B 1015:2018 (ISO 10664:2014)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 基準寸法························································································································· 1
3 ゲージによる検査 ············································································································· 3
3.1 原理 ···························································································································· 3
3.2 通り側ゲージ ················································································································ 4
3.3 止り側ゲージ ················································································································ 5
4 呼び方···························································································································· 7
附属書A(参考)穴の輪郭の描き方 ························································································· 8
B 1015:2018 (ISO 10664:2014)
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これ
によって,JIS B 1015:2008は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 1015:2018
(ISO 10664:2014)
おねじ部品用ヘクサロビュラ穴
Hexalobular internal driving feature for bolts and screws
序文
この規格は,2014年に第3版として発行されたISO 10664を基に,技術的内容及び構成を変更すること
なく作成した日本工業規格である。
1
適用範囲
この規格は,ボルト及び小ねじ及びタッピンねじ用のヘクサロビュラ穴(以下,穴という。)の形状及び
基準寸法,並びにゲージによる検査方法について規定する。
穴の輪郭の曲線は,表3〜表5で規定するゲージによって決められる。輪郭を描くときに用いる追加の
情報を,附属書Aに示す。
この規格は,穴の検査に必要な詳細事項を示すことを意図している。製品製作の規格としては不適切で
あり,そのために用いる規格ではない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 10664:2014,Hexalobular internal driving feature for bolts and screws(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
基準寸法
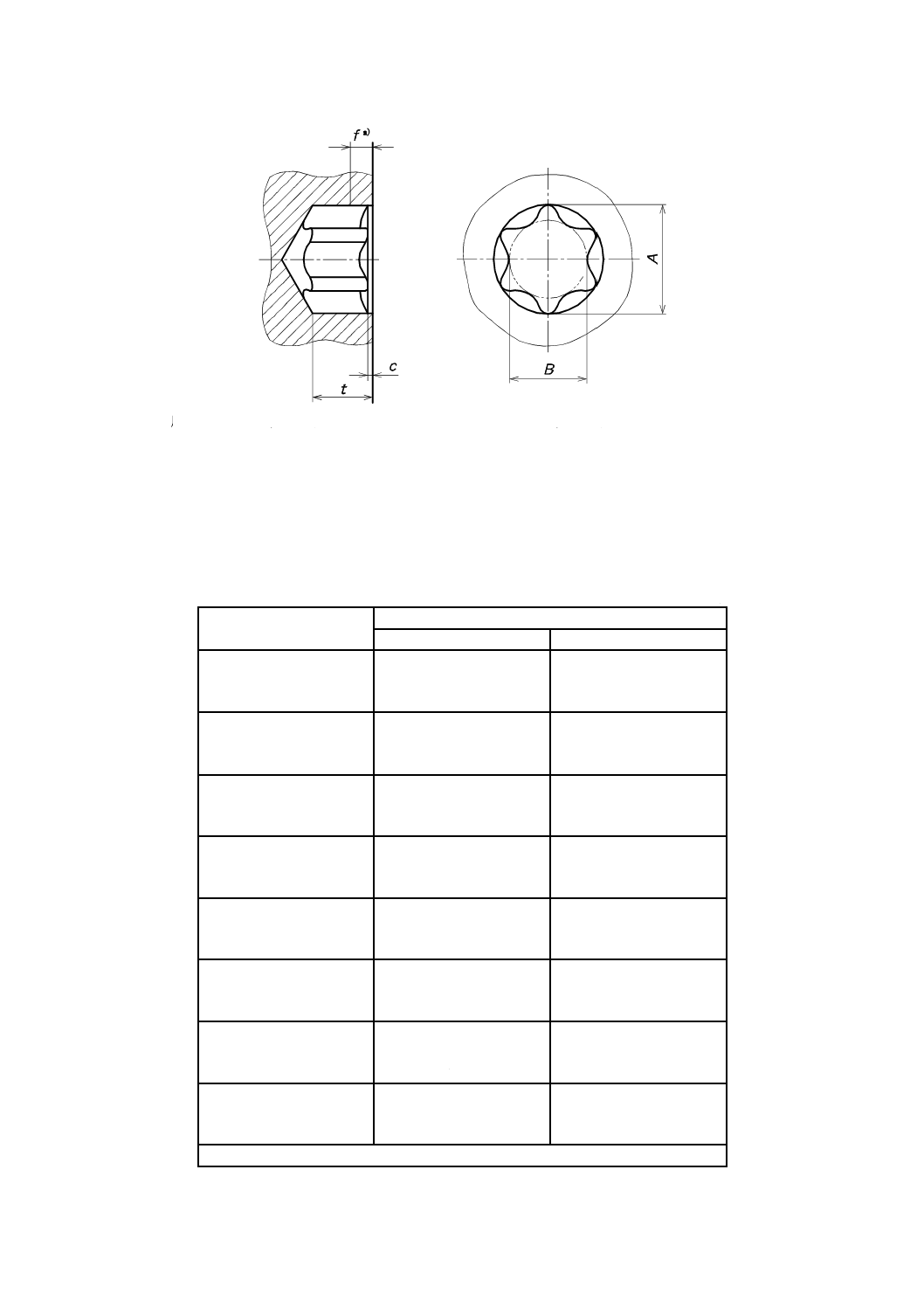
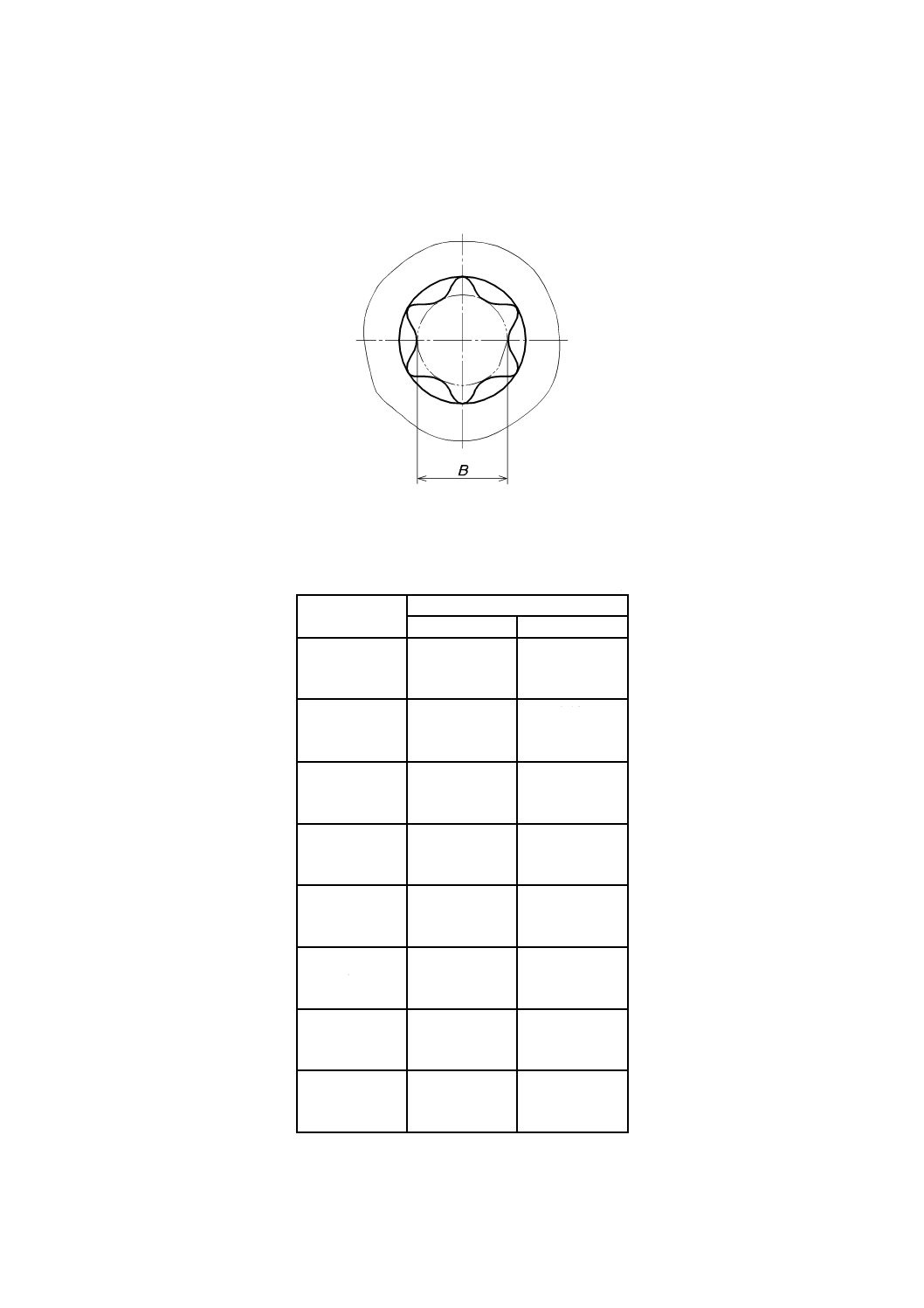
基準寸法は,図1及び表1による。
2
B 1015:2018 (ISO 10664:2014)
座ぐり深さcは,穴の番号No.15以下のものは0.13 mm以下,穴の番号No.15を超えるものは
0.25 mm以下とする。
沈み深さtは,それぞれの製品規格による。
穴底の形状は,製品規格で規定する沈み深さtの許容限界を満足すれば,製造業者の任意とする。
注a) 口元の広がり部の許容深さfは,表2による。
図1−基準形状の寸法
表1−基準寸法
単位 mm
穴の番号
No.
呼び寸法 a)
A
B
1
0.9
0.6
2
1.0
0.7
3
1.2
0.85
4
1.35
1.0
5
1.5
1.1
6
1.75
1.27
7
2.1
1.5
8
2.4
1.75
9
2.6
1.9
10
2.8
2.05
15
3.35
2.4
20
3.95
2.85
25
4.5
3.25
27
5.1
3.68
30
5.6
4.05
40
6.75
4.85
45
7.93
5.64
50
8.95
6.45
55
11.35
8.05
60
13.45
9.6
70
15.7
11.2
80
17.75
12.8
90
20.2
14.4
100
22.4
16
注a) 穴の輪郭の曲線は,表3〜表5で規定するゲージによって確認する。
3
B 1015:2018 (ISO 10664:2014)
3
ゲージによる検査
3.1
原理
穴は,通り側ゲージ(3.2参照)が該当する製品規格で規定する沈み深さtまで容易に入らなければなら
ない。
止り側ゲージ(3.3.1及び3.3.2参照)は,表2で規定する口元の広がり部の許容深さfより深く入って
はならない。
表2−口元の広がり部の許容深さf
単位 mm
穴の番号No.
1
2
3
4
5
6
7
8
9
10
15
20
口元の広がり
部の許容深さf
0.064
0.070
0.114
0.13
0.22
0.35
0.41
0.48
0.51
0.56
0.67
0.79
穴の番号No.
25
27
30
40
45
50
55
60
70
80
90
100
口元の広がり
部の許容深さf
0.90
1.02
1.12
1.18
1.39
1.56
1.98
2.35
2.75
3.11
3.53
3.92
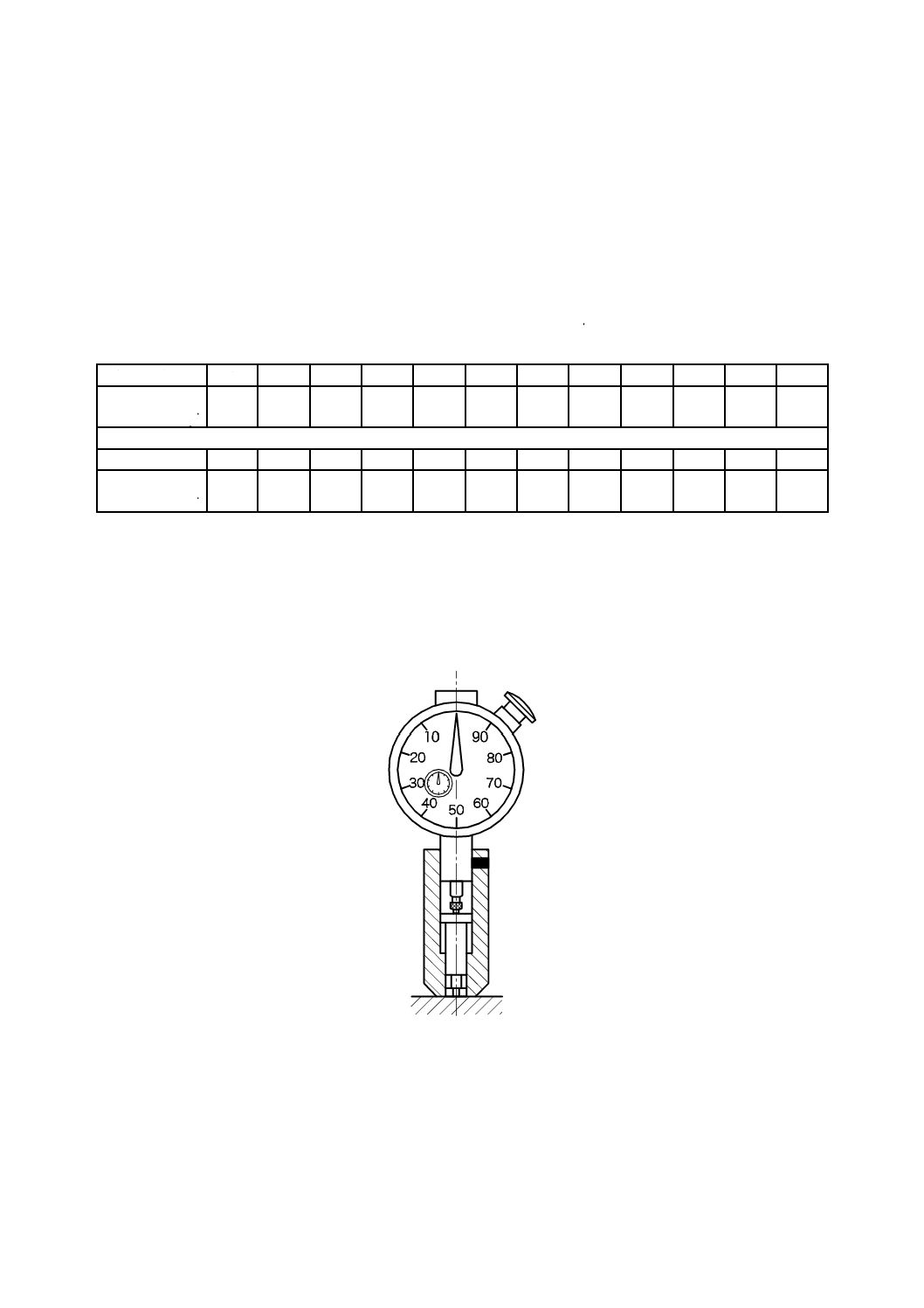
全てのゲージによる検査は,頭部の上面を基準にして行う。頭部の上面が丸い場合には,測定は頭部の
上面と穴の入口の座ぐりの上面とが実際に交差する点からとする。
ダイヤルゲージを用いるときは,ダイヤルゲージは,検査用ゲージの先端を平らな表面に押し付けて,
ダイヤルゲージのプランジャーが押し上げられた状態をゼロ目盛にする(図2参照)。
図2−ダイヤルゲージのゼロ点
4
B 1015:2018 (ISO 10664:2014)
3.2
通り側ゲージ
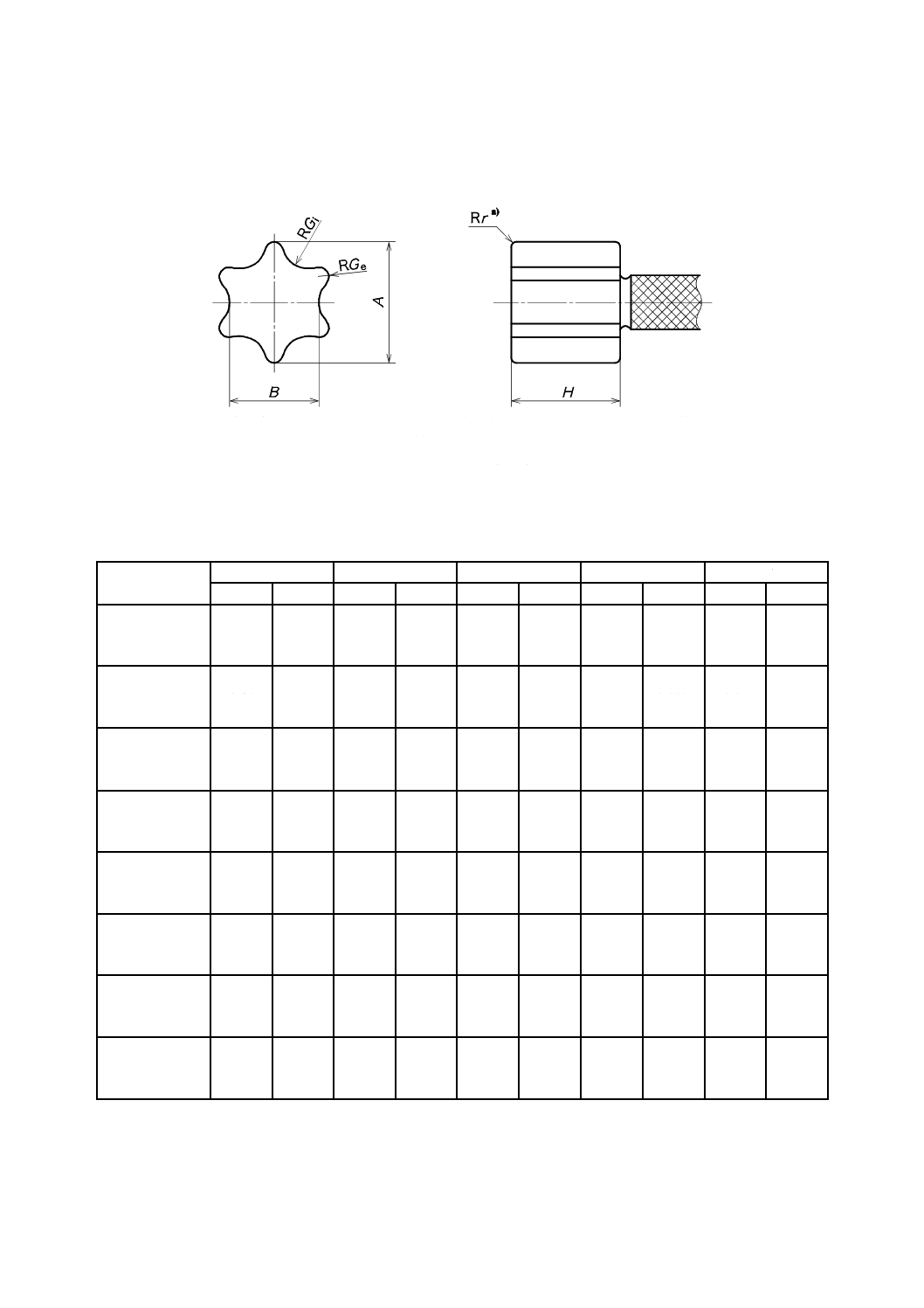
通り側ゲージの寸法は,図3及び表3による。
注a) ゲージの側面と端面とのかどの丸み半径(r)は,穴の番号No.10以上では最大0.076
mm,穴の番号No.10未満では最大0.025 4 mmとする。
図3−通り側ゲージ
表3−通り側ゲージの許容限界寸法
単位 mm
穴の番号
No.
A
B
Gi
Ge
H
最小
最大
最小
最大
最小
最大
最小
最大
最小
最大
1
0.841
0.855
0.592
0.607
0.198
0.204
0.055
0.062
0.64
1.14
2
0.953
0.967
0.674
0.688
0.221
0.227
0.065
0.072
1.15
1.65
3
1.131
1.145
0.800
0.815
0.263
0.270
0.078
0.085
1.15
1.65
4
1.291
1.305
0.912
0.927
0.305
0.312
0.087
0.093
1.15
1.65
5
1.415
1.430
1.013
1.028
0.318
0.342
0.107
0.111
1.15
1.65
6
1.695
1.709
1.210
1.224
0.371
0.396
0.130
0.134
1.33
1.82
7
2.012
2.026
1.437
1.453
0.442
0.450
0.157
0.165
2.54
3.05
8
2.335
2.349
1.672
1.686
0.498
0.523
0.188
0.193
2.54
3.05
9
2.520
2.534
1.809
1.823
0.542
0.566
0.204
0.210
2.79
3.30
10
2.761
2.776
1.979
1.993
0.585
0.609
0.227
0.231
3.05
3.56
15
3.295
3.309
2.353
2.367
0.704
0.728
0.265
0.269
3.30
3.81
20
3.879
3.893
2.764
2.778
0.846
0.871
0.303
0.307
3.56
4.07
25
4.451
4.465
3.170
3.185
0.907
0.932
0.371
0.378
3.94
4.45
27
5.009
5.024
3.564
3.578
1.095
1.120
0.387
0.393
4.19
4.70
30
5.543
5.557
3.958
3.972
1.182
1.206
0.448
0.454
4.44
4.95
40
6.673
6.687
4.766
4.780
1.415
1.440
0.544
0.548
5.08
5.59
45
7.841
7.856
5.555
5.570
1.784
1.808
0.572
0.576
5.71
6.22
50
8.857
8.872
6.366
6.380
1.804
1.828
0.773
0.777
5.97
6.48
55
11.245
11.259
7.930
7.945
2.657
2.682
0.765
0.769
6.22
6.73
60
13.302
13.317
9.490
9.504
2.871
2.895
1.065
1.069
7.68
8.17
70
15.588
15.603
11.085
11.099
3.465
3.489
1.192
1.196
8.46
8.96
80
17.619
17.635
12.646
12.661
3.625
3.649
1.524
1.529
9.4
9.9
90
20.021
20.035
14.232
14.246
4.456
4.480
1.527
1.534
10.06
10.56
100
22.231
22.245
15.820
15.834
4.913
4.937
1.718
1.724
10.85
11.35
5
B 1015:2018 (ISO 10664:2014)
3.3
止り側ゲージ
3.3.1
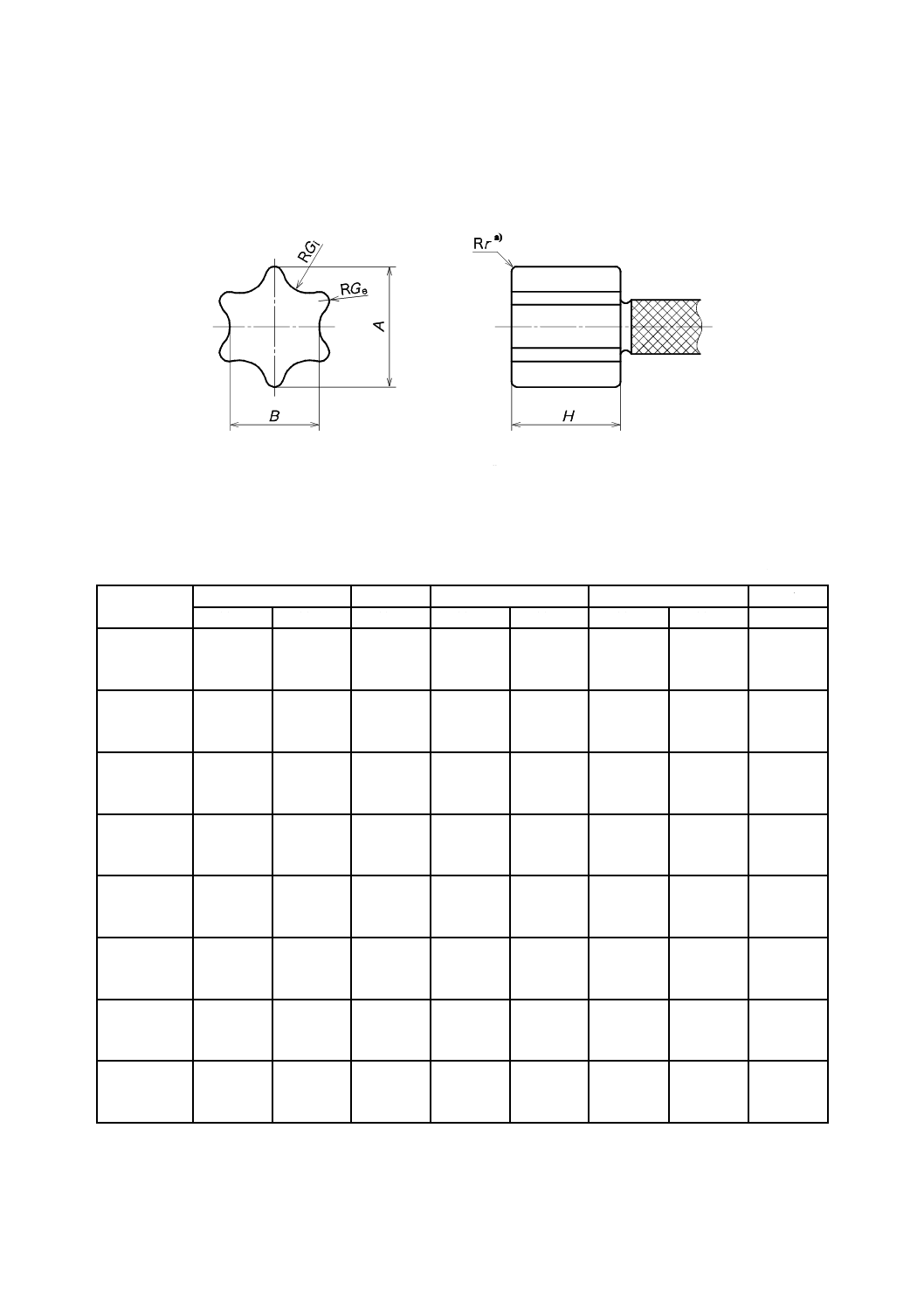
寸法A及びGeの口元の広がりに対するゲージ検査
寸法A及びGeに対する止り側ゲージの寸法は,図4及び表4による。
注a) ゲージの側面と端面とのかどの丸み半径(r)は,穴の番号No.10以上では最大0.076
mm,穴の番号No.10未満では最大0.025 4 mmとする。
図4−寸法A及びGeに対する止り側ゲージ
表4−寸法A及びGeに対する止り側ゲージの許容限界寸法
単位 mm
穴の番号
No.
A
B
Gi
Ge
H
最小
最大
最大
最小
最大
最小
最大
±0.25
1
0.899
0.907
0.587
0.107
0.114
0.084
0.094
0.89
2
1.011
1.019
0.663
0.124
0.132
0.094
0.104
1.4
3
1.214
1.222
0.790
0.137
0.145
0.119
0.130
1.4
4
1.374
1.382
0.917
0.180
0.191
0.132
0.140
1.4
5
1.499
1.506
1.044
0.208
0.221
0.147
0.157
1.4
6
1.778
1.785
1.181
0.231
0.241
0.173
0.180
1.57
7
2.096
2.103
1.359
0.259
0.267
0.203
0.211
2.8
8
2.419
2.425
1.664
0.360
0.370
0.231
0.238
2.79
9
2.604
2.611
1.664
0.323
0.333
0.248
0.257
3.05
10
2.845
2.852
1.956
0.431
0.441
0.269
0.276
3.3
15
3.379
3.385
1.956
0.398
0.408
0.307
0.315
3.56
20
3.963
3.970
2.616
0.602
0.614
0.345
0.353
3.81
25
4.560
4.566
2.868
0.637
0.647
0.429
0.436
4.19
27
5.118
5.126
3.275
0.735
0.747
0.445
0.452
4.45
30
5.652
5.659
3.886
0.939
0.949
0.505
0.513
4.7
40
6.807
6.814
4.661
1.112
1.125
0.612
0.619
5.33
45
7.976
7.983
4.661
1.110
1.123
0.640
0.648
5.97
50
8.992
8.999
6.413
1.628
1.640
0.840
0.848
6.22
55
11.405
11.412
7.684
2.176
2.189
0.845
0.853
6.48
60
13.488
13.495
7.684
2.153
2.164
1.158
1.165
7.92
70
15.774
15.781
10.262
2.545
2.557
1.285
1.292
8.71
80
17.831
17.838
11.760
2.608
2.621
1.628
1.635
9.52
90
20.257
20.264
12.827
3.111
3.121
1.648
1.656
10.31
100
22.467
22.473
15.240
4.006
4.018
1.839
1.847
11.10
6
B 1015:2018 (ISO 10664:2014)
3.3.2
寸法Bの口元の広がりに対するゲージ検査
寸法Bの口元の広がりに対する仮想円筒(図5参照)を検査する止り側円筒ゲージの寸法は,表5によ
る。
図5−検査をする仮想円筒部分
表5−寸法Bに対する止り側円筒ゲージの許容限界寸法
単位 mm
穴の番号
No.
止り側円筒ゲージの直径
最小
最大
1
0.720
0.725
2
0.810
0.815
3
0.960
0.965
4
1.100
1.105
5
1.200
1.205
6
1.440
1.445
7
1.710
1.715
8
1.920
1.925
9
2.140
2.145
10
2.280
2.285
15
2.760
2.765
20
3.280
3.285
25
3.720
3.725
27
4.260
4.265
30
4.660
4.665
40
5.600
5.605
45
6.660
6.665
50
7.380
7.385
55
9.660
9.665
60
11.340
11.345
70
13.340
13.345
80
14.920
14.925
90
17.160
17.165
100
19.020
19.025
7
B 1015:2018 (ISO 10664:2014)
4
呼び方
穴の呼び方は,次の例による。
例 穴の番号No.20の場合
ヘクサロビュラ穴 JIS B 1015-ISO 10664-20
8
B 1015:2018 (ISO 10664:2014)
附属書A
(参考)
穴の輪郭の描き方
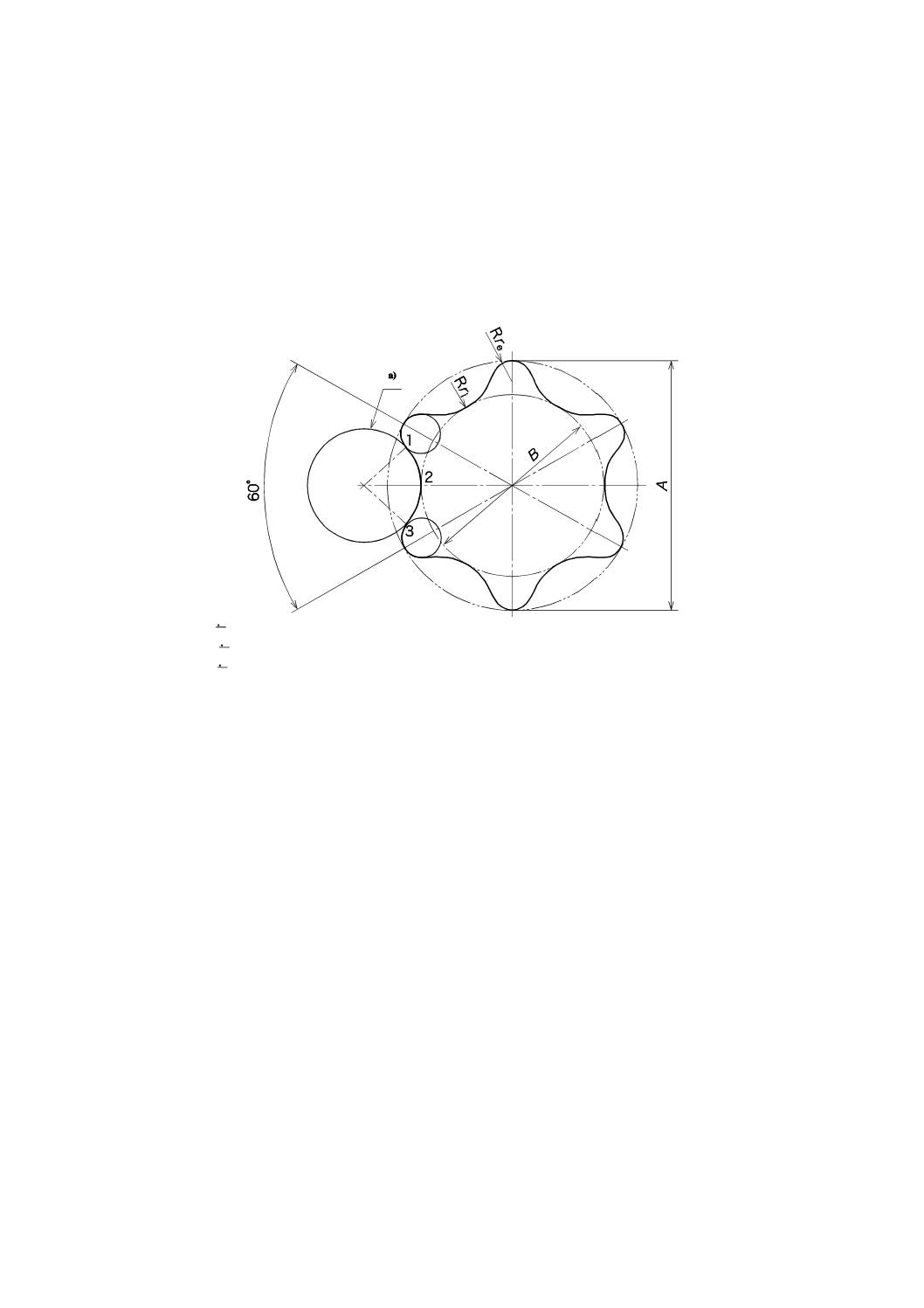
図A.1に示す各部寸法の相互関係は,穴を製図する場合にだけ,例えば,CADシステムを用いる場合に
役立つように示している。
B ≒ 0.72 A
Rre ≒ 0.1 A
Rri ≒ 0.175 A
注a) 円は,点1,2及び3で穴の輪郭と接する。
図A.1−穴の輪郭の描き方