B 1116:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 1
5 形状・寸法 ······················································································································ 2
6 ねじ······························································································································· 2
7 硬さ······························································································································· 2
8 材料······························································································································· 2
9 表面状態························································································································· 3
10 表面処理 ······················································································································· 3
11 試験・検査 ···················································································································· 3
11.1 形状・寸法 ·················································································································· 3
11.2 ねじ ··························································································································· 3
11.3 硬さ ··························································································································· 3
11.4 表面状態 ····················································································································· 3
12 製品の呼び方 ················································································································· 3
13 表示 ····························································································································· 4
13.1 製品の表示 ·················································································································· 4
13.2 包装の表示 ·················································································································· 4
B 1116:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出が
あり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1116:1980は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
B 1116:2009
精密機器用すりわり付き小ねじ
Slotted head screws for precision instruments
1
適用範囲
この規格は,光学機器,計測機器などの精密機器に使用する鋼製のすりわり付き小ねじ(以下,鋼小ね
じという。),黄銅製のすりわり付き小ねじ(以下,黄銅小ねじという。)及びステンレス鋼製のすりわり付
き小ねじ(以下,ステンレス小ねじという。)の特性について規定する。
なお,この規格で鋼小ねじ,黄銅小ねじ及びステンレス小ねじを総称する場合は,単に小ねじという。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 0205-2 一般用メートルねじ−第2部:全体系
JIS B 0209-3 一般用メートルねじ−公差−第3部:構造体用ねじの寸法許容差
JIS B 1010 締結用部品の呼び方
JIS B 1044 締結用部品−電気めっき
JIS B 1071 ねじ部品の精度測定方法
JIS G 3123 みがき棒鋼
JIS G 3505 軟鋼線材
JIS G 3507-2 冷間圧造用炭素鋼−第2部:線
JIS G 4303 ステンレス鋼棒
JIS G 4315 冷間圧造用ステンレス鋼線
JIS H 3250 銅及び銅合金の棒
JIS H 3260 銅及び銅合金の線
JIS Z 2244 ビッカース硬さ試験−試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0101による。
4
種類
小ねじの種類は,頭部の形状及び寸法によって区分し,表1による。
2
B 1116:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−種類
種類
形状・寸法
摘要
皿小ねじ
1種
表4
1種は,頭部径が小さく,頭部高さの低い系列。
2種は,頭部径が1種と同じで,頭部高さの高い系列。
3種は,頭部径が1種及び2種よりも大きい系列。
3種
丸皿小ねじ
1種
表5
3種
平小ねじ
1種
表6
2種
3種
丸平小ねじ
1種
表7
2種
3種
5
形状・寸法
小ねじの形状・寸法は,表4〜表7による。
6
ねじ
小ねじのねじは,JIS B 0205-2に規定するメートル並目ねじとし,ねじの公差域クラスはJIS B 0209-3
に規定する6g(M 1.4以下は6h)とする。
なお,電気めっきを施したねじの最大許容寸法は,JIS B 0209-3に規定する4hの最大許容寸法とする。
7
硬さ
鋼小ねじは,熱処理しないもの及び浸炭焼入焼戻しを施したものとし,それぞれの硬さは表2による。
なお,黄銅小ねじ及びステンレス小ねじの硬さは,受渡当事者間の協定による。
表2−硬さ
熱処理による区分
硬さ
ビッカース硬さ
最小
最大
熱処理しないもの
145 HV5
230 HV5
浸炭焼入焼戻しを施したもの
450 HV0.3
570 HV0.3
8
材料
小ねじの材料は,表3に規定するもの,又は品質がこれと同等以上のものとする。
.
3
B 1116:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−材料
区分
材料
切削の場合
鋼小ねじ
JIS G 3123のSGD 290-D,SGD 400-D又はS 10 C-D〜S 15 C-D
黄銅小ねじ
JIS H 3250のC 3601〜C 3604又は
JIS H 3260のC 3501
ステンレス小ねじ JIS G 4303
圧造の場合
鋼小ねじ
JIS G 3505のSWRM 10〜SWRM 15又は
JIS G 3507-2のSWCH 10 R,SWCH 10 A〜SWCH 15 A若しくは
SWCH 10 K〜SWCH 15 K
黄銅小ねじ
JIS H 3260のC 2700
ステンレス小ねじ JIS G 4315
9
表面状態
小ねじの表面状態は,使用上有害な割れ, きず,かえり,ばりなどの表面欠陥があってはならない。
10 表面処理
小ねじには,表面処理を施さない。特にめっきその他の表面処理を必要とする場合は,受渡当事者間の
協定による。
なお,電気めっきを施す場合には,JIS B 1044による。
11 試験・検査
11.1 形状・寸法
形状・寸法の検査は,JIS B 1071の3.3(各部の寸法の測定方法)又はこれに代わる方法によって行い,
箇条5の規定に適合しなければならない。
11.2 ねじ
ねじの検査は,JIS B 1071の3.2(ねじ精度の測定方法)又はこれに代わる方法によって行い,箇条6の
規定に適合しなければならない。
なお,電気めっきを施したねじに対する通りねじリングゲージは,4h用のものを用いる。
11.3 硬さ
硬さの検査は,JIS Z 2244に規定する方法によって行い,小ねじの頭部上面又はねじ部端面の硬さが箇
条7の規定に適合しなければならない。ただし,熱処理しない鋼小ねじの測定箇所は,受渡当事者間の協
定によって,ねじ先端からほぼねじの外径に等しい長さだけ切り取った面としてもよい。
11.4 表面状態
表面状態の検査は,目視によって行い,箇条9の規定に適合しなければならない。
12 製品の呼び方
小ねじの呼び方は,JIS B 1010による。
なお,ねじ部が部分的な場合は,その長さを呼び長さlの後に括弧を付けて示す。また,特にねじの公
差域クラスを示す必要がある場合は,ねじの呼び径d×呼び長さlの後に付け加える。
例1 皿小ねじ1種で,ねじの呼びがM2,呼び長さが8 mm,材料が鋼の場合:
皿小ねじ1種 JIS B 1116 M2×8 SWRM10
4
B 1116:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例2 皿小ねじ1種で,ねじの呼びがM2,呼び長さが8 mm,ねじ部の長さが5 mm,材料が鋼で浸
炭処理した場合:
皿小ねじ1種 JIS B 1116 M2×8(5) SWRM10(浸炭)
例3 精密機器用すりわり付き平小ねじ1種で,ねじの呼びがM1.2,呼び長さが3 mm,ねじの公差
域クラスが6h,材料がステンレス鋼製の場合:
精密機器用平小ねじ1種 M1.2×3−6h SUS304
13 表示
13.1 製品の表示
製品の表示については,規定しない。
13.2 包装の表示
包装の外面には,次の事項を表示しなければならない。
a) 規格番号又は規格名称
b) 種類
c) ねじの呼び×呼び長さ ねじ部の長さ及びねじの公差域クラスを表示する必要がある場合には,この
後に付け加える。ただし,ねじ部の長さは,括弧を付けて示す。
例 M 2×8 (5)−6g
d) 材料 浸炭したものは,この後に“(浸炭)”と付け加える。
e) 指定事項(例えば,めっきの指定)
f)
数量
g) 製造業者名又はその略号
5
B 1116:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
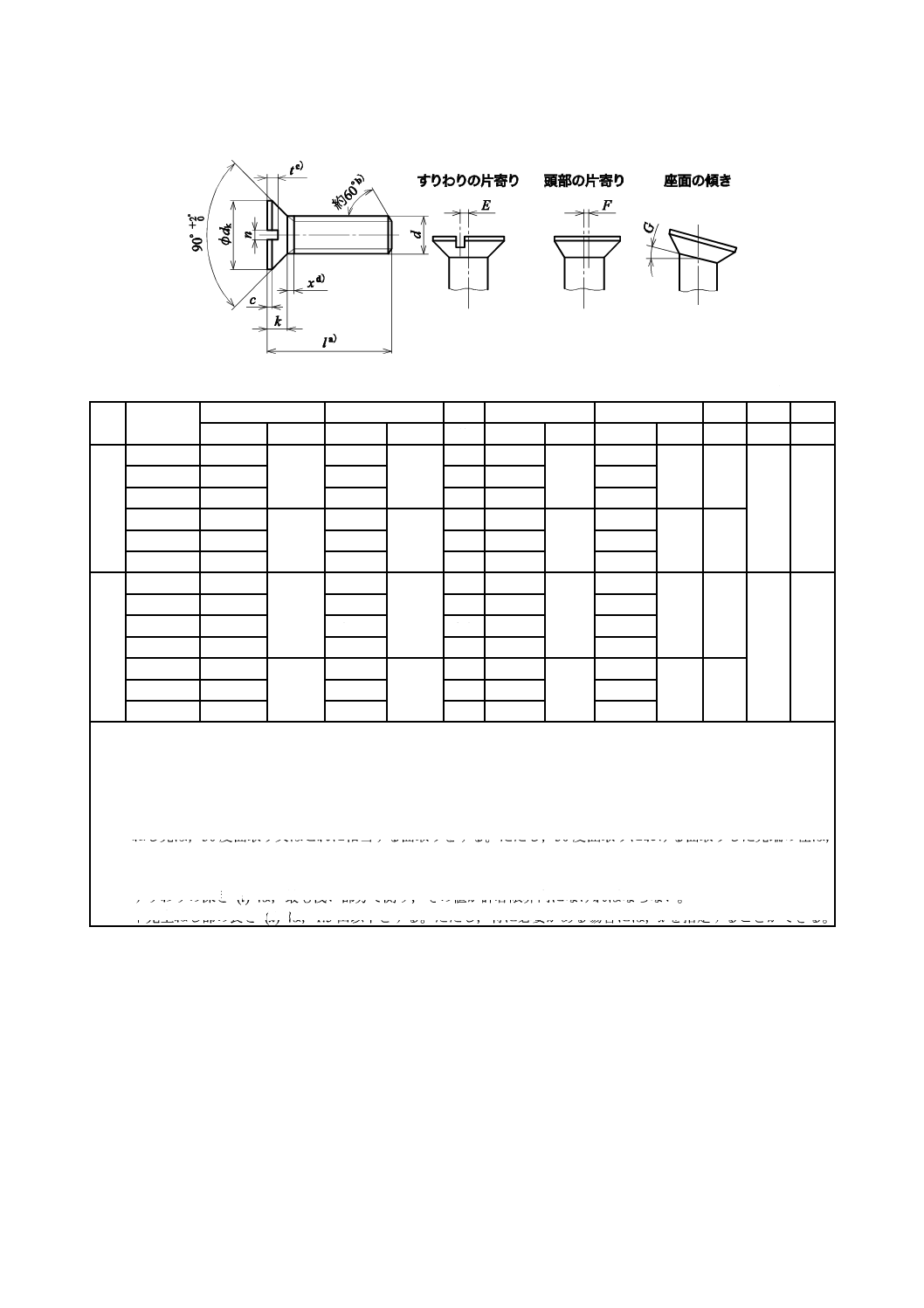
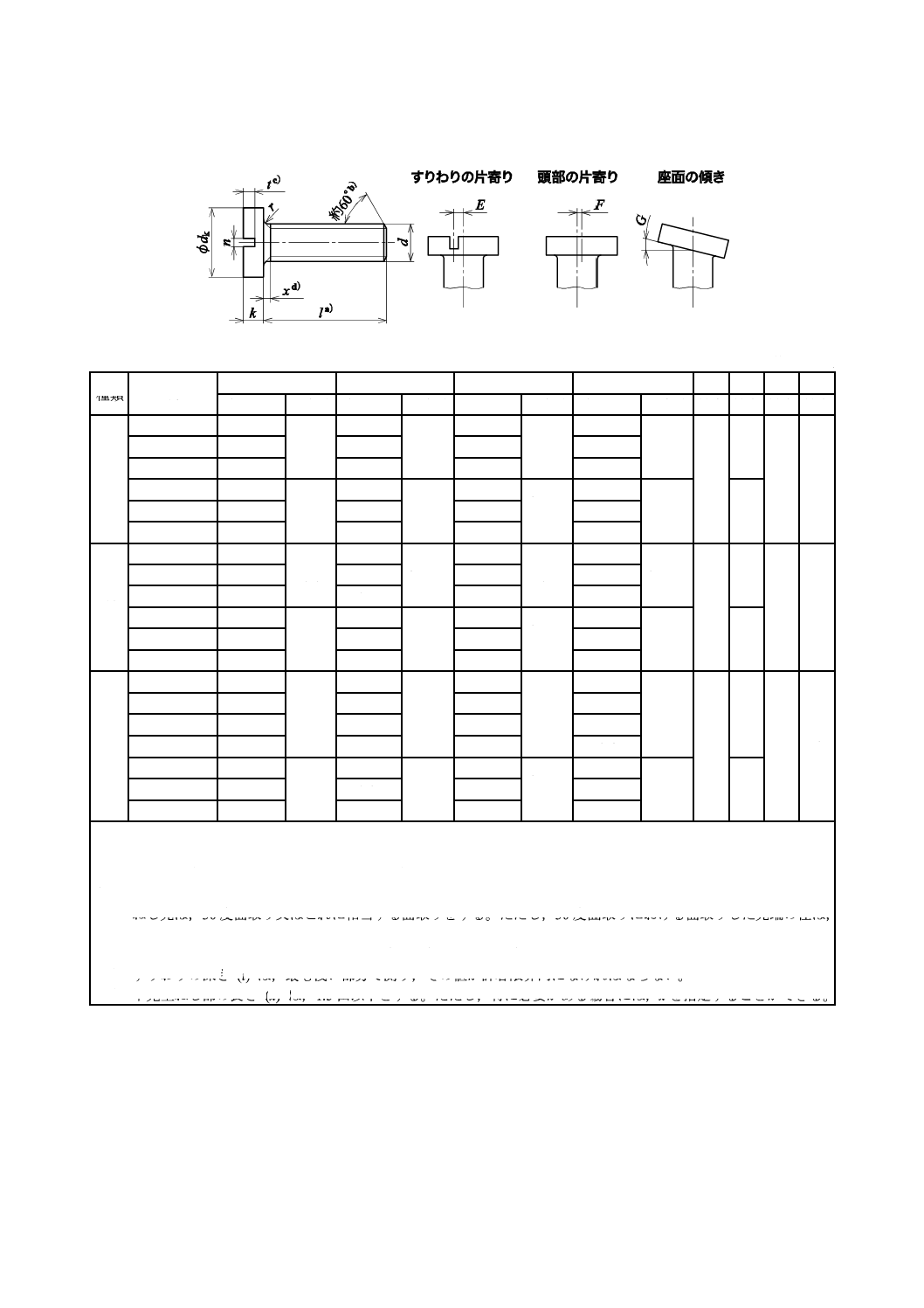
表4−皿小ねじ
単位 mm
種類 ねじの呼び
(d)
dk
k
c
n
t
E
F
G
基準寸法 許容差 基準寸法 許容差
約 基準寸法 許容差 基準寸法 許容差 最大 最大 最大
1種
M 1.2
1.8
+0.05
−0.1
0.4
0
−0.05
0.1
0.32
+0.08
0
0.25
±0.05 0.05
0.03
1°
M 1.4
2
0.45
0.15
0.32
0.3
M 1.6
2.3
0.5
0.15
0.32
0.3
M 2
3
+0.05
−0.2
0.6
0
−0.08
0.1
0.4
+0.1
0
0.3
±0.08 0.08
M 2.2
3.3
0.7
0.15
0.4
0.4
M 2.5
3.8
0.8
0.15
0.6
0.4
3種
M 1
1.8
+0.05
−0.1
0.5
0
−0.05
0.1
0.32
+0.08
0
0.3
±0.05 0.05
0.03
1°
M 1.2
2
0.5
0.1
0.32
0.3
M 1.4
2.5
0.7
0.15
0.32
0.4
M 1.6
2.8
0.8
0.2
0.32
0.4
M 2
3.5
+0.05
−0.2
0.9
0
−0.08
0.15
0.4
+0.1
0
0.5
±0.08 0.08
M 2.2
3.8
1
0.2
0.4
0.6
M 2.5
4.3
1.1
0.2
0.6
0.6
E及びFは,軸心に対する片寄りである。
ねじは,首下まで加工する。ただし,特に必要がある場合には,ねじ部長さを注文者が指定することができる。
cの部分のかどには,丸みがあってもよい。
注記 ねじ部品各部の寸法記号は,JIS B 0143を参照。
注a) 長さ (l) は,表8による。
b) ねじ先は,30度面取り又はこれに相当する面取りをする。ただし,30度面取りにおける面取りした先端の径は,
ねじの谷の径よりもわずかに小さくする。
なお,切削ねじで,特に指定された場合及び転造ねじの場合は,先端の加工を省略してよい。
c) すりわりの深さ (t) は,最も浅い部分で測り,その値が許容限界内になければならない。
d) 不完全ねじ部の長さ (x) は,1.5山以下とする。ただし,特に必要がある場合には,xを指定することができる。
6
B 1116:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
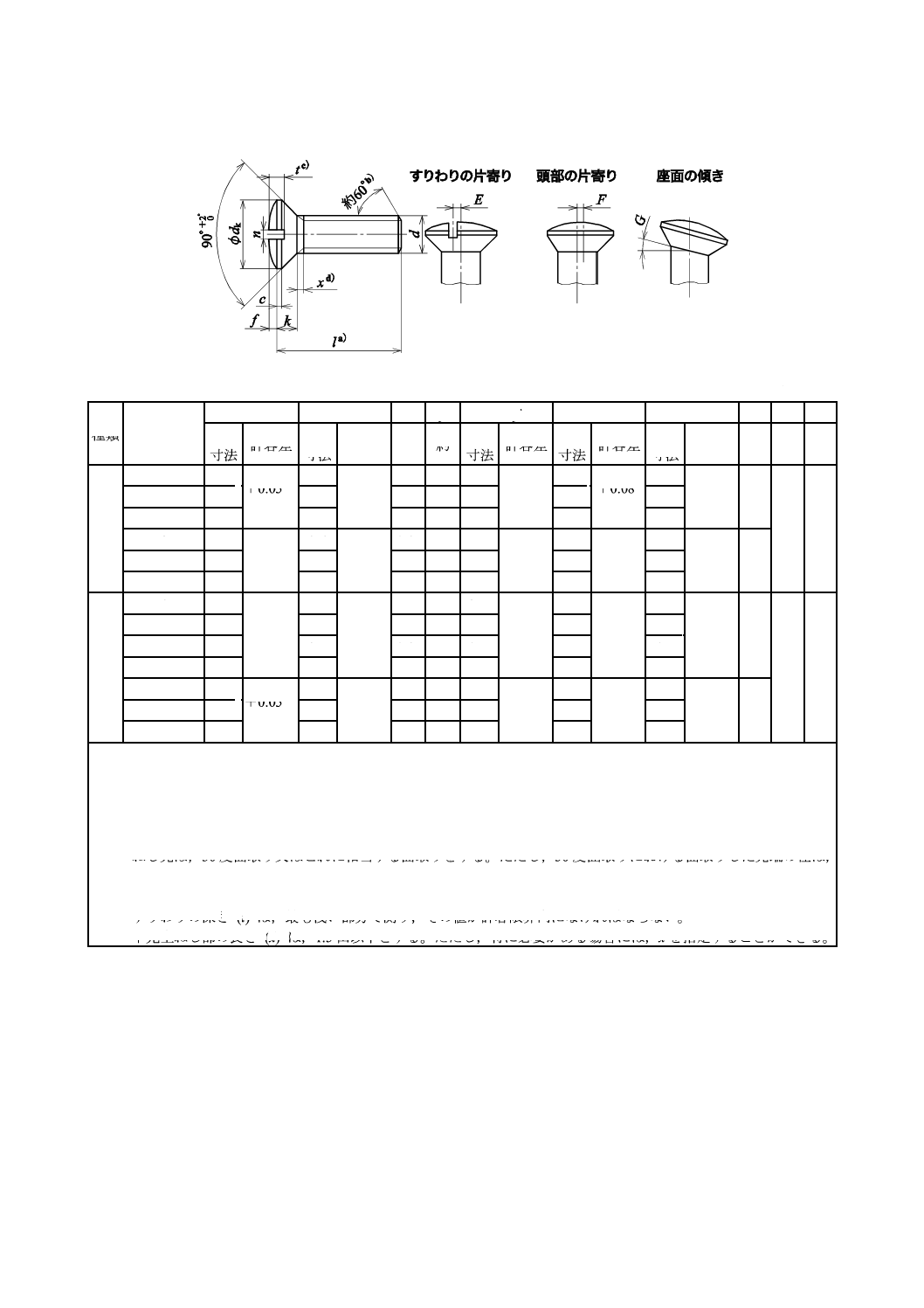
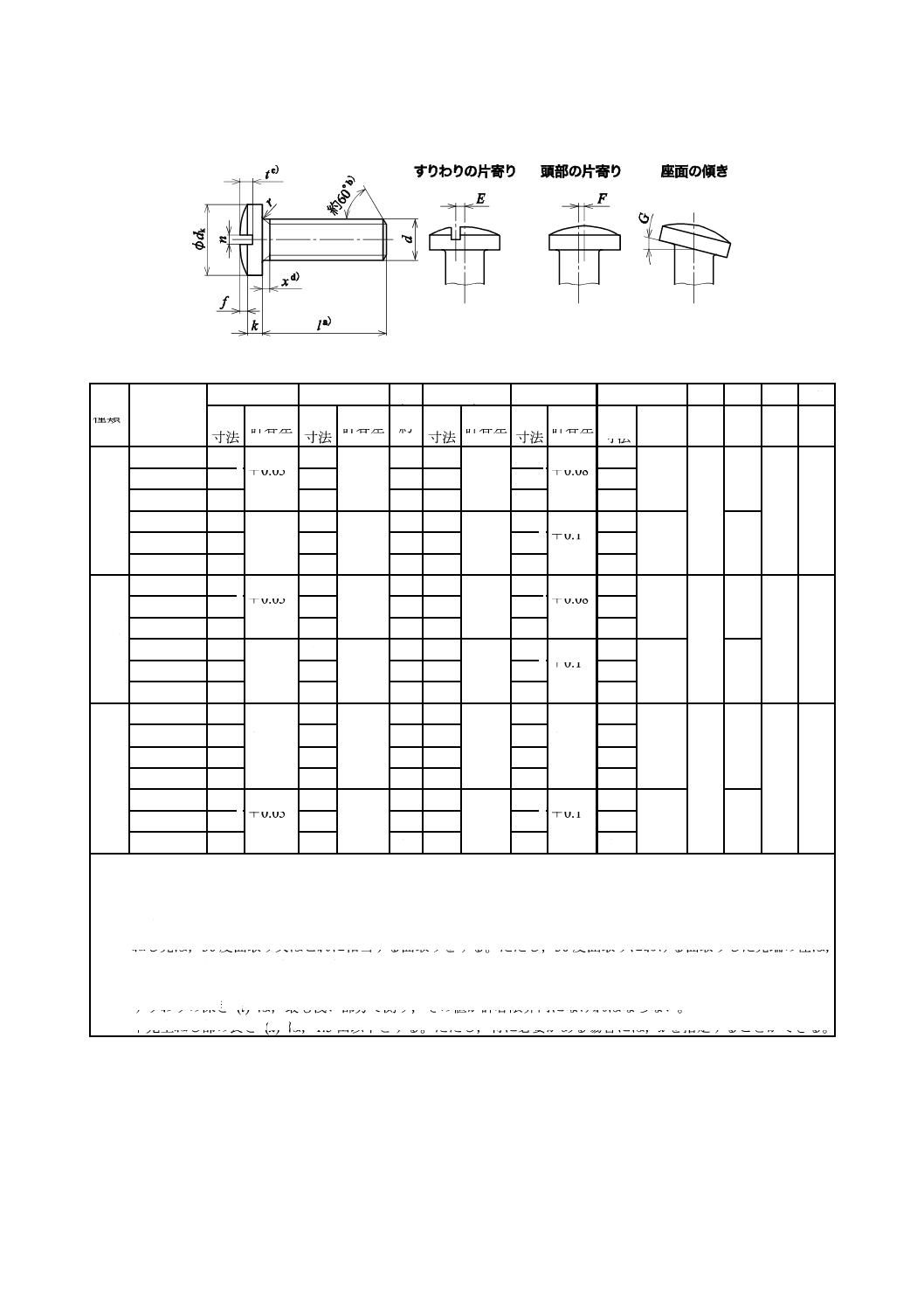
表5−丸皿小ねじ
単位 mm
種類 ねじの呼び
(d)
dk
k
c
f
k+f
n
t
E
F
G
基準
寸法 許容差 基準
寸法 許容差 約
約 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 最大 最大 最大
1種
M 1.2
1.8 +0.05
−0.1
0.4
0
−0.05
0.1
0.2 0.6
±0.08
0.32 +0.08
0
0.4
±0.05
0.05
0.03 1°
M 1.4
2
0.4
0.1
0.2 0.6
0.32
0.4
M 1.6
2.3
0.5
0.15 0.3 0.8
0.32
0.5
M 2
3
+0.05
−0.2
0.6
0
−0.08
0.1
0.3 0.9
±0.1
0.4
+0.1
0
0.6
±0.08
0.08
M 2.2
3.3
0.7
0.15 0.4 1.1
0.4
0.7
M 2.5
3.8
0.8
0.15 0.4 1.2
0.6
0.8
3種
M 1
1.8
+0.05
−0.1
0.5
0
−0.05
0.1
0.2 0.7
±0.08
0.32
+0.08
0
0.4
±0.05
0.05
0.03 1°
M 1.2
2
0.5
0.1
0.2 0.7
0.32
0.4
M 1.4
2.5
0.7
0.15 0.3 1
0.32
0.5
M 1.6
2.8
0.8
0.2
0.3 1.1
0.32
0.6
M 2
3.5 +0.05
−0.2
0.9
0
−0.08
0.15 0.4 1.3
±0.1
0.4
+0.1
0
0.7
±0.08
0.08
M 2.2
3.8
1
0.2
0.4 1.4
0.4
0.7
M 2.5
4.3
1.1
0.2
0.5 1.6
0.6
0.8
E及びFは,軸心に対する片寄りである。
ねじは,首下まで加工する。ただし,特に必要がある場合には,ねじ部長さを注文者が指定することができる。
cの部分のかどには,丸みがあってもよい。
注記 ねじ部品各部の寸法記号は,JIS B 0143を参照。
注a) 長さ (l) は,表8による。
b) ねじ先は,30度面取り又はこれに相当する面取りをする。ただし,30度面取りにおける面取りした先端の径は,
ねじの谷の径よりもわずかに小さくする。
なお,切削ねじで,特に指定された場合及び転造ねじの場合は,先端の加工を省略してよい。
c) すりわりの深さ (t) は,最も浅い部分で測り,その値が許容限界内になければならない。
d) 不完全ねじ部の長さ (x) は,1.5山以下とする。ただし,特に必要がある場合には,xを指定することができる。
7
B 1116:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−平小ねじ
単位 mm
種類 ねじの呼び
(d)
dk
k
n
t
r
E
F
G
基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 最大 最大 最大 最大
1種
M 1.2
1.8
+0.05
0.1
0.5
±0.05
0.32
+0.08
0
0.3
±0.05
0.05
0.05
0.03 1°
M 1.4
2
0.5
0.32
0.3
M 1.6
2.3
0.5
0.32
0.3
M 2
3
+0.05
−0.2
0.6
±0.08
0.4
+0.1
0
0.3
±0.08
0.08
M 2.2
3.3
0.7
0.4
0.4
M 2.5
3.8
0.8
0.6
0.4
2種
M 1.2
1.8
+0.05
0.1
0.8
±0.05
0.32
+0.08
0
0.4
±0.05
0.05
0.05
0.03 1°
M 1.4
2
0.9
0.32
0.5
M 1.6
2.3
1
0.32
0.6
M 2
3
+0.05
−0.2
1.2
±0.08
0.4
+0.1
0
0.7
±0.08
0.08
M 2.2
3.3
1.3
0.4
0.7
M 2.5
3.8
1.5
0.6
0.8
3種
M 1
1.8
+0.05
−0.1
0.6
±0.05
0.32
+0.08
0
0.3
±0.05
0.05
0.05
0.03 1°
M 1.2
2
0.7
0.32
0.4
M 1.4
2.5
0.8
0.32
0.4
M 1.6
2.8
0.8
0.32
0.4
M 2
3.5
+0.05
−0.2
1
±0.08
0.4
+0.1
0
0.6
±0.08
0.08
M 2.2
3.8
1.1
0.4
0.6
M 2.5
4.3
1.2
0.6
0.7
E及びFは,軸心に対する片寄りである。
ねじは,首下まで加工する。ただし,特に必要がある場合には,ねじ部長さを注文者が指定することができる。
注記 ねじ部品各部の寸法記号は,JIS B 0143を参照。
注a) 長さ (l) は,表8による。
b) ねじ先は,30度面取り又はこれに相当する面取りをする。ただし,30度面取りにおける面取りした先端の径は,
ねじの谷の径よりもわずかに小さくする。
なお,切削ねじで,特に指定された場合及び転造ねじの場合は,先端の加工を省略してよい。
c) すりわりの深さ (t) は,最も浅い部分で測り,その値が許容限界内になければならない。
d) 不完全ねじ部の長さ (x) は,1.5山以下とする。ただし,特に必要がある場合には,xを指定することができる。
8
B 1116:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−丸平小ねじ
単位 mm
種類 ねじの呼び
(d)
dk
k
f
k+f
n
t
r
E
F
G
基準
寸法 許容差 基準
寸法 許容差 約 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 最大 最大 最大 最大
1種
M 1.2
1.8 +0.05
−0.1
0.4
±0.05
0.2 0.6
±0.1
0.32 +0.08
0
0.4
±0.05
0.05
0.05
0.03 1°
M 1.4
2
0.4
0.2 0.6
0.32
0.4
M 1.6
2.3
0.4
0.3 0.7
0.32
0.5
M 2
3
+0.05
−0.2
0.5
±0.08
0.3 0.8
±0.15
0.4 +0.1
0
0.5
±0.08
0.08
M 2.2
3.3
0.5
0.4 0.9
0.4
0.6
M 2.5
3.8
0.6
0.4 1
0.6
0.6
2種
M 1.2
1.8 +0.05
−0.1
0.7
±0.05
0.2 0.9
±0.1
0.32 +0.08
0
0.5
±0.05
0.05
0.05
0.03 1°
M 1.4
2
0.8
0.2 1
0.32
0.6
M 1.6
2.3
0.8
0.3 1.1
0.32
0.6
M 2
3
+0.05
−0.2
1
±0.08
0.3 1.3
±0.15
0.4 +0.1
0
0.7
±0.08
0.08
M 2.2
3.3
1
0.4 1.4
0.4
0.8
M 2.5
3.8
1.2
0.4 1.6
0.6
0.9
3種
M 1
1.8
+0.05
−0.1
0.5
±0.05
0.2 0.7
±0.1
0.32
+0.08
0
0.4
±0.05
0.05
0.05
0.03 1°
M 1.2
2
0.6
0.2 0.8
0.32
0.4
M 1.4
2.5
0.6
0.3 0.9
0.32
0.5
M 1.6
2.8
0.6
0.3 0.9
0.32
0.5
M 2
3.5 +0.05
−0.2
0.7
±0.08
0.4 1.1
±0.15
0.4 +0.1
0
0.6
±0.08
0.08
M 2.2
3.8
0.8
0.4 1.2
0.4
0.6
M 2.5
4.3
0.8
0.5 1.3
0.6
0.7
E及びFは,軸心に対する片寄りである。
ねじは,首下まで加工する。ただし,特に必要がある場合には,ねじ部長さを注文者が指定することができる。
注記 ねじ部品各部の寸法記号は,JIS B 0143を参照。
注a) 長さ (l) は,表8による。
b) ねじ先は,30度面取り又はこれに相当する面取りをする。ただし,30度面取りにおける面取りした先端の径は,
ねじの谷の径よりもわずかに小さくする。
なお,切削ねじで,特に指定された場合及び転造ねじの場合は,先端の加工を省略してよい。
c) すりわりの深さ (t) は,最も浅い部分で測り,その値が許容限界内になければならない。
d) 不完全ねじ部の長さ (x) は,1.5山以下とする。ただし,特に必要がある場合には,xを指定することができる。
9
B 1116:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
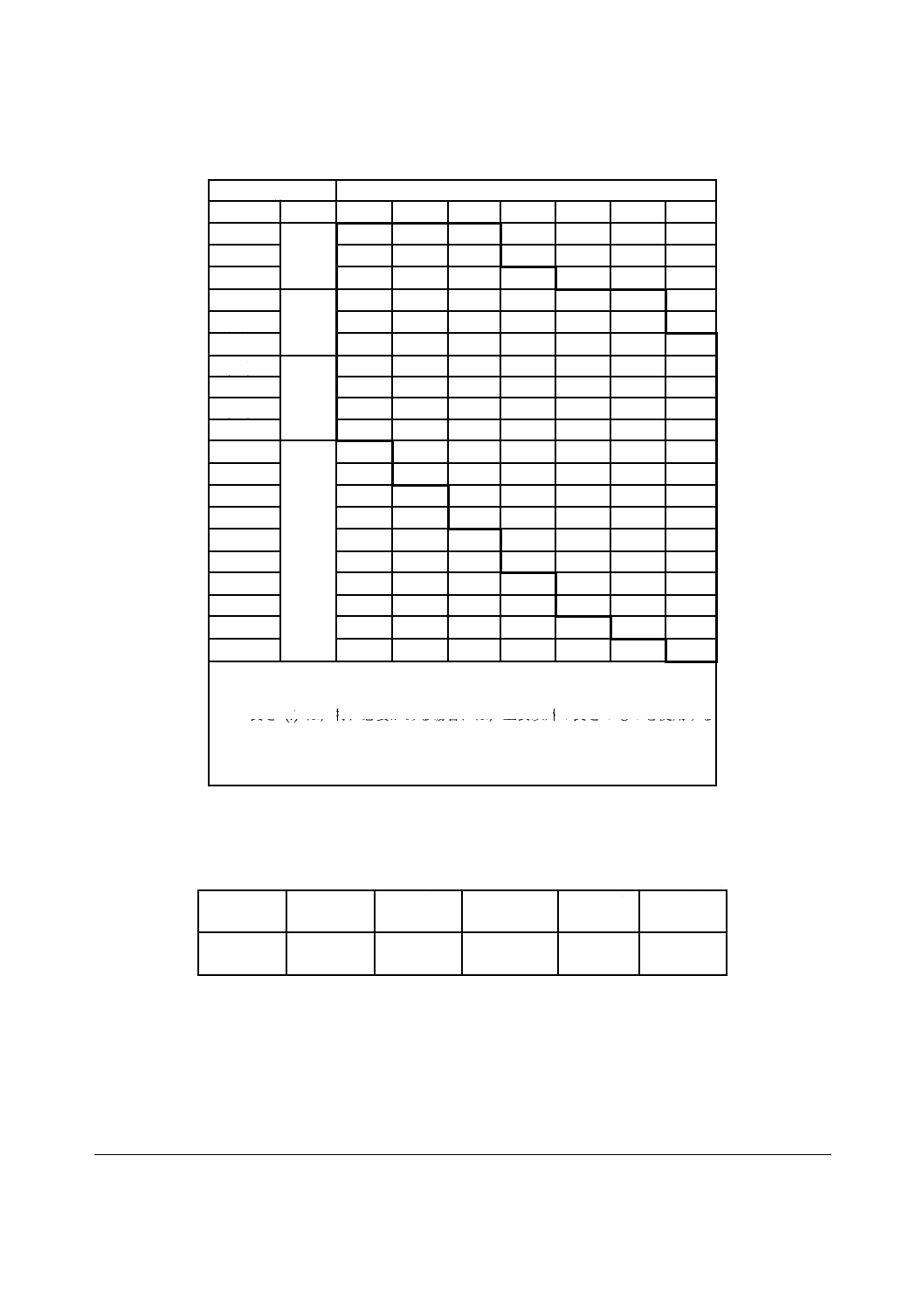
表8−小ねじの長さ
単位 mm
長さ (l) a) ,b)
ねじの呼び
基準寸法 許容差
M 1
M 1.2
M 1.4
M 1.6
M 2
M 2.2
M 2.5
1
0
−0.1
○
○
○
1.2
○
○
○
1.4
○
○
○
○
1.6
0
−0.15
○
○
○
○
○
○
(1.8)
○
○
○
○
○
○
2
○
○
○
○
○
○
○
(2.2)
0
−0.2
○
○
○
○
○
○
○
2.5
○
○
○
○
○
○
○
(2.8)
○
○
○
○
○
○
○
3
○
○
○
○
○
○
○
3.5
0
−0.3
○
○
○
○
○
○
4
○
○
○
○
○
○
4.5
○
○
○
○
○
5
○
○
○
○
○
5.5
○
○
○
○
6
○
○
○
○
7
○
○
○
8
○
○
○
9
○
○
10
○
注a) 太線の枠内は,各ねじの呼びに対して推奨する長さ (l) を示す。ただし,l
寸法に括弧を付けたものは,なるべく用いない。
b) 長さ (l) は,特に必要がある場合には,上表以外の長さのものを使用する
ことができる。
なお,この場合におけるlの許容差は,特に指定のない限り,表9によ
る。
表9−小ねじの長さの許容差
単位 mm
lの区分
1.4以下
1.4を超え
2 以下
2を超え
3以下
3を超え
10以下
10を超え
るもの
lの許容差
0
0
0
0
0
−0.1
−0.15
−0.2
−0.3
−0.4
参考文献 JIS B 0143 ねじ部品各部の寸法の呼び及び記号