B 1022:2018 (ISO 4759-3:2016)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 記号及び意味 ··················································································································· 2
4 公差······························································································································· 2
附属書A(参考)公差 ··········································································································· 7
附属書JA(参考)特性値の測定方法(一例) ············································································ 9
B 1022:2018 (ISO 4759-3:2016)
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1022:2008は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
.
B 1022:2018
(ISO 4759-3:2016)
締結用部品の公差−
ボルト,小ねじ及びナット用の座金−
部品等級A,C及びF
Tolerances for fasteners-Washers for bolts, screws and nuts-
Product grades A, C and F
序文
この規格は,2016年に第4版として発行されたISO 4759-3を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
なお,参考として記載した附属書JAは,対応国際規格にはない事項である。
1
適用範囲
この規格は,ねじの呼び径1 mm〜150 mmの一般用のボルト,小ねじ,植込みボルト及びナットに用い
る平座金に対する部品等級A,C及びFの公差について規定する。
この規格は,平座金以外の座金に対しても適用してもよいが,それらの座金に関わる公差全てを含むも
のではない。
この規格は,座金組込みねじ用の平座金に対しても適用し,さらに,規格化していない座金に対しても
適用してよい。ただし,皿ばね座金には適用しない。
部品等級F及びAの座金は,部品等級A及びBのボルト,小ねじ,植込みボルト及びナット用に,部
品等級Cの座金は,部品等級Cのボルト,小ねじ,植込みボルト及びナット用に設定されたものである。
注記1 部品等級は,寸法及び幾何特性に関連した特定の公差の大きさを示す(公差が,小さい場合
を部品等級F,中程度の場合を部品等級A,大きい場合を部品等級Cとする。)。
注記2 附属書Aに,JIS B 0401-1:1998及びJIS B 0401-2:1998に規定する公差に関わる数値を示す。
注記3 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 4759-3:2016,Tolerances for fasteners−Part 3: Washers for bolts, screws and nuts−Product
grades A, C and F(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS B 0021 製品の幾何特性仕様(GPS)−幾何公差表示方式−形状,姿勢,位置及び振れの公差表示
2
B 1022:2018 (ISO 4759-3:2016)
方式
注記 対応国際規格:ISO/DIS 1101:1996,Geometrical product specifications (GPS)−Geometrical
tolerancing−Tolerances of form, orientation, location and run-out(IDT)
3
記号及び意味
この規格で用いる主な記号及び意味は,次による。
c1
内径部の面取り高さ,mm
c2
外径部の面取り高さ,mm
d1
内径,mm
d2
外径,mm
e1
内径面(せん断によって成形されたd1の面)と座金座面側の破断面端部との半径方向の差,mm
e2
外径面(せん断によって成形されたd2の面)と座金座面側の破断面端部との半径方向の差,mm
heff
座金の有効高さ,mm
t
座金の呼び厚さ,mm
teff
座金の有効厚さ,mm
t1
内径面において,d1の公差を満足する部分の長さ,mm
t2
外径面において,d2の公差を満足する部分の長さ,mm
y
同軸度,mm
z
反り(z=heff−teff),mm
4
公差
平座金の部品等級A,C及びFに対する公差は,表1による。
特に指示がなければ,この規格で規定する公差は,めっき前の座金に適用する。
正当な技術的理由があるならば,この規格の規定とは異なった公差を製品規格で用いることができる。
この規格で要求される公差と製品規格における公差とに違いがある場合には,後者が優先される。
形状及び位置に対する公差は,JIS B 0021の定義に基づいて規定され,かつ,表示される。
3
B 1022:2018 (ISO 4759-3:2016)
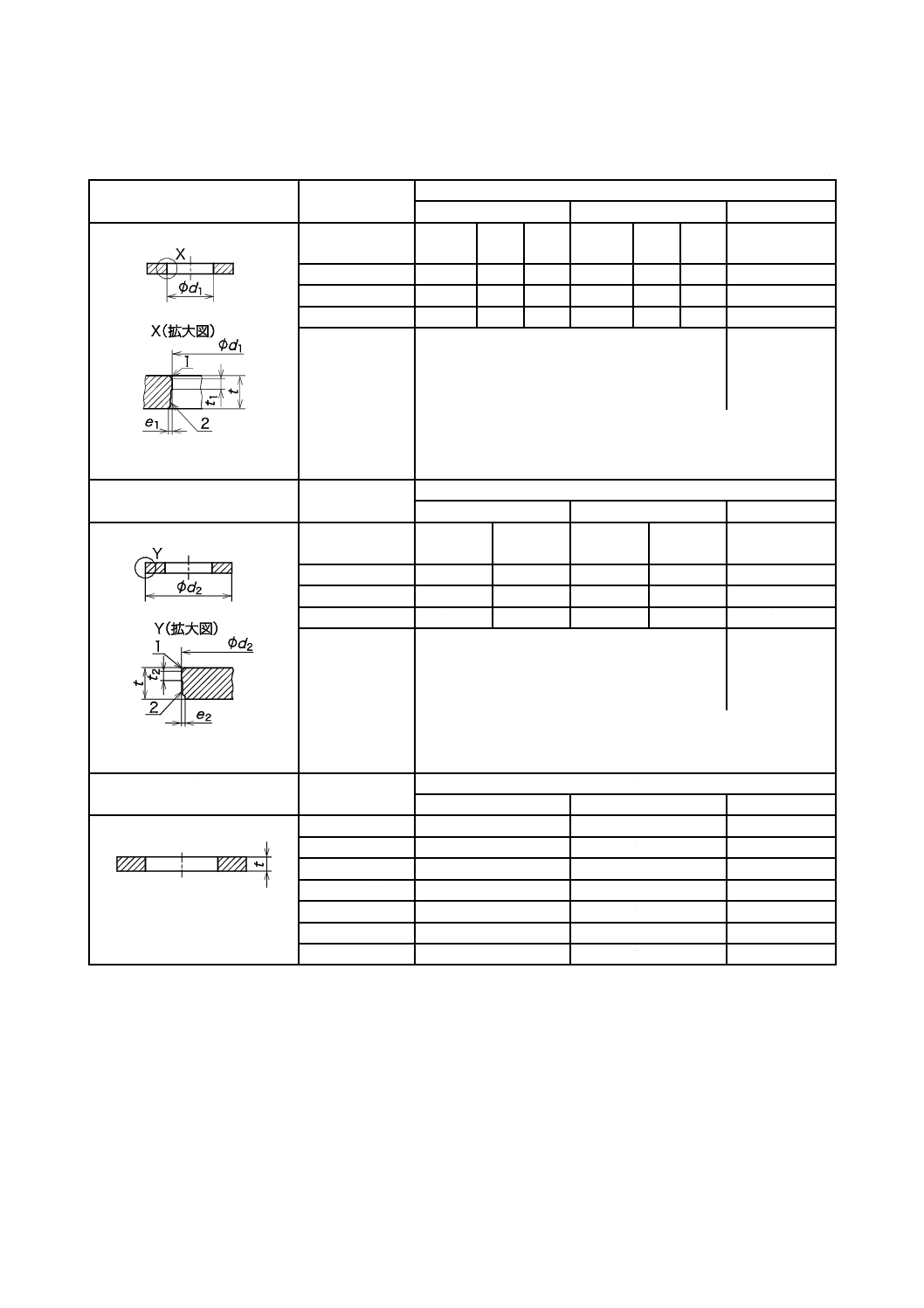
表1−公差
単位 mm
形体
呼び厚さの区分
t
部品等級
F
A
C
4.1 内径部
1
丸み(だれ)
2
破断面
d1
許容差
t1
最小
e1
最大
d1
許容差
t1
最小
e1
最大
d1
許容差
t<2
H12
0.5t
0.10t
H13
0.3t
0.15t
H14
2≦t<4
H12
0.3t
0.15t
H13
0.25t
0.20t
H14
t≧4
H13
0.2t
0.20t
H14
0.2t
0.25t
H15
丸み(だれ)の寸法は規定しない。
破断面(e1),t1
及び丸み(だ
れ)の寸法は規
定しない。
t1は,内径面において,d1の公差を満足する部分の長さである。
公差の数値は,表A.3参照。
形体
呼び厚さの区分
t
部品等級
F
A
C
4.2 外径部
1
丸み(だれ)
2
破断面
d2
許容差
e2
最大
d2
許容差
e2
最大
d2
許容差
t<2
h13
0.13t
h14
0.18t
h16
2≦t<4
h13
0.15t
h14
0.20t
h16
t≧4
h14
0.18t
h15
0.25t
h16
丸み(だれ)及びt2の寸法は規定しない。
破断面(e2),t2
及び丸み(だ
れ)の寸法は規
定しない。
t2は,外径面において,d2の公差を満足する部分の長さである。
公差の数値は,表A.2参照。
形体
呼び厚さの区分
t
部品等級
F
A
C
4.3 厚さ
厚さは,ばりを除去してから測
定する。
t≦0.5
±0.04
±0.05
±0.10
0.5<t≦1
±0.06
±0.10
±0.20
1<t≦2.5
±0.12
±0.20
±0.30
2.5<t≦4
±0.16
±0.30
±0.60
4<t≦6
±0.20
±0.60
±1.00
6<t≦10
±0.24
±1.00
±1.20
10<t≦20
±0.28
±1.20
±1.60
4
B 1022:2018 (ISO 4759-3:2016)
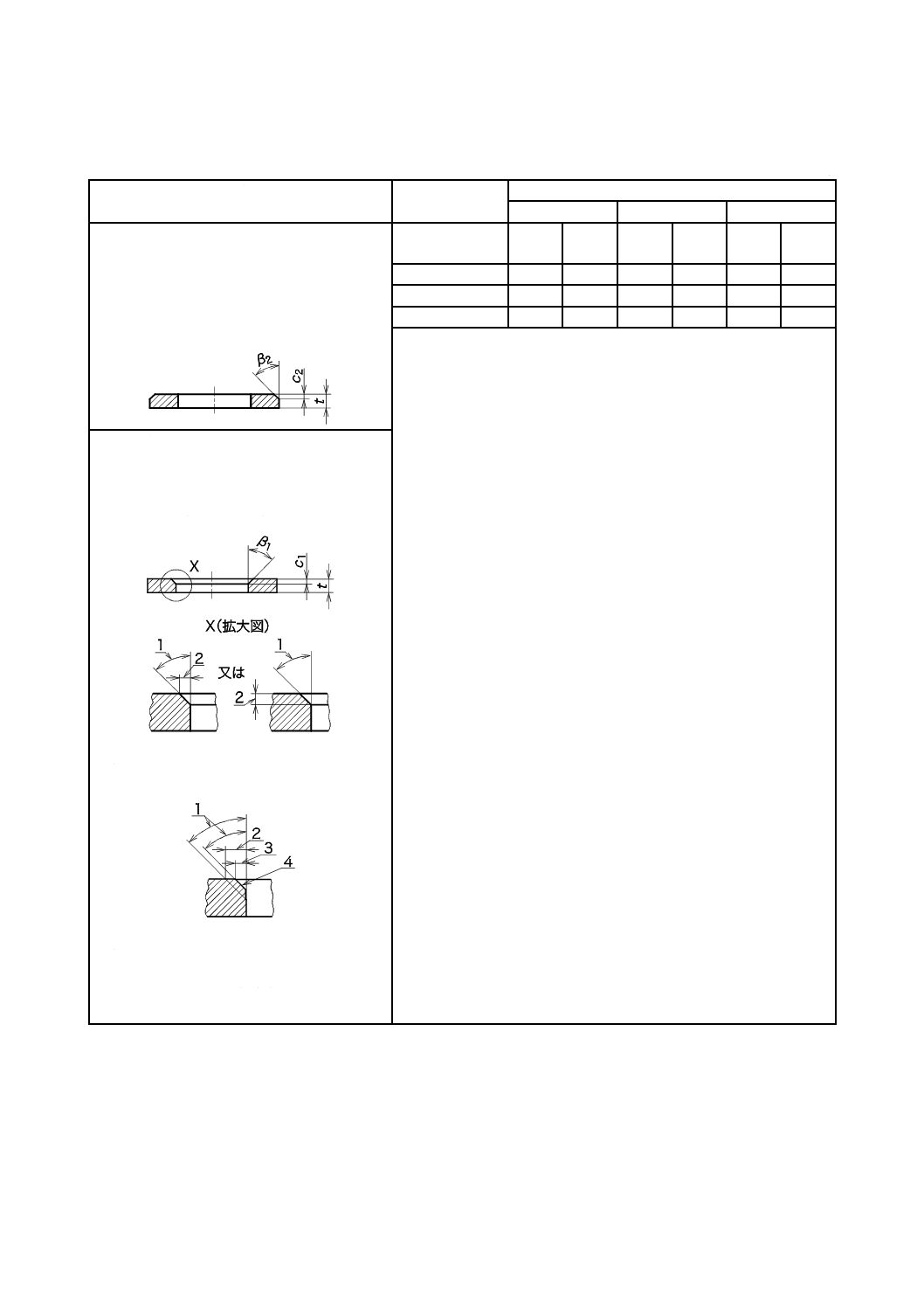
表1−公差(続き)
単位 mm
形体
呼び厚さの区分
t
部品等級
F
A
C
4.4 面取り
c1
最小
c2
最小
c1
最小
c2
最小
c1
最小
c2
最小
1≦t<2
0.20t
0.25t
0.20t
0.25t
0.20t
0.25t
2≦t<4
0.18t
0.22t
0.18t
0.22t
0.18t
0.22t
t≧4
0.15t
0.20t
0.15t
0.20t
0.15t
0.20t
4.4.1 外径部の面取り
β1=35°〜45°
β2=35°〜45°
4.4.2 内径部の面取り
内径部の面取りの寸法数値c1に関係なく,4.1
に規定するt1は満足しなければならない。ま
た,面取りは,部分拡大図Xに示す内容につ
いて,特に注意しなければならない。
寸法決め
1
面取り角度
2
面取りの寸法数値±許容差
形状
1
面取り角度
2
面取りの上の許容寸法
3
面取りの下の許容寸法
4
表面形状は規定しない
5
B 1022:2018 (ISO 4759-3:2016)
表1−公差(続き)
単位 mm
形体
呼び厚さの区分
t
部品等級
F
A
C
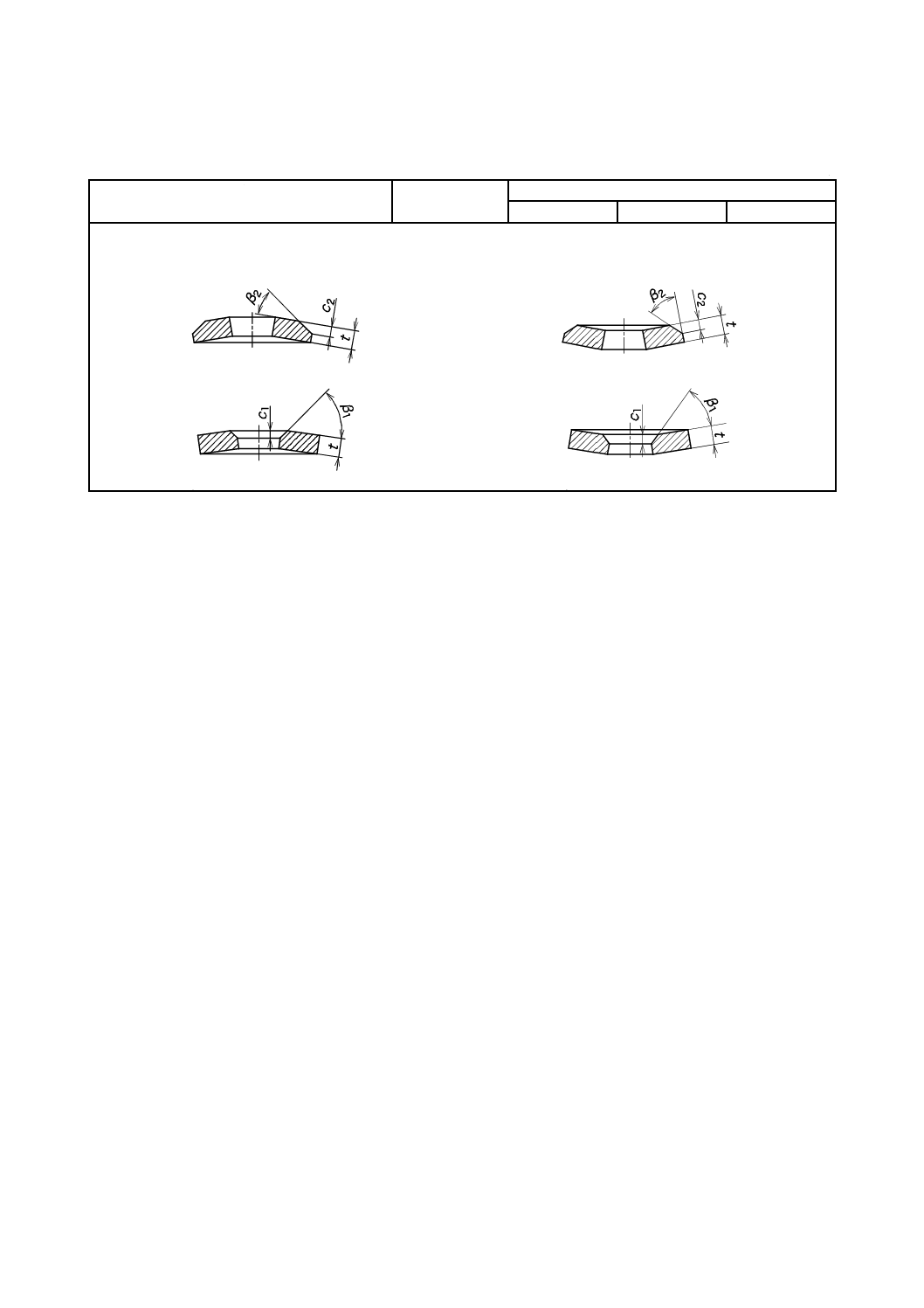
4.4.3 座金組込みねじ用座金に対する追加選択的要求事項
面取りの位置については,購入者側から要求があれば,注文時にプレス打抜きによる反りを考慮してそれを特定して
おかなければならない。
a) 凸面側の外径部の面取り
b) 凹面側の外径部の面取り
c) 凸面側の内径部の面取り
d) 凹面側の内径部の面取り
6
B 1022:2018 (ISO 4759-3:2016)
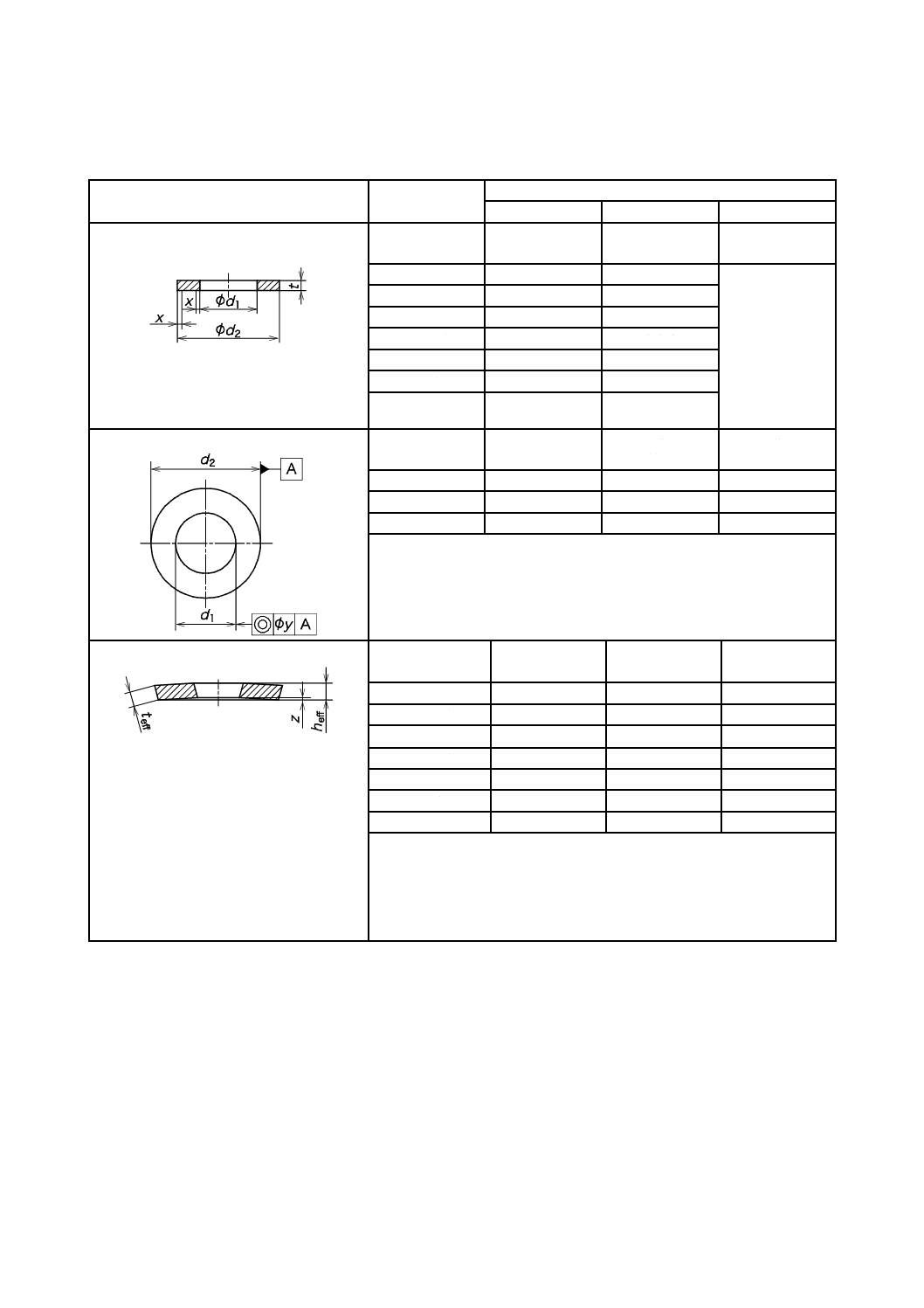
表1−公差(続き)
単位 mm
形体
呼び厚さの区分
t
部品等級
F
A
C
4.5 形状及び位置の公差
4.5.1 製品1個内の厚さ変化量Δt
Δtについては,内径及び外径面から距離x
=0.1(d2−d1)を除いた部分に適用する。す
なわち,Δtの測定対象幅は,リング全幅の
60 %である。
Δt
最大
Δt
最大
t≦0.5
0.020
0.025
0.5<t≦1
0.030
0.050
1<t≦2.5
0.060
0.100
2.5<t≦4
0.080
0.150
規定しない
4<t≦6
0.100
0.200
6<t≦10
0.120
0.300
10<t≦20
0.140
0.400
4.5.2 同軸度
y
最大
y
最大
y
最大
t<2
2×IT11
2×IT12
2×IT13
2≦t<4
2×IT12
2×IT13
2×IT14
t≧4
2×IT13
2×IT14
2×IT15
IT公差等級の値は,表A.1参照。
4.5.3 反り
反りzは,座金の有効高さheffと座金の有
効厚さteffとの差である。
反りについては,ばりを除いた後に測定す
る。
注記1 zの値は,常に厚さの公差とは無
関係である。
注記2 反りを小さくするために,工程を
追加すること(例えば,研削又は
修正加工)が要求されることがあ
る。
z
最大
z
最大
z
最大
t≦0.5
0.07
0.10
0.13
0.5<t≦1
0.10
0.15
0.20
1<t≦2.5
0.20
0.20
0.25
2.5<t≦4
0.30
0.30
0.30
4<t≦6
0.40
0.40
0.40
6<t≦10
0.60
0.60
0.60
10<t≦20
1.00
1.00
1.00
7
B 1022:2018 (ISO 4759-3:2016)
附属書A
(参考)
公差
IT公差等級に対する数値を表A.1に,軸及び穴の許容差をそれぞれ表A.2及び表A.3に示す。これらの
公差及び許容差は,JIS B 0401-1:1998及びJIS B 0401-2:1998によっている。
表A.1−基準寸法に対する公差等級の数値
単位 mm
基準寸法
公差等級
を超え
以下
IT11
IT12
IT13
IT14
IT15
公差
3
0.06
0.10
0.14
0.25
0.40
3
6
0.08
0.12
0.18
0.30
0.48
6
10
0.09
0.15
0.22
0.36
0.58
10
18
0.11
0.18
0.27
0.43
0.70
18
30
0.13
0.21
0.33
0.52
0.84
30
50
0.16
0.25
0.39
0.62
1.00
50
80
0.19
0.30
0.46
0.74
1.20
80
120
0.22
0.35
0.54
0.87
1.40
120
180
0.25
0.40
0.63
1.00
1.60
180
250
0.29
0.46
0.72
1.15
1.85
表A.2−軸に対する許容差
単位 mm
基準寸法
寸法許容差
を超え
以下
h13
h14
h15
h16
3
0
0
0
0
−0.14
−0.25
−0.40
−0.60
3
6
0
0
0
0
−0.18
−0.30
−0.48
−0.75
6
10
0
0
0
0
−0.22
−0.36
−0.58
−0.90
10
18
0
0
0
0
−0.27
−0.43
−0.70
−1.10
18
30
0
0
0
0
−0.33
−0.52
−0.84
−1.30
30
50
0
0
0
0
−0.39
−0.62
−1.00
−1.60
50
80
0
0
0
0
−0.46
−0.74
−1.20
−1.90
80
120
0
0
0
0
−0.54
−0.87
−1.40
−2.20
120
180
0
0
0
0
−0.63
−1.00
−1.60
−2.50
180
250
0
0
0
0
−0.72
−1.15
−1.85
−2.90
8
B 1022:2018 (ISO 4759-3:2016)
表A.3−穴に対する許容差
単位 mm
基準寸法
寸法許容差
を超え
以下
H12
H13
H14
H15
3
+0.10
+0.14
+0.25
+0.40
0
0
0
0
3
6
+0.12
+0.18
+0.30
+0.48
0
0
0
0
6
10
+0.15
+0.22
+0.36
+0.58
0
0
0
0
10
18
+0.18
+0.27
+0.43
+0.70
0
0
0
0
18
30
+0.21
+0.33
+0.52
+0.84
0
0
0
0
30
50
+0.25
+0.39
+0.62
+1.00
0
0
0
0
50
80
+0.30
+0.46
+0.74
+1.20
0
0
0
0
80
120
+0.35
+0.54
+0.87
+1.40
0
0
0
0
120
180
+0.40
+0.63
+1.00
+1.60
0
0
0
0
180
250
+0.46
+0.72
+1.15
+1.85
0
0
0
0
9
B 1022:2018 (ISO 4759-3:2016)
附属書JA
(参考)
特性値の測定方法(一例)
特性値の測定方法及び測定器の一例を,表JA.1に示す。
表JA.1−特性値の測定方法及び測定器の一例
測定項目
測定方法
測定器
摘要
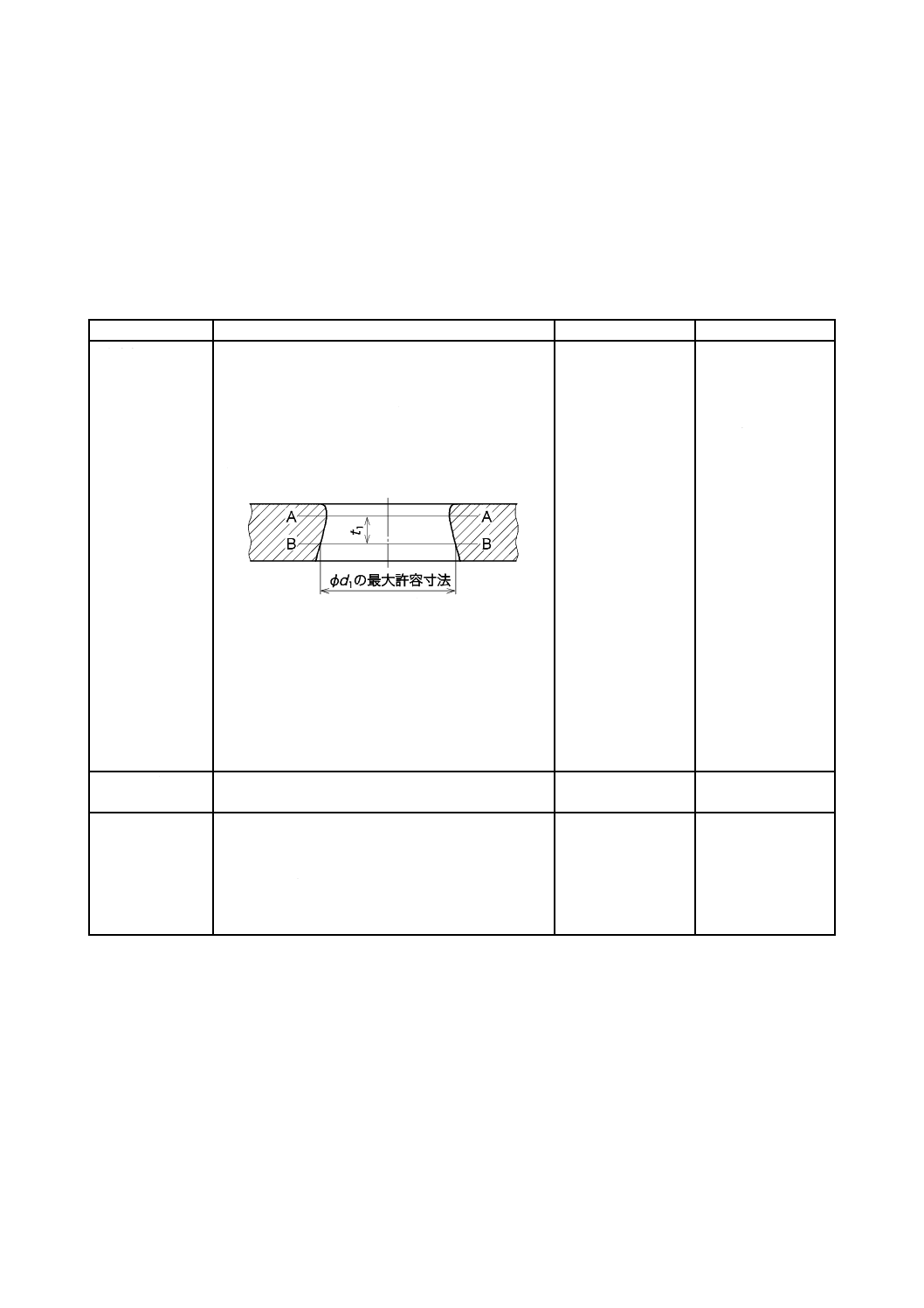
JA.1.1 内径(d1)
及びt1
d1は,ノギス又はこれに代わる測定器を用い,直交
する2方向について測定する。
t1は,内径の丸み部を除いた位置(図JA.1のA−A)
からd1の最大許容寸法が存在する位置(図JA.1のB
−B)までの距離を適切な測定器を用いて測定する。
ただし,A−Aにおける内径は,d1の許容限界内が望
ましい。
図JA.1−内径(d1)及びt1の測定位置
注記 図JA.1に示すA−Aの位置は,ノギスの測定
子と内径との接触点又は目視によって,B−B
の位置は,ノギス又は直径がd1の最大許容寸
法の棒ゲージを用いて設定することが望まし
い。ただし,棒ゲージの端面は,軸線に対し
て直角であって,そのかどには丸み又は面取
りがないのがよい。
JIS B 7507による
ノギス
内径の測定に用い
る測定子は,内径に
密着するものとし,
接触部が平面でな
いのがよい。
JA.1.2 外径(d2) d2は,ノギス又はこれに代わる測定器を用い,直交
する2方向について測定する。
JIS B 7507による
ノギス
JA.1.3 厚さ(t)
tは,ノギス,マイクロメータ又はこれらに代わる測
定器を用い,120°間隔の3点について測定する。
なお,tの測定は座金の外径側で行い,反り,だれ,
ばりなどが含まれないようにする。
JIS B 7507による
ノギス
JIS B 7502による
外側マイクロメータ
JIS B 7520による
指示マイクロメータ
10
B 1022:2018 (ISO 4759-3:2016)
表JA.1−特性値の測定方法及び測定器の一例(続き)
測定項目
測定方法
測定器
摘要
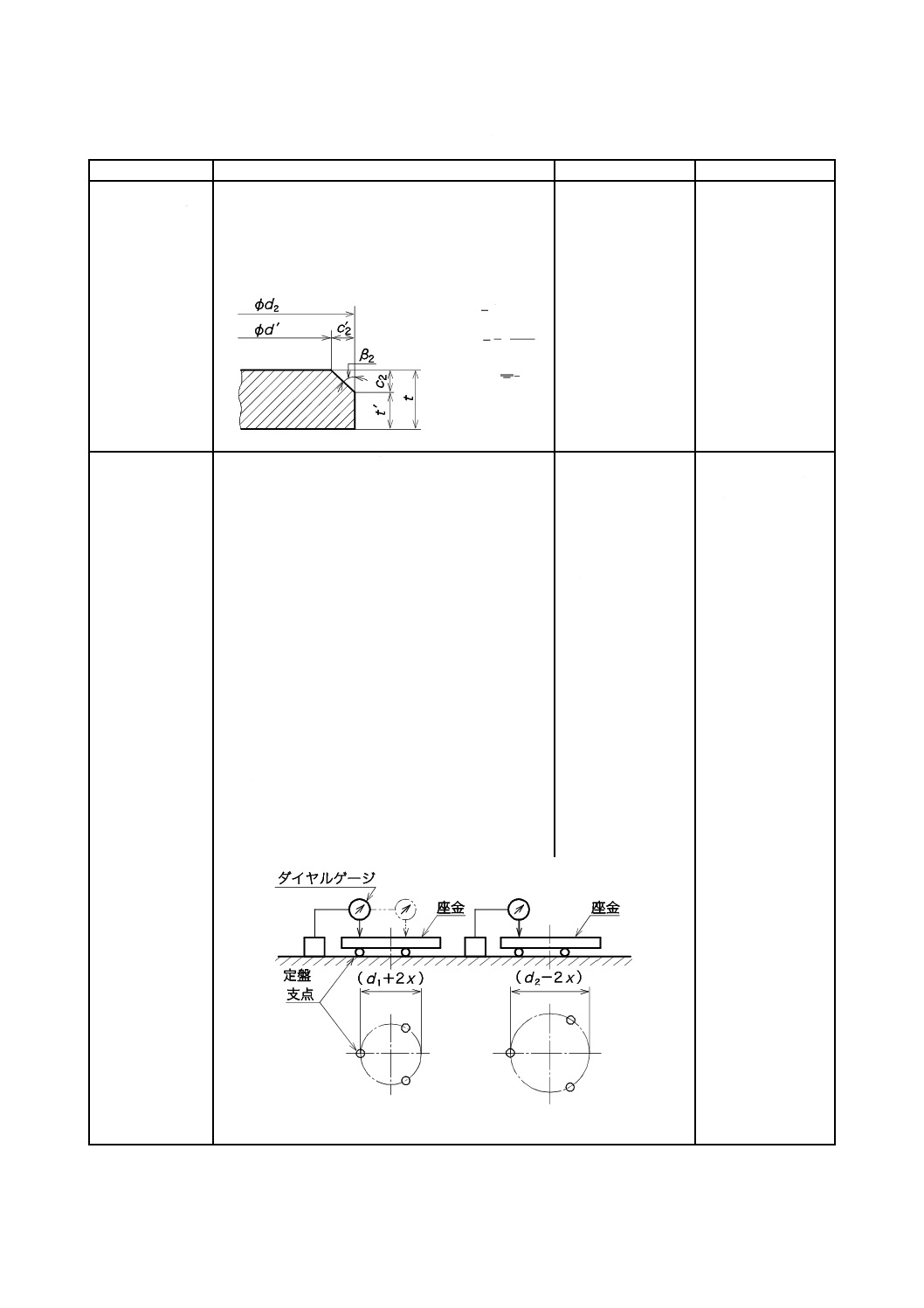
JA.1.4 面取り部
の寸法(β及びc)
β及びcは,測定投影機又はこれに代わる測定器を用
いて測定する。
なお,外径部の面取り部を例にとれば,ノギス又
はこれに代わる測定器を用いて図JA.2のd2,t,d'
及びt'を測定し,計算によって求めてもよい。
JIS B 7184による
測定投影機
2
2
2
2
2
2
tan
2
c
'
c
β
d'
d
'
c
t'
t
c
=
−
=
−
=
図JA.2−外径部の面取り部の寸法測定
JA.1.5 製品1個
内の厚さ変化量
(Δt)
Δtは,次のようにして測定した(d1+2x)上における厚
さの値と,(d2−2x)上における厚さとの最大差とす
る。
なお,x=0.1(d2−d1)である(表1の4.5.1参照)。
− (d1+2x)上における厚さは,その直径の円周上に
120°間隔の支点を定盤上に設け,中心がずれな
いように座金を載せ,支点の位置にダイヤルゲ
ージの測定子を当てて測定する[図JA.3のa)参
照]。
なお,(d1+2x)上における3か所の厚さは,点
接触のマイクロメータ又はこれに代わる測定器
を用いて測定してもよい。
− (d2−2x)上における厚さは,その直径の円周上に
120°間隔の支点を定盤上に設け,中心がずれな
いように座金を載せ,支点の位置にダイヤルゲ
ージの測定子を当てて測定する[図JA.3のb)
参照]。
なお,(d2−2x)上における3か所の厚さは,点
接触のマイクロメータ又はこれに代わる測定器
を用いて測定してもよい。
JIS B 7503又はJIS
B 7533によるダイ
ヤルゲージ
JIS B 7513による
精密定盤
JIS B 7502による
外側マイクロメータ
JIS B 7520による
指示マイクロメータ
座金を支える支点
には,ころがり軸受
用鋼球又はこれに
代わるものを用い,
パテなどで固定す
るのがよい。
a) (d1+2x)上
b) (d2−2x)上
図JA.3−製品1個内の厚さ変化量の測定
11
B 1022:2018 (ISO 4759-3:2016)
表JA.1−特性値の測定方法及び測定器の一例(続き)
測定項目
測定方法
測定器
摘要
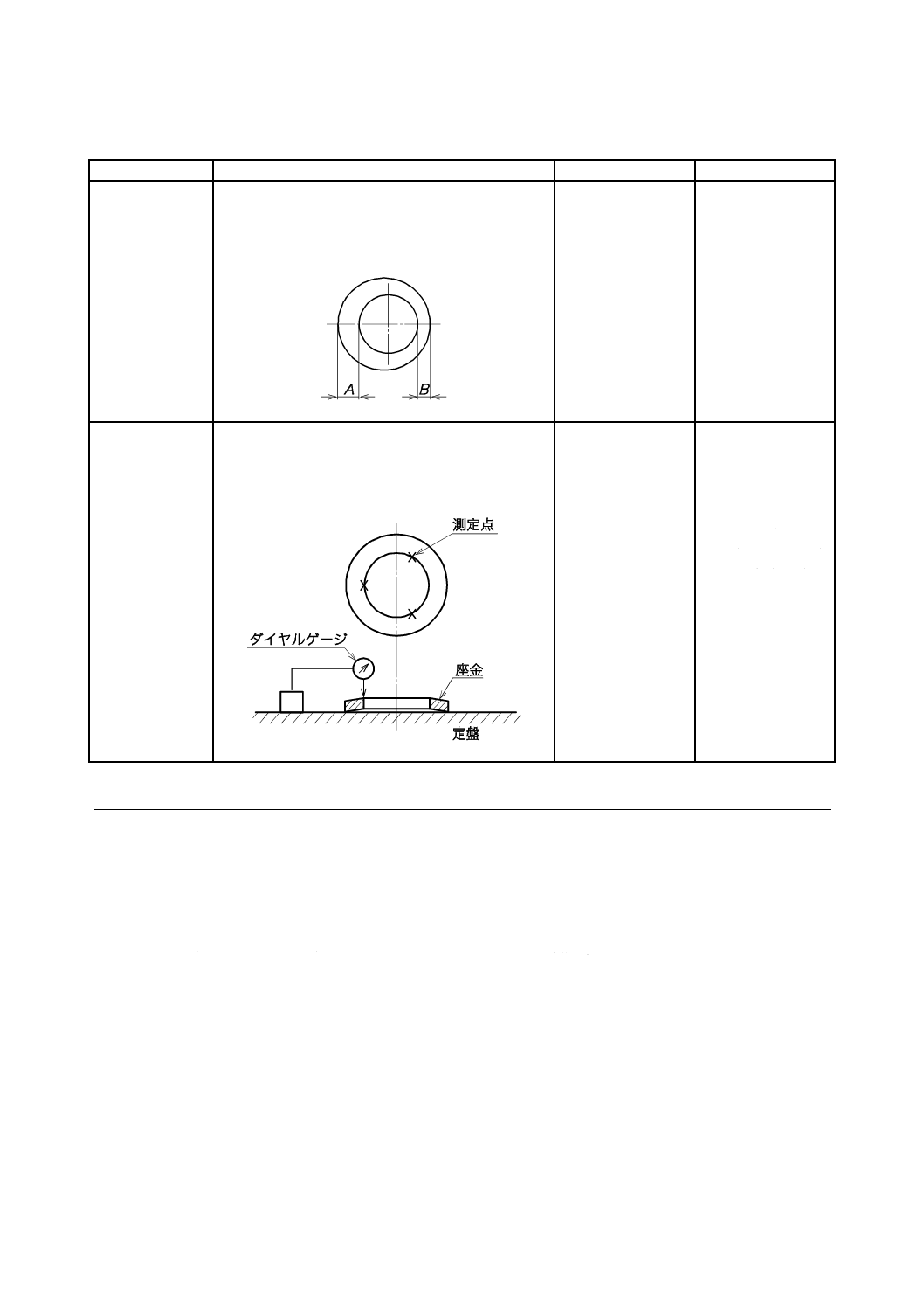
JA.1.6 同軸度(y) 方法1 ノギス又はこれに代わる測定器を用いて図
JA.4のAの最大値と,それに対応するBの値とを測
定し,その差を測定値とする。
方法2 測定投影機による方法。
図JA.4−同軸度の測定
JIS B 7507による
ノギス
JIS B 7184による
測定投影機
方法1で用いる測定
器の測定子は,内径
に密着するものと
し,接触部が平面で
あってはならない。
JA.1.7 反り(z) 座金を定盤に載せ,図JA.5のようにダイヤルゲージ
を内径の位置に当て,120°間隔の3点についてその
値を読み取り,そのうちの最大値とその付近におけ
る厚さとの差を測定値とする。
図JA.5−平面度の測定
JIS B 7503又はJIS
B 7533によるダイ
ヤルゲージ
JIS B 7513による
精密定盤
測定に用いるダイ
ヤルゲージの測定
子は,平板状のもの
がよい。
定盤に置いた座金
の外周に隙間のあ
る場合は,座金を裏
返して安定の良い
状態にする。
参考文献 JIS B 0401-1:1998 寸法公差及びはめあいの方式−第1部:公差,寸法差及びはめあいの基礎
注記 対応国際規格:ISO 286-1:1988,ISO system of limits and fits−Part 1: Bases of tolerances,
deviations and fits(IDT)
JIS B 0401-2:1998 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許
容差の表
注記 対応国際規格:ISO 286-2:1988,ISO system of limits and fits−Part 2: Tables of standard
tolerance grades and limit deviations for holes and shafts(IDT)
JIS B 7184 測定投影機
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7513 精密定盤
JIS B 7520 指示マイクロメータ
JIS B 7533 てこ式ダイヤルゲージ