B 1008:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 寸法及び位置 ··················································································································· 2
3.1 割りピン穴の寸法及び位置······························································································· 2
3.2 針金穴の寸法及び位置 ···································································································· 3
附属書JA(参考)位置度公差を検証するための測定方法(一例) ················································· 4
附属書JB(参考)JISと対応する国際規格との対比表 ································································· 6
B 1008:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出が
あり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1008:1988は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
B 1008:2009
締結用部品−ボルト及び植込みボルト−
割りピン穴及び針金穴
Fasteners−Bolts and studs−Split pin holes and wire holes
序文
この規格は,1983年に第1版として発行されたISO 7378を基に,1988年に制定され今日に至っている。
その後,関連するねじ部品共通規格が対応する国際規格を導入して改正されてきたことに伴い,関連規格
間に不整合が生じている。今回の改正は,関連規格との整合を図るためのものである。
なお,この規格で点線の下線を施してある箇所及び附属書JAは,対応国際規格にはない事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,ボルト及び植込みボルトの割りピン穴及び針金穴の寸法及び位置について規定する。
この規格を,部品規格がない締結用部品に用いることを推奨する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 7378:1983,Fasteners−Bolts, screws and studs−Split pin holes and wire holes (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21-1に基づき,修正していることを
示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS B 1021 締結用部品の公差−第1部:ボルト,ねじ,植込みボルト及びナット−部品等級A,B
及びC
注記 対応国際規格:ISO 4759-1:2000,Tolerances for fasteners−Part 1: Bolts, screws, studs and nuts−
Product grades A, B and C (IDT)
2
B 1008:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
寸法及び位置
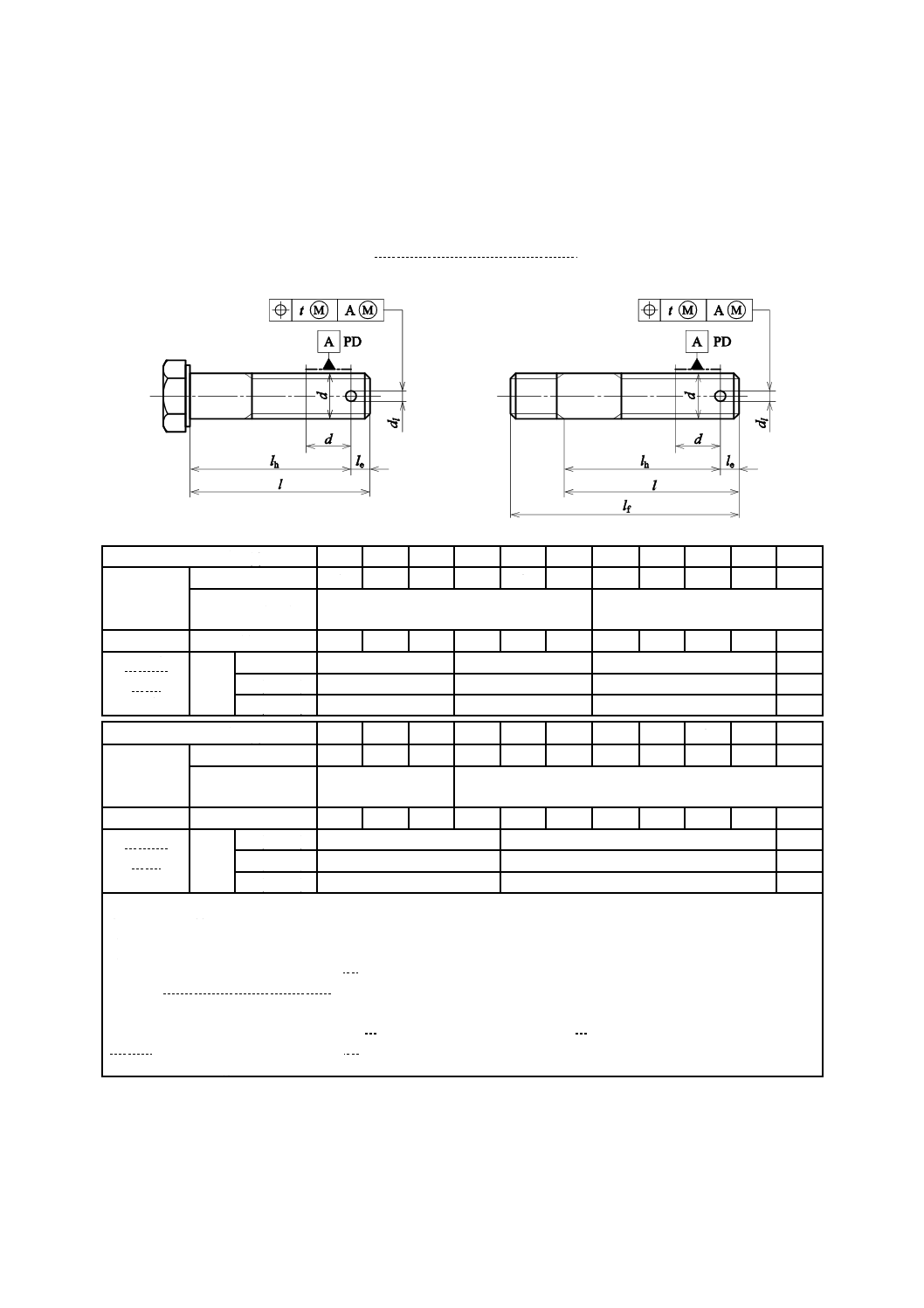
3.1
割りピン穴の寸法及び位置
ねじの呼び径に対する割りピン穴の寸法及び位置は,表1による。
表1−割りピン穴の寸法及び位置
単位 mm
ねじの呼び径 (d)
4
5
6
7
8
10
12
14
16
18
20
dl
基準寸法
1
1.2
1.6
1.6
2
2.5
3.2
3.2
4
4
4
許容差 (H14)
+0.25
0
+0.3
0
le
最小
2.3
2.6
3.3
3.3
3.9
4.9
5.9
6.5
7.0
7.7
7.7
位置度
公差
(t)a)
部品
等級
A (2 IT13)
0.36
0.44
0.54
0.66
B (2 IT14)
0.60
0.72
0.86
1.04
C (2 IT15)
0.96
1.16
1.40
1.68
ねじの呼び径 (d)
22
24
27
30
33
36
39
42
45
48
52
dl
基準寸法
5
5
5
6.3
6.3
6.3
6.3
8
8
8
8
許容差 (H14)
+0.3
0
+0.36
0
le
最小
8.7
10
10
11.2
11.2
12.5
12.5
14.7
14.7
16
16
位置度
公差
(t)a)
部品
等級
A (2 IT13)
0.66
0.78
0.92
B (2 IT14)
1.04
1.24
1.48
C (2 IT15)
1.68
2.00
2.40
各部品に対するlhの値は,計算によるが,lh及びl並びにlfの累積公差を考慮して,穴の位置がle(最小)を超えて
部品の端面に接近しないほうがよい。
注記1 割りピン穴には,必要に応じて面取りを施してもよい。
注記2 この表の割りピン穴には,JIS B 1351で規定する割りピンの中からdlの基準寸法と同じ呼び径の割りピン
を選んで用いるのがよい。
注記3 lhに対する公差は,H14が実際的である。
注記4 ねじ部品各部の寸法記号は,JIS B 0143を参照。部品等級は,JIS B 1021を参照。
注記5 幾何公差の図示方法は,JIS B 0021に基づいている。
注a) 位置度公差(t)は,JIS B 1021の図40による(附属書JA参照)。
3
B 1008:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
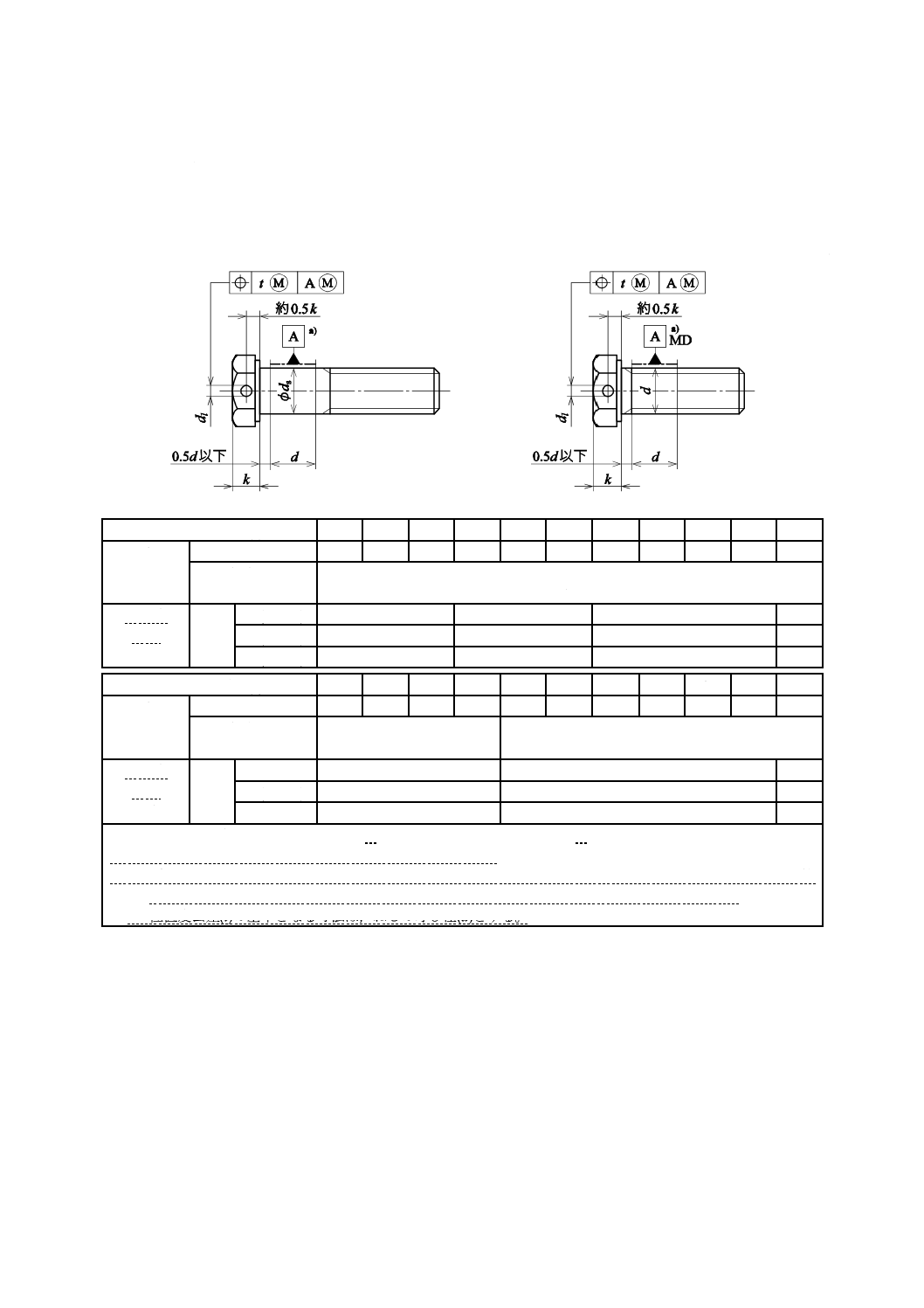
3.2
針金穴の寸法及び位置
ねじの呼び径に対する針金穴の寸法及び位置は,表2による。
表2−針金穴の寸法及び位置
単位 mm
ねじの呼び径 (d)
4
5
6
7
8
10
12
14
16
18
20
dl
基準寸法
1.2
1.2
1.6
1.6
2
2
2
2
3
3
3
許容差 (H14)
+0.25
0
位置度
公差
(t)b)
部品
等級
A (2 IT13)
0.36
0.44
0.54
0.66
B (2 IT14)
0.60
0.72
0.86
1.04
C (2 IT15)
0.96
1.16
1.40
1.68
ねじの呼び径 (d)
22
24
27
30
33
36
39
42
45
48
52
dl
基準寸法
3
3
3
3
4
4
4
4
4
4
5
許容差 (H14)
+0.25
0
+0.3
0
位置度
公差
(t)b)
部品
等級
A (2 IT13)
0.66
0.78
0.92
B (2 IT14)
1.04
1.24
1.48
C (2 IT15)
1.68
2.00
2.40
注記1 ねじ部品各部の寸法記号は,JIS B 0143を参照。部品等級は,JIS B 1021を参照。
注記2 幾何公差の図示方法は,JIS B 0021に基づいている。
注a) データムAは,できるだけ頭部座面の近くにとり,座面からの距離は0.5 d以下とする。また,すべて円筒
部にあるか,すべてねじ部にあるようにし,ねじの切り終わり部及び首下丸み部を含めない。
b) 位置度公差(t)の基準となる寸法は,ねじの呼び径(d)とする。
4
B 1008:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
位置度公差を検証するための測定方法(一例)
序文
この附属書は,ボルト及び植込みボルトの割りピン穴及び針金穴の位置度公差を検証するための測定方
法の一例を示すものであり,規定の一部ではない。
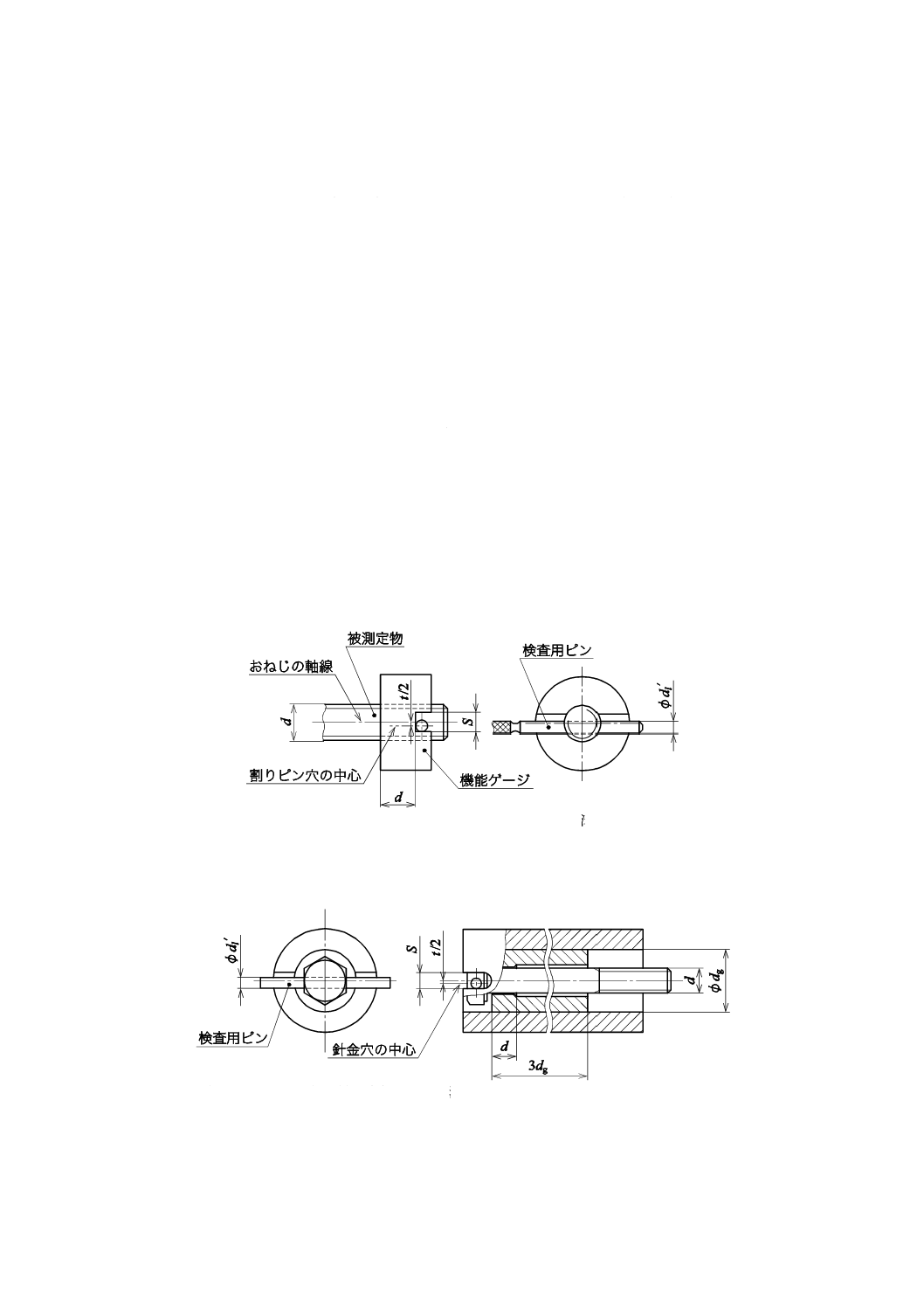
JA.1 測定方法の一例
測定方法の一例を図JA.1及び図JA.2に示す。検査用ピンは,割りピン穴又は針金穴を貫通しなければ
ならない。
機能ゲージのねじは,通りねじゲージの許容限度内になければならない。
ボルトの円筒部又はおねじの外径部を保持する機能ゲージの内径は,それぞれ円筒部の直径(ds)又はおね
じ外径(d)の最大実体寸法を超えてはならない。
なお,部品等級A及びBのボルト用の内径は,JIS B 7420に規定する軸用限界ゲージの通り側寸法によ
るのが望ましい。
検証は,検証によって生じる測定中の誤差が位置度の公差tに比較して無視できる(例えば,tの10 %
以下である。)ような正確さをもたなければならない。
ピン径φdl ′=割りピン穴径の最大実体寸法 溝の幅S=φdl ′+t 溝部を除くゲージの厚さd=φd
ただし,tは位置度公差
図JA.1−割りピン穴の位置度公差の検証例
ピン径φdl ′=針金穴径の最大実体寸法 溝の幅S=φdl ′+t 保持部の長さd=φd
ただし,tは位置度公差
図JA.2−針金穴の位置度公差の検証例
5
B 1008:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 JIS B 0021 製品の幾何特性仕様(GPS)−幾何公差表示方式−形状,姿勢,位置及び振れの公差
表示方式
JIS B 0143 ねじ部品各部の寸法の呼び及び記号
JIS B 1351 割りピン
JIS B 7420 限界プレーンゲージ
附属書JB
(参考)
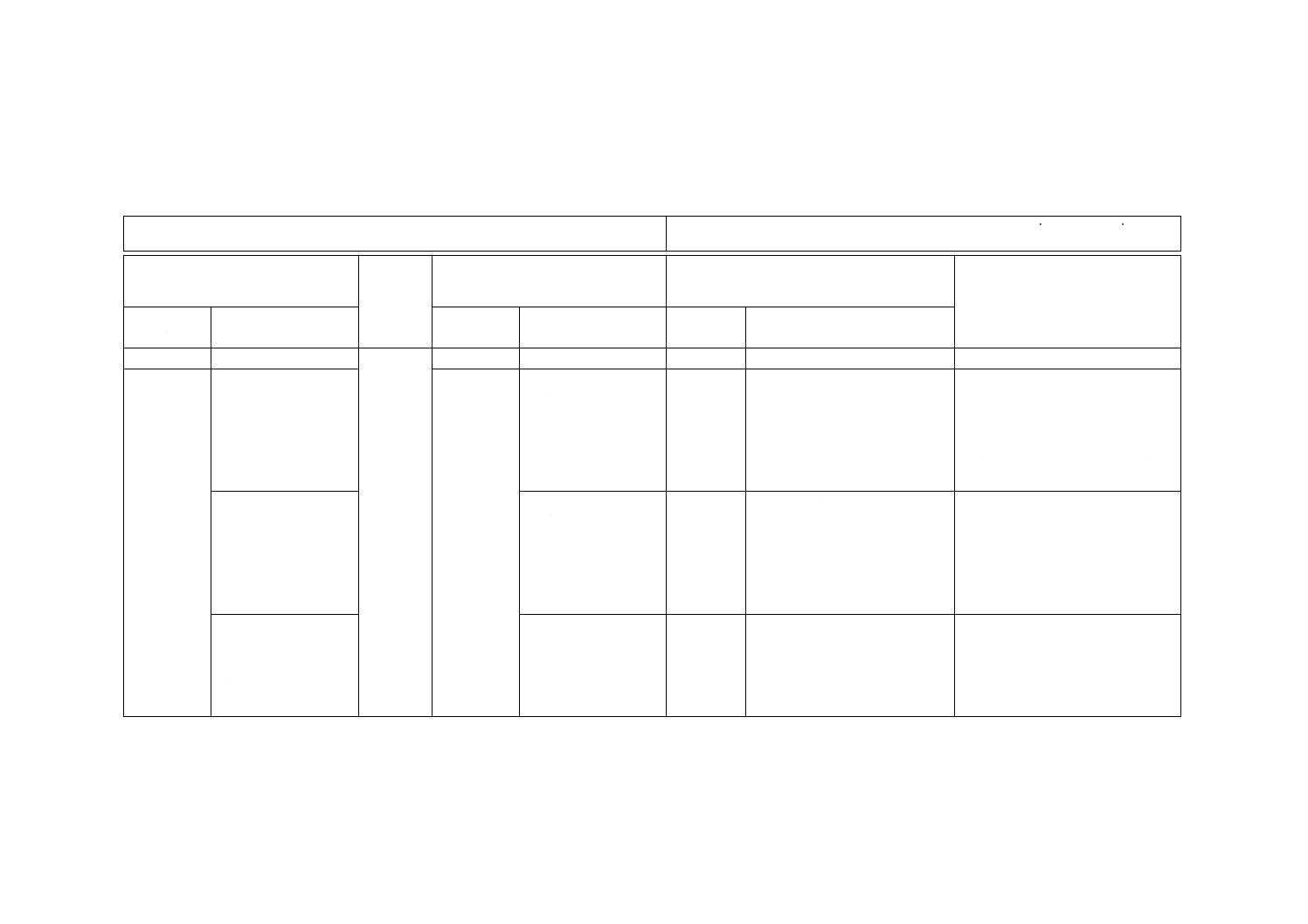
JISと対応する国際規格との対比表
JIS B 1008 : 2009 締結用部品−ボルト及び植込みボルト−割りピン穴及び針金穴
ISO 7378 : 1983 Fasteners−Bolts, screws and studs−Split pin holes and wire holes
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及
び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規格
表1
図において,ねじの
軸線に対する割りピ
ン穴の位置公差を位
置度で指示してい
る。
表1
図において,ねじの
軸線に対する割りピ
ン穴の位置公差を対
称度で指示してい
る。
変更
ねじの軸線に対する割りピン
穴の位置公差の特性を表す記
号が異なる。
技術的な差異はない。
ISO 4759-1と一致するJIS B 1021
では,ねじの軸線に対する割りピ
ン穴の位置公差を位置度の記号
で指示しているので,ISO規格改
正時に修正提案を検討する。
図において,ねじの
軸線に対する割りピ
ン穴の位置公差に最
大実体公差方式を採
用している。
図において,ねじの
軸線に対する割りピ
ン穴の位置公差に最
大実体公差方式を採
用していない。
変更
ねじの軸線に対する割りピン
穴の位置公差について,最大実
体公差方式の適用の有無が異
なる。
ISO 4759-1と一致するJIS B 1021
では,ねじの軸線に対する割りピ
ン穴の位置公差について,最大実
体公差方式を採用しているので,
ISO規格改正時に変更提案を検討
する。
図において,幾何公
差の図示方法は,JIS
B 0021に基づいてい
る。
図において,幾何公
差の図示方法は,JIS
B 0021の附属書A
(旧図示方法)と一
致している。
変更
ISO規格は未改正で旧図示方
法であるが,JISは新しい図示
方法で図示している。
技術的な差異はない。
ISO規格改正時に修正提案を検討
する。
6
B
1
0
0
8
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及
び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
表1
割りピン穴の面取り
に関する注記1を示
している。
表1
−
追加
ねじの加工後に割りピン穴を
あけた場合,ばりによってねじ
のはめあいに支障を来すこと
があるので,JISは割りピン穴
の面取りに関する注記1を追
加している。
ISO規格改正時に修正提案を検討
する。
推奨する割りピンの
選択方法として注記
2を示している。
−
追加
JISは,割りピン(JIS B 1351)
と割りピン穴との関係を注記
2で追加している。
ISO規格改正時に追加提案を検討
する。
表2
図において,呼び径
六角ボルト及び全ね
じ六角ボルトを示し
ている。さらに,デ
ータム及びその位置
を示している。
表2
図において,呼び径
六角ボルトだけを示
している。また,デ
ータム及びその位置
が明確でない。
追加
おねじ部品の軸部に円筒部が
ある場合とない場合とでデー
タム及びその位置が異なるの
で,JISは,全ねじ六角ボルト
の図を追加するとともに,デー
タム及びその位置を明確にし
ている。
技術的な差異はない。
ISO規格改正時に修正提案を検討
する。
図において,円筒部
又はねじの軸線に対
する針金穴の位置公
差を位置度で指示し
ている。
図において,円筒部
又はねじの軸線に対
する針金穴の位置公
差を対称度で指示し
ている。
変更
円筒部又はねじの軸線に対す
る針金穴の位置公差の特性を
表す記号が異なる。
技術的な差異はない。
ISO 4759-1と一致するJIS B 1021
は,規定するすべての同軸度及び
対称度を位置度に改正している
ので,ISO規格改正時に修正提案
を検討する。
図において,円筒部
又はねじの軸線に対
する針金穴の位置公
差に最大実体公差方
式を採用している。
図において,円筒部
又はねじの軸線に対
する針金穴の位置公
差に最大実体公差方
式を採用していな
い。
変更
円筒部又はねじの軸線に対す
る針金穴の位置公差について,
最大実体公差方式の適用の有
無が異なる。
ISO 4759-1と一致するJIS B 1021
では,位置公差に最大実体公差方
式を採用しているので,ISO規格
改正時に変更提案を検討する。
7
B
1
0
0
8
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及
び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
表2
図において,幾何公
差の図示方法は,JIS
B 0021:1998に基づ
いている。
表2
図において,幾何公
差の図示方法は,JIS
B 0021:1998の附属
書A(旧図示方法)
と一致している。
変更
ISO規格は未改正で旧図示方
法であるが,JISは新しい図示
方法(JIS B 0021:1998)に基づい
ている。
技術的な差異はない。
ISO規格改正時に修正提案を検討
する。
針金穴の位置度のデ
ータムに関する注a)
を示している。
−
追加
JISは,針金穴の位置度のデー
タム位置を注a)で明確にして
いる。
技術的な差異はない。
ISO 4759-1と一致するJIS B 1021
では,位置度のデータム位置を明
確にしているので,ISO規格改正
時に変更提案を検討する。
針金穴の位置度の公
差の基準に関する
注b)を示している。
−
追加
JISは,針金穴の位置度の公差
の基準となる寸法を注b)で明
確にしている。
技術的な差異はない。
ISO規格改正時に修正提案を検討
する。
附属書JA
(参考)
位置度公差を検証す
るための測定方法
(一例)
−
−
−
−
−
JISと国際規格との対応の程度の全体評価:ISO 7378 : 1983,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
8
B
1
0
0
8
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。