2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1012-1985
ねじ用十字穴
Cross Recesses for Screws
1. 適用範囲 この規格は,十字穴付きの小ねじ,木ねじ,タッピンねじなどのねじ部品頭部に成形され
る十字穴の形状・寸法及びその測定方法について規定する。
備考 この規格に規定するH形十字穴(3.参照)及びZ形十字穴(4.参照)は,ISO 4757-1983 (Cross
recesses for screws) に準じている。
1
2. 種類 十字穴の種類は,その形状によって区分し,表1の3種類とする。
表1 十字穴の種類
種類
適用するねじ部品
H形
ねじの呼びM1.6以上の一般用ねじ部品
Z形
S形
ねじの呼びM2以下のねじ部品及びM3以下
の小頭のねじ部品
3. H形十字穴
3.1
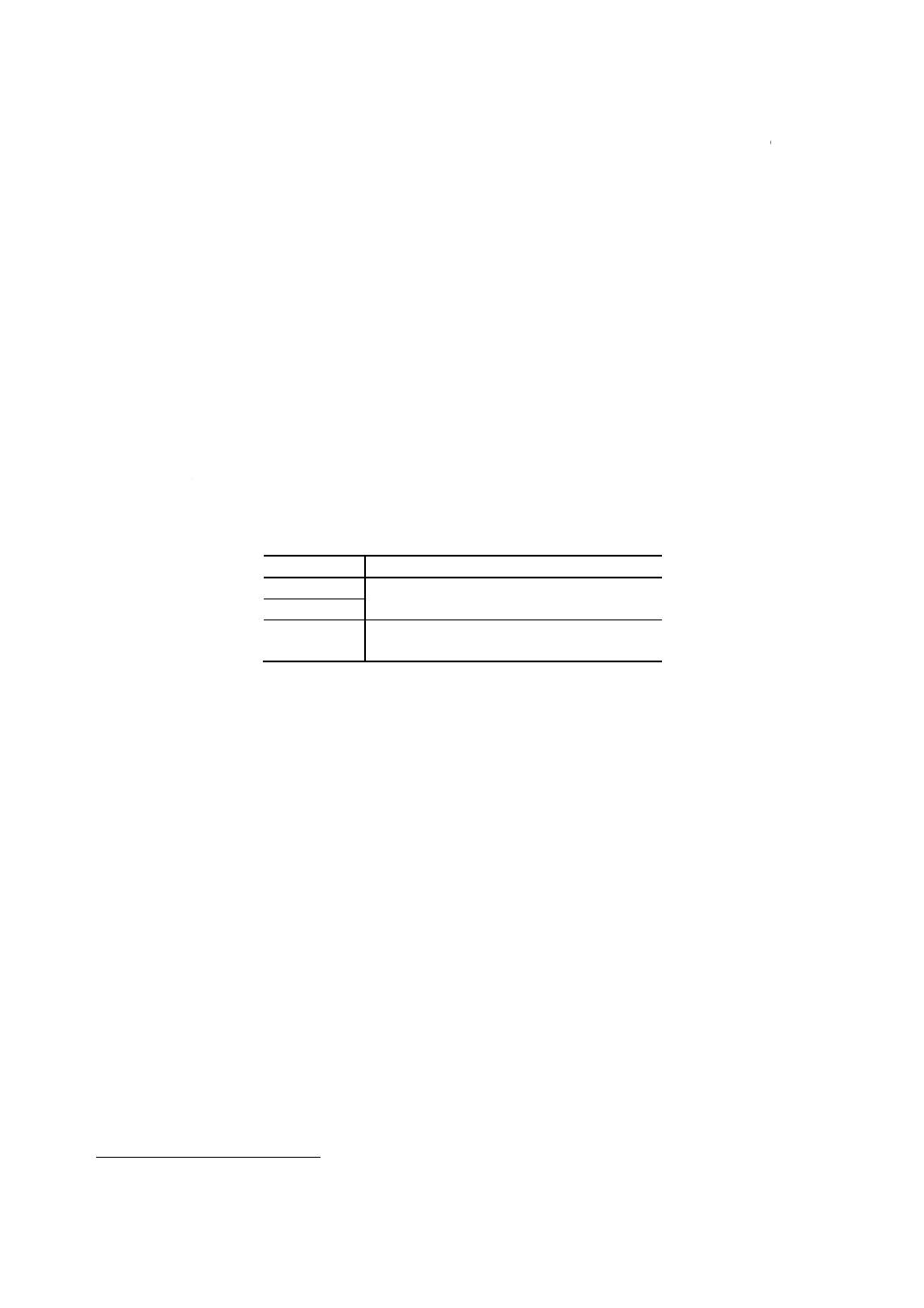
H形十字穴の形状・寸法 H形十字穴の形状・寸法は,表2による。ただし,表2の寸法及び角度
は,H形十字穴の設計上の理論値であって,検査の対象にしない。
引用規格,対応国際規格及び関連規格:11ページに示す。
2
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 H形十字穴の形状・寸法
単位 mm
H形十字穴の番号
0
1
2
3
4
b
基準寸法
0.605
0.965
1.47
2.41
3.48
許容差
0
−0.03
e
基準寸法
(1)
0.46
0.84
2.03
2.44
許容差
0
−0.05
f
最大
0.36
0.52
0.72
0.79
1.26
最小
0.31
0.48
0.67
0.74
1.20
g
基準寸法
0.81
1.27
2.29
3.81
5.08
許容差
+0.05
0
r
最大
0.3
0.5
0.6
0.8
1
α
基準寸法
7°
7°
5°45'
5°45'
7°
許容差
+15'
0
β
基準寸法
(2)
138°
140°
146°
153°
許容差
0
−15'
m
ねじ部品の規格による。
注(1) この部分は,幅0.19〜0.25mmとする。
(2) この部分は,丸み半径0.13〜0.18mmとする。
3.2
H形十字穴の測定方法
3.2.1
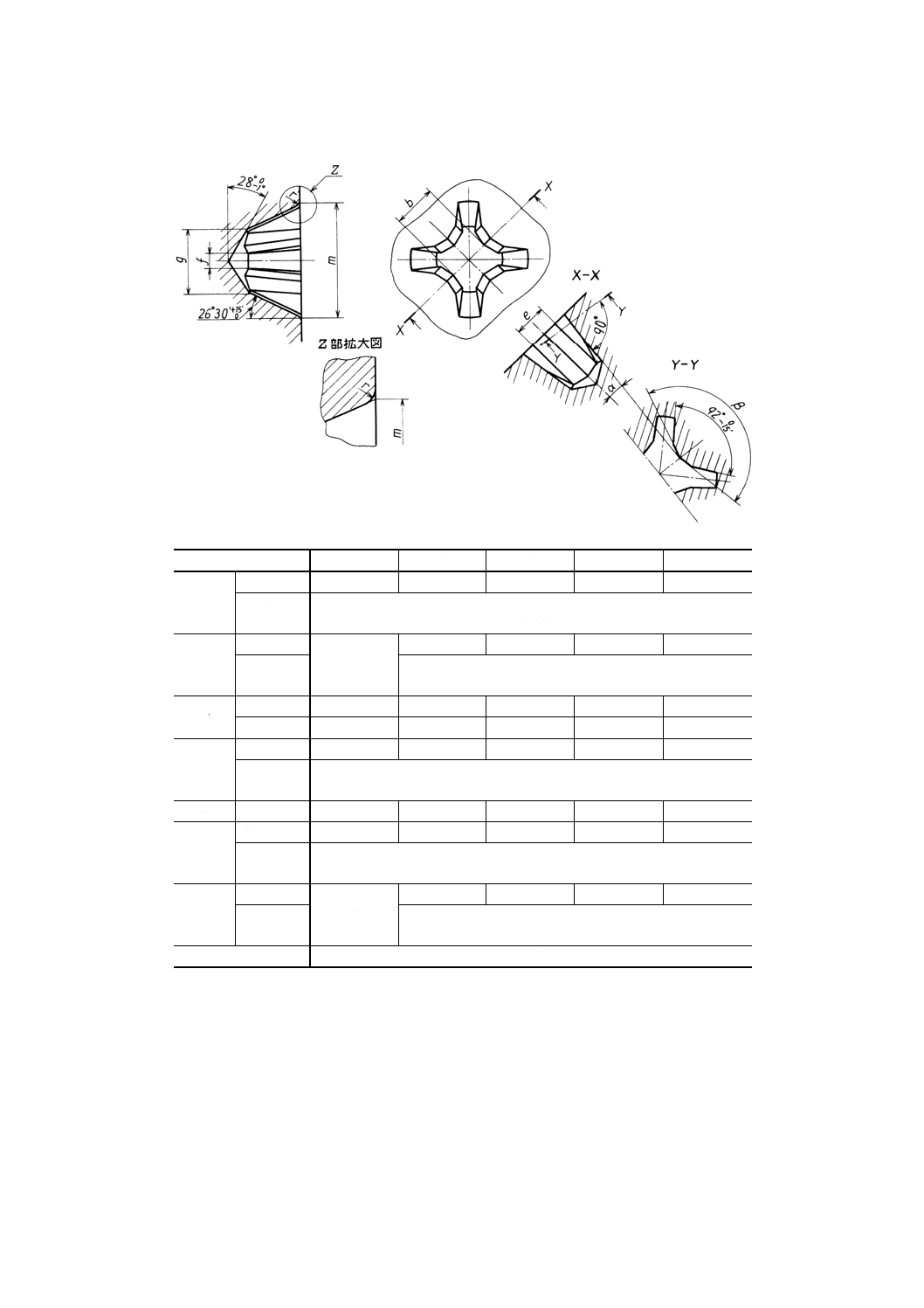
H形十字穴の翼長さm 図1に示すH形十字穴の翼長さmは,JIS B 7507(ノギス)によるノギ
ス又はその他の測定具を用いて測定する。ただし,ねじ部品の規格でmを参考としている場合は,検査の
対象にしない。
3
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 H形十字穴の翼長さm
3.2.2
H形十字穴のゲージ沈み深さq 図2に示すH形十字穴のゲージ沈み深さqは,先端の形状・寸法
が表3に適合するゲージを用いて測定する。
なお,qの測定方法の一例を参考1に示す。
図2 H形十字穴のゲージ沈み深さq
頭部上面に丸みがある場合
頭部上面が平らな場合
3.2.3
H形十字穴とゲージとの食い付き H形十字穴とゲージとの食い付きは,先端の形状・寸法が表3
に適合するゲージをねじ部品の十字穴に押し込み,図3のようにこれを水平の位置から垂直方向に回転さ
せ,ねじ部品が自重によって脱落しないかどうかを調べる。ただし,測定の対象とするねじ部品のサイズ
(ねじの呼び×呼び長さ)の限度は,ねじ部品の規格又は受渡当事者間の協定による。
なお,この食い付きの試験は,受渡当事者間の協定によって省略することができる。
図3 十字穴とゲージとの食い付き
4
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 H形十字穴用ゲージ先端の形状・寸法
単位 mm
H形十字穴の番号
0
1
2
3
4
b
基準寸法
0.640
1.001
1.539
2.497
3.574
許容差
0
−0.025
d(3)
基準寸法
0.25
0.38
0.38
0.38
0.38
許容差
+0.13
0
e
基準寸法
(4)
0.513
1.102
2.098
2.738
許容差
0
−0.025
f
最大
0.310
0.505
0.623
0.782
1.118
最小
0.281
0.475
0.590
0.746
1.078
g
基準寸法
0.813
1.270
2.286
3.81
5.08
許容差
+0.025
0
l
最小
3.17
3.17
4.78
7.14
8.74
α
基準寸法
7°
7°
5°45'
5°45'
7°
許容差
0
−15'
5
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
H形十字穴の番号
0
1
2
3
4
β
基準寸法
(5)
138°
140°
146°
153°
許容差
+15'
0
注(3) この寸法は,3.2.3によって,ゲージとの食い付きを試験する場合には適用しなくて
もよい。
(4) この部分は,幅0.355〜0.38mmとする。
(5) この部分は,丸み半径0.256〜0.274mmとする。
4. Z形十字穴
4.1
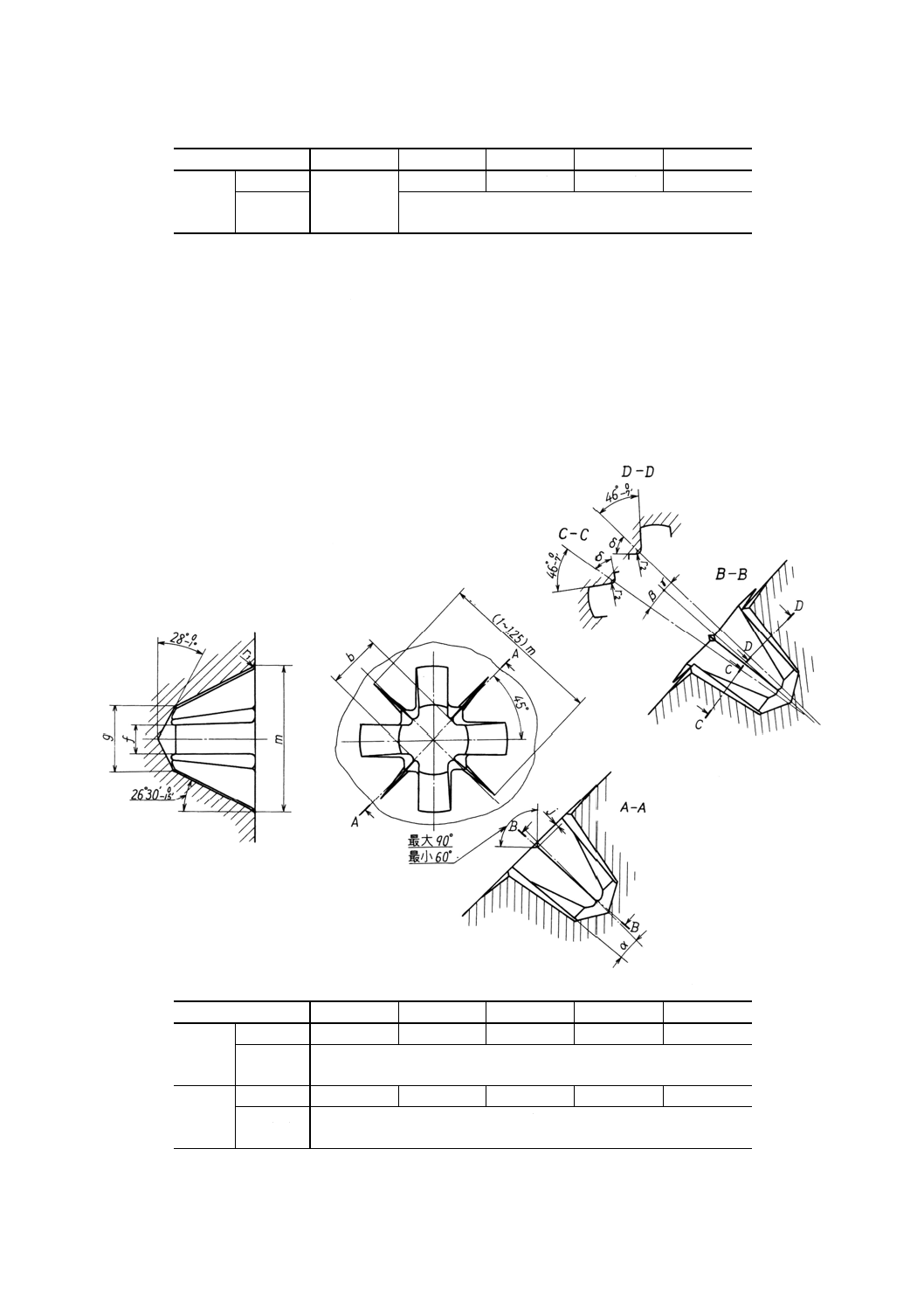
Z形十字穴の形状・寸法 Z形十字穴の形状・寸法は,表4による。ただし,表4の寸法及び角度は,
Z形十字穴の設計上の理論値であって,検査の対象にしない。
表4 Z形十字穴の形状・寸法
単位 mm
Z形十字穴の番号
0
1
2
3
4
b
基準寸法
0.76
1.27
1.83
2.72
3.96
許容差
0
−0.05
f
基準寸法
0.48
0.74
1.03
1.42
2.16
許容差
0
−0.025
6
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
Z形十字穴の番号
0
1
2
3
4
g
基準寸法
0.86
1.32
2.34
3.86
5.08
許容差
0
−0.05
j
最大
0.13
0.15
0.15
0.20
0.20
r1
最大
0.30
0.30
0.38
0.51
0.64
r2
最大
0.10
0.13
0.15
0.25
0.38
α
基準寸法
7°
7°
5°45'
5°45'
7°
許容差
+15'
0
β
基準寸法
7°45'
7°45'
6°20'
6°20'
7°45'
許容差
0
−15'
γ
基準寸法
4°23'
4°23'
3°
3°
4°23'
許容差
0
−15'
δ
基準寸法
46°
46°
46°
56°15'
56°15'
許容差
0
−7'
m
ねじ部品の規格による。
4.2
Z形十字穴の測定方法
4.2.1
Z形十字穴の翼長さm 図4に示すZ形十字穴の翼長さmは,3.2.1に規定する方法に準じて測定
する。ただし,ねじ部品の規格でmを参考にしている場合は,検査の対象にしない。
図4 Z形十字穴の翼長さm
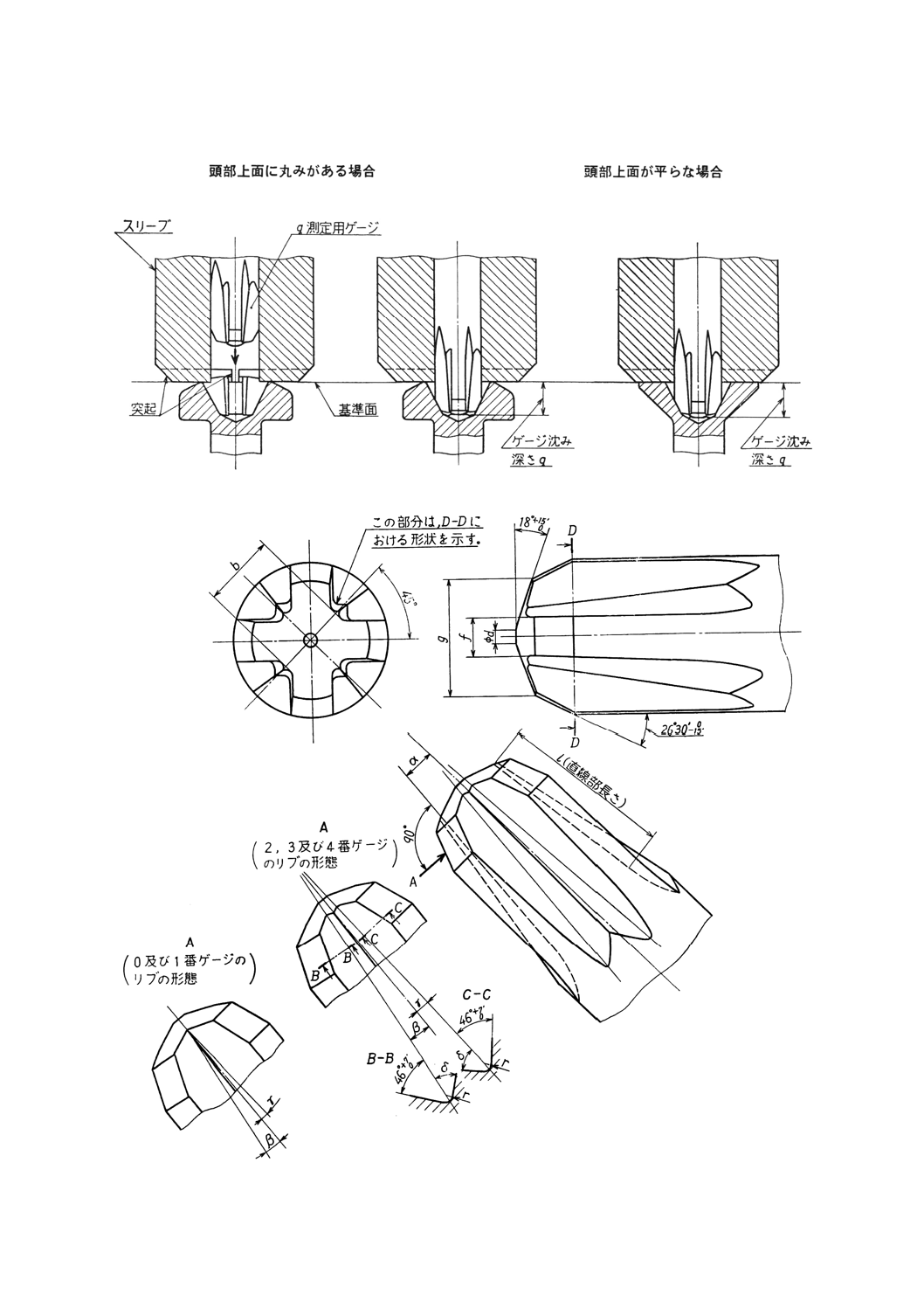
4.2.2
Z形十字穴のゲージ沈み深さq 図5に示すZ形十字穴のゲージ沈み深さqは,先端の形状・寸法
が表5に適合するゲージを用いて測定する。
なお,qの測定方法の一例を参考1に示す。
7
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 Z形十字穴のゲージ沈み深さq
表5 Z形十字穴用ゲージ先端の形状・寸法
8
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5 (続き)
単位 mm
Z形十字穴の番号
0
1
2
3
4
b
基準寸法
0.711
1.112
1.702
2.591
3.861
許容差
0
−0.038
d
基準寸法
0.25
0.38
0.38
0.38
0.38
許容差
+0.13
0
f
基準寸法
0.445
0.698
0.990
1.372
2.083
許容差
0
−0.025
g
基準寸法
0.915
1.397
2.438
3.962
5.182
許容差
0
−0.025
l
最小
3.17
3.17
4.78
7.14
8.74
r
最大
0.10
0.13
0.20
0.31
0.51
最小
0.08
0.10
0.15
0.20
0.36
α
基準寸法
7°
7°
5°45'
5°45'
7°
許容差
0
−6'
β
基準寸法
7°45'
7°45'
6°20'
6°20'
7°45'
許容差
+6'
0
γ
基準寸法
4°23'
4°23'
3°
3°
4°23'
許容差
+6'
0
δ
基準寸法
46°
46°
46°
56°15'
56°15'
許容差
+7'
0
5. S形十字穴
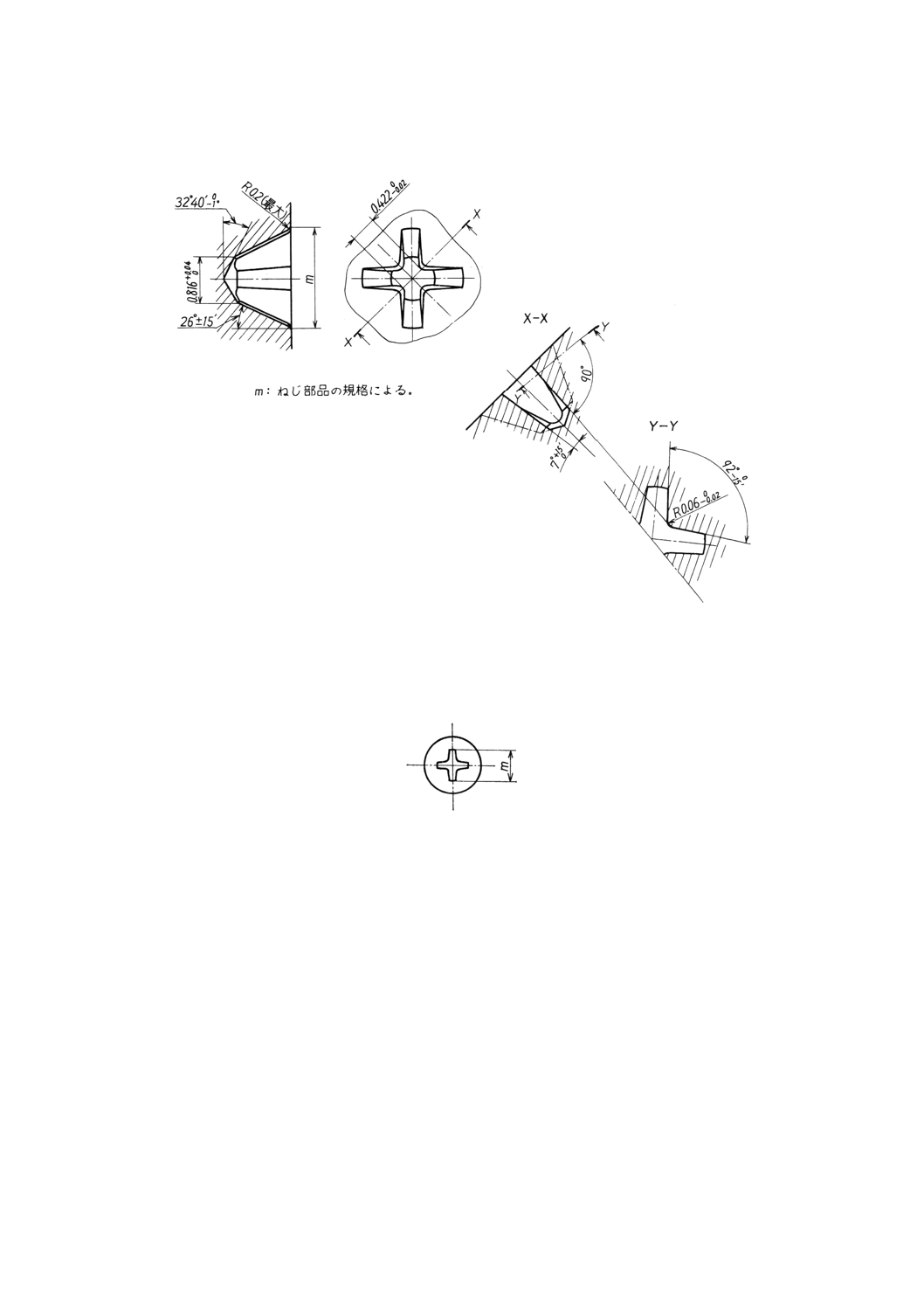
5.1
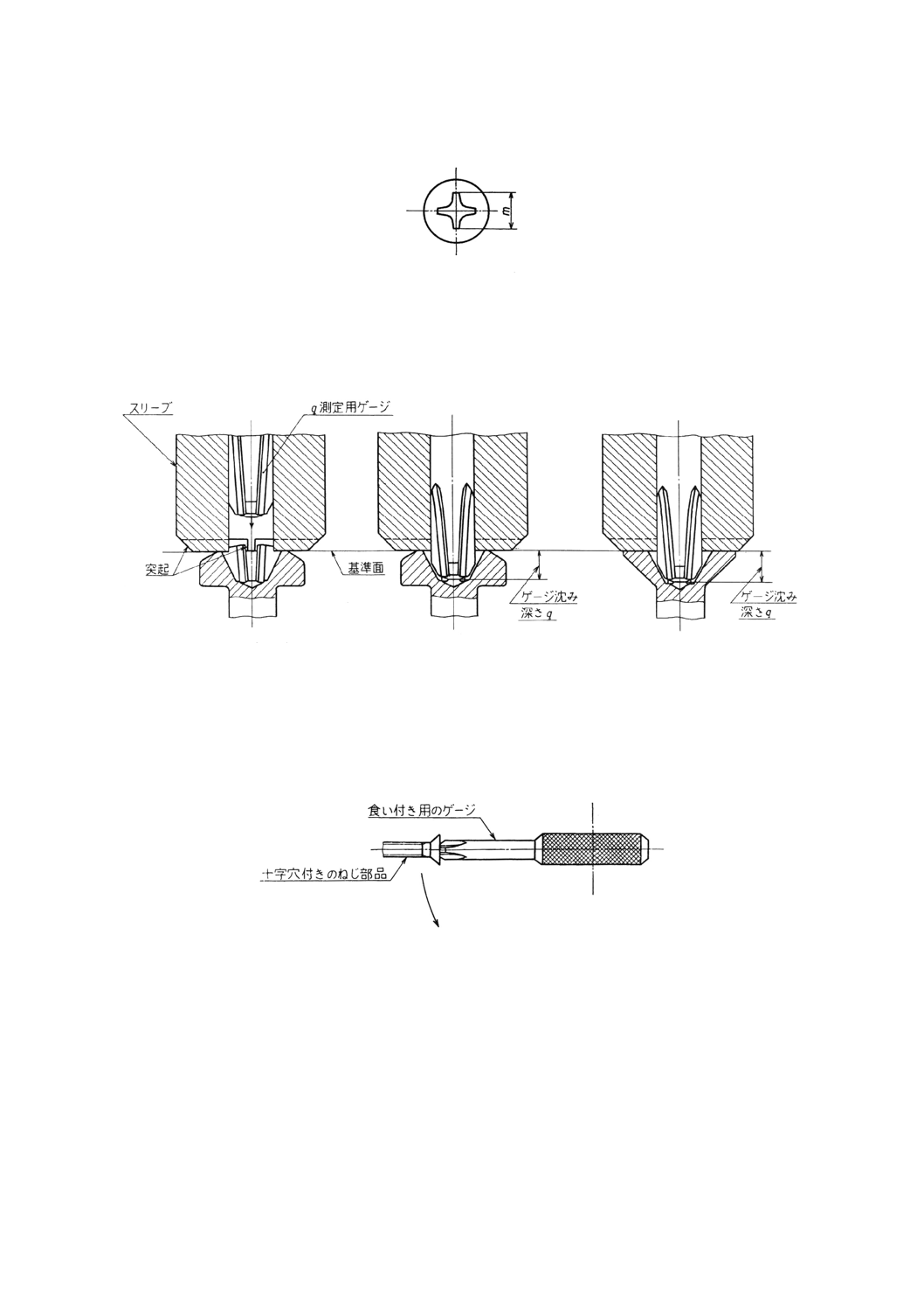
S形十字穴の形状・寸法 S形十字穴の形状・寸法は,図6による。ただし,図6の寸法及び角度は,
S形十字穴の設計上の理論値であって,検査の対象にしない。
9
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 S形十字穴の形状・寸法
単位 mm
5.2
S形十字穴の測定方法
5.2.1
S形十字穴の翼長さm 図7に示すS形十字穴の翼長さmは,3.2.1に規定する方法に準じて測定
する。ただし,ねじ部品の規格でmを参考にしている場合は,検査の対象にしない。
図7 S形十字穴の翼長さm
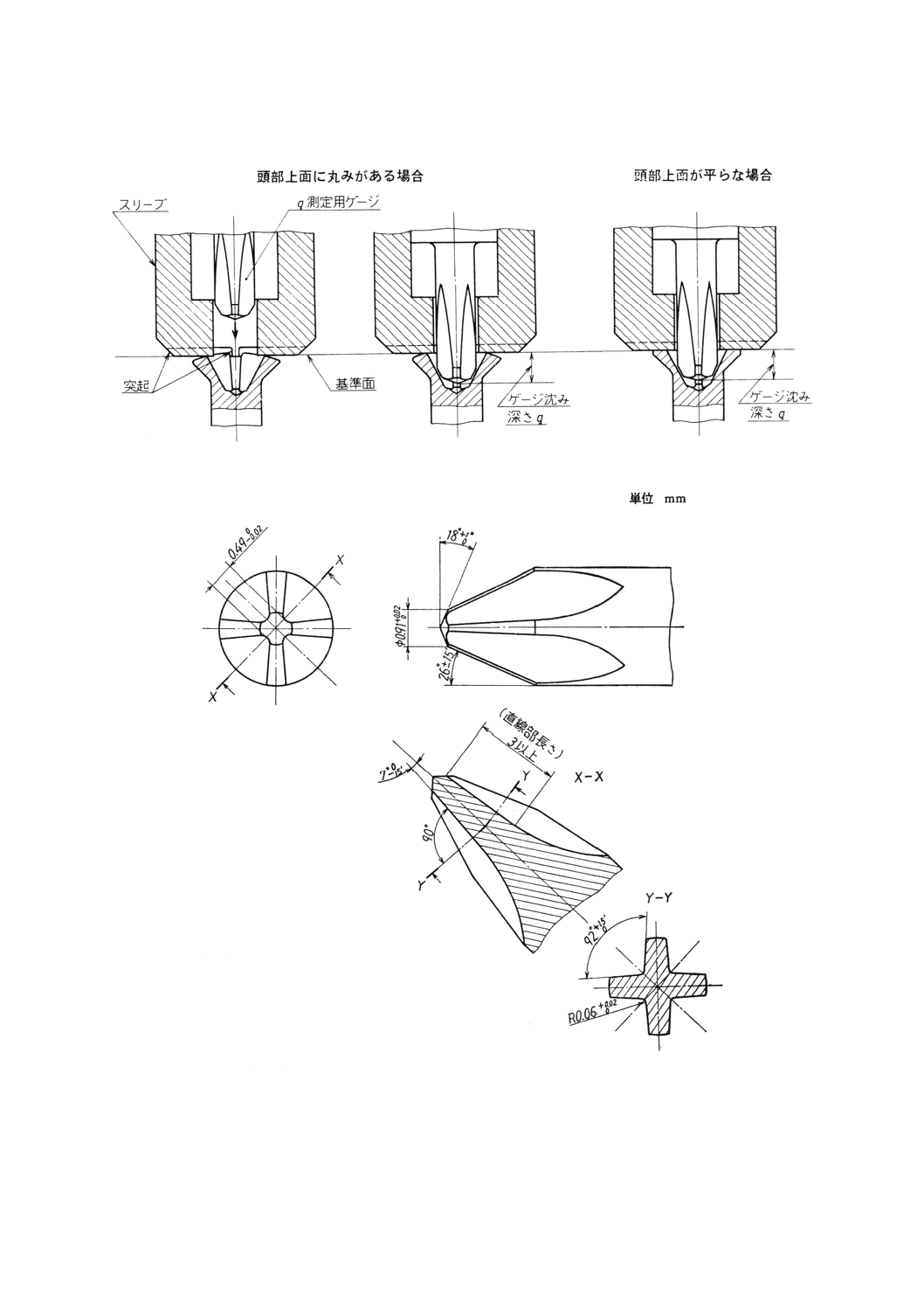
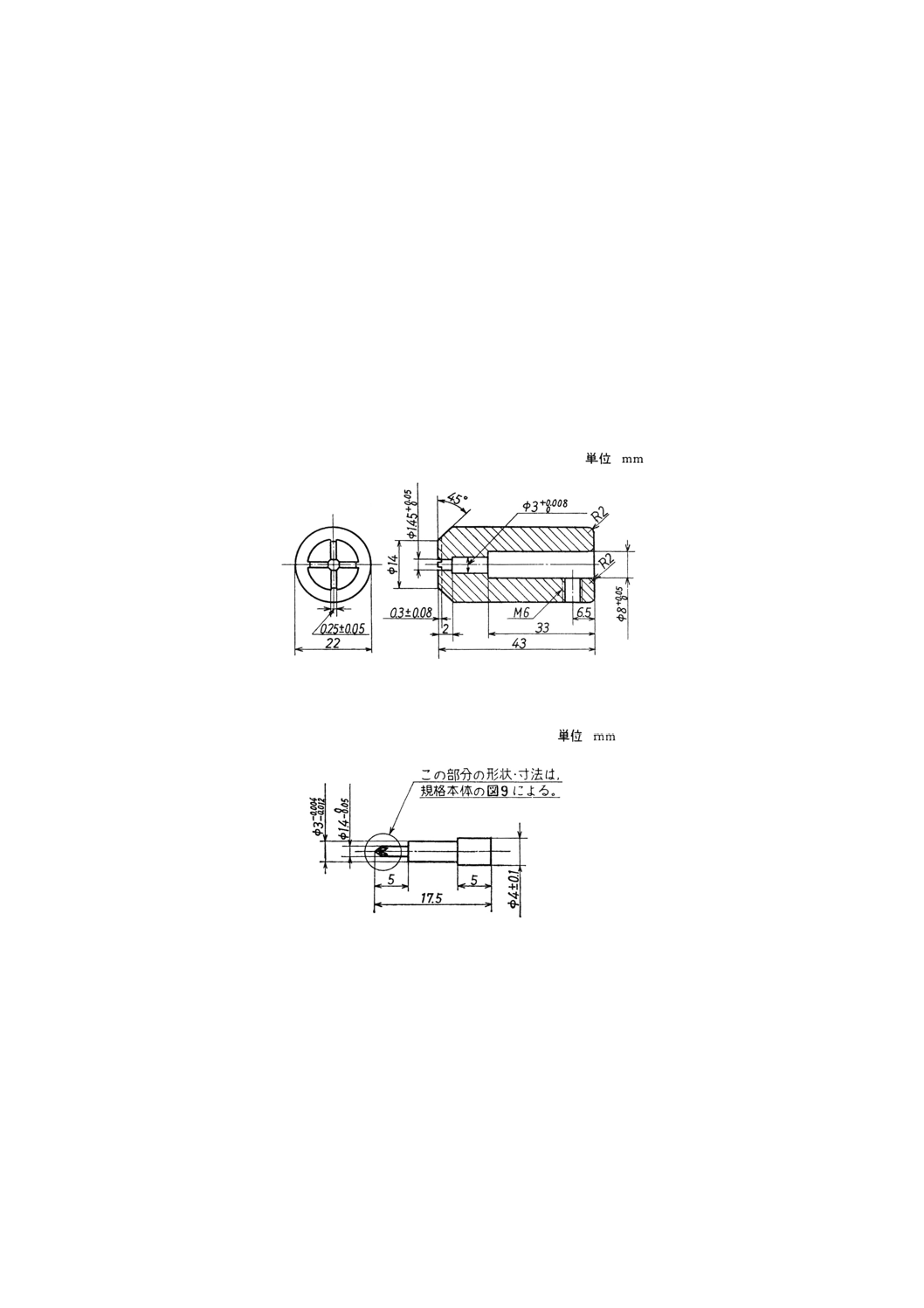
5.2.2
S形十字穴のゲージ沈み深さq 図8に示すS形十字穴のゲージ沈み深さqは,先端の形状・寸法
が図9に適合するゲージを用いて測定する。
なお,qの測定方法の一例を参考2に示す。
10
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図8 S形十字穴のゲージ沈み深さq
図9 S形十字穴用ゲージ先端の形状・寸法
5.2.3
S形十字穴とゲージとの食い付き 十字穴とゲージとの食い付きは,先端の形状・寸法が図9に適
合するゲージをねじ部品の十字穴に押し込み,図3のようにこれを水平の位置から垂直方向に回転させ,
ねじ部品が自重によって脱落しないかどうかを調べる。ただし,測定の対象とするねじ部品のサイズ(ね
じの呼び径×呼び長さ)の限度は,ねじ部品の規格又は受渡当事者間の協定による。
11
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,この食い付きは,受渡当事者間の協定によって省略することができる。
参考 S形十字穴は,日本写真機工業規格JCIS 8-70[精密機器用ねじ十字穴(0番)]に準じている。
引用規格:
JIS B 7507 ノギス
対応国際規格:
ISO 4757-1983 Cross recesses for screws
関連規格 JIS B 0401 寸法公差及びはめあい
JIS B 7503 0.01mm目盛ダイヤルゲージ
日本写真機工業規格JCIS 8-70 精密機器用ねじ十字穴(0番)
12
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考1 H形及びZ形十字穴のゲージ沈み深さqの測定方法
1. 適用範囲 この参考は,本体の3.2.2及び4.2.2に規定するゲージ沈み深さqの標準的な測定要領及び
測定器具について示す。
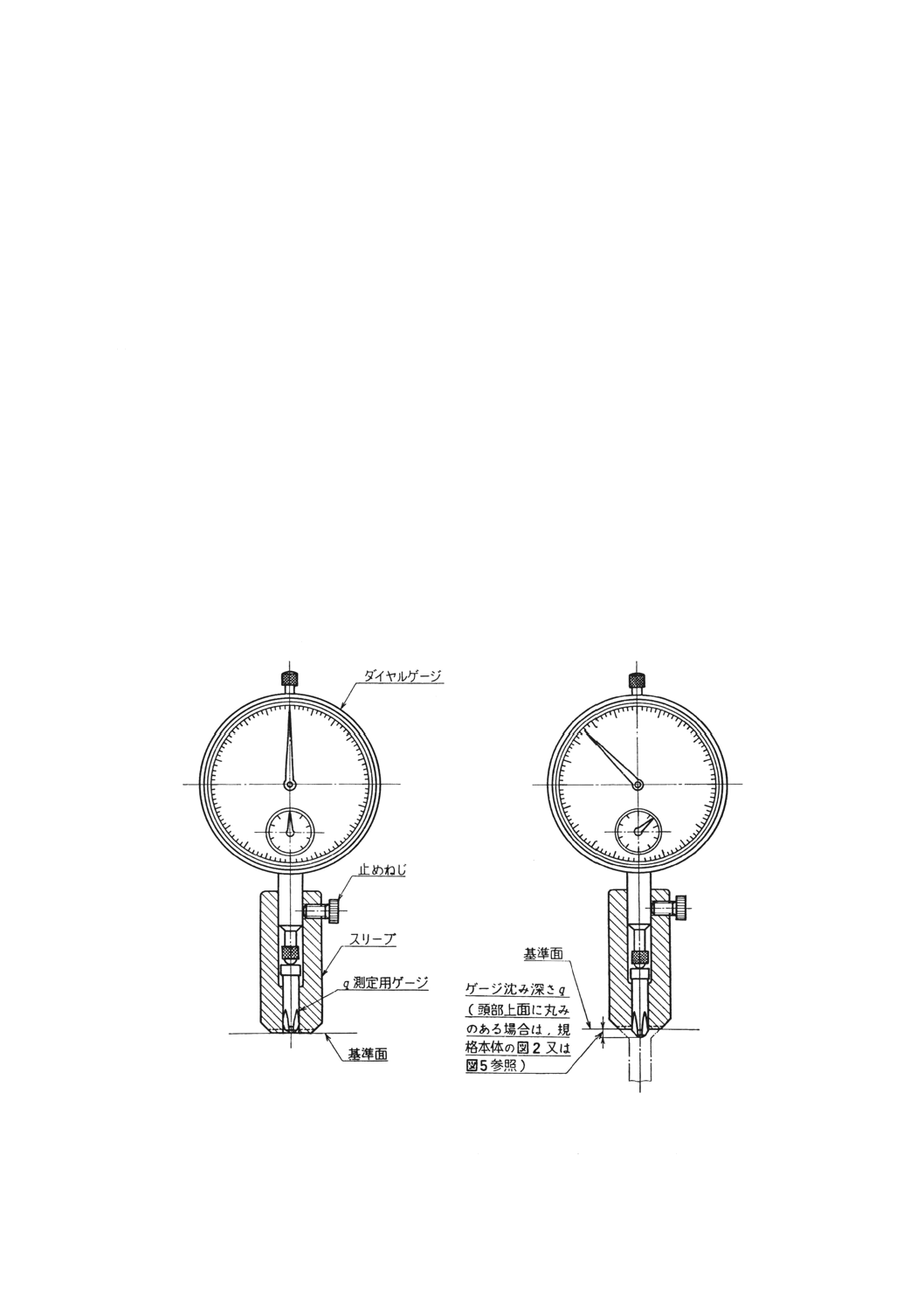
2. 測定要領 qの測定は,次の要領による。
(1) 測定器具は,ダイヤルゲージ,スリーブ及びq測定用ゲージから構成し,その機能は次による。
(a) ダイヤルゲージは,q測定用ゲージの動きを表示する。
(b) スリーブは,q測定用ゲージを案内するとともに,スリーブの突起面が基準面となる。
(c) q測定用ゲージは,先端がねじ回しのビット先端に相当するもので,沈み深さ決定のゲージとなる。
(2) 測定の手順は,次による。
(a) ゼロ目盛設定は,スリーブの突起面とq測定用ゲージ先端との位置が参考1図1のように一致した
状態でダイヤルゲージの目盛がゼロになるように設定する。
(b) 測定は,本体の図2,図5又は参考1図2のようにスリーブの突起面をねじの頭部上面にしっかり
接触させ,q測定用ゲージが沈み込んだときのダイヤルゲージの指示を読み取る。これをゲージ沈
み深さとする。
なお,ねじの頭部上面に丸みのある場合は,本体の図2及び図5のようにスリーブの突起が十字
穴にはまり合った状態とする。
参考1図1 ゼロ目盛設定の状態
参考1図2 q測定の状態
3. 測定器具 この測定に用いる主な器具は,次による。
(1) ダイヤルゲージ ダイヤルゲージは,JIS B 7503(0.01mm目盛ダイヤルゲージ)による。
13
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
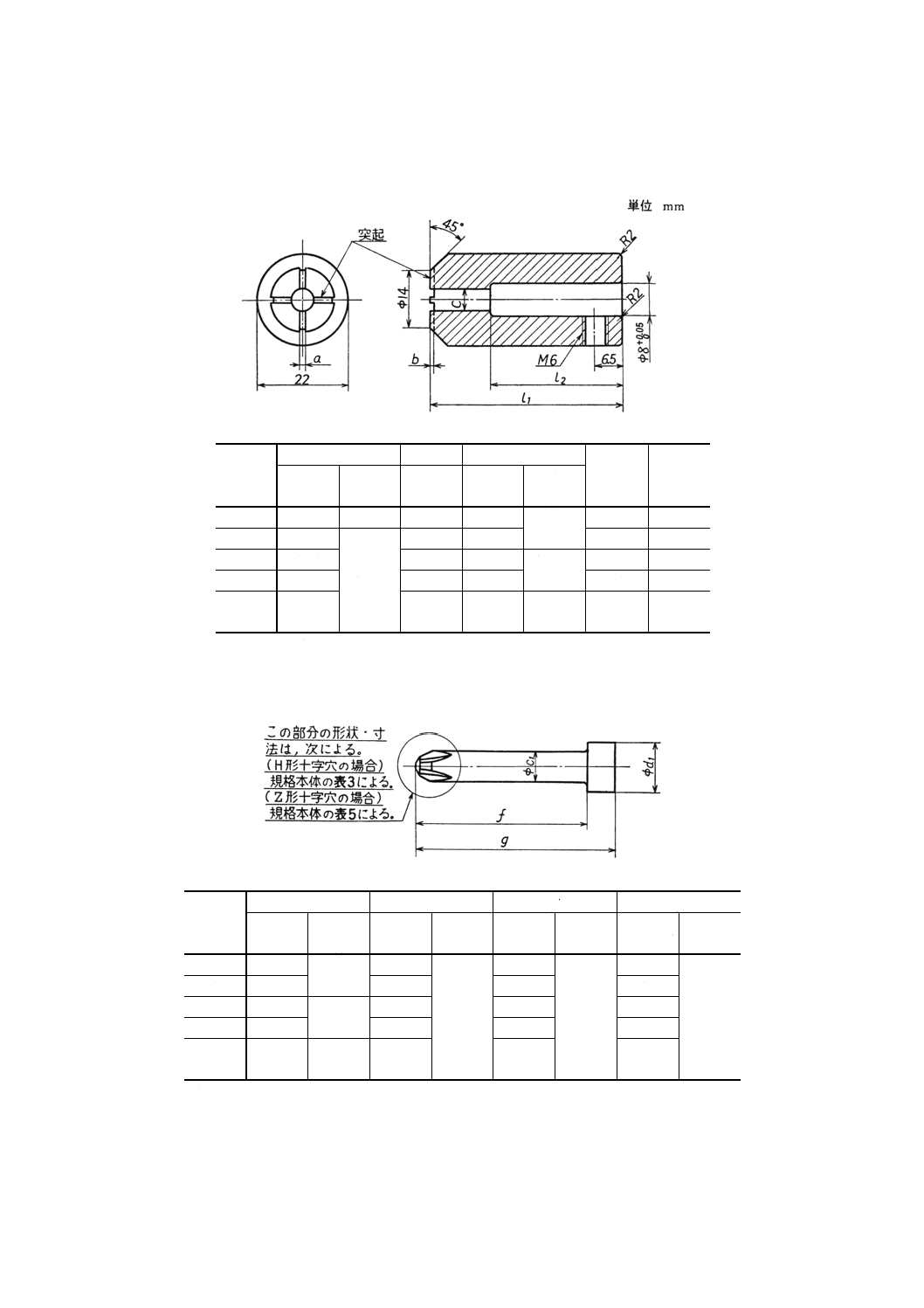
(2) スリーブ スリーブの形状・寸法は,参考1表1による。
参考1表1 スリーブの形状・寸法
単位 mm
十字穴
の番号
a
b
c
l1
l2
基準寸法
許容差
最小
基準寸法
許容差
(1)
0
0.2
±0.05
0.35
1.2
+0.006
0
39
32
1
0.35
±0.10
0.50
2.0
43
32
2
0.50
0.80
3.2
+0.008
0
49
34
3
0.60
0.95
5.3
51
36
4
0.80
1.60
7.0
+0.009
0
53
38
注(1) JIS B 0401(寸法公差及びはめあい)のH 6によっている。
(3) q測定用ゲージ q測定用ゲージの形状・寸法は,参考1表2による。
参考1表2 q測定用ゲージの形状・寸法
単位 mm
十字穴
の番号
c1
d1
f
g
基準寸法
許容差
(2)
基準寸法
許容差
基準寸法
許容差 基準寸法
許容差
0
1.2
−0.006
−0.012
2.5
±0.1
10
±0.1
13
±0.1
1
2.0
4.0
14
17
2
3.2
−0.010
−0.018
5.6
20
23
3
5.3
6.4
22
25
4
7.0
−0.013
−0022
7.8
24
27
注(2) JIS B 0401のf 6によっている。
14
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考2 S形十字穴のゲージ沈み深さqの測定方法
1. 適用範囲 この参考は,本体の5.2.2に規定するゲージ沈み深さqの標準的な測定要領及び測定器具に
ついて示す。
2. 測定要領 qの測定要領は,参考1の2.に準じる。
3. 測定器具 この測定に用いる主な器具は,次による。
(1) ダイヤルゲージ ダイヤルゲージは,JIS B 7503による。
(2) スリーブ スリーブの形状・寸法は,参考2図1による。
参考2図1 スリーブの形状・寸法
(3) q測定用ゲージ q測定用ゲージの形状・寸法は,参考2図2による。
参考2図2 q測定用ゲージの形状・寸法
15
B 1012-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ねじ先・十字穴原案作成委員会 構成表
氏名
所属
(委員長)
北 郷 薫
工学院大学機械工学科
江 藤 元 大
千葉工業大学機械工学科
益 田 亮
相模工業大学名誉教授
田 辺 俊 彦
通商産業省機械情報産業局産業機械課
高 橋 和 敬
工業技術院標準部機械規格課
宇田川 鉦 作
日本ねじ研究協会
伊 東 芳 明
トヨタ自動車株式会社技術管理部第1技術課
山 中 茂
東急車輌製造株式会社本社自動車工場設計計画部設計課
野 津 忠 夫
キヤノン株式会社開発企画部
田 中 宏
三菱電機株式会社本社技術管理部
岡 田 弘 之
日東精工株式会社ファスナー事業部商品開発課
高 橋 明 良
日発精密工業株式会社工具開発部
尾 形 卓
株式会社桂川精螺製作所技術部
山 本 正 一
尾張精機株式会社
明 石 哲 也
株式会社トープラ技術開発部
稲 葉 元 成
エトー株式会社
青 野 雄 勝
ミネベア株式会社東京螺子製作所
榎 本 善四郎
社団法人日本ねじ工業協会
高 山 和 男
株式会社ネジの高山
中 村 智 男
日本ねじ研究協会