B 1170:2011
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 1
5 形状・寸法 ······················································································································ 2
6 ねじ······························································································································· 2
7 機械的性質 ······················································································································ 2
8 材料······························································································································· 3
9 表面状態 ························································································································· 4
9.1 表面粗さ ······················································································································ 4
9.2 外観 ···························································································································· 4
10 表面処理 ······················································································································· 4
11 試験・検査 ···················································································································· 4
11.1 形状・寸法 ·················································································································· 4
11.2 ねじ ··························································································································· 4
11.3 機械的性質 ·················································································································· 4
11.4 表面状態 ····················································································································· 4
12 製品の呼び方 ················································································································· 5
13 表示 ····························································································································· 5
13.1 製品の表示 ·················································································································· 5
13.2 包装の表示 ·················································································································· 5
附属書A(参考)溝の偏心(G)の検査方法の一例 ····································································· 9
B 1170:2011
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1170:2001は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1170:2011
溝付き六角ナット
Hexagon slotted and castle nuts
1
適用範囲
この規格は,一般に用いる鋼製の溝付き六角ナット(以下,鋼ナットという。)及びステンレス鋼製の溝
付き六角ナット(以下,ステンレスナットという。)の特性について規定する。
この規格で,鋼ナット及びステンレスナットを総称する場合は,単に“ナット”という。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 0205-2 一般用メートルねじ−第2部:全体系
JIS B 0209-3 一般用メートルねじ−公差−第3部:構造体用ねじの寸法許容差
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 1010 締結用部品の呼び方
JIS B 1044 締結用部品−電気めっき
JIS B 1052-2 締結用部品の機械的性質−第2部:保証荷重値規定ナット−並目ねじ
JIS B 1071 締結用部品−精度測定方法
JIS B 1082 ねじの有効断面積及び座面の負荷面積
JIS G 4303 ステンレス鋼棒
JIS G 4315 冷間圧造用ステンレス鋼線
JIS Z 2243 ブリネル硬さ試験−試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0101による。
4
種類
ナットの種類は,ねじの呼び径(d)に対する二面幅(s)の大きさによって区分し,更に形状及び高さ
の違いによって表1のとおり区別する。
2
B 1170:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
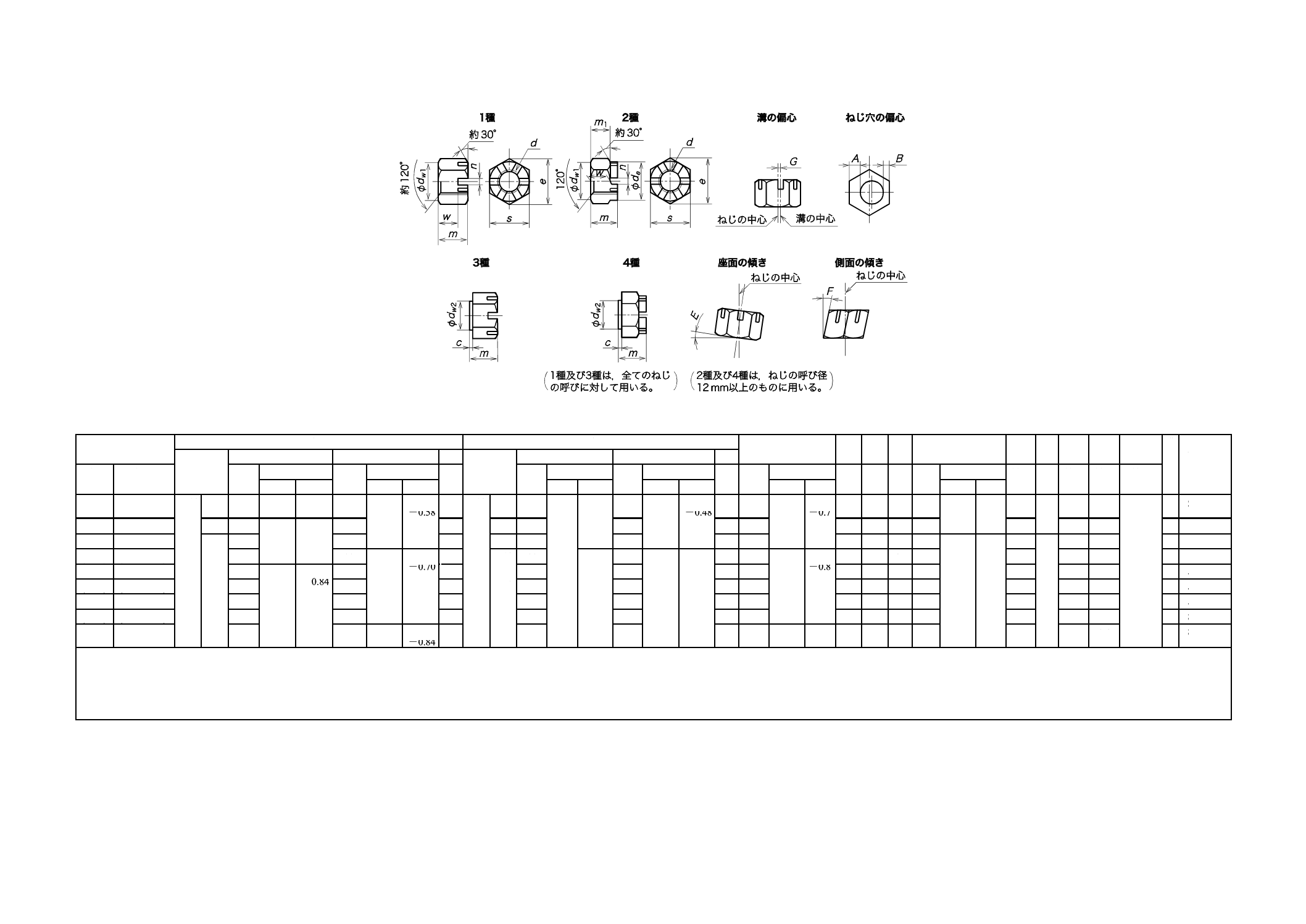
表1−種類
種類
s/d
形状の区分
形式
溝付き六角ナットa)
1.45以上b)
1種・2種・3種・4種
高形・低形
小形溝付き六角ナット
1.45未満c)
1種・2種・3種・4種
高形・低形
注a) 小形のものと区別する必要がある場合は,並形溝付き六角ナットという。
b) 呼び径76〜95 mmの溝付きナットは例外で,そのs/dは1.45未満である。
c) 呼び径8 mmの溝付きナットは例外で,そのs/dは1.45以上である。
5
形状・寸法
ナットの形状・寸法は,表2による。
表2−形状・寸法
種類
形状の区分
形式
呼び径の範囲
仕上げ程度
形状・寸法
溝付き六角ナット
1種,3種
高形
4〜 39 mm
上,中
表7
低形
10〜 39 mm
2種,4種
高形
12〜100 mm
低形
14〜100 mm
小形溝付き六角ナット
1種,3種
高形
8〜 24 mm
上,中
表8
低形
8〜 24 mm
2種,4種
高形
12〜 24 mm
低形
12〜 24 mm
6
ねじ
ナットのねじは,JIS B 0205-2に規定するメートル並目ねじ及び細目ねじとし,表3による。ねじの公
差域クラスは,JIS B 0209-3に規定する6H又は7Hとする。ただし,特に指定のない場合には,6Hとす
る。
なお,電気めっきを施したねじもJIS B 0209-3に規定する公差域クラスの許容差内になければならない。
表3−ねじの呼び径及びピッチ
単位 mm
ねじの呼び径d
4 (4.5)5
6 (7)
8
10
12 (14)16 (18)20 (22)24 (27)30 (33)
ピッチP 並目 0.7 0.75 0.8
1
1
1.25 1.5
1.75
2
2
2.5
2.5
2.5
3
3
3.5
3.5
細目
−
−
−
−
−
1
1.25 1.25
1.5
1.5
1.5
1.5
1.5
2
2
2
2
ねじの呼び径d
36 (39)42 (45)48 (52)56 (60)64 (68)72 (76)80 (85)90 (95)100
ピッチP 並目
4
4
4.5
4.5
5
5
5.5
5.5
6
6
−
−
−
−
−
−
−
細目
3
3
−
−
−
−
−
−
−
−
6
6
6
6
6
6
6
注記1 ねじの呼び径dに括弧を付けたものは,なるべく用いないのがよい。
注記2 細目ねじのピッチで,この表以外のものを必要とする場合には,JIS B 0205-2のピッチを使用することができ
る。
7
機械的性質
ナットの機械的性質は,表4による。
なお,機械的性質の強度区分は,表5による。
3
B 1170:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−ナットの機械的性質
種類
材料
形式
ねじの呼び径d
機械的性質
溝付き六角ナット
鋼
高形
39 mm以下
表5の強度区分4T,5T,6T,8T,10T a)
42 mm以上
受渡当事者間の協定による。
低形
−
ステンレス鋼 高形,低形
−
小形溝付き六角ナット
鋼
高形
−
表5の強度区分4T,5T,6T,8T a)
高形
−
受渡当事者間の協定による。
ステンレス鋼 高形,低形
−
注a) 溶接性,耐食性,300 ℃以上(快削性の場合は250 ℃以上)の耐熱性及び−50 ℃以下の耐寒性が要求され
るものには適用しない。
表5−機械的性質の強度区分
強度区分
4T
5T
6T
8T
10T
呼び保証荷重応力 N/mm2
400
500
600
800
1 000
実保証荷重応力a) N/mm2
392
490
588
785
981
硬さb) ブリネル硬さ
最大 HB
302
353
最小(参考) HB
90
110
140
170
225
ロックウェル硬さ
最大 HRC
30
36
最小(参考) HRB
49
63
78
88
−
HRC
−
18
ビッカース硬さ
最大 HV
320
360
最小(参考) HV
95
117
150
178
230
注a) 保証荷重値(実保証荷重応力にねじの有効断面積を乗じる)が343 kNを超える場合は,保証荷重試験は省
略してもよいが,受渡当事者間の協定によって最小硬さを決めたときは,その値を満足しなければならない。
b) 硬さは,ブリネル硬さ,ロックウェル硬さ又はビッカース硬さのいずれかとする。
8
材料
ナットの材料は,次による。
a) 鋼ナットで,ねじの呼び径39 mm以下のもの(低形は除く。)の材料は,一般に表6の化学成分を満
足する炭素鋼又は合金鋼で,製品が表4に規定する機械的性質を満足するものを用いる。
表6−化学成分
強度区分
化学成分 %
C(最大)
Mn(最小)
P(最大)
S(最大)
4T,5T及び6T a)
0.50
−
0.110
0.150
8T
0.58
0.30
0.060
0.150
10Tb)
0.58
0.30
0.048
0.058
注a) 強度区分4T,5T及び6Tの材料は,受渡当事者間の協定によって,快削鋼を用いてもよい。ただし,
この場合のP,S及びPbの含有量は,次による。
P:0.12 %以下,S:0.34 %以下,Pb:0.35 %以下
b) 強度区分10Tの材料は,ナットの機械的性質を向上させるために必要に応じて他の合金元素を加えて
もよい。
b) ステンレスナット,低形の鋼ナット及びねじの呼び径42 mm以上の高形の鋼ナットの材料は,受渡当
事者間の協定による。ただし,ステンレスナットの材料は,指定がない限りJIS G 4303又はJIS G 4315
4
B 1170:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
による。
9
表面状態
9.1
表面粗さ
ナットの座面の表面の粗さは,Rz25とする。
9.2
外観
ナットの外観は,使用上有害な割れ,きず,ばり,かえりなどの表面欠陥があってはならない。
10 表面処理
ナットには,一般に表面処理を施さない。特に,めっき又はその他の表面処理を必要とする場合には,
受渡当事者間の協定による。
なお,電気めっきの要求がある場合には,JIS B 1044によるのがよい。
11 試験・検査
11.1 形状・寸法
形状・寸法の検査は,JIS B 1071の箇条4(測定方法)又はこれと同等以上の方法によって行い,箇条5
に適合しなければならない。
なお,形状・寸法検査における溝の偏心(G)の検査方法の一例を附属書Aに示す。
11.2 ねじ
ねじの検査は,JIS B 1071の箇条4又はこれと同等以上の方法によって行い,箇条6の規定に適合しな
ければならない。
11.3 機械的性質
ナットの機械的性質の検査は,次による。
a) ねじの呼び径39 mm以下の鋼ナット(低形は除く。)に対する機械的性質の検査は,次によって行い,
箇条7の規定に適合しなければならない。
1) 保証荷重応力の試験は,JIS B 1052-2の8.1(保証荷重試験)による。
保証荷重応力試験の試験荷重はJIS B 1082のねじの有効断面積に表5の実保証荷重応力を乗じた
値とする。
2) 硬さは,ナットの座面における120度ずつ離れた3か所で測定し,その平均値をナットの硬さとす
る。疑義が生じた場合は,ナットの軸心を含む縦断面におけるねじの谷底にできるだけ近い箇所の
硬さを測定する。
ブリネル硬さ試験はJIS Z 2243,ロックウェル硬さ試験はJIS Z 2245,ビッカース硬さ試験はJIS
Z 2244による。
b) ステンレスナット,低形の鋼ナット及びねじの呼び径42 mm以上の高形のナットに対する機械的性質
は,受渡当事者間の協定による。
11.4 表面状態
ナットの表面状態の検査は,次による。
a) 表面粗さの検査は,JIS B 0601又はこれと同等以上の方法によって行い,9.1の規定に適合しなければ
ならない。
b) 外観の検査は,目視によって行い,9.2の規定に適合しなければならない。
5
B 1170:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12 製品の呼び方
ナットの呼び方は,JIS B 1010による。
なお,注文者から表面処理の種類などの指定事項がある場合は,必要に応じて付け加える。
例1 JIS B 1170の溝付き六角ナットで,ねじの呼びがM16,ねじの公差域クラスが6H,形状が2種,
形式が高形,強度区分が8T,仕上げ程度が上の場合:
溝付き六角ナット JIS B 1170‐M16‐6H‐2種‐高形‐8T‐上
例2 JIS B 1170の小形溝付き六角ナットで,ねじの呼びがM8,ねじの公差域クラスが6H,形状が
1種,形式が低形,材料がSUS305,仕上げ程度が上の場合:
小形溝付き六角ナット JIS B 1170‐M8‐6H‐1種‐低形‐SUS305‐上
13 表示
13.1 製品の表示
製品の表示については,特に規定しない。
13.2 包装の表示
包装には,外面に次の事項を表示しなければならない。
a) 規格番号又は規格名称
b) ねじの呼び
c) ねじの公差域クラス
d) 種類(形状の区分及び形式)
e) 仕上げ程度
f)
機械的性質の強度区分[ねじの呼び径d=39 mm以下の鋼ナット(低形を除く。)の場合]
g) 材料(強度区分を規定していない場合)
h) 指定事項(例えば,めっきの指定)
i)
数量
j)
製造業者名又はその略号
6
B 1170:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
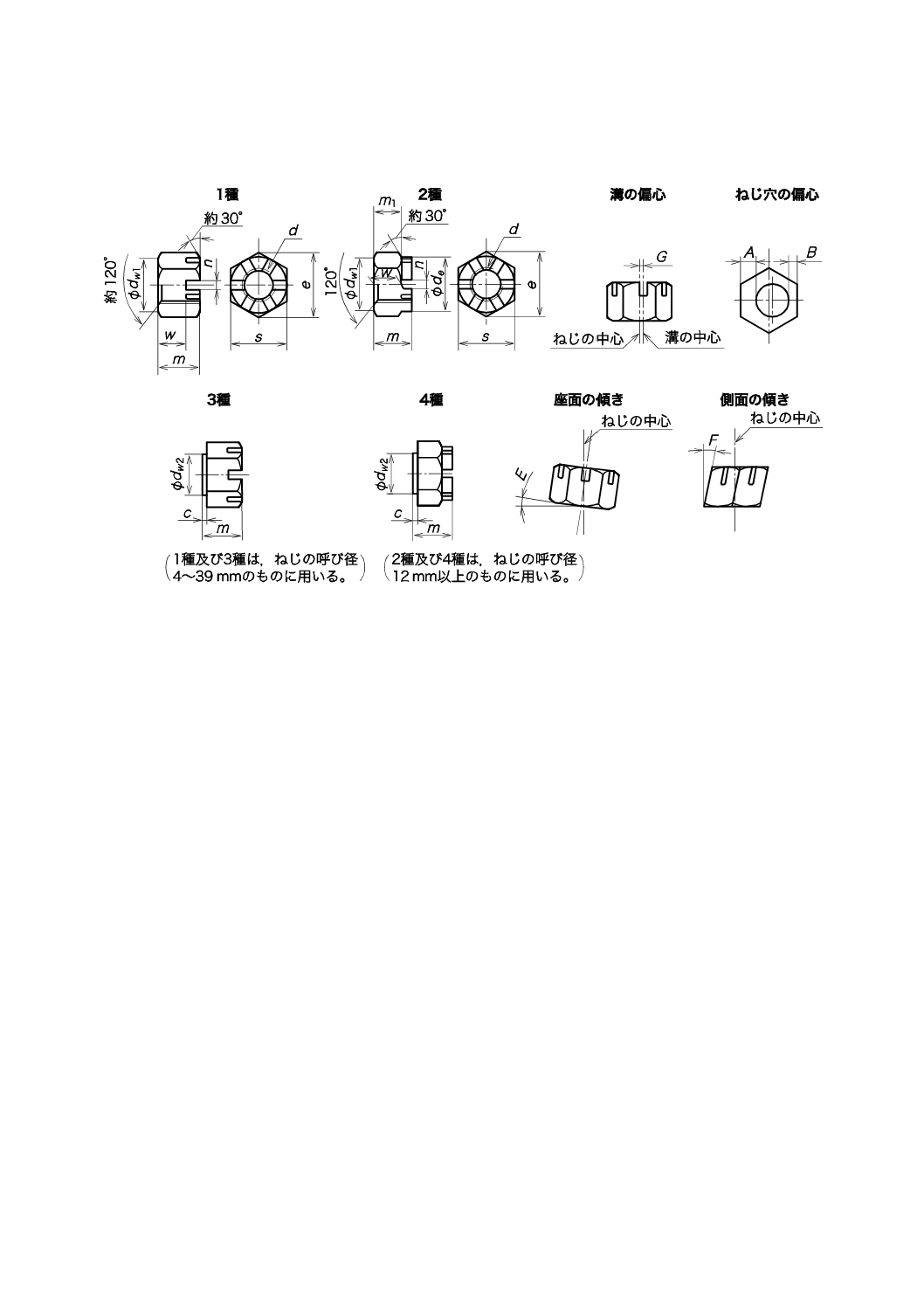
表7−溝付き六角ナット
7
B 1170:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
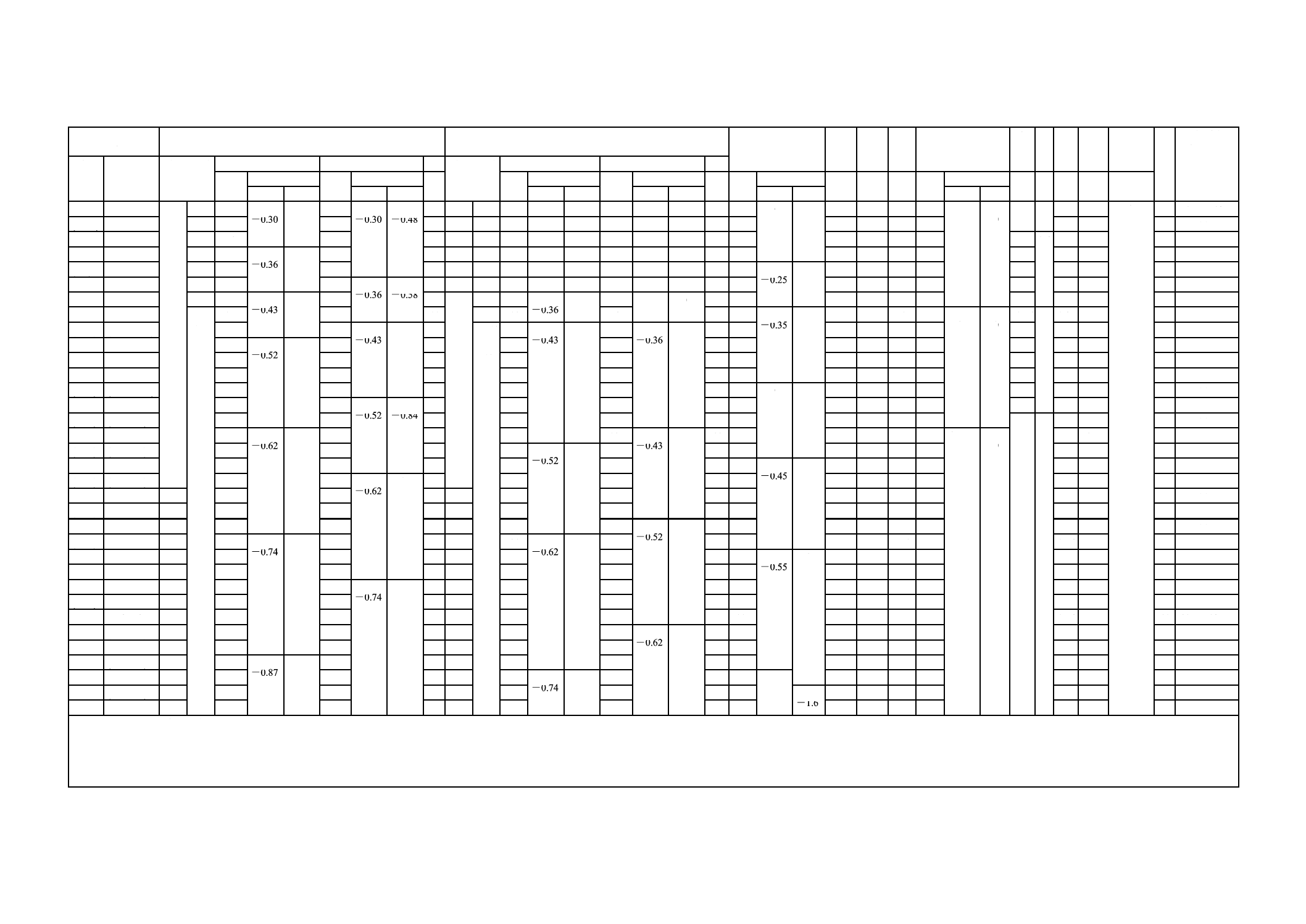
表7−溝付き六角ナット(続き)
単位 mm
ねじの呼び
d
高形
低形
s
e
dw1
de
n
dw2 c
G A−B E及びF 溝
の
数
(参考)
割ピンの
寸法
並目
細目
形状の区分
m
w
m1 形状の区分
m
w
m1
基準
寸法
許容差
基準
寸法
許容差
約
基準
寸法
許容差
基準
寸法
許容差
約
基準
寸法
許容差
約
約
約
基準
寸法
許容差
最小 約 最大 最大
最大
上
中
上
中
上
中
上
中
上
中
上
中
M4
−
1種
及び
3種
−
5
0
−0.30 0
−0.48
3.2 0
−0.30 0
−0.48 −
−
−
−
−
−
−
−
−
−
7 0
−0.2
0
−0.6
8.1
6.8
−
1.2 +0.25
0
+0.3
0
− − 0.18 0.2
1°
6
1 × 12
(M4.5)
−
−
6
4
−
−
−
−
−
−
−
−
−
−
8
9.2
7.8
−
1.2
0.18 0.3
6
1 × 12
M5
−
−
6
4
−
−
−
−
−
−
−
−
−
−
8
9.2
7.8
−
1.4
7.2 0.4 0.18 0.3
6
1.2× 12
M6
−
−
7.5 0
−0.36 0
−0.58
5
−
−
−
−
−
−
−
−
−
−
10
11.5
9.8
−
2
9.0
0.18 0.3
6
1.6× 16
(M7)
−
−
8
5.5
−
−
−
−
−
−
−
−
−
−
11 0
−0.25 0
−0.7
12.7
10.8
−
2
10
0.22 0.3
6
1.6× 16
M8
M8×1
−
9.5
6.5 0
−0.36 0
−0.58 −
−
−
−
−
−
−
−
−
−
13
15
12.5
−
2.5
11.7
0.22 0.4
6
2 × 18
M10
M10×1.25
−
12
0
−0.43 0
−0.70
8
− 1種
及び
3種
−
8 0
−0.36 0
−0.58
4.5 0
−0.3
0
−0.48
−
17
19.6
16.5
−
2.8
15.8
0.22 0.5
6
2.5× 25
M12
M12×1.25
2種
及び
4種
15
10
10
−
10
6
−
19 0
−0.35 0
−0.8
21.9
18
17
3.5 +0.3
0
+0.4
0
17.6 0.6 0.27 0.7
6
3.2× 25
(M14) (M14×1.5)
16
11
0
−0.43 0
−0.70
11
2種
及び
4種
11 0
−0.43 0
−0.70
7
0
−0.36 0
−0.58
7
22
25.4
21
19
3.5
20.4
0.27 0.7
6
3.2× 28
M16
M16×1.5
19
0
−0.52 0
−0.84
13
13
13
8
8
24
27.7
23
22
4.5
22.3
0.43 0.8
6
4 × 32
(M18) (M18×1.5)
21
15
15
13
8
8
27
31.2
26
25
4.5
25.6
0.43 0.9
6
4 × 36
M20
M20×1.5
22
16
16
13
8
8
30
34.6
29
28
4.5
28.5
0.52 0.9
6
4 × 40
(M22) (M22×1.5)
26
18
18
13
8
8
32 0
−0.4
0
−1
37
31
30
5.5
30.4
0.52 1.1
6
5 × 40
M24
M24×2
27
19
0
−0.52 0
−0.84 19
14
9
9
36
41.6
34
34
5.5
34.2
0.52 1.2
6
5 × 45
(M27) (M27×2)
30
22
22
16
10
10
41
47.3
39
38
5.5
− − 0.52 1.3
6
5 × 50
M30
M30×2
33
0
−0.62 0
−1.0
24
24
18
11
0
−0.43 0
−0.70
11
46
53.1
44
42
7
+0.4
0
+0.5
0
0.52 1.5
6
6.3× 56
(M33) (M33×2)
35
26
26
20 0
−0.52 0
−0.84
13
13
50
57.7
48
46
7
0.62 1.6
6
6.3× 63
M36
M36×3
38
29
29
21
14
14
55 0
−0.45 0
−1.2
63.5
53
50
7
0.62 1.8
6
6.3× 71
(M39) (M39×3)
40
31
0
−0.62 0
−1.0
31
23
15
15
60
69.3
57
55
7
0.62 2
6
6.3× 71
M42
−
−
46
34
34
−
25
16
16
65
75
62
58
9
0.62 2.1
8
8 × 71
(M45)
−
−
48
36
36
−
27
18
18
70
80.8
67
62
9
0.62 2.3
8
8 × 80
M48
−
−
50
38
38
−
29
20
0
−0.52 0
−0.84
20
75
86.5
72
65
9
0.62 2.4
8
8 × 80
(M52)
−
−
54
0
−0.74 0
−1.2
42
42
−
31 0
−0.62 0
−1.0
21
21
80
92.4
77
70
9
0.74 2.6
8
8 × 90
M56
−
−
57
45
45
−
34
23
23
85 0
−0.55 0
−1.4
98.1
82
75
9
0.74 2.8
8
8 × 90
(M60)
−
−
63
48
48
−
36
23
23
90
104
87
80
11
0.74 2.9
8
10 ×100
M64
−
−
66
51
0
−0.74 0
−1.2
51
−
38
25
25
95
110
92
85
11
0.74 3
8
10 ×100
(M68)
−
−
69
54
54
−
40
27
27
100
115
97
90
11
0.74 3.2
8
10 ×112
−
M72×6
−
73
58
58
−
42
28
28
105
121
102
95
11
0.74 3.3
10 10 ×125
−
(M76×6)
−
76
61
61
−
46
32
0
−0.62 0
−1.0
32
110
127
107
100
11
0.74 3.5
10 10 ×125
−
M80×6
−
79
64
64
−
48
34
34
115
133
112
105
11
0.74 3.5
10 10 ×140
−
(M85×6)
−
88
0
−0.87 0
−1.4
68
68
−
50
34
34
120
139
116
110
14
0.87 3.5
10 13 ×140
−
M90×6
−
92
72
72
−
54 0
−0.74 0
−1.2
38
38
130 0
−0.65
150
126
120
14
0.87 4
10 13 ×140
−
(M95×6)
−
96
76
76
57
41
41
135
0
−1.6 156
131
125
14
0.87 4
10 13 ×160
−
M100×6
−
100
80
80
−
60
44
44
145
167
141
135
14
0.87 4.5
10 13 ×160
注記1 ねじの呼びに括弧を付けたものは,なるべく用いないのがよい。
注記2 座面側のねじ部面取りの直径は,ねじの谷の径よりも僅かに大きくすることができる。
注記3 溝部のねじは,注文者の指定によって取り除くことができる。
注記4 溝底の形状は,船底形又は丸形とし,船底形には,隅に多少の丸みを付けることができる。
注記5 溝の数及び溝の位置は,指定によって変更することができる。
8
B 1170:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−小形溝付き六角ナット
単位 mm
ねじの呼び
d
高形
低形
s
e
dw1
de
n
dw2
c
G
A−B E及びF 溝
の
数
(参考)
割ピンの
寸法
形状の
区分
m
w
m1
形状の
区分
m
w
m1
並目
細目
基準
寸法
許容差
基準
寸法
許容差
約
基準
寸法
許容差
基準
寸法
許容差
約 基準
寸法
許容差
約
約
約 基準
寸法
許容差
最小 約 最大 最大
最大
上
中
上
中
上
中
上
中
上
中
上
中
M8
M8×1
1種
及び
3種
−
9.5
0
−0.36
0
−0.58
6.5
0
−0.36
0
−0.58 − 1種
及び
3種
−
8
±0.2 ±0.3
4.5
0
−0.3
0
−0.48 −
12
0
−0.25
0
−0.7 13.9 11.5
−
2.5
+0.25
0
+0.3
0
10.8 0.4 0.22
0.4
1°
6 2 ×18
M10
M10×1.25
−
12
0
−0.43
0
−0.70
8
−
−
8
4.5
−
14
16.2 13.5
−
2.8
12.6
0.22
0.4
6 2.5 ×20
M12
M12×1.25
2種
及び
4種
15
10
10
−
10
6
−
17
19.6 16.5
16
3.5
+0.3
0
+0.4
0
15.8 0.6 0.27
0.5
6 3.2 ×25
(M14) (M14×1.5)
16
11
0
−0.43
0
−0.70 11
2種
及び
4種
11
±0.35
7
0
−0.36
0
−0.58
7
19
0
−0.35
0
−0.8 21.9 18
17
3.5
17.6
0.27
0.7
6 3.2 ×25
M16
M16×1.5
19
0
−0.52
0 0.84
13
13
13
8
8
22
25.4 21
19
4.5
20.4
0.43
0.7
6 4 ×28
(M18) (M18×1.5)
21
15
15
13
8
8
24
27.7 23
22
4.5
22.3
0.43
0.8
6 4 ×32
M20
M20×1.5
22
16
16
13
8
8
27
31.2 26
25
4.5
25.6
0.52
0.9
6 4 ×36
(M22) (M22×1.5)
26
18
18
13
8
8
30
34.6 29
28
5.5
28.5
0.52
0.9
6 5 ×40
M24
M24×2
27
19
0
−0.52
0
−0.84 19
14
9
9
32
0
−0.4
0
−1
37
31
30
5.5
30.4
0.52
1.1
6 5 ×45
注記1 ねじの呼びに括弧を付けたものは,なるべく用いないのがよい。
注記2 座面側のねじ部面取りの直径は,ねじの谷の径よりも僅かに大きくすることができる。
注記3 溝部のねじは,注文者の指定によって取り除くことができる。
注記4 溝底の形状は,船底形又は丸形とし,船底形には,隅に多少の丸みを付けることができる。
注記5 溝の数及び溝の位置は,指定によって変更することができる。
9
B 1170:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
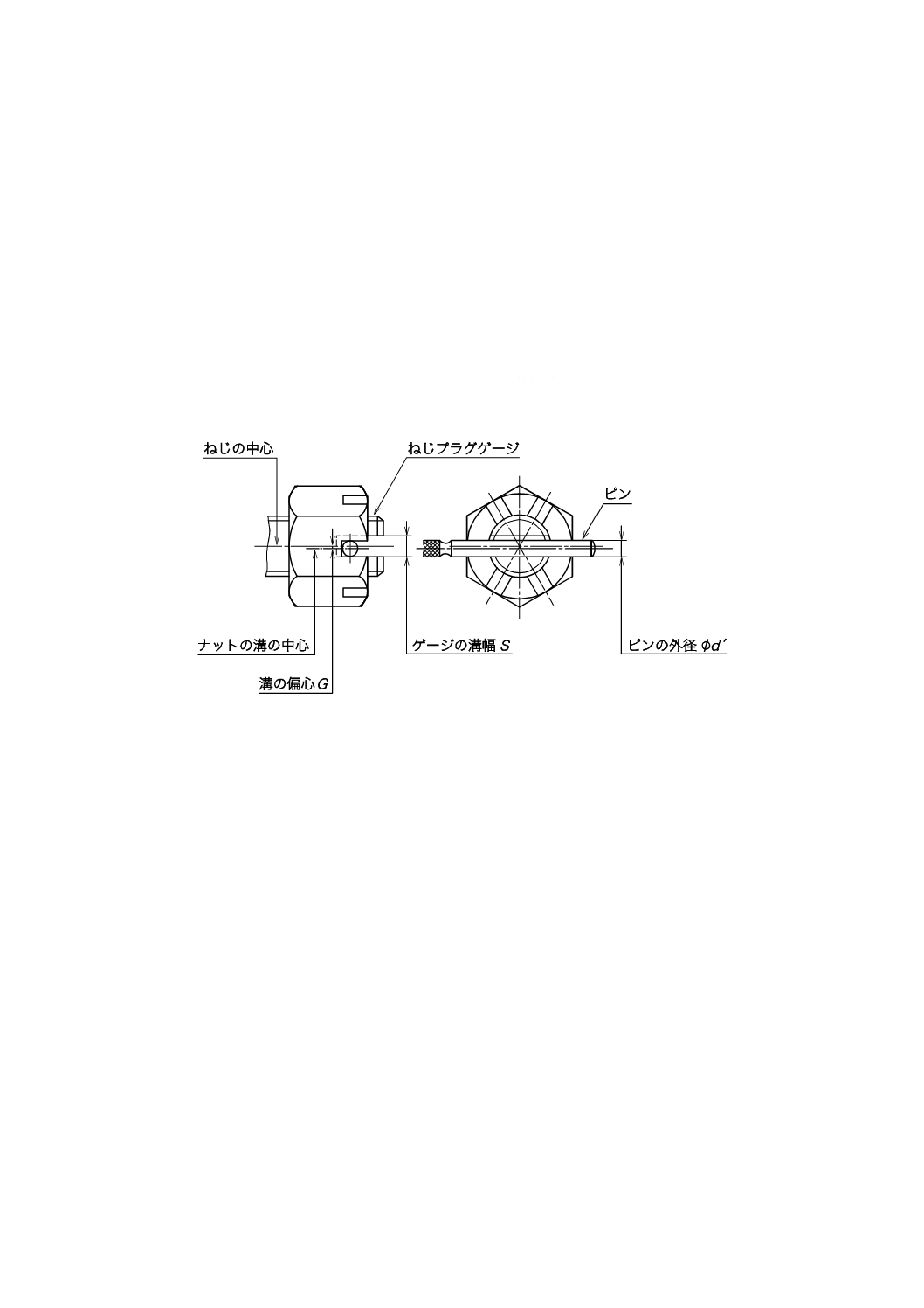
附属書A
(参考)
溝の偏心(G)の検査方法の一例
溝付きナットの形状・寸法検査における溝の偏心(G)の検査方法の一例を次に示す。
図A.1のような溝を切った通りねじプラグゲージにナットをねじ込み,ピンを用いて検査する。
ゲージの溝幅S=b'+2G
ピンの外径d'=b'
ここに,
b': ナットの溝幅(最小)
G: 溝の偏心(最大)
図A.1−溝の偏心(G)の検査方法の一例