9
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ゾーンの境界値及び回転速度の適用範囲は,機械の種類によって変わ
る。適切な基準の選択及び誤った外挿の回避が重要である。
附属書A図1 評価基準の一般的な形
B 0910 : 1999 (ISO 7919-1 : 1996)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
この規格の制定は,国際規格の体系化に合わせてISO 7919-1 : 1996のJIS化を図った。
JIS B 0910には,次に示す附属書がある。
附属書A(規定) 異なる種類の機械に振動評価基準を適用するための一般的原則
附属書B(参考) 測定量の求め方
附属書C(参考) 推奨する回転軸の相対振動及び絶対振動の測定装置
附属書D(参考) 振動変化のベクトル解析
附属書E(参考) 参考文献
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0910 : 1999
(ISO 7919-1 : 1996)
非往復動機械の機械振動−
回転軸における測定及び評価基準
−一般的指針
Mechanical vibration of non-reciprocating machines−Measurements
on rotating shafts and evaluation criteria−General guidelines
序文 この規格は,1996年に第2版として発行されたISO 7919-1, Mechanical vibration of non-reciprocating
machines−Measurements on rotating shafts and evaluation criteria−Part 1 : General guidelinesを翻訳し,技術的
内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
この規格は,完成した機械の回転部分で測定された機械振動の測定及び評価に関する一般的な指針をまと
めた基本規格である。この規格の対応国際規格ISO 7919-1には,それぞれに分類された機械ごとの測定及
び評価基準を第1部以降の各部で制定しており,その規格体系の構成及び各部の適用方法について,この
規格に規定する。
現在,機械は高速化及び高負荷化が進み,より厳しい稼動条件の下で運転されている。また,保守点検の
間隔を2年又は3年間とし,その間の連続運転が期待され要求されることも珍しくない。したがって,安
全で信頼できる連続運転を確かなものにするために,回転機械の振動評価を的確に行える指針として,回
転機械の運転時の振動値に関して,より詳細な要求事項を規定する必要がある。一方,JIS B 0906は,非
回転の構造部分だけの振動応答を測定することによって,機械の振動評価を行うための基本を規定してい
る。しかし,弾性ロータを含むある種の機械では,非回転の構造部分での測定では,機械の運転状態を十
分には把握できない。このような機械に対しては,回転部分及び非回転部分又は回転部分だけでの測定で
機械を監視する必要がある。
軸振動の測定は幾つかの目的のために行われ,その範囲は日常的な運転監視と受入試験から診断や解析調
査のような高度な実験検討まであるが,この規格では,基本的には運転監視と受入試験の指針とすること
を意図している。
1. 適用範囲 この規格は,回転軸のa)振動挙動の変化,b)過大な動荷重,及びc)半経方向すきまの監視
を直接測定することによって,軸振動を把握するための機械振動の測定及び評価基準の一般的指針につい
て規定する。
この規格は,半経方向の絶対軸振動及び相対軸振動の測定に適用できるが,ねじり振動及び軸方向の振
動には適用できない。その手順は,機械の運転監視及び試験架台上並びに据付け後の受入試験のいずれに
も適用できる。また,この指針は,運転時の限界値について規定する。
2
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 機械の種類ごとに分類た評価基準は,ISO 7919-1以降の各部で規定する。
判定の指針を,附属書Aに示す。
2. この規格で規定する測定は,ほとんどの場合には,機械の軸について行われるので,用語“軸
振動”をこの規格の全体で使用する。しかし,他の回転要素の測定のほうがより適している
ことが分かれば,この指針の思想が生かされる限り,この規格は,その要素についての測定
にも適用できる。
この規格における“運転監視”とは,機械の通常の運転中に行われる振動測定の意味で使用する。幾つ
かの測定量及び測定方法が,その相互関係がよく理解されるように十分に定義され,その適用限界が決め
られていれば,この規格で種々の異なった測定量及び測定方法を使ってもよい。
この規格は,往復動機械には適用しない。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この引用規格は,その最新版を適用する。
JIS B 0906 機械振動−非回転部分における機械振動の測定と評価−一般的指針
備考 ISO 10816-1 : 1995, Mechanical vibration−Evaluation of machine vibration by measurements on
non-rotating parts−Part 1 : General guidelinesがこの規格と一致している。
3. 測定
3.1
測定量
3.1.1
変位 軸振動測定のために推奨する測定量は,変位であり,測定単位は,μmである (1μm=10-6m)。
備考 変位は,ベクトル量なので,二つの変位を比較するときには,位相角を考慮する必要が生じる
場合がある(附属書D参照)。
この規格は,相対軸振動及び絶対軸振動の測定のいずれにも適用できるので,変位は,更に次のように
定義する。
a) 相対変位 軸及び軸受箱又は機械のケーシングのような適切な構造部分との間の振動変位。
b) 絶対変位 慣性座標系に対する振動変位。
備考 変位の値が相対値か又は絶対値かを明確に示すのが望ましい。
絶対変位及び相対変位は,次に定義する異なる変位量が広く使われている。
S (p−p)
測定方向での振動変位のp-p値
Smax
測定面内での最大振動変位
軸振動の測定には,これらの変位量のどちらかを使う。しかし,これら二つの定義による変位量が5.の
評価基準に対応した測定量に正しく変換できるようにする。これらの量の関係を,附属書B図1及び附属
書B図2に示す。
備考 現時点では,互いに直角をなす方向で測定した変位(p-p値)の大きいほうを評価基準に使う。
将来,関連する測定量についての経験が蓄積されれば,附属書B図2に定義した測定量S (p−p) max
のほうが適切であると考えられる。
3.1.2
振動数範囲 相対軸振動及び絶対軸振動の測定は,機械が発生する振動の周波数成分を包含するよ
うに広帯域振動(1)の測定を行う。
(脚注 (1) 特定の振動数成分を取り出すためのフィルタを通さずに測定される振動データ。
3
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
測定の形式
3.2.1
相対振動測定 相対振動測定は,通常,軸と機械の構造部分,例えば,軸受箱との間の振動変位を
検出する非接触式変換器で行う。
3.2.2
絶対振動測定 絶対振動測定は,次のいずれかの方法で行う。
a) サイズモ式変換器(2) (速度形又は加速度形)を取り付けた軸接触形振動検出器で,絶対軸振動を直
接測定する。
b) 相対軸振動を測定する非接触式変換器とその取付部の振動を測定するサイズモ式変換器(速度形又は
加速度形)とを組み合わせる。両方の変換器は,その測定方向で同じ絶対運動を検出できるように互
いに近接して取り付ける。両方の変換器からの出力は,適切に信号処理を行い,絶対軸振動が得られ
るようにベクトル的に加算する。
3.3
測定手順
3.3.1
一般 軸の重要な位置で,その半径方向の動きが評価できる位置に変換器を取り付けることが望ま
しい。相対振動及び絶対振動のいずれの場合も,機械の各軸受又はその近くに2個1組の変換器を設置す
るとよい。この二つの変換器は,回転軸に対して垂直な同一軸断面上か,実施可能な限り近づけた軸断面
で,軸の半径方向に対し±5°以内に取り付けるのがよい。二つの変換器は,軸受上半部又は下半部のいず
れかに,互いに90°±5°離れて取り付けるのがよい。その取付角度は,各軸受で等しいことが望ましい。
軸振動についての情報が十分にあれば,直交する二つの変換器の組合せの代わりに,各測定面に一つの
変換器を採用してもよい。軸表面のや(冶)金学的不均一性,局所的な残留磁気,軸の機械的ランアウト
(3)などが原因となる本来の振動でないランアウトの総和を求めるために,特別な測定を行うことを推奨す
る。非対称回転軸では,重力の影響で,ランアウトと間違えやすい信号が発生することに注意するのが望
ましい。
推奨する測定システムについては,附属書Cに示す。
3.3.2
相対振動測定のための手順 非接触式相対振動計は,通常,軸受箱のねじ穴又は軸受箱に近接した
剛性の高い取付け具に固定する。変換器を軸受に固定する位置は,潤滑油の圧力発生を妨げない位置にす
るのがよい。しかし,別の軸方向位置に変換器を取り付けなければならないような特別な場合があるが,
その場合の評価には,別の振動評価基準を用いなければならない。取付け具に取り付けた変換器では,相
対軸振動測定用変換器としての能力を損なわないために,取付け具の固有振動数の影響を受けないように
しなければならない。
あらゆる温度条件下で,軸の軸方向の伸びを考慮したときでも,振動検出器の位置に対応する軸表面は
平滑で,かつ,誤った信号を発生する原因となる幾何学的不連続(キー溝,潤滑油溝,ねじ山),や金学的
不均一及び局所的残留磁気があってはならない。場合によっては,軸表面の電気式めっき又は金属溶射は
許されるが,校正値が異なることに注意する。変換器で測定した電気的及び機械的なランアウトの合成和
は,附属書Aに規定した許容振動変位の25%又は6μmのどちらか大きいほうを超えないのが望ましい。
軸振動測定方法が定められていない運転中の機械の測定では,ランアウトについて別の基準を用いなけ
ればならない場合もある。
脚注 (2) サイズモ式変換器 (seismic transducer) とは,ばね−質量系の振動変換器のことをいう。
(3) ランアウト (runout) とは,主力以外の原因で現れる振動に類似した信号をいう。
4
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3.3
サイズモ式変換器と非接触式相対振動変換器とを組み合わせた絶対振動測定の手順 サイズモ式
変換器と非接触式相対振動変換器とを組み合わせると,両方の変換器の出力をベクトル的に合成すること
で絶対振動が得られる。非接触式振動変換器の取付け方法及びその他の要求項目は,3.3.2に規定する。さ
らに,二つの振動変換器が支持構造部分から同じ絶対振動を受けるように,サイズモ式変換器は,非接触
式振動変換器に近接して機械構造部分(例えば,軸受箱)にしっかりと取り付ける。非接触式振動変換器
とサイズモ式変換器との出力のベクトル和を行う信号処理によって正確な絶対軸振動の測定ができるよう
に,両方の変換器の感度軸は平行にする。
3.3.4
サイズモ式変換器付きの軸接触式機構を用いた絶対振動測定の手順 サイズモ式変換器(速度形又
は加速度形)は,軸接触式機構の上に軸の半径方向に取り付ける。軸振動の指示値の変化の原因となる機
構のびびり振動又は焼付きが生じてはならない。変換器については,3.3.1に規定する内容に従って軸接触
式機構を取り付ける。
軸接触式機構の接触子が当たる軸表面は,あらゆる温度条件下における軸の軸方向伸びを考慮したとき
でも平滑で,かつ,キー溝やねじ山などの軸の不連続性がないようにする。軸の機械的ランアウトは,附
属書Aで規定した許容振動変位の25%又は6μmのどちらか大きいほうを超えないのが望ましい。軸接触
式機構では,例えば,軸接触子部分での油膜形成のように,振動の指示値に誤差を生じない軸表面速度及
び/又はその他の制約があるので,製造業者は,あらかじめそれらを考慮することが望ましい。
3.4
機械の運転条件 軸振動測定は,機械のすべての運転範囲内で合意した条件のもとで行うことが望
ましい。これらの測定は,合意した温度及び運転条件に達した後で行う。さらに,測定は,例えば,微速
回転速度,慣らし運転速度,危険速度などの種々の運転条件下で行う場合がある。しかし,これらの測定
結果を5.の評価基準で評価するのは,適切でない。
3.5
機械の基礎及び構造部分 機械の基礎及び構造部分(例えば,配管)の形式は,振動の測定値に大
きく影響する。一般に,基礎及び構造部分が類似の動特性をもつときにだけ,同一形式の機械の振動値を
正しく比較できる。
3.6
暗振動及び測定系の評価 運転中の機械の振動測定に先立ち,同じ測定システムで,かつ,同じ場
所での確認を,運転していない状態で行うのがよい。その測定の結果が,機械の運転速度における基準値
の3分の1を超えるときは,暗振動の影響を取り除くための処置をとることが望ましい。
4. 測定装置 この規格の目的に合わせるために,測定装置は,温度,湿度,腐食性雰囲気の存在,軸表
面の速度,軸材料及び表面処理,変換器に接触する作動流体(例えば,水,油,空気及び蒸気),振動及び
衝撃(主要三方向),空気伝ぱ(播)音,磁場,変換器の先端近くの金属の影響,電圧変動並びにその過渡
的変化の影響を考慮して計画しなければならない。
測定システムは,可能な限り記録装置と接続した状態で校正できるようにする。さらに,必要に応じて,
より詳細な解析装置を接続できるように適切な絶縁形出力をもつことが望ましい。
5. 評価基準
5.1
軸振動の判定には,次の二つの基本的な要素がある。
a) 絶対軸振動
b) 構造部分に対する相対軸振動
5.2
評価基準を軸振動の変化に適用する場合
a) 相対軸振動計を取り付けた構造部分の振動が小さい(すなわち,相対軸振動の20%未満)ときは,相
5
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対軸振動又は絶対軸振動のいずれもが軸振動の測定尺度として利用できる。
b) 相対軸振動計を取り付けた構造部分の振動が相対軸振動の20%以上のときには,絶対軸振動を測定す
る。絶対軸振動が相対軸振動より大きいときには,絶対軸振動を軸振動の測定尺度とする。
5.3
評価基準を軸受に対する動荷重に適用する場合,相対軸振動を軸振動の尺度として用いる。
5.4
評価基準を静止部と回転部とのすきまに適用する場合
a) 相対軸振動計を取り付けた構造部分の振動が小さい(すなわち,相対軸振動の20%未満)ときは,相
対軸振動をすきまの余裕の尺度として用いる。
b) 相対軸振動計を取り付けた構造部分の振動が相対軸振動の20%以上の場合には,相対軸振動計を取り
付けた構造部分の振動が局部的なものでなく,全体の振動を表しているときには,相対軸振動をすき
まの余裕の尺度に利用できる。そうでないときには,特別な測定が必要となる。
5.5
機械のクラス分けに関連して,軸振動は,振動体の大きさ,質量,支持系の特性,機械の出力及び
用途に依存する。そのため,ある特定のクラスの機械において,通常とは異なった軸振動の判定域を決め
るときには,それぞれの目的及び周囲の条件を考慮する必要がある。ある特定の機械の場合に適切と判断
できれば,製品仕様に注釈を付けることが望ましい。
5.6
異なる種類の機械に対する軸振動の評価の一般的原則を附属書Aに示す。この評価基準は,運転監
視及び受入試験についてのもので,機械本体によって発生する振動にだけ適用でき,外部から伝えられた
振動には適用できない。ある種の機械では,この規格に規定する指針と共に,JIS B 0906に示す非回転部
分の測定の指針を補足的に適用できる。両方の規格が適用可能な場合には,一般的にはより厳しいほうを
採用する。
規模や種類の異なる機械ごとの基準は,各種類ごとの評価基準の推奨値を参考として解説に示した。
5.7
この規格の評価は,広帯域振動に限定され,周波数成分及び位相を考慮しない。これは,受入試験
及び運転監視のための評価では多くの場合において適切である。しかし,ある特定の機械の振動を評価す
るためには,ベクトル情報を利用することが望ましい場合がある。ベクトル変化の情報は,機械の動的状
態の変化を検出し,原因を特定するときには特に有効である。この動的状態の変化は,広帯域振動の測定
では検出できない場合があり,これについては附属書Dに示す。
ベクトル変化に関する評価基準を規定することは,現状ではこの規格の適用範囲外である。
5.8
特定の機械では,定常運転条件変化に対して振動が敏感なことがある。多くの場合には,この敏感
さは,顕著ではない。しかし,特定の機械では,ある定常運転条件では満足な振動状態であるが,別の運
転条件では不満足な振動状態になるような振動感度をもつことがある。
機械の振動感度に疑問がある場合には,追加の種々の試験及び理論的評価の必要性について,受渡当事
者間で合意することが望ましい。
6
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 異なる種類の機械に振動評価基準を
適用するための一般的原則
序文 軸振動に関する評価基準の規定は,広範な因子に依存する。適用する基準は,機械の種類によって
大きく変わり,場合によっては同軸上に結合されたロータごとに変わる。したがって,対象とする機械に
ついて妥当な基準が適用されているか,又は他の機種の基準が誤って適用されていないかを確認すること
が重要である(例えば,石油化学プラントにおける高速圧縮機の基準は,大容量ターボ発電機の基準とは
異なると考えられる。)。
現在,公表されている軸振動の基準は,数少ない。これらの多くは,特定分野の機械に対するものであり,
他の分野にも広く適用されているものではない。
この附属書は,軸振動のp-p値(附属書B参照)で表した評価基準を具体的に規定するための基本であり,
振動値を定めることを意図していない。それぞれの機種ごとの評価基準は,ISO 7919-1以降の各部で規定
している。
A.1 評価基準に影響を及ぼす因子 軸振動の測定に関する評価基準を規定するためには,広範囲の様々な
因子を考慮しなければならない。これには次のものがある。
a) 測定の目的(例えば,一般に運転中でのすきまの維持を確認する場合と,軸受への過大な動荷重の回
避を主な目的とする場合とでは測定の要求内容は異なる。)
b) 測定の種類−絶対振動又は相対振動
c) 測定量(附属書B参照)
d) 測定位置
e) 軸の回転周波数
f)
軸受の種類,すきま及び直径
g) 対象とする機械の機能,出力及び大きさ
h) 軸受,軸受台及び基礎の相対的な剛性
i)
ロータの質量及び剛性
これらの一連の因子を考慮すれば,すべての機械に適用できる唯一の評価基準を規定することは,明ら
かに不可能である。運転経験に基づいて作られた個々の基準がそれぞれの機械ごとに必要になる。しかし,
それらは指針としてみなされるが,一般的な推奨値を外ずれた振動値でも,機械は安全,かつ,満足に運
転される場合もある。
A.2 評価基準 軸振動を評価するために二つの評価基準を用いる。評価基準Iは,測定された広帯域軸振
動の大きさに関するもの,評価基準IIは,その増加又は減少にかかわりなく,振動の大きさの変化に関す
るものである。
A.2.1 評価基準I:定格速度での定常運転状態における振動の大きさ この評価基準Iは,軸受の許容動荷
重,機械の半径方向すきまに対する適切な余裕,及び支持構造物と基礎とへの許容できる振動伝ぱを考慮
して,軸振動の大きさの制限値を規定している。各々の軸受で測定された軸振動の内の最大値を,世界各
国の経験に基づいて設けた四つの評価ゾーンに照らして評価する。
7
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
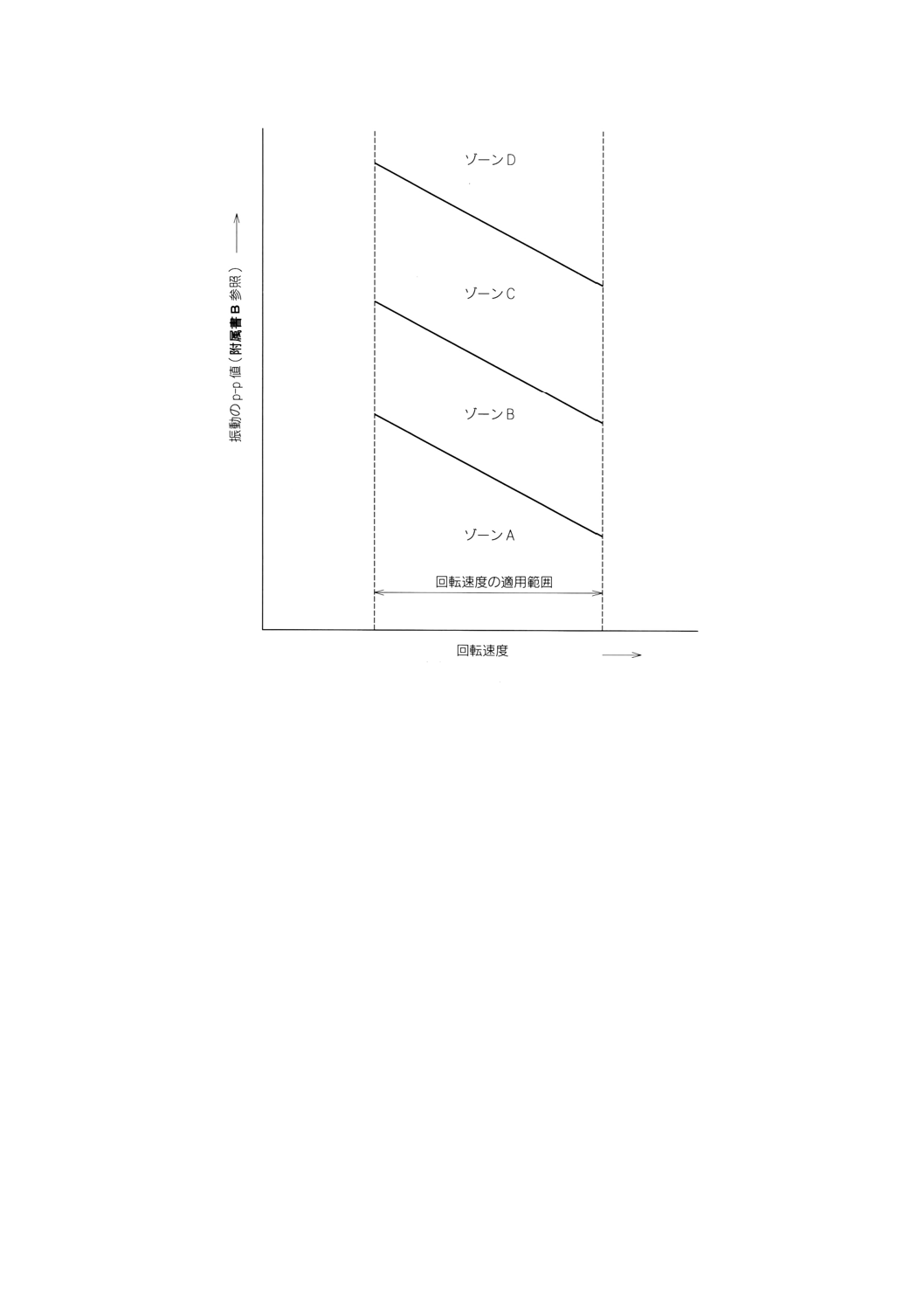
附属書A図1は,p-p値で表した許容振動を回転速度に対して示したものである。一般に,振動制値は,
回転速度の増加につれて減少するが,振動値の速度に対する変化の割合は,それぞれの種類によって変わ
ることもある。
A.2.1.1 評価ゾーン ここに示す代表的な評価ゾーンは,対象とする機械の軸振動の定性的な評価を可能に
し,取り得る処置についての指針を与えるために定義している。
ゾーンA: 新しく据付けされた機械振動値は,通常このゾーンと考えて差し支えない。
ゾーンB: このゾーンの振動値の機械は,一般に何の制限もなく長期運転が可能であると考えられる。
ゾーンC: このゾーンの振動値の機械は,長期間の連続運転は期待できないと考えられる。一般に,改
善処置のための適切な機会が生じるまでの限定した期間だけこの条件で運転できる。
ゾーンD: このゾーンの振動値は,通常,損傷を起こすのに十分なほど厳しいと考えられる。
A.2.1.2 評価ゾーンの制限値 ゾーンの境界値として規定された数値は,受渡当事者間で同意しなければな
らない受入仕様として使うことを意図したものではない。しかし,これらの値は,明らかな欠陥のある製
品又は非現実的な要求を避けるための指針となる。これらの値とは異なった境界値が必要となる特別の機
械に対しては,これらのゾーンとは別のものとなることもある。このような場合には,通常,その理由を
説明する必要があり,特に,より高い振動値で運転する場合には,機械の損傷可能性がないことを確認す
る必要がある。
A.2.2 評価基準II:振動の大きさの変化 評価基準IIを用いれば,対象とする機械で過去の正常時の測定
で得た参照値からの振動の大きさの変化を評価することができる。広帯域振動の大きさが,著しく増加又
は減少した場合には,振動の大きさが評価基準IのゾーンCに達するほど大きくなくても,何らかの処置
が必要になることがある。このような振動の変化は,瞬時又は徐々に生じて,何らかの損傷発生の兆候又
は差し迫った破損,若しくはその他の正常でない状態を警告することがある。評値基準IIは,定常運転状
態において生じる広帯域振動が変化する場合に適用する。
評価基準IIを適用する場合には,変化を比較するための基準の振動は同じ位置と方向で,かつ,同等の
運転状態で測定しなければならない。正常な振動から大きな変化があったときには,危険状態の回避のた
めにその原因を調査することが望ましい。
運転監視を目的とした広帯域振動の変化を評価する評価基準は,ISO 7919-1以降の各部で規定している。
しかし,振動数成分に注目しなければ,ある種の振動変化を検出できない場合があることに留意する必要
がある(本体の5.7参照)。
A.2.3 運転上の制限値 ある種の機械では,長時間の運転のために運転上の振動制限値をあらかじめ決め
ておくことが常識になっている。この制限値は,警報値及び停止値であり,これらは,基準値を基に定め
られる。
基準値: 機械が稼働してある運転時間を経過すると,定常運転状態では安定した振動値を示す。このよ
うに経験的に得られる機械の振動値の大きさとして基準値を定義する。これは,また,ベース
ラインとも呼ばれている。
警報値: あらかじめ規定した値に達したか,又は大きな振動値の変化が生じて処置が必要なことを警告
するための振動の大きさとして警報値を定義する。一般には警報値を超えた場合でも,一定期
間は,運転を続けることができる。一方,振動の変化原因を特定し,何らかの改善計画を決定
するための調査が行われる。
停止値: この値を超えて機械の運転を続けると,損傷を生じるおそれのある振動の大きさとして停止値
を定義する。停止値を超えれば,振動を小さくする処置をただちに行うか,又は機械を停止し
8
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なければならない。
動的な負荷及び支持剛性の違いを考慮して測定位置及び測定方向の違いによって,異なった制限値を設
けてもよい。異なったそれぞれの機械ごとの警報直及び停止値を決める指針は,ISO 7919-1以降の各部で
規定している。
A.2.3.1 警報値の設定 機械が異なれば,警報値もかなり異なった値にする必要がある場合がある。警報値
は,対象とする機械に対し,測定位置及び測定方向において経験的に得られる基準値に基づいて決めるの
が通例である。
警報値は,基準値にゾーンBの上限値に,ある比率を乗じた値を加えて基準値より高く設定することが
望ましい。基準値が低いと,警報値は,ゾーンCより低くなることもあり得る。
例えば,新しい機械で基準値がまだ確定していない場合には,当初の警報値は同種の他の機械での経験
又は関係者が同意した受入試験の振動値に基づいて決める。ある運転時間を経ると定常運転状態の基準値
を確定でき,それに従って警報値を設定し直す。
機械のオーバホール後のように,定常運転状態の基準値が変わった場合には,警報値を見直すことが望
ましい。同じ機械でも軸受位置が異なると動的負荷及び支持剛性の相違によって実際の警報値が軸受位置
ごとに異なることがある。
A.2.3.2 停止値の設定 停止値は,通常,その機械の健全性を維持することに関係するとともに,異常な動
的負荷に対する機械の耐久性を考えた設計方法にも関連する。したがって,設定する停止値は,同じ設計
のすべての機械で同じ値であり,警報値の設定と違って定常運転状態の基準値とは関連がない。
設計の異なる機械では停止値に差があることもあり,停止値の明確な指針をここで示すことは不可能で
ある。停止値は,一般に,ゾーンC又はゾーンDの中にある。
9
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ゾーンの境界値及び回転速度の適用範囲は,機械の種類によって変わ
る。適切な基準の選択及び誤った外挿の回避が重要である。
附属書A図1 評価基準の一般的な形
10
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) 測定量の求め方
序文 この附属書(参考)は,測定量の求め方について記述するものであり,規定の一部ではない。
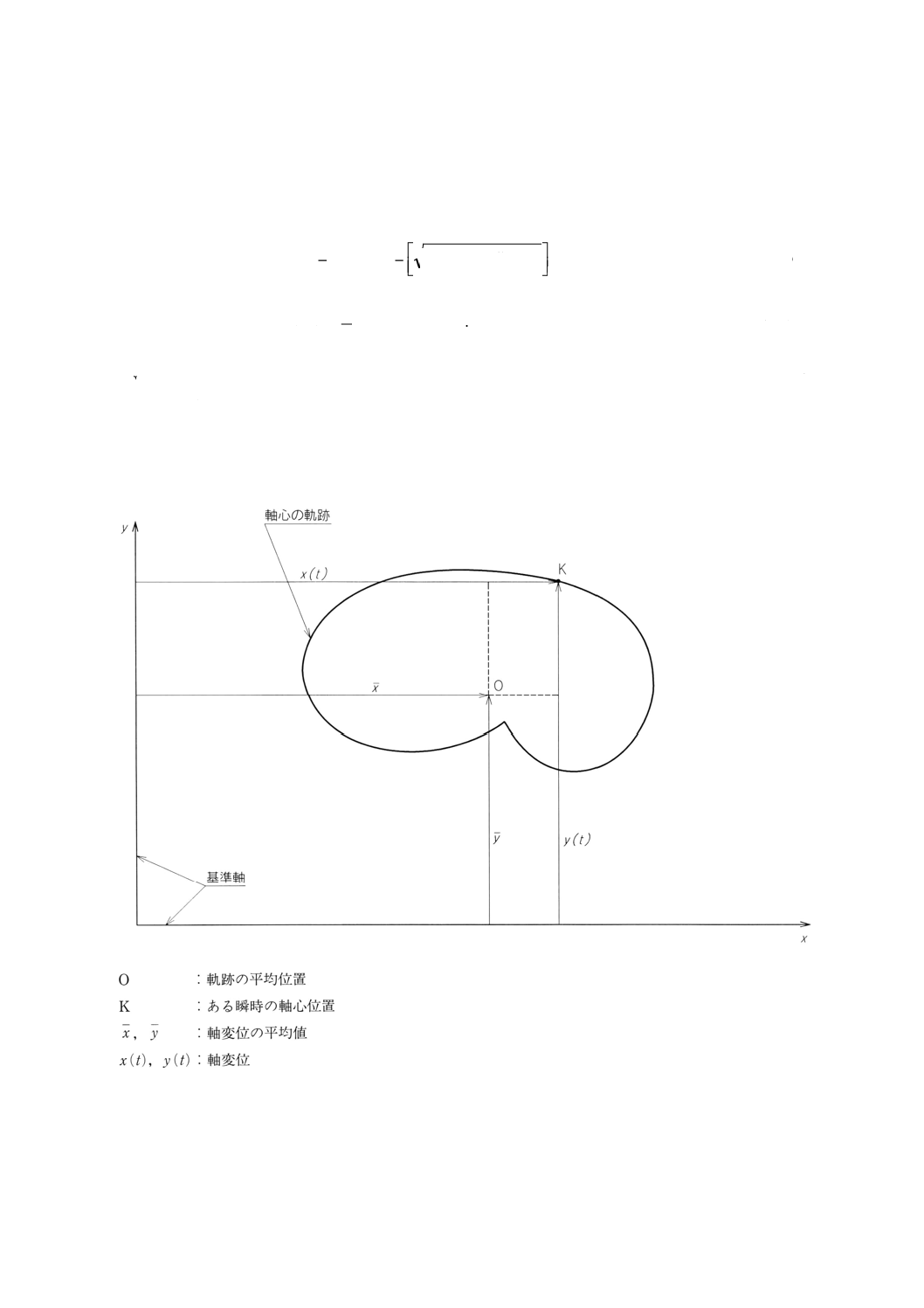
B.1 軸振動の力学 任意の軸方向位置での回転軸の振動は,軸心位置の時間変化を表す軌跡によって特徴
づけられる。附属書B図1は,典型的な軸心の軌跡を示している。軸心の軌跡の形は,軸,軸受及び軸受
支持部又は基礎の動特性,回転体の軸方向位置及び励振の形態によって変わる。例えば,励振が単一周波
数の正弦波である場合には,軸心の軌跡はだ円であるが,状況によっては軸心の軌跡は,円又は直線にな
ることがあり,軸心がだ円を1周する時間は,励振力の周期に等しい。
最も重要な励振力の一つに回転体の不釣合いがある。その励振周波数は,軸の回転周波数に等しい。一
方,断面が非対称な回転体のように,励振周波数が軸の回転周波数の整数倍となるような他の励振の形態
もある。例えば,自励的な不安定力によって生じる振動の場合は,通常,軸心の軌跡は,単純な形ではな
くて,一周期にわたって形が変化し,必ずしも調和振動ではない。一般に,軸振動は,多くの異なる原因
で生じる。したがって,軸心の軌跡は,個々の励振力に対する応答のベクトル和となり,複雑な形になる。
B.2 軸振動の測定 軸方向の任意の位置での軸心の軌跡は,90°(90°が望ましいが,少しのずれでは大
きな誤差を生じない)離れた半径方向に取り付けた二つの振動変換器で測定できる。変換器間の角度が大
幅に90°と異なっている場合には,直交軸へのベクトル分解が必要となる。変換器が絶対振動を測定する
場合には,軸心の軌跡は,非回転部の振動とは独立した軸の絶対軌跡になる。変換器が相対振動を検出す
る場合には,測定された軸心の軌跡は,変換器が取り付けられた構造部分に対し相対的な軌跡になる。
B.3 測定量
B.3.1 時間積分した平均位置 附属書B図1に示すように,ある基準位置に関して特定の直交二方向にお
ける軸変位の平均値 (x,y) は,次の式(B.1)及び式(B.2)に示す時間積分で定義される。
∫
−
=
2
1
)
(
1
1
2
t
t
dt
t
x
t
t
x
·································································· (B.1)
∫
−
=
2
1
)
(
1
1
2
t
t
dt
t
y
t
t
y
·································································· (B.2)
ここに,x (t) 及びy (t) は,基準位置に対する変位の時間とともに変動する値であり, (t2-t1) は,最も
低い周波数成分の周期と比較して大きい。絶対振動を測定する場合には,基準位置は空間に固定されてい
る。相対振動を測定する場合には,このx及びyの値は,測定した軸方向位置での非回転部に対する軸の
相対的な平均位置を示す。この平均位置は,振動成分の周期と比べて通常ゆっくりと変化するが,それは,
軸受,基礎の動き,油膜特性の変化など多くの要因による。
一般に,任意の方向における時間積分した平均位置は,変位の最大値と最小値との和の半分から求めた
位置とは異なることに注意する(附属書B図2参照)。しかし,軸振動が単一周波数の正弦波のときには,
軸心の軌跡はだ円になり,任意の測定方向で時間積分した平均位置は,変位の最大値と最小値との和の半
分から求めた位置と同じである。
11
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
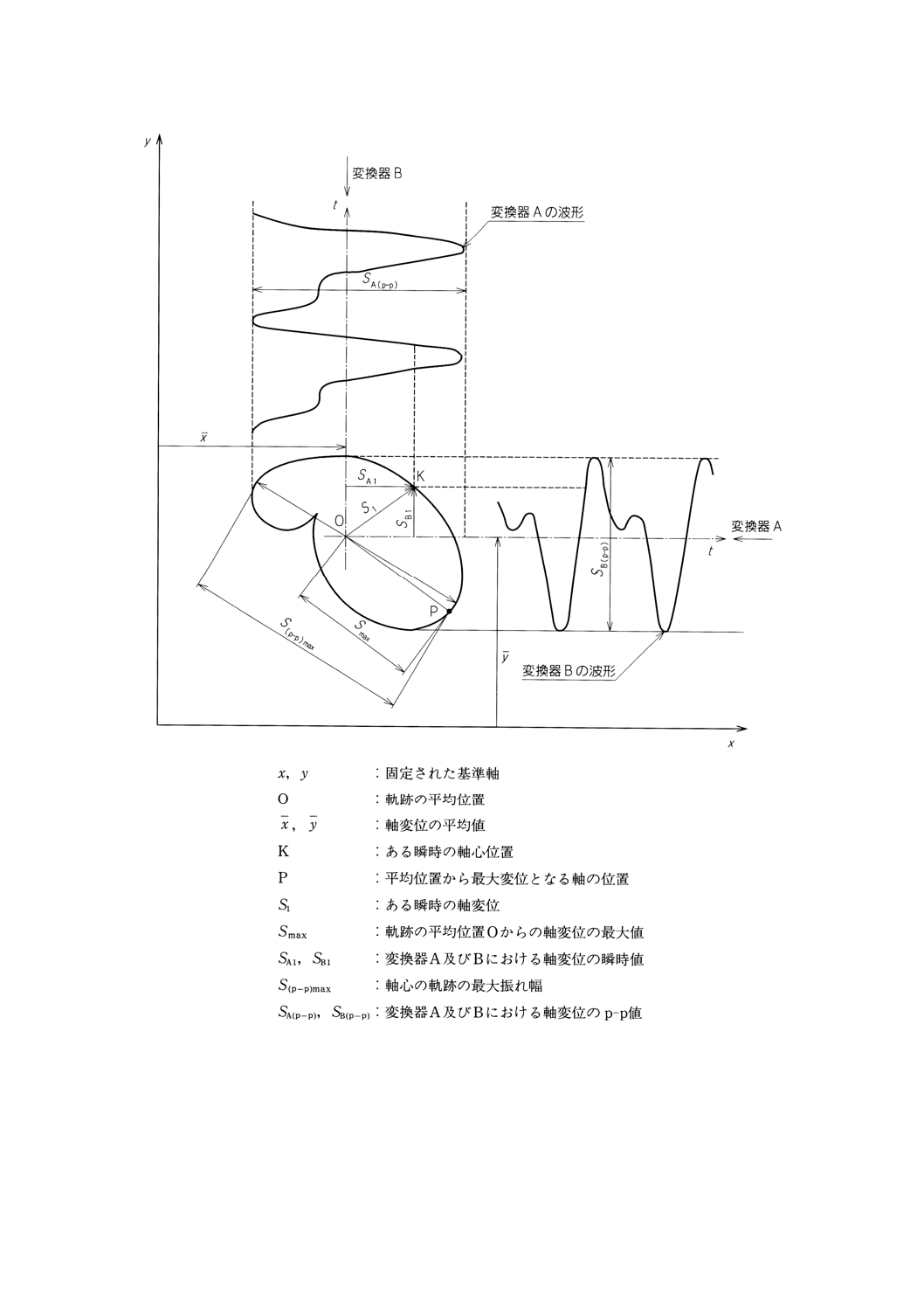
B.3.2 振動変位のp-p値 軸振動測定で重要な基本的測定量は,軸心の軌跡の形を表す交番的に変化する
量の大きさを示す値である。附属書B図2に示す軸心の軌跡において,軸振動を測定するための90°離し
て取り付けた二つの変換器A及びBがある。ある瞬時に軸心が軌跡上の点Kにあり,平均位置からの軸
変位の対応する瞬時値をS1とする。このとき,変換器AとBとの測定方向から見た軸の平均位置からの
軸変位の瞬時値は,それぞれSA1とSB1となる。
ここに,
21
21
21
B
A
S
S
S
+
=
········································································ (B.3)
軸心が軌跡に沿って移動するにつれて,S1,SA1及びSB1は,共に変化する。各々の変換器で検出される
波形を附属書B図2に示す。
備考 軸心の軌跡がだ円である場合には,これらの波形は,同一周波数の純粋な正弦波と考えられる。
変換器Aにおける変位のp-p値 (SA(p−p) )は,変換器Aの最大変位と最小変位との差と定義される。変換
器Bに対するSBに関しても同様である。一般に,SA (p−p) とSB (p−p) との値は等しくなく,それらは,他の
半径方向での同様の測定とも異なると考えられる。このことから,変位のp-p値は,測定方向に依存して
いるといえる。
これらの測定量は,平均位置の絶対値とは無関係であるから,平均値と変動値とを共に測定できるシス
テムを用いる必要はない。
変位のp-p値は,回転機械の振動を監視するのに最も頻繁に適用されている測定量である。
任意の直交二方向における変位のp-p値の測定は,単純であるが,附属書B図2に示した変位のp-p値
の最大となる値とその角度とを直接測定することは難しい。しかし,実用的にはこれに代わる測定量を採
用できることがわかっており,変位のp-p値の最大値の適切な近似は可能である。より正確な測定を行う
には,例えば,オシロスコープを用いて,さらに詳細な軸心の軌跡の調査が必要である。妥当な近似が得
られるよく知られた三つの方法をB.3.2.1〜B.3.2.3に示す。
B.3.2.1 方法A:直交二方向において測定した変位のp-p値の合成値 S (p−p) maxの値は,次の式で近似でき
る。
2
)
(
2
)
(
max
)
(
p
p
B
p
p
A
p
p
S
S
S
−
−
−
+
=
··················································· (B.4)
回転周波数が支配的であるときの近似方法として式(B.4)を適用すると,一般に,S (p−p) maxの値は,最大
で約40%の過大評価となる。
円軌跡の場合に誤差は,最大となり,軌跡が平たん(坦)になるにつれて徐々に誤差は小さくなり,直
線軌跡の場合には,誤差が0となる。
B.3.2.2 方法B:直交二方向において測定した変位のp-p値の最大値の採用 S (p−p) maxの値は,次の式で近
似でき,どちらか大きい値とする。
S (p−p) max=SA (p−p) 又はSB (p−p) ··················································· (B.5)
回転周波数が支配的であるときの近似方法として式(B.5)を適用すると,一般に,S (p−p) maxの値は,最大
で約30%の過小評価となる。
直線軌跡の場合に誤差は,最大となり,軌跡が円形になるにつれて徐々に誤差は小さくなり,円軌跡の
場合には,誤差は0となる。
12
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.3.2.3 方法C : Smaxの測定 軸変位の瞬時値は,附属書B図2に示すように変換器で測定したSA1及びSB1
によって式(B.3)を用いて得られるS1で定義できる。附属書B図2で軌跡上に点Pと定義された点がある。
その点は,平均位置からの変位が最大となる。この位置におけるS1は,変位の最大値として定義したSmax
に相当する。
max
2
2
max
1
max
)]
(
[
)]
(
[
)]
(
[
+
=
=
t
S
t
S
t
S
S
B
A
··································· (B.6)
S (p−p) maxの値は,式(B.7)で近似できる。
S (p−p) max=2Smax ····································································· (B.7)
式(B.7)は,Smaxを得るために,直交二方向での測定を単一周波数の正弦波について行ったときには正し
い。S (p−p) maxは,調和振動成分の特性に依存するので,その他の場合には,この式は,S (p−p) maxを過大評
価することが多い。
Smaxの定義には,時間積分した軸変位の平均値を知る必要がある。そのため,Smaxの測定は,平均値及
び変動値を測定できるシステムに限定される。さらに,二つの振動変換器で得られた信号によってSmaxを
評価するには,特殊な装置によるかなり複雑な計算処理が必要になる。
附属書B図1 軸心の軌跡
13
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B図2 軸心の軌跡−変位の定義
14
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考) 推奨する回転軸の相対振動及び絶対振動の測定装置
序文 この附属書(参考)は,回転軸の相対振動及び絶対振動の測定用に推奨する装置について記述する
ものであり,規定の一部ではない。
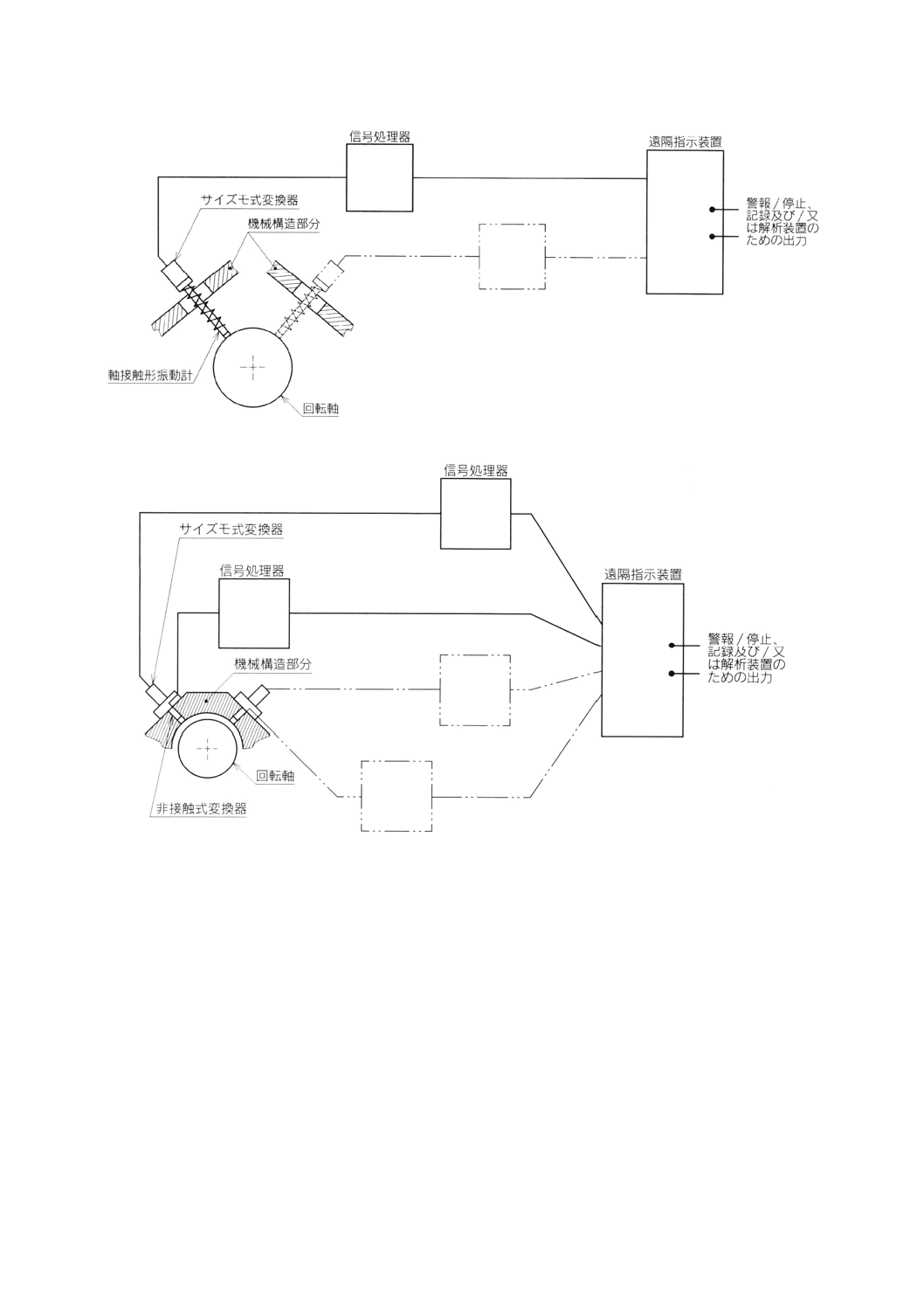
回転軸の横振動の測定には,三つ形式の測定システムが多く用いられている。各形式とも1方向又は2方
向で測定する。第1の形式は,非接触式変換器を用いて回転軸と軸受との相対運動を測定する形式,第2
の形式は,サイズモ式変換器を用いた軸接触形振動計による回転軸の絶対運動を測定する形式,及び第3
の形式は,非接触式変換器の出力と,構造部分,例えば,軸受箱に取り付けたサイズモ式変換器の出力と
を合成し,回転軸の絶対運動を測定する形式である。
備考 附属書C図1〜附属書C図3では,回転軸に垂直な同一断面に二つの変換器を90°離して取り
付ける例を示す。しかし,ある場合には,1方向の測定でもよい(本体の3.3参照)。
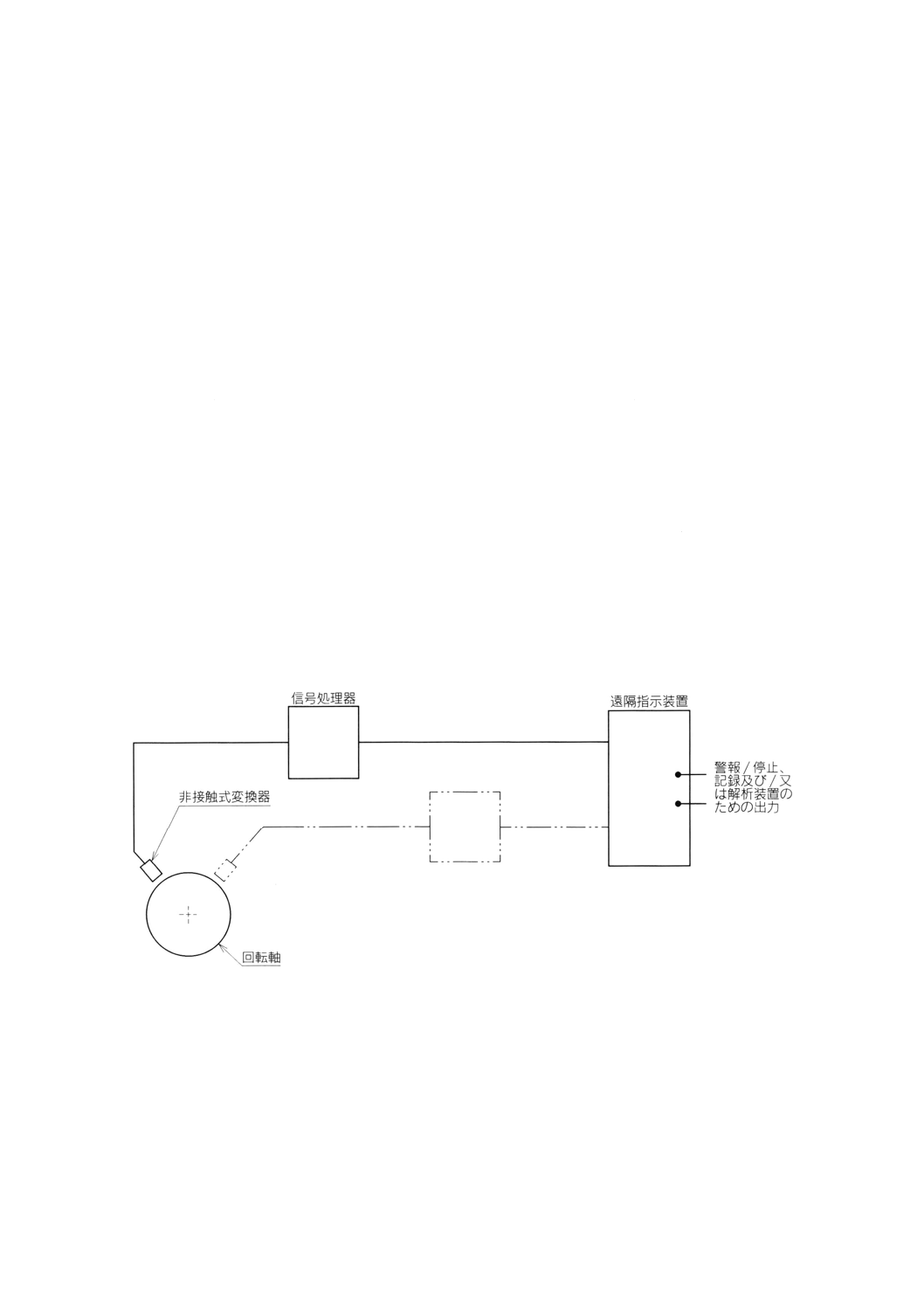
C.1 相対運動の測定システム(非接触式変換器) 附属書C図1に回転軸と構造部分,例えば,軸受箱と
の相対運動の測定に用いる典型的なシステムの概要図を示す。このシステムは,非接触式変換器,信号処
理器及び出力装置から構成される。
変換器を初めて取り付ける場合には,その場で変換器と軸とのすきま量と変換器出力との校正を行うこ
とが望ましい。機械の運転状態では,すきまの平均位置が変化することに留意することが望ましい。変換
器の特性の直線範囲内で測定されていることを確かめなければならない。
非接触式変換器の取付け時には,変換器が回転軸の振動だけを感受し,測定精度が変換器に近接した導
電性材料及び磁界の影響を受けていないことに注意を払う必要がある。
測定システムは,必要とする周囲数範囲で動的な変位と,変換器支持構造部分に対する回転軸の相対的
な平均軸位置との両方が表示できるものが望ましい。この平均軸位置から,正しいすきま位置に変換器の
取付けが可能になる。また,軸受油膜は,安定して形成されているが,振動が無視できる低速回転時に得
られるランアウトの量を評価するのに用いる(例えば,定格回転速度が3 000r/minの機械では,ランアウ
トは200r/min程度で評価できる)。
軸接触形の相対振動計のような他の測定システムを用いることもある。
備考 微速回転時のランアウトの測定では,例えば,一時的な軸の曲がり,軸受すきま内での軸の不
規則な動き,軸方向の動きなどにも影響されるので注意する。
C.2 絶対運動の測定システム(サイズモ式変換器付き軸接触形振動計) 回転軸の絶対運動を測定する典
型的なシステムの概要図を,附属書C図2に示す。このシステムは,軸接触形振動計に取り付けたサイズ
モ式変換器(速度形又は加速度形),軸接触形振動計を軸の動きに正確に追従させるための支持装置,及び
出力装置から構成される。
備考 静止構造体に対する軸の相対的な平均位置は,このシステムでは測定できない。
軸接触形振動計は,回転軸振動を正確にサイズモ式変換器に伝達する必要があるため,振動測定に有害
な影響を及ぼしたり,信号をひずませてしまうびびり振動及び固有振動数の影響が,必要とする周波数範
囲にないことが望ましい。サイズモ式変換器の出力は,回転軸の動的な変位の正しい測定結果が得られる
ように,適切に信号処理することが望ましい。
15
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.3 絶対運動の測定システム(非接触式変換器とサイズモ式変換器との組合せ) 回転軸の絶対振動の測
定に用いられ,さらに軸受箱の絶対振動及び軸の相対振動の測定にも使用できる典型的なシステムの概要
図を附属書C図3に示す。このシステムは,非接触式の相対変位変換器,サイズモ式変換器(速度形又は
加速度形),信号処理器及び出力装置から構成される。
二つの変換器は,それらの絶対運動が同じになるように共通の剛な構造部分に感度方向を平行にし,近
接して設置する。
このシステムの非接触式変換器部分は,C.1と同様で,かつ,すきま間隔だけでなく回転軸の相対振動
変位についても比例した出力が得られるのがよい。この非接触式変換器の出力は,回転軸と変換器が取り
付けられた構造部分との二つの動きを合成したものである。
サイズモ式変換器の出力は,非接触式変換器が取り付けられた構造部分の動きに比例しており,必然的
に変位信号に変換する必要がある。この信号の振幅及び位相は,非接触式変換器の信号の振幅及び位相も
同様に,回転軸の正しい絶対運動が測定できるように調節した後に,ベクトル的に合成する。個々の測定
システムで出力信号の位相及び振幅が調整できるようにすることに留意する。それによって,ベクトル合
成する前の個々のシステムの固有の特性を修正しなければならない。サイズモ式変換器からは,非回転部
分(例えば,軸受箱)の絶対振動に比例した出力も得られる。
測定システムは,支持構造部分に対する回転軸の相対的な平均位置と,回転軸の絶対振動の動的な変位
とを表示できるものがよい。ここで,回転軸の絶対振動は,支持構造部分の絶対振動と回転軸の相対振動
とのベクトル和になっている。
C.4 システムの総合性能及び使用環境について システムの性能及び使用環境については,将来の国際規
格における課題である。
附属書C図1 非接触式変換器を用いた相対運動測定システムの概要(C.1参照)
16
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C図2 サイズモ式変換器と軸接触形振動計を用いた絶対運動測定システムの概要(C.2参照)
附属書C図3 非接触式変換器とサイズモ式変換器を用いた絶対運動測定システムの概要(C.3参照)
17
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D(参考) 振動変化のベクトル解析
序文 この附属書(参考)は,振動変化のベクトル解析について記述するものであり,規定の一部ではな
い。
附属書Aには定常運転時における軸振動の大きさ及びこれらの定常値の大きさの変化についての評価基準
を規定している。しかし,振動変化は,個々の振動数成分のベクトル解析によってだけ特定できる場合が
ある。
D.1 概要 回転軸上で測定する広帯域の定常的な振動信号は,本来複雑で多くの異なった振動数成分から
なる。個々の成分は,振動数,振幅及び既知の基準点に相対的な位相で表される。従来の振動監視装置は,
個々の振動数成分を分離せずに,すべての振動数成分を含んだ信号の大きさを測定するものであった。し
かし,最近の診断装置は,複雑な信号を分析できるので個々の振動数成分の振幅及び位相を求めることが
できる。これらは,振動の異常な挙動の主要な原因を診断するときに用いられ,振動技術者にとって重要
で役立つものである。
広帯域振動の変化よりも個々の振動数成分ごとの振動の変化のほうが,ベクトル変化の形で示せるため
変化を容易に把握でき,かつ,有用である。
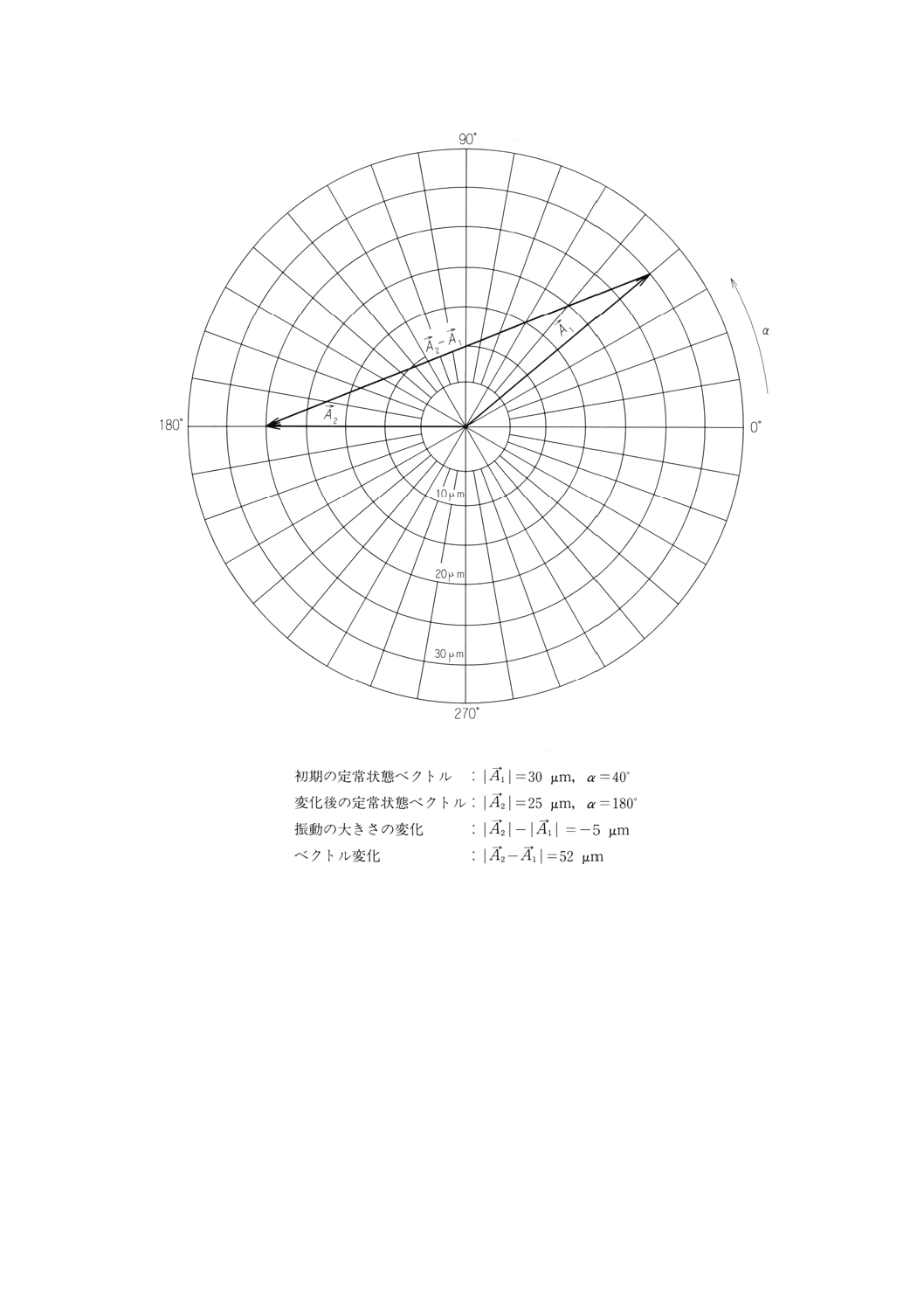
D.2 ベクトル変化の重要性 附属書D図1は,ある特定の振動数成分の振幅及び位相をベクトルで表示し
た極座標線図である。ベクトル
1Aは,初期の定常状態における振動状態を示しており,この例では振動の
大きさは30μm,位相角は40°である。ベクトル
2
Aは,機械に変化が生じた後の定常状態での振動状態を
示しており,振動の大きさはこのとき25μm,位相角は180°である。したがって,振動の大きさは5μm
減少しているが,実際の振動変化量は,ベクトル
2
A−
1Aとなり,52μmの大きさになる。これは振動の大
きさだけを比較した場合の10倍以上の値となる。
この例は,振動の大きさだけに基づいた振動変化を基準とすることの限界を表している。
D.3 ベクトル変化の監視 D.2で示した例は,振動信号をベクトル変化で示す重要性を明らかに表してい
る。一般に広帯域振動の振動信号は,多くの振動数成分によって構成されており,それぞれの成分がベク
トル変化をしていることに留意しなければならない。また,ある特定の振動数で許容できない振動変化も,
異なった振動数成分に対しては許容範囲以内の場合もある。
附属書Dでは,振動を専門としない人による通常運転での広帯域振動の監視を本来の目的としており,
個々の振動数成分のベクトル変化に対する評価基準を規定することは,現状では難しい。
18
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D図1 個々の振動数成分の大きさの変化とベクトル変化との比較
19
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E(参考) 参考文献
[1] ISO 2041 : 1990, Vibration and shock−Vocabulary
[2] ISO 5348 : 1987, Mechanical vibration and shock−Mechanical mounting of accelerometers
[3] ISO 7919-2 : 1996, Mechanical vibration of non-reciprocating machines−Measurements on rotating shafts and
evaluation criteria−Part 2 : Large land-based steam turbine generator sets
[4] ISO 7919-3 : 1996, Mechanical vibration of non-reciprocating machines−Measurements on rotating shafts and
evaluation criteria−Part 3 : Coupled industrial machines
[5] ISO 7919-4 : 1996, Mechanical vibration of non-reciprocating machines−Measurements on rotating shafts and
evaluation criteria−Part 4 : Gas turbine sets
[6] ISO 7919-5 : 1997, Mechanical vibration of non-reciprocating machines−Measurements on rotating shafts and
evaluation criteria−Part 5 : Machine sets in hydraulic power generating and pumping plants
[7] ISO 10816-2 : 1996, Mechanical vibration−Evaluation of machine vibration by measurements on non-rotating
parts−Part 2 : Large land-based steam turbine generator sets in excess of 50 MW
[8] ISO 10816-3 : 1998, Mechanical vibration−Evaluation of machine vibration by measurements on non-rotating
parts−Part 3 : Industrial machines with nominal power above 15kW and nominal speeds between 120r/min and
15000 r/min when measured in situ
[9] ISO 10816-4 : 1998, Mechanical vibration−Evaluation of machine vibration by measurements on non-rotating
parts−Part 4 : Gas turbine driven sets excluding aircraft derivatives
[10] ISO 10816-5 : −1), Mechanical vibration−Evaluation of machine vibration by measurements on non-rotating
parts−Part 5 : Machine sets in hydraulic power generating and pumping plants
[11] ISO 10816-6 : 1995, Mechanical vibration−Evaluation of machine vibration by measurements on non-rotating
parts−Part 6 : Reciprocating machine with power ratings above 100kW
[12] ISO 10817-1 : −1), Rotating shaft vibration measurement systems−Part 1 : Relative and absolute signal
sensing of radial vibration from rotating shafts
注1) 発行予定
20
B 0910 : 1999 (ISO 7919-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(主査)
中 川 栄 一
東京商船大学交通機械工学
(幹事)
※ 岸 郁 朗
株式会社富士電機生産技術研究所
岩 壺 卓 三
神戸大学工学部
※ 江 口 真 人
株式会社荏原総合研究所
小 野 京 右
東京工業大学工学部
本 間 清
工業技術院標準部
神 吉 博
神戸大学工学部
△ 黒 橋 道 也
株式会社神戸製鋼所機械本部開発部
※ 小 林 正 生
石川島播磨重工業株式会社技術研究所
※ 榊 田 均
株式会社東芝重電技術研究所
△ 鷺 沢 忍
※ 佐 藤 一 男
株式会社日立製作所電力電機開発本部
△ 富 沢 正 雄
三菱電機株式会社先端技術総合研究所
橋 本 繁 晴
財団法人日本規格協会
△ 古 池 治 孝
川崎重工業株式会社明石技術研究所
松 下 修 己
防衛大学機械工学
△ 安 田 千 秋
三菱重工業株式会社高砂研究所
(事務局)
中 蔦 勉
社団法人日本機械学会
※印:WG-1委員を兼ねる。
△印:WG-2委員を兼ねる。
文責 中川 栄一