2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1169-1994
アイナット
Eyenuts
1. 適用範囲 この規格は,機械器具類のつり上げなど一般の荷役に用いるアイナット(以下,ナットと
いう。)について規定する。
備考 この規格の引用規格を,付表2に示す。
2. 使用荷重 ナット1個による垂直づり及び2個による45度づり(1)の使用荷重は,付表1による。
注(1) 45度づりの場合は,ざぐりなどを施しナットの座面が相手と密着し,2個のナットのリングの向
きが,付表1の図のように同一平面内にあるときの使用荷重を示す。
3. 機械的性質
3.1
保証荷重 ナットは,10.1の規定によって試験したとき,表1の保証荷重以下で破断したり,また,
リングの部分に0.5%以上の永久変形が生じてはならない。
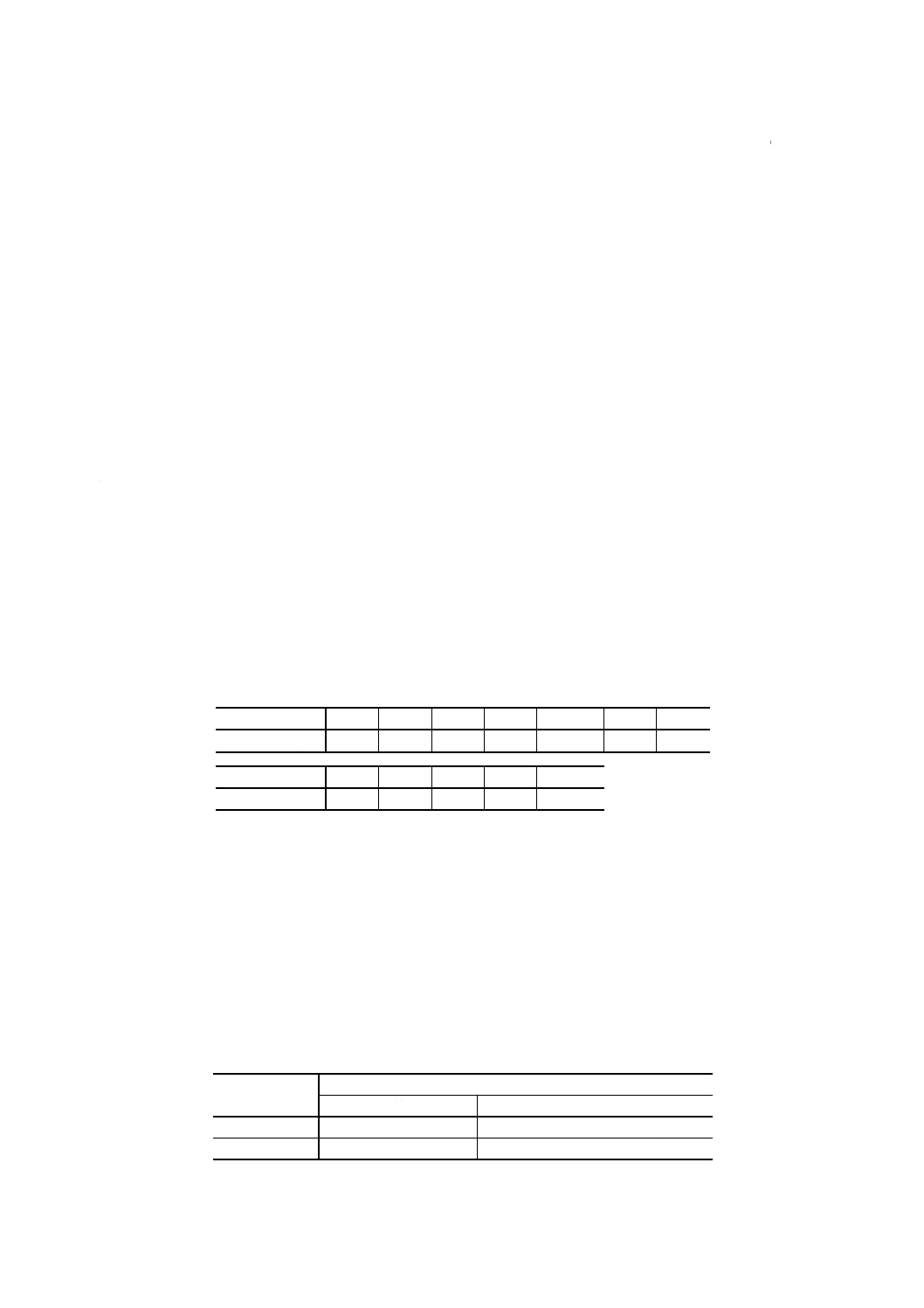
表1 保証荷重
単位 kN
ねじの呼び
M8
M10
M12
M16
M20
M24
M30
保証荷重(2)
2.35
4.41
6.47
13.24
18.54
27.95
44.13
ねじの呼び
M36
M42
M48
M64
M80×6
保証荷重(2)
67.67
100.0
132.4
265
441
注(2) 保証荷重は,使用荷重の3倍である。
3.2
硬さ ナットの硬さは,10.2の規定によって試験したとき,62HRB〜88HRBでなければならない。
なお,ナットの表面には著しい脱炭があってはならない。
3.3
ミクロ組織 ナットのミクロ組織は,10.3の規定によって試験したとき,正常な組織になっており,
帯状フェライトその他有害な欠陥がなく結晶粒度は,JIS G 0551の粒度番号5以上でなければならない。
4. 形状・寸法 ナットの形状・寸法は,付表1による。
5. ねじ ナットのねじは,表2による。
表2 ねじ
ねじの呼び
ねじ
種類
等級
M8〜M64
JIS B 0205による。
JIS B 0209の6H又は2級。
M80×6
JIS B 0207による。
JIS B 0211の6H又は2級。
備考 溶融めっきを施したねじの精度は,受渡当事者間の協定による。
2
B 1169-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 表面状態 ナットの表面は,座面及びねじ部の表面粗さが,JIS B 0601の25μmRyその他の部分は
50μmRyで,使用上有害な割れ,きず,かえり,さびなどの表面欠陥があってはならない。
なお,表面欠陥の許容限界の基準は,特に指定のない限りJIS B 1042によるのがよい。
7. 材料 ナットの材料は,JIS G 3101のSS400(3)又はJIS G 4051のS17C若しくはS20Cとする。
注(3) ナットに用いるSS400はキルド鋼とし,とりべ分析によるPは0.040%以下,Sは0.045%以下の
ものとする。
8. 製造方法 ナットの製造は,鍛造によって成形した後,表3の温度で焼ならしを施してから機械加工
を行う。
表3 焼ならし温度
材料
焼ならし温度
SS400
S17C
S20C
870〜920℃空冷
9. 表面処理 ナットの表面は,機械加工を施した部分を除いて鍛造はだのまま又はショットブラストを
施した状態とし,めっきその他の表面処理を必要とする場合は指定する。
なお,電気めっきを施したものは,原則としてもろさ除去の処理を行う。
10. 機械的性質の試験方法
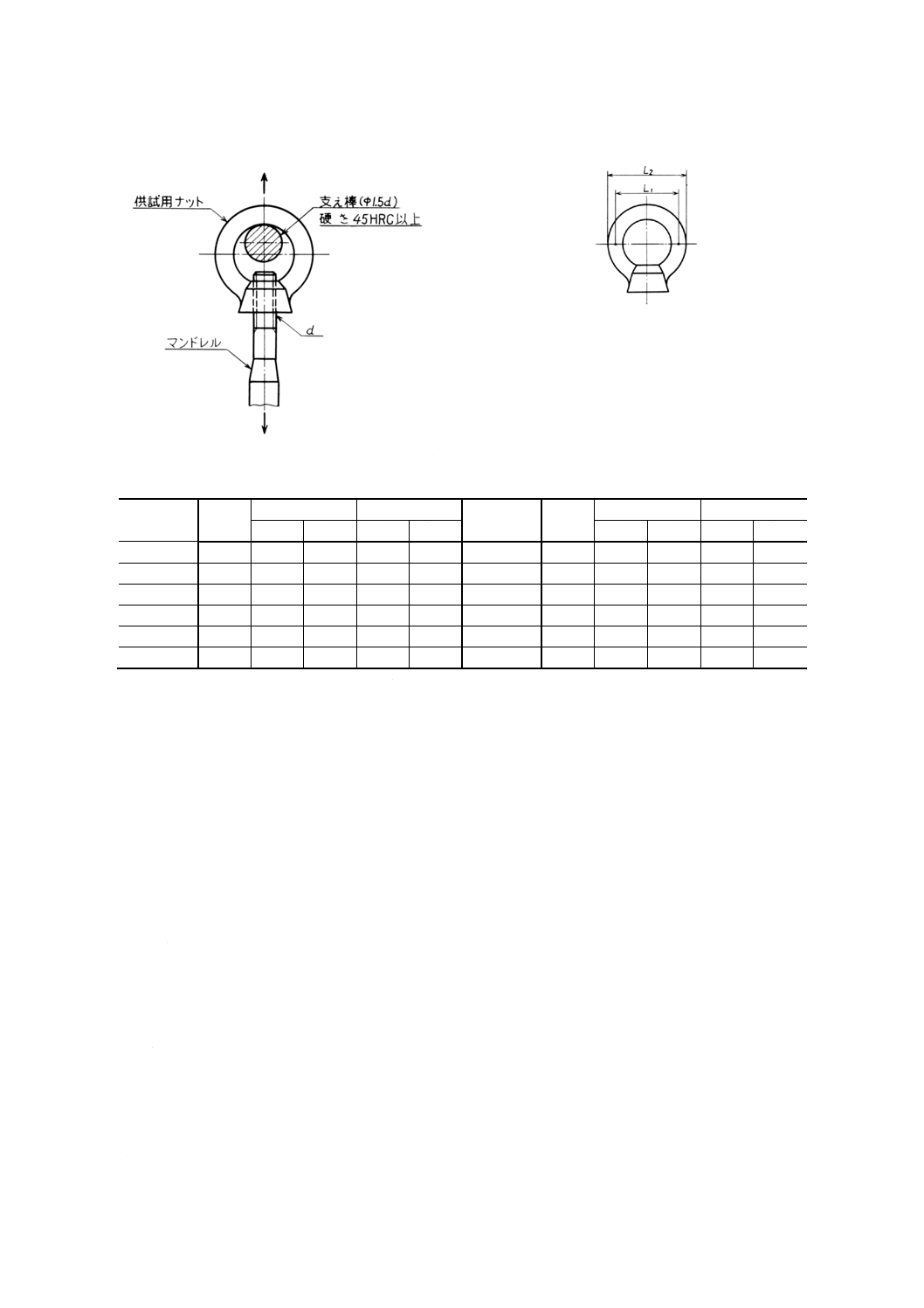
10.1 保証荷重試験 ナットの保証荷重試験は,図1のようにねじを切ったマンドレル(4)をナットにはめ
合わせ,リングに直径1.5d(dはねじの呼び径)の支え棒を入れて,軸方向に引っ張り,表1に示す保証
荷重を15秒間加えたとき,ナットが破断しないかどうか,また,その荷重を取り除いた後,ナットがマン
ドレルから指で取り外せるかどうか及びリングに永久変形がどの程度生じたかを調べる。
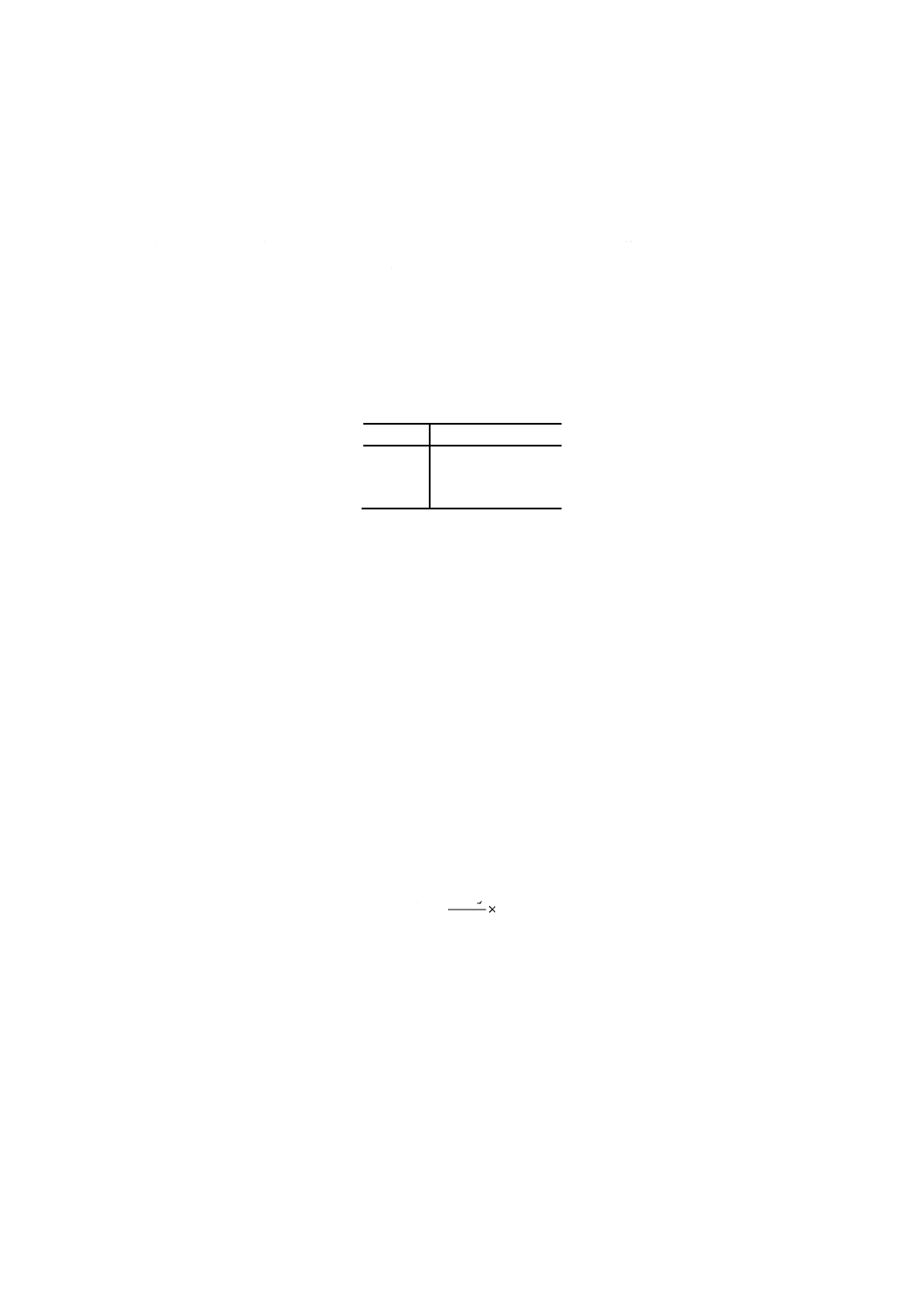
なお,永久変形の測定は,図2のようにリングのXX線上に付した標点間の寸法 (L1) 又はXX線上のリ
ング外径 (L2) を標点距離とし,それをノギス又はその他の長さ測定機によって試験前の標点距離 (L) を
測り,保証荷重を加えた後,同じ方法によって試験後の標点距離 (L') を測り,次の式によって変形率を求
める。
リングの変形率 (%) =
100
'×
L
L
L−
注(4) マンドレルは,試験するナットよりも機械的性質の高いものとし,その硬さは45HRC以上で,
ねじ部の精度は表4による。
なお,この条件を満足するならば,マンドレルの代わりにボルトを用いてもよい。
3
B 1169-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 保証荷重試験
図2 永久変形の測定
表4 マンドレルのねじ部の精度
単位 mm
ねじの呼び ピッチ
外径
有効径
ねじの呼び ピッチ
外径
有効径
最大
最小
最大
最小
最大
最小
最大
最小
M8
1.25
7.813
7.760
7.188
7.098
M30
3.5
29.628 29.522 27.727 27.557
M10
1.5
9.791
9.732
9.026
8.920
M36
4
35.583 35.465 33.402 33.222
M12
1.75
11.767 11.701 10.863 10.745
M42
4.5
41.562 41.437 39.077 38.887
M16
2
15.752 15.682 14.701 14.576
M48
5
47.531 47.399 44.752 44.552
M20
2.5
19.706 19.623 18.376 18.244
M64
6
63.470 63.320 60.103 59.879
M24
3
23.670 23.577 22.051 21.891
M80×6
6
79.470 79.320 76.103 75.879
10.2 硬さ試験 ナットの硬さ試験は,JIS Z 2245に規定する方法によって行い,ナット座面における硬
さを調べる。
なお,硬さの測定箇所は,受渡当事者間の協定によってリングの表面としてもよい。ただし,この場合
は,リングの表面を約1mm削り取ってから測定する。
10.3 ミクロ組織試験 ナットのミクロ組織試験は,リングの中心円を含む縦断面を倍率100倍程度の顕
微鏡で観察する。この場合,切断面は研摩仕上げした後,硝酸アルコールの溶液で腐食させて行う。
また,結晶粒度は,JIS G 0551に規定する方法によって調べる。
11. 検査
11.1 検査の種類と検査の項目 ナットの検査は,形式検査(5)と受渡検査(6)とに区分し,検査の項目は,
それぞれ次のとおりとする。
なお,形式検査及び受渡検査の抜取検査方式は,受渡当事者間の協定による。
注(5) 形式検査とは,製品の品質が設計で示されたすべての品質項目を満足するかどうかを判定する
ための検査をいう。
(6) 受渡検査とは,既に形式検査に合格したものと同じ設計・製造に係る製品の受渡しに際して,
必要と認められる品質項目が満足するものであるかどうかを判定するための検査をいう。
(1) 形式検査項目 形式検査として行う検査項目は,次による。
(a) 保証荷重検査
(b) 硬さ検査
4
B 1169-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(c) ミクロ組織検査
(d) 形状・寸法検査
(e) ねじ検査
(f) 表面状態検査
(g) 材料検査
(2) 受渡検査項目 受渡検査として行う検査項目は,次による。
(a) 保証荷重検査
(b) 硬さ検査
(c) 形状・寸法検査
(d) ねじ検査
(e) 表面状態検査
11.2 形式検査 ナットの形式検査は,次による。
(1) 保証荷重検査 ナットの保証荷重検査は,10.1に規定する方法で試験したとき,3.1の規定に適合しな
ければならない。
(2) 硬さ検査 ナットの硬さ検査は,10.2に規定する方法で試験したとき,3.2の規定に適合しなければな
らない。
(3) ミクロ組織検査 ナットのミクロ組織検査は,10.3に規定する方法で試験したとき,3.3の規定に適合
しなければならない。
(4) 形状・寸法検査 ナットの形状・寸法検査は,直接測定,限界ゲージその他の方法で行い,4.の規定
に適合しなければならない。
(5) ねじ検査 ナットのねじ検査は,JIS B 0251若しくはJIS B 0252に規定するねじ用限界ゲージ又はこ
れに代わるねじ検査器具によって行い,5.の規定に適合しなければならない。
(6) 表面状態検査 ナットの表面状態検査は,目視によって行い,6.の規定に適合しなければならない。
ただし,表面粗さは,表面粗さ標準片(JIS B 0659参照)又は表面粗さ測定器(JIS B 0651参照)を
用いて検査する。
なお,表面欠陥の検査は,必要に応じてJIS G 0565又はJIS Z 2343に規定する方法によって行う。
(7) 材料検査 ナットの材料検査は,原則として試験成績表による確認とし,とりべ分析による化学成分
が,7.に規定する材料のものに適合しなければならない。
11.3 受渡検査 ナットの受渡検査は,次による。
(1) 保証荷重検査 保証荷重検査は,11.2の(1)による。ただし,受渡当事者間の協定により形式検査の保
証荷重検査の成績を確認することによって,この検査を省略してもよい。
(2) 硬さ検査 硬さ検査は,11.2の(2)による。
(3) 形状・寸法検査 形状・寸法検査は,11.2の(4)による。
(4) ねじ検査 ねじ検査は,11.2の(5)による。
(5) 表面状態検査 表面状態検査は,11.2の(6)による。
12. 包装 ナットの包装は,製品が損傷しないようにし,めっきなどの表面処理を施さないナットは,適
当なさび止め油を塗布してから包装する。
13. 製品の呼び方 ナットの呼び方は,規格番号又は規格名称,ねじの呼び及び指定事項による。

5
B 1169-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例
注(7) この記号は,JIS H 8610に規定する2種の2級を示す。
14. 表示
14.1 製品の表示 ねじの呼びM16以上のナットには,原則として座の円筒部又はその他適当な箇所にね
じの呼び(8)及び製造業者の略号を表示する。
注(8) ねじの呼びM80×6のものは,ピッチの表示を省略してもよい。
14.2 包装の表示 ナットの包装には,外面に次の事項を表示する。
(1) 規格名称
(2) ねじの呼び
(3) 数量・指定事項
(4) 製造業者名又はその登録商標
6
B 1169-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
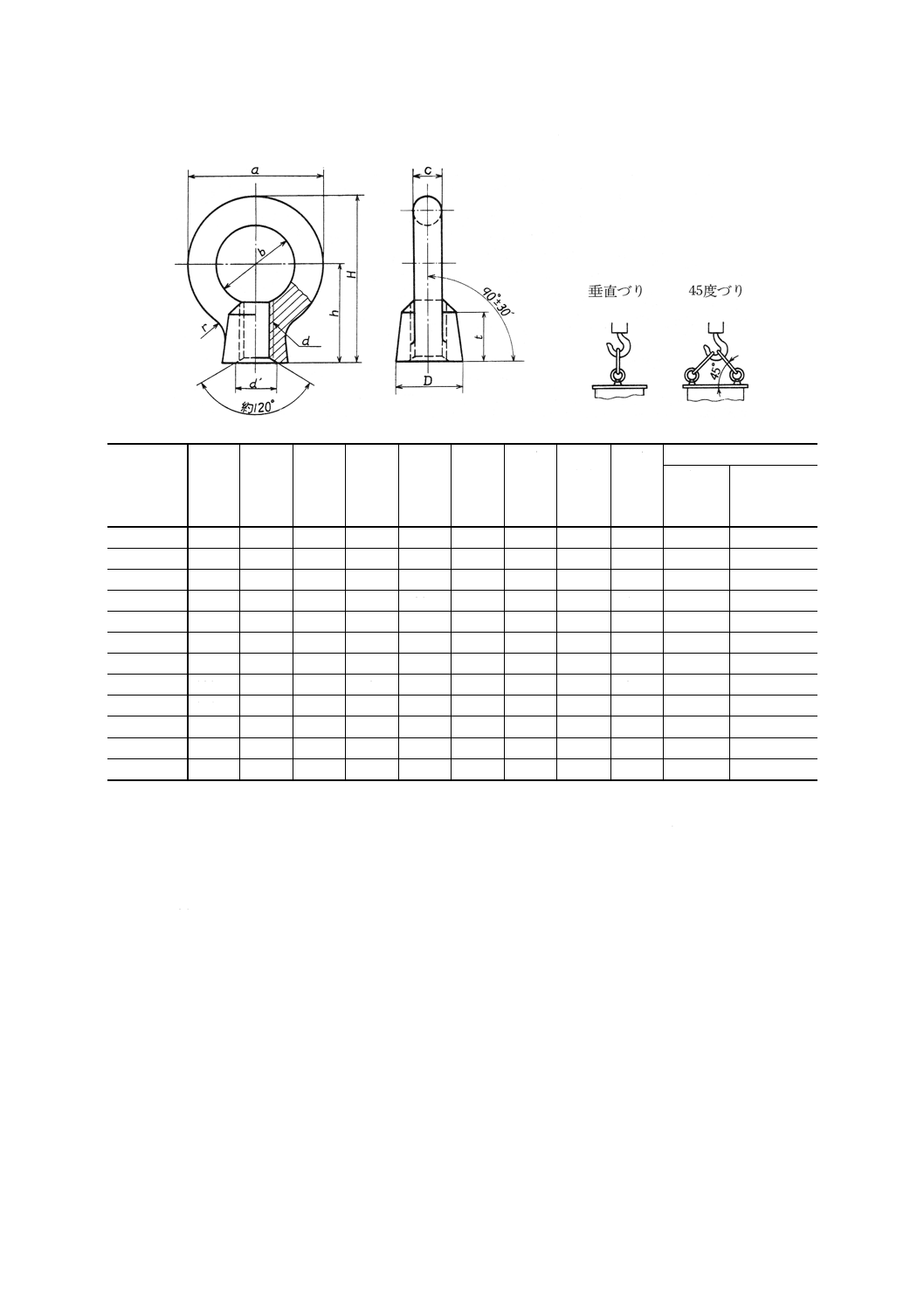
付表1 アイナットの形状・寸法及び使用荷重
単位 mm
ねじの呼び
(d)
a
b
c
D
t
h
H
(参考)
r
(約)
d'
使用荷重
垂直づり
45度づり(9)
(2個につき)
kN
kN
M8
32.6
20
6.3
16
12
23
39.3
8
8.5
0.785
0.785
M10
41
25
8
20
15
28
48.5
10
10.6
1.47
1.47
M12
50
30
10
25
19
36
61
12
12.5
2.16
2.16
M16
60
35
12.5
30
23
42
72
14
17
4.41
4.41
M20
72
40
16
35
28
50
86
16
21.2
6.18
6.18
M24
90
50
20
45
38
66
111
25
25
9.32
9.32
M30
110
60
25
60
46
80
135
30
31.5
14.7
14.7
M36
133
70
31.5
70
55
95
161.5
35
37.5
22.6
22.6
M42
151
80
35.5
80
64
109
184.5
40
45
33.3
33.3
M48
170
90
40
90
73
123
208
45
50
44.1
44.1
M64
210
110
50
110
90
151
256
50
67
88.2
88.2
M80×6
266
140
63
130
108
184
317
60
85
147
147
注(9) 45度づりの使用荷重は,ナットの座面が相手と密着し,2個のナットのリングの向きが上図のように同一平
面内にある場合に適用する。
備考 a,b,c,D,t及びhの許容差は,JIS B 0415の並級,d'の許容差は,JIS B 0405の粗級とする。
付表2 引用規格
JIS B 0205 メートル並目ねじ
JIS B 0207 メートル細目ねじ
JIS B 0209 メートル並目ねじの許容限界寸法及び公差
JIS B 0211 メートル細目ねじの許容限界寸法及び公差
JIS B 0251 メートル並目ねじ用限界ゲージ
JIS B 0252 メートル細目ねじ用限界ゲージ
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 0415 鋼の熱間型鍛造品公差(ハンマ及びプレス加工)
JIS B 0601 表面粗さ−定義及び表示
JIS B 0651 触針式表面粗さ測定器
7
B 1169-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 0659 比較用表面粗さ標準片
JIS B 1042 締結用部品−表面欠陥 第2部 ねじの呼びM5〜M39のナット
JIS G 0551 鋼のオーステナイト結晶粒度試験方法
JIS G 0565 鉄鋼材料の磁粉探傷試験方法及び磁粉模様の分類
JIS G 3101 一般構造用圧延鋼材
JIS G 4051 機械構造用炭素鋼鋼材
JIS H 8610 電気亜鉛めっき
JIS Z 2245 ロックウェル硬さ試験方法
JIS Z 2343 浸透探傷試験方法及び浸透指示模様の分類
機械要素部会 つりボルト・ナット専門委員会 構成表(昭和50年3月1日改正のとき)
氏名
所属
(委員会長)
北 郷 薫
東京大学工学部
益 田 亮
相模工業大学工学部
逢 坂 國 一
工業技術院標準部
宇田川 鉦 作
日本ねじ研究協会
榎 本 善四郎
社団法人日本ねじ工業協会
岡 田 勝 一
浪速鉄工株式会社
國 本 静 夫
株式会社平戸製作所
張ケ谷 栄 次
株式会社平和螺子工業所
村 上 真一郎
村上工業株式会社
山 本 周 蔵
静香産業株式会社
喜 多 智慧夫
株式会社荏原製作所技術管理部
沢 畠 三 美
株式会社明電舎プラント部大崎工場
西 村 清
石川島播磨重工業株式会社生産技術部
野 沢 守
株式会社日立製作所日立工場技術部
平 松 精 一
東京芝浦電気株式会社府中工場情報システム部
山 口 直 洋
三菱重工業株式会社造機管理部
(専門委員)
中 村 智 男
日本ねじ研究協会
(事務局)
伊 東 厚
工業技術院標準部機械規格課
(事務局)
熊 川 誠 一
工業技術院標準部機械規格課(平成6年3月1日改正のとき)