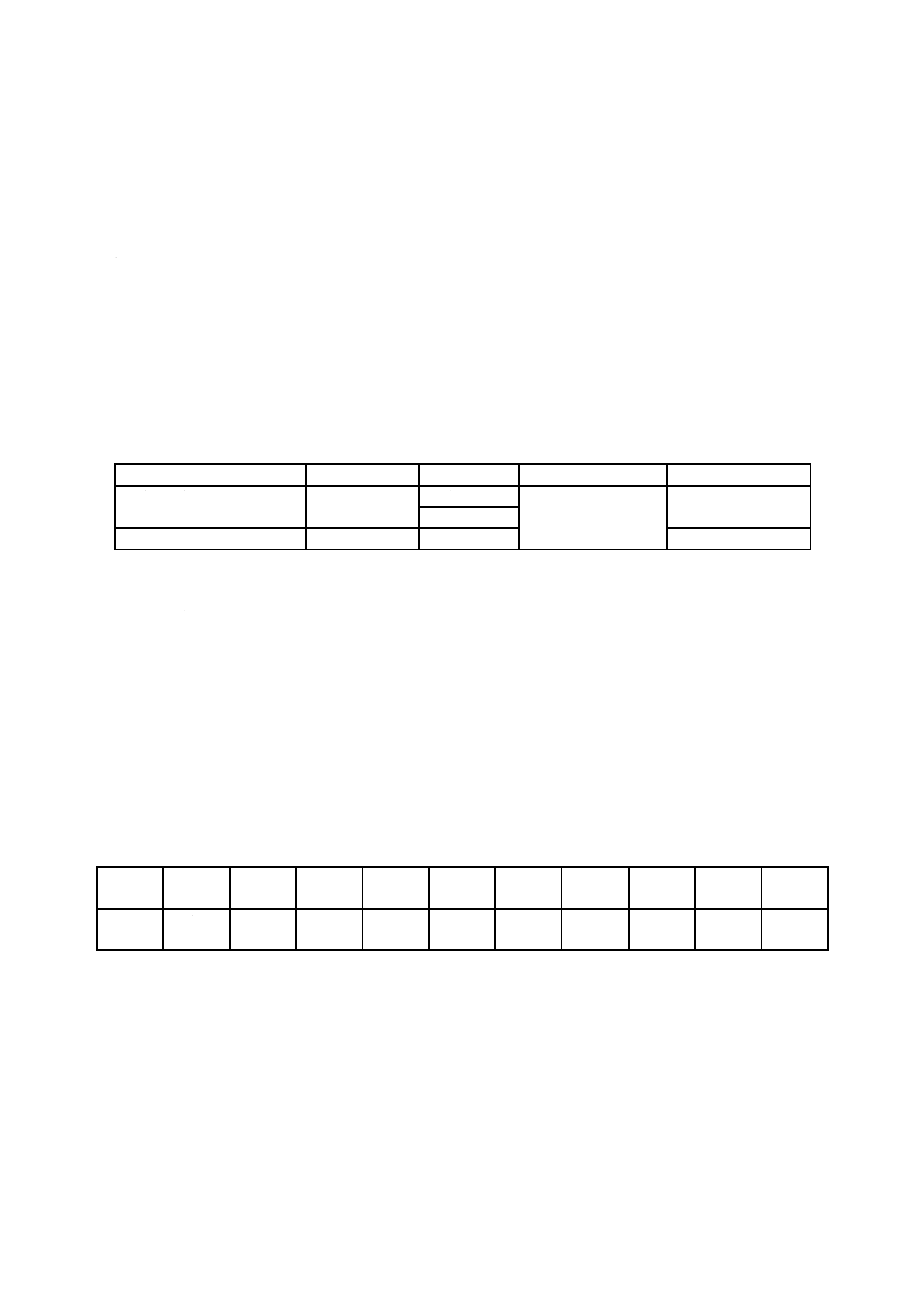
C.5 座金の機械的性質
炭素鋼製座金及びステンレス鋼製座金の機械的性質は,C.8.2で試験したとき,表C.4の規定に適合しな
ければならない。
なお,硬さは,ビッカース硬さ又はロックウェル硬さのいずれかに適合しなければならない。
22
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.4−炭素鋼製座金及びステンレス鋼製座金の機械的性質
硬さ区分
硬さ
ビッカース硬さ
ロックウェル硬さ
最小
最大
最小
最大
200J
200HV
400HV
11HRC
41HRC
C.6 座金の表面処理
座金に表面処理を施す場合は,電気めっき又は溶融亜鉛めっきとする。ただし,溶融亜鉛めっきを施す
必要がある場合は,JIS H 8641に規定するHDZ 35とする。
C.7 座金の外観
座金の外観は,C.8.3で試験したとき,割れ,かえり,使用上有害なきず,ばりなどの欠陥があってはな
らない。
C.8 座金の試験
C.8.1 寸法
座金の寸法は,表C.3に規定した座金の内径(d)及び座金の外径(D)を,JIS B 7507に規定する目量
が0.05 mmのノギスを用い,直交する2方向を測定する。また,表C.3に規定した座金の厚さ(t)は,JIS
B 7507に規定する目量が0.05 mmのノギス又はJIS B 7502に規定する目量が0.01 mmの外側マイクロメー
タを用い,120°間隔の3点を測定する。
なお,表C.3に規定した座金の厚さ(t)は,座金の外径側で,反り,だれ,ばりなどを含まないように
測定する。
C.8.2 座金の機械的性質
ビッカース硬さ試験は,JIS Z 2244による。また,試験力はHV30とする。ロックウェル硬さ試験は,
JIS Z 2245による。座金の座面における120°間隔の3点の硬さを測定し,その平均値を座金の硬さとす
る。
C.8.3 外観
外観は,目視による。
C.9 座金の検査
座金の検査は,合理的な抜取検査方式を用いて,C.8で試験したときC.4〜C.7の規定に適合しているも
のを合格とする。
なお,C.8.1で測定した寸法は,その値の全てが表C.3に適合しなければならない。
C.10 座金の呼び方
座金の呼び方は,規格番号,座金の種類,ボルトのねじの呼び及び硬さ区分とする。表面処理にめっき
を施す場合は,表面処理の記号を末尾に追記する。
座金の呼び方を,例1〜例3に示す。
23
B 1220:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例1 構造用切削両ねじアンカーボルトABM520SUS用ステンレス鋼製構造用座金のM30の場合
JIS B 1220 構造用平座金SUS M30−200J
硬さ区分
ボルトのねじの呼び
座金の種類
規格番号
例2 構造用転造両ねじアンカーボルトABR490用炭素鋼製構造用座金のM24に表面処理が溶融亜鉛
めっきの場合
JIS B 1220 構造用平座金 M24−200J HDZ 35
表面処理の記号
硬さ区分
ボルトのねじの呼び
座金の種類
規格番号
例3 構造用転造両ねじアンカーボルトABR400用炭素鋼製構造用座金のM16に表面処理が電気めっ
きの場合
JIS B 1220 構造用平座金 M16−200J EP
表面処理の記号
硬さ区分
ボルトのねじの呼び
座金の種類
規格番号
C.11 座金の包装の表示
座金の包装には,次の事項を明瞭に表示する。
a) 座金の呼び方
b) 数量
c) 製造業者名又はその略号