B 1186:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 セットの構成及び種類・等級 ······························································································ 2
4.1 セットの構成 ················································································································ 2
4.2 種類・等級 ··················································································································· 2
4.3 ロットの構成 ················································································································ 2
5 機械的性質 ······················································································································ 3
5.1 ボルトの機械的性質 ······································································································· 3
5.2 ナットの機械的性質 ······································································································· 4
5.3 座金の硬さ ··················································································································· 4
6 セットのトルク係数値 ······································································································· 4
7 形状・寸法 ······················································································································ 4
8 ねじ······························································································································· 7
9 外観······························································································································· 7
9.1 ボルトの外観 ················································································································ 7
9.2 ナットの外観 ················································································································ 7
9.3 座金の外観 ··················································································································· 7
10 材料 ····························································································································· 7
11 潤滑及び防せい(錆)処理 ······························································································· 7
12 試験及び測定方法 ··········································································································· 7
12.1 ボルトの機械的性質試験 ································································································ 7
12.2 ナットの機械的性質試験 ································································································ 9
12.3 座金の硬さ試験 ············································································································ 9
12.4 セットのトルク係数値試験 ···························································································· 10
13 検査 ···························································································································· 10
13.1 形状及び寸法検査 ········································································································ 10
13.2 ねじ検査 ···················································································································· 10
13.3 外観検査 ···················································································································· 10
13.4 機械的性質検査 ··········································································································· 11
13.5 セットのトルク係数値検査 ···························································································· 11
14 製品の呼び方 ················································································································ 12
15 表示 ···························································································································· 12
15.1 製品の表示 ················································································································· 12
B 1186:2013 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
15.2 包装の表示 ················································································································· 12
B 1186:2013
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鋼構造協会(JSSC)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標
準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1186:2007は改正され,この規格に置き換えられた。
なお,平成26年6月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS B 1186:2007によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1186:2013
摩擦接合用高力六角ボルト・
六角ナット・平座金のセット
Sets of high strength hexagon bolt, hexagon nut and
plain washers for friction grip joints
序文
この規格は,1964年に制定され,その後7回の改正を経て今日に至っている。実質的な改正は1995年
以来行われていない。その後の製造技術の進歩及び品質向上に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,主として鋼構造に使用する摩擦接合用高力六角ボルト・六角ナット・平座金のセット(以
下,セットという。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 0205-3 一般用メートルねじ−第3部:ねじ部品用に選択したサイズ
JIS B 0209-2 一般用メートルねじ−公差−第2部:一般用おねじ及びめねじの許容限界寸法−中(は
めあい区分)
JIS B 0251 メートルねじ用限界ゲージ
JIS B 4652 手動式トルクツールの要求事項及び試験方法
JIS Z 2241 金属材料引張試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
JIS Z 2320(規格群) 非破壊試験−磁粉探傷試験
JIS Z 2343-1 非破壊試験−浸透探傷試験−第1部:一般通則:浸透探傷試験方法及び浸透指示模様の
分類
JIS Z 8401 数値の丸め方
JIS Z 9003 計量規準型一回抜取検査(標準偏差既知でロットの平均値を保証する場合及び標準偏差
既知でロットの不良率を保証する場合)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0101によるほか,次による。
2
B 1186:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
軸力
ボルト及びナットで構造材を締め付けて使用するときの,ボルトの軸方向に作用する引張力。
3.2
保証荷重
ボルト及びナットのねじ部品で構造材を締め付けて使用するときの,そのねじ部品に許容される最大の
軸力。
3.3
トルク係数値
ボルト及びナットで構造材を締め付けるときの締付けトルクを,発生する軸力とボルトの呼び径の積で
除した値。
4
セットの構成及び種類・等級
4.1
セットの構成
セットの構成は,4.2に規定する摩擦接合用高力六角ボルト(以下,ボルトという。)1個,摩擦接合用
高力六角ナット(以下,ナットという。)1個及び摩擦接合用高力平座金(以下,座金という。)2個によっ
て構成する。
4.2
種類・等級
セットの種類は,セットを構成する部品の機械的性質によって,1種及び2種とし,さらにトルク係数
値によってそれぞれAとBとに分け,セットを構成する部品の等級は,表2〜表5に示すそれぞれの機械
的性質によって決まる。
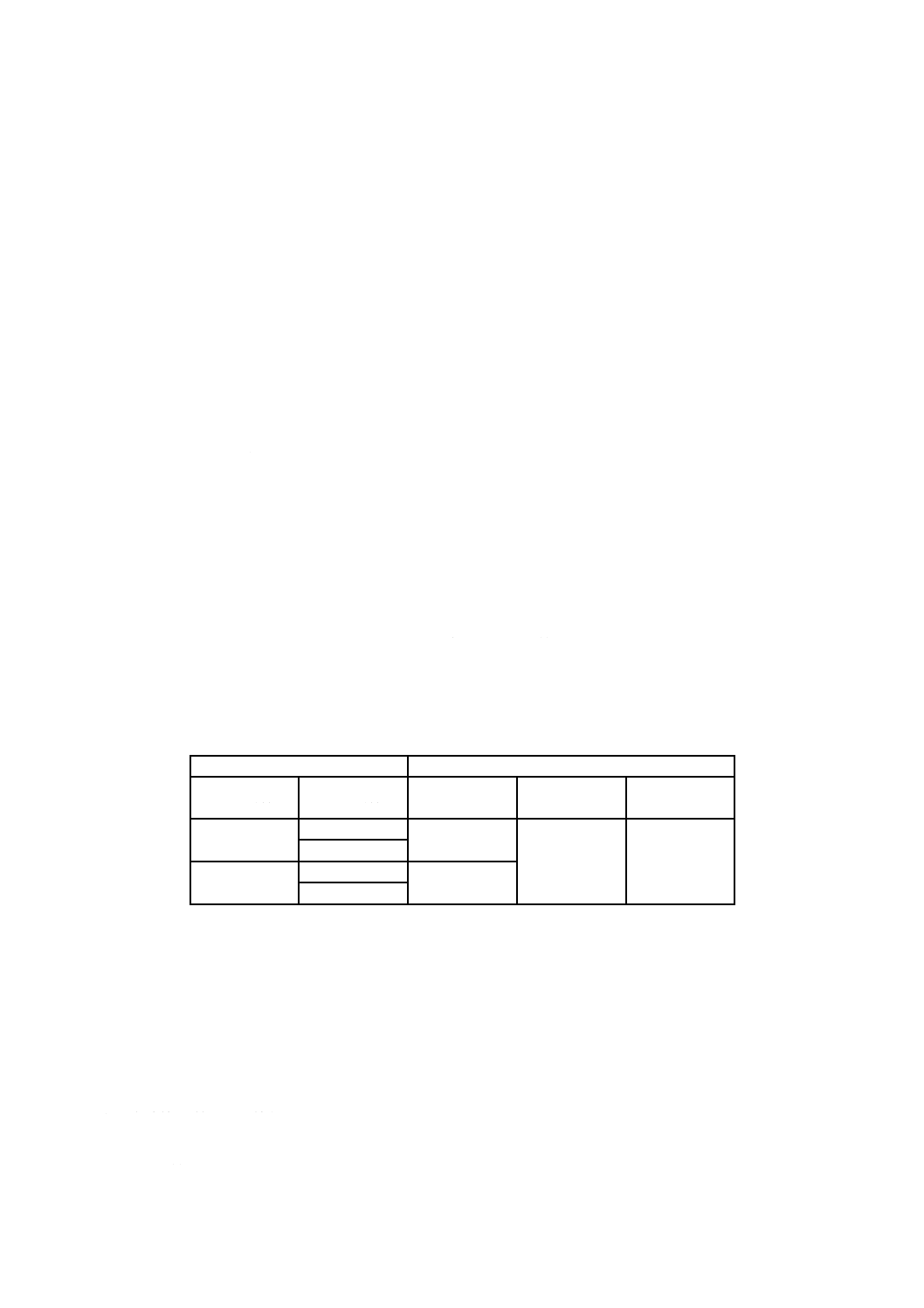
セットの種類及び適用する構成部品の機械的性質による等級の組合せは,表1による。
表1−セットの種類及び構成部品の機械的性質による等級の組合せ
セットの種類
適用する構成部品の機械的性質による等級
機械的性質
による種類
トルク係数値
による種類
ボルト
ナット
座金
1種
A
F8T
F10
F35
B
2種
A
F10T
B
4.3
ロットの構成
4.3.1
一般
ロットには,各構成部品の製造ロットと,それを組み合わせた場合のセットロットとがあり,それぞれ
4.3.2〜4.3.5による。
4.3.2
ボルトの製造ロット
ボルトの製造ロットの構成は,次のとおりとする。
a) 材料(鋼材)の溶解番号
b) 機械的性質による等級
c) ねじの呼び
d) 長さ(l)
3
B 1186:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 機械加工工程
f)
熱処理条件
g) 表面処理を施した場合には,表面処理条件
ただし,長さlの多少の違いは同一ロットとみなしてよい。
4.3.3
ナットの製造ロット
ナットの製造ロットの構成は,次のとおりとする。
a) 材料(鋼材)の溶解番号
b) ねじの呼び
c) 機械加工工程
d) 熱処理条件
e) 表面処理を施した場合には,表面処理条件
4.3.4
座金の製造ロット
座金の製造ロットの構成は,次のとおりとする。
a) 材料(鋼材)の溶解番号
b) 座金の呼び
c) 機械加工工程
d) 熱処理条件
e) 表面処理を施した場合には,表面処理条件
4.3.5
セットロット
セットロットは,セットを構成するボルト,ナット及び座金の組合せに対応して決まるものであり,そ
れぞれ一つの製造ロットから構成されたものを基本とする。ただし,ボルトの製造ロットが同一であれば,
座金又はナットについては,少量の別製造ロットの製品をセットした場合も,同一鋼種,同一製造業者か
つトルク係数値が同等とみなせる場合に限り,同じセットロットとして扱うことができる。
5
機械的性質
5.1
ボルトの機械的性質
5.1.1
ボルト試験片の機械的性質
ボルトから採取した試験片の機械的性質は,12.1のa) によって試験したとき,表2に適合しなければ
ならない。
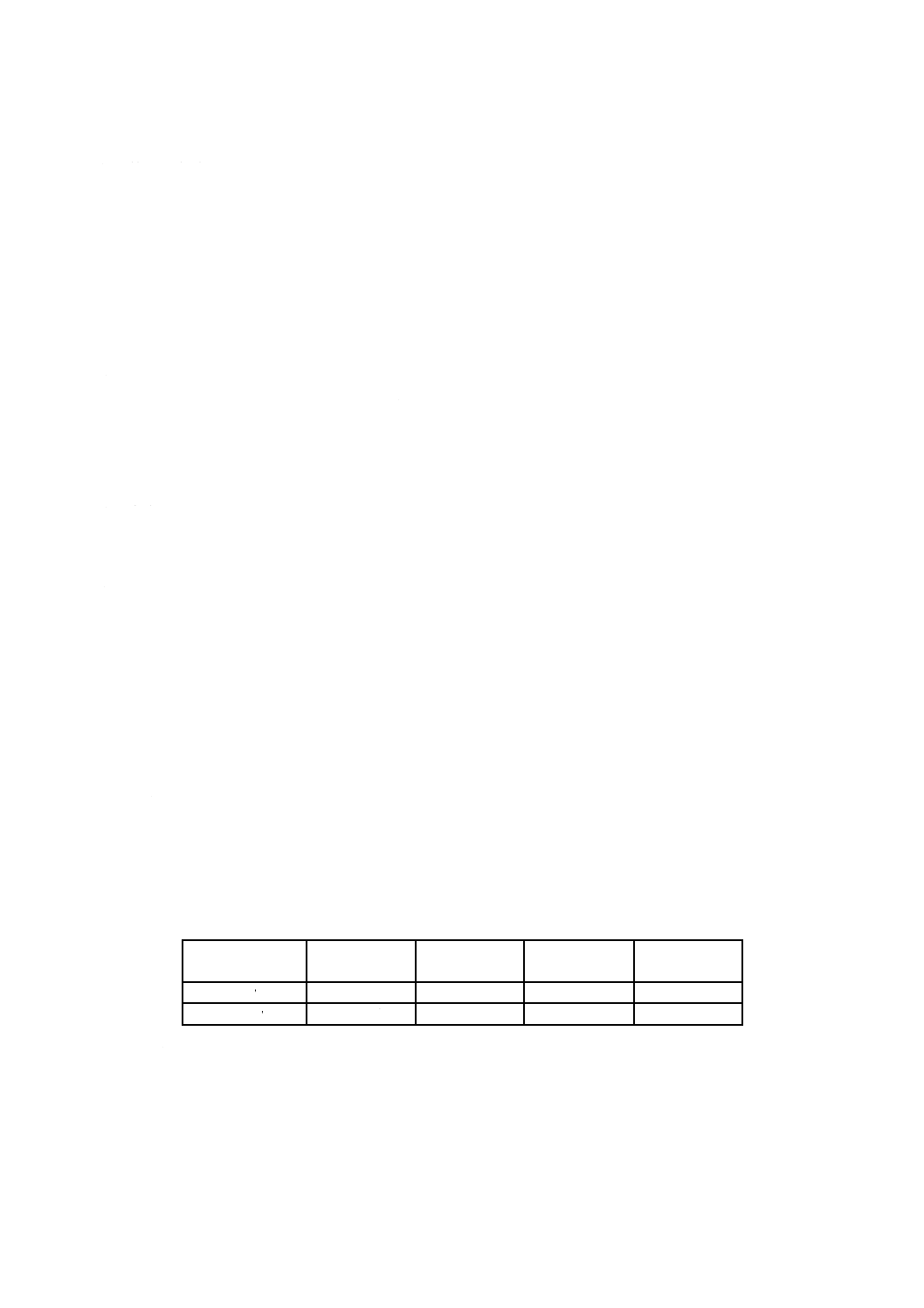
表2−ボルト試験片の機械的性質
ボルトの機械的
性質による等級
耐力
N/mm2
引張強さ
N/mm2
伸び
%
絞り
%
F8T
640以上
800〜1 000
16以上
45以上
F10T
900以上
1000〜1 200
14以上
40以上
5.1.2
ボルト製品の機械的性質
ボルト製品の機械的性質は,12.1のb) によって試験したとき,表3の引張荷重(最小)未満で破断す
ることなく,引張荷重を増加したとき,頭とびをしてはならない。また,12.1のc) によって試験したと
き,表3の硬さに適合しなければならない。ただし,ボルト製品の引張試験を行い合格したものについて
は,硬さ試験を省略することができる。
4
B 1186:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
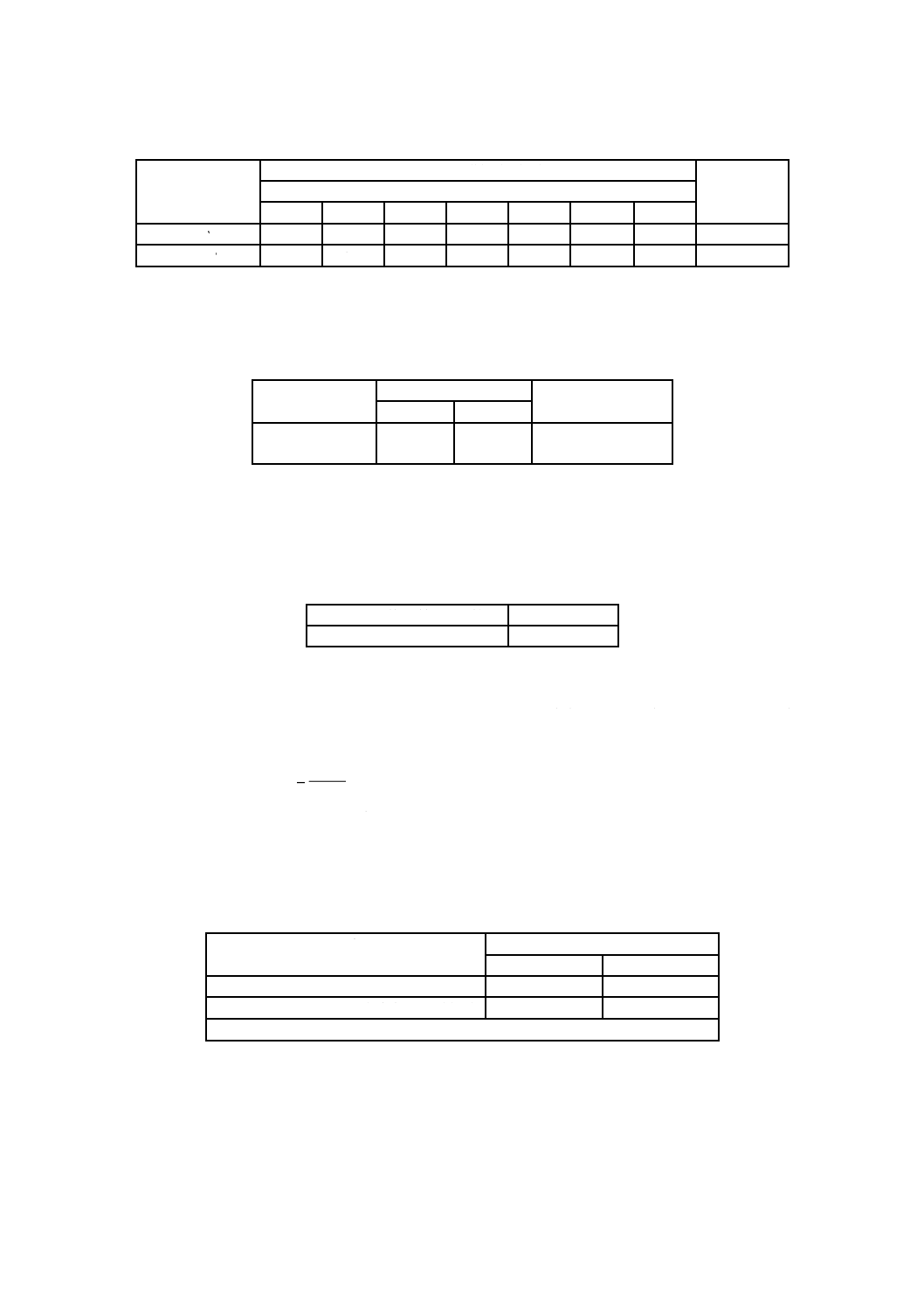
表3−ボルト製品の機械的性質
ボルトの機械的
性質による等級
引張荷重(最小)(kN)
硬さ
ねじの呼び
M12
M16
M20
M22
M24
M27
M30
F8T
68
126
196
243
283
368
449
18〜31 HRC
F10T
85
157
245
303
353
459
561
27〜38 HRC
5.2
ナットの機械的性質
ナットの機械的性質は,12.2によって試験したとき,表4に適合しなければならない。
表4−ナットの機械的性質
ナットの機械的
性質による等級
硬さ
保証荷重
最小
最大
F10
20 HRC
35 HRC
表3のボルトの引張
荷重(最小)に同じ
5.3
座金の硬さ
座金の硬さは,12.3によって試験したとき,表5に適合しなければならない。
なお,座金は,浸炭焼入れ・焼戻しなどによる表面硬化をしないものとする。
表5−座金の硬さ
座金の機械的性質による等級
硬さ
F35
35〜45 HRC
6
セットのトルク係数値
セットのトルク係数値は,12.4によって試験したとき,表6に適合しなければならない。この場合,ト
ルク係数値は,次の式によって求める。
000
1
×
×
=
N
d
T
k
ここに,
k: トルク係数値
T: トルク(ナットを締め付けるモーメント)(N・m)
d: ボルトのねじ外径の基準寸法(mm)
N: ボルト軸力(N)
表6−セットのトルク係数値
区分
トルク係数値によるセットの種類
A
B
1セットロットのトルク係数値の平均値
0.110〜0.150
0.150〜0.190
1セットロットのトルク係数値の標準偏差
0.010以下
0.013以下
注記 ここでいうセットロットとは,4.3に示すセットロットを指す。
7
形状・寸法
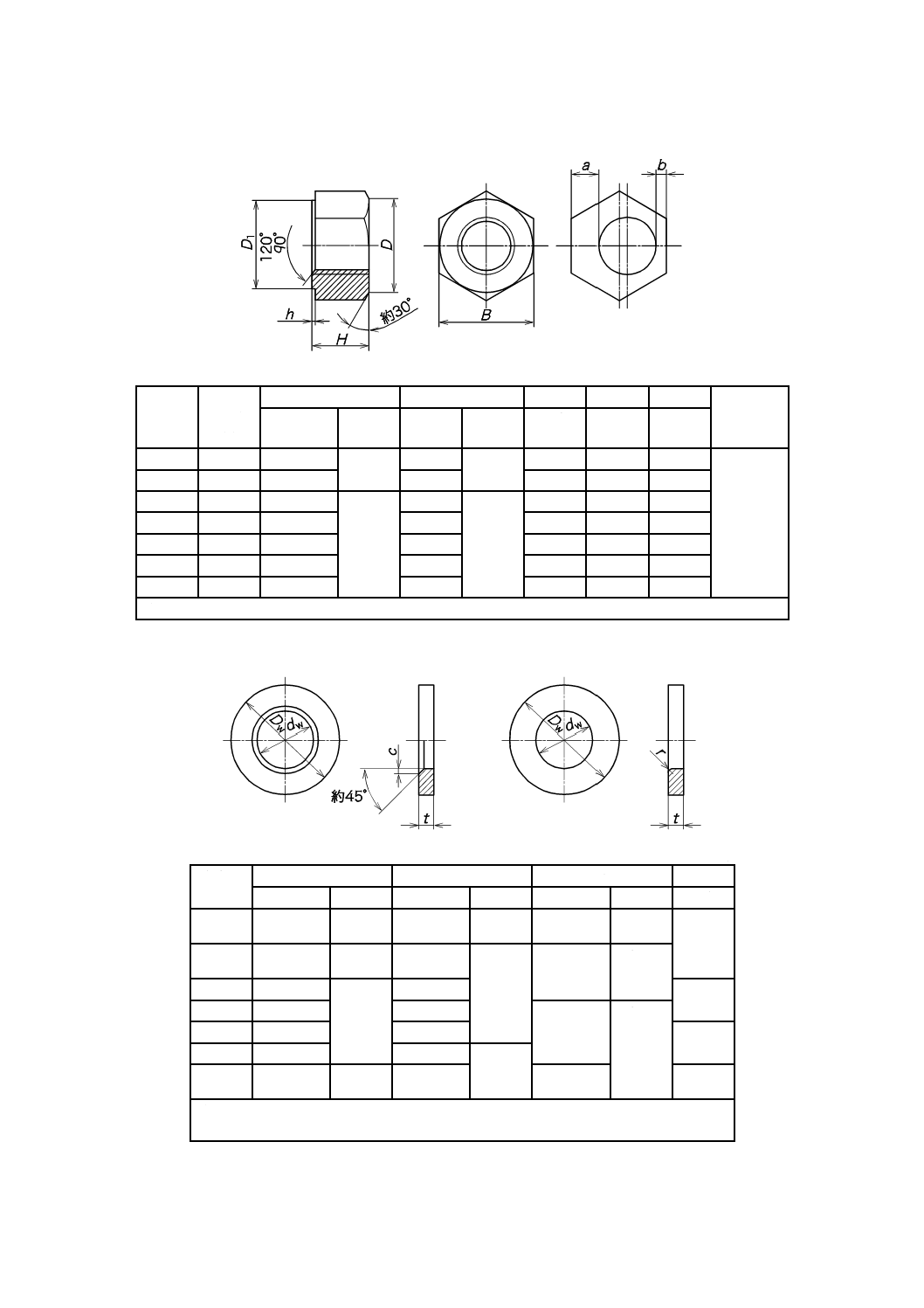
ボルト,ナット及び座金の形状及び寸法は,表7〜表9による。
5
B 1186:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
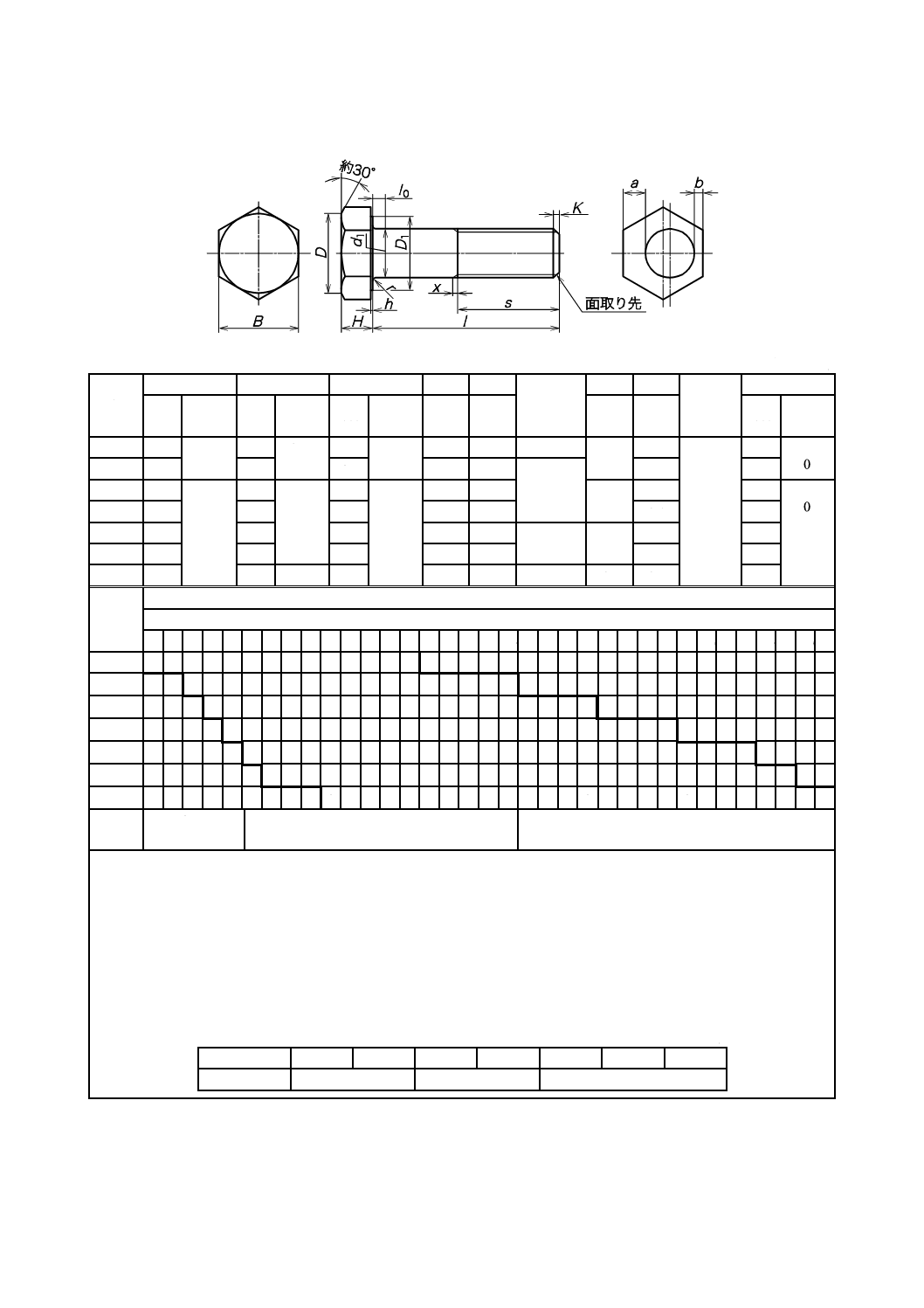
表7−摩擦接合用高力六角ボルト
単位 mm
ねじの
呼び
d1
H
B
D
D1
r
K
a−b
h
s
基準
寸法
許容差 基準
寸法
許容差 基準
寸法
許容差 (参考)最小
(参考)最大
基準
寸法
許容差
M12
12
+0.7
−0.2
8
±0.8
22
0
−0.8
20
20
0.8〜1.6
2
0.7
0.4〜0.8
25
+5 0
M16
16
10
27
25
25
1.2〜2.0
0.8
30
M20
20
+0.8
−0.4
13
±0.9
32
0
−1
30
29
2.5
0.9
35
+6 0
M22
22
14
36
34
33
1.1
40
M24
24
15
41
39
38
1.6〜2.4
3
1.2
45
M27
27
17
46
44
43
1.3
50
M30
30
19
±1.0
50
48
47
2.0〜2.8
3.5
1.5
55
ねじの
呼び
l
基準寸法
30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 190 200 210 220
M12
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
M16
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
M20
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
M22
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
M24
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
M27
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
M30
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
lの
許容差
±1.0
±1.4
±1.8
− d1の測定位置は,l0≒d1/4とする。
− 不完全ねじ部の長さxは,約2山とし,全ねじの場合は,約3山とする。
− ねじの先端部は面取り先とし,端部形状は問わない。
− l寸法で○印の付けてあるものは,推奨する長さlを示したものである。
− l及びsは,特に必要がある場合は,受渡当事者間の協定によって,表に示す以外のものを使用することができる。
ただし,sは表の寸法より短くしてはならない。
− d1は,受渡当事者間の協定によって,ほぼねじの有効径に等しくすることができる。
なお,この場合の首下丸みrは,次のようにしてもよい。
単位 mm
ねじの呼び
M12
M16
M20
M22
M24
M27
M30
r
1.2〜2.4
2.0〜3.3
2.5〜3.8
6
B 1186:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−摩擦接合用高力六角ナット
単位 mm
ねじの
呼び
おねじ
の外径
(d)
H
B
D
D1
a−b
h
基準寸法
許容差
最小
許容差 (参考)
最小
最大
M12
12
12
±0.35
22
0
−0.8
20
20
0.7
0.4〜0.8
M16
16
16
27
25
25
0.8
M20
20
20
±0.4
32
0
−1
30
29
0.9
M22
22
22
36
34
33
1.1
M24
24
24
41
39
38
1.2
M27
27
27
46
44
43
1.3
M30
30
30
50
48
47
1.5
注 ナット座面側のねじ部の面取りは,その直径が1.0 d〜1.05 dのものとする。
表9−摩擦接合用高力平座金
単位 mm
座金の
呼び
dw
Dw
t
c又はr
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差 (参考)
12
13
+0.7
0
26
0
−0.8
3.2
±0.4
1.5
16
17
+0.7
0
32
0
−1
4.5
±0.5
20
21
+0.8
0
40
2
22
23
44
6
±0.7
24
25
48
2.4
27
28
56
0
−1.2
30
31
+1.0
0
60
8
2.8
注記 図には,約45°の面取りを行ったもの及び丸み(r)を付けたものを示してあ
るが,この両者のいずれを用いてもよい。
7
B 1186:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
ねじ
ボルト及びナットのねじは,JIS B 0205-3に規定するメートル並目ねじとし,ねじピッチは,表10に示
すとおりとする。また,その公差域クラスは,JIS B 0209-2の6H/6gとする。
なお,ボルトのねじは,転造によって加工したものとする。
表10−ねじピッチ
単位 mm
ねじの呼び
M12
M16
M20
M22
M24
M27
M30
ピッチ
1.75
2
2.5
2.5
3
3
3.5
9
外観
9.1
ボルトの外観
ボルトの外観は,焼割れ及び使用上有害なきず,かえり,さび,ねじ山のいたみなどの欠点があっては
ならない。
9.2
ナットの外観
ナットの外観は,焼割れ及び使用上有害なきず,かえり,さびなどの欠点があってはならない。
9.3
座金の外観
座金の外観は,焼割れ及び使用上有害なきず,ばり,さびなどの欠点又は著しい湾曲があってはならな
い。
10 材料
ボルト,ナット及び座金の材料は,製品が箇条5〜箇条9を満足するものでなければならない。
11 潤滑及び防せい(錆)処理
ボルト,ナット及び座金には,それらの品質に有害な影響を与えない潤滑及び防せい(錆)処理を施す
ことができる。
12 試験及び測定方法
12.1 ボルトの機械的性質試験
ボルトの機械的性質試験は,ボルト試験片の引張試験,ボルト製品の引張試験及びボルトの硬さ試験と
し,次のa),b) 及びc) による。
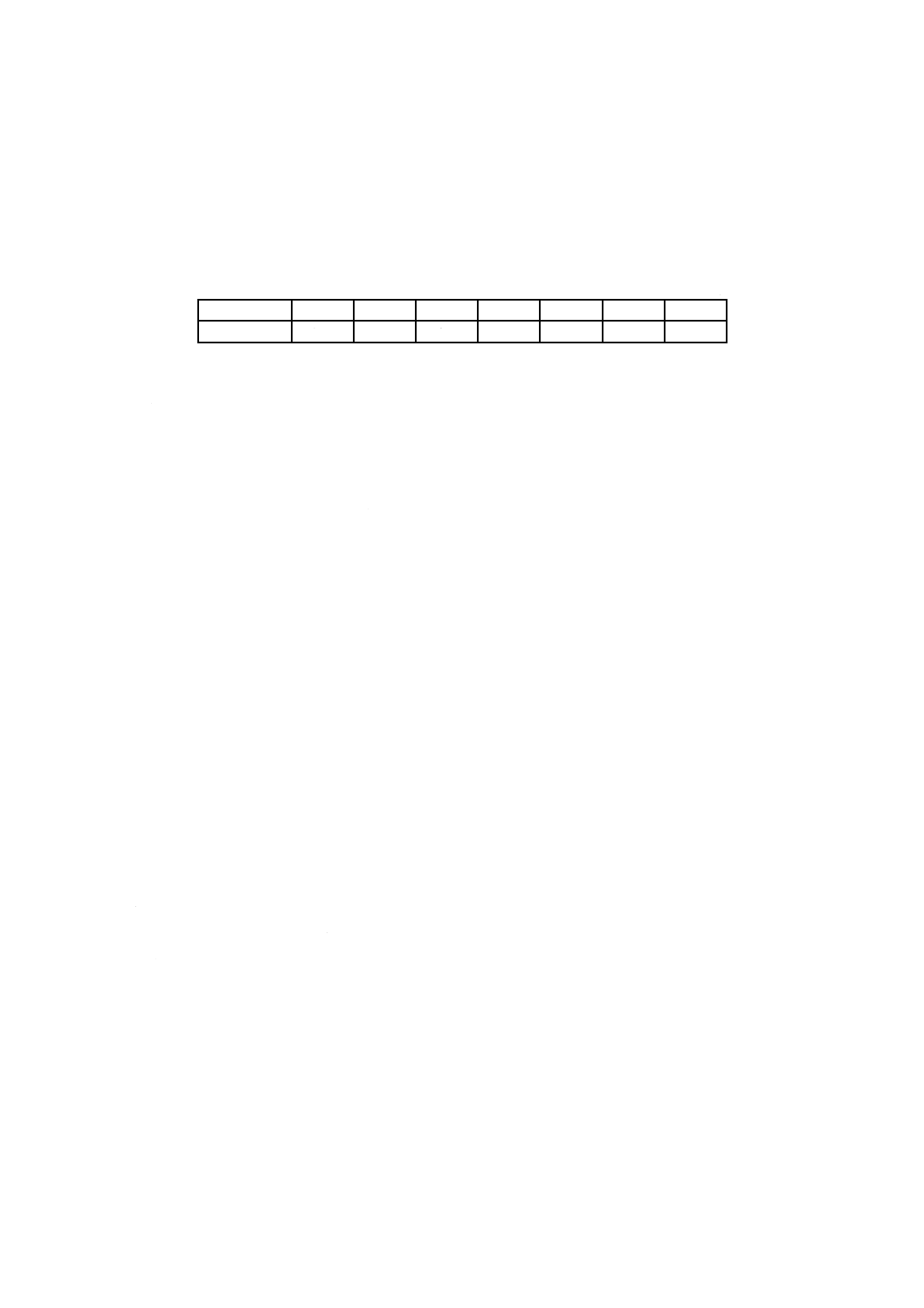
a) ボルト試験片の引張試験 ボルト試験片の引張試験は,次による。
1) ボルト試験片 ボルト試験片は,ボルトから図1のように採取した削り出し試験片とする。
8
B 1186:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
L(破断伸び測定用の標点距離): 50 mm
D(平行部の直径):
14 mm
P(平行部長さ):
約60 mm
R(肩部の半径):
15 mm以上
ただし,図1による寸法が取れない場合には,次の条件を満たす代用試験片としてもよい。
L:3.54D
D:表11に示す値以上
P:L+D
R:4 mm以上
図1−ボルト試験片の採取方法
表11−ボルト代用試験片の径の最小寸法
単位 mm
ねじの呼び
D
M12
4
M16
6
M20
6
M22
6
M24
8
M27
10
M30
12
2) 試験方法 試験方法は,JIS Z 2241に規定する試験方法による。
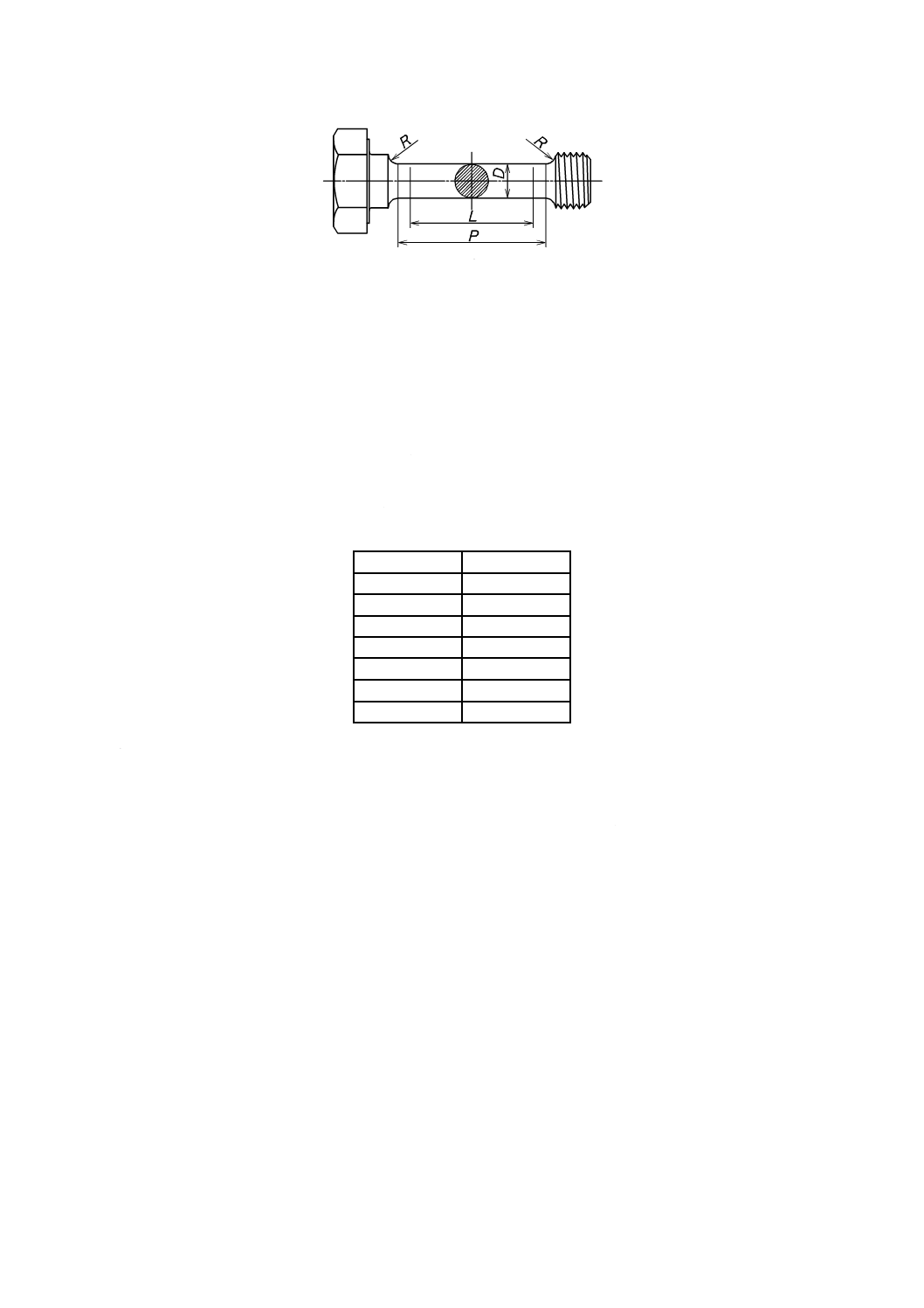
b) ボルト製品の引張試験 ボルト製品の引張試験は,適切な構造・形状・寸法で,かつ,十分な剛性を
もつジグを用い,図2のa) 又は,図2のb) の状態で試験を行う。図2のa) に示すものはボルトの
座面に,硬さが45 HRC以上のくさび[図2のc) 参照]を入れ,この斜面と六角頭の辺とが接するよ
うにする。ねじ部は,完全ねじ山がボルト頭側に6山程度残るようにジグをはめ合わせる。図2のb)
に示すものはジグの代わりにセットの構成要素のナットをはめ合わせる。
試験は,軸方向にボルトが破断するまで引張荷重を加え,表3に示す引張荷重(最小)未満で破断
しないこと,並びにボルトの頭とび及びナットのねじ抜けが起こらないことを確認する。
図2のb) のセットの試験で合格したものについては,ナットの保証荷重試験を省略することがで
きる。
なお,図2のd) に示すように引張試験用ジグが規定の傾斜と硬さとをもつ場合は,くさびを入れ
なくてもよい。
9
B 1186:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) ボルト製品の引張試験
b) セットを用いた
引張試験
c) くさびの詳細
d) 傾斜面をもつジグ
を用いた場合
単位 mm
ボルト軸部の長さ
2d未満
2d以上
ねじの呼び
M12
M16〜M22
M24〜M30
θ
6±0.5°
10±0.5°
r
1.6
2.0
2.4
c
1.2
1.6
2.0
図2−ボルト製品の引張試験方法
c) ボルトの硬さ試験 ボルトの硬さ試験は,JIS Z 2245に規定する試験方法によって行う。この場合,
測定箇所は,頭部側面とし,1個の試料について3か所測定し,その平均値をJIS Z 8401に規定する
方法によって整数に丸め,その値を試料の硬さとする。
なお,ボルトの引張試験を行ったものについては,硬さ試験を省略することができる(5.1.2参照)。
12.2 ナットの機械的性質試験
12.2.1 一般
ナットの機械的性質試験は,硬さ試験及び保証荷重試験とし,12.2.2及び12.2.3による。
12.2.2 ナットの硬さ試験
ナットの硬さ試験は,JIS Z 2245に規定する試験方法によって行う。
この場合,測定箇所は,ナットの座面とし,1個の試料について3か所測定し,その平均値をJIS Z 8401
に規定する方法によって整数に丸め,その値を試料の硬さとする。
12.2.3 ナットの保証荷重試験
ナットの保証荷重試験は,12.1のb) によるボルト製品の引張試験と同様な方法によって,めねじジグ
の代わりにナットの試料をはめ合わせて,表4に示す保証荷重を加え,試料の異状の有無を調べる。この
場合,くさびは用いない。また,ボルトの代わりに試験用おねじジグを用いてもよい。
12.3 座金の硬さ試験
座金の硬さ試験は,JIS Z 2245に規定する試験方法によって行う。ただし,測定箇所は,座金の座面と
し,1個の試料について3か所測定し,その平均値をJIS Z 8401に規定する方法によって整数に丸め,そ
の値を試料の硬さとする。
10
B 1186:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.4 セットのトルク係数値試験
セットのトルク係数値試験は,次による。
a) セットのトルク係数値試験は,使用に供される状態で行い,同一試料について反復して試験を行って
はならない。
b) 試験は,トルク試験機又は軸力計を用いて行う。トルク試験機による場合は,試験機に接続された測
定装置に記録されたトルク−軸力線図から,トルク及び軸力をそれぞれの目量の1/2の数値まで読み
取る。また,トルク試験機以外で行う場合は,軸力計に試料を取り付け,誤差を生じないように徐々
にナットにトルクを加え,トルクをJIS B 4652に規定するトルクツールによって,及びボルト軸力を
軸力計によって,それぞれ計測機の目量の1/2の数値まで測定する。
なお,この場合,座金が回転してはならない。また,ボルト座面が接するジグの硬さが座金と同等
以上の場合は,ボルト座面の座金を省略してもよい。
c) ナットに加えられたトルク及びそのトルクによって発生したボルト軸力の測定は,ボルト軸力の値が,
表12に示す値の範囲内で,3か所について行う。ただし,トルク試験機によって測定する場合は,表
12に示す値の中央値付近の1か所について行ってもよい。
表12−トルク係数値測定用軸力
単位 kN
ボルトの機械的
性質による等級
ボルトの軸力
ねじの呼び
M12
M16
M20
M22
M24
M27
M30
F8T
38〜51
71〜95
110〜148
136〜184
159〜214
206〜279
252〜341
F10T
54〜72
99〜134
155〜209
191〜259
223〜301
290〜392
354〜479
d) c) による方法によって測定されたトルク,ボルト軸力及びボルトのねじ外径の基準寸法を箇条6に示
す計算式に代入し,その結果求められた3個の計算値の平均値(トルク試験機を用いて1点だけ測定
した場合は,その計算値)を,JIS Z 8401に規定する方法によって,小数点以下3桁に丸め,その値
を試料のトルク係数値とする。
e) トルク試験機によって得られるトルク−軸力線図の目量は,トルクについては,10 N・m以下,軸力に
ついては,測定しようとする軸力の1 %以下とする。
f)
軸力計の目量は,測定しようとする軸力の1 %以下で,その器差は,測定しようとする軸力の値の範
囲内で,各目盛の示す値の2 %以下とする。
13 検査
13.1 形状及び寸法検査
形状及び寸法検査は,構成部品のボルト,ナット及び座金について,直接測定,限界ゲージ又はその他
の方法によって行ったとき,それぞれ箇条7に適合しなければならない。
13.2 ねじ検査
ボルト及びナットのねじ検査は,JIS B 0251に規定するメートル並目ねじ用限界ゲージ(6H用・6g用)
又はこれに代わるねじ検査器具を用いて行い,箇条8に適合しなければならない。
13.3 外観検査
外観検査は,構成部品のボルト,ナット及び座金について,目視によって行い,それぞれ9.1〜9.3に適
11
B 1186:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
合しなければならない。焼割れ及び使用上有害なきずが確認された場合は,JIS Z 2343-1に規定する浸透
探傷試験方法,又はJIS Z 2320(規格群)に規定する磁粉探傷試験方法によって判定する。
13.4 機械的性質検査
13.4.1 ボルト試験片の機械的性質検査
ボルト試験片の機械的性質検査は,12.1のa) によって耐力,引張強さ,伸び及び絞りについて試験を
行ったとき,5.1.1に適合しなければならない。また,この検査では検査ロット1) の保証品質水準は,P0
≦0.125 %2)(α≒0.05)及びP1≦12.5 %3)(β≒0.10)とする。
なお,抜取検査は,JIS Z 9003に規定する計量抜取検査方式による。
注記 P0,P1,α及びβの記号の意味は,JIS Z 9015-0による。
注1) この検査ロットとは,4.3.2に示す1製造ロットを指す。
2) P0の値の0.125 %は,代表値であって,P0が0.113〜0.140 %の範囲の値を代表している。
3) P1の値の12.5 %は,代表値であって,P1が11.3〜14.0 %の範囲の値を代表している。
13.4.2 ボルト製品の機械的性質検査
ボルト製品の機械的性質検査は,12.1によって,引張荷重及び硬さについて試験を行ったとき,5.1.2に
適合しなければならない。また,この検査では検査ロット4) の保証品質水準は,P0≦0.125 %2)(α≒0.05)
及びP1≦8 %5)(β≒0.10)とする。
なお,抜取検査は,JIS Z 9003に規定する計量抜取検査方式による。
注4) この検査ロットとは,4.3.2に示す1製造ロットを指す。
5) P1の値の8 %は,代表値であって,P1が7.11〜9.00 %の範囲の値を代表している。
13.4.3 ナットの機械的性質検査
ナットの機械的性質検査は,12.2によって,硬さ及び保証荷重について試験を行ったとき,5.2の規定に
適合しなければならない。また,この検査では検査ロット6) の保証品質水準は,次による。
a) ナットの硬さ検査では検査ロット6) の保証品質水準は,P0≦0.125 %2)(α≒0.05)及びP1≦8 %5)(β≒
0.10)とする。
なお,抜取検査は,JIS Z 9003に規定する計量抜取検査方式による。
b) ナットの保証荷重検査は,1検査ロット6) について,サンプルの大きさ2個以上について,検査を行
い,そのサンプル全数が,5.2に適合しなければならない。
注6) この検査ロットとは,4.3.3に示す1製造ロットを指す。
13.4.4 座金の硬さ検査
座金の硬さ検査は,12.3によって試験を行ったとき,5.3に適合しなければならない。また,この検査で
は検査ロット7) の保証品質水準は,P0≦0.125 %2)(α≒0.05)及びP1≦8 %5)(β≒0.10)とする。
なお,抜取検査は,JIS Z 9003に規定する計量抜取検査方式による。
注7) この検査ロットとは,4.3.4に示す1製造ロットを指す。
13.5 セットのトルク係数値検査
セットのトルク係数値検査は,12.4によって試験を行ったとき,箇条6に適合しなければならない。ま
た,この検査では検査ロット8) の保証品質水準は,次による。
a) 検査ロット8) のトルク係数値の標準偏差の保証品質水準は,危険率5 %以下,相対標準誤差8 %以下
とする。適用に当たっては,工程が安定状態にある場合は,品質管理データ又は検査データを用いて
もよい。また,特に必要がある場合は,受渡当事者間の協定によって,相対標準誤差を規定の値より
若干多くとり,サンプルの大きさを少なくしてもよい。
12
B 1186:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 検査ロット8) のトルク係数値の平均値の保証品質水準は,表13に示す値以上とする。標準偏差は,
a) によって求められた値を用いる。
注8) この検査ロットとは,4.3.5に示す1セットロットを指す。
表13−トルク係数値の平均値の保証品質水準
トルク係数値に
よる種類
下限についての値
上限についての値
m0''(α≒0.05) m1''(β≒0.10) m0'(α≒0.05) m1'(β≒0.10)
A
0.110
0.100
0.150
0.160
B
0.150
0.140
0.190
0.200
注記 m0',m1',m0''及びm1''の意味は,JIS Z 9003による。
14 製品の呼び方
セットの呼び方は,規格番号又は規格名称,セットの機械的性質による種類,セットのトルク係数値に
よる種類,ねじの呼び×ボルトの長さ(l)及び指定事項9) による。
注9) 特に指定事項がある場合は,括弧で示す。
例
JIS B 1186
1種
B
M16×50
摩擦接合用高力六角ボルト・
六角ナット・平座金のセット
2種
A
M20×60
(平先)
||
||
||
||
(規格番号又は規格名称) セットの機械的
セットのトルク
ねじの呼び× (指定事項)
性質による種類
係数値による種類
ボルトの長さl
15 表示
15.1 製品の表示
セットの構成部品に関する表示は,次による。
a) ボルト頭部の上面に,次の事項を浮き出し又は刻印で表示しなければならない。
1) ボルトの機械的性質による等級を示す表示記号(F8T又はF10T)
2) 製造業者の登録商標又は記号
b) ナット上面に,ナットの機械的性質による等級を示す表示記号を,表14の表示記号を用いて浮き出し
又は刻印で表示しなければならない。
なお,受渡当事者間の協定によって,製造業者の登録商標又は記号を表示してもよい。
表14−ナットの表示記号
ナットの機械的性質による等級
表示記号
F10
c) 座金には,機械的性質の等級を示す記号は,表示しない。
なお,受渡当事者間の協定によって,製造業者の登録商標又は記号を表示してもよい。
15.2 包装の表示
包装には,次の事項を明瞭に表示しなければならない。
13
B 1186:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 規格名称
b) セットの機械的性質による種類
c) セットのトルク係数値による種類
d) ねじの呼び×ボルトの長さ(l)
e) 数量
f)
指定事項
g) 製造業者名又は登録商標
h) セットのロット番号
i)
セットの検査年月
参考文献 JIS Z 9015-0 計数値検査に対する抜取検査手順−第0部:JIS Z 9015抜取検査システム序論