B 1125:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義··················································································································· 1
4 種類······························································································································· 2
5 形状・寸法······················································································································ 2
6 材料及び熱処理················································································································ 6
7 金属学的性質··················································································································· 7
7.1 硬さ ···························································································································· 7
7.2 硬化層深さ ··················································································································· 7
7.3 ミクロ組織 ··················································································································· 7
8 機械的性質······················································································································ 8
8.1 ねじ込み性 ··················································································································· 8
8.2 ねじり強さ ··················································································································· 8
9 表面状態························································································································· 8
10 表面処理 ······················································································································· 8
11 検査 ····························································································································· 9
11.1 形状・寸法検査 ············································································································ 9
11.2 金属学的性質検査 ········································································································· 9
11.3 機械的性質検査 ············································································································ 9
11.4 表面状態検査 ·············································································································· 10
11.5 受入検査 ···················································································································· 10
11.6 幾何公差に対する検査 ·································································································· 10
11.7 表面処理検査 ·············································································································· 10
12 製品の呼び方 ················································································································ 11
13 表示 ···························································································································· 11
13.1 製品の表示 ················································································································· 11
13.2 包装の表示 ················································································································· 11
B 1125:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1125:2003は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1125:2015
ドリリングタッピンねじ
Self drilling tapping screws
序文
この規格は,1984年に制定され,その後4回の改正を経て今日に至っている。前回の改正は2003年に
行われたが,その後の生産・取引の実態を反映するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,鋼製及びマルテンサイト系ステンレス鋼製のドリリングタッピンねじの特性について規定
する。
注記1 この規格で規定する鋼製及びマルテンサイト系ステンレス鋼製のドリリングタッピンねじ
は,以下,“鋼ドリリングタッピンねじ”及び“ステンレスドリリングタッピンねじ”といい,
それらを総称する場合には,単に“ドリリングタッピンねじ”という。
注記2 ドリリングタッピンねじのねじ先は,とがり先とする。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 1012 ねじ用十字穴
JIS B 1021 締結用部品の公差−第1部:ボルト,ねじ,植込みボルト及びナット−部品等級A,B
及びC
JIS B 1044 締結用部品−電気めっき
JIS B 1059 タッピンねじのねじ山をもつドリルねじ−機械的性質及び性能
JIS B 1071 締結用部品−精度測定方法
JIS B 1091 締結用部品−受入検査
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS G 4315 冷間圧造用ステンレス鋼線
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0101によるほか,次による。
3.1
フレキドリリングタッピンねじ
2
B 1125:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
繊維強化セメント板のスレートボードのうち,主にフレキシブル板又は軟質フレキシブル板に用いるリ
ブ付き皿頭形状のドリリングタッピンねじ。
4
種類
ドリリングタッピンねじの種類は,表1による。
表1−ドリリングタッピンねじの種類
種類
ねじの呼び径
十字穴付きトランペットドリリングタッピンねじ
3〜4.8 mm
十字穴付きフレキドリリングタッピンねじ
5
形状・寸法
ドリリングタッピンねじの形状・寸法は,表2による。ただし,ドリリングタッピンねじの頭部に成形
する十字穴の形状・寸法は,JIS B 1012のH形及びZ形とする。
表2−ドリリングタッピンねじの形状・寸法
種類
ねじ部の形状・寸法
ねじ部以外の形状・寸法
十字穴付きトランペットドリリングタッピンねじ
図1及び表3
図2及び表4
十字穴付きフレキドリリングタッピンねじ
図3及び表5
ドリリングタッピンねじの呼び長さ(l)は,表6及び表7による。
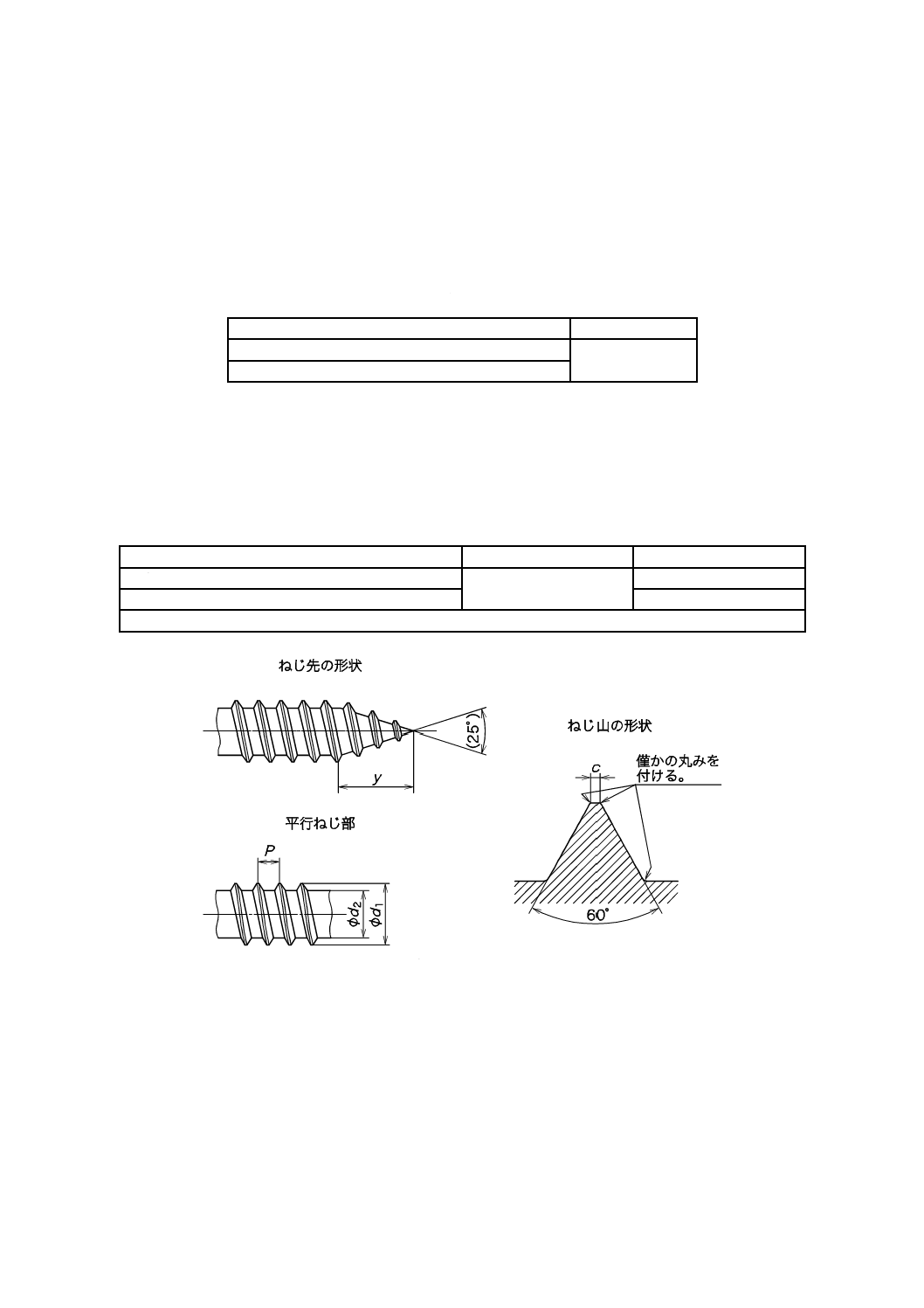
図1−ドリリングタッピンねじのねじ部の形状
3
B 1125:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−ドリリングタッピンねじのねじ部の寸法
単位 mm
ねじの呼び径
3
3.5
3.8
4.2
4.5
4.8
ねじ山の条数
2
2
2
1
2
1
1
2
1
P a)
約
1.2
1.4
1.4
2.5
1.4
2.8
2.8
1.6
2.8
d1
最大
3.15
3.6
3.9
3.95
4.3
4.35
4.65
4.9
4.95
最小
2.96
3.42
3.72
3.7
4.12
4.1
4.4
4.72
4.7
d2
最大
2.18
2.51
2.67
2.4
2.95
2.72
3.0
3.43
3.1
最小
2.08
2.38
2.52
2.2
2.8
2.52
2.8
3.28
2.9
c
最大
0.1
0.1
0.1
0.15
0.1
0.15
0.15
0.15
0.15
y
参考
3.5
4.2
4.6
4.6
5.0
5.0
5.4
5.7
5.7
yは,とがり先部の長さを示す。
とがり先の先端には,転造による余剰の金属細片の付着があってはならない。
とがり先の先端形状は,食付きのよいものでなければならない。
ドリリングタッピンねじの幾何公差は,JIS B 1021の5.2(幾何公差−部品等級A)による。
注a) Pは,ねじのピッチ。
首下の形状は一例を示したものであって,座面部の形状は,被締付け部材の表面をきず付ける
ことなく,押さえ付けができるものとし,受渡当事者間の協定によって適宜変更してもよい。
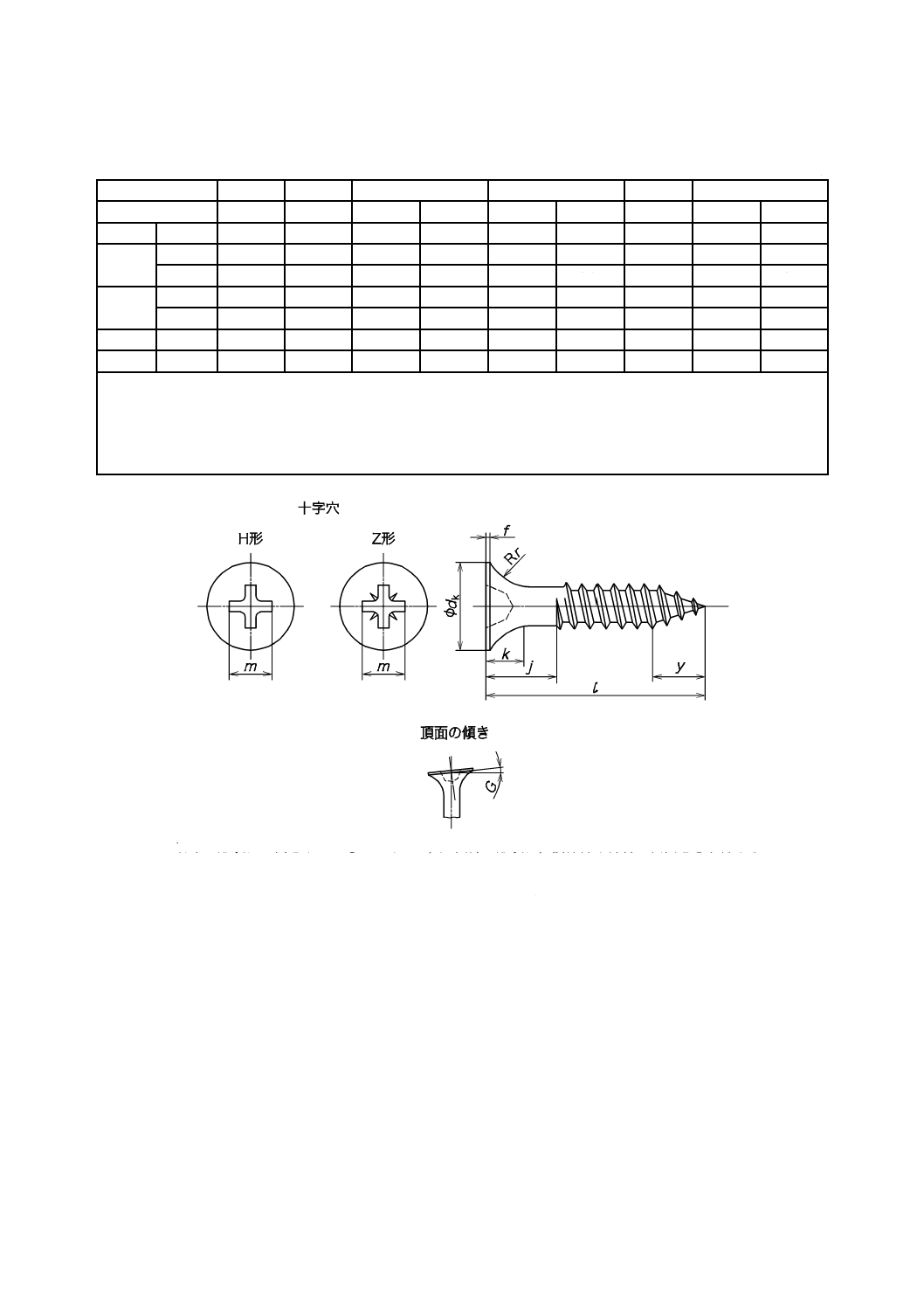
図2−十字穴付きトランペットドリリングタッピンねじの形状
4
B 1125:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−十字穴付きトランペットドリリングタッピンねじの寸法
単位 mm
ねじの呼び径
3
3.5
3.8
4.2
4.5
4.8
ねじ山の条数
2
2
2
1
2
1
1
2
1
P a)
約
1.2
1.4
1.4
2.5
1.4
2.8
2.8
1.6
2.8
dk
最大
7.3
8.3
8.3
8.7
8.7
9.0
最小
6.8
7.8
7.8
8.2
8.2
8.5
k b)
約
3.5
4.0
4.0
4.5
5.0
5.0
j
約
4.0
5.5
7.0
7.0
7.0
8.0
f
約
0.6
0.6
0.6
0.8
1.0
1.0
r
約
4.5
5.0
5.5
5.5
5.5
6.0
H形十字穴
十字穴の番号
2
m
参考
4.5
5.0
5.0
5.0
5.0
5.3
q c)
最大
2.5
3.0
3.0
3.0
3.0
3.3
最小
2.0
2.5
2.5
2.5
2.5
2.8
Z形十字穴
十字穴の番号
2
m
参考
4.3
5.0
5.0
5.0
5.0
5.1
q c)
最大
2.2
2.9
2.9
2.9
2.9
3.05
最小
1.75
2.45
2.45
2.45
2.45
2.6
G
最大
2°
呼び長さ(l)は,表6による。
ドリリングタッピンねじの幾何公差は,JIS B 1021の5.2(幾何公差−部品等級A)による。
注a) Pは,ねじのピッチ。
b) kは,ねじの外径の延長線と首下の曲線との交点から頭部頂面までの長さ。
c) qは,十字穴のゲージ沈み深さを示す。
首下の形状は一例を示したものであって,座面部の形状は,被締付け部材の表面をきず付けることなく,押さえ付
けができるものとし,受渡当事者間の協定によって適宜変更してもよい。
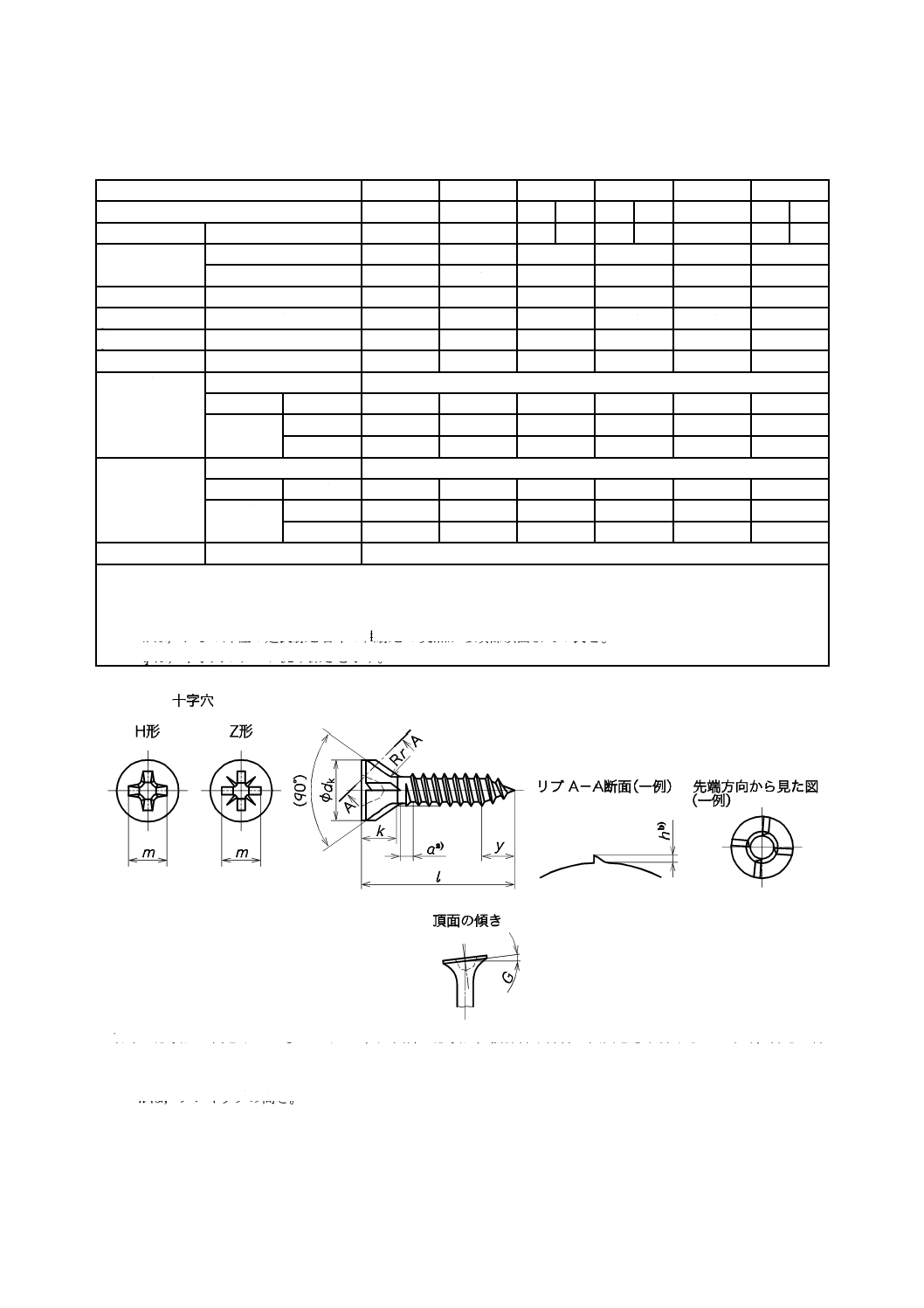
注a) aは,首下部における不完全ねじ部の長さであり,最大1Pとする。
b) hは,フレキリブの高さ。
図3−十字穴付きフレキドリリングタッピンねじの形状
5
B 1125:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−十字穴付きフレキドリリングタッピンねじの寸法
単位 mm
ねじの呼び径
3
3.5
3.8
4.2
4.5
ねじ山の条数
2
2
2
1
2
1
1
P a)
約
1.2
1.4
1.4
2.5
1.4
2.8
2.8
dk
最大
7.3
7.3
7.3
7.8
8.7
最小
6.8
6.8
6.8
7.3
8.2
k b)
約
3.5
3.7
3.7
4.0
4.3
r
約
1.5
1.7
1.7
2.0
2.2
h c)
約
0.4
0.4
0.4
0.4
0.4
リブの数
参考
4
4
4
4
4
H形十字穴
十字穴の番号
2
m
参考
4.4
4.5
4.5
4.6
5.0
q d)
最大
2.4
2.5
2.5
2.6
3.0
最小
1.9
2.0
2.0
2.1
2.5
Z形十字穴
十字穴の番号
2
m
参考
4.3
4.6
4.6
4.6
5.0
q d)
最大
2.2
2.5
2.5
2.5
2.9
最小
1.75
2.05
2.05
2.05
2.45
G
最大
2°
呼び長さ(l)は,表6による。
ドリリングタッピンねじの幾何公差は,JIS B 1021の5.2(幾何公差−部品等級A)による。
注a) Pは,ねじのピッチ。
b) kは,ねじの外径の延長線と首下の曲線との交点から頭部頂面までの長さ。
c) hは,フレキリブの高さ。
d) qは,十字穴のゲージ沈み深さを示す。
6
B 1125:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
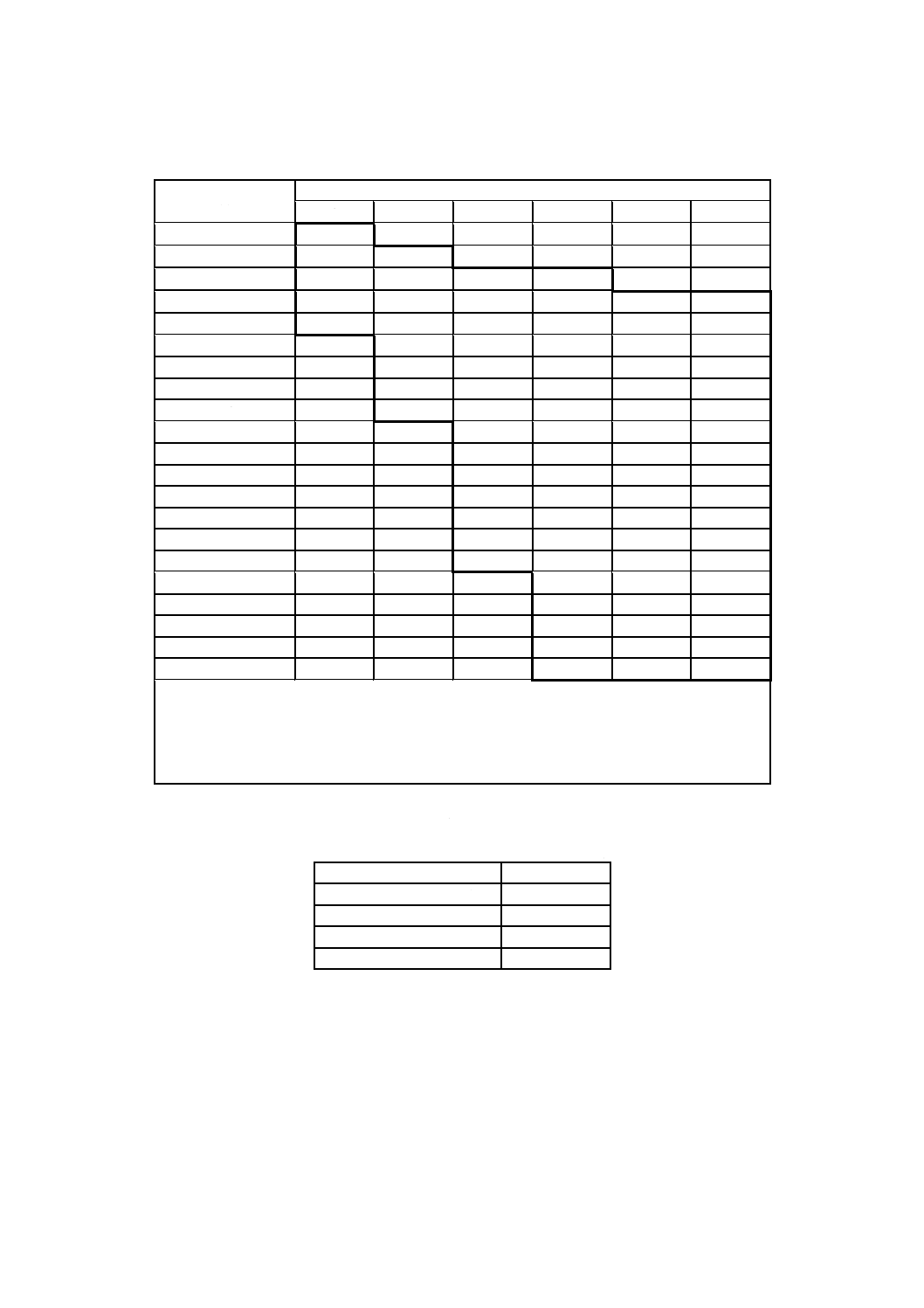
表6−ドリリングタッピンねじの呼び長さ
単位 mm
呼び長さ
(l)
ねじの呼び径
3
3.5
3.8
4.2
4.5
4.8
14
16
20
25
30
35
40
45
50
55
60
65
70
80
90
100
110
120
130
140
150
各ねじの呼び径に対して,それぞれ推奨する呼び長さ(l)は,表の太線の枠内とする。
なお,呼び長さは,指定によってこの表以外のものを使用することができる。
呼び長さ(l)が50 mm以下のものは,通常,全ねじとし,50 mmを超えるもののねじ部長さ
は,通常,50 mmとする。
呼び長さ(l)の許容差は,表7による。
表7−呼び長さの許容差
単位 mm
lの区分
lの許容差
25以下
±0.8
25を超え 50以下
±1.3
50を超え 100以下
±1.6
100を超えるもの
±2.0
6
材料及び熱処理
ドリリングタッピンねじの材料及び熱処理は,次による。
a) 鋼ドリリングタッピンねじの材料は,表面硬化が可能な鋼又は熱処理用鋼とし,熱処理後の製品は箇
条7及び箇条8を満足しなければならない。
b) ステンレスドリリングタッピンねじの材料は,JIS G 4315のSUS410又はこれに相当する材料とし,
熱処理後の製品は,箇条7及び箇条8を満足しなければならない。
7
B 1125:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
金属学的性質
7.1
硬さ
7.1.1
鋼ドリリングタッピンねじの硬さ
鋼ドリリングタッピンねじの表面硬さ及び心部硬さは,11.2.1の試験を行ったとき,表8に適合しなけ
ればならない。
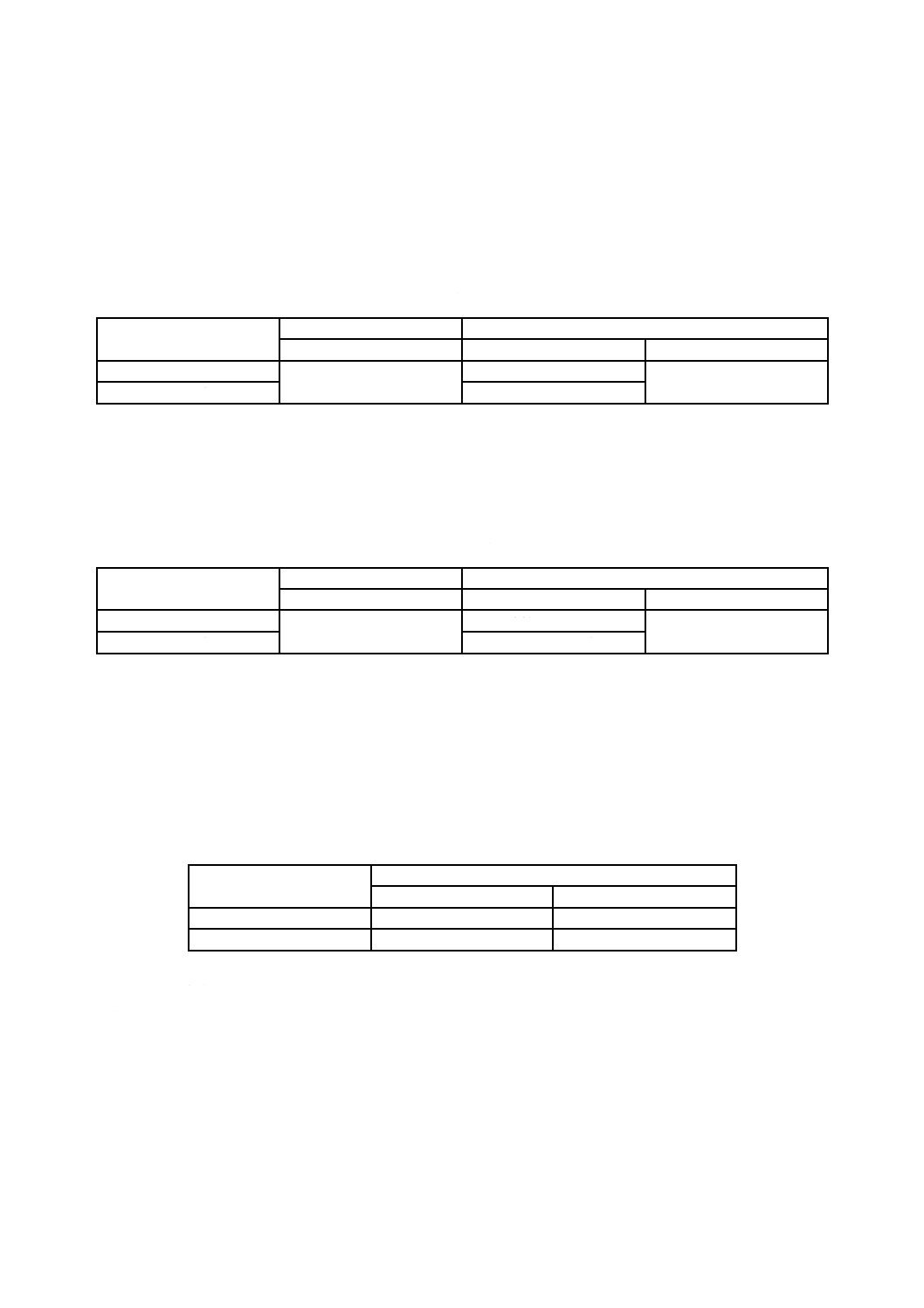
表8−鋼ドリリングタッピンねじの硬さ
ねじの呼び径
mm
表面硬さ
心部硬さ
ビッカース硬さ
ビッカース硬さ
ロックウェル硬さ
4.2以下
530 HV0.3以上
240 HV5〜450 HV5
20 HRC〜45 HRC
4.5以上
240 HV10〜450 HV10
7.1.2
ステンレスドリリングタッピンねじの硬さ
ステンレスドリリングタッピンねじの表面硬さ及び心部硬さは,11.2.1の試験を行ったとき,表9に適
合しなければならない。
表9−ステンレスドリリングタッピンねじの硬さ
ねじの呼び径
mm
表面硬さ
心部硬さ
ビッカース硬さ
ビッカース硬さ
ロックウェル硬さ
4.2以下
530 HV0.3以上
240 HV5以上
20 HRC以上
4.5以上
240 HV10以上
7.2
硬化層深さ
鋼ドリリングタッピンねじの硬化層深さは,11.2.2の測定を行ったとき,表10に適合しなければならな
い。
なお,ステンレスドリリングタッピンねじの硬化層深さは規定しない。
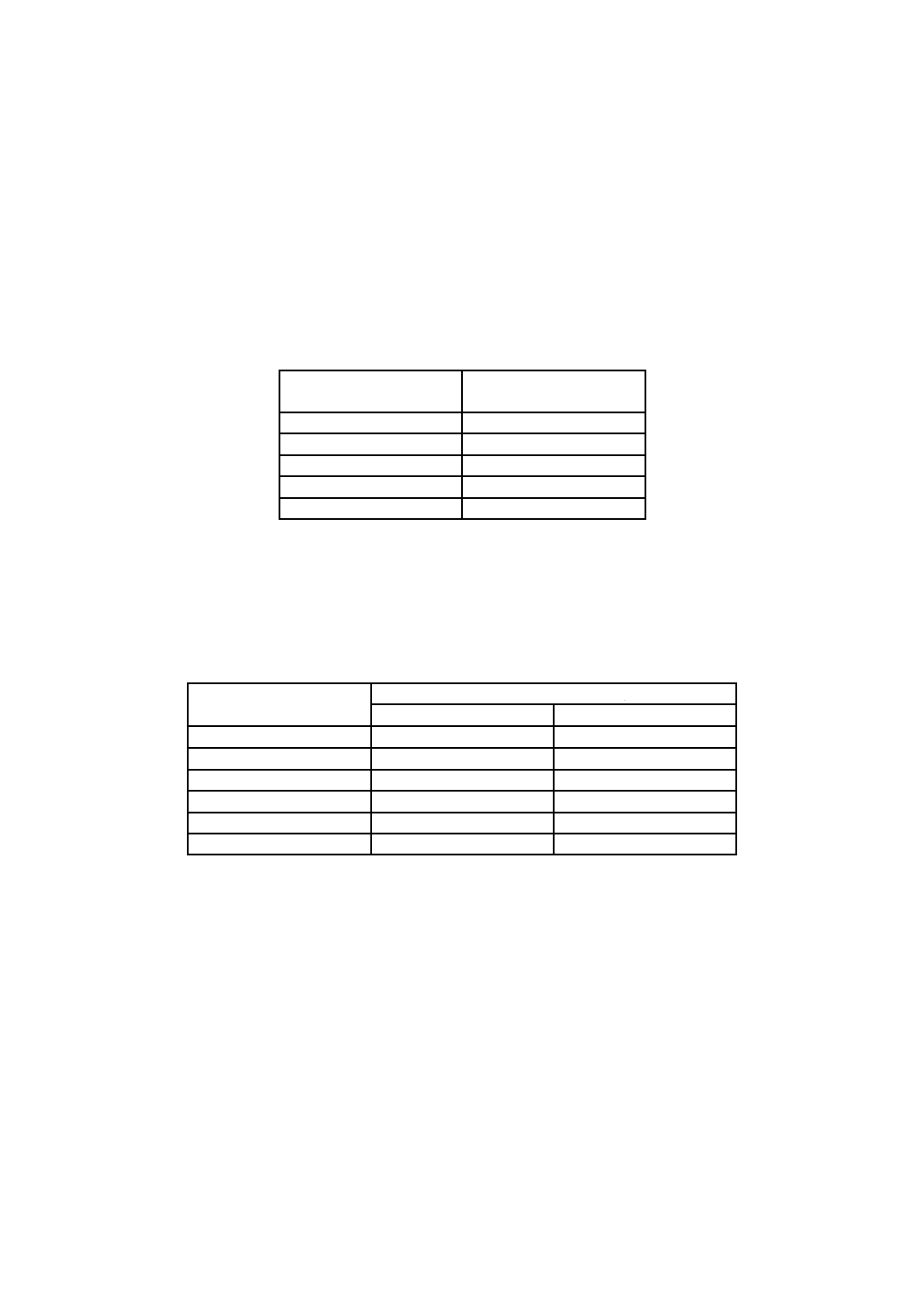
表10−鋼ドリリングタッピンねじの硬化層深さ
単位 mm
ねじの呼び径
硬化層深さ
最小
最大
3,3.5
0.05
0.18
3.8,4.2,4.5,4.8
0.10
0.23
7.3
ミクロ組織
鋼ドリリングタッピンねじの熱処理後のミクロ組織には,11.2.3の試験を行ったとき,表面層と心部と
の間に,帯状のフェライト層があってはならない。
なお,ステンレスドリリングタッピンねじのミクロ組織は,規定しない。
8
B 1125:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
機械的性質
8.1
ねじ込み性
ドリリングタッピンねじのねじ込み性は,11.3.1の試験を行ったとき,ドリリングタッピンねじのねじ
先端で穴をあけ,ドリリングタッピンねじ自体のねじ山がほとんど変形することなく,相手側にめねじを
成形することができるものでなければならない。また,ねじ先から最初の完全ねじ山までのねじ込み時間
は,表11の値以下でなければならない。
なお,1条ねじのドリリングタッピンねじに対しては,ねじ込み性を規定しない。
表11−ねじ込み時間
ねじの呼び径
mm
ねじ込み時間(最大)
s
3
2.5
3.5
2.5
3.8
2.5
4.2
3.0
4.8
3.5
8.2
ねじり強さ
ドリリングタッピンねじのねじり強さは,11.3.2の試験を行ったとき,表12の最小ねじり強さ以上でな
ければならない。
表12−最小ねじり強さ
ねじの呼び径
mm
最小ねじり強さ N・m
1条ねじ
2条ねじ
3
−
1.5
3.5
−
2.4
3.8
2.0
2.9
4.2
3.1
4.0
4.5
4.0
−
4.8
4.3
6.1
9
表面状態
ドリリングタッピンねじの表面は,滑らかで使用上有害な割れ,きず,かえり,ばりなどの欠陥があっ
てはならない。
10 表面処理
ドリリングタッピンねじの表面処理は,次による。
a) 鋼ドリリングタッピンねじは,電気めっきを必要とする場合は,JIS B 1044による。ただし,めっき
を必要としない場合及びその他の表面処理を必要とする場合には,注文者が指定する。
なお,めっきを施した鋼ドリリングタッピンねじは,通常,もろさ除去の処理を行う。
b) ステンレスドリリングタッピンねじは,注文者から指定のない限り表面処理は施さない。
9
B 1125:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11 検査
11.1 形状・寸法検査
ドリリングタッピンねじの形状・寸法検査は,次による。
a) ねじ部の形状・寸法検査は,直接測定によって行い,表3に適合しなければならない。
b) 十字穴の形状・寸法検査は,ゲージ沈み深さ(q)及び十字穴とゲージとの食付きを調べる。
ゲージ沈み深さ(q)については,JIS B 1012の3.2.2(H形十字穴のゲージ沈み深さq)によって測
定し,その値は,表4及び表5に適合しなければならない。
また,十字穴とゲージとの食付きについては,JIS B 1012の3.2.3(H形十字穴とゲージとの食い付
き)によって行い,ドリリングタッピンねじが自重によって脱落しなければよい。ただし,呼び長さ
(l)が呼び径の5倍を超えるものには適用しない。
なお,十字穴の翼長さ(m)は,検査の対象としない。
c) ねじ部及び十字穴を除く部分の形状・寸法検査は,JIS B 1071の各部寸法の測定方法又はこれに代わ
る方法によって行い,その値は,表4及び表5に適合しなければならない。
11.2 金属学的性質検査
11.2.1 硬さの試験
ドリリングタッピンねじの硬さの試験は,JIS B 1059の4.1.1(表面硬さの試験)及び4.1.2(心部硬さの
試験)に準じて行う。
なお,心部硬さ試験の測定位置は,ねじの先端から十分離れた平行ねじ部を軸線に対して直角に切断し
た横断面の谷底と軸心とのほぼ中間点とする。
11.2.2 硬化層深さの測定
鋼ドリリングタッピンねじの硬化層深さの測定は,JIS B 1059の4.1.3(硬化層深さの測定)に準じて行
う。
11.2.3 ミクロ組織の試験
鋼ドリリングタッピンねじのミクロ組織の試験は,JIS B 1059の4.1.4(ミクロ組織の試験)に準じて行
う。
11.3 機械的性質検査
11.3.1 ねじ込み試験
11.3.1.1 試験用鋼板
試験用鋼板は,JIS G 3141のSPCCを用い,ねじの呼び径に対する試験用鋼板の板厚は,表13による。
SPCCの硬さは,1/8硬質又はこれに準じたものとし,その他の場合は受渡当事者間の協定による。
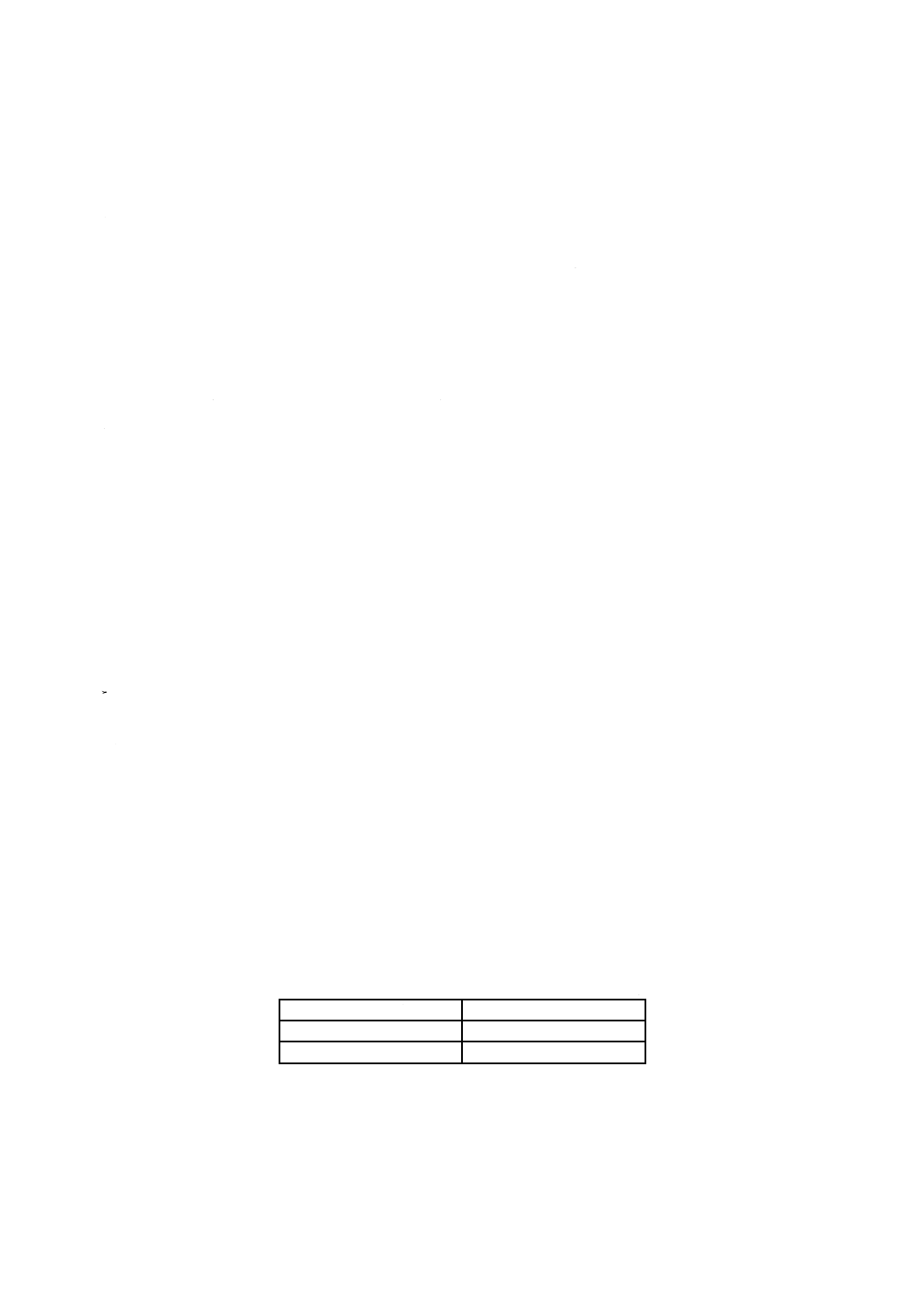
表13−試験用鋼板
単位 mm
ねじの呼び径
板厚
3
0.8±0.08
3.5,3.8,4.2,4.8
1.0±0.10
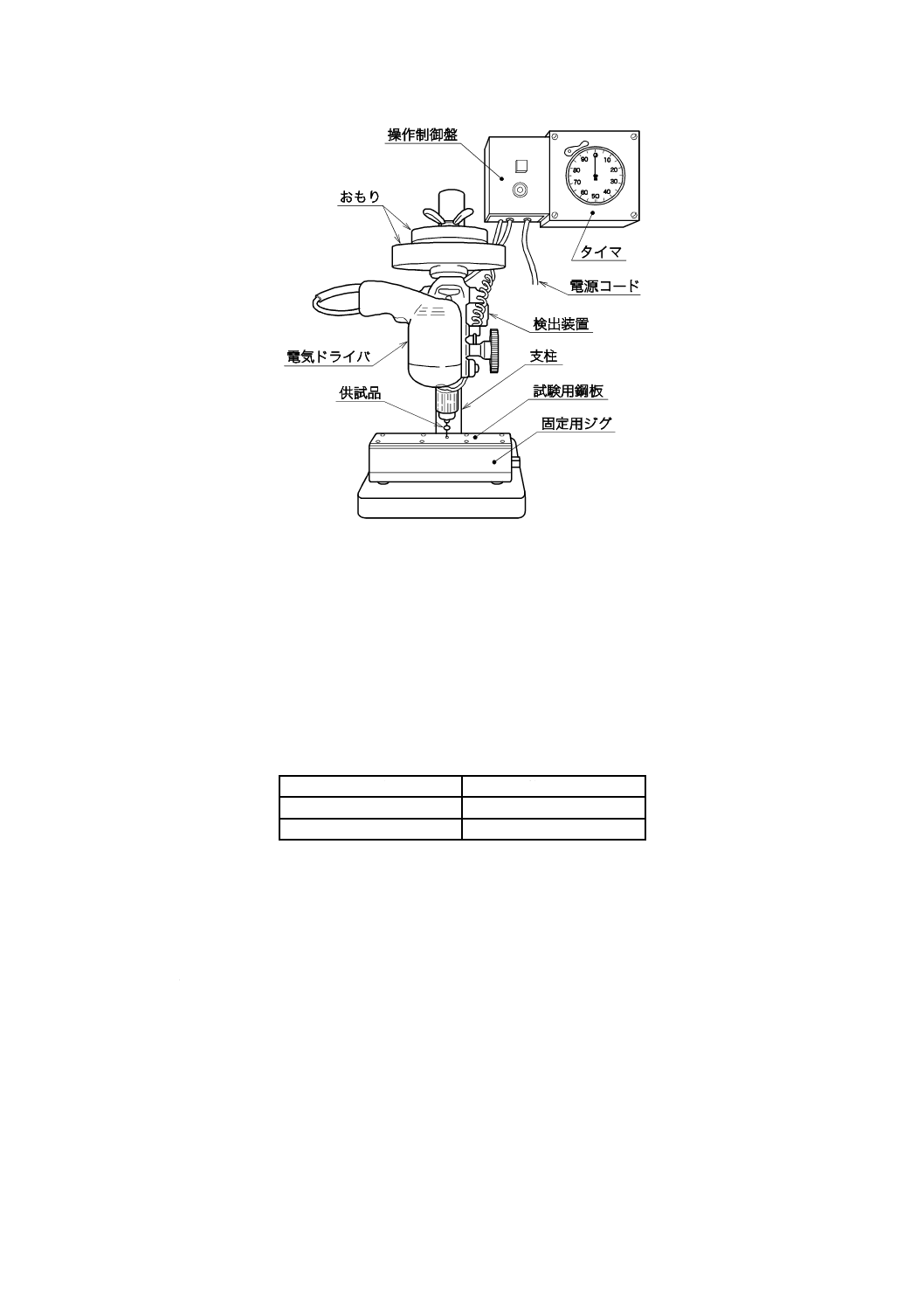
11.3.1.2 試験装置
試験装置の一例を図4に示す。
10
B 1125:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−ねじ込み試験装置(例)
11.3.1.3 試験方法
ねじ込み試験は,出荷時又は納入時の状態におけるドリリングタッピンねじを供試品とし,定格回転速
度1 800〜3 000 min−1で,表14の推力を中断することなく軸方向に加えて行う。
なお,この試験は,ねじの先が試験用鋼板に接してから完全ねじ部の一山が完全に通過するまでの時間
とする。
表14−推力
ねじの呼び径 mm
推力 N
3
120
3.5,3.8,4.2,4.8
150
11.3.2 ねじり強さ試験
ドリリングタッピンねじのねじり強さ試験は,JIS B 1059の4.2.3(ねじり試験)に準じて行う。
11.4 表面状態検査
表面状態の検査は,目視によって行い,箇条9に適合しなければならない。
11.5 受入検査
受入検査手順は,特に指定がない限り,JIS B 1091による。
11.6 幾何公差に対する検査
ドリリングタッピンねじの幾何公差に対する検査は,JIS B 1071の幾何偏差の測定方法又はこれに代わ
る方法によって行い,JIS B 1021の5.2(幾何公差−部品等級A)に適合しなければならない。
11.7 表面処理検査
電気亜鉛めっきを施した鋼ドリリングタッピンねじの表面処理検査は,JIS B 1044による。
11
B 1125:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12 製品の呼び方
ドリリングタッピンねじの呼び方は,規格番号又は規格の名称,種類1),ねじの呼び径×呼び長さ,十
字穴の種類及び材料2)とし,特に指定事項がある場合は,その後に付け加える。
注1) 一条ねじの場合は,ねじ山の条数を省略してもよい。
2) 材料は,その一般名称によるものでよいが,記号による場合は,日本工業規格の材料記号によ
る。ただし,鋼ドリリングタッピンねじの場合は,材料を省略してもよい。
例
規格番号又は
規格の名称
種類
ねじの呼び径
×呼び長さ
十字穴の種類
材料
指定事項
JIS B 1125
十字穴付きトラン
ペットドリリング
タッピンねじ
3.5×20
−H
ドリリングタ
ッピンねじ
十字穴付きフレキ
二条ドリリングタ
ッピンねじ
3.5×25
−Z
SUS410
頭部白色塗装
13 表示
13.1 製品の表示
ドリリングタッピンねじの製品に対する表示は,一般に施さない。
13.2 包装の表示
この規格の全ての要求事項に適合した製品の包装には,外面に次の事項を表示する。
a) 規格名称又は規格番号
b) ドリリングタッピンねじの種類(十字穴付きの場合は,H形又はZ形の別を示す。)
c) ねじの呼び径×呼び長さ
d) 材料(材料の表示は,一般名称によるものでもよい。)
e) 数量
f)
指定事項(必要がある場合,例えば,表面処理の指定。)
g) 製造業者名又は略号(略号には,なるべく登録商標を用いる。)