2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1013-1994
(ISO 7721 : 1983)
皿頭ねじ−頭部の形状
及びゲージによる検査
Countersunk head screws−
Head configuration and gauging
日本工業規格としてのまえがき
この規格は,1983年第1版として発行されたISO 7721 Countersunk head screws−Head configuration and
gaugingを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
1. 適用範囲 この規格は,すりわり付き及び十字穴付き皿頭ねじの頭部形状の特性について規定すると
ともに,各ねじ部品規格で規定する皿頭寸法に関するゲージによる検査方法を推奨するものである。
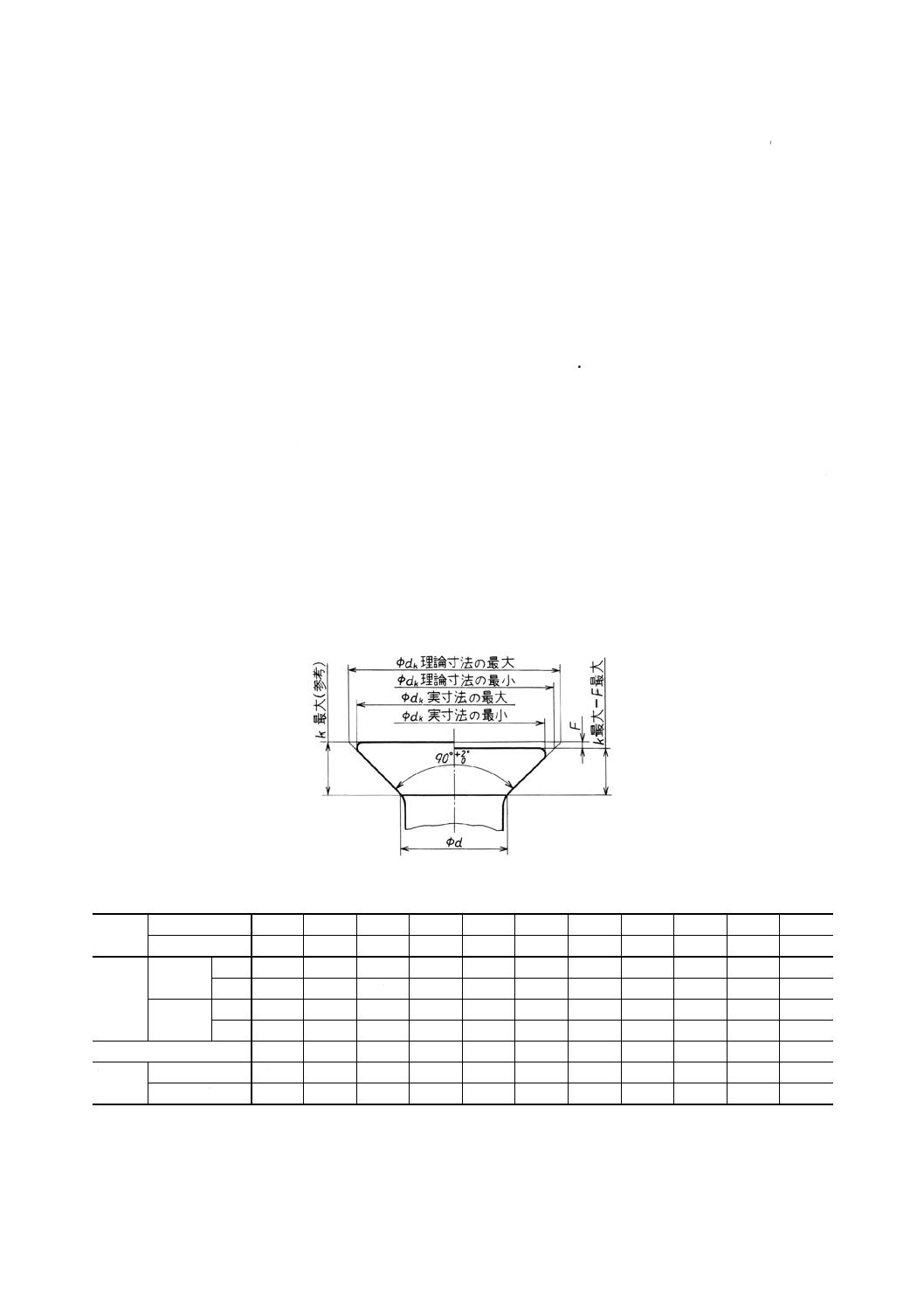
2. 頭部形状
表1
単位 mm
ねじの
呼びd
メートルねじ
M1.6
M2
M2.5
M3
M3.5
M4
M5
−
M6
M8
M10
タッピンねじ
−
ST2.2
−
ST2.9
ST3.5
ST4.2
ST4.8
ST5.5
ST6.3
ST8
ST9.5
dk
理論寸法 最大
3.6
4.4
5.5
6.3
8.2
9.4
10.4
11.5
12.6
17.3
20
最小
3.3
4.1
5.1
5.9
7.7
8.9
9.8
10.9
11.9
16.5
19.2
実寸法
最大
3
3.8
4.7
5.5
7.3
8.4
9.3
10.3
11.3
15.8
18.3
最小
2.7
3.5
4.4
5.2
6.9
8
8.9
9.9
10.9
15.4
17.8
F
最大
0.15
0.15
0.2
0.2
0.25
0.25
0.3
0.3
0.35
0.4
0.4
k 最大
(参考)
メートルねじ
1
1.2
1.5
1.65
2.35
2.7
2.7
−
3.3
4.65
5
タッピンねじ
−
1.1
−
1.7
2.35
2.6
2.8
3
3.15
4.65
5.25
2
B 1013-1994 (ISO 7721 : 1983)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
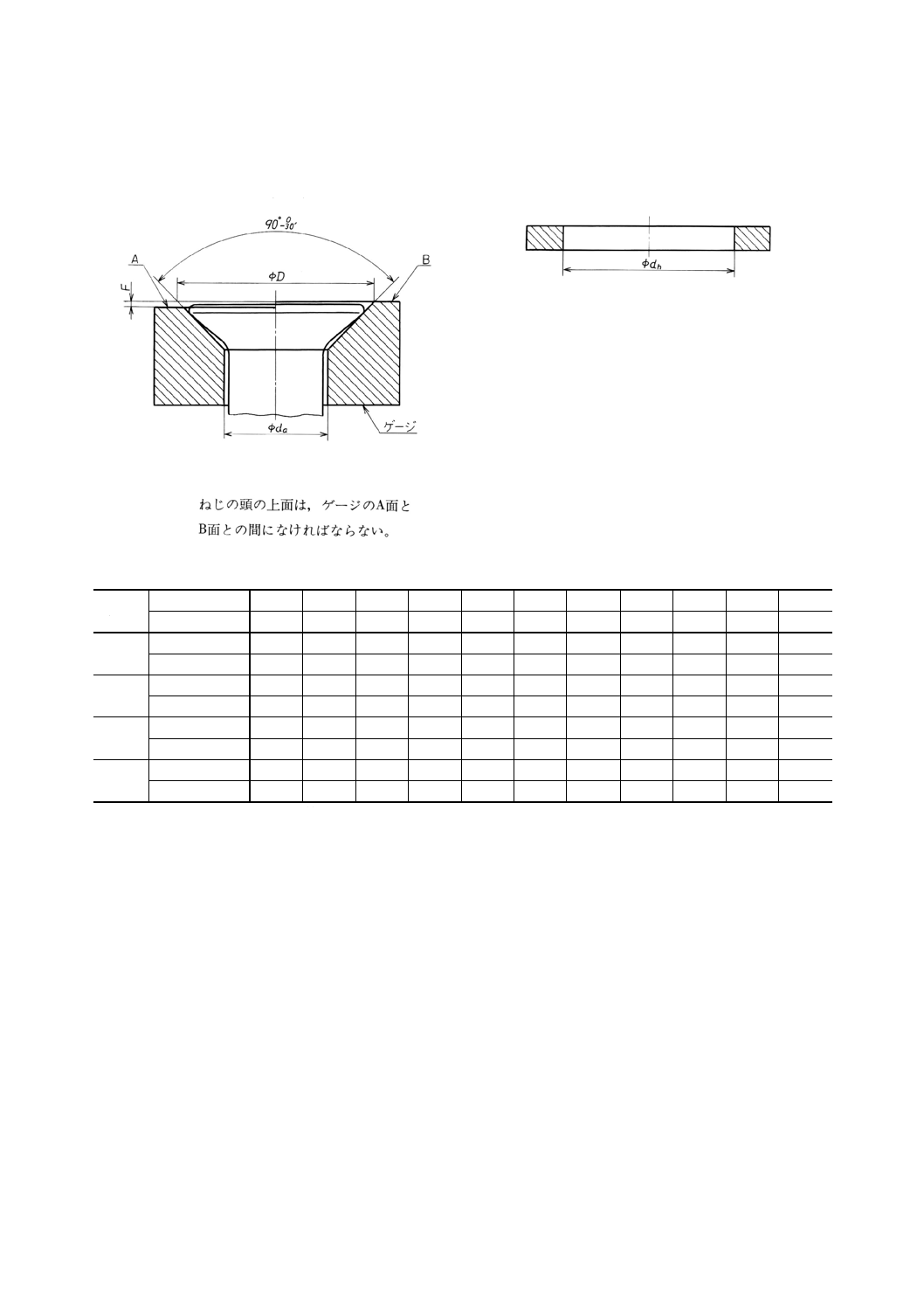
3. ゲージによる検査方法
頭の高さに対する
リングゲージ
皿ゲージ
dk実寸法の最小に対する止りゲージ
表2
単位 mm
ねじの
呼びd
メートルねじ
M1.6
M2
M2.5
M3
M3.5
M4
M5
−
M6
M8
M10
タッピンねじ
−
ST2.2
−
ST2.9
ST3.5
ST4.2
ST4.8
ST5.5
ST6.3
ST8
ST9.5
D
最大
3.6
4.4
5.5
6.3
8.2
9.4
10.4
11.5
12.6
17.3
20
最小
3.55
4.35
5.45
6.25
8.15
9.35
10.35
11.45
12.55
17.25
19.95
da
最大
1.84
2.36
2.74
3.3
3.9
4.4
5.5
5.68
6.6
8.54
10.62
最小
1.74
2.26
2.64
3.2
3.8
4.3
5.4
5.58
6.5
8.44
10.52
F
最大
0.15
0.15
0.2
0.2
0.25
0.25
0.3
0.3
0.35
0.4
0.4
最小
0.14
0.14
0.19
0.19
0.24
0.24
0.29
0.29
0.34
0.39
0.39
dh
最小
2.68
3.48
4.38
5.18
6.88
7.98
8.88
9.88
10.88
15.38
17.78
最大
2.7
3.5
4.4
5.2
6.9
8
8.9
9.9
10.9
15.4
17.8
備考 daの最小寸法は,次の式で算出した首下丸み (r) を基礎として求めた値である。
メートルねじ………r = 0.25d
タッピンねじ………r = 0.4d
3
B 1013-1994 (ISO 7721 : 1983)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 皿頭ねじの頭部最大径寸法に対する計算基礎
基礎とした仮定
1. 頭部が最小の高さになるように成形するとき,パンチとダイスとのすきまは,下表Cの値とする。
ねじの
呼びd
メートルねじ M1.6
M2
M2.5
M3
M3.5
M4
M5
−
M6
M8
M10
タッピンねじ
−
ST2.2
−
ST2.9
ST3.5
ST4.2
ST4.8
ST5.5
ST6.3
ST8
−
C (mm) 最小
0.2
0.22
0.28
0.3
0.32
0.35
0.38
0.4
0.42
0.5
0.63
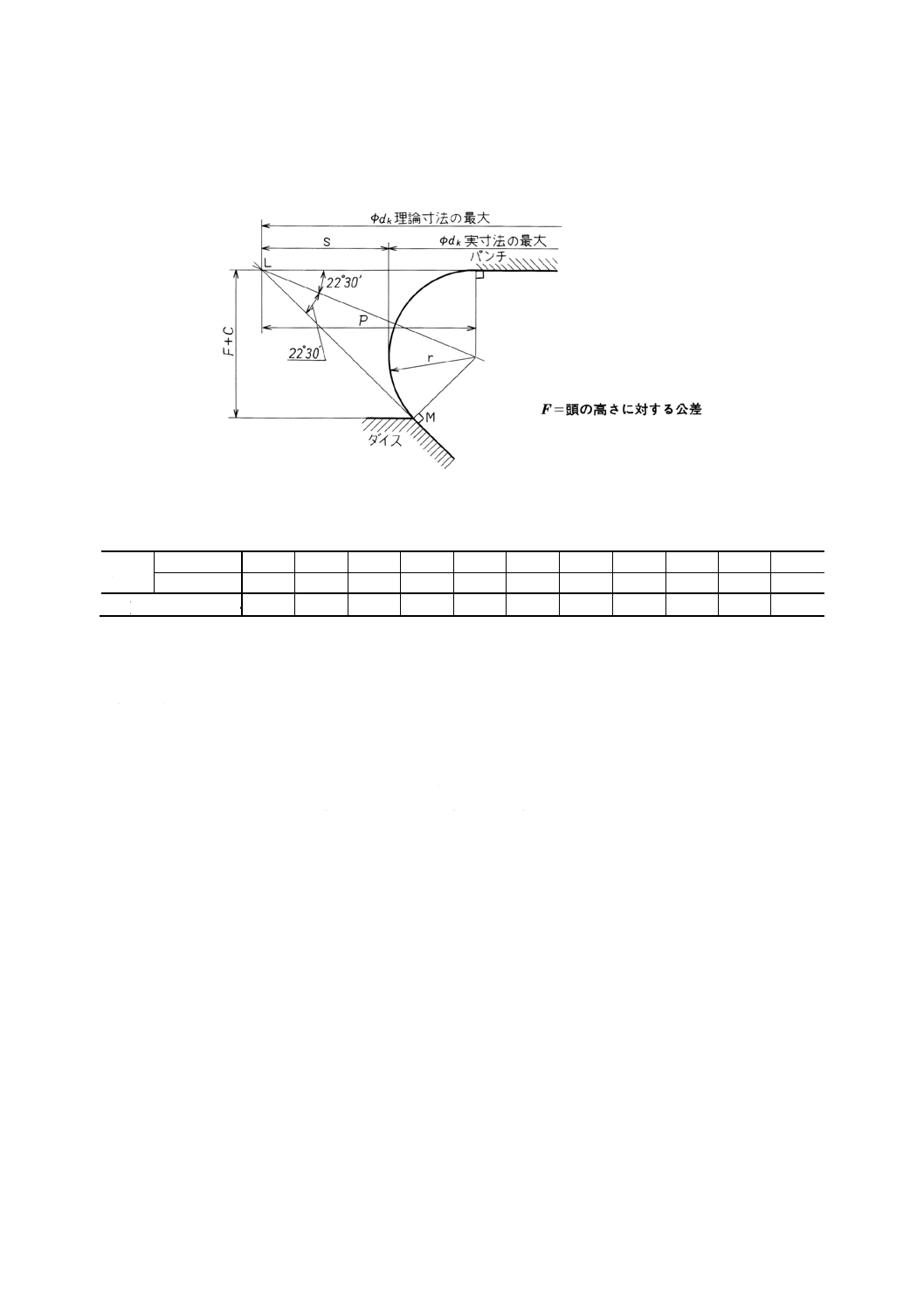
2. 頭部が最大の高さと最大の皿外径実寸法をもつように成形するとき,皿外径部分の輪郭及びパンチと
ダイスとのすきまは,上図に示すとおりになる。
上図から:
s=p−r
ここで,p=LM= (F+C) sec 45°
r=LM tan 22°30'= (F+C) sec 45°×tan 22°30'
s= (F+C) sec 45°− (F+C) sec 45°×tan 22°30'
= (F+C) (sec 45°) (1−tan 22°30') ≒0.83 (F+C)
dk実寸法の最大=dk理論寸法の最大−2s=dk理論寸法の最大−1.66 (F+C)
さらに,皿外径の理論寸法と実寸法との関係を,ほぼ,一定と仮定すると;
dk実寸法の最小≒dk理論寸法の最小−(dk理論寸法の最大−dk実寸法の最大)
ここで,dk理論寸法の最小=dk理論寸法の最大−2F
4
B 1013-1994 (ISO 7721 : 1983)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
“皿頭ねじ−頭部形状及びゲージ外1件”の新規JIS原案作成委員会 構成表
氏名
所属
(委員長)
吉 本 勇
拓殖大学
(幹事)
大 橋 宣 俊
湘南工科大学
丸 山 一 男
東京工業大学
安 達 俊 雄
通商産業省機械情報産業局
若 松 茂 三
工業技術院標準部
稲 葉 元 成
日本ねじ研究協会
中 村 圭 男
技術士
新 井 正
日産自動車株式会社
渡 邊 道 弘
株式会社日立製作所
小 林 正 彦
社団法人日本工作機械工業会
谷 口 良 憲
トヨタ自動車株式会社
辻 健 次
ダイキン工業株式会社
深 澤 一 男
株式会社フカサワ
岡 田 弘 之
日東精工株式会社
尾 形 卓
株式会社桂川精螺製作所
菊 井 幸 雄
株式会社トープラ
木 村 進 一
尾張精機株式会社
田 中 誠之助
株式会社佐賀鉄工所
森 江 嘉 一
株式会社山科精工所
(事務局)
中 村 智 男
日本ねじ研究協会
文責 稲葉 元成(日本ねじ研究協会)