B 1187:2017
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類······························································································································· 2
4.1 種類の区分 ··················································································································· 2
4.2 種類の表し方 ················································································································ 4
5 形状・寸法 ······················································································································ 4
6 ねじ······························································································································· 4
7 座金の組込み状態 ············································································································· 4
8 機械的性質 ······················································································································ 5
8.1 鋼ボルト本体の機械的性質 ······························································································ 5
8.2 黄銅ボルト本体の機械的性質 ··························································································· 5
8.3 座金の機械的性質 ·········································································································· 5
9 材料······························································································································· 5
9.1 ボルト本体の材料 ·········································································································· 5
9.2 座金の材料 ··················································································································· 5
10 表面状態 ······················································································································· 6
11 表面処理 ······················································································································· 6
12 検査 ····························································································································· 6
12.1 形状・寸法検査 ············································································································ 6
12.2 ねじ検査 ····················································································································· 6
12.3 座金の組込み状態検査 ··································································································· 7
12.4 機械的性質検査 ············································································································ 7
12.5 表面状態検査 ··············································································································· 7
12.6 受入検査 ····················································································································· 7
13 製品の呼び方 ················································································································· 7
14 表示 ····························································································································· 8
14.1 製品の表示 ·················································································································· 8
14.2 包装の表示 ·················································································································· 8
B 1187:2017
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1187:2006は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 1187:2017
座金組込み六角ボルト
Hexagon head screws with captive washer
序文
この規格は,1977年に制定され,その後4回の改正を経て今日に至っている。前回の改正は2006年に
行われたが,その後,この規格に関係する共通規格の制定又は改正に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,一般に用いる鋼製及び黄銅製の座金組込み六角ボルトの特性について規定する。この規格
の座金組込み六角ボルトは,ボルトブランクに座金を組み込んだ後,ねじを転造し,座金がボルトから落
ちないようにしたものをいう。
注記1 鋼製の座金組込み六角ボルトは,鋼製の六角ボルトに鋼製の座金を組み込んだもの,黄銅製
の座金組込み六角ボルトは,黄銅製の六角ボルトに黄銅製又はりん青銅製の座金を組み込ん
だものとし,この規格では鋼製の座金組込み六角ボルトを“鋼組みボルト”といい,黄銅製
の座金組込み六角ボルトを“黄銅組みボルト”といい,それらを総称する場合は,単に“組
みボルト”という。
注記2 この規格で,鋼組みボルト及び黄銅組みボルトの六角ボルトだけをいう場合は,それぞれ“鋼
ボルト本体”及び“黄銅ボルト本体”といい,それらを総称する場合は,単に“ボルト本体”
という。また,ボルト本体に組み込んだ各種の鋼製座金を“鋼座金”といい,黄銅製・りん
青銅製の座金を“銅合金座金”といい,それらを総称する場合は,単に“座金”という。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 0205-3 一般用メートルねじ−第3部:ねじ部品用に選択したサイズ
JIS B 0209-2 一般用メートルねじ−公差−第2部:一般用おねじ及びめねじの許容限界寸法−中(は
めあい区分)
JIS B 0209-3 一般用メートルねじ−公差−第3部:構造体用ねじの寸法許容差
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 1012 ねじ用十字穴
JIS B 1041 締結用部品−表面欠陥 第1部 一般要求のボルト,ねじ及び植込みボルト
2
B 1187:2017
JIS B 1044 締結用部品−電気めっき
JIS B 1046 締結用部品−非電解処理による亜鉛フレーク皮膜
JIS B 1051 炭素鋼及び合金鋼製締結用部品の機械的性質−強度区分を規定したボルト,小ねじ及び
植込みボルト−並目ねじ及び細目ねじ
JIS B 1071 締結用部品−精度測定方法
JIS B 1091 締結用部品−受入検査
JIS B 1251 ばね座金
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS G 3311 みがき特殊帯鋼
JIS G 3506 硬鋼線材
JIS G 4802 ばね用冷間圧延鋼帯
JIS H 3100 銅及び銅合金の板並びに条
JIS H 3110 りん青銅及び洋白の板並びに条
JIS H 3260 銅及び銅合金の線
JIS H 3270 ベリリウム銅,りん青銅及び洋白の棒並びに線
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0101による。
4
種類
4.1
種類の区分
種類は,鋼組みボルトと黄銅組みボルトとに区分し,次による。
a) 鋼組みボルト 鋼組みボルトの種類は,表1の鋼ボルト本体の種類と○印を付けた鋼座金の種類とを
組み合わせたものとする。ただし,鋼ボルト本体の種類は,ボルト頭部の製造方法による区分と頭部
の形状・寸法による区分とを組み合わせたものとする。
b) 黄銅組みボルト 黄銅組みボルトの種類は,表2の黄銅ボルト本体の種類と○印を付けた銅合金座金
の種類とを組み合わせたものとする。ただし,黄銅ボルト本体の種類は,ボルト頭部の製造方法によ
る区分と頭部の形状・寸法による区分とを組み合わせたものとする。
3
B 1187:2017
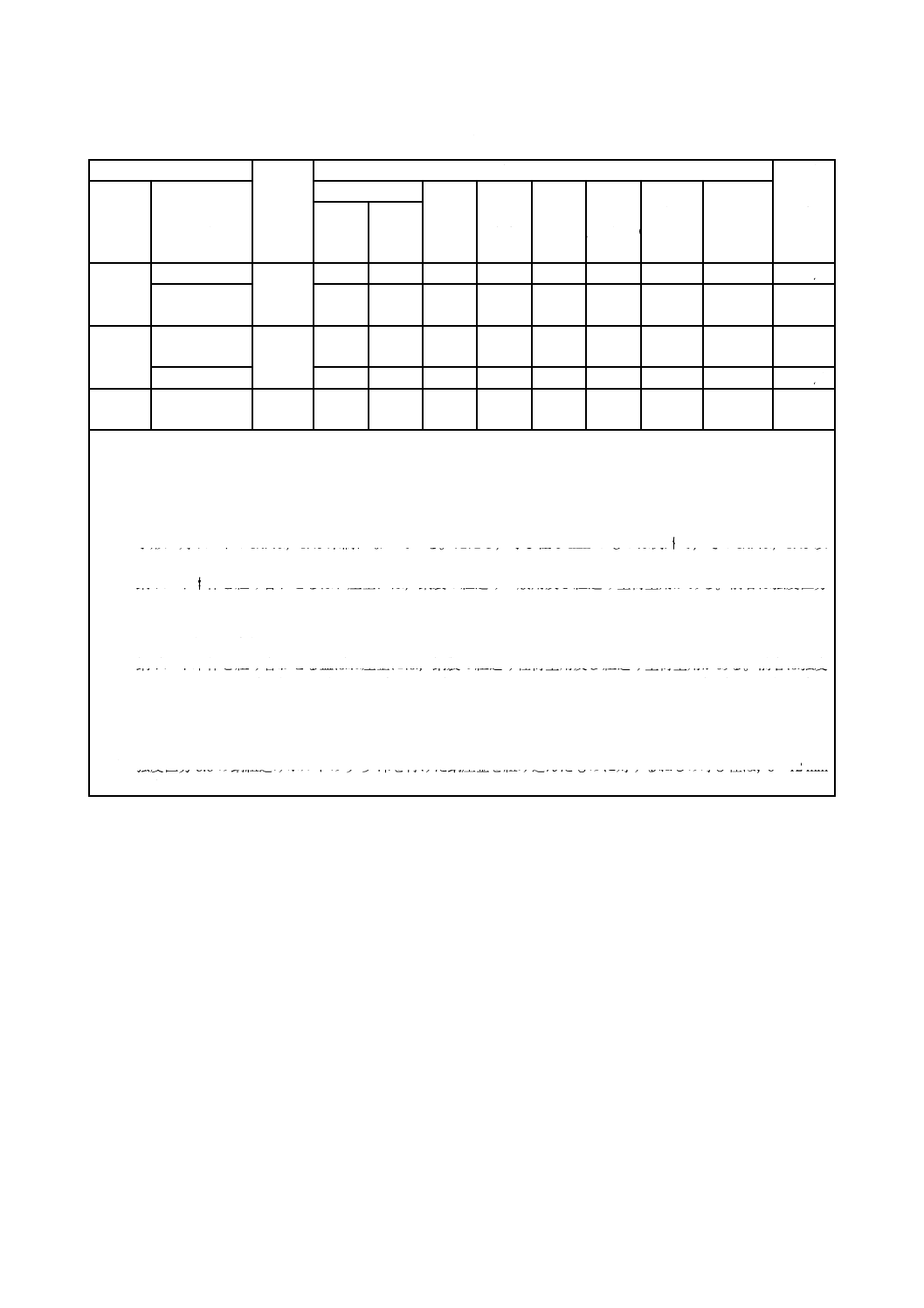
表1−鋼組みボルトの種類
鋼ボルト本体の種類
強度
区分
鋼座金の種類
呼び径
の範囲
d
mm
頭部の
製造方
法によ
る区分
頭部の形状・
寸法による
区分
平座金
ばね
座金c)
外歯形
歯付き
座金
皿ばね
座金d)
ばね座
金及び
小形丸c)
ばね座金
及び
みがき
丸c)
外歯形歯
付き座金
及び
みがき丸
小形丸 みがき
丸
トリム
ド形
六角ボルトa)
4.8,6.8,
8.8
○
○
○*
○
○*
○*
○*
○
5〜12 e)
小形六角ボル
トb)
○
○
○
○
○
○
○
○
8〜12
アプセ
ット形
小形六角ボル
トb)
4.8,6.8,
8.8
○
○
○
○
○
○
○
○
8〜12
六角ボルトa)
○
○
○*
○
○*
○*
○*
○
4〜12 e)
アプセ
ット形
十字穴付き六
角ボルトa)
4.8
○
○
○
○
○
○
○
○
4〜8
− アプセット形六角ボルトに座金を組み込んだ呼び径10〜12 mmのもの及びトリムド形小形六角ボルトに座金を組
み込んだものは,種類の単純化を図るため,なるべく用いないようにし,前者に対してはトリムド形六角ボルト
に,後者に対しては,アプセット形小形六角ボルトに座金を組み込んだものを用いるのがよい。
注a) 六角ボルト及び十字穴付き六角ボルトのねじの呼び径(d)に対する二面幅(s)の比s/dは,1.45以上であって,
六角ボルトを小形のものと区別する必要がある場合は,並形六角ボルトという。
b) 小形六角ボルトのs/dは,1.45未満になっている。ただし,呼び径8 mmのものは例外で,そのs/dは,1.45以
上である。
c) 鋼ボルト本体と組み合わせるばね座金には,鋼製の組込み一般用及び組込み重荷重用がある。前者は強度区分
4.8及び6.8の鋼ボルト本体に,後者は強度区分8.8で,ねじの呼び径6 mm以上の鋼ボルト本体に適用する。
なお,組込み一般用及び組込み重荷重用は,JIS B 1251に規定する一般用及び重荷重用と断面の形状・寸法が
同じで外径及び内径が異なるものである。
d) 鋼ボルト本体と組み合わせる皿ばね座金には,鋼製の組込み軽荷重用及び組込み重荷重用がある。前者は強度
区分4.8及び6.8の鋼ボルト本体に,後者は,強度区分8.8で,ねじの呼び径6 mm以上の鋼ボルト本体に適用
する。
なお,この組込み軽荷重用及び組込み重荷重用は,JIS B 1251に規定する1種軽荷重用及び1種重荷重用と厚
さ及び外径が同じで,内径が異なるものである。
e) 強度区分8.8の鋼組込みボルトのうち*印を付けた鋼座金を組み込んだものに対するねじの呼び径は,6〜12 mm
とする。
4
B 1187:2017
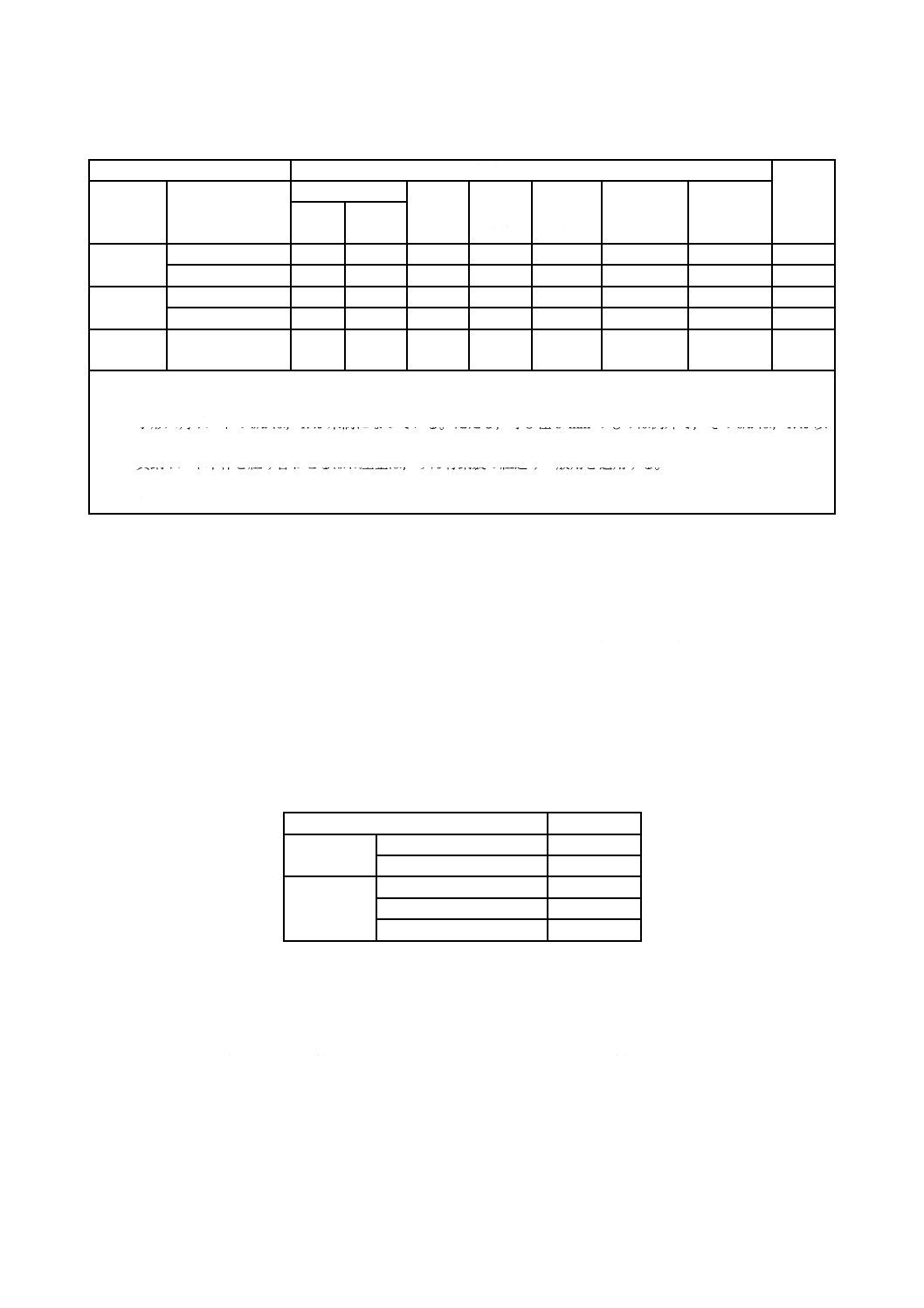
表2−黄銅組みボルトの種類
黄銅ボルト本体の種類
銅合金座金の種類
呼び径
の範囲
d
mm
頭部の製
造方法に
よる区分
頭部の形状・寸法
による区分
平座金
ばね
座金c)
外歯形
歯付き
座金
ばね座
金及び
小形丸c)
ばね座金
及び
みがき丸c)
外歯形歯付
き座金及び
みがき丸
小形
丸
みがき
丸
トリムド
形
六角ボルトa)
○
○
○
○
○
○
○
5〜12
小形六角ボルトb)
○
○
○
○
○
○
○
8〜12
アプセッ
ト形
小形六角ボルトb)
○
○
○
○
○
○
○
8〜12
六角ボルトa)
○
○
○
○
○
○
○
4〜12
アプセッ
ト形
十字穴付き六角
ボルトa)
○
○
○
○
○
○
○
4〜8
注a) 六角ボルト及び十字穴付き六角ボルトのねじの呼び径(d)に対する二面幅(s)の比s/dは,1.45以上であって,
六角ボルトを小形のものと区別する必要がある場合は,並形六角ボルトという。
b) 小形六角ボルトのs/dは,1.45未満になっている。ただし,呼び径8 mmのものは例外で,そのs/dは,1.45以
上である。
c) 黄銅ボルト本体と組み合わせるばね座金は,りん青銅製の組込み一般用を適用する。
なお,この組込み一般用は,JIS B 1251に規定する一般用と断面の形状・寸法が同じで,内径が異なるもので
ある。
4.2
種類の表し方
組みボルトの種類は,ボルト本体の種類及び組み合わせた座金の種類を,次の例のように並べて表す。
例1 トリムド形の六角ボルトと平座金のみがき丸とを組み合わせた場合
みがき丸座金組込みトリムド形六角ボルト
例2 アプセット形の小形六角ボルトにばね座金と小形丸とを組み合わせた場合
ばね座金+小形丸座金組込みアプセット形小形六角ボルト
5
形状・寸法
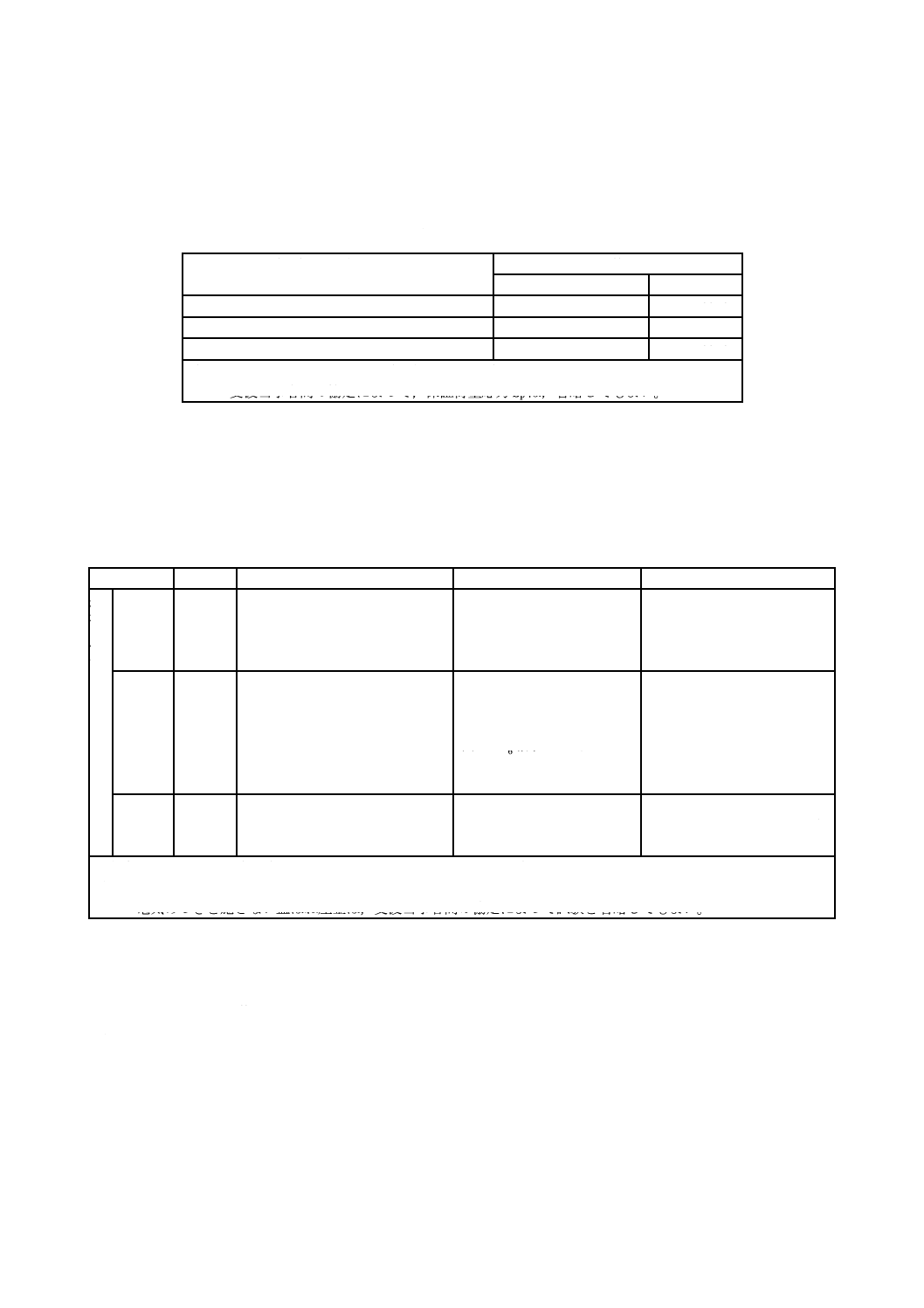
組みボルトの形状・寸法は,表3による。
表3−組みボルトの形状・寸法
ボルト本体の種類
形状・寸法
トリムド形
六角ボルト
表4
小形六角ボルト
表6
アプセット
形
小形六角ボルト
表8
六角ボルト
表10
十字穴付き六角ボルト
表12
6
ねじ
組みボルトのねじは,JIS B 0205-3のメートル並目ねじ及びメートル細目ねじとし,そのねじの公差域
クラスは,JIS B 0209-2の6gとする。
なお,めっきを施したねじの最大許容寸法は,JIS B 0209-3による4hの最大許容寸法とする。
7
座金の組込み状態
ボルト本体に組み込まれた座金は,自由に回転し,ねじ部から容易に脱落してはならない。
さらに,ボルト本体の首下丸み部と座金の内径との間には,使用上有害な干渉があってはならない。
5
B 1187:2017
8
機械的性質
8.1
鋼ボルト本体の機械的性質
鋼ボルト本体の機械的性質は,表16による。
表16−鋼ボルト本体の機械的性質
鋼ボルト本体の種類
機械的性質
強度区分
適用規格
トリムド形の六角ボルト及び小形六角ボルト
4.8 a), b),6.8 a), b),8.8 b)
JIS B 1051
アプセット形の六角ボルト及び小形六角ボルト 4.8 a), b),6.8 a), b),8.8 b)
JIS B 1051
アプセット形の十字穴付き六角ボルト
4.8 a), b)
JIS B 1051
注a) フルサイズおねじ部品の破断伸びAfは,適用しない。
b) 受渡当事者間の協定によって,保証荷重応力Spは,省略してもよい。
8.2
黄銅ボルト本体の機械的性質
黄銅ボルト本体の機械的性質は,受渡当事者間の協定による。
8.3
座金の機械的性質
座金の機械的性質は,表17による。
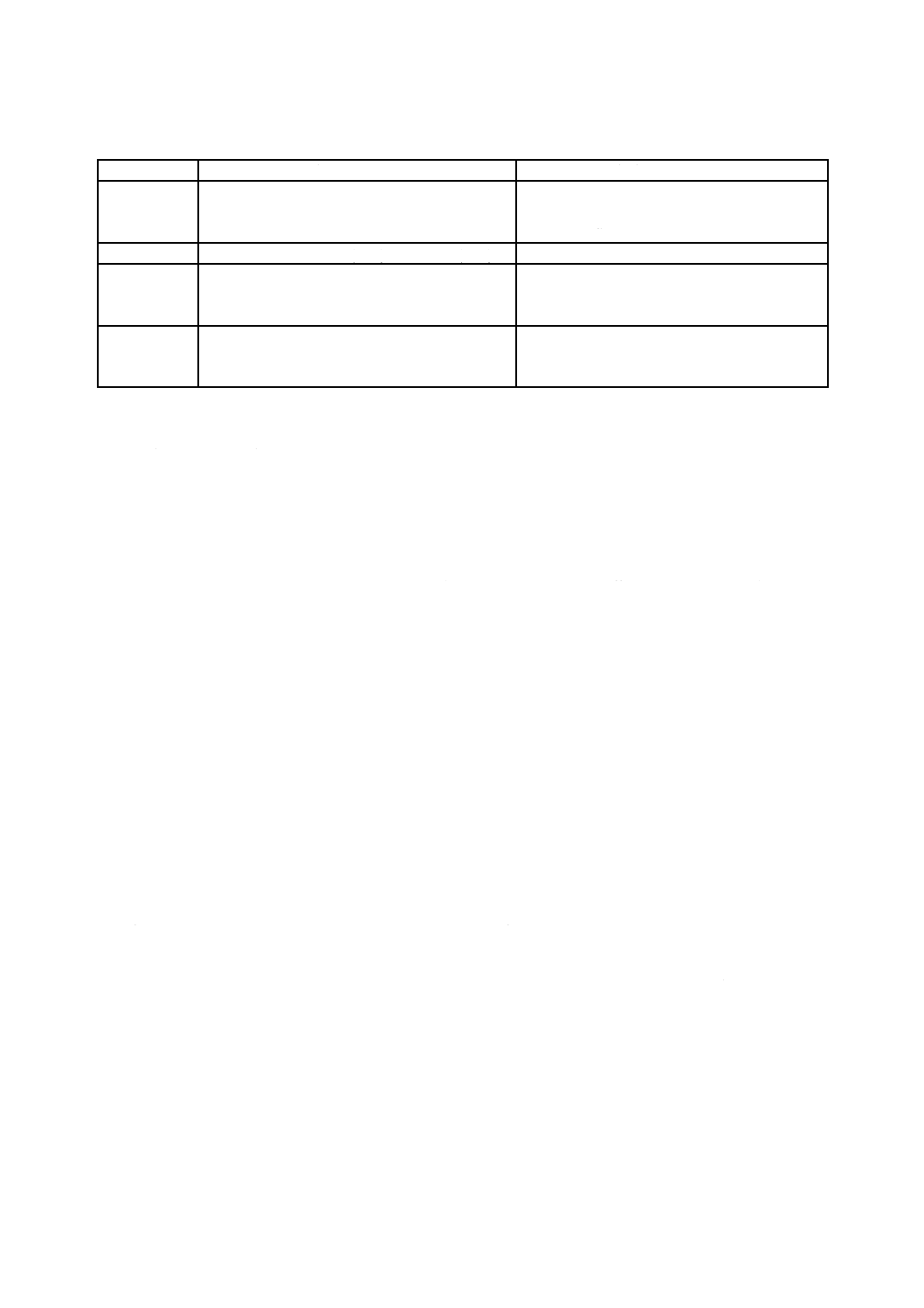
表17−座金の機械的性質
座金の種類 平座金
ばね座金
外歯形歯付き座金
皿ばね座金
機
械
的
性
質
硬さ
規定し
ない
鋼製の場合:42HRC〜50HRC又
は412HV〜513HV a)
りん青銅製の場合:90HRB以上
又は192HV以上
鋼製の場合:40HRC〜
50HRC又は392HV〜513HV
りん青銅製の場合:85HRB
以上又は164HV以上
鋼製の場合:40HRC〜48HRC
又は392HV〜484HV
ばね
作用
−
表19の規定によって圧縮試験を
したとき,試験後の自由高さは
表4,表6,表8,表10及び表
12に規定する“試験後の自由高
さ”を満足しなければならない。
表19の規定によって圧縮
試験をしたとき,試験後の
自由高さが,圧縮前の自由
高さの65倍以上なければな
らない。
表19の規定によって圧縮試
験をしたとき,試験後の自由
高さは表4,表6,表8,表
10及び表12に規定する“試
験後の自由高さ”を満足しな
ければならない。
粘り
強さ
−
表19の規定によってねじり試験
をしたとき,ねじり角度が90°
未満で破損してはならない。
表19の規定によってねじ
り試験をしたとき,破損し
てはならない。
表19の規定によって締付け
試験をしたとき,割れ及び亀
裂が生じてはならない。b)
鋼製のばね座金,外歯形歯付き座金及び皿ばね座金は,著しい脱炭があってはならない。
注a) パテンチング処理材を用いた場合は,40HRC〜50HRC又は392HV〜513HVとする。
b) 電気めっきを施さない皿ばね座金は,受渡当事者間の協定によって試験を省略してもよい。
9
材料
9.1
ボルト本体の材料
鋼ボルト本体及び黄銅ボルト本体の材料は,次による。
a) 鋼ボルト本体の材料は,JIS B 1051の箇条6(材料)による。
b) 黄銅ボルト本体の材料は,通常,JIS H 3260の黄銅線(C 2700 W)とする。
9.2
座金の材料
座金の材料は,通常,表18による。
6
B 1187:2017
表18−座金の材料
座金の種類
鋼座金の材料
銅合金座金の材料
平座金
JIS G 3141のSPCC
JIS H 3100の黄銅板(C 2600 P,C 2680 P,
C 2720 P,C 2801 P)又は黄銅条(C 2600 R,
C 2680 R,C 2720 R,C 2801 R)
ばね座金
JIS G 3506のSWRH57 (A・B)〜SWRH77 (A・B)
JIS H 3270のりん青銅線(C 5191 W)
外歯形歯付き
座金
JIS G 3311のS50CM〜S70CM又はSK85M
JIS G 4802のS60C-CSP,S65C-CSP,S70C-CSP
又はSK85-CSP
JIS H 3110のりん青銅板(C 5191 P-H,
C 5212 P-H)
皿ばね座金
JIS G 3311のS50CM〜S70CM又はSK85M
JIS G 4802のS60C-CSP,S65C-CSP,S70C-CSP
又はSK85-CSP
−
10 表面状態
組みボルトの表面状態は,次による。
a) ボルト本体の表面は,滑らかで使用上有害な割れ,きず,かえり,ばり,さびなどの欠陥があっては
ならない。
なお,鋼ボルト本体の表面欠陥に対する許容限界は,特に指定がない限り,JIS B 1041によるのが
よい。
b) 座金の表面は,滑らかで,焼割れ及び使用上有害なきず,かえり,肌荒れ,さびなどの欠陥があって
はならない。
なお,平座金の平面の表面粗さは,JIS B 0601に規定する25 μmRzとする。
さらに,ばね座金は,全圧縮をしたとき,切り口が重なることがあってはならない。
11 表面処理
組みボルトに,めっき,その他の表面処理を施す場合は,注文者が指定する。ただし,電気めっきを施
す場合は,JIS B 1044による。非電解処理による亜鉛フレーク皮膜を施す場合は,JIS B 1046による。
12 検査
12.1 形状・寸法検査
形状・寸法検査は,JIS B 1071の各部寸法の測定方法又はこれに代わる方法によって行い,箇条5に適
合しなければならない。
十字穴の形状・寸法検査は,ゲージ沈み深さ(q)及び十字穴とゲージとの食い付きを調べる。ゲージ沈
み深さ(q)については,JIS B 1012の3.2.2(H形十字穴のゲージ沈み深さq)によって測定し,その値が,
表12の値(q)に適合しなければならない。十字穴とゲージとの食い付きについては,JIS B 1012の3.2.3
(H形十字穴とゲージとの食い付き)によって行い,組みボルトが質量によって脱落しなければよい。た
だし,組みボルトの呼び長さ(l)が呼び径(d)の4.5倍以上のものについては適用しない。
なお,十字穴の翼長さ(m)は,参考値のため検査の対象にしない。
12.2 ねじ検査
ねじ検査は,JIS B 1071の測定方法又はこれに代わる方法によって行い,箇条6に適合しなければなら
ない。
なお,めっきを施したねじに対する通り側ねじリングゲージは,4h用のものを用いる。
7
B 1187:2017
12.3 座金の組込み状態検査
座金の組込み状態検査は,目視によって首下丸み部と座金内径との干渉を調べた後,組みボルトの頭部
を指でつまんでねじ先を下に向け,座金外周の接線方向に力を与えたとき,箇条7に適合しなければなら
ない。
12.4 機械的性質検査
12.4.1 鋼ボルト本体の機械的性質検査
鋼ボルト本体の機械的性質検査は,JIS B 1051の箇条8(試験方法の適用)及び箇条9(試験方法)によ
って行い,8.1に適合しなければならない。
なお,受渡し時における機械的性質の検査は,受渡当事者間の協定によって試験成績表を確認するなど
の方法によって試験の一部を省略することができる。
12.4.2 黄銅ボルト本体の機械的性質検査
黄銅ボルト本体の機械的性質検査は,受渡当事者間の協定による。
12.4.3 座金の機械的性質検査
ばね座金,外歯形歯付き座金及び皿ばね座金の機械的性質検査は,表19によって行い,8.3に適合しな
ければならない。ただし,この検査は,組みボルトを切断して取り外した座金について行う。
表19−座金の機械的性質の試験方法
機械的性質の検査項目
試験
試験方法
硬さ
硬さ試験
JIS B 1251の12.1(硬さ試験)
ばね作用
圧縮試験
JIS B 1251の12.2(圧縮試験)
粘り強さ
ねじり試験
JIS B 1251の12.3(ねじり試験)
締付け試験
JIS B 1251の12.4(締付け試験)
12.5 表面状態検査
表面状態の検査は,目視によって行い,箇条10に適合しなければならない。ただし,平座金の平面の表
面粗さは,表面粗さ測定機又はこれに代わる方法によって行う。
12.6 受入検査
受入検査手順は,特に指定がない限り,JIS B 1091による。
13 製品の呼び方
組みボルトの呼び方は,規格番号,種類,ねじの呼び(d)×呼び長さ(l),機械的性質の強度区分の記
号,ボルト本体の材料及び指定事項による。ただし,鋼組みボルトの場合は材料を省略し,黄銅組みボル
トの場合は機械的性質の強度区分の記号を省略する。
− 規格番号は,特に必要がなければ省略してもよい。
− 種類の表し方は,4.2による。ただし,十字穴付き六角ボルトの場合は,種類から頭部の製作による区
分を除いてもよい。
− 指定事項は,表面処理の種類,ねじ先の形状などを必要に応じて示す。
さらに,ねじ部長さ(b)について,表14に示す値以外のものを指定した場合は,lの後に括弧を付け
てbの値を付け加える。
8
B 1187:2017
例
規格番号
種類
d×l
(b)
機械的性質
材料
指定事項
JIS B 1187
みがき丸座金組込みトリムド形
六角ボルト
− M6×16
− 4.8
− A2K a)
JIS B 1187
ばね座金+小形丸座金組込み
アプセット形小形六角ボルト
− M8×40 (30)
− C 2700 W
注a) A2Kは,JIS B 1044の附属書E(ねじ部品の電気めっきのための呼び方のコード,システムA)の記号に
よる。
14 表示
14.1 製品の表示
ボルト本体に施す製品の表示は,次による。
a) 鋼組みボルトの場合は,JIS B 1051の箇条10(表示)による。
b) 黄銅組みボルトの場合は,任意とする。
14.2 包装の表示
この規格に適合した製品の包装には,外面に次の事項を表示する。
a) 規格名称又は規格番号
b) 種類
c) ねじの呼び×呼び長さ(ねじ部長さを指定した場合は,呼び長さの後に括弧を付けてその値を示す。)
d) 機械的性質(鋼組みボルトの場合は,強度区分の記号を表示する。)
e) 材料(黄銅組みボルトの場合は,ボルト本体及び座金について表示する。鋼組みボルトについては,
通常,省略する。)
f)
指定事項(必要がある場合,例えば,ねじ先の指定,表面処理の指定。)
g) 数量
h) 製造業者名又はその略号(略号は,なるべく登録商標を用いる。)
i)
製造ロット番号(製造業者独自のバーコードなどによる表示でもよい。)
9
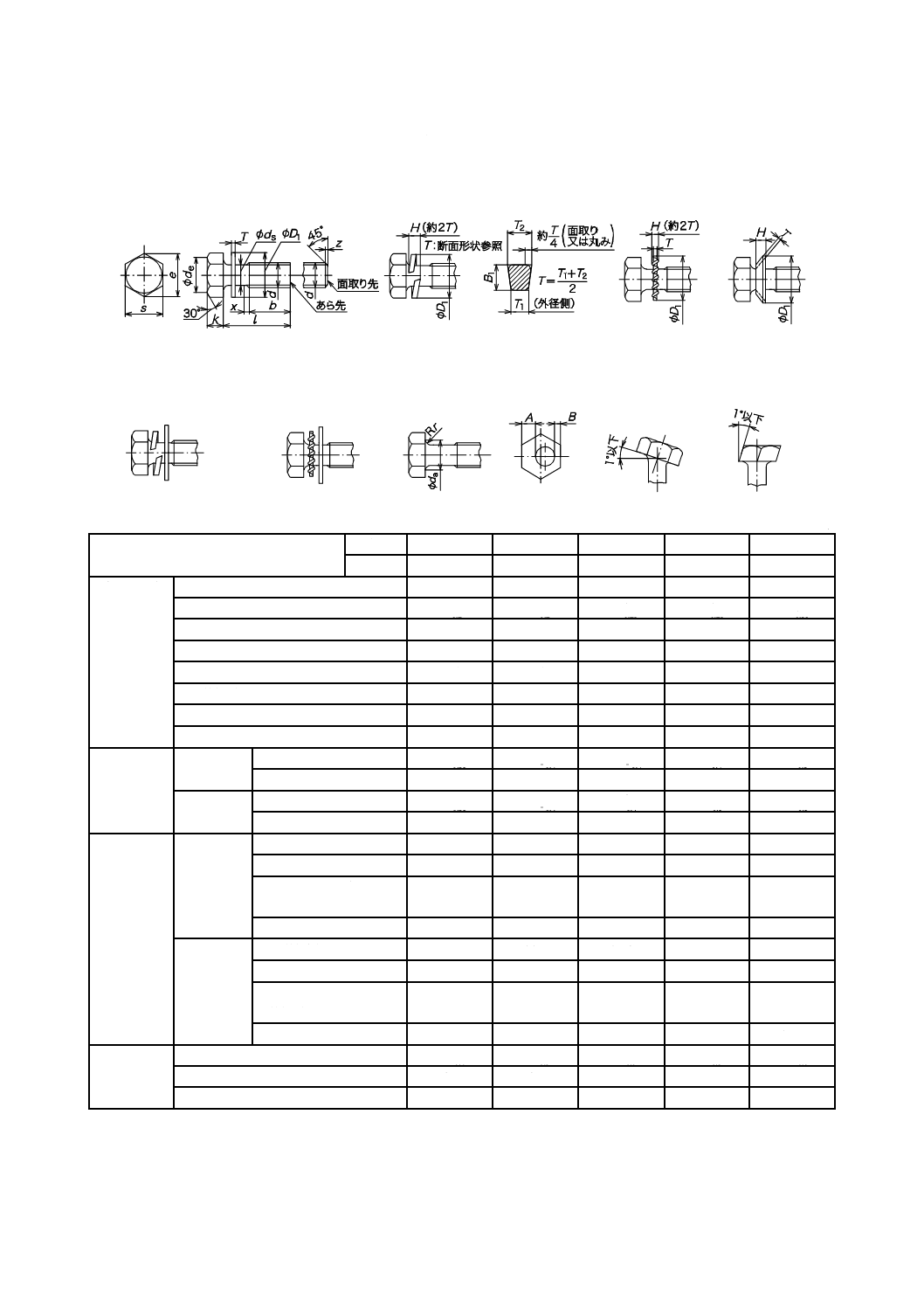
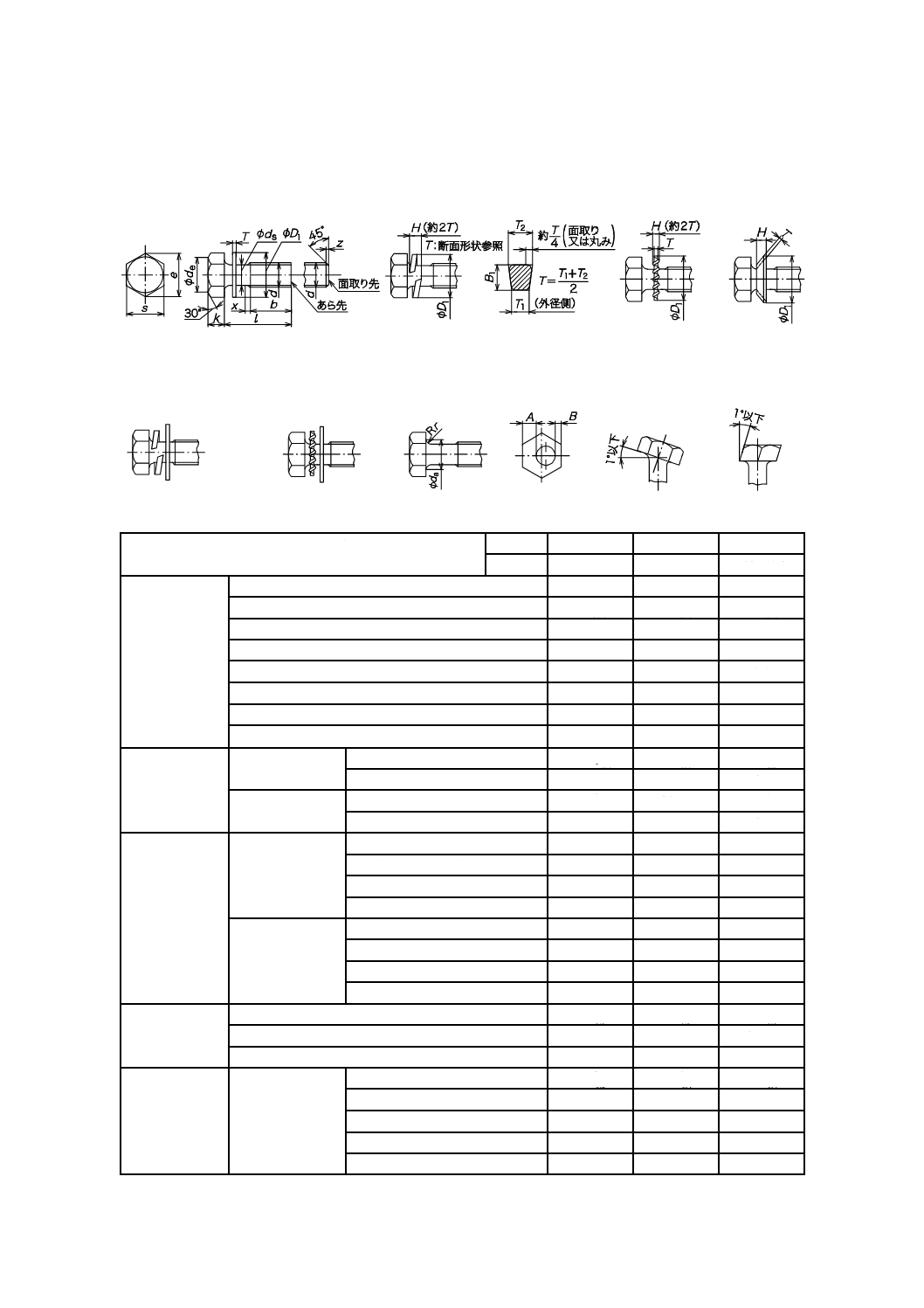
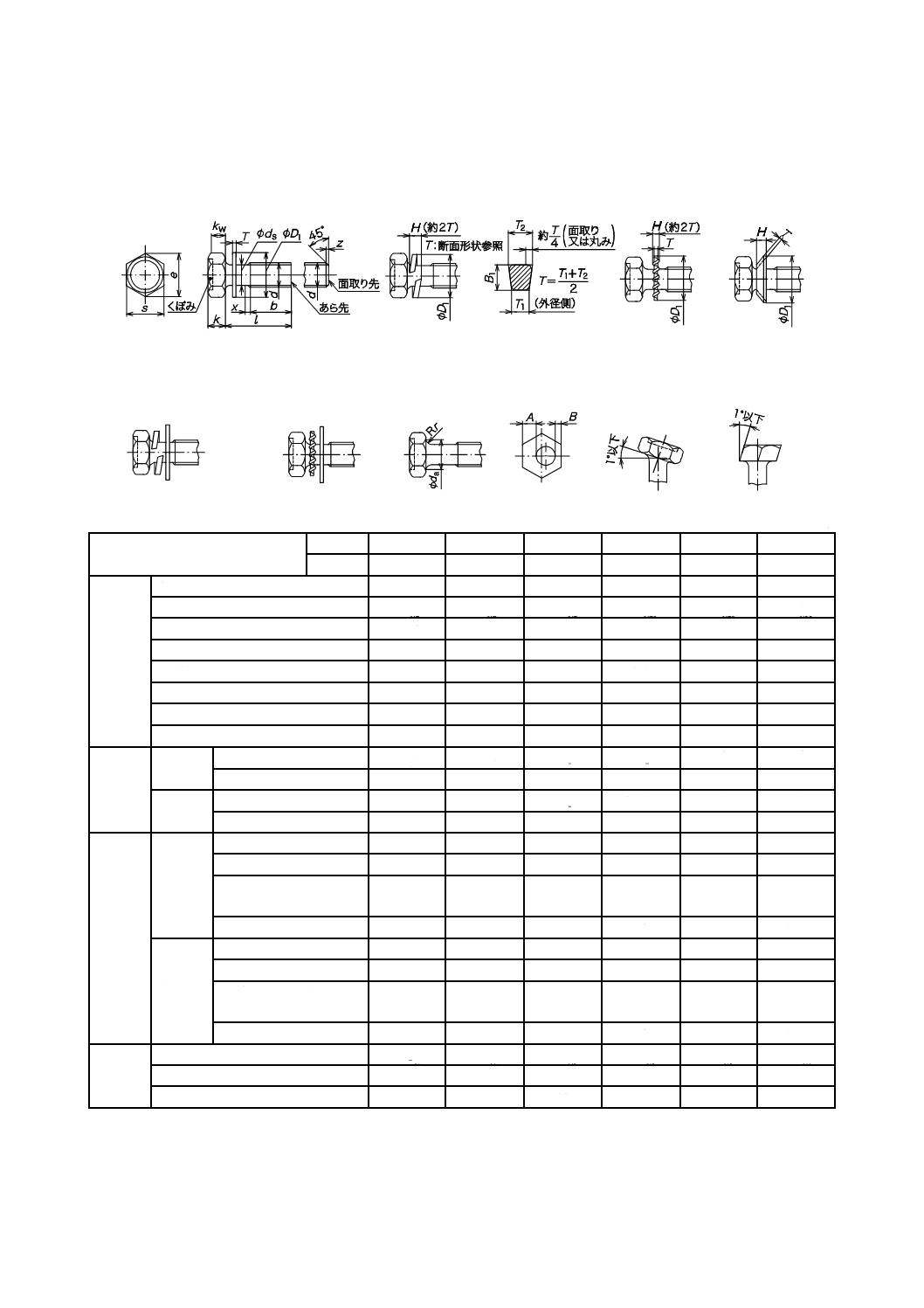
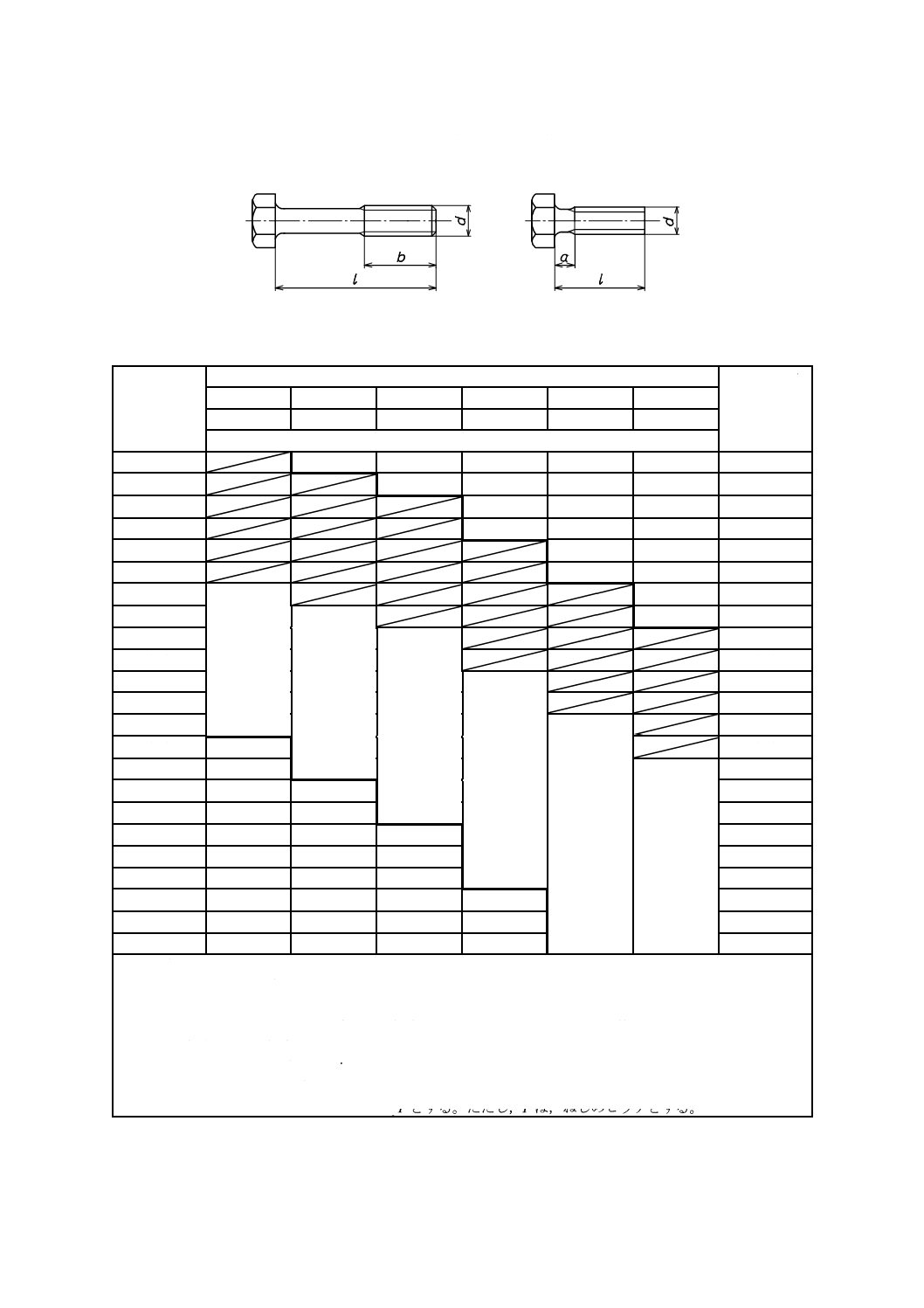
B 1187:2017
表4−座金組込み六角ボルト(トリムド形)の形状・寸法
平座金組込みのもの
ばね座金
組込みのもの
ばね座金の
断面形状
外歯形歯付き座金
組込みのもの
皿ばね座金
組込みのもの
ばね座金及び平座金
組込みのもの
外歯形歯付き座金及び
平座金組込みのもの
首下丸み部
頭部の偏心 軸部を基準とした
座面の傾き
軸部を基準とした
側面の傾き
単位 mm
ねじの呼びd
並目
M5
M6
M8
M10
M12
細目
−
−
M8×1
M10×1.25
M12×1.25
ボルト本体 k
3.5±0.15
4±0.15
5.5±0.15
7±0.2
8±0.2
s
0
2.0
8−
0
2.0
10−
0
25
.0
13−
0
25
.0
17−
0
35
.0
19−
e(最小)
8.87
11.05
14.38
18.90
21.10
de(約)
7.8
9.8
12.6
16.5
18
r(最小)
−a)
−a)
0.1
0.1
0.1
da(最大)
4.7
5.6
7.5
9.3
11.2
z(約)
0.9
1
1.2
1.5
2
A-B(最大)
0.3
0.3
0.4
0.5
0.7
平座金
小形丸
D1
0
35
.0
10−
0
4.0
5.
11
−
0
4.0
5.
15
−
0
4.0
18−
0
5.0
21−
T
1±0.1
1.6±0.15
1.6±0.15
2±0.2
2.5±0.25
みがき丸
D1
0
35
.0
10−
0
4.0
5.
12
−
0
4.0
17−
0
5.0
21−
0
5.0
24−
T
1±0.1
1.6±0.15
1.6±0.15
2±0.2
2.5±0.25
ばね座金b) 組込み
一般用
D1(最大)
8.5
11.5
14.5
17.5
20.5
B1(最小)×T(最小)
1.7×1.3
2.7×1.5
3.2×2
3.7×2.5
4.2×3
圧縮試験後の自由高さ
(最小)
2.2
2.5
3.35
4.2
5
試験力(kN)
2.94
4.12
7.45
11.8
17.7
組込み
重荷重用
D1(最大)
−
11.5
15.0
18
21
B1(最小)×T(最小)
−
2.7×1.9
3.3×2.5
3.9×3
4.4×3.6
圧縮試験後の自由高さ
(最小)
−
3.2
4.2
5
6
試験力(kN)
−
4.12
7.45
11.8
17.7
外歯形歯付
き座金
D1
0
4.0
10−
0
5.0
11−
0
5.0
15−
0
5.0
18−
0
6.0
21−
T
0.6±0.04
0.6±0.04
0.8±0.05
0.9±0.05
1±0.055
歯数c)
10
12
12
12
12
10
B 1187:2017
表4−座金組込み六角ボルト(トリムド形)の形状・寸法(続き)
単位 mm
ねじの呼びd
並目
M5
M6
M8
M10
M12
細目
−
−
M8×1
M10×1.25
M12×1.25
皿ばね座金
d)
組込み
軽荷重用
D1
0
25
.0
10−
0
3.0
5.
12
−
0
3.0
17−
0
4.0
21−
0
4.0
24−
T
0.8±0.05
1±0.055
1.4±0.07
1.8±0.085
2.2±0.1
H(基準)
1.1
1.35
1.85
2.3
2.7
圧縮試験後の自由高さ
(最小)
0.9
1.15
1.6
2
2.45
試験力(kN)
2.91
4.12
7.45
11.8
17.7
組込み
重荷重用
D1
−
0
3.0
5.
12
−
0
3.0
17−
0
4.0
21−
0
4.0
24−
T
−
1.2±0.065
1.8±0.085
2.2±0.1
2.5±0.1
H(基準)
−
1.55
2.15
2.65
3.05
圧縮試験後の自由高さ
(最小)
−
1.3
1.95
2.4
2.7
試験力(kN)
−
8.24
14.7
23.5
34.3
− ねじのない部分の径(ds)は,ほぼねじの有効径とする。
− 呼び長さ(l)及びねじ部長さ(b)は,表14による。
− xは不完全ねじ部の長さで,約2山とする。ただし,全ねじにおける座面から完全ねじ部までの寸法(a)の最大
値は,表15による。
− 座金の内径は規定しないが,箇条7の規定を満足しなければならない。
− ボルトのねじ先は,特に指定がない限り,ねじの呼び径8 mm以下のものはあら先,呼び径10 mm以上のものは
面取り先とする。
なお,ねじの呼び径8 mm以下のもので面取り先を必要とする場合は注文者が指定する。
− 平座金のみがき丸とともに組み込むばね座金の外径(D1)は,表5の値にしてもよい。
注a) 丸み(r)の最小値は規定しないが,首下には僅かな丸みを付ける。
b) ばね座金の組込み一般用は,強度区分4.8,6.8の鋼ボルト及び黄銅ボルトに用い,組込み重荷重用は,強度区
分8.8の鋼ボルトに用いる。
c) 歯数は,推奨値を示したもので,多少の増減があってもよい。
d) 皿ばね座金の組込み軽荷重用は,強度区分4.8,6.8の鋼ボルトに用い,組込み重荷重用は,強度区分8.8の鋼ボ
ルトに用いる。
表5−平座金のみがき丸とともに組み込むばね座金の外径(D1)
単位 mm
呼び径
5
6
8
10
12
D1
(最大)
組込み一般用
9.2
12.2
15.4
18.4
21.5
組込み重荷重用
−
12.2
15.6
18.8
21.9
11
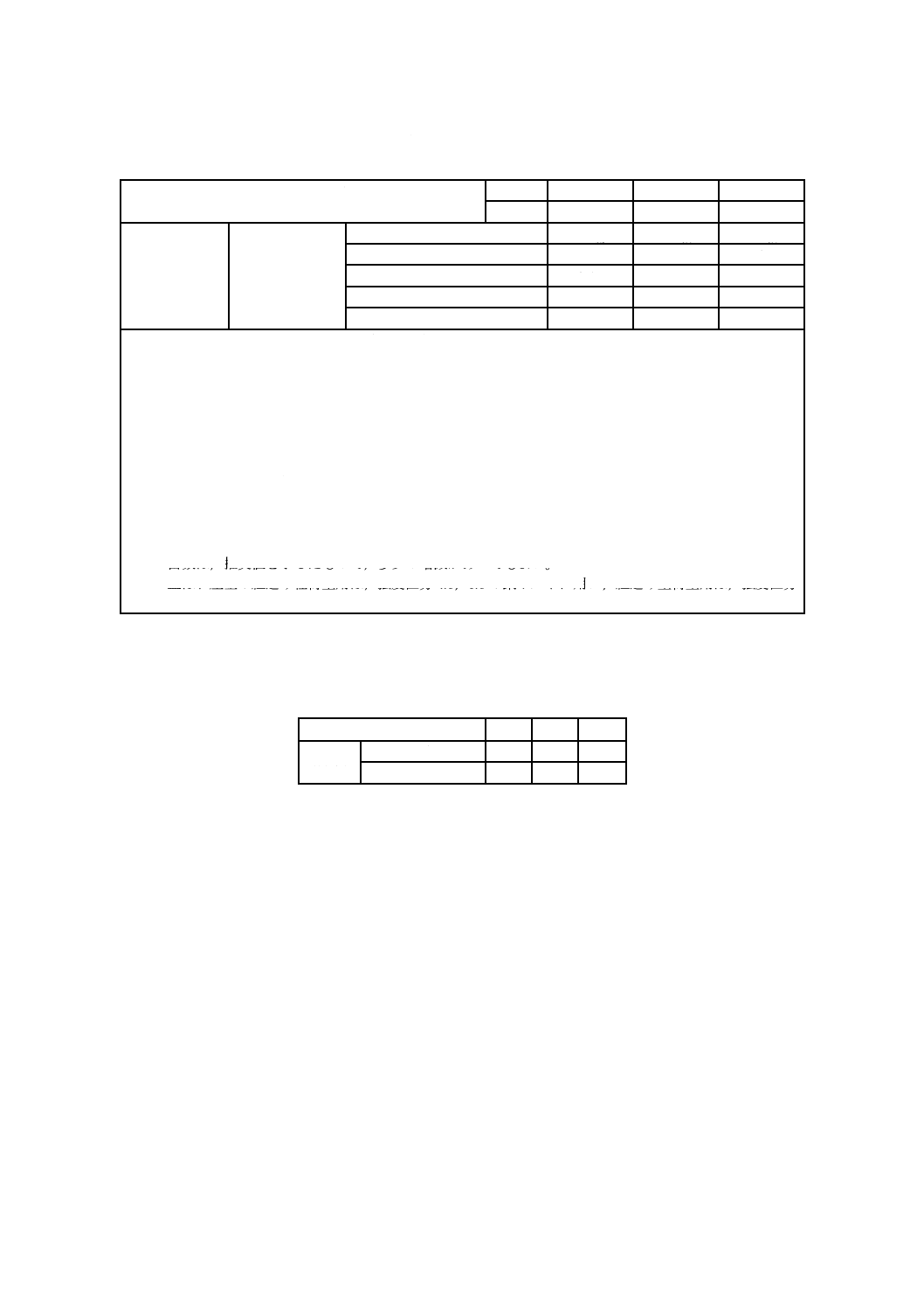
B 1187:2017
表6−座金組込み小形六角ボルト(トリムド形)の形状・寸法
平座金組込みのもの
ばね座金
組込みのもの
ばね座金の
断面形状
外歯形歯付き座金
組込みのもの
皿ばね座金
組込みのもの
ばね座金及び平座金
組込みのもの
外歯形歯付き座金及び
平座金組込みのもの
首下丸み部
頭部の偏心 軸部を基準とした
座面の傾き
軸部を基準とした
側面の傾き
単位 mm
ねじの呼びd
並目
M8
M10
M12
細目
M8×1
M10×1.25
M12×1.25
ボルト本体
k
5.5±0.15
7±0.2
8±0.2
s
0
25
.0
12−
0
25
.0
14−
0
25
.0
17−
e(最小)
13.25
15.51
18.90
de(約)
11.5
13.5
16.5
r(最小)
0.1
0.1
0.1
da(最大)
7.5
9.3
11.2
z(約)
1.2
1.5
2
A-B(最大)
0.4
0.4
0.5
平座金
小形丸
D1
0
4.0
5.
15
−
0
4.0
18−
0
5.0
21−
T
1.6±0.15
2±0.2
2.5±0.25
みがき丸
D1
0
4.0
17−
0
5.0
21−
0
5.0
24−
T
1.6±0.15
2±0.2
2.5±0.25
ばね座金a)
組込み一般用
D1(最大)
14.5
17.5
20.5
B1(最小)×T(最小)
3.2×2
3.7×2.5
4.2×3
圧縮試験後の自由高さ(最小)
3.35
4.2
5
試験力(kN)
7.45
11.8
17.7
組込み重荷重用 D1(最大)
14.8
18
21
B1(最小)×T(最小)
3.3×2.5
3.9×3
4.4×3.6
圧縮試験後の自由高さ(最小)
4.2
5
6
試験力(kN)
7.45
11.8
17.7
外歯形歯付き
座金
D1
0
5.0
15−
0
5.0
18−
0
6.0
21−
T
0.8±0.05
0.9±0.05
1±0.055
歯数b)
12
12
12
皿ばね座金c)
組込み軽荷重用 D1
0
3.0
17−
0
4.0
21−
0
4.0
24−
T
1.4±0.07
1.8±0.085
2.2±0.1
H(基準)
1.85
2.3
2.7
圧縮試験後の自由高さ(最小)
1.6
2
2.45
試験力(kN)
7.45
11.8
17.7
12
B 1187:2017
表6−座金組込み小形六角ボルト(トリムド形)の形状・寸法(続き)
単位 mm
ねじの呼びd
並目
M8
M10
M12
細目
M8×1
M10×1.25
M12×1.25
皿ばね座金c)
組込み重荷重用 D1
0
3.0
17−
0
4.0
21−
0
4.0
24−
T
1.8±0.085
2.2±0.1
2.5±0.1
H(基準)
2.15
2.65
3.05
圧縮試験後の自由高さ(最小)
1.95
2.4
2.7
試験力(kN)
14.7
23.5
34.3
− ねじのない部分の径(ds)は,ほぼねじの有効径とする。
− 呼び長さ(l)及びねじ部長さ(b)は,表14による。
− xは不完全ねじ部の長さで,約2山とする。ただし,全ねじにおける座面から完全ねじ部までの寸法(a)
の最大値は,表15による。
− 座金の内径は規定しないが,箇条7の規定を満足しなければならない。
− ボルトのねじ先は,特に指定がない限り,ねじの呼び径8 mmのものはあら先,呼び径10 mm以上のも
のは面取り先とする。
なお,ねじの呼び径8 mmのもので面取り先を必要とする場合は注文者が指定する。
− 平座金のみがき丸とともに組み込むばね座金の外径(D1)は,表7の値にしてもよい。
注a) ばね座金の組込み一般用は,強度区分4.8,6.8の鋼ボルト及び黄銅ボルトに用い,組込み重荷重用は,
強度区分8.8の鋼ボルトに用いる。
b) 歯数は,推奨値を示したもので,多少の増減があってもよい。
c) 皿ばね座金の組込み軽荷重用は,強度区分4.8,6.8の鋼ボルトに用い,組込み重荷重用は,強度区分
8.8の鋼ボルトに用いる。
表7−平座金のみがき丸とともに組み込むばね座金の外径(D1)
単位 mm
呼び径
8
10
12
D1
(最大)
組込み一般用
15.4
18.4
21.5
組込み重荷重用
15.6
18.8
21.9
13
B 1187:2017
表8−座金組込み小形六角ボルト(アプセット形)の形状・寸法
平座金組込みのもの
ばね座金
組込みのもの
ばね座金の
断面形状
外歯形歯付き座金
組込みのもの
皿ばね座金
組込みのもの
ばね座金及び平座金
組込みのもの
外歯形歯付き座金及び
平座金組込みのもの
首下丸み部
頭部の偏心 軸部を基準とした
座面の傾き
軸部を基準とした
側面の傾き
単位 mm
ねじの呼びd
並目
M8
M10
M12
細目
M8×1
M10×1.25
M12×1.25
ボルト本体
k
5.5±0.15
7±0.2
8±0.2
s
0
25
.0
12−
0
25
.0
14−
0
25
.0
17−
e(最小)
13.25
15.51
18.90
kw(最小)
3.7
4.8
5.5
r(最小)
0.1
0.1
0.1
da(最大)
7.5
9.3
11.2
z(約)
1.2
1.5
2
A-B(最大)
0.4
0.4
0.5
平座金
小形丸
D1
0
4.0
5.
15
−
0
4.0
18−
0
25
.0
21−
T
1.6±0.15
2±0.2
2.5±0.25
みがき丸
D1
0
4.0
17−
0
5.0
21−
0
5.0
24−
T
1.6±0.15
2±0.2
2.5±0.25
ばね座金a)
組込み一般用
D1(最大)
14.5
17.5
20.5
B1(最小)×T(最小)
3.2×2
3.7×2.5
4.2×3
圧縮試験後の自由高さ(最小)
3.35
4.2
5
試験力(kN)
7.45
11.8
17.7
組込み重荷重用 D1(最大)
14.8
18
21
B1(最小)×T(最小)
3.3×2.5
3.9×3
4.4×3.6
圧縮試験後の自由高さ(最小)
4.2
5
6
試験力(kN)
7.45
11.8
17.7
外歯形歯付き
座金
D1
0
5.0
15−
0
5.0
18−
0
6.0
21−
T
0.8±0.05
0.9±0.05
1±0.055
歯数b)
12
12
12
14
B 1187:2017
表8−座金組込み小形六角ボルト(アプセット形)の形状・寸法(続き)
単位 mm
ねじの呼びd
並目
M8
M10
M12
細目
M8×1
M10×1.25
M12×1.25
皿ばね座金c)
組込み軽
荷重用
D1
0
3.0
17−
0
4.0
21−
0
4.0
24−
T
1.4±0.07
1.8±0.085
2.2±0.1
H(基準)
1.85
2.3
2.7
圧縮試験後の自由高さ(最小)
1.6
2
2.45
試験力(kN)
7.45
11.8
17.7
組込み重
荷重用
D1
0
3.0
17−
0
4.0
21−
0
4.0
24−
T
1.8±0.085
2.2±0.1
2.5±0.1
H(基準)
2.15
2.65
3.05
圧縮試験後の自由高さ(最小)
1.95
2.4
2.7
試験力(kN)
14.7
23.5
34.3
− ねじのない部分の径(ds)は,ほぼねじの有効径とする。
− 呼び長さ(l)及びねじ部長さ(b)は,表14による。
− xは不完全ねじ部の長さで,約2山とする。ただし,全ねじにおける座面から完全ねじ部までの寸法(a)
の最大値は,表15による。
− 座金の内径は規定しないが,箇条7の規定を満足しなければならない。
− ボルトのねじ先は,特に指定がない限り,ねじの呼び径8 mmのものはあら先,呼び径10 mm以上のも
のは面取り先とする。
なお,ねじの呼び径8 mmのもので面取り先を必要とする場合は注文者が指定する。
− 平座金のみがき丸とともに組み込むばね座金の外径(D1)は,表9の値にしてもよい。
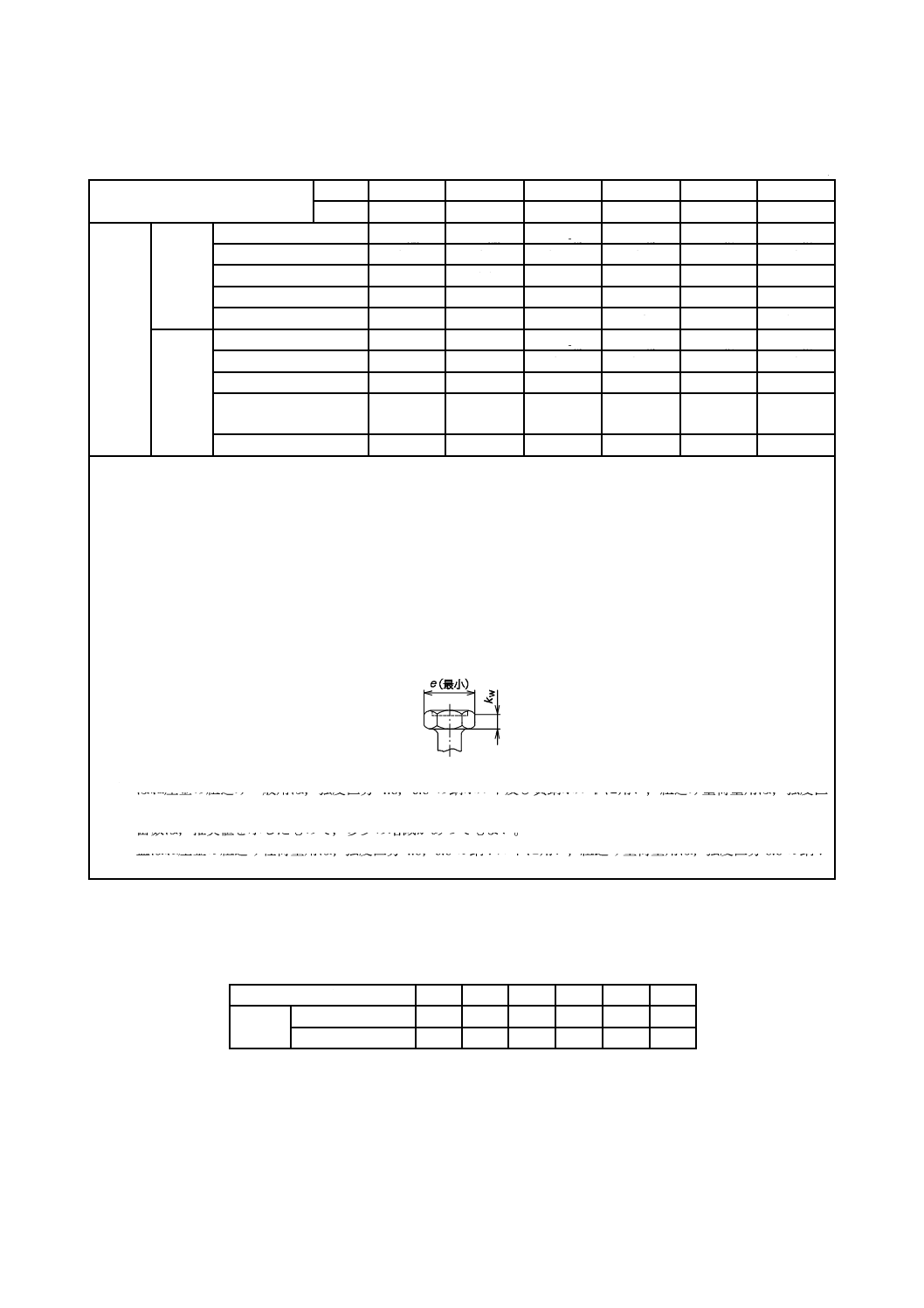
− 頭部頂面のくぼみの形状・寸法は任意とする。ただし,ボルトの機械的性質を損なうものであってはな
らない。
− kwは,頭部頂面側におけるe(最小)の点から座面までの寸法とする(下図参照)。
注a) ばね座金の組込み一般用は,強度区分4.8,6.8の鋼ボルト及び黄銅ボルトに用い,組込み重荷重用は,
強度区分8.8の鋼ボルトに用いる。
b) 歯数は,推奨値を示したもので,多少の増減があってもよい。
c) 皿ばね座金の組込み軽荷重用は,強度区分4.8,6.8の鋼ボルトに用い,組込み重荷重用は,強度区分
8.8の鋼ボルトに用いる。
表9−平座金のみがき丸とともに組み込むばね座金の外径(D1)
単位 mm
呼び径
8
10
12
D1
(最大)
組込み一般用
15.4
18.4
21.5
組込み重荷重用
15.6
18.8
21.9
15
B 1187:2017
表10−座金組込み六角ボルト(アプセット形)の形状・寸法
平座金組込みのもの
ばね座金
組込みのもの
ばね座金の
断面形状
外歯形歯付き座金
組込みのもの
皿ばね座金
組込みのもの
ばね座金及び平座金
組込みのもの
外歯形歯付き座金及び
平座金組込みのもの
首下丸み部
頭部の偏心 軸部を基準とした
座面の傾き
軸部を基準とした
側面の傾き
単位 mm
ねじの呼びd
並目
M4
M5
M6
M8
M10
M12
細目
−
−
−
M8×1
M10×1.25 M12×1.25
ボルト
本体
k
2.8±0.1
3.5±0.15
4±0.15
5.5±0.15
7±0.2
8±0.2
s
0
2.0
7−
0
2.0
8−
0
2.0
10−
0
25
.0
13−
0
25
.0
17−
0
35
.0
19−
e(最小)
7.74
8.87
11.05
14.38
18.90
21.10
kw(最小)
1.9
2.3
2.7
3.7
4.8
5.5
r(最小)
−a)
−a)
−a)
0.1
0.1
0.1
da(最大)
3.8
4.7
5.6
7.5
9.3
11.2
z(約)
0.8
0.9
1
1.2
1.5
2
A-B(最大)
0.2
0.3
0.3
0.4
0.5
0.7
平座金
小形丸
D1
0
35
.0
8−
0
35
.0
10−
0
4.0
5.
11
−
0
4.0
5.
15
−
0
4.0
18−
0
5.0
21−
T
0.8±0.1
1±0.1
1.6±0.15
1.6±0.15
2±0.2
2.5±0.25
みがき
丸
D1
0
35
.0
9−
0
35
.0
10−
0
4.0
5.
12
−
0
4.0
17−
0
5.0
21−
0
5.0
24−
T
0.8±0.1
1±0.1
1.6±0.15
1.6±0.15
2±0.2
2.5±0.25
ばね座
金b)
組込み
一般用
D1(最大)
7
8.5
11.5
14.5
17.5
20.5
B1(最小)×T(最小)
1.4×1
1.7×1.3
2.7×1.5
3.2×2
3.7×2.5
4.2×3
圧縮試験後の自由高さ
(最小)
1.7
2.2
2.5
3.35
4.2
5
試験力(kN)
1.77
2.94
4.12
7.45
11.8
17.7
組込み
重荷重
用
D1(最大)
−
−
11.5
14.8
18
21
B1(最小)×T(最小)
−
−
2.7×1.9
3.3×2.5
3.9×3
4.4×3.6
圧縮試験後の自由高さ
(最小)
−
−
3.2
4.2
5
6
試験力(kN)
−
−
4.12
7.45
11.8
17.7
外歯形
歯付き
座金
D1
0
4.0
5.8
−
0
4.0
10−
0
5.0
11−
0
5.0
15−
0
5.0
18−
0
6.0
21−
T
0.45±0.035 0.6±0.04
0.6±0.04
0.8±0.05
0.9±0.05
1±0.055
歯数c)
9
10
12
12
12
12
16
B 1187:2017
表10−座金組込み六角ボルト(アプセット形)の形状・寸法(続き)
単位 mm
ねじの呼びd
並目
M4
M5
M6
M8
M10
M12
細目
−
−
−
M8×1
M10×1.25 M12×1.25
皿ばね
座金d)
組込み
軽荷重
用
D1
0
25
.0
9−
0
25
.0
10−
0
3.0
5.
12
−
0
3.0
17−
0
4.0
21−
0
4.0
24−
T
0.7±0.045
0.8±0.05
1±0.055
1.4±0.07
1.8±0.085
2.2±0.1
H(基準)
0.95
1.1
1.35
1.85
2.3
2.7
試験後の高さ(最小)
0.8
0.9
1.15
1.6
2
2.45
試験力(kN)
1.77
2.94
4.12
7.45
11.8
17.7
組込み
重荷重
用
D1
−
−
0
3.0
5.
12
−
0
3.0
17−
0
4.0
21−
0
4.0
24−
T
−
−
1.2±0.065 1.8±0.085
2.2±0.1
2.5±0.1
H(基準)
−
−
1.55
2.15
2.65
3.05
圧縮試験後の自由高さ
(最小)
−
−
1.3
1.95
2.4
2.7
試験力(kN)
−
−
8.24
14.7
23.5
34.3
− ねじのない部分の径(ds)は,ほぼねじの有効径とする。
− 呼び長さ(l)及びねじ部長さ(b)は,表14による。
− xは不完全ねじ部の長さで,約2山とする。ただし,全ねじにおける座面から完全ねじ部までの寸法(a)の最大
値は,表15による。
− 座金の内径は規定しないが,箇条7の規定を満足しなければならない。
− ボルトのねじ先は,特に指定がない限り,ねじの呼び径8 mm以下のものはあら先,呼び径10 mm以上のものは
面取り先とする。
なお,ねじの呼び径8 mm以下のもので,面取り先を必要とする場合は注文者が指定する。
− 平座金のみがき丸とともに組み込むばね座金の外径(D1)は,表11の値にしてもよい。
− 頭部頂面のくぼみの形状・寸法は,任意とする。ただし,ボルトの機械的性質を損なうものであってはならない。
− kwは,頭部頂面側におけるe(最小)の点から座面までの寸法とする(下図参照)。
注a) 丸み(r)の最小値は規定しないが,首下には僅かな丸みを付ける。
b) ばね座金の組込み一般用は,強度区分4.8,6.8の鋼ボルト及び黄銅ボルトに用い,組込み重荷重用は,強度区
分8.8の鋼ボルトに用いる。
c) 歯数は,推奨値を示したもので,多少の増減があってもよい。
d) 皿ばね座金の組込み軽荷重用は,強度区分4.8,6.8の鋼ボルトに用い,組込み重荷重用は,強度区分8.8の鋼ボ
ルトに用いる。
表11−平座金のみがき丸とともに組み込むばね座金の外径(D1)
単位 mm
呼び径
4
5
6
8
10
12
D1
(最大)
組込み一般用
7.6
9.2
12.2
15.4
18.4
21.5
組込み重荷重用
−
−
12.2
15.6
18.8
21.9
17
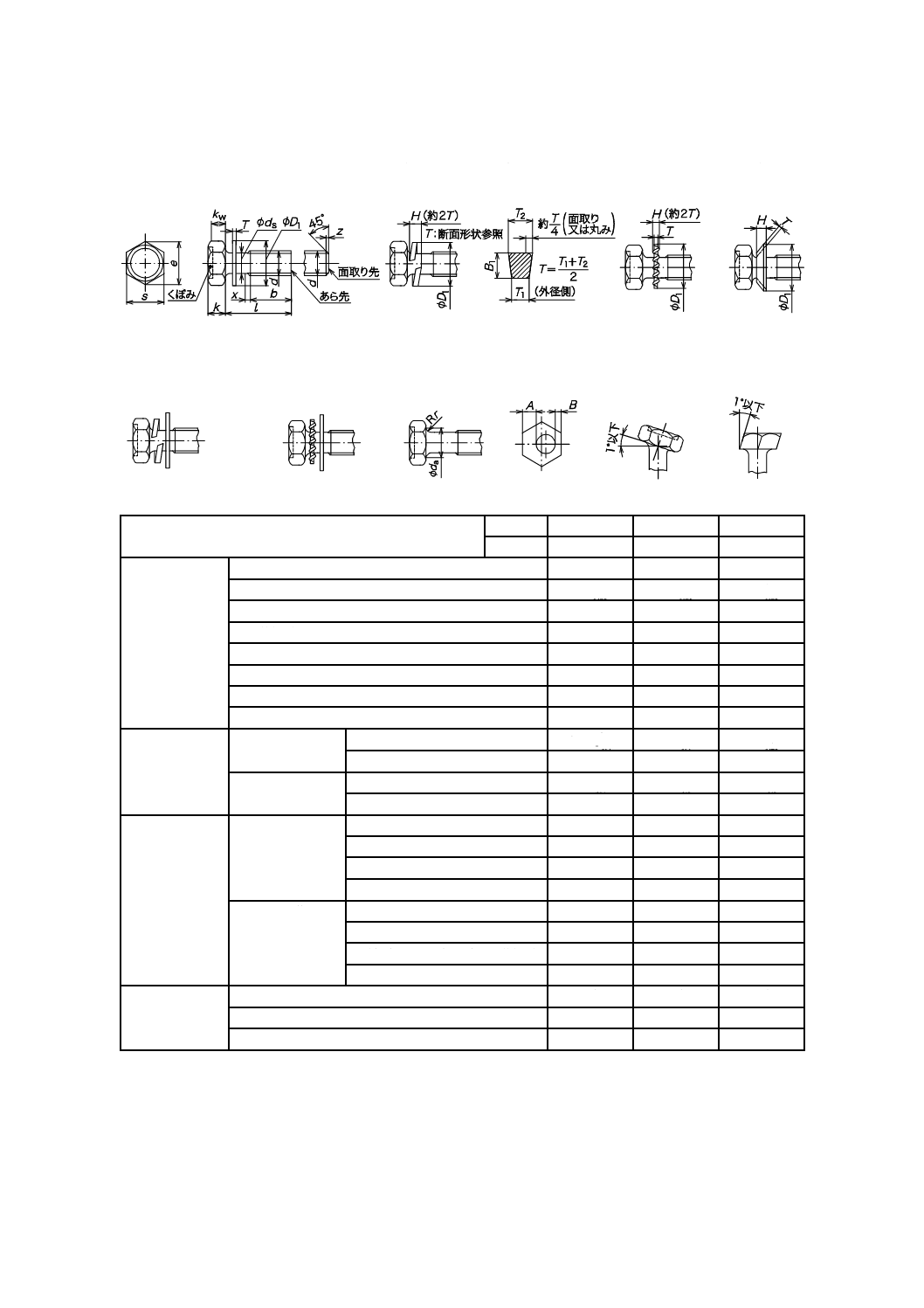
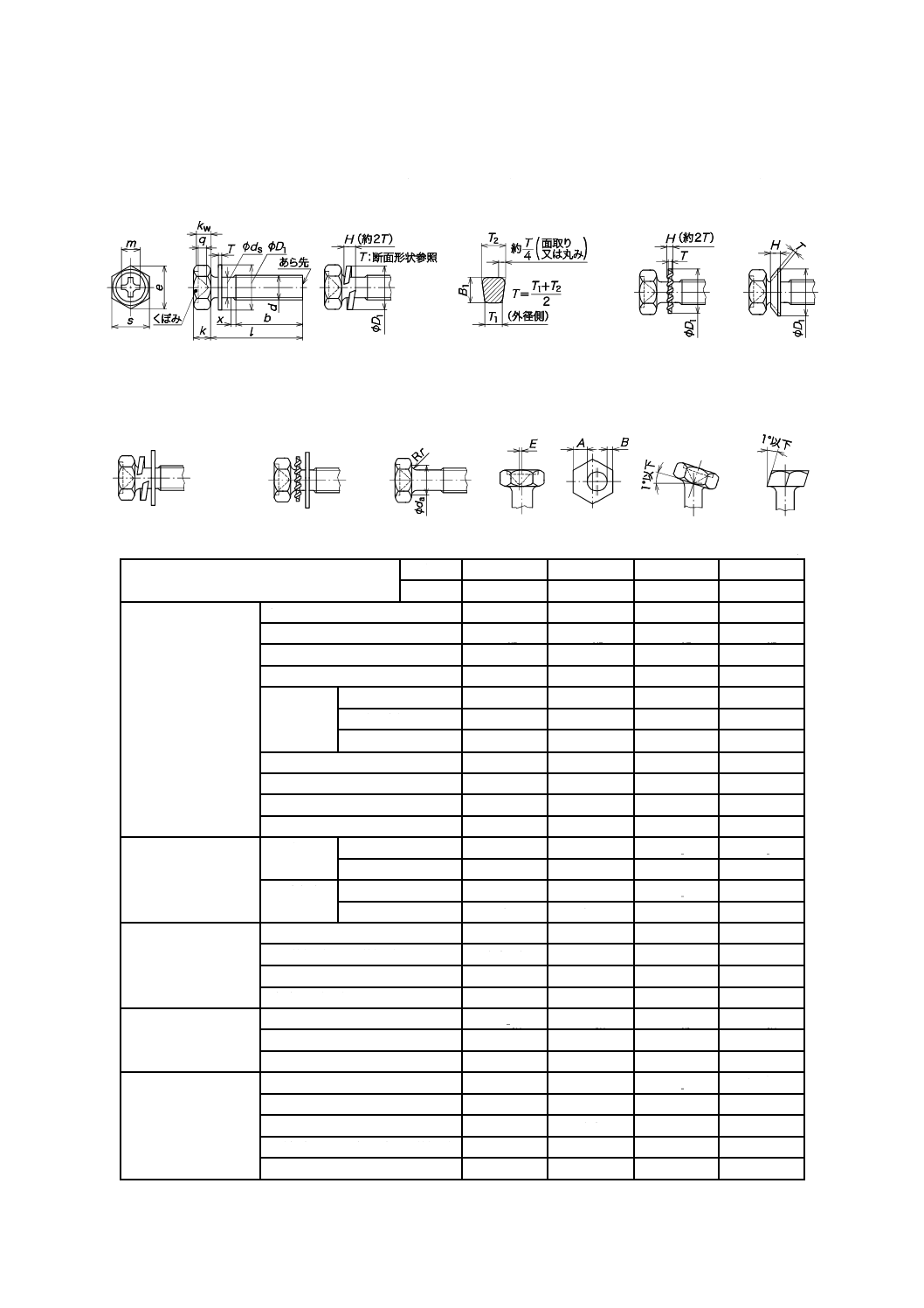
B 1187:2017
表12−座金組込み十字穴付き六角ボルト(アプセット形)の形状・寸法
平座金組込みのもの
ばね座金
組込みのもの
ばね座金の
断面形状
外歯形歯付き座金
組込みのもの
皿ばね座金
組込みのもの
ばね座金及び平座金
組込みのもの
外歯形歯付き座金及び
平座金組込みのもの
首下丸み部
十字穴の
偏心
頭部の偏心
軸部を基準とし
た座面の傾き
軸部を基準とし
た側面の傾き
単位 mm
ねじの呼びd
並目
M4
M5
M6
M8
細目
−
−
−
M8×1
ボルト本体
k
2.8±0.1
3.5±0.15
4±0.15
5.5±0.15
s
0
2.0
7−
0
2.0
8−
0
2.0
10−
0
2.0
12−
e(最小)
7.74
8.87
11.05
13.25
kw(最小)
1.9
2.3
2.7
3.7
十字穴
十字穴の番号
2
2
3
3
m(参考)
4.0
4.8
6.2
7.2
q a)
1.93〜1.40
2.73〜2.19
2.86〜2.31
3.86〜3.24
r(最小)
−b)
−b)
−b)
0.1
da(最大)
3.8
4.7
5.6
7.5
E(最大)c)
0.3
0.35
0.4
0.5
A-B(最大)
0.2
0.3
0.3
0.4
平座金
小形丸
D1
0
35
.0
8−
0
35
.0
10−
0
4.0
5.
11
−
0
4.0
5.
15
−
T
0.8±0.1
1±0.1
1.6±0.15
1.6±0.15
みがき丸
D1
0
35
.0
9−
0
35
.0
10−
0
4.0
5.
12
−
0
4.0
17−
T
0.8±0.1
1±0.1
1.6±0.15
1.6±0.15
ばね座金d)
(組込み一般用)
D1(最大)
7
8.5
11.5
14.5
B1(最小)×T(最小)
1.4×1
1.7×1.3
2.7×1.5
3.2×2
圧縮試験後の自由高さ(最小)
1.7
2.2
2.5
3.35
試験力(kN)
1.77
2.94
4.12
7.45
外歯形歯付き座金
D1
0
4.0
5.8
−
0
4.0
10−
0
5.0
11−
0
4.0
15−
T
0.45±0.035
0.6±0.04
0.6±0.04
0.6±0.05
歯数e)
9
10
12
12
皿ばね座金f)
(組込み軽荷重用)
D1
0
25
.0
9−
0
25
.0
10−
0
3.0
5.
12
−
0
3.0
17−
T
0.7±0.045
0.8±0.05
1±0.055
1.4±0.07
H(基準)
0.95
1.1
1.35
1.85
圧縮試験後の自由高さ(最小)
0.8
0.9
1.15
1.6
試験力(kN)
1.77
2.94
4.12
7.45
18
B 1187:2017
表12−座金組込み十字穴付き六角ボルト(アプセット形)の形状・寸法(続き)
− 十字穴の形状・寸法は,JIS B 1012のH形十字穴とする。
− ねじのない部分の径(ds)は,ほぼねじの有効径とする。
− 呼び長さ(l)及びねじ部長さ(b)は,表14による。
− xは不完全ねじ部の長さで,約2山とする。ただし,全ねじにおける座面から完全ねじ部までの寸法(a)
の最大値は,表15による。
− 座金の内径は規定しないが,箇条7の規定を満足しなければならない。
− ボルトのねじ先は,特に指定がない限り,あら先とする。
なお,面取り先を必要とする場合は,注文者が指定する。
− 平座金のみがき丸とともに組み込むばね座金の外径(D1)は,表13の値にしてもよい。
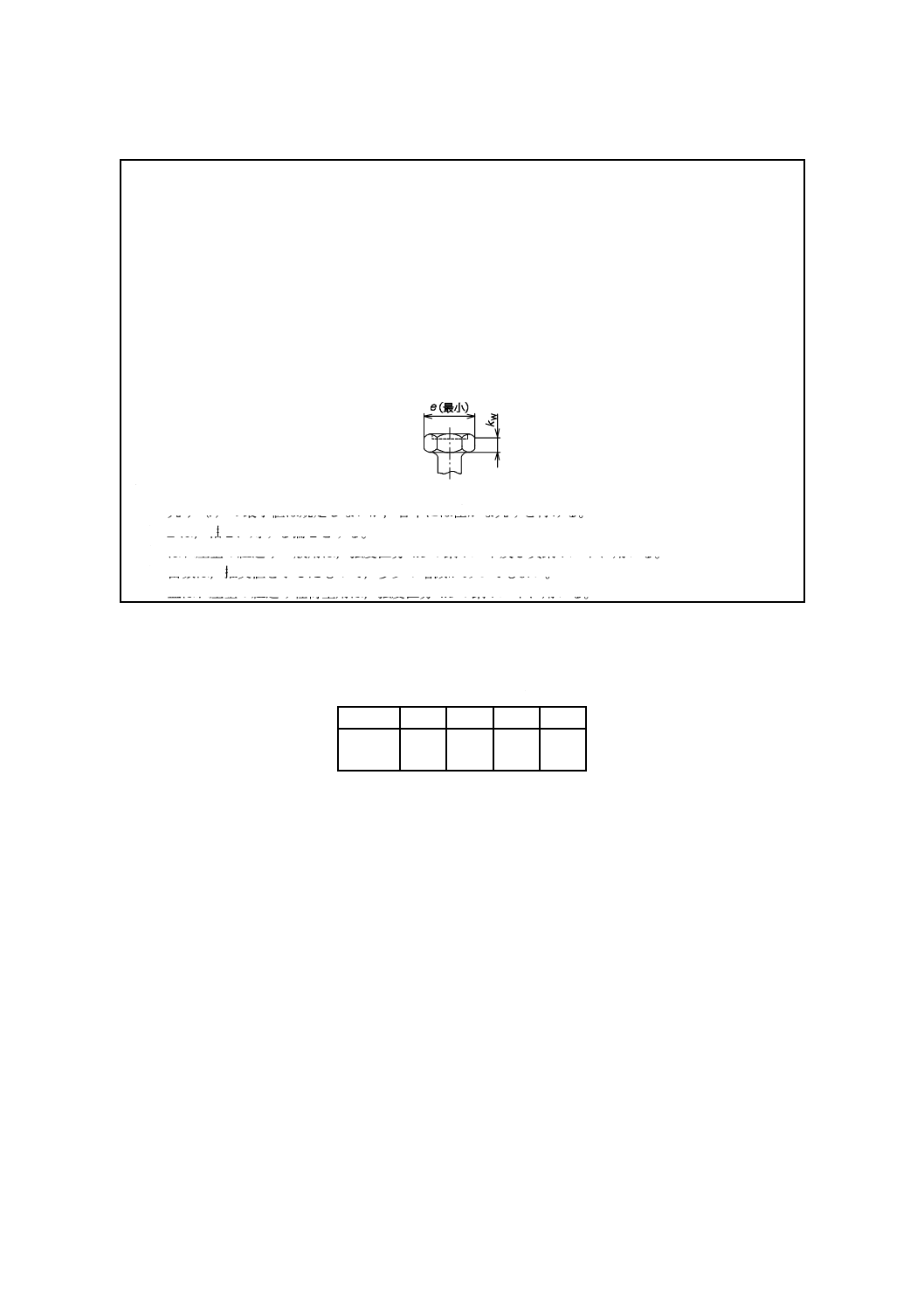
− 頭部頂面のくぼみの形状・寸法は,任意とする。ただし,ボルトの機械的性質を損なうものであっては
ならない。
− kwは,頭部頂面側におけるe(最小)の点から座面までの寸法とする(下図参照)。
注a) qは,十字穴のゲージ沈み深さを示す。
b) 丸み(r)の最小値は規定しないが,首下には僅かな丸みを付ける。
c) Eは,軸心に対する偏心とする。
d) ばね座金の組込み一般用は,強度区分4.8の鋼ボルト及び黄銅ボルトに用いる。
e) 歯数は,推奨値を示したもので,多少の増減があってもよい。
f) 皿ばね座金の組込み軽荷重用は,強度区分4.8の鋼ボルトに用いる。
表13−平座金のみがき丸とともに組み込むばね座金の外径(D1)
単位 mm
呼び径
4
5
6
8
D1
(最大)
7.6
9.2
12.2
15.4
19
B 1187:2017
表14−組みボルトのl及びb
全ねじの場合
aの最大値は,表15による。
単位 mm
呼び長さl
ねじの呼びd
呼び長さl
M4
M5
M6
M8
M10
M12
M8×1
M10×1.25
M12×1.25
ねじ部長さb
8
8
10
10
12
12
14
14
16
16
(18)
(18)
20
14
20
(22)
16
(22)
25
18
25
(28)
(28)
30
22
30
(32)
(32)
35
26
35
(38)
(38)
40
30
40
45
45
50
50
55
55
60
60
65
65
70
70
75
75
80
80
− 太線の枠内は,各ねじの呼びに対して推奨する呼び長さ(l)であって,枠内の数値は,推奨するねじ部長
さ(b)を示し,斜線を施した部分は全ねじとする。
なお,lに括弧を付けたものは,なるべく用いない。
− l及びbは,特に必要がある場合には,指定によって,この表以外のものを使用することができる。
− lの許容差は,特に指定がない限り,次による。
a) lが50 mm以下の場合:±0.5 mm
b) lが50 mmを超える場合:±0.7 mm
− bの許容差は,特に指定がない限り,
3
0
+Pとする。ただし,Pは,ねじのピッチとする。
20
B 1187:2017
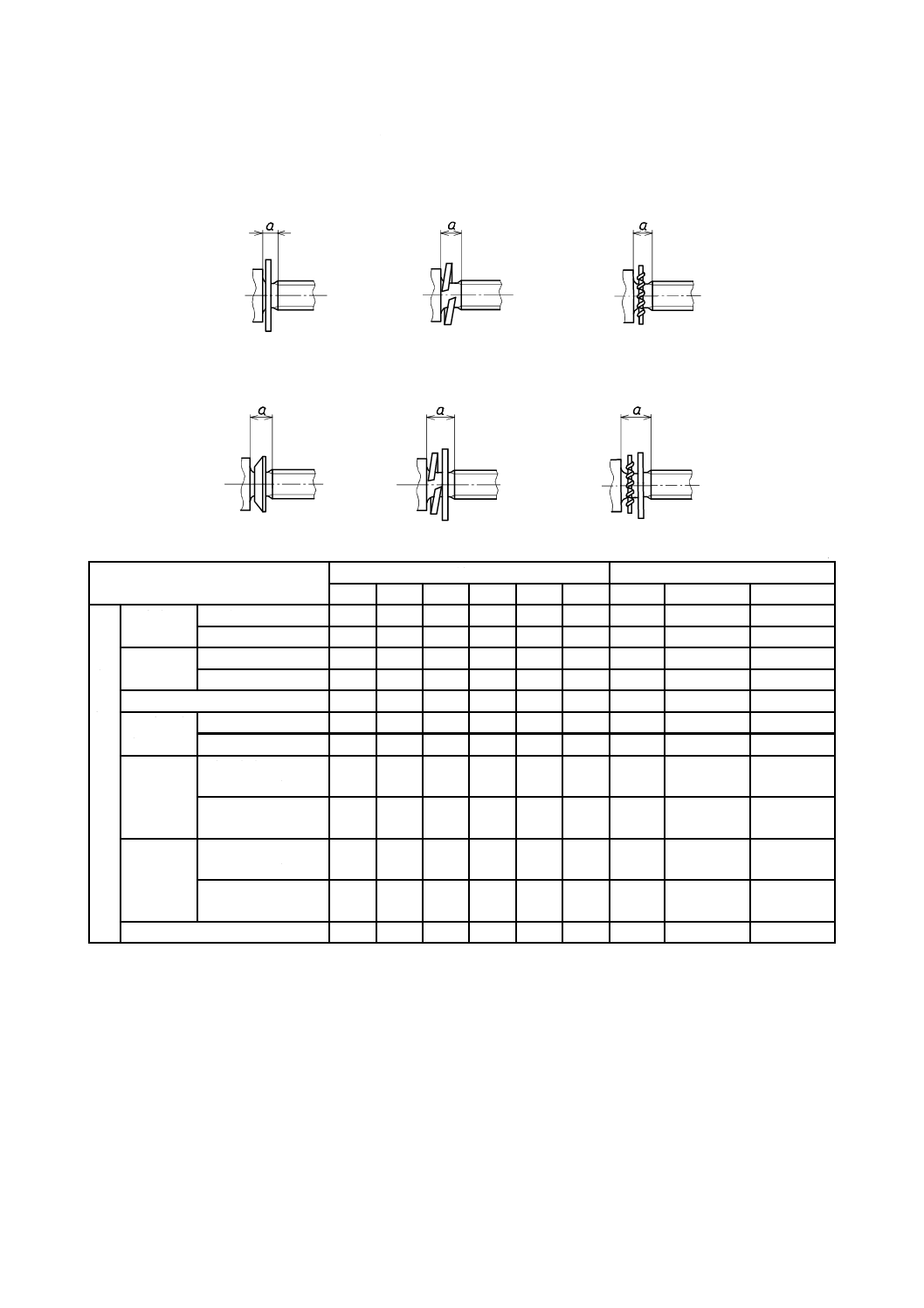
表15−全ねじにおける組みボルトの座面から完全ねじ部までの寸法(a)の最大値
平座金組込みの場合
ばね座金組込みの場合
外歯形歯付き座金
組込みの場合
皿ばね座金
組込みの場合
ばね座金及び平座金
組込みの場合
外歯形歯付き座金及び
平座金組込みの場合
単位 mm
ねじの呼び
並目
細目
M4
M5
M6
M8
M10
M12 M8×1 M10×1.25
M12×1.25
組
込
み
座
金
の
種
類
平座金
小形丸
2.3
2.7
3.7
4.2
5.2
6.2
3.7
4.7
5.2
みがき丸
2.3
2.7
3.7
4.2
5.2
6.2
3.7
4.7
5.2
ばね座金
組込み一般用
3.5
4.3
5.1
6.7
8.2
9.8
6.2
7.7
8.8
組込み重荷重用
−
−
5.9
7.7
9.3
11.0
7.2
8.8
10.0
外歯形歯付き座金
2.3
2.8
3.2
4.2
4.9
5.6
3.7
4.4
4.6
皿ばね座
金
組込み軽荷重用
2.3
2.7
3.3
4.3
5.3
6.2
3.8
4.8
5.2
組込み重荷重用
−
−
3.5
4.6
5.6
6.5
4.1
5.1
5.5
ばね座金
及び小形
丸
ばね座金が組込み
一般用の場合
4.4
5.4
6.9
8.4
10.4
12.5
7.9
9.9
11.5
ばね座金が組込み
重荷重用の場合
−
−
7.7
9.5
11.5
13.8
9.0
11.0
12.8
ばね座金
及びみが
き丸
ばね座金が組込み
一般用の場合
4.4
5.4
6.9
8.4
10.4
12.5
7.9
9.9
11.5
ばね座金が組込み
重荷重用の場合
−
−
7.7
9.5
11.5
13.8
9.0
11.0
12.8
外歯形歯付き座金及びみがき丸
3.2
3.9
5.0
5.9
7.1
8.3
5.4
6.6
7.3