B 1189:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類······························································································································· 3
4 形状・寸法,製品仕様及び製品の呼び方 ··············································································· 3
5 表示······························································································································ 10
5.1 製品の表示 ·················································································································· 10
5.2 包装の表示 ·················································································································· 10
附属書A(規定)フランジ付き六角頭部に対するゲージ検査························································ 12
附属書JA(規定)ISO 15071及びISO 15072によらないフランジ付き六角ボルト ···························· 13
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 21
B 1189:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1189:2005は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1189:2014
フランジ付き六角ボルト
Hexagon bolts with flange
序文
この規格は,2011年に第2版として発行されたISO 15071及び2012年に第2版として発行されたISO
15072を基に,対応する部分(形状・寸法,製品仕様及び製品の呼び方)については対応国際規格を翻訳
し,技術的内容を変更することなく作成した日本工業規格であるが,対応国際規格には規定されていない
規定項目(表示,ISO 15071及びISO 15072によらないフランジ付き六角ボルト)を日本工業規格として
追加している。
なお,この規格で点線の下線を施してある箇所及び附属書JAは,対応国際規格にはない事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,フランジ付き六角ボルト(以下,ボルトという。)の特性について規定する。
この規格で規定する寸法及び製品仕様以外の要求がある場合には,それらの要求を,例えば,JIS B 0205-2,
JIS B 0209-2,JIS B 1009,JIS B 1051及びJIS B 1054-1から受渡当事者間の協定によって選択できる。
ISO 15071及びISO 15072によらないフランジ付き六角ボルトを,附属書JAに規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15071:2011,Hexagon bolts with flange−Small series−Product grade A
ISO 15072:2012,Hexagon bolts with flange with metric fine pitch thread−Small series−Product grade
A(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 0143 締結用部品−ねじ部品の寸法の記号及び意味
注記 対応国際規格:ISO 225:2010,Fasteners−Bolts, screws, studs and nuts−Symbols and descriptions
of dimensions(IDT)
JIS B 0205-2 一般用メートルねじ−第2部:全体系
注記 対応国際規格:ISO 261:1998,ISO general purpose metric screw threads−General plan(IDT)
JIS B 0209-2 一般用メートルねじ−公差−第2部:一般用おねじ及びめねじの許容限界寸法−中(は
2
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
めあい区分)
注記 対応国際規格:ISO 965-2:1998,ISO general purpose metric screw threads−Tolerances−Part 2:
Limits of sizes for general purpose external and internal screw threads−Medium quality(IDT)
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 1003 締結用部品−メートルねじをもつおねじ部品のねじ先
注記 対応国際規格:ISO 4753:2011,Fasteners−Ends of parts with external ISO metric thread(IDT)
JIS B 1009 締結用部品−おねじ部品−呼び長さ及びねじ部長さ
注記 対応国際規格:ISO 888:2012,Fasteners−Bolts, screws and studs−Nominal lengths and thread
lengths(IDT)
JIS B 1021 締結用部品の公差−第1部:ボルト,ねじ,植込みボルト及びナット−部品等級A,B
及びC
注記 対応国際規格:ISO 4759-1:2000,Tolerances for fasteners−Part 1: Bolts, screws, studs and nuts−
Product grades A, B and C(IDT)
JIS B 1041 締結用部品−表面欠陥 第1部 一般要求のボルト,ねじ及び植込みボルト
JIS B 1043 締結用部品−表面欠陥 第3部 特殊要求のボルト,ねじ及び植込みボルト
注記 対応国際規格:ISO 6157-3:1988,Fasteners−Surface discontinuities−Part 3: Bolts, screws and
studs for special requirements(IDT)
JIS B 1044 締結用部品−電気めっき
注記 対応国際規格:ISO 4042:1999,Fasteners−Electroplated coatings(IDT)
JIS B 1046 締結用部品−非電解処理による亜鉛フレーク皮膜
注記 対応国際規格:ISO 10683:2000,Fasteners−Non-electrolytically applied zinc flake coatings(IDT)
JIS B 1047 耐食ステンレス鋼製締結用部品の不動態化
注記 対応国際規格:ISO 16048:2003,Passivation of corrosion-resistant stainless-steel fasteners(IDT)
JIS B 1051 炭素鋼及び合金鋼製締結用部品の機械的性質−強度区分を規定したボルト,小ねじ及び
植込みボルト−並目ねじ及び細目ねじ
注記 対応国際規格:ISO 898-1:2013,Mechanical properties of fasteners made of carbon steel and alloy
steel−Part 1: Bolts, screws and studs with specified property classes−Coarse thread and fine pitch
thread(IDT)
JIS B 1054-1 耐食ステンレス鋼製締結用部品の機械的性質−第1部:ボルト,小ねじ及び植込みボル
ト
注記 対応国際規格:ISO 3506-1:2009,Mechanical properties of corrosion-resistant stainless steel
fasteners−Part 1: Bolts, screws and studs(IDT)
JIS B 1071 締結用部品−精度測定方法
JIS B 1091 締結用部品−受入検査
注記 対応国際規格:ISO 3269:2000,Fasteners−Acceptance inspection(IDT)
JIS B 1099 締結用部品−ボルト,小ねじ,植込みボルト及びナットに対する一般要求事項
注記 対応国際規格:ISO 8992:2005,Fasteners−General requirements for bolts, screws, studs and nuts
(IDT)
3
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
種類
ボルトの種類は,表1による。
表1−ボルトの種類
種類
強度区分
ねじの
呼び径範囲
対応国際規格
(参考)
ボルト
ねじのピッチ 部品等級
鋼
ステンレス鋼
呼び径ボルト
並目ねじ
A
8.8,9.8,10.9
A2-70
5〜16 mm
ISO 15071
有効径ボルト
細目ねじ
A
8.8,9.8,10.9,12.9/12.9
A2-70
8〜16 mm
ISO 15072
4
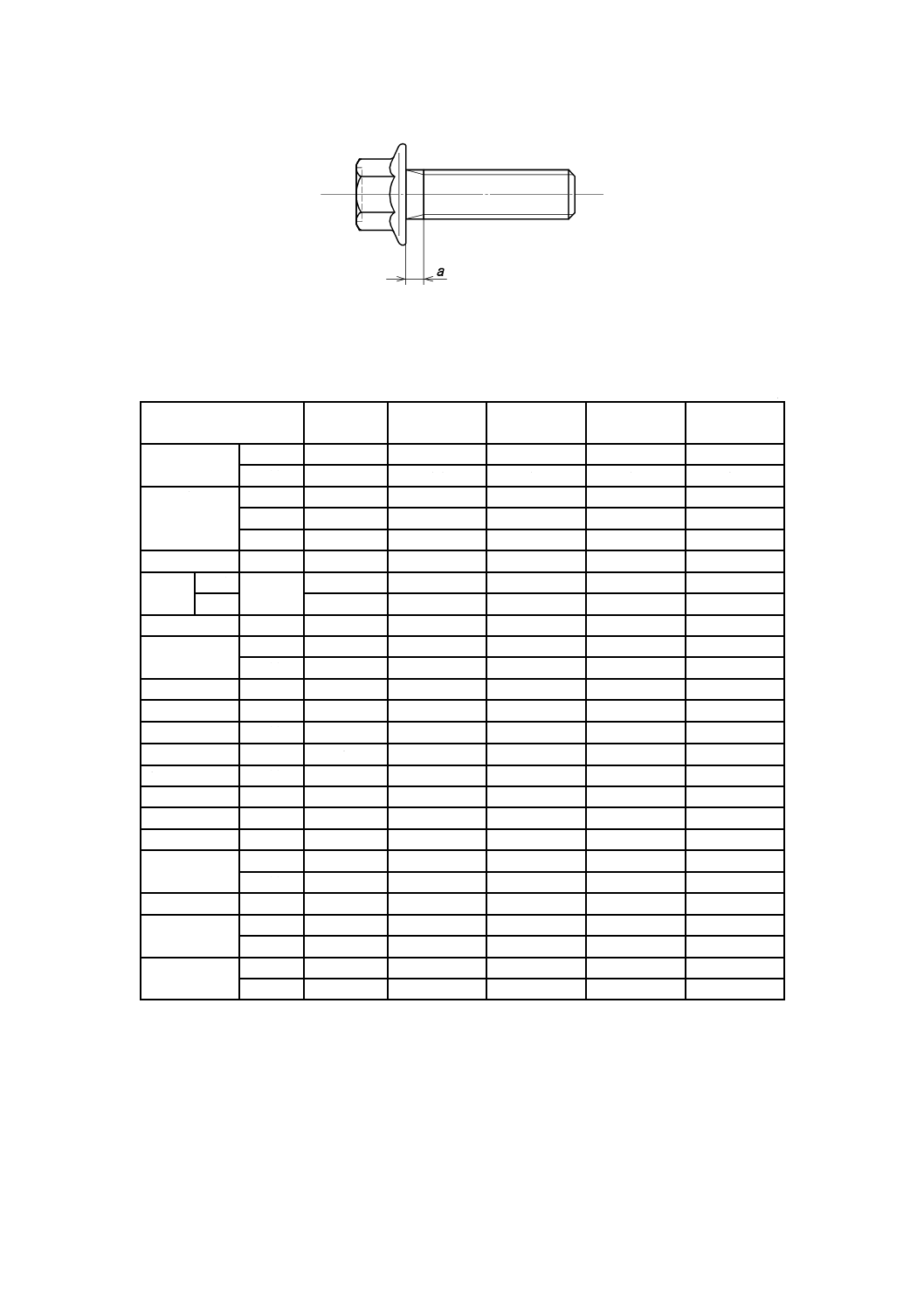
形状・寸法,製品仕様及び製品の呼び方
ボルトの形状・寸法,製品仕様及び製品の呼び方は,表2による。
表2−ボルトの形状・寸法,製品仕様及び製品の呼び方
種類
形状・寸法
製品仕様 製品の呼び方(例)
ボルト
ねじのピッチ
部品等級
呼び径ボルト
並目ねじ
A
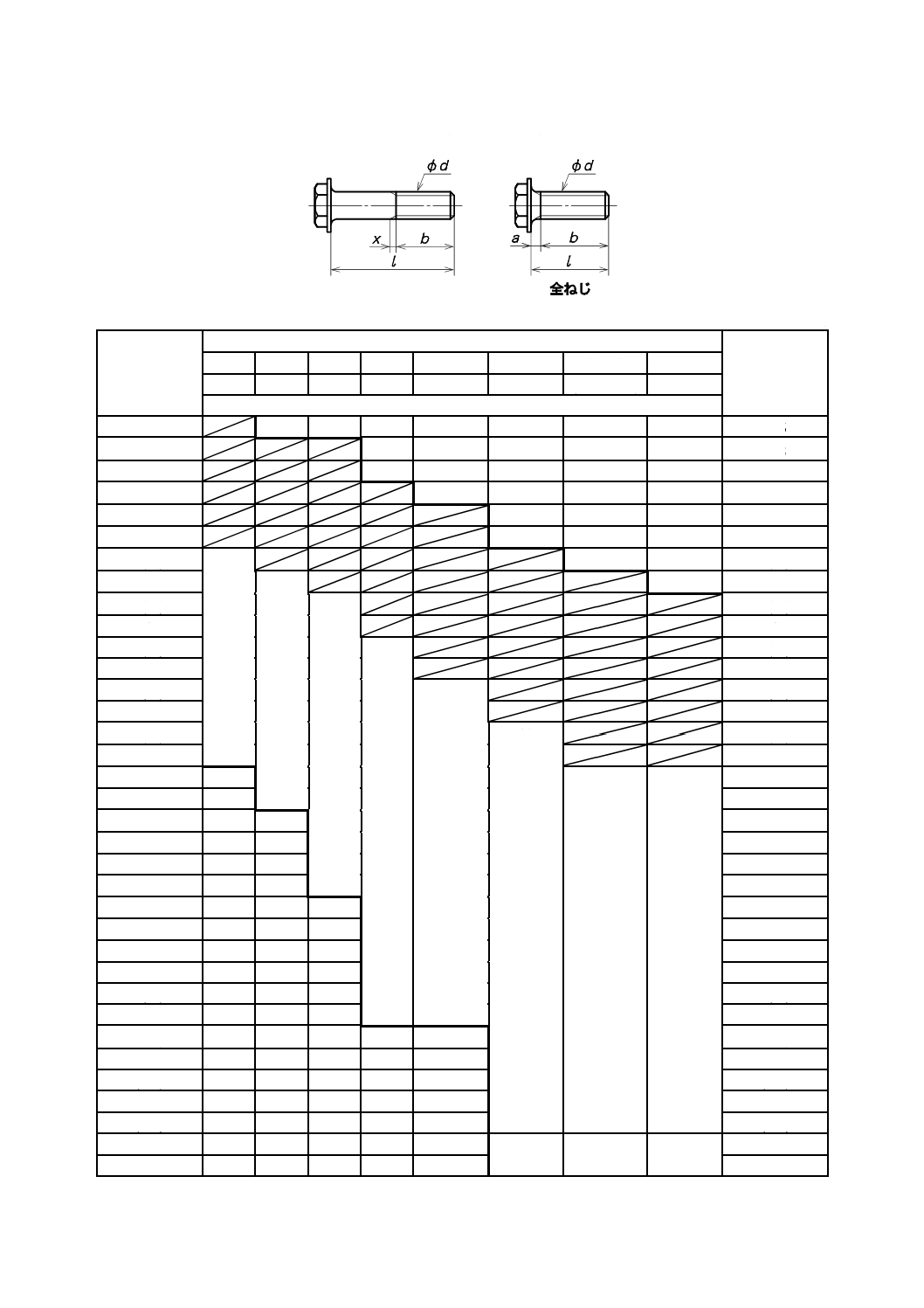
図1,図2,図3及び表3
表4
表5
有効径ボルト
細目ねじ
A
図1,図2,図3,図4及び表6
表7
表8
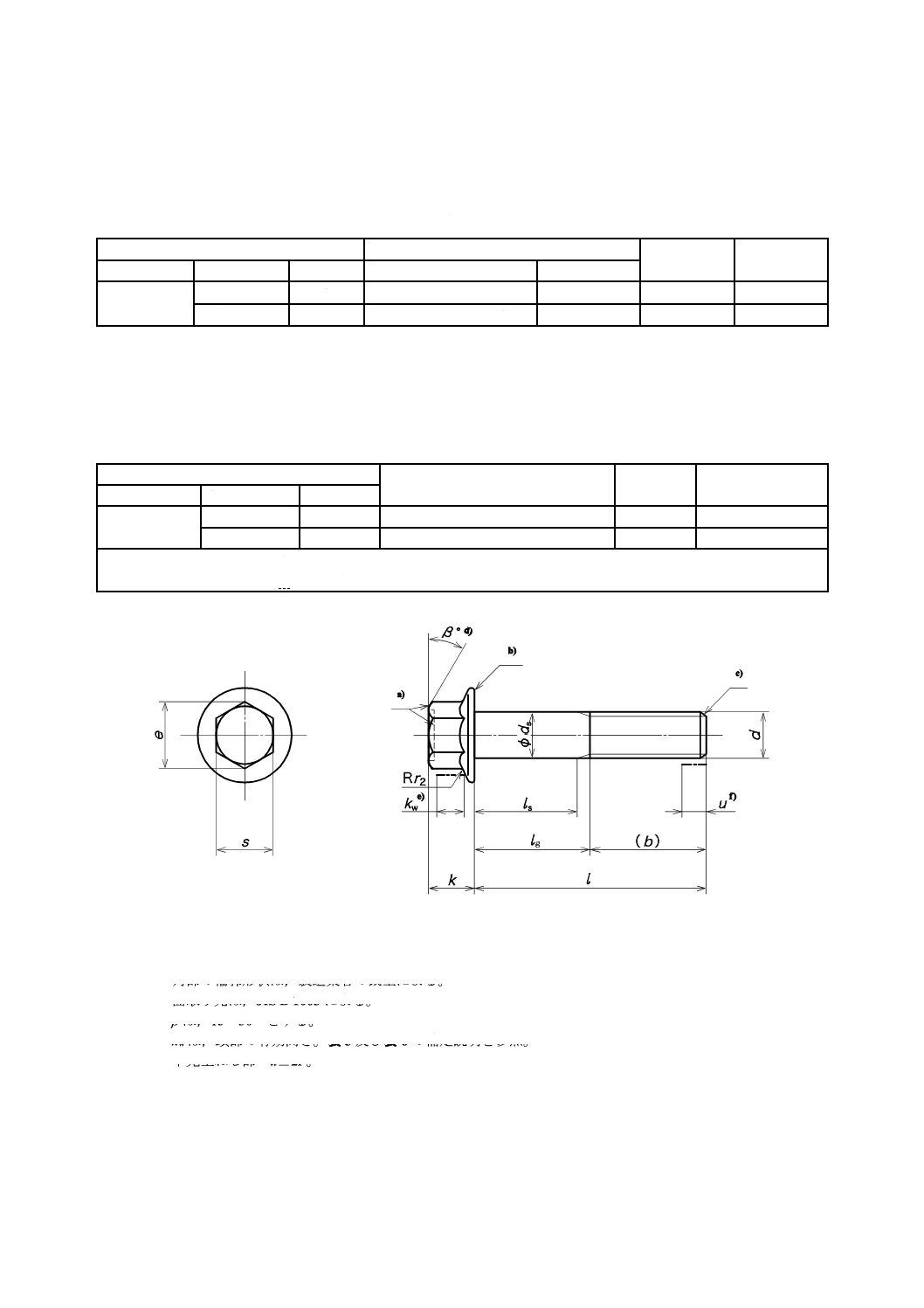
形状・寸法の記号は,JIS B 0143による。
注記 製品の呼び方は,JIS B 1010を参照。
注a) 頭部頂面にくぼみをつけるかつけないかは,製造業者の判断による。頭部頂面には,面取り又は丸
みを施さなければならない。面取り円又は丸みの移行円の最小直径は,二面幅の最大値の85 %とす
る。頭部頂面をくぼませる場合は,くぼみの外周部は丸みをつけてもよい。
b) 角部の輪郭形状は,製造業者の裁量による。
c) 面取り先は,JIS B 1003による。
d) βは,15〜30°とする。
e) kwは,頭部の有効高さ。表3及び表6の補足説明を参照。
f) 不完全ねじ部 u≦2P。
図1−ボルト−呼び径ボルト−標準形
4
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
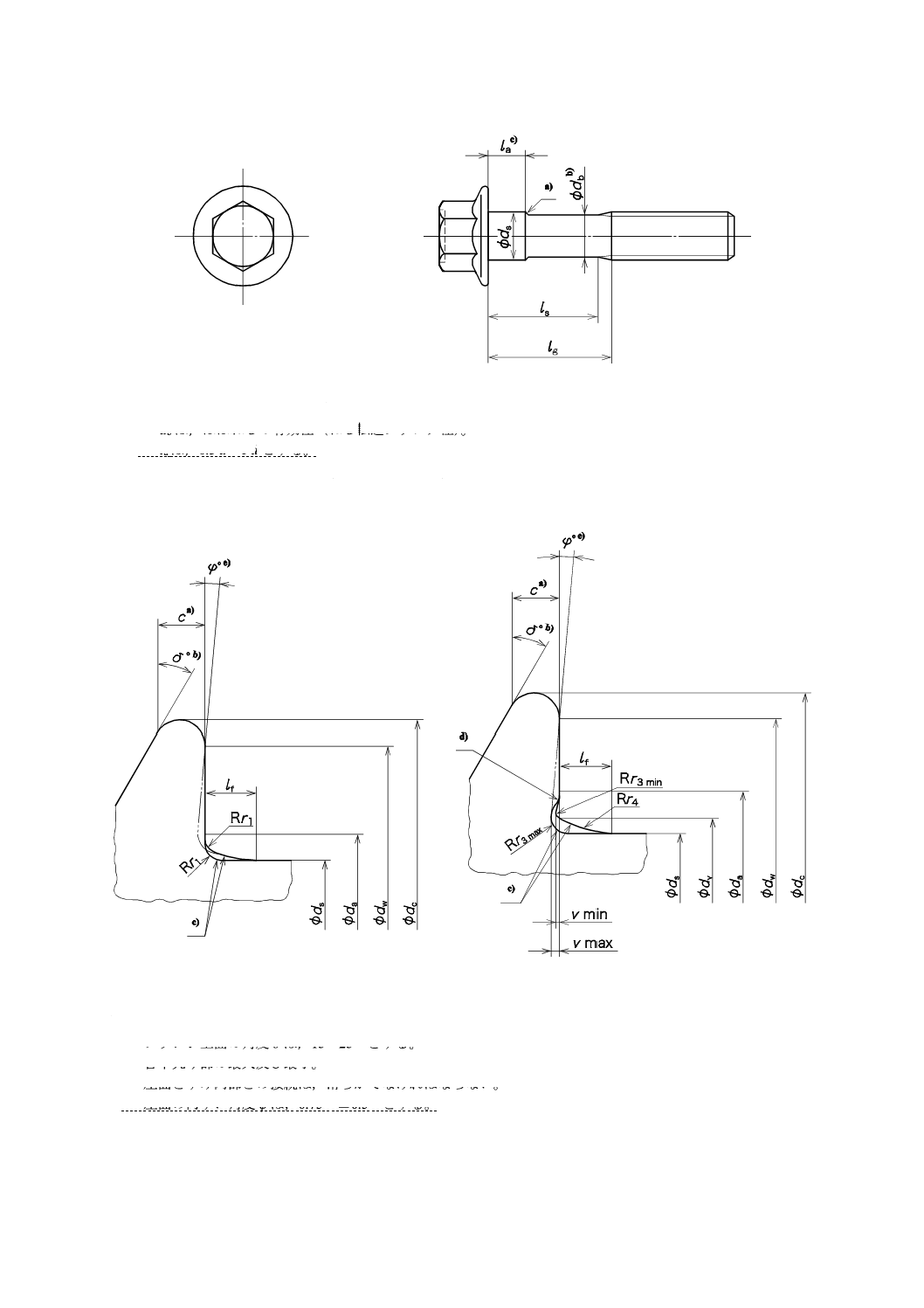
注記 他の寸法は,図1参照。
注a) 丸み,面取り又は円すい形。
b) dbは,ほぼねじの有効径(ねじ転造ブランク径)。
c) laは,0.5 d〜1 dとする。
図2−ボルト−有効径ボルト−R形(注文者の指定)
a) F形座面 アンダカットなし
b) U形座アンダカットあり
(標準形)
(指定又は任意選択)
注a) cは,dw, minの位置で測定する。
b) フランジ上面の角度δは,15〜25°とする。
c) 首下丸み部の最大及び最小。
d) 座面とすみ肉部との接続は,滑らかでなければならない。
e) 座面の円すい角度φは,0.75°±0.5°とする。
図3−ボルト−首下部の形状(座面部)
5
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
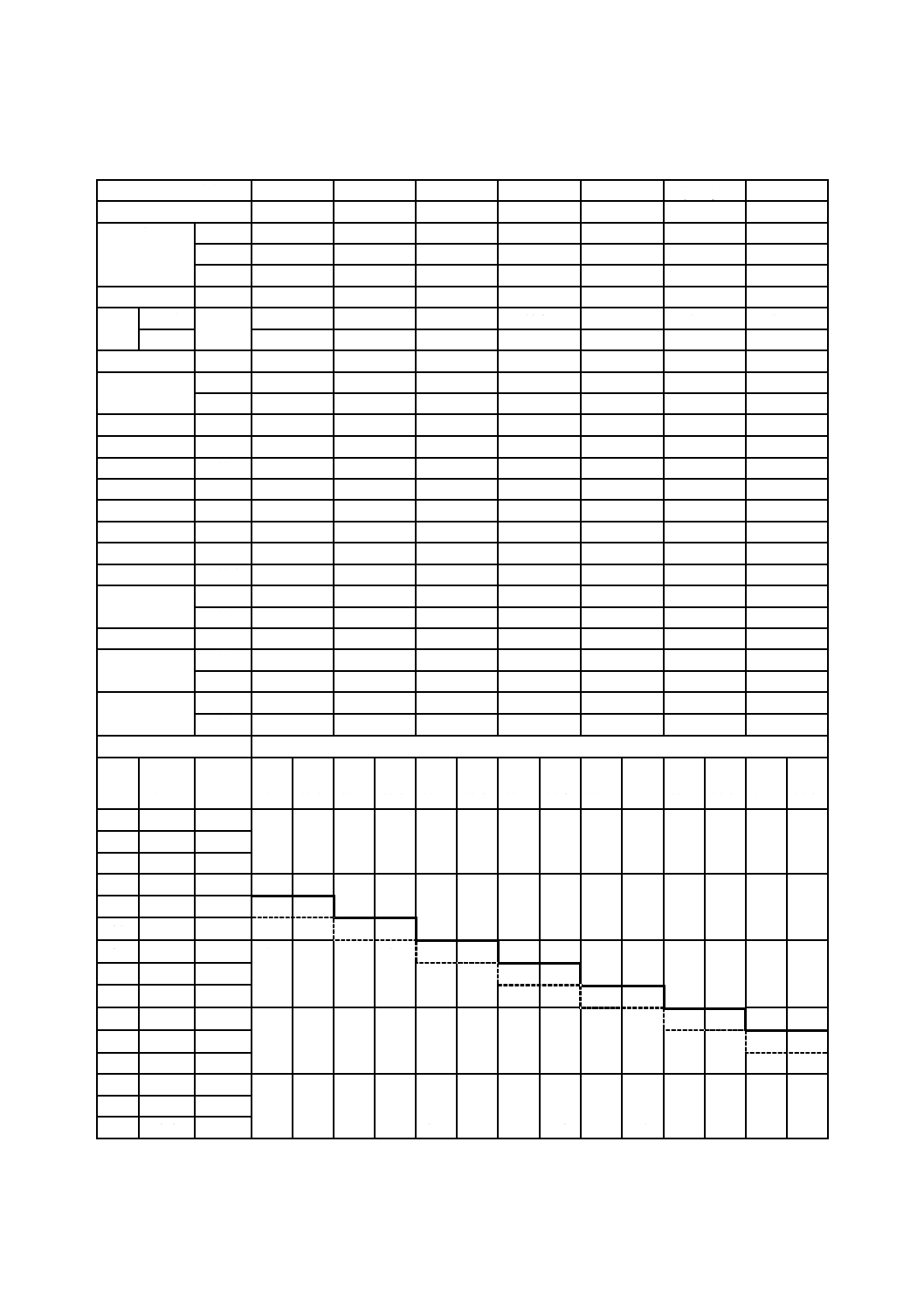
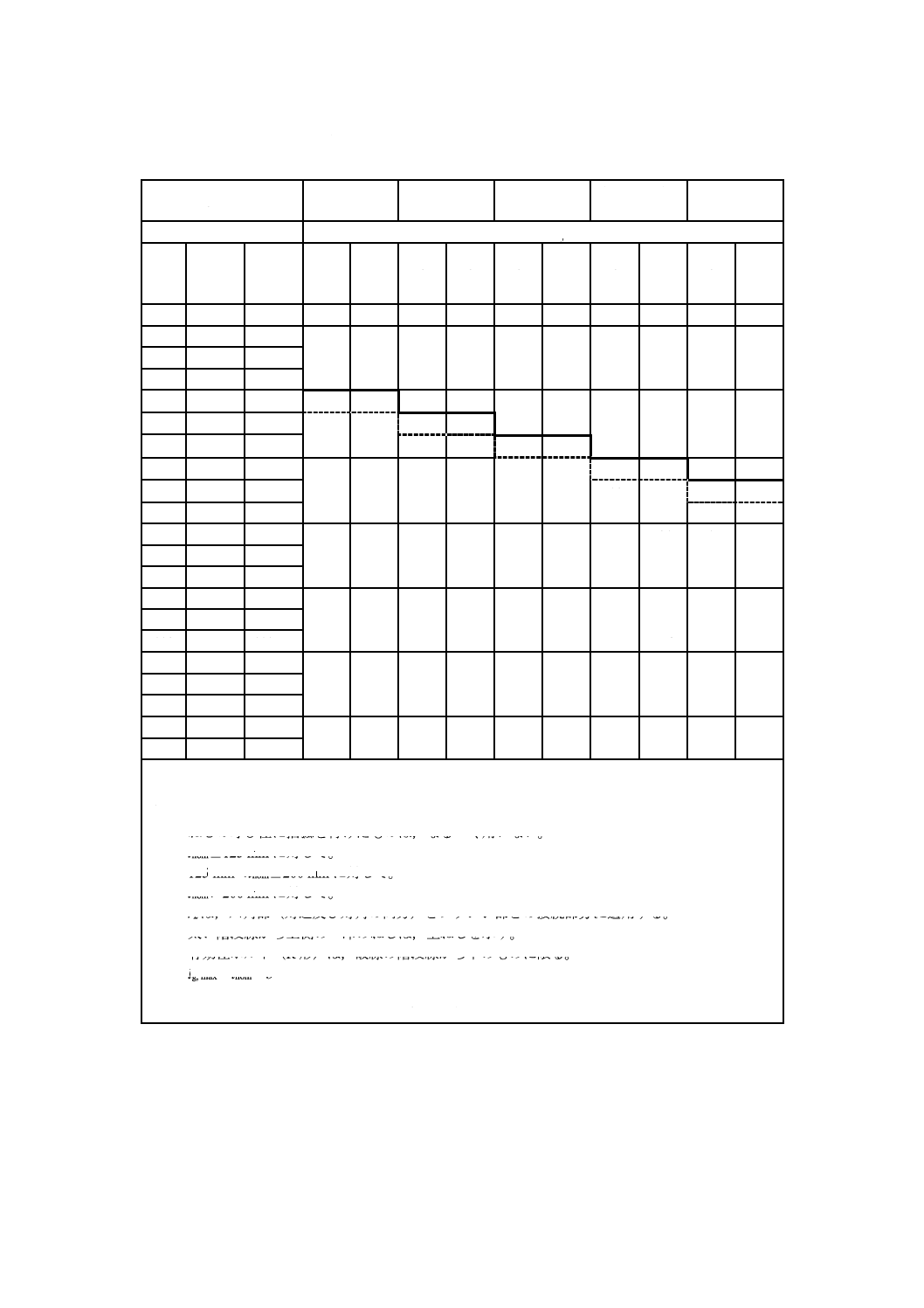
表3−ボルト−並目ねじ−部品等級Aの寸法
単位 mm
ねじの呼び(d)
M5
M6
M8
M10
M12
(M14) a)
M16
P b)
0.8
1
1.25
1.5
1.75
2
2
b(参考)
c)
16
18
22
26
30
34
38
d)
−
−
28
32
36
40
44
e)
−
−
−
−
−
−
57
c
最小
1
1.1
1.2
1.5
1.8
2.1
2.4
da
F形
最大
5.7
6.8
9.2
11.2
13.7
15.7
17.7
U形
6.2
7.5
10
12.5
15.2
17.7
20.5
dc
最大
11.4
13.6
17
20.8
24.7
28.6
32.8
ds
最大
5.00
6.00
8.00
10.00
12.00
14.00
16.00
最小
4.82
5.82
7.78
9.78
11.73
13.73
15.73
dv
最大
5.5
6.6
8.8
10.8
12.8
14.8
17.2
dw
最小
9.4
11.6
14.9
18.7
22.5
26.4
30.6
e
最小
7.59
8.71
10.95
14.26
16.5
19.86
23.15
k
最大
5.6
6.9
8.5
9.7
12.1
12.9
15.2
kw
最小
2.3
2.9
3.8
4.3
5.4
5.6
6.8
lf
最大
1.4
1.6
2.1
2.1
2.1
2.1
3.2
r1
最小
0.2
0.25
0.4
0.4
0.6
0.6
0.6
r2 f)
最大
0.3
0.4
0.5
0.6
0.7
0.9
1
r3
最大
0.25
0.26
0.36
0.45
0.54
0.63
0.72
最小
0.10
0.11
0.16
0.20
0.24
0.28
0.32
r4
(参考)
4
4.4
5.7
5.7
5.7
5.7
8.8
s
最大
7.00
8.00
10.00
13.00
15.00
18.00
21.00
最小
6.78
7.78
9.78
12.73
14.73
17.73
20.67
v
最大
0.15
0.20
0.25
0.30
0.35
0.45
0.50
最小
0.05
0.05
0.10
0.15
0.15
0.20
0.25
l g), h)
ls及びlg
呼び
長さ
lnom
最小
最大
ls
最小
lg
最大
ls
最小
lg
最大
ls
最小
lg
最大
ls
最小
lg
最大
ls
最小
lg
最大
ls
最小
lg
最大
ls
最小
lg
最大
10
9.71
10.29
−
−
12
11.65
12.35
−
−
−
−
16
15.65
16.35
−
−
−
−
−
−
20
19.58
20.42
−
−
−
−
−
−
−
−
25
24.58
25.42
5
9
−
−
−
−
−
−
−
−
30
29.58
30.42
10
14
7
12
−
−
−
−
−
−
−
−
35
34.5
35.5
15
19
12
17
6.75
13
−
−
−
−
−
−
−
−
40
39.5
40.5
20
24
17
22
11.75
18
6.5
14
−
−
−
−
−
−
45
44.5
45.5
25
29
22
27 16.75
23
11.5
19
6.25
15
−
−
−
−
50
49.5
50.5
30
34
27
32 21.75
28
16.5
24
11.25
20
6
16
−
−
55
54.4
55.6
32
37 26.75
33
21.5
29 16.25
25
11
21
7
17
60
59.4
60.6
37
42 31.75
38
26.5
34 21.25
30
16
26
12
22
65
64.4
65.6
36.75
43
31.5
39 26.25
35
21
31
17
27
70
69.4
70.6
41.75
48
36.5
44 31.25
40
26
36
22
32
80
79.4
80.6
51.75
58
46.5
54 41.25
50
36
46
32
42
6
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−ボルト−並目ねじ−部品等級Aの寸法(続き)
単位 mm
ねじの呼び(d)
M5
M6
M8
M10
M12
(M14) a)
M16
l g), h)
ls及びlg
呼び
長さ
lnom
最小
最大
ls
最小
lg
最大
ls
最小
lg
最大
ls
最小
lg
最大
ls
最小
lg
最大
ls
最小
lg
最大
ls
最小
lg
最大
ls
最小
lg
最大
90
89.3
90.7
56.5
64 51.25
60
46
56
42
52
100
99.3
100.7
66.5
74
61.25
70
56
66
52
62
110
109.3
110.7
71.25
80
66
76
62
72
120
119.3
120.7
81.25
90
76
86
72
82
130
129.2
130.8
80
90
76
86
140
139.2
140.8
90
100
86
96
150
149.2
150.8
96
106
160
159.2
160.8
106
116
附属書Aに示すゲージ検査に合格した製品は,c,e及びkwの寸法に対する要求を満足しているものとみなす。
注a) ねじの呼び径に括弧を付けたものは,なるべく用いない。
b) Pは,ねじのピッチ。
c) lnom≦125 mmに対して。
d) 125 mm<lnom≦200 mmに対して。
e) lnom>200 mmに対して。
f) r2は,六角部(対辺及び対角の両方)とフランジ部との接続部分に適用する。
g) 太い階段線から上側の−印のねじは,全ねじを示す。
h) 有効径ボルト(R形)は,破線の階段線から下のものに限る。
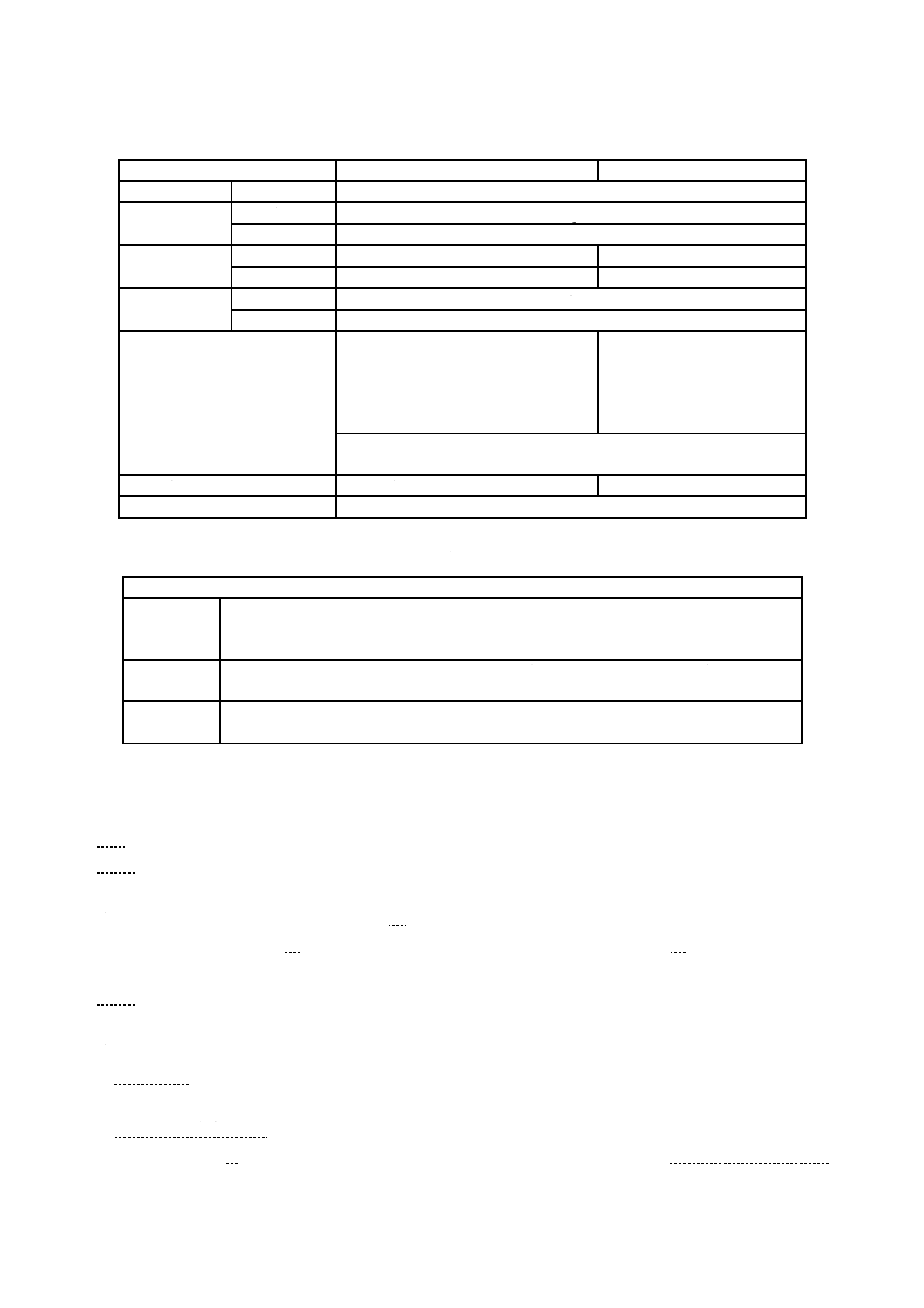
表4−ボルト−並目ねじ−部品等級Aの製品仕様
材料
鋼
ステンレス鋼
一般要求事項
適用規格
JIS B 1099
ねじ
公差域クラス
6g
適用規格
JIS B 0205-2,JIS B 0209-2
機械的性質
強度区分
8.8,9.8,10.9
A2-70
適用規格
JIS B 1051
JIS B 1054-1
公差
部品等級
A
適用規格
JIS B 1021
仕上げ−皮膜
製造された状態
電気めっきの要求がある場合は,JIS B
1044による。
非電解処理による亜鉛フレーク皮膜の
要求がある場合は,JIS B 1046による。
製造された状態
付加的な要求又はその他の仕上げ若しくは皮膜については,受渡当事者間の
協定による。
表面状態
表面欠陥の限界は,JIS B 1043による。
−
受入検査
受入検査手順は,JIS B 1091による。
7
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−製品の呼び方の例(並目ねじ)
例
製品
ねじの呼びM12,呼び長さl=80 mm,強度区分8.8で,製造業者の任意選択でF形座面又
はU形座面の指定がない場合
呼び方
フランジ付き六角ボルト−JIS B 1189−ISO 15071−M12×80−8.8
製品
ねじの呼びM12,呼び長さl=80 mm,強度区分8.8で,F形座面の場合
呼び方
フランジ付き六角ボルト−JIS B 1189−ISO 15071−M12×80−F−8.8
製品
有効径ボルト(R形)の場合(呼び方の中に文字記号“R”を入れなければならない。)
呼び方
フランジ付き六角ボルト−JIS B 1189−ISO 15071−M12×80−R−8.8
注記 図1〜図3及び表3〜表5は,ISO 15071に一致している。
8
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−ボルト−細目ねじ−全ねじ
表6−ボルト−細目ねじ−部品等級Aの寸法
単位 mm
ねじの呼び
d×P a)
M8×1
M10×1
M10×1.25
M12×1.25
M12×1.5
(M14×1.5) b)
M16×1.5
a
最大
3.0
3.0
4.5
4.5
4.5
最小
1.0
1.0
1.5
1.5
1.5
b(参考)
c)
22
26
30
34
38
d)
28
32
36
40
44
e)
−
−
−
−
57
c
最小
1.2
1.5
1.8
2.1
2.4
da
F形
最大
9.2
11.2
13.7
15.7
17.7
U形
10.0
12.5
15.2
17.7
20.5
dc
最大
17.0
20.8
24.7
28.6
32.8
ds
最大
8.00
10.00
12.00
14.00
16.00
最小
7.78
9.78
11.73
13.73
15.73
dv
最大
8.8
10.8
12.8
14.8
17.2
dw
最小
14.9
18.7
22.5
26.4
30.6
e
最小
10.95
14.26
16.50
19.86
23.15
k
最大
8.5
9.7
12.1
12.9
15.2
kw
最小
3.8
4.3
5.4
5.6
6.8
lf
最大
2.1
2.1
2.1
2.1
3.2
r1
最小
0.4
0.4
0.6
0.6
0.6
r2 f)
最大
0.5
0.6
0.7
0.9
1.0
r3
最大
0.36
0.45
0.54
0.63
0.72
最小
0.16
0.20
0.24
0.28
0.32
r4
(参考)
5.7
5.7
5.7
5.7
8.8
s
最大
10.00
13.00
15.00
18.00
21.00
最小
9.78
12.73
14.73
17.73
20.67
v
最大
0.25
0.30
0.35
0.45
0.50
最小
0.10
0.15
0.15
0.20
0.25
9
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−ボルト−細目ねじ−部品等級Aの寸法(続き)
単位 mm
ねじの呼び
d×P a)
M8×1
M10×1
M10×1.25
M12×1.25
M12×1.5
(M14×1.5) b)
M16×1.5
l g), h)
ls及びlg i)
呼び
長さ
lnom
最小
最大
ls
最小
lg
最大
ls
最小
lg
最大
ls
最小
lg
最大
ls
最小
lg
最大
ls
最小
lg
最大
16
15.65
16.35
−
−
20
19.58
20.42
−
−
−
−
25
24.58
25.42
−
−
−
−
−
−
30
29.58
30.42
−
−
−
−
−
−
−
−
35
34.5
35.5
6.75
13
−
−
−
−
−
−
−
−
40
39.5
40.5
11.75
18
6.5
14
−
−
−
−
−
−
45
44.5
45.5
16.75
23
11.5
19
6.25
15
−
−
−
−
50
49.5
50.5
21.75
28
16.5
24
11.25
20
6
16
−
−
55
54.4
55.6
26.75
33
21.5
29
16.25
25
11
21
7
17
60
59.4
60.6
31.75
38
26.5
34
21.25
30
16
26
12
22
65
64.4
65.6
36.75
43
31.5
39
26.25
35
21
31
17
27
70
69.4
70.6
41.75
48
36.5
44
31.25
40
26
36
22
32
80
79.4
80.6
51.75
58
46.5
54
41.25
50
36
46
32
42
90
89.3
90.7
56.5
64
51.25
60
46
56
42
52
100
99.3
100.7
66.5
74
61.25
70
56
66
52
62
110
109.3
110.7
71.25
80
66
76
62
72
120
119.3
120.7
81.25
90
76
86
72
82
130
129.2
130.8
80
90
76
86
140
139.2
140.8
90
100
86
96
150
149.2
150.8
96
106
160
159.2
160.8
106
116
附属書Aに示すゲージ検査に合格した製品は,c,e及びkwの寸法に対する要求を満足しているもの
とみなす。
注a) Pは,ねじのピッチ。
b) ねじの呼び径に括弧を付けたものは,なるべく用いない。
c) lnom≦125 mmに対して。
d) 125 mm<lnom≦200 mmに対して。
e) lnom>200 mmに対して。
f) r2は,六角部(対辺及び対角の両方)とフランジ部との接続部分に適用する。
g) 太い階段線から上側の−印のねじは,全ねじを示す。
h) 有効径ボルト(R形)は,破線の階段線から下のものに限る。
i) lg, max=lnom−b
ls, min=lg, max−5P
ただし,Pは,JIS B 0205-2に規定する並目ねじのピッチ。
10
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−ボルト−細目ねじ−部品等級Aの製品仕様
材料
鋼
ステンレス鋼
一般要求事項
適用規格
JIS B 1099
ねじ
公差域クラス
6g
適用規格
JIS B 0205-2,JIS B 0209-2
機械的性質
強度区分
8.8,9.8,10.9,12.9/12.9
A2-70
適用規格
JIS B 1051
JIS B 1054-1
公差
部品等級
A
適用規格
JIS B 1021
仕上げ−皮膜
製造された状態
電気めっきの要求がある場合は,JIS B
1044による。
非電解処理による亜鉛フレーク皮膜の
要求がある場合は,JIS B 1046による。
製造された状態
不動態化の方法は,JIS B 1047
による。
付加的な要求又はその他の仕上げ若しくは皮膜については,受渡当事者
間の協定による。
表面状態
表面欠陥の限界は,JIS B 1043による。
−
受入検査
受入検査手順は,JIS B 1091による。
表8−製品の呼び方の例(細目ねじ)
例
製品
ねじの呼びM12×1.25,呼び長さl=80 mm,強度区分8.8で,製造業者の任意選択でF形
座面又はU形座面の指定がない場合
呼び方
フランジ付き六角ボルト−JIS B 1189−ISO 15072−M12×1.25×80−8.8
製品
ねじの呼びM12×1.25,呼び長さl=80 mm,強度区分8.8で,F形座面の場合
呼び方
フランジ付き六角ボルト−JIS B 1189−ISO 15072−M12×1.25×80−F−8.8
製品
有効径ボルト(R形)の場合(呼び方の中に文字記号“R”を入れなければならない。)
呼び方
フランジ付き六角ボルト−JIS B 1189−ISO 15072−M12×1.25×80−R−8.8
注記 図1〜図4及び表6〜表8は,ISO 15072に一致している。
5
表示
5.1
製品の表示
この規格に適合した製品の表示は,次による。
a) 鋼ボルトに対する製品の表示は,JIS B 1051の10.3.3(製品ごとの表示)による。
b) ステンレスボルトで,JIS B 1054-1を適用したものに対する製品の表示は,JIS B 1054-1の4.2(表示)
による。
5.2
包装の表示
この規格に適合した製品の包装には,外面に次の事項を表示しなければならない。
a) 規格名称又は規格番号
b) 部品等級
c) ねじの呼び×呼び長さ
d) ねじの公差域クラス
e) 強度区分(JIS B 1051を適用した鋼ボルトの場合),鋼種区分・強度区分(JIS B 1054-1を適用したス
11
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
テンレスボルトの場合)
f)
数量・指定事項
g) 製造業者名又はその略号
12
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
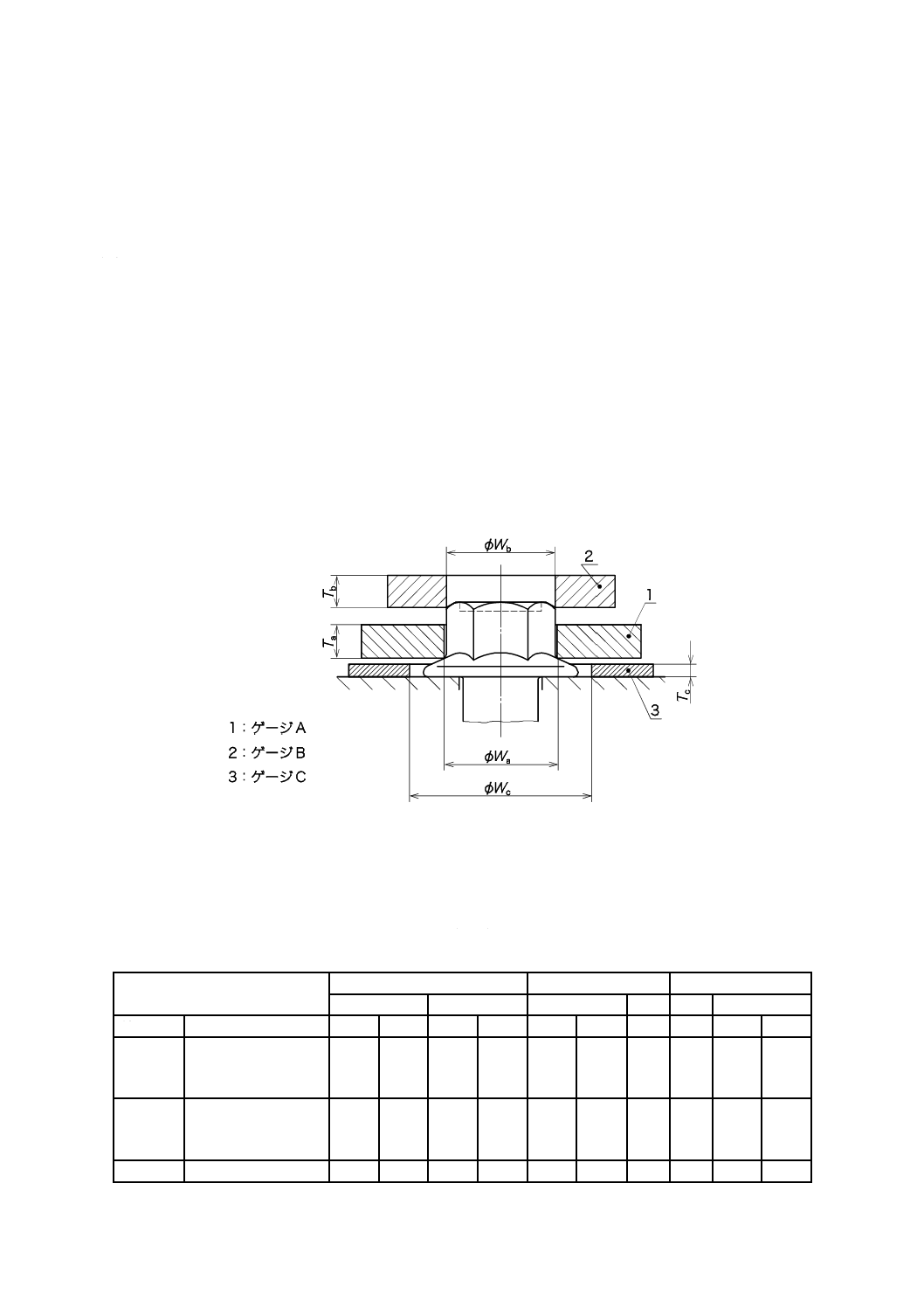
フランジ付き六角頭部に対するゲージ検査
A.1 六角頭部に対する推奨するゲージ検査方法(図A.1及び表A.1参照)
頭部の高さ,頭部の有効高さ,角のすみ肉の盛り上がり及び対角距離が規定値を同時に満足しているか
どうかを実証するために,二つのリングゲージA及びBを用いて検査する。ゲージAは,六角頭部の上
から挿入して,フランジ部の上に着座させる。ゲージBは,ボルトの軸線と垂直に六角頭部頂面に載せる。
二つのゲージが接触しなければ合格とする。
A.2 フランジの厚さに対する推奨するゲージ検査方法(図A.1及び表A.1参照)
ゲージCは,平たいすきまゲージ又はリングゲージとする。ゲージCは,ゲージAと六角頭部の一部
との接触点において,フランジの厚さが規定値を超えているかどうかを検証するのに用いる。平板の上に
ボルト頭部を置き,ゲージCとゲージAとが接触しなければ合格とする。
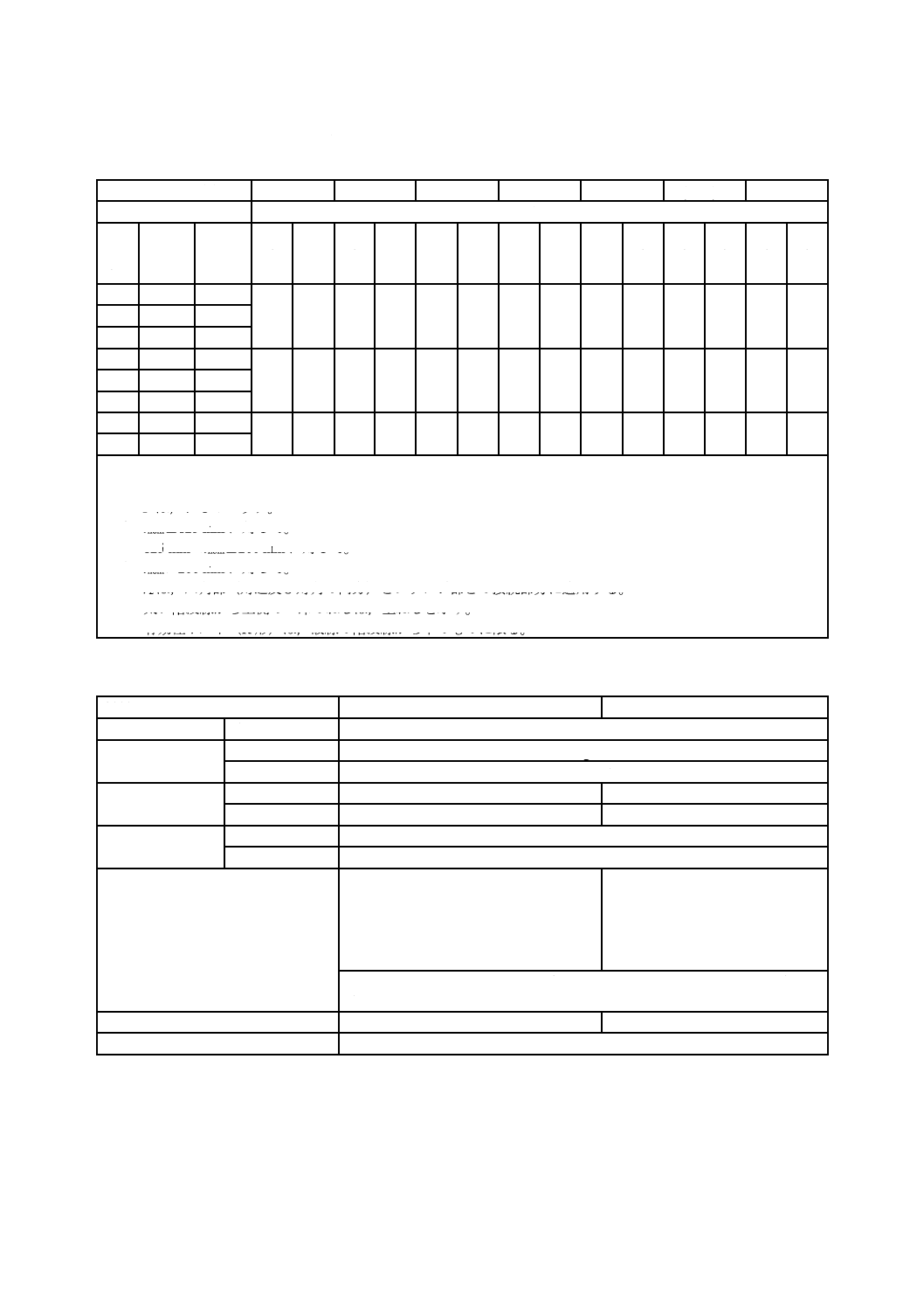
Wa, min=etheoretical
Wb, max=emin−0.01 mm
Ta, max=kw, min
図A.1−推奨するゲージ検査方法
表A.1−ゲージの寸法
単位 mm
ねじの呼び
ゲージA
ゲージB
ゲージC
Wa
Ta
Wb
Tb
Wc
Tc
並目ねじ
細目ねじ
最大
最小
最大
最小
最大
最小
最小 最小
最大
最小
M5
−
8.09
8.08
2.30
2.29
7.58
7.57
3
14
1.08
1.07
M6
−
9.25
9.24
2.90
2.89
8.70
8.69
3
16
1.19
1.18
M8
M8×1
11.56
11.55
3.80
3.79
10.94 10.93
4
20.0
1.31
1.30
M10
M10×1,M10×1.25
15.02 15.01
4.30
4.29
14.25 14.24
4
24.0
1.81
1.80
M12
M12×1.25,M12×1.5
17.33 17.32
5.40
5.39
16.49 16.48
5
29.0
2.20
2.19
M14
M14×1.5
20.79 20.78
5.60
5.59
19.85 19.84
5
32.5
2.55
2.54
M16
M16×1.5
24.26 24.25
6.80
6.79
23.14 23.13
6
37
2.96
2.95
13
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
ISO 15071及びISO 15072によらないフランジ付き六角ボルト
JA.1
適用範囲
この附属書は,ISO 15071及びISO 15072によらない鋼製のフランジ付き六角ボルト(以下,ボルトと
いう。)の特性について規定する。
この附属書に規定する形状・寸法及び許容差は,本体に規定する形状・寸法及び許容差とは異なる。
この附属書は,将来廃止するので,新規設計の機器,部位などには使用しないのがよい。
JA.2
用語及び定義
この附属書で用いる主な用語及び定義は,JIS B 0101による。
JA.3
種類
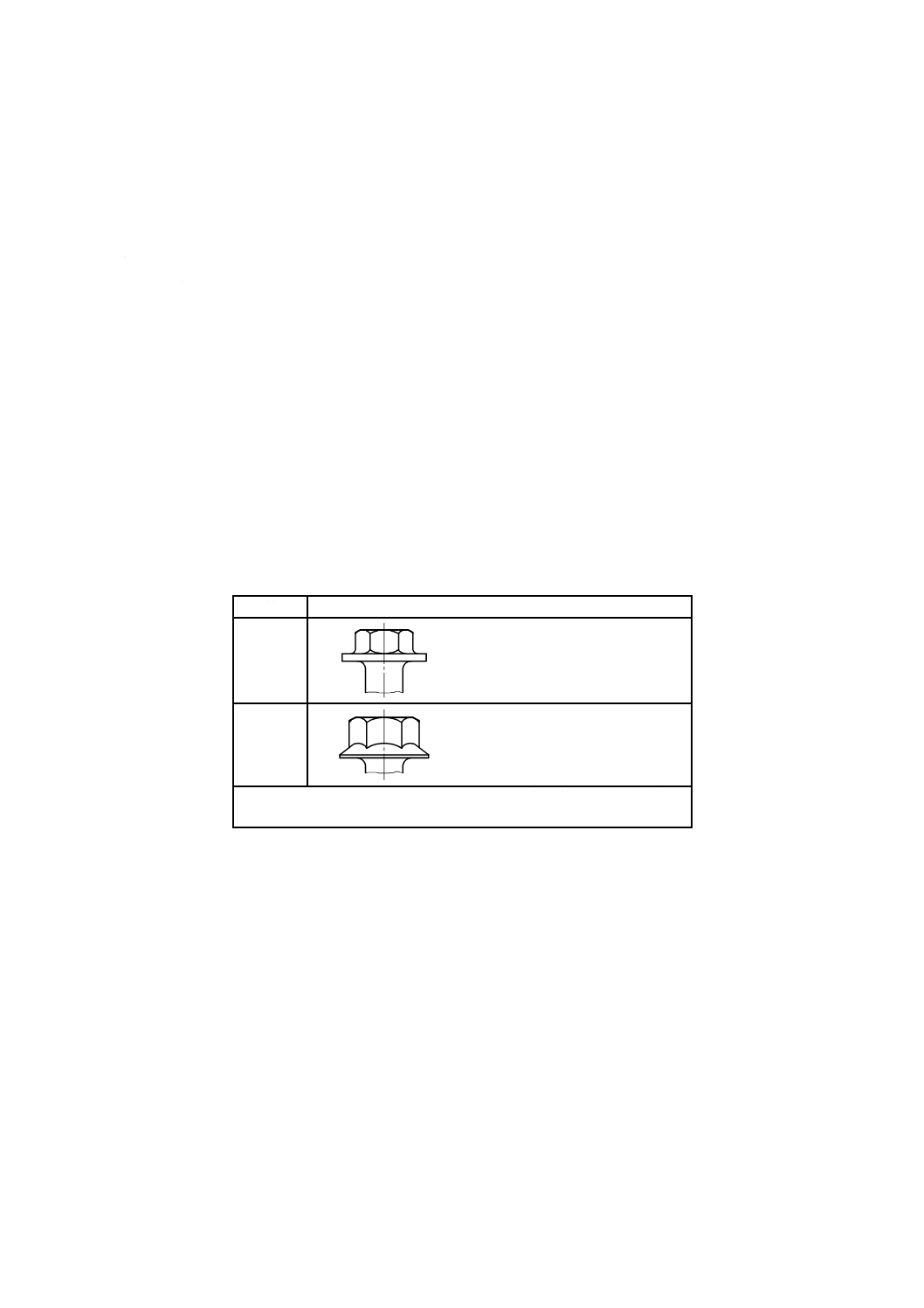
ボルトの種類は,フランジの形状によって区分し,表JA.1の2種類とする。
表JA.1−ボルトの種類
種類
フランジの形状
1種
フランジの上面が平らなもの
2種
フランジの上面がテーパになって
いるもの
注記 JIS B 0101では,1種の形状のものを,“つば付き六角(頭)”と
している。
JA.4
形状・寸法
ボルトの形状及び寸法は,表JA.2〜表JA.4による。
14
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
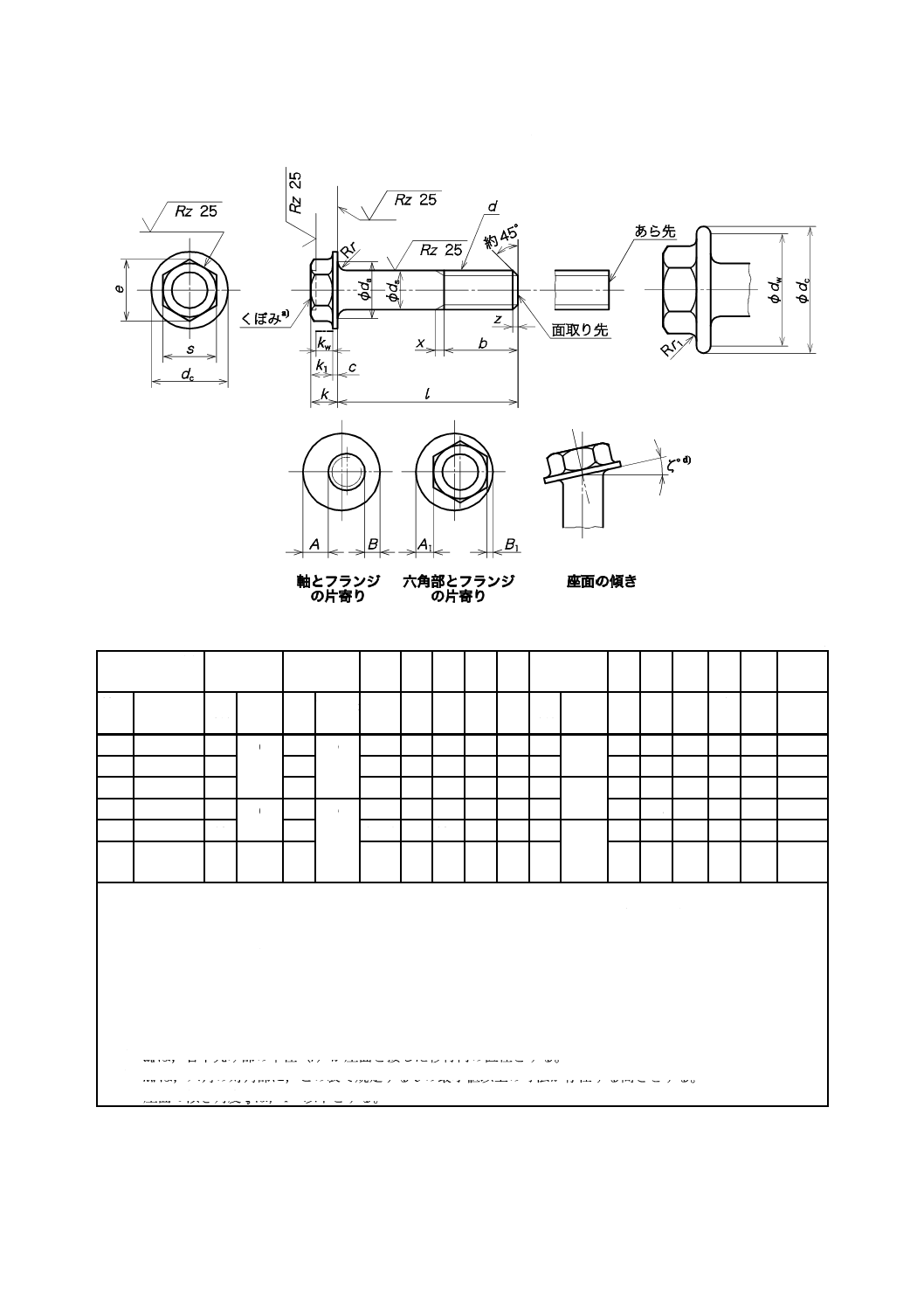
表JA.2−フランジ付き六角ボルト1種
単位 mm
ねじの呼び(d)
ds
s
e
dc dw
k
k1
c
r1
r da b)
z kw c) A−B
A1−B1
並目
細目
基準
寸法
許容差 基準
寸法
許容差 最小 最大 最小 最大 最小 基準
寸法
許容差 最大 最小 最大 約 最小 最大
M4
−
4 0
−0.1
7 0
−0.2
7.74 10.5 7.5 3.6 2.4 0.8 ±0.15 0.6 0.2
4.7 0.8 1.6
0.2
M5
−
5
8
8.87 12
9
4.5 3
1
0.7 0.2
5.7 0.9 2.0
0.3
M6
−
6
10
11.05 14 11
5.4 3.6 1.2 ±0.2
0.8 0.25 6.8 1
2.3
0.3
M8
M8×1
8 0
−0.15
12 0
−0.25
13.25 17.5 14.5 6.9 4.8 1.4
1.1 0.4
9.2 1.2 3.1
0.4
M10 M10×1.25 10
14
15.51 21 18
8.5 6
1.6 ±0.25 1.4 0.4 11.2 1.5 3.9
0.5
M12 M12×1.25 12 0
−0.2
17
18.90 25 22
10.2 7.2 2
1.6 0.6 14.2 2
4.7
0.7
− 円筒部の径(ds)は,特に指定がない限り,ほぼねじの有効径としてもよい。
− ねじ先の形状は,特に指定がない限り,ねじの呼び径8 mm以下のものはあら先,呼び径10 mm以上のものは
面取り先とする。ただし,あら先のものは,めねじへの食い付きが良好でなければならない。
なお,ねじの呼び径8 mm以下のもので面取り先を必要とする場合は,注文者が指定する。
− 呼び長さ(l),ねじ部長さ(b)及び不完全ねじ部の長さ(x)は,表JA.4による。
− この表の図に示した表面粗さは,JIS B 0601による。
注a) 頭部頂面のくぼみの形状・寸法は,任意とする。ただし,ボルトの機械的性質を損なうものであってはなら
ない。
b) daは,首下丸み部の半径(r)が座面と接した移行円の直径とする。
c) kwは,六角の対角部に,この表で規定するeの最小値以上の寸法が存在する高さとする。
d) 座面の傾き角度ζは,1°以下とする。
15
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
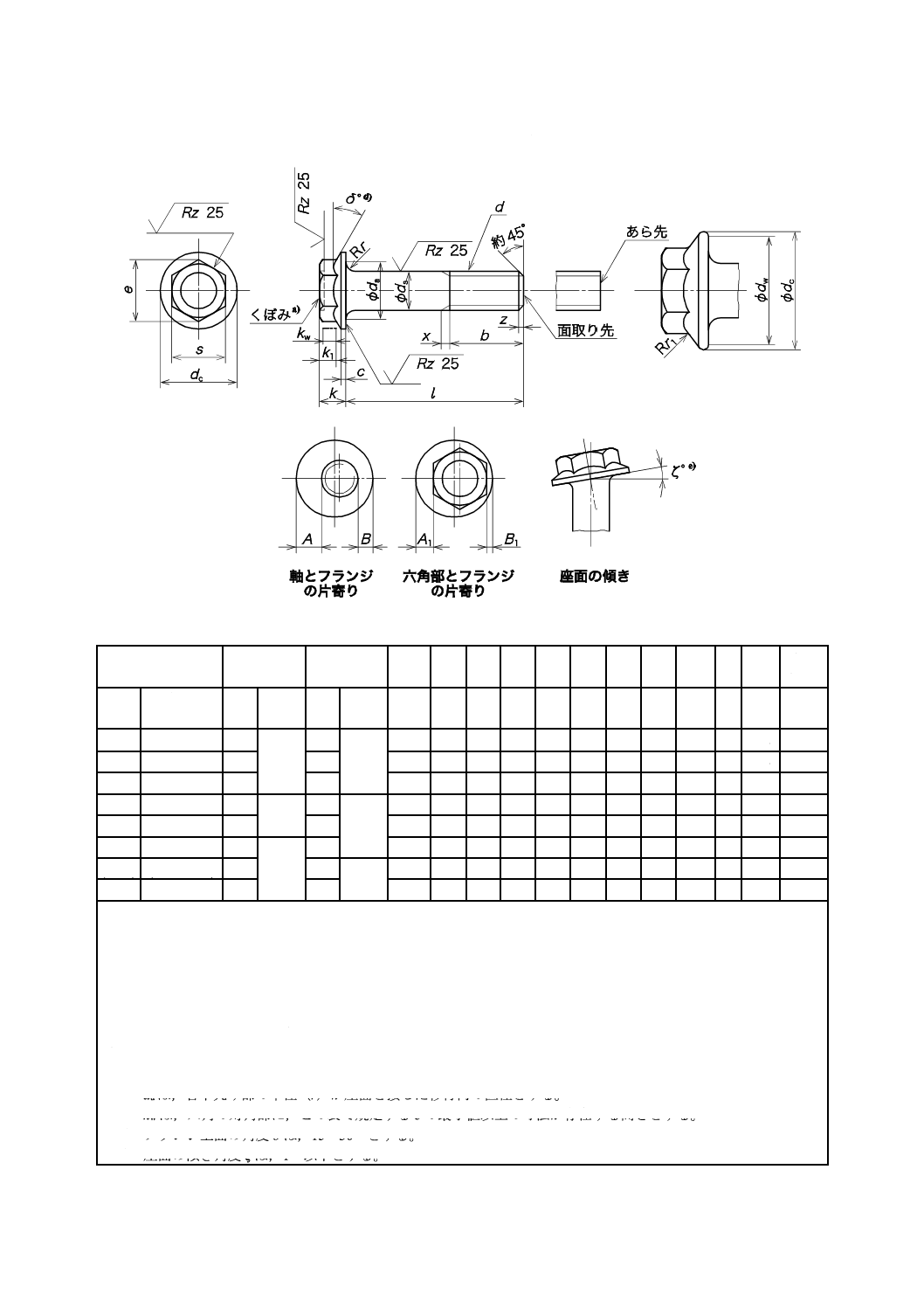
表JA.3−フランジ付き六角ボルト2種
単位 mm
ねじの呼び(d)
ds
s
e
dc
dw
k
k1
c
r1
r
da b) z kw c) A−B
A1−B1
並目
細目
基準
寸法
許容差 基準
寸法
許容差 最小 最大 最小 最大 最小 最小 最大 最小 最大 約 最小 最大
M4
−
4
0
−0.1
7
0
−0.2
7.74 10.5 7.5 4.2 2.4 0.6 0.6 0.2
4.7 0.8 1.6
0.2
M5
−
5
8
8.87 12
9
5
3
0.7 0.7 0.2
5.7 0.9 2.0
0.3
M6
−
6
10
11.05 14
11
6
3.6 0.8 0.8 0.25 6.8 1
2.3
0.3
M8
M8×1
8
0
−0.15
12
0
−0.25
13.25 17.5 14.5 8
4.8 1.0 1.1 0.4
9.2 1.2 3.1
0.4
M10 M10×1.25 10
14
15.51 21
18
10
6
1.2 1.4 0.4 11.2 1.5 3.9
0.5
M12 M12×1.25 12
0
−0.2
17
18.90 25
22
11.5 7.2 1.4 1.6 0.6 14.2 2
4.7
0.7
(M14) (M14×1.5) 14
19
0
−0.35
21.10 29
26
13.5 8.4 1.6 1.8 0.6 16.2 2
5.5
0.7
M16
M16×1.5
16
22
24.49 33
30
15
9.6 1.8 2.0 0.6 18.2 2
6.2
0.8
− ねじの呼びに括弧を付けたものは,なるべく用いない。
− 円筒部の径(ds)は,特に指定がない限り,ほぼねじの有効径としてもよい。
− ねじ先の形状は,特に指定がない限り,ねじの呼び径8 mm以下のものはあら先,呼び径10 mm以上のものは
面取り先とする。ただし,あら先のものは,めねじへの食い付きが良好でなければならない。
なお,ねじの呼び径8 mm以下のもので面取り先を必要とする場合は,注文者が指定する。
− 呼び長さ(l),ねじ部長さ(b)及び不完全ねじ部の長さ(x)は,表JA.4による。
− この表の図に示した表面粗さは,JIS B 0601による。
注a) 頭部頂面のくぼみの形状・寸法は,任意とする。ただし,ボルトの機械的性質を損なうものであってはなら
ない。
b) daは,首下丸み部の半径(r)が座面と接した移行円の直径とする。
c) kwは,六角の対角部に,この表で規定するeの最小値以上の寸法が存在する高さとする。
d) フランジ上面の角度δは,15〜30°とする。
e) 座面の傾き角度ζは,1°以下とする。
16
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.4−ボルトのl及びb
単位 mm
呼び長さ(l)
ねじの呼び(d)
呼び長さ(l)
M4
M5
M6
M8
M10
M12
(M14)
M16
−
−
−
M8×1 M10×1.25 M12×1.25 (M14×1.5) M16×1.5
ねじ部長さ(b)
6
6
8
8
10
10
12
12
14
14
16
16
(18)
14
(18)
20
16
20
(22)
18
(22)
25
25
(28)
22
(28)
30
30
(32)
26
(32)
35
35
(38)
30
(38)
40
40
45
34
38
45
50
50
55
55
60
60
65
65
70
70
75
75
80
80
85
85
90
90
(95)
(95)
100
100
(105)
(105)
110
110
(115)
(115)
120
120
(125)
(125)
130
36
40
44
130
140
140
17
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.4−ボルトのl及びb(続き)
− 太線の枠内は,各ねじの呼びに対して,それぞれ推奨する呼び長さ(l)であって,枠内の数値は,推奨するね
じ部長さ(b)を示す。
なお,l寸法に括弧を付けたものは,なるべく用いない。
− xは約2ピッチとし,aは3ピッチ以下とする。
− 太線の枠内で斜線を施した部分は,全ねじとする。
− l及びbは,特に必要がある場合には,指定によってこの表以外のものを使用することができる。
− l及びbの許容差は,特に指定がない限り,表JA.5及び表JA.6による。
表JA.5−lの許容差
単位 mm
lの区分
lの許容差
50以下
±0.5
50を超え 120以下
±0.7
120を超えるもの
±0.9
表JA.6−bの許容差
単位 mm
bの区分
bの許容差
30以下
03
+
30を超えるもの
04
+
JA.5
ねじ
ボルトのねじは,表JA.7によって,そのピッチは,表JA.8による。
なお,電気めっきを施したねじの最大許容寸法は,4hの公差内とする。
表JA.7−ねじの種類及び公差域クラス
ねじの種類
公差域クラス
JIS B 0205-2のメートルねじ
並目
JIS B 0209-2の6g
細目
表JA.8−ねじのピッチ
単位 mm
ねじの呼び径a)
4
5
6
8
10
12
(14)
16
ピッチP
並目
0.7
0.8
1
1.25
1.5
1.75
2
2
細目
−
−
−
1
1.25
1.25
1.5
1.5
注a) ねじの呼び径に括弧を付けたものは,なるべく用いない。
JA.6
機械的性質
ボルトの機械的性質は,JA.10.3で試験を行ったとき,表JA.9による。
18
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.9−ボルトの機械的性質
種類
機械的性質
強度区分
適用規格
1種・2種
4.8,6.8,8.8,9.8,10.9
JIS B 1051
JA.7
材料
ボルトの材料は,JIS B 1051に規定する炭素鋼又は合金鋼とする。
JA.8
表面状態
ボルトの表面状態は,表面粗さが表JA.2及び表JA.3の規定に適合するほか,焼割れ及び使用上有害な
きず,ばり,かえり,打痕などがあってはならない。
なお,表面欠陥の許容限界は,特に指定がない限り,JIS B 1041又はJIS B 1043によるのがよい。
JA.9
表面処理
ボルトには,一般に表面処理を施さない。特にめっきその他の表面処理を必要とする場合は,注文者が
指定する。
なお,電気めっきを施す場合は,JIS B 1044による。
JA.10 検査
JA.10.1 形状・寸法検査
形状・寸法検査は,JIS B 1071の各部寸法の測定方法又はこれに代わる方法によって行い,JA.4に適合
しなければならない。
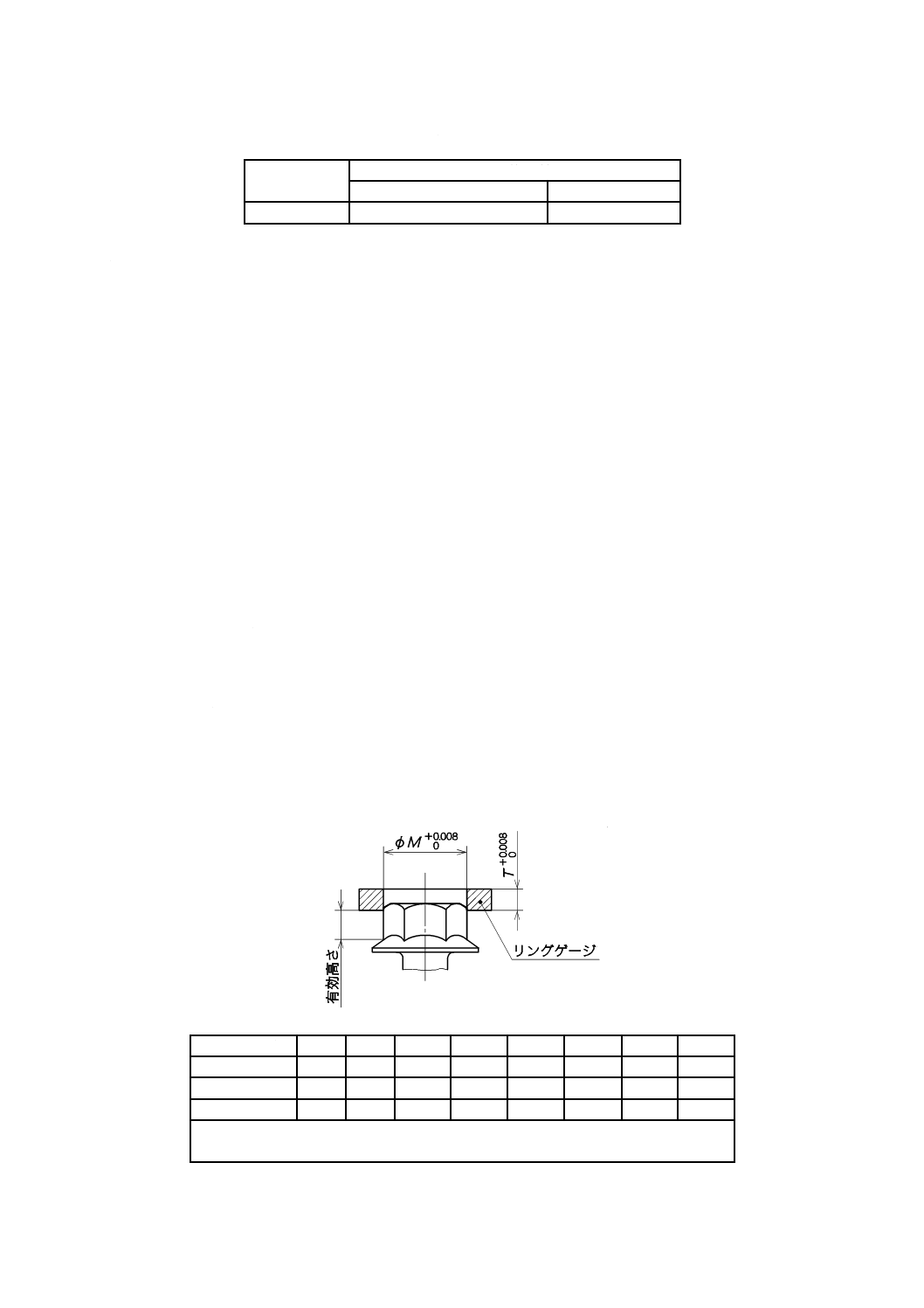
なお,頭部の有効高さ(kw)の検査は,表JA.10のリングゲージを傾けることなくボルトの頭部に入れ
たとき,ボルト頭部の頂面がリングゲージから出なければ,規定に適合したものとしてよい。
表JA.10−六角部の有効高さ用リングゲージ寸法
単位 mm
ねじの呼び径
4
5
6
8
10
12
14
16
二面幅
7
8
10
12
14
17
19
22
M
7.74
8.87
11.05
13.25
15.51
18.90
21.10
24.49
T
0.72
0.9
1.08
1.44
1.80
2.16
2.52
2.88
− リングゲージの外径は,任意とする。
− リングゲージの内径の角は直角であって,丸み及び面取りがあってはならない。
19
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JA.10.2 ねじ検査
ねじ検査は,JIS B 1071の測定方法又はこれに代わる方法によって行い,JA.5に適合しなければならな
い。
なお,電気めっきを施したねじに対する通りねじリングゲージは,4h用のものを用いる。
JA.10.3 機械的性質検査
機械的性質検査は,その強度区分に応じて表JA.11によって行い,JA.6に適合しなければならない。
表JA.11−検査する機械的性質及びその試験方法
強度区分
試験方法
4.8,6.8,8.8,9.8,10.9
JIS B 1051による。
受渡し時における機械的性質の検査は,受渡当事者間の協定によって試験成績表を確認す
るなどの方法によって試験の一部を省略することができる。
JA.10.4 表面状態検査
表面状態の検査は,目視によって行い,JA.8に適合しなければならない。ただし,表面粗さは,適切な
測定方法によって行う。
JA.10.5 受渡検査
受渡検査は,特に指定がない限り,JIS B 1091による。
JA.11
製品の呼び方
ボルトの呼び方は,規格番号又は規格の名称,種類,ねじの呼び×呼び長さ(l),機械的性質の強度区
分の記号及び指定事項1) による。
注1) 指定事項としては,表面処理の種類,ねじ部長さ(b),ねじ先の形状などを必要に応じて示す。
ただし,ねじ部長さを指定した場合は,lの後に括弧を付けてその値を示す。
例 JIS B 1189 附属書JA
1種
M8×30
−8.8
フランジ付き六角ボルト
2種
M10×1.25×60
(40)
−4.8
A2K 2)
=
=
=
=
=
=
(規格番号又は規格の名称) (種類) (ねじの呼び×l) (b) (強度区分記号) (指定事項)
注2) A2Kは,JIS B 1044の附属書E(ねじ部品の電気めっきのための呼び方のコード,システムA)
の記号による。
JA.12 表示
JA.12.1 製品の表示
この規格に適合した製品の表示は,JIS B 1051による。
JA.12.2 包装の表示
この規格に適合した製品の包装には,外面に次の事項を表示する。
a) 規格の名称
b) 種類
c) ねじの呼び×呼び長さ(l)
d) 強度区分の記号
20
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 指定事項(ねじ部長さを指定した場合は,lの後に括弧を付けて示す。)
f)
数量
g) 製造業者名又はその略号
参考文献 JIS B 1010 締結用部品の呼び方
21
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS B 1189:2014 フランジ付き六角ボルト
ISO 15071:2011,Hexagon bolts with flange−Small series−Product grade A
ISO 15072:2012,Hexagon bolts with flange with metric fine pitch thread−Small
series−Product grade A
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
フランジ付き六角
ボルトについて規
定
ISO
15071
1
ねじの呼びM5〜M16,部
品等級Aの小形系列フラ
ンジ付き六角ボルトにつ
いて規定
変更
JISは,フランジ付き六角ボル
トについての規定としている
が,ISO規格は,1規格ごとに
適用するフランジ付き六角ボ
ルトを具体的に規定している。
JISは,ISO規格の2規格を1規
格にまとめているため,具体的に
規定できない。
今後,整合化改正の際の検討事項
とする。
ISO
15072
1
ねじの呼び径8〜16 mm,
部品等級Aのメートル細
目ねじの小形系列フラン
ジ付き六角ボルトについ
て規定
2 引用規
格
ISO
15071
ISO
15072
2
追加
ISO規格ではISO 888を参考文
献としているが,適用範囲にお
いて引用されているので,JIS
では引用規格とした。
附属書JA(規定)の引用規格
を追加。
将来的に附属書JA(規定)は廃
止する。
3 種類
フランジ付き六角
ボルト−並目ねじ
フランジ付き六角
ボルト−細目ねじ
−
1規格ごとに種類を規定
変更
JISは,ISO規格の2規格で規
定する2種類を1規格にまとめ
た。
JISは,ISO規格の2規格を1規
格にまとめたために生じた差異
であるので,今後,整合化改正の
際の検討事項とする。
4
B
1
1
8
9
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
22
B 1189:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4 形状・寸
法,製品仕
様及び製
品の呼び
方
形状・寸法,製品仕
様及び製品の呼び
方をまとめて表2で
規定
3,4,5
それぞれのISO規格で規
定
変更
JISは,ISO規格の2規格で規
定する2種類を1規格にまとめ
た。
技術的な差異はない。
5 表示
−
−
追加
製品の表示及び包装の表示を
追加。
適合性評価のため必要。ISO規格
見直し時に提案を検討。
附属書A
(規定)
フランジ付き六角
頭部に対するゲー
ジ検査
附属書A JISに同じ
一致
−
附属書JA
(規定)
ISO 15071及びISO
15072によらないフ
ランジ付き六角ボ
ルト
−
−
追加
ISO 15071及びISO 15072によ
らないフランジ付き六角ボル
トが国内でまだ流通している
ことから,JISでは残すことと
した。
将来的に附属書JA(規定)は廃
止する。
JISと国際規格との対応の程度の全体評価:(ISO 15071:2011,ISO 15072:2012,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
4
B
1
1
8
9
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。