B 1179:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 1
5 形状・寸法 ······················································································································ 1
6 ねじ······························································································································· 2
7 機械的性質 ······················································································································ 2
8 材料······························································································································· 2
9 表面状態························································································································· 2
9.1 表面粗さ ······················································································································ 2
9.2 外観 ···························································································································· 3
10 表面処理 ······················································································································· 3
11 試験・検査 ···················································································································· 3
11.1 形状・寸法 ·················································································································· 3
11.2 ねじ ··························································································································· 3
11.3 機械的性質 ·················································································································· 3
11.4 表面状態 ····················································································································· 3
12 製品の呼び方 ················································································································· 3
13 表示 ····························································································································· 4
13.1 製品の表示 ·················································································································· 4
13.2 包装の表示 ·················································································································· 4
B 1179:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出が
あり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1179:1994は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
B 1179:2009
皿ボルト
Flat head bolts
1
適用範囲
この規格は,一般に用いる鋼製の皿ボルト(以下,鋼ボルトという。),ステンレス鋼製の皿ボルト(以
下,ステンレスボルトという。)及び黄銅製の皿ボルト(以下,黄銅ボルトという。)の特性について規定
する。
なお,この規格で,鋼ボルト,ステンレスボルト及び黄銅ボルトを総称する場合は,単にボルトという。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 0205-3 一般用メートルねじ−第3部:ねじ部品用に選択したサイズ
JIS B 0209-3 一般用メートルねじ−公差−第3部:構造体用ねじの寸法許容差
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメー
タ
JIS B 1010 締結用部品の呼び方
JIS B 1044 締結用部品−電気めっき
JIS B 1051 炭素鋼及び合金鋼製締結用部品の機械的性質−第1部:ボルト,ねじ及び植込みボルト
JIS B 1054-1 耐食ステンレス鋼製締結用部品の機械的性質−第1部:ボルト,ねじ及び植込みボルト
JIS B 1057 非鉄金属製ねじ部品の機械的性質
JIS B 1071 ねじ部品の精度測定方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0101による。
4
種類
ボルトの種類は,すりわり付き皿ボルト及びキー付き皿ボルトの2種類とする。
5
形状・寸法
ボルトの形状・寸法は,表1による。
2
B 1179:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−形状・寸法
種類
仕上げ程度
形状・寸法
呼び径の範囲
mm
すりわり付き皿ボルト
上
表3
10〜36
並
表4
キー付き皿ボルト
並
表5
10〜24
6
ねじ
ボルトのねじは,JIS B 0205-3に規定するメートル並目ねじ及びメートル細目ねじとし,ねじの公差域
クラスはJIS B 0209-3に規定する6g又は8gとする。
なお,電気めっきを施したねじの最大許容寸法は,JIS B 0209-3に規定する4hの最大許容寸法とする。
ただし,溶融亜鉛めっきを施したときのねじ公差は,受渡当事者間の協定による。
7
機械的性質
ボルトの機械的性質は,次による。
a) 鋼ボルトの機械的性質は,JIS B 1051で規定する強度区分4.6及び4.8とする。
b) ステンレスボルトの機械的性質は,受渡当事者間の協定による。特に指定がない場合,機械的性質は,
JIS B 1054-1を適用する。
c) 黄銅ボルトの機械的性質は,受渡当事者間の協定による。特に指定がない場合,機械的性質は,JIS B
1057を適用する。
8
材料
ボルトの材料は,次による。
a) 鋼ボルトの材料は,JIS B 1051の4.(材料)で規定する炭素鋼とする。
b) ステンレスボルトの材料は,受渡当事者間の協定による。特に指定がない場合,JIS B 1054-1で規定
する材料を適用する。
c) 黄銅ボルトの材料は,受渡当事者間の協定による。特に指定がない場合,JIS B 1057で規定する材料
を適用する。
9
表面状態
9.1
表面粗さ
ボルトの表面粗さは,表2による。
表2−表面粗さ
仕上げ程度
表面粗さ
上
座面,円筒部及び頭部上面の表面粗さa)はRz 25とする。
並
特に規定しない。
注a) 表面粗さは,JIS B 0601による。
なお,表面粗さが表2の規定に適合すれば,表面に熱処理による色
が残っていてもよい。
3
B 1179:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2
外観
ボルトの外観は,使用上有害な割れ,きず,ばり,かえりなどの表面欠陥があってはならない。
10 表面処理
ボルトには,一般に表面処理を施さない。特にめっき又はその他の表面処理を必要とする場合には,受
渡当事者間の協定による。
なお,電気めっきを施す場合は,JIS B 1044による。
11 試験・検査
11.1 形状・寸法
形状・寸法の検査は,JIS B 1071の3.3(各部の寸法の測定方法)又はこれと同等以上の方法によって行
い,箇条5の規定に適合しなければならない。
11.2 ねじ
ねじの検査は,JIS B 1071の3.2(ねじ精度の測定方法)又はこれと同等以上の方法によって行い,箇条
6の規定に適合しなければならない。
なお,電気めっきを施したねじに対する通りねじリングゲージは,JIS B 0209-3に規定する4h用のもの
を用いる。
11.3 機械的性質
機械的性質は,次による。
a) 鋼ボルトの機械的性質の検査は,JIS B 1051の6.(機械的及び物理的性質の試験項目)及び8.(試験
方法)によって行い,箇条7 a) の規定に適合しなければならない。
なお,受渡し時における機械的性質の検査は,受渡当事者間の協定に基づいて試験成績表を確認す
るなどの行為によって検査の一部を省略することができる。
b) ステンレスボルトの機械的性質の検査は,受渡当事者間の協定による。
なお,ステンレスボルトの機械的性質にJIS B 1054-1を適用した場合には,その規格によって検査
する。
c) 黄銅ボルトの機械的性質の検査は,受渡当事者間の協定による。
なお,黄銅ボルトの機械的性質にJIS B 1057を適用した場合には,その規格によって検査する。
11.4 表面状態
表面状態は,次による。
a) 表面粗さの検査は,JIS B 1071の3.1(表面粗さの測定方法)又はこれと同等以上の方法によって行い,
9.1の規定に適合しなければならない。
b) 外観の検査は,目視によって行い,9.2の規定に適合しなければならない。
12 製品の呼び方
ボルトの呼び方は,JIS B 1010による。
なお,ねじの公差域クラス及び仕上げ程度は,ねじの呼び×呼び長さの後に付け加える。ねじ部長さを
注文者が指定した場合には,その長さの値を呼び長さの後に括弧を付けて示す。ねじ先の形状,表面処理
の種類などの指定事項が注文者からある場合は,必要に応じて付け加える。
例1 鋼製のすりわり付き皿ボルトで,ねじの呼びがM10,呼び長さが50 mm,ねじ部長さが35 mm,
4
B 1179:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ねじの公差域クラスが6g,仕上げ程度が上,強度区分が4.8,ねじ先が丸先の場合:
すりわり付き皿ボルト JIS B 1179−M10×50 (35)−6g−上−4.8−丸先
例2 ステンレス製のすりわり付き皿ボルトで,ねじの呼びがM10,呼び長さが50 mm,ねじ部長さ
が35 mm,ねじの公差域クラスが6g,仕上げ程度が上,鋼種区分がA1,強度区分が50の
場合:
すりわり付き皿ボルト JIS B 1179−M10×50 (35)−6g−上−A1−50
例3 鋼製のキー付き皿ボルトで,ねじの呼びがM16,呼び長さが80 mm,ねじの公差域クラスが
8g,仕上げ程度が並,強度区分が4.6の場合:
キー付き皿ボルト JIS B 1179−M16×80−8g−並−4.6
13 表示
13.1 製品の表示
製品の表示については,規定しない。
13.2 包装の表示
包装には,外面に次の事項を表示しなければならない。
a) 規格番号又は規格名称
b) 種類
c) ねじの呼び×呼び長さ(ねじ部長さを注文者が指定した場合には,その長さの値を呼び長さの後に括
弧を付けて示す。)
d) ねじの公差域クラス
e) 強度区分(鋼ボルトの場合)
f)
材料(ステンレスボルト及び黄銅ボルトの場合)
g) 仕上げ程度
h) 指定事項(例えば,めっきの指定)
i)
数量
j)
製造業者名又はその略号
5
B 1179:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
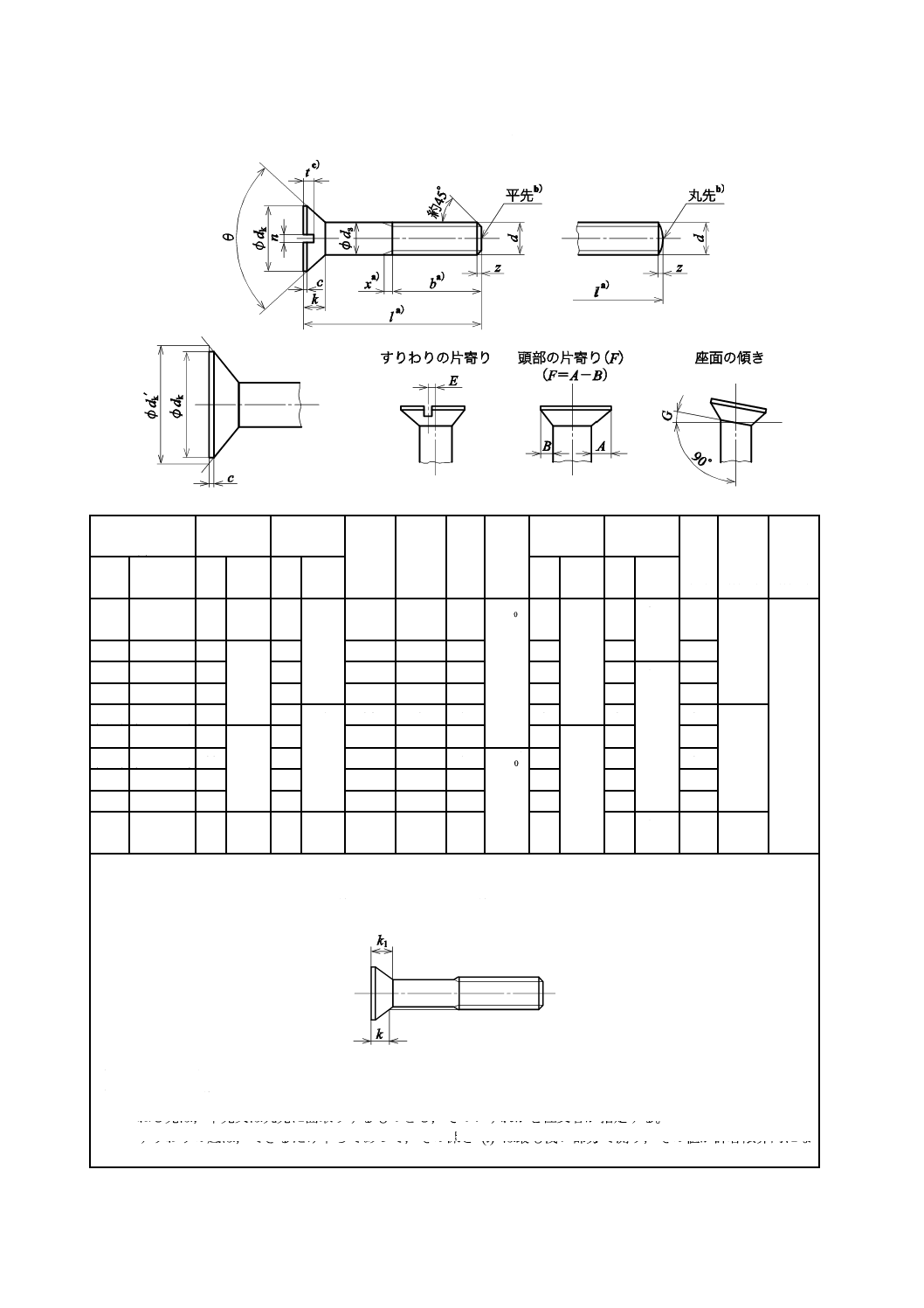
表3−すりわり付き皿ボルト・上
単位 mm
ねじの呼び
(d)
ds
dk
dk'
k
c
θ
n
t
z
E
及び
G
並目
細目
基準
寸法
許容差 基準
寸法
許容差 (参考)(最大)(約)
基準
寸法
許容差 基準
寸法
許容差
(約)
F
(最大)
(最大)
M10 M10×1.25 10
0
−0.2
20
0
−0.35
21
5.5
0.5
°
+°20
90
2
+0.25
0
2.5 ±0.3
1.5
0.35
1°
M12 M12×1.25 12
0
−0.25
24
25
6.5
0.5
2
2.5
2
(M14) (M14×1.5) 14
27
28
7
0.5
3
3.5 ±0.4
2
M16
M16×1.5
16
30
31
7.5
0.5
3
3.5
2
(M18) (M18×1.5) 18
33
0
−0.4
34
8
0.5
3
3.5
2.5
0.4
M20
M20×1.5
20
0
−0.35
36
37
8.5
0.5
4
+0.3
0
4.5
2.5
(M22) (M22×1.5) 22
36
37.2
13.2
1
°
+°20
60
4
5
2.5
M24
M24×2
24
39
40.2
14
1
4
5
3
M30
M30×2
30
48
49.2
16.6
1
5
6
3.5
M36
M36×3
36
0
−0.4
57
0
−0.45
58.2
19.2
1
6
7
±0.45 4
0.45
ねじの呼びに括弧を付けたものは,できるだけ用いないのがよい。
転造ねじの場合は,ねじのない部分の径dsをほぼねじの有効径とすることができる。ただし,下図に示すように,
この場合のkは,ねじの呼び径の延長線と皿面又はその延長線とが交わる点を起点として測定した値とし,k1につ
いては特に規定していない。
cの部分のかどには,丸みがあってもよい。
注記 ねじ部品各部の寸法記号は,JIS B 0143を参照。
注a) 呼び長さ (l) ,ねじ部長さ (b) 及び不完全ねじ部の長さ (x) は,表6による。
b) ねじ先は,平先又は丸先に面取りするものとし,そのいずれかを注文者が指定する。
c) すりわりの底は,できるだけ平らであって,その深さ (t) は最も浅い部分で測り,その値が許容限界内にな
ければならない。
6
B 1179:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
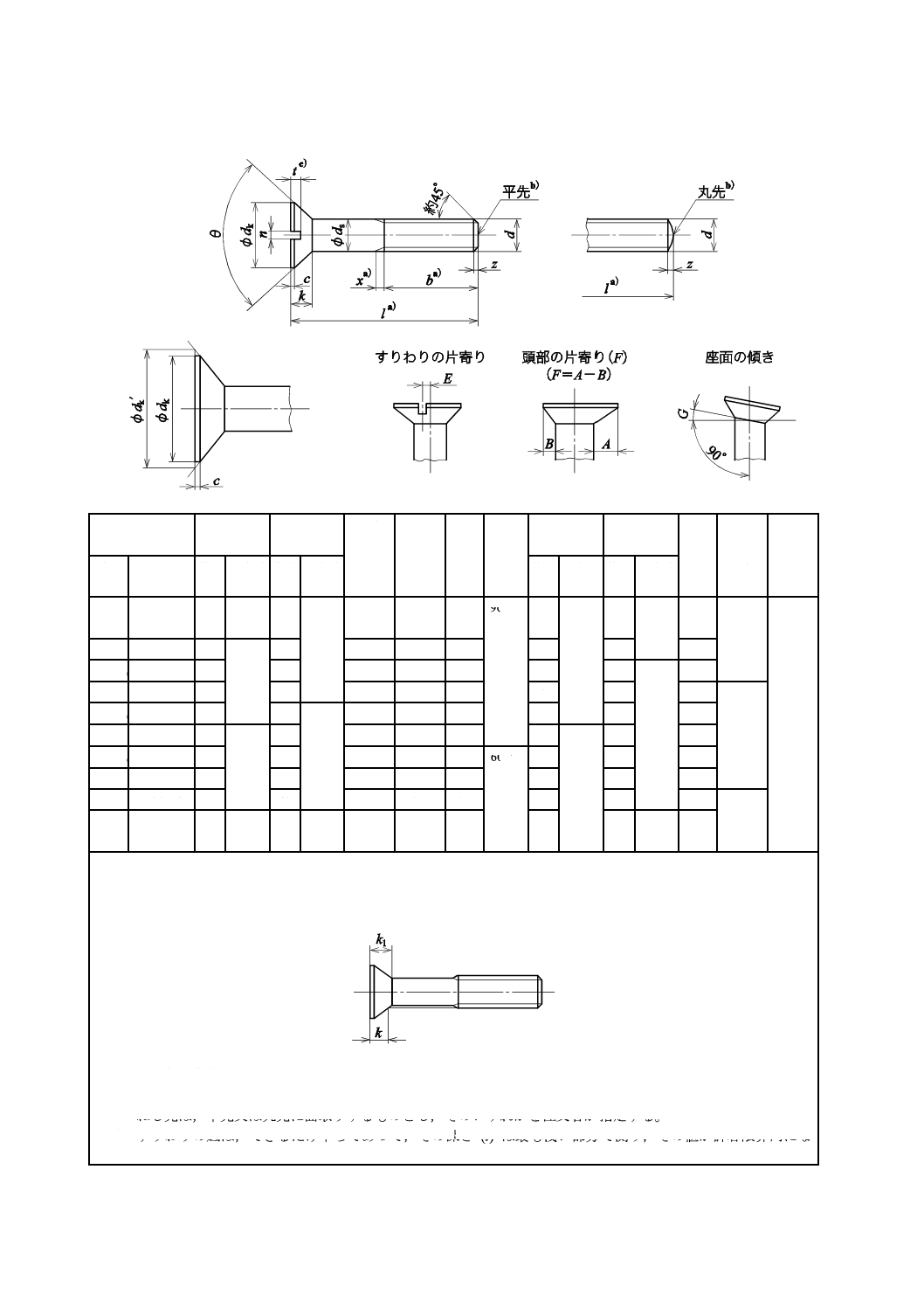
表4−すりわり付き皿ボルト・並
単位 mm
ねじの呼び
(d)
ds
dk
dk'
(参考)
k
(最大)
c
(約)
θ
n
t
z
(約)
E
及び
F
(最大)
G
(最大)
並目
細目
基準
寸法
許容差 基準
寸法
許容差
基準
寸法
許容差 基準
寸法
許容差
M10 M10×1.25 10
+0.7
−0.2
20
0
−1.3
21
5.7
0.5
°
°
5
0
90+
2
+0.25
0
2.5 ±0.4
1.5
0.5
2°
M12 M12×1.25 12
+0.9
−0.2
24
25
6.7
0.5
2
2.5
2
(M14) (M14×1.5) 14
27
28
7.2
0.5
3
3.5 ±0.5
2
M16
M16×1.5
16
30
31
7.7
0.5
3
3.5
2
0.6
(M18) (M18×1.5) 18
33
0
−1.6
34
8.2
0.5
3
3.5
2.5
M20
M20×1.5
20
+0.95
−0.35
36
37
8.8
0.5
4
+0.3
0
4.5
2.5
(M22) (M22×1.5) 22
36
37.2
13.6
1
°
°
5
0
60+
4
5
2.5
M24
M24×2
24
39
40.2
14.4
1
4
5
3
M30
M30×2
30
48
49.2
17
1
5
6
3.5
0.8
M36
M36×3
36
+1.2
−0.4
57
0
−1.9
58.2
19.7
1
6
7
±0.6
4
ねじの呼びに括弧を付けたものは,できるだけ用いないのがよい。
転造ねじの場合は,ねじのない部分の径dsをほぼねじの有効径とすることができる。ただし,下図に示すように,
この場合のkは,ねじの呼び径の延長線と皿面又はその延長線とが交わる点を起点として測定した値とし,k1につ
いては特に規定していない。
cの部分のかどには,丸みがあってもよい。
注記 ねじ部品各部の寸法記号は,JIS B 0143を参照。
注a) 呼び長さ (l) ,ねじ部長さ (b) 及び不完全ねじ部の長さ (x) は,表6による。
b) ねじ先は,平先又は丸先に面取りするものとし,そのいずれかを注文者が指定する。
c) すりわりの底は,できるだけ平らであって,その深さ (t) は最も浅い部分で測り,その値が許容限界内にな
ければならない。
7
B 1179:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
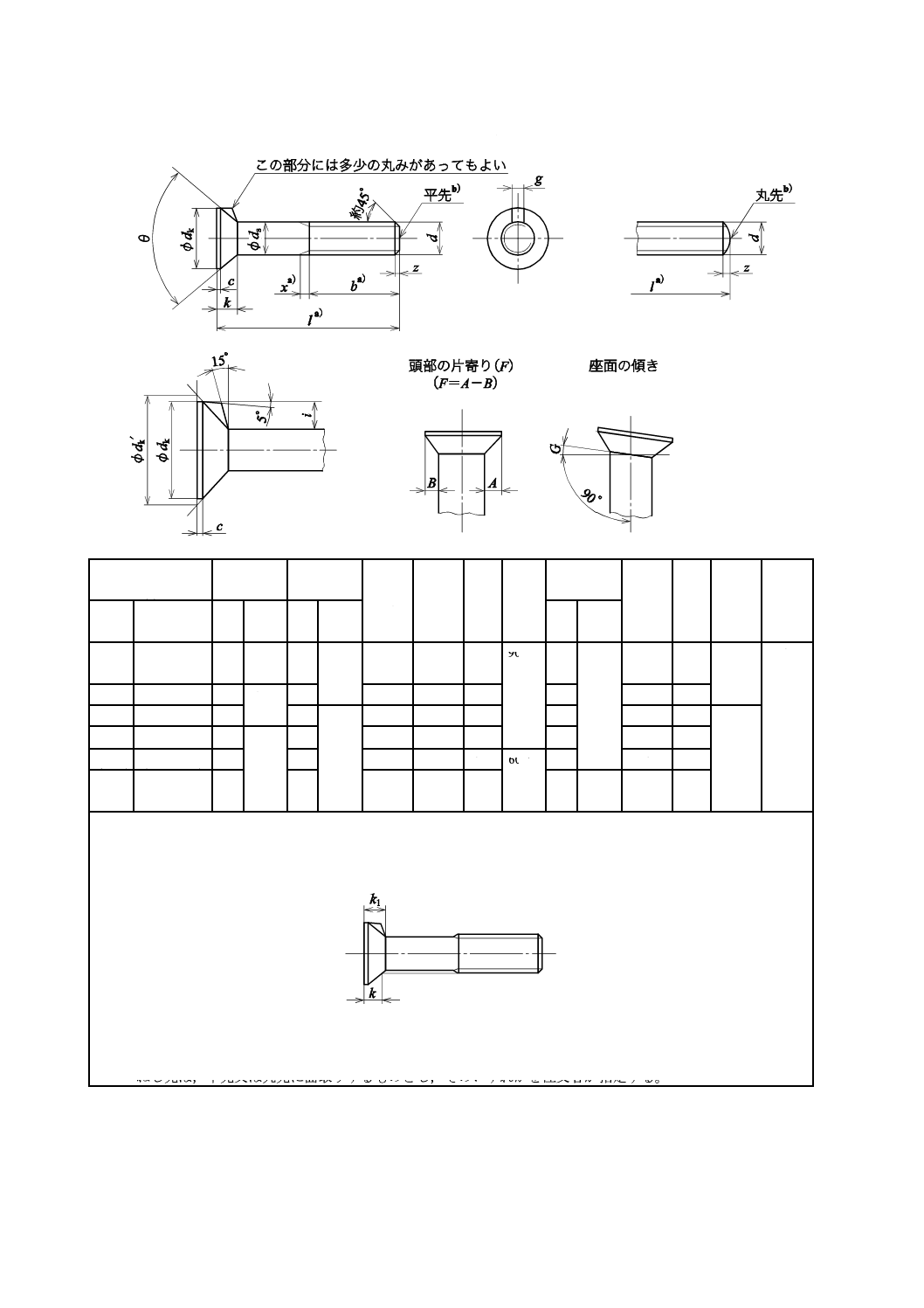
表5−キー付き皿ボルト・並
単位 mm
ねじの呼び
(d)
ds
dk
dk'
(参考)
k
(最大)
c
(約)
θ
g
i
(最小)
z
(約)
F
(最大)
G
(最大)
並目
細目
基準
寸法
許容差 基準
寸法
許容差
基準
寸法
許容差
M10
M10×1.25
10
+0.7
−0.2
19
0
−1.3
20
5.3
0.5
°
°
5
0
90+
3.2
0
−0.75
3.7
1.5
0.5
2°
M12
M12×1.25
12
+0.9
−0.2
25
26
6.7
0.5
3.8
5
2
M16
M16×1.5
16
32
0
−1.6
33
8.6
0.5
4.2
6.7
2
0.6
M20
M20×1.5
20 +0.95
−0.35
38
39
10
0.5
5
8
2.5
(M22) (M22×1.5)
22
35
36.2
12.1
1
°
°
5
0
60+
6
5.1
3
M24
M24×2
24
40
41.2
13.7
1
7
0
−0.9
6
3
ねじの呼びに括弧を付けたものは,できるだけ用いないのがよい。
転造ねじの場合は,ねじのない部分の径dsをほぼねじの有効径とすることができる。ただし,下図に示すよう
に,この場合のkは,ねじの呼び径の延長線と皿面又はその延長線とが交わる点を起点として測定した値とし,k1
については特に規定していない。
cの部分のかどには,丸みがあってもよい。
注記 ねじ部品各部の寸法記号は,JIS B 0143を参照。
注a) 呼び長さ (l) ,ねじ部長さ (b) 及び不完全ねじ部の長さ (x) は,表6による。
b) ねじ先は,平先又は丸先に面取りするものとし,そのいずれかを注文者が指定する。
8
B 1179:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
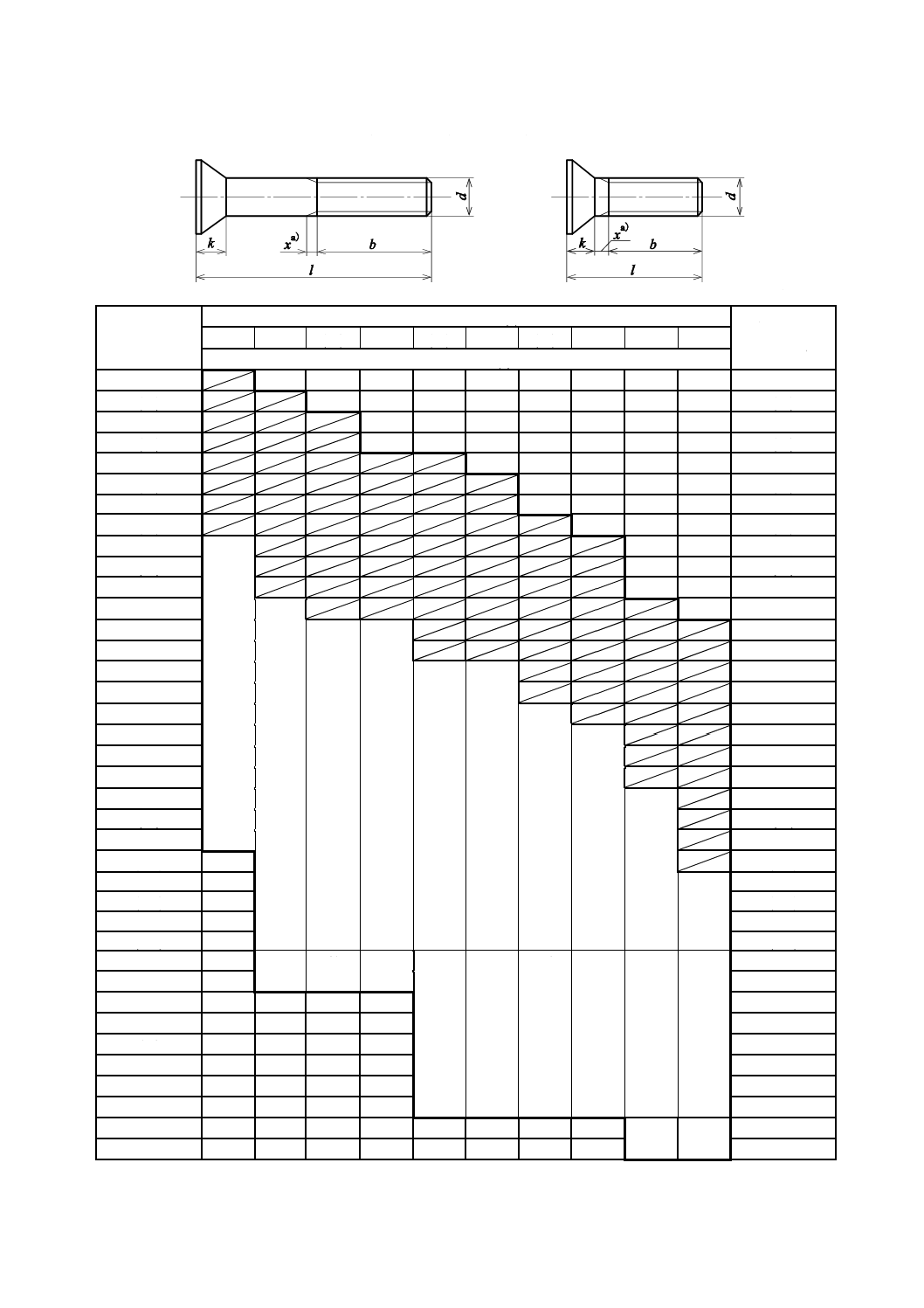
表6−皿ボルトの呼び長さ(l)及びねじ部長さ(b)
単位 mm
皿ボルトの呼び
長さ (l)
ねじの呼び径 (d)
皿ボルトの呼び
長さ (l)
10
12
(14)
16
(18)
20
(22)
24
30
36
ねじ部長さ (b)
16
16
(18)
(18)
20
20
(22)
(22)
25
25
(28)
(28)
30
30
(32)
(32)
35
26
35
(38)
(38)
40
40
45
30
45
50
34
38
50
55
55
60
42
46
60
65
65
70
50
70
75
54
75
80
80
85
85
90
64
90
(95)
(95)
100
100
(105)
(105)
110
78
110
(115)
(115)
120
120
(125)
(125)
130
36
40
44
48
52
56
60
72
84
130
140
140
150
150
160
160
170
170
180
180
190
190
200
200
220
85
103
220
240
240
9
B 1179:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−皿ボルトの呼び長さ(l)及びねじ部長さ(b)(続き)
太線枠内は,各ねじの呼びに対して推奨する呼び長さ (l) であって,枠内の数値は,推奨するねじ部長さ (b) を示
し,斜線を施した部分は,b+x≧l−kであって全ねじである。
なお,皿ボルトの呼び長さ(l)に括弧を付けたものはできるだけ用いないのがよい。
l及びbは,特に必要ある場合には,注文者の指定によって表6以外のものを使用することができる。
l及びbの許容差は,注文者の指定がない場合には,表7及び表8による。
注a) 不完全ねじ部の長さのxは約2山,x1は約3山とする。
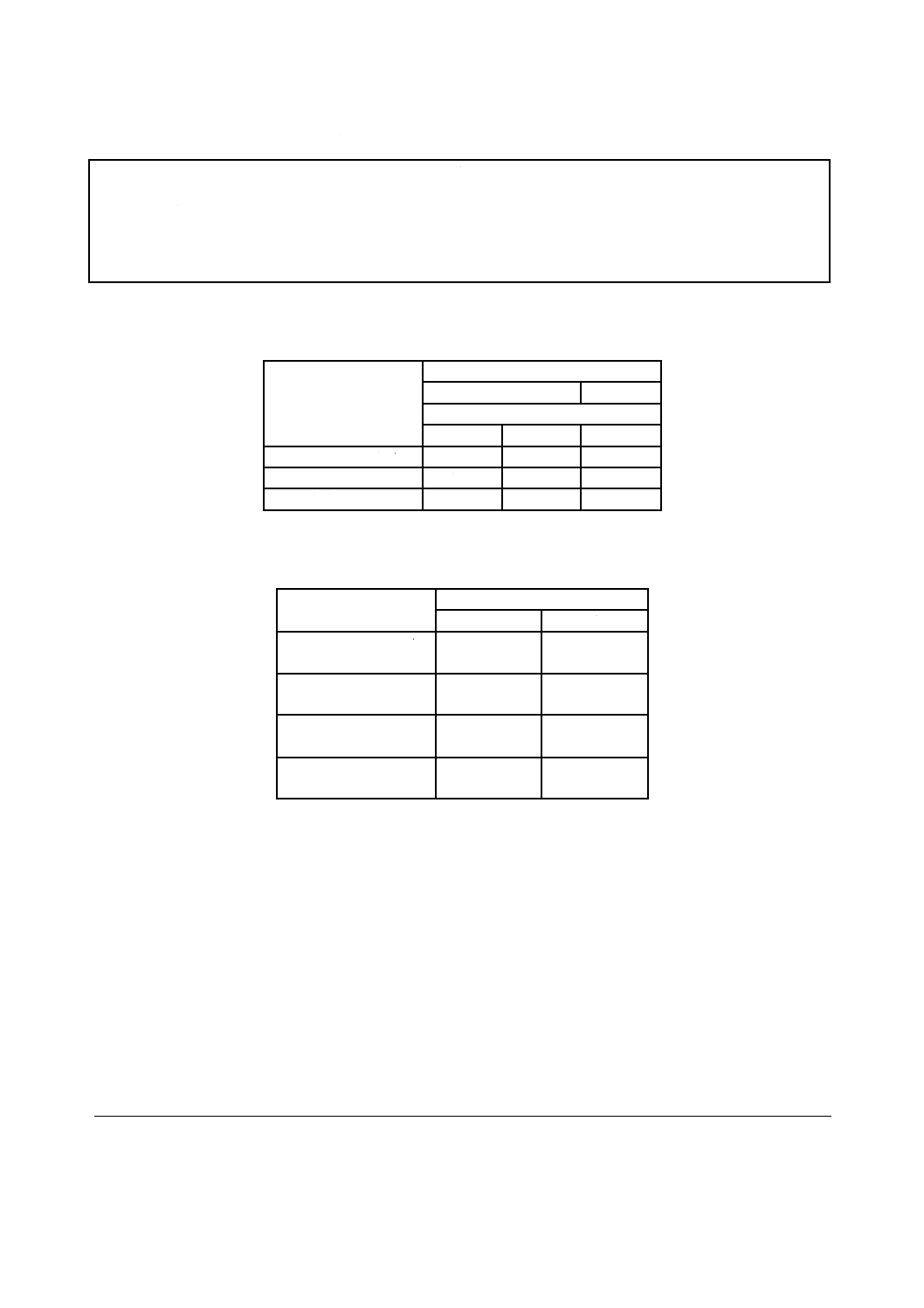
表7−皿ボルトの呼び長さ(l)の許容差
単位 mm
皿ボルトの呼び長さ(l)
の区分
仕上げ程度
上
並
ねじの呼び径
10〜24
30〜36
10〜36
50以下
±0.5
±0.8
±1
50を超え 120以下
±0.7
±1.1
±1.4
120を超えるもの
±0.9
±1.4
±1.8
表8−ねじ部長さ(b)の許容差
単位 mm
ねじ部長さ(b)の区分
仕上げ程度
上
並
30以下
+3
0
+5
0
30を超え 50以下
+4
0
+6
0
50を超え 80以下
+5
0
+8
0
80を超えるもの
+7
0
+10
0
参考文献 JIS B 0143 ねじ部品各部の寸法の呼び及び記号