B 1130:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 形状・寸法 ······················································································································ 2
5 製品仕様及び適用規格 ······································································································· 5
6 ねじと座金との組合せ ······································································································· 5
7 表面処理························································································································· 5
8 製品の呼び方 ··················································································································· 6
9 表示······························································································································· 6
9.1 製品の表示 ··················································································································· 6
9.2 包装の表示 ··················································································································· 6
附属書A(参考)座金組込みねじの製造方法 ············································································· 7
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 8
B 1130:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1130:2006は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1130:2012
鋼製平座金組込みねじ−
座金の硬さ区分200 HV及び300 HV
Screw and washer assemblies made of steel with plain washers-
Washer hardness classes 200 HV and 300 HV
序文
この規格は,2009年に第2版として発行されたISO 10644を基に,対応する部分(形状・寸法,製品仕
様及び適用規格,ねじと座金との組合せ,表面処理並びに製品の呼び方)については対応国際規格を翻訳
し,技術的内容を変更することなく作成した日本工業規格であるが,対応国際規格には規定されていない
規定項目(用語及び定義並びに表示)を日本工業規格として追加している。
なお,この規格で側線又は点線の下線を施してある箇所及び附属書JAは,対応国際規格にはない事項
である。
1
適用範囲
この規格は,頭部座面が平らで,強度区分10.9以下,M2〜M12のねじに,硬さ区分200 HV又は300 HV
の平座金を組み込んだ鋼製平座金組込みねじの要求事項について規定する。
平座金は,組み込み後,ねじから脱落せずに自由に回転するものとする。
注記1 規定された要求事項を満たすために,座金組込みねじの製造においては,構成部品の組み込
み工程だけではなく,ねじブランク及び座金の材料並びに製造方法を考慮する(附属書Aを
参照)。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 10644:2009,Screw and washer assemblies made of steel with plain washers−Washer hardness
classes 200 HV and 300 HV(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 1044 締結用部品−電気めっき
注記 対応国際規格:ISO 4042:1999,Fasteners−Electroplated coatings(IDT)
JIS B 1046 締結用部品−非電解処理による亜鉛フレーク皮膜
注記 対応国際規格:ISO 10683:2000,Fasteners−Non-electrolytically applied zinc flake coatings(IDT)
2
B 1130:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 1051 炭素鋼及び合金鋼製締結用部品の機械的性質−第1部:ボルト,ねじ及び植込みボルト
注記 対応国際規格:ISO 898-1,Mechanical properties of fasteners made of carbon steel and alloy steel
−Part 1: Bolts, screws and studs with specified property classes−Coarse thread and fine pitch thread
(MOD)
JIS B 1101 すりわり付き小ねじ
注記 対応国際規格:ISO 1207:1992,Slotted cheese head screws−Product grade A及びISO 1580:1994,
Slotted pan head screws−Product grade A(全体評価:NEQ)
JIS B 1107 ヘクサロビュラ穴付き小ねじ
注記 対応国際規格:ISO 14583:2001,Hexalobular socket pan head screws(MOD)
JIS B 1111 十字穴付き小ねじ
注記 対応国際規格:ISO 7045:1994,Pan head screws with type H or type Z cross recess−Product grade
A(NEQ)
JIS B 1136 ヘクサロビュラ穴付きボルト
注記 対応国際規格:ISO 14579:2001,Hexalobular socket head cap screws(IDT)
JIS B 1176 六角穴付きボルト
注記 対応国際規格:ISO 4762:2004,Hexagon socket head cap screws(MOD)
JIS B 1180 六角ボルト
注記 対応国際規格:ISO 4014:1999,Hexagon head bolts−Product grades A and B,ISO 4015:1979,
Hexagon head bolts−Product grade B−Reduced shank (shank diameter approximately equal to
pitch diameter)及びISO 4017:1999,Hexagon head screws−Product grades A and B(全体評価:
MOD)
JIS B 1189 フランジ付き六角ボルト
注記 対応国際規格:ISO 15071:1999,Hexagon bolts with flange−Small series−Product grade A及び
ISO 15072:1999,Hexagon bolts with flange with metric fine pitch thread−Small series−Product
grade A(全体評価:MOD)
JIS B 1258 座金組込みねじ用平座金−小形,並形及び大形系列−部品等級A
注記 対応国際規格:ISO 10673:2009,Plain washers for screw and washer assemblies−Small,normal
and large series−Product grade A(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0101による。
4
形状・寸法
組み込む平座金の形状・寸法は,JIS B 1258による。
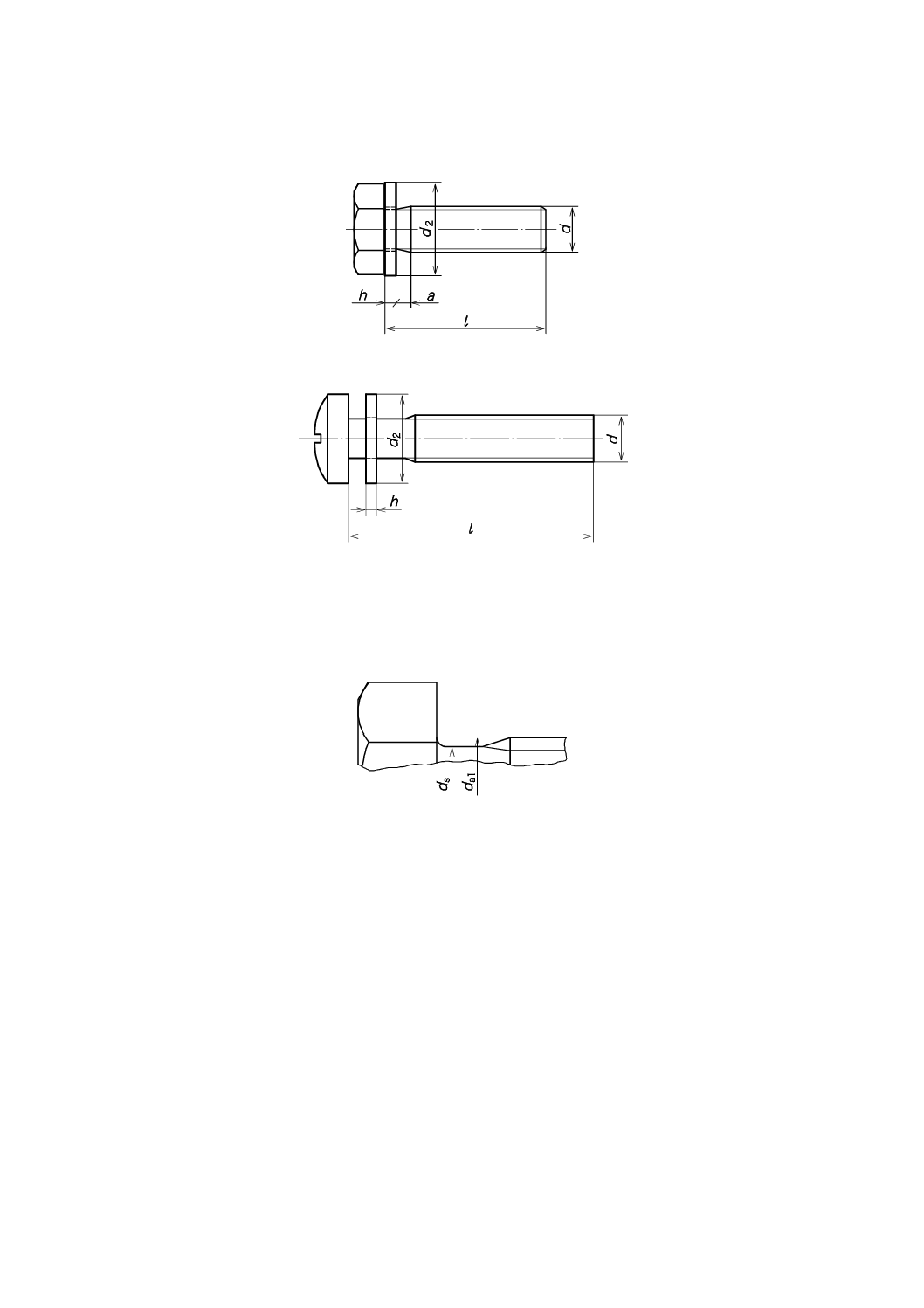
座金を組み込むねじの形状・寸法は,次の事項を除いて,それぞれの適用規格JIS B 1101,JIS B 1107,
JIS B 1111,JIS B 1136,JIS B 1176,JIS B 1180及びJIS B 1189に適合しなければならない。
− ねじの首下の軸径dsは,JIS B 1258で規定する座金が自由に回転する径とする。
注記 dsは,ねじの有効径とほぼ同じ寸法である。
− 座金の面の近くまで,ねじ山が成形された製品(図1参照)の頭部座面から完全ねじ山までの最大長
さは,規定の厚さの座金を収容するのに必要な分まで増やす。
3
B 1130:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
座金組込みねじの例を,図1及び図2に示す。
図1−座金の面の近くまでねじ山が成形されたねじ
図2−円筒部をもつねじ
− 丸み移行円の径da1(図3及び表1参照)は,それぞれの適用規格(表3参照)で規定する丸み移行円
の径daから,ねじの呼び径dと有効径との差に等しい量だけ小さくした寸法とする。適用規格で規定
する首下丸み部の半径は,変更してはならない。
図3−丸み移行円の径da1及び首下の軸径ds
4
B 1130:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
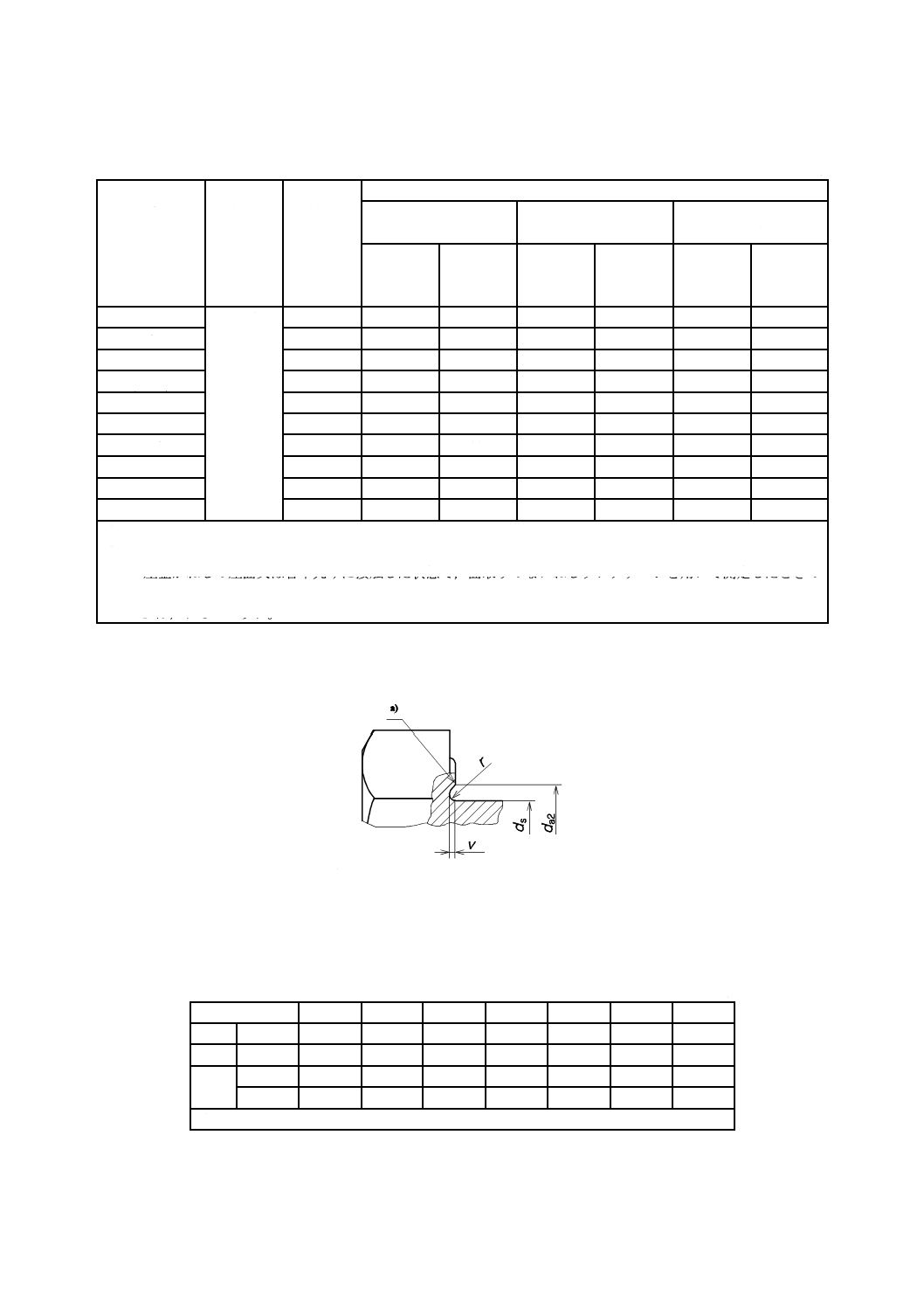
表1−丸み移行円の寸法
単位 mm
ねじの呼びa)
d
a b)
最大
da1
最大
平座金の寸法
小形系列
S形
並形系列
N形
大形系列
L形
h
基準寸法
d2
基準寸法
(最大)
h
基準寸法
d2
基準寸法
(最大)
h
基準寸法
d2
基準寸法
(最大)
M2
2P c)
2.4
0.6
4.5
0.6
5
0.6
6
M2.5
2.8
0.6
5
0.6
6
0.6
8
M3
3.3
0.6
6
0.6
7
0.8
9
(M3.5)
3.7
0.8
7
0.8
8
0.8
11
M4
4.3
0.8
8
0.8
9
1
12
M5
5.2
1
9
1
10
1
15
M6
6.2
1.6
11
1.6
12
1.6
18
M8
8.4
1.6
15
1.6
16
2
24
M10
10.2
2
18
2
20
2.5
30
M12
12.6
2
20
2.5
24
3
37
注記 平座金の寸法は,JIS B 1258から抜粋。
注a) ねじの呼びに括弧を付けたものは,なるべく用いない。
b) 座金がねじの座面又は首下丸みに接触した状態で,面取りのないねじリングゲージを用いて測定したときの
座金の下面から完全ねじ山までの最大長さ(図1参照)。
c) Pは,ねじのピッチ。
− 受渡当事者間の協定によって選択することができるアンダカット(U形)の首下部をもつねじの形状・
寸法は,図4及び表2による。
注a) 接続は滑らかでなければならない。
図4−アンダカット(U形)の首下部形状
表2−U形の寸法
単位 mm
ねじの呼びd
M3
M4
M5
M6
M8
M10
M12
da2
最大
3.6
4.7
5.7
6.8
9.2
11.2
13.7
r
最小
0.1
0.2
0.2
0.25
0.4
0.4
0.6
v
最大
0.20
0.25
0.25
0.30
0.4
0.4
0.5
最小
0.05
0.05
0.05
0.05
0.1
0.1
0.1
注記 その他の寸法は,表1参照。
5
B 1130:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
製品仕様及び適用規格
座金組込みねじの構成部品は,完成した状態で表3のそれぞれの製品規格に規定する材料及び機械的性
質に適合していなければならない。
疑義が生じた場合の判定のためには,座金を取り外してJIS B 1051に基づいて機械的性質に関する試験
を行う。
座金組込みねじで使用する座金の硬さ区分は,次による。
− ねじの強度区分8.8以下:JIS B 1258で規定する座金の硬さ区分200 HV又は300 HV
− ねじの強度区分9.8及び10.9:JIS B 1258で規定する座金の硬さ区分300 HV
注記 完成品の座金の硬さ区分は,附属書Aに記載する製造方法で得ることができる。
6
ねじと座金との組合せ
ねじと座金との標準的な組合せ及び製品に用いる記号は,表3による。
最大の丸み移行円の径da1をもつねじに組み込まれた最小の内径d1をもつ座金は,座金と首下丸みの部
分で干渉を起こすことがある。その場合には,首下丸み部に接触痕が生じて,締付けトルクと締付け力と
の関係に影響を及ぼす可能性がある。
干渉及び接触痕を避けるためには,アンダカット(U形)の首下部をもつねじ又は面取りを施した座金
の使用が望ましい。
表3−ねじと座金との組合せ−記号
ねじ
座金a)
適用規格
種類
記号
種類
S形
N形
L形
記号S
記号N
記号L
JIS B 1180
全ねじ六角ボルト−並目ねじ−A
全ねじ六角ボルト−並目ねじ−B
S1
−
×
×
JIS B 1180
呼び径六角ボルト−並目ねじ−A b)
呼び径六角ボルト−並目ねじ−B b)
S2
−
×
×
JIS B 1111
十字穴付きなべ小ねじ
S3
−
×
×
JIS B 1176
六角穴付きボルト
S4
×
×
×
JIS B 1101
すりわり付きなべ小ねじ
S5
−
×
×
JIS B 1101
すりわり付きチーズ小ねじ
S6
×
×
×
JIS B 1136
ヘクサロビュラ穴付きボルト
S10
×
×
×
JIS B 1107
ヘクサロビュラ穴付きなべ小ねじ
S11
−
×
×
JIS B 1189
フランジ付き六角ボルト
S12
−
×
×
注記 ×印は,ねじと座金との標準的な組合せを示す。
注a) JIS B 1258による。
b) JIS B 1180の呼び径六角ボルトを箇条4の規定に従って円筒部を細くしたものは,JIS B
1180の有効径六角ボルトと同等である。
7
表面処理
表面処理は,電気めっきの要求がある場合はJIS B 1044,非電解処理による亜鉛フレーク皮膜の要求が
ある場合にはJIS B 1046による。
そのほかの表面処理に関しては,受渡当事者間の協定による。
6
B 1130:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
製品の呼び方
鋼製平座金組込みねじの呼び方は,次の構成による。
− 製品の種類
− 規格の番号
− 構成するねじの特性
− ねじの種類を示す記号(表3参照)
− 座金の種類を示す記号(表3参照)
− 座金の硬さ区分
例1 JIS B 1180(記号S1)に規定するM6×30−8.8の全ねじ六角ボルトと,JIS B 1258に規定す
る並形の平座金(記号N,硬さ区分200 HV)とを組み合わせた座金組込みねじの場合
平座金組込みねじ JIS B 1130−ISO 10644−M6×30−8.8−S1−N 200 HV
例2 JIS B 1180(記号S1)に規定するM6×30−8.8のねじでアンダカット(U形)の全ねじ六角
ボルトと,JIS B 1258に規定する並形の平座金(記号N,硬さ区分300 HV)とを組み合わせ
た座金組込みねじの場合
平座金組込みねじJIS B 1130−ISO 10644−M6×30−8.8−U−S1−N 300 HV
9
表示
9.1
製品の表示
製品の表示は,JIS B 1051の9.(表示)による。
9.2
包装の表示
包装には,外面に次の事項を表示しなければならない。
a) 規格番号又は規格名称
b) ねじの種類
c) ねじの部品等級(ねじの公差域クラス)1)
d) ねじの呼び×呼び長さ
e) ねじの強度区分
f)
座金の種類
g) 座金の部品等級
h) 座金の硬さ区分
i)
数量
j)
指定事項
k) 製造業者名又はその略号
注1) ねじの公差域クラスは,部品等級の規定に含まれているが,必要に応じ括弧を付けて示す。
7
B 1130:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
座金組込みねじの製造方法
受渡当事者間の協定がない場合は,製造業者が選択した方法によって製造した座金組込みねじを引き渡
す。
熱処理する座金組込みねじの製造には,次の二つの異なった方法がある。
a) 方法1 ねじブランクに座金を組み込んだ後にねじ転造を行う。その後に熱処理を行い,機械的性質
に対する全ての要求事項を満たすようにする。
b) 方法2 ねじブランクと座金とはそれぞれ独立に製造し,それらを組み込んだ後にねじ部を転造する。
8
B 1130:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
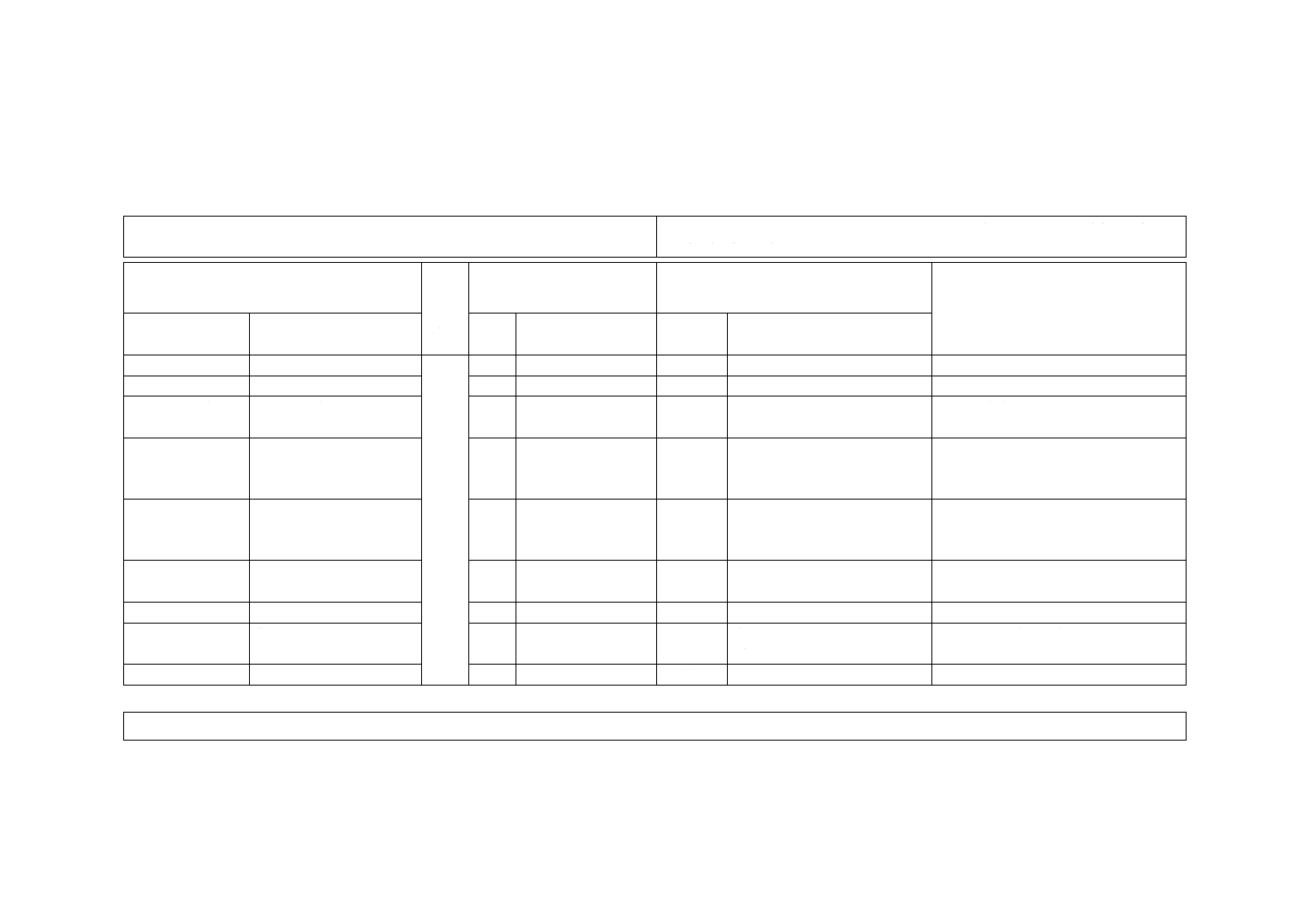
JISと対応国際規格との対比表
JIS B 1130:2012 鋼製平座金組込みねじ−座金の硬さ区分200 HV及び300 HV
ISO 10644:2009 Screw and washer assemblies made of steel with plain washers−
Washer hardness classes 200 HV and 300 HV
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
一致
2 引用規格
3 用語及び定義
用語及び定義の引用規格
を規定
−
−
追加
JIS B 0101を引用
用語の適合性のために必要
4 形状・寸法〜
5 製品仕様及び
適用規格
3〜4
一致
6 ねじと座金と
の組合せ
ねじと座金との標準的な
組合せ及び製品に用いる
記号を規定
5
変更
適用規格としてのISO 15072
を削除
細目ねじに関する規格であり,適用範
囲外であるため。
7 表面処理
表面処理に関する規定
6
変更
ISO 9717の引用を削除
対応するJISがないためであり,削除
しても技術的内容に問題はない。
8 製品の呼び方
7
一致
9 表示
製品の表示及び包装の表
示を規定
−
追加
製品の表示及び包装の表示を
追加
ISO見直し時に提案を検討
附属書A(参考)
一致
JISと国際規格との対応の程度の全体評価:ISO 10644:2009,MOD
3
B
1
1
3
0
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
B 1130:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
B
1
1
3
0
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。