2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1175-1988
六角穴付きショルダボルト
Hexagon Socket Head Shoulder Screws
1. 適用範囲 この規格は,一般に用いる鋼製の六角穴付きショルダボルト(以下,ボルトという。)につ
いて規定する。ただし,プレス型のストリッパ保持などに用いるボルトは,必要に応じてJIS B 5064(プ
レス型用ストリッパボルト)によることができる。
備考 この規格は,ISO 7379-1983 (Hexagon socket head shoulder screws) によっている。
引用規格:
JIS B 0023 最大実体公差方式
JIS B 0101 ねじ用語
JIS B 0205 メートル並目ねじ
JIS B 0209 メートル並目ねじの許容限界寸法及び公差
JIS B 0215 メートルねじ公差方式
JIS B 0251 メートル並目ねじ用限界ゲージ
JIS B 0601 表面粗さの定義と表示
JIS B 0951 ローレット目
JIS B 1021 ねじ部品の公差方式
JIS B 1051 鋼製ボルト・小ねじの機械的性質
JIS B 1071 ねじ部品の精度測定方法
JIS B 5064 プレス型用ストリッパボルト
対応国際規格:
ISO 7379-1983 Hexagon socket head shoulder screws
2. 部品等級 ボルトの部品等級は,JIS B 1021(ねじ部品の公差方式)の一般用ねじ部品の部品等級A
に準じている。
3. 機械的性質 ボルトの機械的性質は,JIS B 1051(鋼製ボルト・小ねじの機械的性質)の強度区分12.9
による。
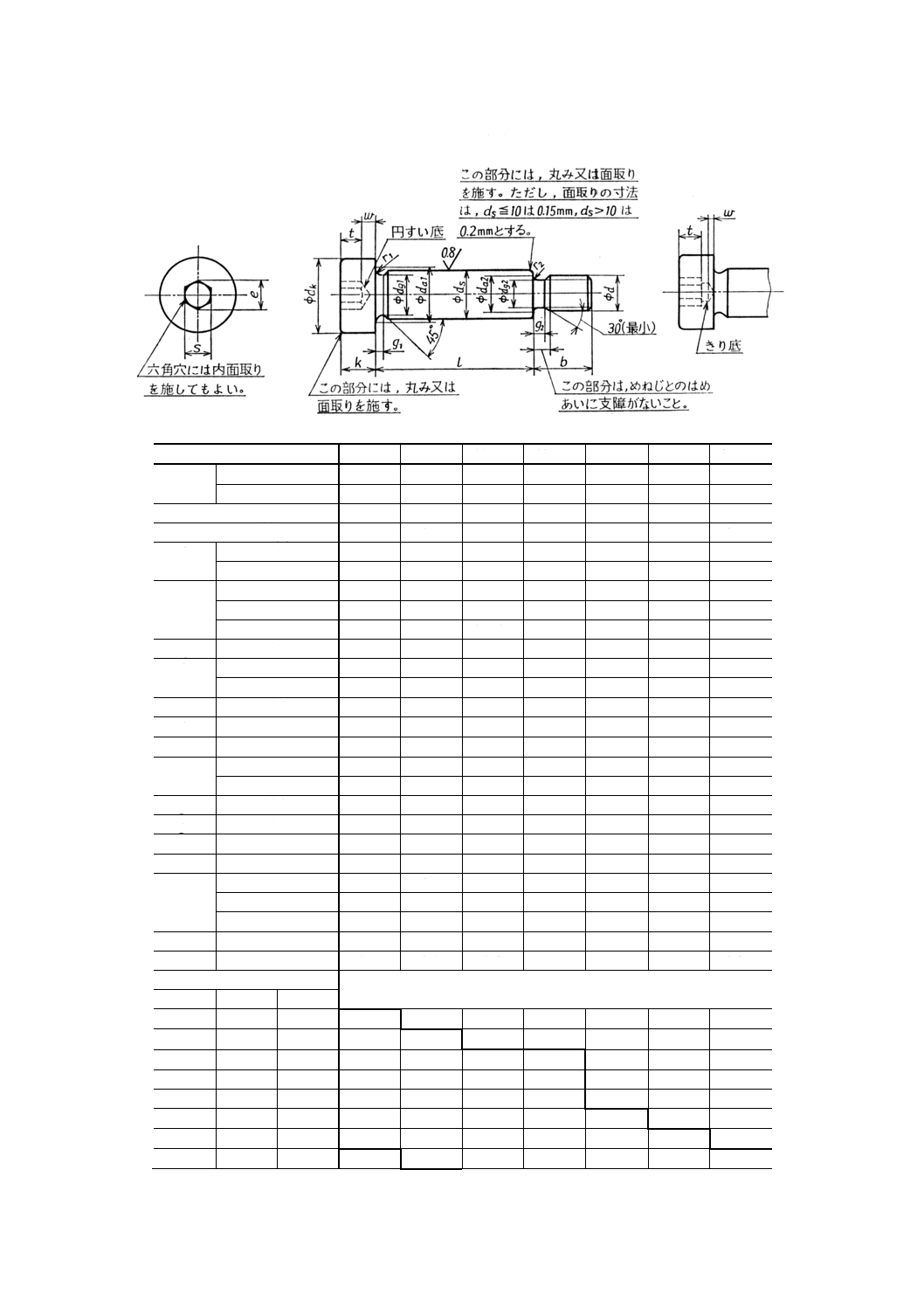
4. 形状・寸法 ボルトの形状・寸法は,付表1による。
なお,電気めっきを施した場合の寸法は,受渡し当事者間の協定による。
2
B 1175-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. ねじ ボルトのねじは,JIS B 0205(メートル並目ねじ)の本体により,その等級は,JIS B 0215(メ
ートルねじ公差方式)に基づく5g6g(1)とする。ただし,ねじの等級は,受渡し当事者間の協定によってJIS
B 0209(メートル並目ねじの許容限界寸法及び公差)本体の6g又は同規格の附属書1の2級とすることが
できる。
なお,電気めっきを施したねじの最大許容寸法は,JIS B 0209に規定する4hの最大許容寸法とする。
注(1) 等級5g6gの許容限界寸法及び公差を参考に示す。
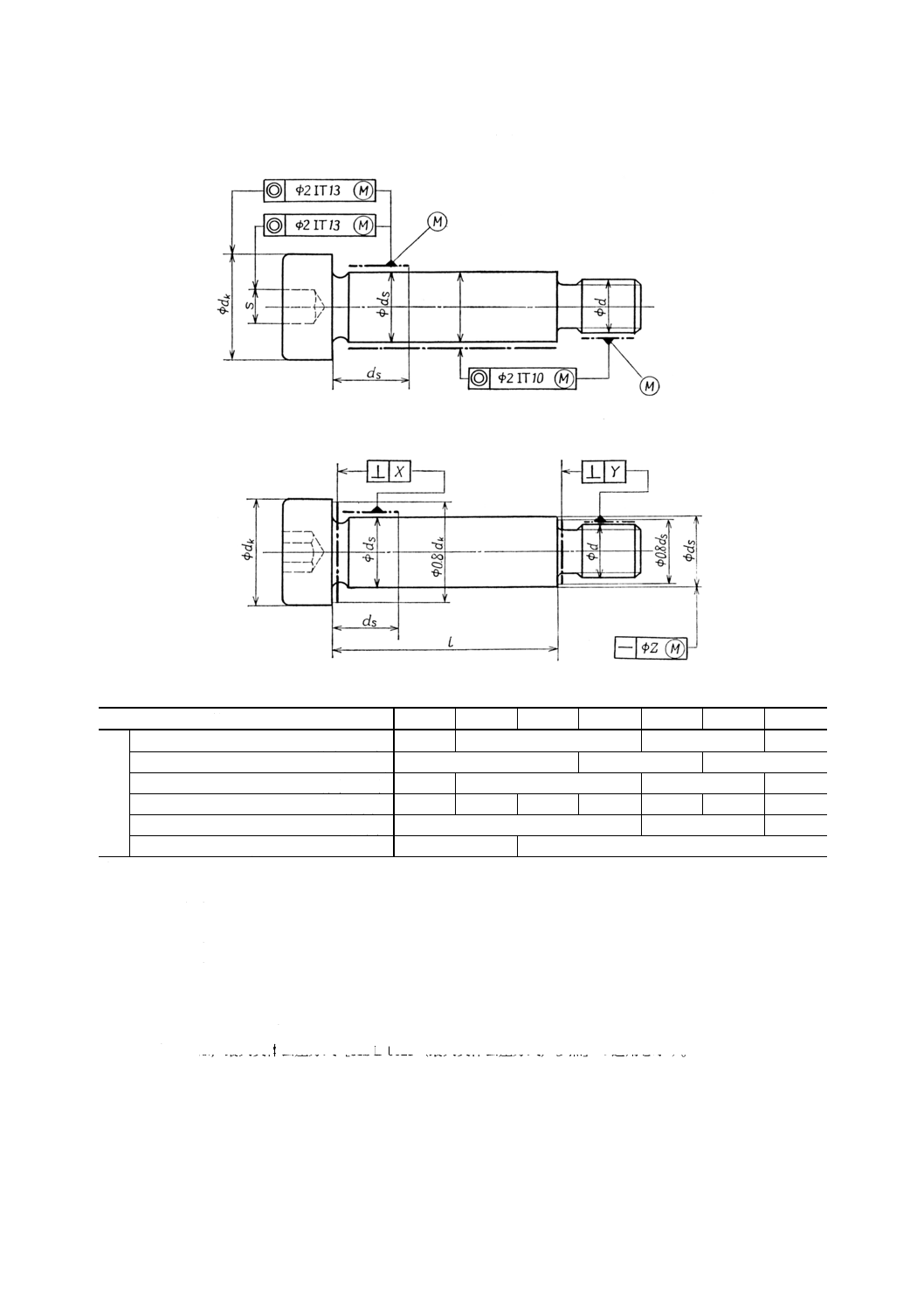
6. 幾何公差 ボルトの幾何公差は,付表2による。
7. 外観 ボルトの外観は,円筒部の表面粗さが付表1に適合するほか,焼割れ及び使用上有害なきず,
ばり,かえりなどの欠陥があってはならない。
なお,表面欠陥の許容限界の基準は,特に指定がない限りJIS B 0101(ねじ用語)の参考によるのがよ
い。
8. 材料 ボルトの材料は,JIS B 1051本体の3.による。
9. 表面処理 ボルトには,一般に円筒部を除き黒色酸化被膜を施す。ただし,表面処理を必要としない
場合及びめっきその他の表面処理を必要とする場合は,注文者が指定する。
なお,電気めっきを施したものは,もろさ除去の処理を行う。
10. 検査
10.1 機械的性質検査 ボルトの機械的性質検査は,JIS B 1051本体の4.によって行い,3.に規定する機械
的性質を満足しなければならない。ただし,引張試験に係る機械的性質及び頭部打撃強さは,検査の対象
としない。
なお,特に引張強さの検査を必要とする場合は,受渡し当事者間の協定による。
備考 受渡し時における機械的性質の検査は,当事者間の協定によって試験成績表を確認するなどの
方法によって試験の一部を省略することができる。
10.2 形状・寸法検査 形状・寸法検査は,JIS B 1071(ねじ部品の精度測定方法)の各部寸法の測定方法
又はこれに代わる方法によって行い,4.に適合しなければならない。
10.3 ねじ検査 ねじ検査は,JIS B 1071のおねじの精度測定方法又はこれに代わる方法によって行い,
5. に適合しなければならない。
また,ねじ部 (b) の検査においては,JIS B 0251(メートル並目ねじ用限界ゲージ)に準じた通りねじ
リングゲージが,円筒部 (ds) の端面までねじ込むことができなければならない。
なお,電気めっきを施したねじに対する通りねじリングゲージは,4h用のものを用いる。
10.4 幾何公差に対する検査 幾何公差に対する検査は,JIS B 1071の幾何偏差の測定方法又はこれに代
わる方法(最大実体公差方式に基づくゲージ検査を含む。)によって行い,6.に適合しなければならない。
10.5 外観検査 外観検査は,目視によって行い,7.に適合しなければならない。ただし,表面粗さは,JIS
B 1071の表面粗さの測定方法又はこれに代わる方法によって行う。
10.6 受渡し検査 受渡し時のロットに対する抜取検査方式は,受渡し当事者間の協定による。
3
B 1175-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11. 製品の呼び方 ボルトの呼び方は,規格番号又は規格名称,円筒部の呼び径 (ds) ×呼び長さ (l) 及び
指定事項(2)による。
なお,ねじの呼びを表す必要がある場合は,lの後に括弧を付けてそれを示す。
注(2) 指定事項としては,表面処理の種類,頭部側面に施すローレットの有無などを必要に応じて示
す。
例:
12. 包装の表示 ボルトの包装には,次の事項を表示する。
(1) 名称
(2) 円筒部の呼び径×呼び長さ(ねじの呼びは,必要に応じてこの後に括弧を付けて示す。)
(3) 数量
(4) 指定事項
(5) 製造業者名又はその略号(3)
注(3) 略号には,なるべく登録商標を用いる。
4
B 1175-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表1 六角穴付きショルダボルトの形状・寸法
単位mm
円筒部呼び径
6.5
8
10
13
16
20
25
ds
最大
6.487
7.987
9.987
12.984
15.984
19.980
24.980
最小
6.451
7.951
9.951
12.941
15.941
19.928
24.928
ねじの呼び (d)
M5
M6
M8
M10
M12
M16
M20
ねじのピッチ (P)
0.8
1
1.25
1.5
1.75
2
2.5
b
最大
9.75
11.25
13.25
16.40
18.40
22.40
27.40
最小
9.25
10.75
12.75
15.60
17.60
21.60
26.60
dk
最大(基準寸法)* 10
13
16
18
24
30
36
最大**
10.22
13.27
16.27
18.27
24.33
30.33
36.39
最小
9.78
12.73
15.73
17.73
23.67
29.67
35.61
dg1
最小
5.92
7.42
9.42
12.42
15.42
19.42
24.42
dg2
最大
3.86
4.58
6.25
7.91
9.57
13.23
16.57
最小
3.68
4.40
6.03
7.69
9.35
12.96
16.30
da1
最大
7.5
9.2
11.2
15.2
18.2
22.4
27.4
da2
最大
5
6
8
10
12
16
20
e
最小
3.44
4.58
5.72
6.86
9.15
11.43
13.72
k
最大(基準寸法)
4.5
5.5
7
9
11
14
16
最小
4.32
5.32
6.78
8.78
10.73
13.73
15.73
g1
最大
2.5
2.5
2.5
2.5
2.5
2.5
3
g2
最大
2
2.5
3.1
3.7
4.4
5
6.3
r1
最小
0.25
0.4
0.6
0.6
0.6
0.8
0.8
r2
最小
0.5
0.53
0.64
0.77
0.87
1.14
1.38
s
呼び(基準寸法)
3
4
5
6
8
10
12
最大
3.08
4.095
5.095
6.095 8.115
10.115 12.142
最小
3.02
4.02
5.02
6.02
8.025
10.025 12.032
t
最小
2.4
3.3
4.2
4.9
6.6
8.8
10
w
最小
1
1.15
1.6
1.8
2
3.2
3.25
l
呼び長さ
最小
最大
10
10
10.25
12
12
12.25
16
16
16.25
20
20
20.25
25
25
25.25
30
30
30.25
40
40
40.25
50
50
50.25
5
B 1175-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
円筒部呼び径
6.5
8
10
13
16
20
25
60
60
60.25
70
70
70.25
80
80
80.25
90
90
90.25
100
100
100.25
120
120
120.25
備考1. 六角穴の形状は,円すい底,きり底のいずれでもよい。
2. 頭部の側面には,平目又はあや目のローレット[JIS B 0951(ローレット目)参照]を付
ける。この場合dk(最大)はこの表に示した**印の値とする。
また,ローレットのないものを必要とする場合は,注文者が指定する。ただし,そのdk
(最大)は,この表の*印による。
3. 円筒部の呼び径に対して推奨する呼び長さ (l) は,太線の枠内とする。
なお,この表以外のlを必要とする場合は,注文者が指定する。
4. 円筒部の表面粗さは,JIS B 0601(表面粗さの定義と表示)に規定する中心線平均粗さ (Ra)
によっており,その値は,0.8μm以下とする。
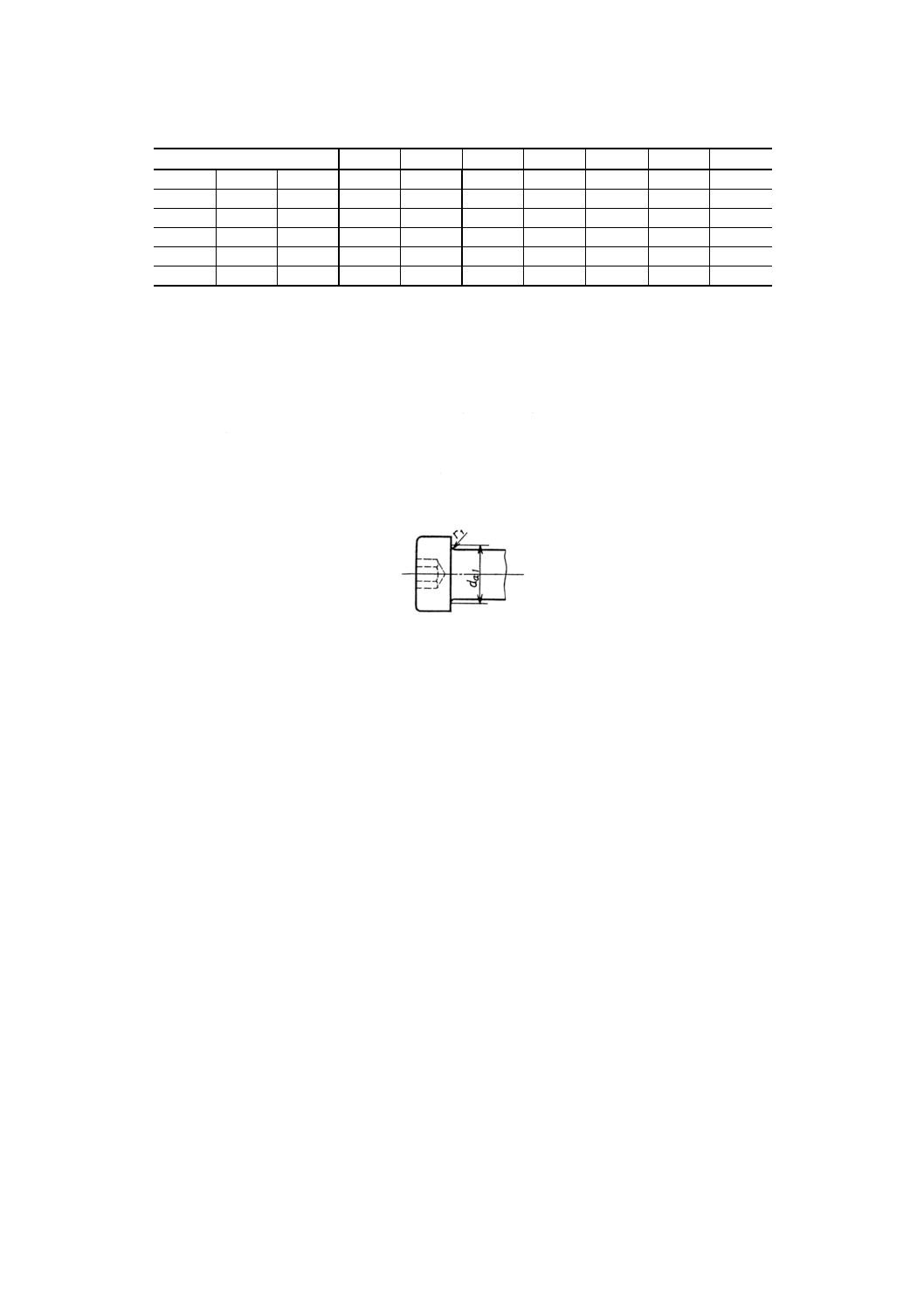
5. 首下部の逃げは,受渡し当事者間の協定によって省略することができる(下図参照)
図 逃げがない頭部の形状
6
B 1175-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表2 六角穴付きショルダボルトの幾何公差
単位mm
円筒部の呼び径
6.5
8
10
13
16
20
25
幾
何
公
差
円筒部に対する頭部の同軸度(4) (2 IT 13)
0.44
0.54
0.66
0.78
円筒部に対する六角穴の同軸度(5) (2 IT 13)
0.44
0.54
0.66
ねじ部に対する円筒部の同軸度(6) (2 IT 10)
0.10
0.12
0.14
0.17
円筒部に対する頭部座面の直角度(7) (X)
0.15
0.18
0.24
0.31
0.34
0.42
0.50
ねじ部に対する円筒部端面の直角度(8) (Y)
0.15
0.20
0.30
円筒部の真直度(9) (Z)
0.002l+0.05
0.002 5l+0.05
注(4) この同軸度公差は,dkを基準として2 IT 13の公差を与えたもので,JIS B 1021付表1の図1.2の部品等級Aによ
っている。
(5) この同軸度公差は,dsを基準として2 IT 13の公差を与えたもので,JIS B 1021付表1の図1.4の部品等級Aに
よっている。
(6) この同軸度公差は,dを基準として2 IT 10の公差を与え,小数点以下2けたに丸めたものである。
(7) この直角度公差 (X) は,dsを基準として設定したもので,JIS B 1021付表1の図1.24の部品等級Aに準じて
いる。
(8) この直角度公差 (Y) は,dを基準として設定したものである。
(9) この真直度公差 (Z) は,JIS B 1021付表1の図1.35の部品等級Aによっている。
備考 図中の◯
Mは,最大実体公差方式[JIS B 0023(最大実体公差方式)参照]の適用を示す。
7
B 1175-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 等級5g6gの許容限界寸法及び公差
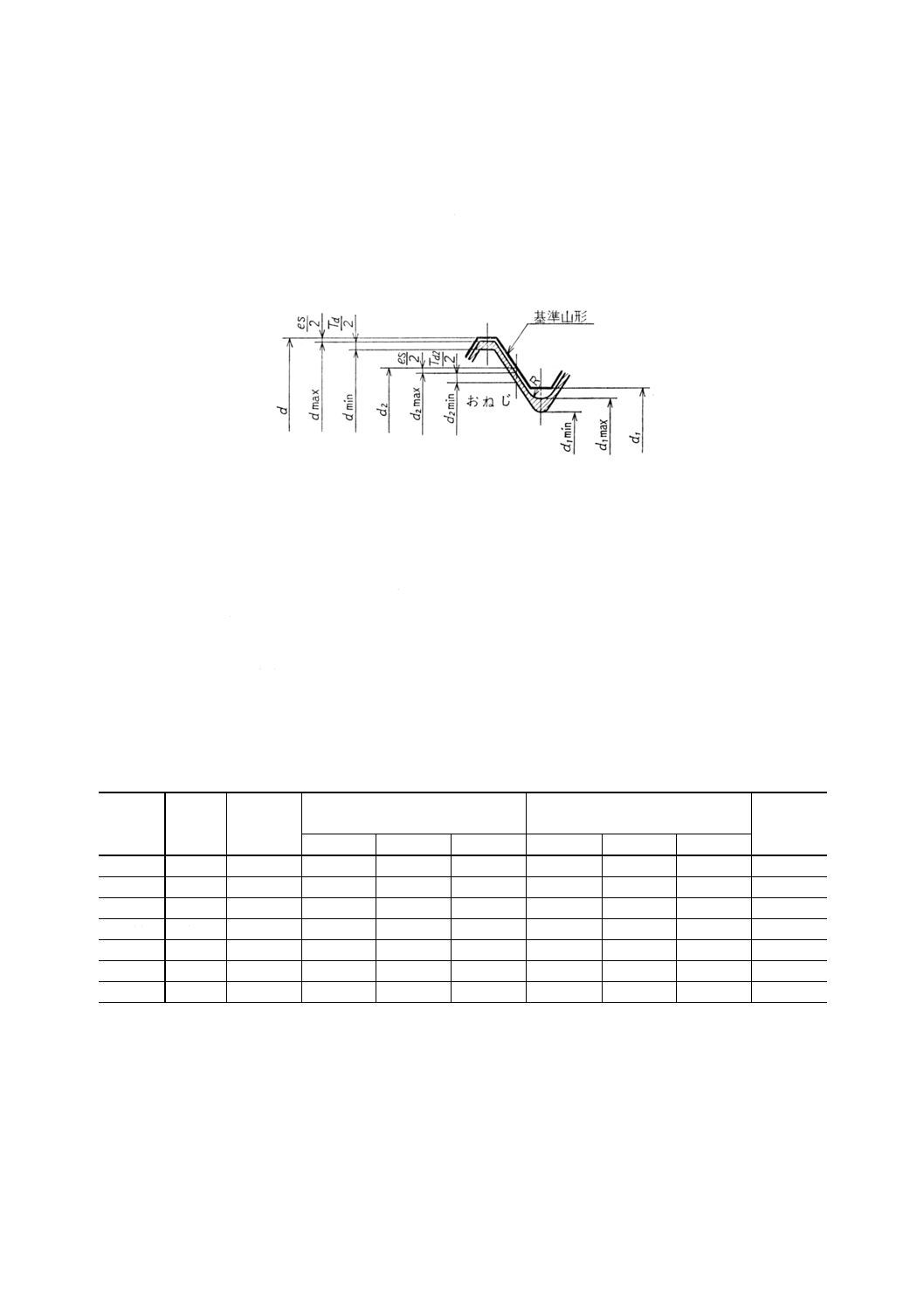
1. 基準山形・基準寸法・許容限界寸法,公差及び基礎となる寸法許容差の関係 基準山形,基準寸法,
許容限界寸法・公差及び基礎となる寸法許容差の関係を,次の参考図に示す。
参考図
参考図における記号の意味は,次による。
d, dmax, dmin, Td及び
es :おねじ外径の基準寸法,最大許容寸法,最小許容寸法,公差及び基礎とな
る寸法許容差
d2, d2max, d2min, Td2及び es :おねじ有効径の基準寸法,最大許容寸法,最小許容寸法,公差及び基礎と
なる寸法許容差
d1, d1max, d1min及びR
:おねじ谷の径の基準寸法,最大許容寸法,最小許容寸法及び谷の丸み
また,太い実線は基準山形を,斜線を施した部分はおねじの許容域を示す。
なお,d, d2及びd1の数値は,JIS B 0205(メートル並目ねじ)の表に定めてある。
2. 許容限界寸法及び公差 5g6gの許容限界寸法及び公差は,次の参考表による。
参考表
単位mm
ねじの
呼 び
ピッチ
基礎となる
寸法許容差
es
外径
有効径
谷の最小
丸み
Rmin
P
dmax
dmin
Td
d2max
d2min
Td2
M 5
0.8
−0.024
4.976
4.826
0.150
4.456
4.381
0.075
0.100
M 6
1
−0.026
5.974
5.794
0.180
5.324
5.234
0.090
0.125
M 8
1.25
−0.028
7.972
7.760
0.212
7.160
7.065
0.095
0.156
M10
1.5
−0.032
9.968
9.732
0.236
8.994
8.888
0.106
0.188
M12
1.75
−0.034
11.966
11.701
0.265
10.829
10.711
0.118
0.219
M16
2
−0.038
15.962
15.682
0.280
14.663
14.538
0.125
0.250
M20
2.5
−0.042
19.958
19.623
0.335
18.334
18.202
0.132
0.313
備考1. おねじの山頂のかどには,原則として丸みを付けないが,製作の都合上0.1Pを超えない範囲内で丸みが付い
ていても差し支えない。
2. おねじの谷の径は規定しないが,めねじの内径と干渉しないようにしなければならない。
3. この表の値は,JIS B 0215(メートルねじ公差方式)によっており,これらの値は原則としてめっき前のも
のに適用し,めっき後の寸法は,公差位置hの最大許容限界(JIS B 0215の図2参照)を超えてはならない。
8
B 1175-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ボルトの割りピン穴及び針金穴新規原案作成委員会 構成表
氏名
所属
本委員会
分科会
(1)
(2)
北 郷 薫 工学院大学
○
吉 本 勇 東京工業大学名誉教授
○
○
江 藤 元 大 千葉工業大学
○
○
山 本 晃 東京電機大学
○
○
○
益 田 亮 相模工業大学名誉教授
○
○
○
寺 田 昌 之 工業技術院標準部
○
○
○
宇田川 鉦 作 日本ねじ研究協会
○
○
○
新 井 正 日産自動車株式会社TC設計管理部
○
○
岩 崎 恒 夫 株式会社小松製作所プレス事業部
○
○
大 野 恭 二 いすヾ自動車株式会社特許部
○
○
黒 柳 啓太郎 三菱重工業株式会社技術本部
○
○
○
河 野 重 義 株式会社アマダプレス機械開発部
○
○
冨 田 庄 治 三井精機工業株式会社研究部
○
○
藤 村 彬 アイダエンジニアリング株式会社技術室
○
○
明 石 哲 也 株式会社トープラ情報技術室
○
○
井 内 清 夫 日星精工株式会社
○
○
稲 葉 元 成 レックスノードファスナー株式会社企画部
○
○
○
岩 井 輝 興 ミネベア株式会社・東螺技術部
○
○
尾 形 卓 株式会社桂川精螺製作所
○
○
小 沢 興 一 株式会社互省製作所
○
○
田 中 誠之助 株式会社佐賀鉄工所開発部
○
○
八 鳥 芳 夫 株式会社名古屋螺子製作所
○
○
藤 田 由 次 株式会社極東製作所品質管理部
○
○
金 枝 新 太 株式会社鋲定本店
○
○
○
張ヶ谷 毅 株式会社ヘイワ
○
○
○
(事務局)中 村 智 男 日本ねじ研究協会
○
○
○
備考 分科会 (1) ボルトの割りピン穴及び針金穴
(2) 六角穴付きショルダボルト