B 1184:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 1
5 形状・寸法 ······················································································································ 2
6 ねじ······························································································································· 2
7 保証トルク ······················································································································ 2
8 材料······························································································································· 2
9 表面状態························································································································· 3
10 表面処理 ······················································································································· 3
11 試験・検査 ···················································································································· 3
11.1 形状・寸法検査 ············································································································ 3
11.2 ねじ検査 ····················································································································· 3
11.3 保証トルク試験 ············································································································ 3
11.4 表面状態検査 ··············································································································· 4
12 製品の呼び方 ················································································································· 4
13 表示 ····························································································································· 5
13.1 製品の表示 ·················································································································· 5
13.2 包装の表示 ·················································································································· 5
B 1184:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1184:1994は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1184:2010
ちょうボルト
Wing bolts
1
適用範囲
この規格は,一般に用いる金属製のちょうボルト(以下,ボルトという。)の特性について規定する。
なお,このボルトは,頭部(翼部)と軸部とを溶接,かしめその他適切な方法によって強固に結合した
もの又は一体成形したものに適用する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 0205-2 一般用メートルねじ−第2部:全体系
JIS B 0209-3 一般用メートルねじ−公差−第3部:構造体用ねじの寸法許容差
JIS B 1010 締結用部品の呼び方
JIS B 1044 締結用部品−電気めっき
JIS B 1071 締結用部品−精度測定方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0101による。
4
種類
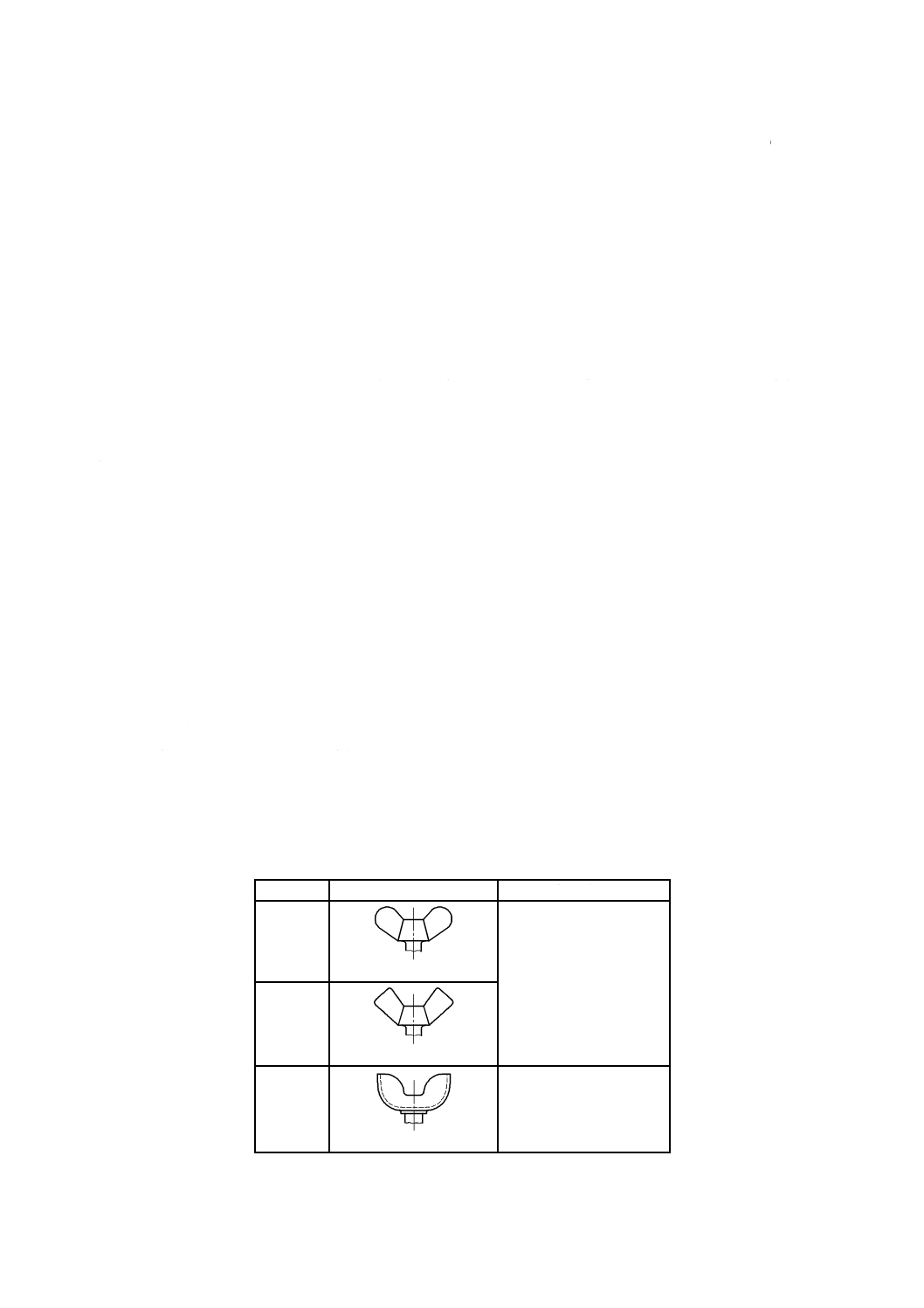
ボルトの種類は,頭部の形状及び製造方法によって区分し,表1による。
表1−種類
種類
頭部の形状
製造方法
1種
翼端は半円形とする。
特に規定しない。
2種
翼端は角形とする。
3種
翼端は規定しない。
板のプレス加工による。
2
B 1184:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
形状・寸法
ボルトは,11.1の規定によって測定し,その形状・寸法は,表3〜表5による。
6
ねじ
ボルトのねじは,JIS B 0205-2に規定するメートル並目ねじとし,その公差域クラスは,JIS B 0209-3
の8g(M5未満のねじは6g)とする。
なお,電気めっきを施したねじの最大許容寸法は,4hの最大許容寸法とする。ただし,溶融めっきを施
したねじの精度は,受渡当事者間の協定による。
7
保証トルク
ボルトは,11.3の規定によって試験を行い,表2の保証トルク以下で破断したり,また,頭部と軸部と
の結合部に緩み,き(亀)裂などが生じたり,翼部が著しく変形してはならない。
表2−保証トルク
単位 N・m
ねじの呼び
d
種類
1種及び2種
3種
保証トルクの区分
−
Aa)
Bb)
M2
0.20
0.15
−
M2.2
0.29
0.20
−
M2.5
0.39
0.29
−
M3
0.69
0.49
−
M4
1.57
1.08
1.08
M5
3.14
2.16
2.16
M6
5.39
3.92
3.92
M8
12.7
8.83
8.83
M10
25.5
17.7
17.7
M12
45.1
31.4
−
(M14)
71.6
50.0
−
M16
113
78.5
−
(M18)
157
108
−
M20
216
147
−
(M22)
294
206
−
M24
382
265
−
ねじの呼びに括弧を付けたものは,できるだけ用いない。
注a) 1種及び2種の保証トルクAは,通常,頭部の材料が炭素鋼,
可鍛鋳鉄,ステンレス鋼などのものに適用する。
b) 1種及び2種の保証トルクBは鋳鉄,銅合金,亜鉛合金などの
ものに適用する。
8
材料
ボルトの材料は,表2の保証トルクを満足するものとする。
3
B 1184:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
表面状態
ボルトは,11.4の規定によって検査を行い,表面が滑らかで,使用上有害な割れ,きず,かえり,くぼ
み,欠け,頭部型ずれなどの欠陥がなく,めっき又はその他の表面処理を施したものには,膨れ,素地露
出などの欠陥があってはならない。
10 表面処理
ボルトには,一般に表面処理を施さない。特に,めっき又はその他の表面処理を必要とする場合は,注
文者が指定する。
なお,電気めっきを施す場合は,JIS B 1044によるのがよい。
11 試験・検査
11.1 形状・寸法検査
ボルトの形状・寸法検査は,直接測定,限界ゲージ又はその他の方法で測定し,箇条5の規定に適合し
なければならない。
11.2 ねじ検査
ボルトのねじ検査は,JIS B 1071又はこれに代わる方法によって測定し,箇条6の規定に適合しなけれ
ばならない。
なお,めっき(溶融めっきは除く。)を施したねじに対する通りねじリングゲージは,4hのものを用い
る。
11.3 保証トルク試験
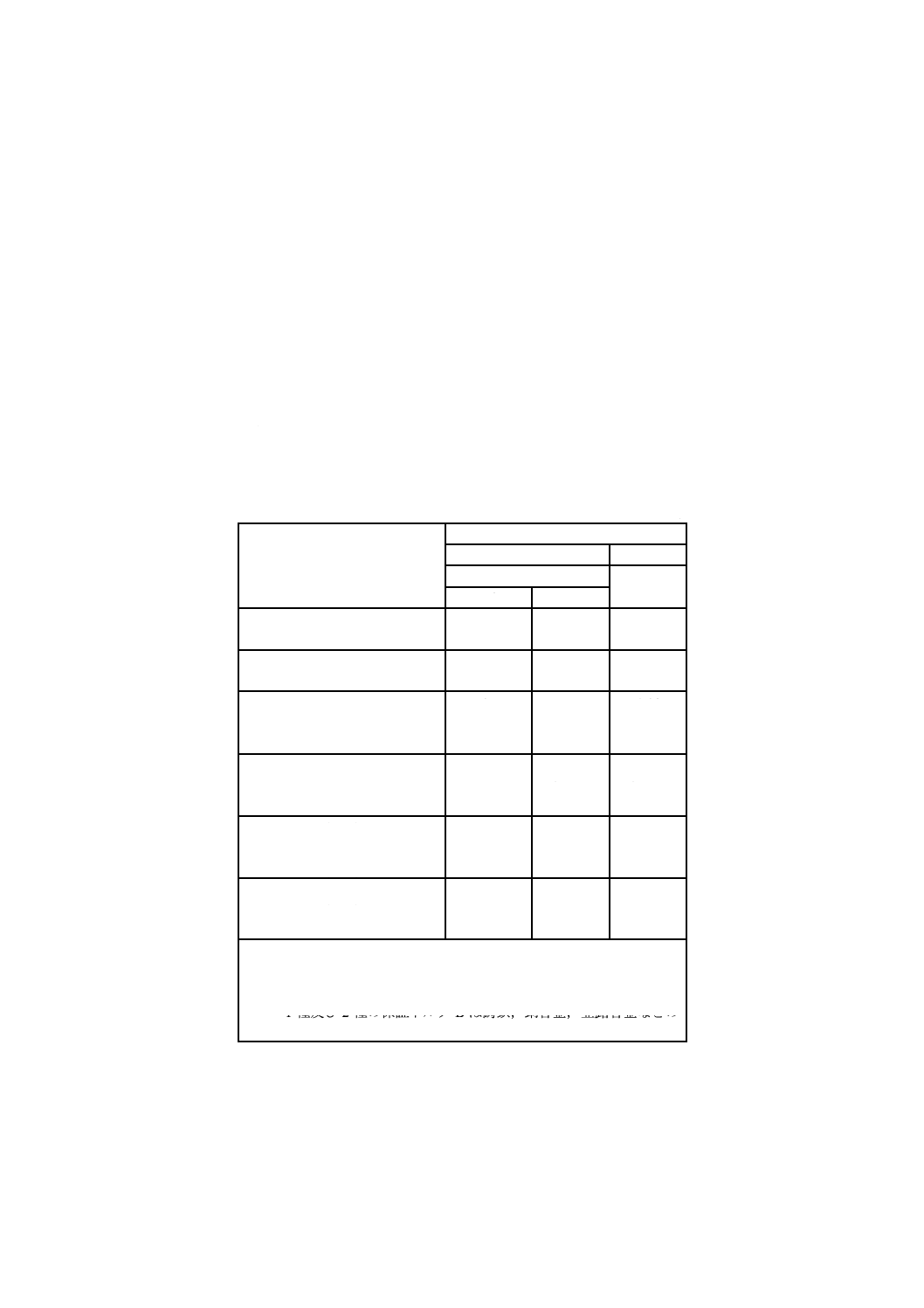
保証トルク試験に用いる座金及びナットは,全面にスピンドル油を塗布する。その後,ボルトは,図1
のように,供試ボルトに座金を入れてナットをねじ込み,次のa)又はb)の方法によって表2の保証トルク
を加えたとき,箇条7の規定に適合しなければならない。
なお,試験中にねじ山が崩れた場合は,ねじのはめあい長さを増すか又はナットの強さを高めて再試験
する。
a) 図1のように組み立てられたもののナットを万力などで軽く挟んで回らないようにし,供試ボルトの
翼部をジグなどでつかみ,これにトルクを加えて試験する。この場合,翼部のつかみ代は,座の高さ
(kc)を除いた部分とする[図2のa)参照]。
b) 図1のように組み立てられたものの供試ボルト翼部を万力などで軽く挟み,ナットにトルクを加えて
試験する。この場合,翼部のつかみ代は,座の高さ(kc)を除いた部分とする[図2のb)参照]。
注記 供試ボルトの翼部とトルクを加えるジグの溝(又は翼部を固定する用具)との間に大きなすき
間があるときは,図3のように適切な当て金を入れる。
4
B 1184:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
平座金:硬さ 30HRC(300HV)以上
厚さ(h)は,供試ボルトの不完全ねじ部長さ(x)より大きい。
ナット:上面の表面粗さ Rz 25
ねじの公差域クラス 6H
図1−保証トルク試験
a)
b)
図2−ナット又は翼部を固定する方法
図3−当て金の例
11.4 表面状態検査
ボルトの表面状態は,目視によって検査を行い,箇条9の規定に適合しなければならない。
12 製品の呼び方
ボルトの呼び方は,JIS B 1010による。
ボルトの指定事項は,表面処理の種類,ねじ先の形状,一段大きい頭部などを必要に応じて示す。
なお,一段大きい頭部を指定した場合は,種類の後に(大形)と付け加える。
例1 ねじの呼びがM6,呼び長さが20 mm,1種,保証トルクの区分がAのちょうボルトの場合
ちょうボルト−1種 JIS B 1184−M6×20−A
5
B 1184:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例2 ねじの呼びがM8,呼び長さが50 mm,2種(大形),保証トルクの区分がBのちょうボルトの
場合
ちょうボルト−2種(大形) JIS B 1184−M8×50−B
例3 ねじの呼びがM10,呼び長さが100 mm,3種,保証トルクの区分がA,丸先,亜鉛めっきのち
ょうボルトの場合
ちょうボルト−3種 JIS B 1184−M10×100−A−丸先−亜鉛めっき
13 表示
13.1 製品の表示
製品の表示については,特に規定しない。
13.2 包装の表示
包装には,外面に次の事項を表示しなければならない。
a) 規格番号又は規格名称
b) 種類
c) ねじの呼び(d)×呼び長さ(l)
d) 材料(頭部と軸部との材料が異なる場合は,頭部材料の後に括弧を付けて軸部材料を示す。また,材
料の表示は,鋼,鋳鉄,ステンレス鋼,黄銅などの一般名称でもよい。)
e) 指定事項(例えば,表面処理の種類,ねじ先の形状,一段大きい頭部の指定など)
f)
数量
g) 製造業者名又はその略号
6
B 1184:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
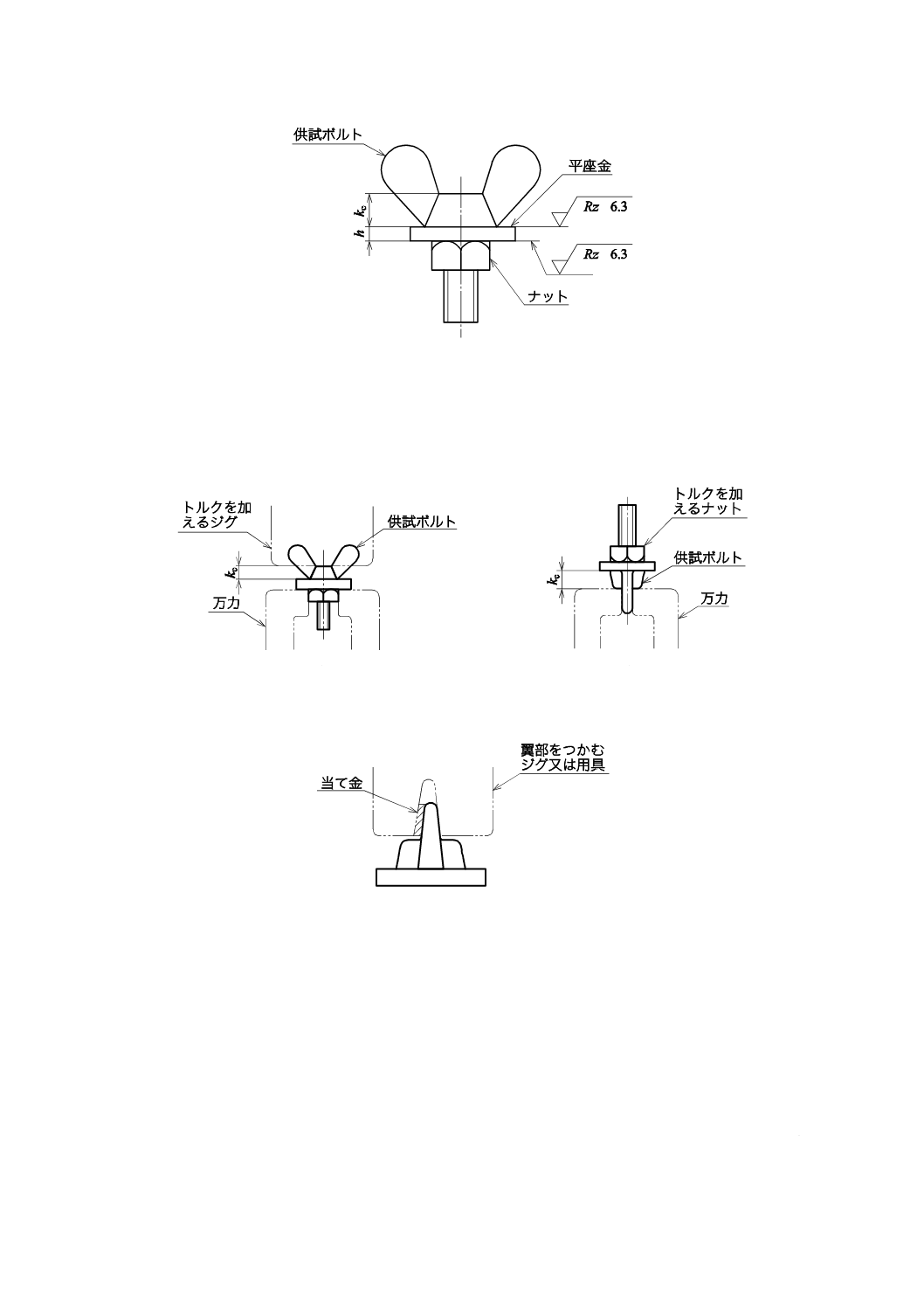
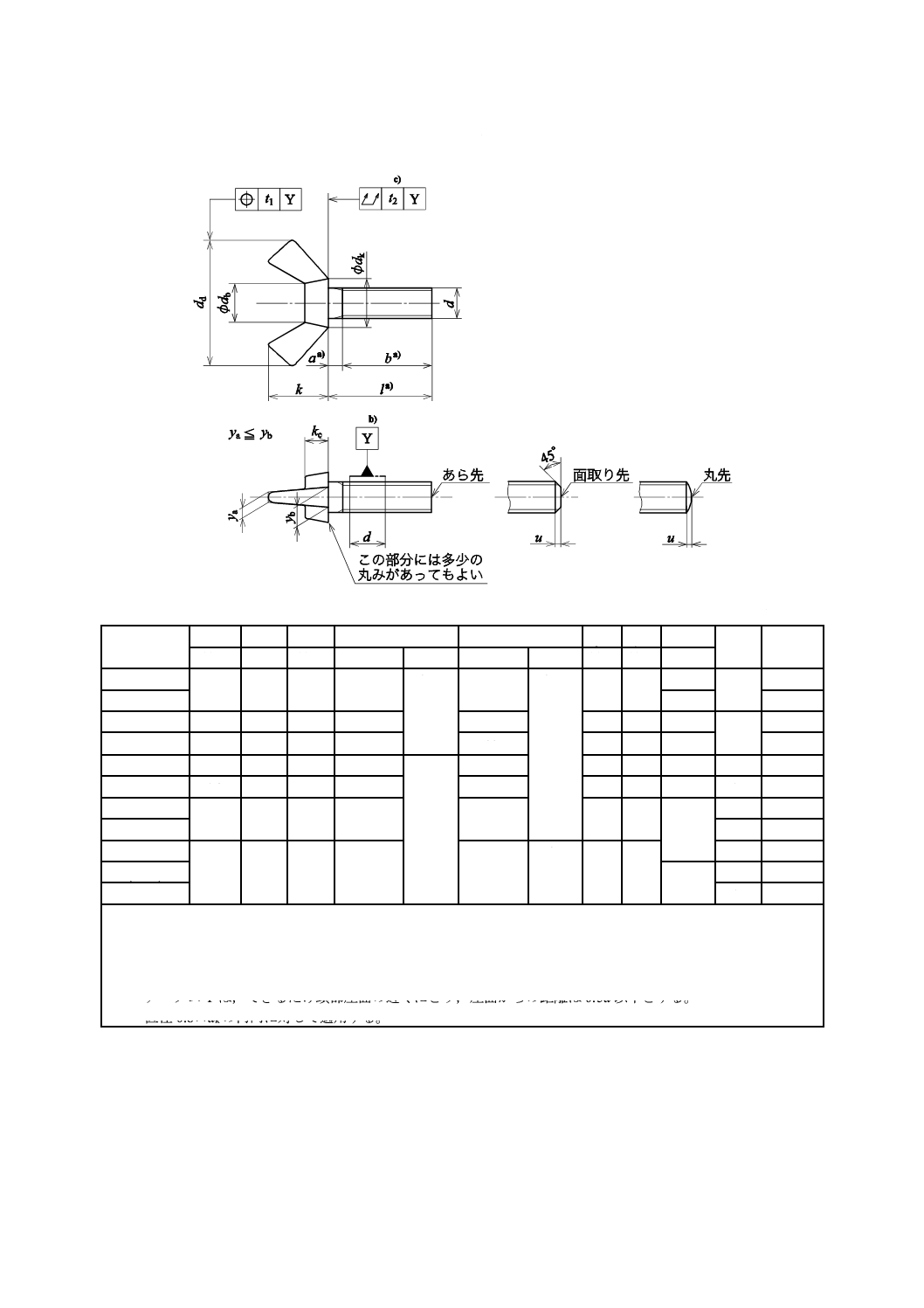
表3−ちょうボルト1種
単位 mm
ねじの呼び
d
dk
db
kc
dd
k
ya
yb
u
t1
t2
最小
約
最小 基準寸法 許容差 基準寸法 許容差 最大
最大
約
M 2
4
3
2
12
±1.5
6
±1.5
2.5
3
0.4
0.3
0.10
M 2.2
M 2.5
5
4
3
16
8
2.5
3
0.45
0.13
M 3
0.6
0.4
M 4
7
6
4
20
10
3
4
0.8
0.19
M 5
8.5
7
5
25
12
3.5
4.5
0.9
0.5
0.23
M 6
10.5
9
6
32
±2
16
4
5
1
0.28
M 8
14
12
8
40
20
4.5
5.5
1.2
0.6
0.38
M10
18
15
10
50
25
5.5
6.5
1.5
0.7
0.48
M12
22
18
12
60
30
7
8
2
1
0.59
(M14)
26
22
14
70
35
±2
8
9
1.1
0.69
M16
1.2
0.73
(M18)
30
25
16
80
40
8
10
2.5
1.4
0.83
*M20
34
28
18
90
±2.5
45
9
11
1.5
0.94
(M22)
38
32
20
100
50
10
12
1.6
1.04
*M24
43
36
22
112
56
11
13
3
1.8
1.16
ねじの呼びに括弧,又は*を付けたものは,できるだけ用いない。転造ねじの場合は,ねじの呼びM8以下のね
じ先はあら先とし,M10以上は面取り先とする。ただし,切削ねじの場合は,面取り先又は丸先とする。
大きい翼部を必要とする場合は,一段上の頭部寸法を用いてもよい。
注a) ボルトの呼び長さ(l),ねじ部長さ(b)及び首下から完全ねじ山までの長さ(a)は,表6による。
b) データムYは,できるだけ頭部座面の近くにとり,座面からの距離は0.5d以下とする。
c) 直径0.8×dkの円内に対して適用する。
7
B 1184:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−ちょうボルト2種
単位 mm
ねじの呼び
d
dk
db
kc
dd
k
ya
yb
u
t1
t2
最小
約
最小 基準寸法 許容差 基準寸法 許容差 最大 最大
約
M 3
6.5
4
3
17
±1.5
9
±1.5
3
4
0.6
0.4
0.16
M 4
0.8
0.18
M 5
8
6
4
21
11
3.5
4.5
0.9
0.5
0.22
M 6
10
7
4.5
27
13
4
5
1
0.27
M 8
13
10
6
31
±2
16
4.5
5.5
1.2
0.6
0.36
M10
16
12
7.5
36
18
5.5
6.5
1.5
0.7
0.45
M12
20
16
9
48
23
7
8
2
1
0.55
(M14)
1.1
0.59
M16
27
22
12
68
35
±2
8
9
1.2
0.75
(M18)
2.5
1.4
0.78
*M20
1.5
0.82
ねじの呼びに括弧,又は*を付けたものは,できるだけ用いない。転造ねじの場合は,ねじの呼びM8以下のねじ
先はあら先とし,M10以上は面取り先とする。ただし,切削ねじの場合は,面取り先又は丸先とする。
大きい翼部を必要とする場合は,一段上の頭部寸法を用いてもよい。
注a) ボルトの呼び長さ(l),ねじ部長さ(b)及び首下から完全ねじ山までの長さ(a)は,表6による。
b) データムYは,できるだけ頭部座面の近くにとり,座面からの距離は0.5d以下とする。
c) 直径0.8×dkの円内に対して適用する。
8
B 1184:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
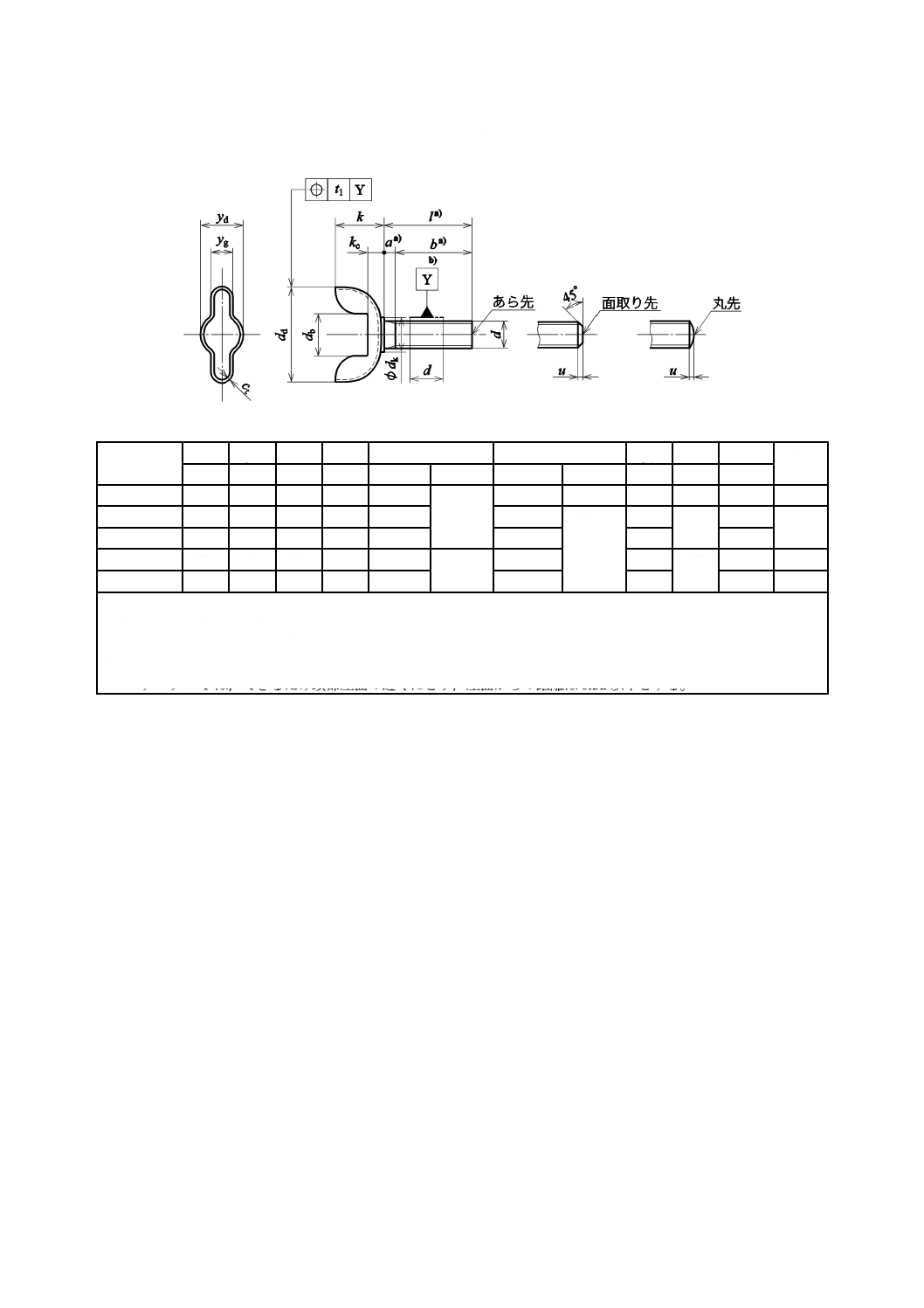
表5−ちょうボルト3種
単位 mm
ねじの呼び
d
dk
yd
db
kc
dd
k
yg
ct
u
t1
最小
最大
約
最小 基準寸法 許容差 基準寸法 許容差
最大
約
約
M4
7
12
7
2.5
21
±1
8.5
±1
5
0.8
0.8
0.4
M5
8.5
13
8
3
23
10.5
±1.5
5.5
1
0.9
0.5
M6
10.5
15
9
3.5
27
11.5
6
1
M8
13
17
11
5
31
±1.5
15
7
1.2
1.2
0.6
M10
16
20
13
6
36
18
8
1.5
0.7
転造ねじの場合は,ねじの呼びM8以下のねじ先はあら先とし,M10以上は面取り先とする。ただし,切削ねじの
場合は,面取り先又は丸先とする。
大きい翼部を必要とする場合は,一段上の頭部寸法を用いてもよい。
注a) ボルトの呼び長さ(l),ねじ部長さ(b)及び首下から完全ねじ山までの長さ(a)は,表6による。
b) データムYは,できるだけ頭部座面の近くにとり,座面からの距離は0.5d以下とする。
9
B 1184:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
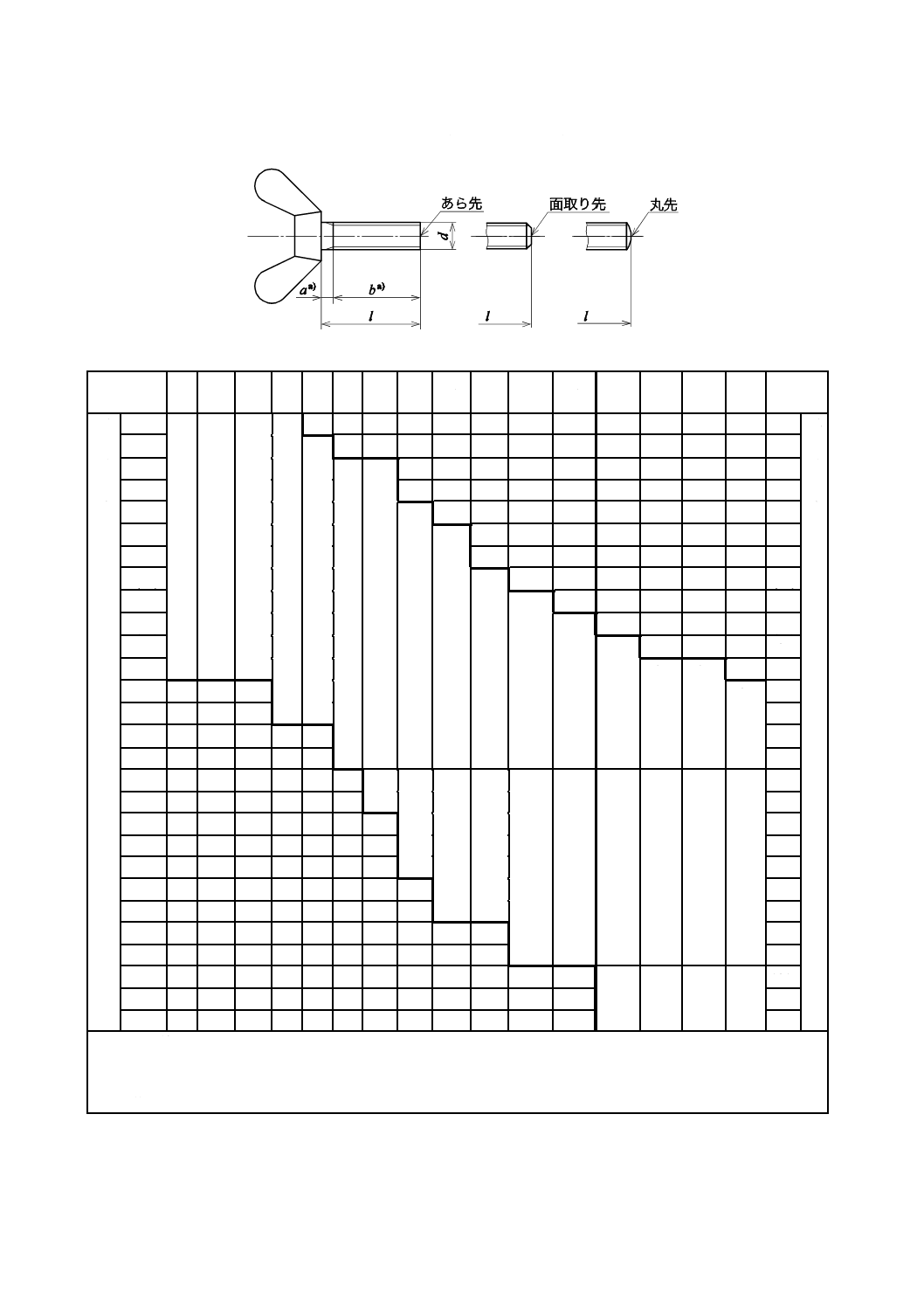
表6−ちょうボルトのl,b及びa
単位 mm
ねじの呼び
d
M2 M2.2 M2.5 M3 M4 M5 M6 M8 M10 M12 (M14) M16 (M18) M20 (M22) M24
d
呼
び
長
さ
l
5
±1 ±1 ±1 ±1
5 呼
び
長
さ
l
6
±1
6
8
±1 ±1
8
10
10
12
±1
12
14
±1
14
16
16
(18)
±1
(18)
20
±1
20
(22)
±1
(22)
25
±1
25
30
±1
±1
30
35
±1 35
40
40
45
45
50
50
55
±1.4 ±1.4 ±1.4 ±1.4 ±1.4 ±1.4 ±1.4 ±1.4 ±1.4 ±1.4 55
60
60
65
65
70
70
80
80
90
90
100
100
110
110
120
120
130
±1.8 ±1.8 ±1.8 ±1.8 130
140
140
150
150
注記1 太線の枠内は,各ねじの呼びに対して推奨する呼び長さ(l)であって,枠内の数値は,その許容差を示す。
注記2 必要に応じて,この表以外のl及びbを指定してもよい。
注a) bは,ねじ部の長さで,指定がない限り全ねじとし,この場合における首下から完全ねじ山までの長さ(a)は,
約3Pとする。