2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0908-1991
(ISO 5347-0 : 1987)
振動及び衝撃ピックアップの
校正方法−基本概念
Methods for the calibration of vibration and
shock pick-ups−Basic concepts
日本工業規格としてのまえがき
この規格は,1987年第1版として発行されたISO 5347-0 (Methods for the calibration of vibration and shock
pick-ups−Part 0 : Basic concept) を翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本
工業規格である。
なお,この規格で下線(点線)を施してある“参考”,“訳注”及び“参考図”は,原国際規格にはない
事項である。
0. 序文 振動及び衝撃の正確な測定に対する要求が高まるにつれて,振動及び衝撃ピックアップの校正
はますます重要性を増している。それらの校正のために幾つかの方法が用いられ,又は提案されている。
それらのうちの幾つかの方法をISO 5347のこの部に規定する。6.節には振動及び衝撃ピックアップの絶対
校正の方法を規定する。
この規格には振動及び衝撃ピックアップの両方の校正方法を規定する。これは,振動測定用と衝撃測定
用のピックアップを区別することが難しいことが技術的に立証されているからである。
この規格は,加速度,速度及び変位ピックアップの校正に限定する。力,圧力及びひずみ測定用ピック
アップは規定しないが,それらのうちのある種のものはこの規格の規定と同様な方法で校正することがで
きる。さらに,回転振動測定用のピックアップも除く。これは現在,この種のピックアップがごく少ない
ことと,校正の装置及び方法がこの規格に規定される並進ピックアップ用のものと多少異なるからである。
ISO 5347のこの部は,用語の定義及び基本的な絶対校正について規定する。さらに,振動及び衝撃ピッ
クアップの感度校正の種々の方法,並びに感度以外の特性を測定する方法について通則的事項を規定する。
校正の精度を明確にするために装置及び手順を詳細に記載しなければならない。校正の各方法に関するこ
の種の情報は,次に示すISO 5347の各部に示す。
Part 1:Primary vibration calibration by laser interferometry
Part 2:Primary shock calibration by light cutting
Part 3:Secondary vibration calibration
Part 4:Secondary shock calibration
Part 5:Calibration by Earth's gravitation
Part 6:Primary vibration calibration at low frequencies
Part 7:Primary calibration by centrifuge
Part 8:Primary calibration by dual centrifuge
2
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Part 9:Primary vibration calibration by comparison of phase angles
Part 10:Primary calibration by high impact shocks
Part 11:Testing of transverse vibration sensitivity
Part 12:Testing of transverse shock sensitivity
Part 13:Testing of base strain sensitivity
Part 14:Resonance frequency testing of undamped accelerometers on a steel block
Part 15:Testing of acoustic sensitivity testing
Part 16:Testing of mounting torque sensitivity
Part 17:Testing of fixed temperature sensitivity
Part 18:Testing of transient temperature sensitivity
Part 19:Testing of magnetic field sensitivity
備考 以上に示す各部のほかに目下研究中のものがある。
ピックアップはそれ自身を単独で校正することができる。それは接続ケーブル及び/又は調
整装置を含んでもよい。校正系は常に正確に記載しなければならない。
文章の末尾又は途中に記載してある角括弧内の番号は,参考文献の番号を引用している。
1. 適用範囲 この規格は振動及び衝撃ピックアップの校正の方法について規定するほか,感度を含むそ
の他の特性の測定方法について規定する。
絶対校正方法のうち,6.2.1に推奨できる方法を規定する。振動及び衝撃の比較校正方法についても規定
する(6.3参照)。より詳細な事柄については,ISO 5347の他の部で規定する。
2. 適用分野 ISO 5347-0は,連続して出力を発生する並進加速度,速度及び変位ピックアップに適用し,
信頼性及び再現性のある結果が得られる校正方法を規定する。
この規格は,回転振動ピックアップの校正には適用できない。
3. 引用規格
ISO 1101 Technical drawings−Geometrical tolerancing−Tolerancing of form, orientation, location and
run-out−Generalities, definitions, symbols, indications on drawings
ISO 2041 Vibration and shock−Vocabulary
参考 JIS B 0153 機械振動・衝撃用語 参照
ISO 2954 Mechanical vibration of rotating and reciprocating machinery−Requirements for instruments for
measuring vibration severity
参考 JIS B 0907 回転機械及び往復動機械の振動−振動シビアリティ測定器に関する要求事項
参照
4. 用語の定義 この規格で用いる用語の定義は,ISO 2041によるほか,次による。
4.1
ピックアップ (pick-up) 測定する機械的運動(例えば,ある方向の加速度)を,容易に測定又は
記録できる量に変換する装置。
備考 ピックアップは,増幅器,必要な動作電力を供給する電源,その他必要な回路,出力の指示又
は記録などのための補助装置を含んでもよい。
3
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1.1
動作範囲 (operating range) 規定されている公差の限界内で,線形ピックアップとして動作する
振動数及び振幅の範囲。
4.1.2
可逆ピックアップ (reciprocal pick-up) 発生した力に対する加えた電流の比(速度が0になるよ
うにピックアップを拘束したとき)が,発生した電圧に対する加えた速度の比(電流が0になるようにピ
ックアップを開回路にしたとき)に等しいピックアップ。例えば,電磁形ピックアップ及び圧電形ピック
アップ。
4.1.3
非可逆ピックアップ (unilateral pick-up) 電気的励振が機械的効果を引き起こさない,例えば,
変換素子にひずみゲージを用いたピックアップ。
4.2
入力信号 (input signal) ピックアップの入力側に加える信号。例えば,ピックアップの取付面に加
える加速度。
4.3
出力信号 (output signal) 与えられた入力信号に応じてピックアップに発生する信号。
4.4
感度 (sensitivity) 線形ピックアップの取付面に,規定された受感軸に平行な正弦励振を加えたと
きのピックアップ入力に対する出力の比。通常,感度は振幅及び位相の両方の情報を含む。したがって,
振動数によって変わる複素量である。正弦入力運動は,次の式で表す。
(
)
[
]
1
exp
ˆ
ϕ
ω+
=
t
j
d
d
(
)
(
)
[
]
1
1
sin
cos
ˆ
ϕ
ω
ϕ
ω
+
+
+
=
t
j
t
d
···················································· (1)
+
+
=
=
2
exp
ˆ
1
π
ϕ
ω
ω
t
j
u
d
j
u
+
+
+
+
+
=
2
sin
2
cos
ˆ
1
1
π
ϕ
ω
π
ϕ
ω
t
j
t
u
······································ (2)
(
)
[
]
π
ϕ
ω
ω
+
+
=
=
1
exp
ˆ
t
j
a
u
j
a
(
)
(
)
[
]
π
ϕ
ω
π
ϕ
ω
+
+
+
+
+
=
1
1
sin
cos
ˆ
t
j
t
a
·········································· (3)
(
)
[
]
2
exp
ˆ
ϕ
ω+
=
t
j
x
x
(
)
(
)
[
]
2
2
sin
cos
ˆ
ϕ
ω
ϕ
ω
+
+
+
=
t
j
t
x
·················································· (4)
ここに.
d: 変位の複素量
u: 速度の複素量
a: 加速度の複素量
x: 出力の複素量
dˆ: 正弦変位のピーク値
uˆ: 正弦速度のピーク値
aˆ: 正弦加速度のピーク値
ω: 角振動数
ϕ1及びϕ2: 位相角
t: 時間
j: 虚数単位
変位感度Sd(出力信号/m)は,次の式で表す。
(
)
[
]
2
1
exp
ˆ
ϕ
ϕ−
−
=
=
j
S
d
x
S
d
d
························································· (5)
ここに,
d
x
Sd
ˆ
ˆ
ˆ=
: 変位感度の大きさ
4
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(ϕ1−ϕ2) : 位相遅れ
速度感度Su[出力信号/ (m/s)]は,次の式で表す。
−
+
−
=
=
2
1
2
exp
ˆ
ϕ
π
ϕ
j
S
u
x
S
u
u
·················································· (6)
ここに,
u
x
Su
ˆ
ˆ
ˆ=
: 速度感度の大きさ
−
+
2
1
2ϕ
π
ϕ
: 位相遅れ
加速度感度Sa[出力信号/ (m/s2)]は,次の式で表す。
(
)
[
]
2
1
exp
ˆ
ϕ
π
ϕ
−
+
−
=
=
j
S
a
x
S
a
a
····················································· (7)
ここに,
a
x
Sa
ˆ
ˆ
ˆ=
: 加速度感度の大きさ
(ϕ1+π−ϕ2) : 位相遅れ
通常,変位ピックアップに対して変位感度,速度ピックアップに対して速度感度,加速度ピックアップ
に対して加速度感度を求める。一般に,振幅及び位相角は,振動数f=π
ω
2の関数である。
備考 変位,速度又は加速度ピックアップの場合に,振動数が零に近づくとき,それぞれの感度が零
にならないピックアップは零振動数応答(直流応答)があるという。一定加速度での感度は,
ω=0(ωは角振動数)での感度に相当し,位相遅れは零である。零振動数応答をもつピックア
ップの例としては,変換素子にひずみゲージ,ポテンショメータ,差動変圧器,力平衡(サー
ボ)又は可変リラクタンス回路を用いたピックアップがある。圧電形又は動電形ピックアップ
のようなサイズモ式ピックアップは,零振動数応答がないものの例である。
4.5
横感度比 (transverse sensitivity ratio, TSR) ピックアップの受感軸が入力と同じ方向に向いてい
るときの出力に対する,受感軸が入力に直角に向いているときの出力の比。
4.6
振動発生機 (vibration generator) 制御された運動をピックアップの取付面に加えるための装置。
備考 振動発生機を,励振機又は加振機ともいう。
5. 測定すべき特性
5.1
一般 ピックアップの校正の本来の目的は,ピックアップの受感軸に対して,その振幅及び振動数
範囲の校正係数を求めることである。
また,他の5自由度の運動に対する応答を知ることが重要である。例えば,並進加速度ピックアップに
ついては,受感軸に直角な方向の運動及び回転運動について応答を知ることが望ましい。その他の重要な
要素として,減衰,位相遅れ,非直線性(運動の振幅による応答の変化),温度及び圧力の変化の影響及び
接続ケーブルの運動のような外部的条件がある。
5.2
直接応答
5
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.1
振動数応答及び位相応答 振動発生機の運動の方向にピックアップの受感軸が平行になるように
ピックアップを置き,振動発生機によって加える運動,すなわち入力及びそのピックアップの出力を測定
することによってピックアップの感度を得る。連続指示方式及び最大値指示方式のピックアップはともに,
振幅及び振動数成分がそのピックアップの動作範囲内にある過渡励振で校正することもできる。共振の検
出に当たっては,振動発生機の振動数を,ピックアップの振動数範囲内でゆっくりと連続的に変えてピッ
クアップの出力を観測するのがよい。一般には,振幅感度校正に関する情報だけが振動数の関数として得
られる。しかしながら,振動ピックアップを,その振動数範囲の上限若しくは下限に近い振動数で用いる
とき,又は特別な用途に供するときは,位相応答が要求されることがある。位相応答は必要な振動数範囲
内で出力信号と機械的励振との間の位相遅れを測定して求める。
5.2.2
非直線性 ピックアップの出力の直線性からの偏差(振幅ひずみ)は,入力振幅をピックアップの
設計上の最小値から最大値へ増加させたときの出力振幅を測定して決定する。正弦振動発生機を使用する
とき,直線性の測定は幾つかの振動数で繰り返すことが望ましい。
非直線性には,いろいろな形態がある。ピックアップの感度は,振幅が大きくなるにつれて変化する場
合がある。ピックアップに振動又は衝撃を加えた場合,零点の変化を引き起こす永久的な変化が発生する
場合があるが,ピックアップの非直線性が急に増大することもある。
ピックアップの非直線性の形態及び大きさは,そのピックアップの振幅ひずみによって,又は共振曲線,
位相遅れ及び減衰を,理想化されたピックアップのそれと比較して表す。直線性からの許容偏差は,ピッ
クアップがどのような測定に使用されるかによって決定する。ピックアップの有効動作範囲の上限におい
て非直線性か発生することか多い。
5.3
スプリアス応答
5.3.1
温度依存性 多くのピックアップの感度,減衰比及び共振振動数は温度の関数として変化する。通
常は比較方法を用いて温度特性の校正を行う。標準ピックアップと供試ピックアップとを同一軸線上に取
り付ける。恒温槽の内側に供試ピックアップを置き,標準ピックアップは温度変化から保護するために恒
温槽の外側に置くか,又は校正中の周囲温度に対して感度の変化が2%以内に収まるように置く。振動発
生機は横運動が軸方向運動の25%未満であることが確認されている振動数以外では使用しない。校正を行
う振動数において,供試ピックアップと標準ピックアップとの間の相対運動が無視できるよう,振動発生
機の選定及び取付具の設計を行う。
温度特性の校正を行うための別の方法では,恒温槽の内側にある適当な取付具に標準ピックアップ及び
供試ピックアップを取り付ける。この校正方法は標準ピックアップの応答が既知である温度範囲に制限さ
れる。
静的加速度に応答するピックアップについては,最高温度及び最低温度において零点不平衡を測定する。
臨界減衰の10%より大きな減衰をもつピックアップの場合は,一つの振動振幅について四つ以上の振動
数及び室温に加えて四つの温度について校正することが望ましい。この方法は,コイルの作用を利用する
動電形のようなピックアップにも同様に適用できる。校正する振動数は,使用する振動数の範囲全域から
選ぶ。
圧電形ピックアップの内部静電容量及び内部抵抗の測定は,最高校正温度で安定した後に行わなければ
ならない。
最高校正温度において,使用増幅器の低振動数応答に影響するほど圧電形加速度ピックアップの内部抵
抗が低いときは,最高校正温度における低振動数応答の校正を行うことが望ましい。振動数応答を適切に
描けるように多くの振動数を選ばなければならない。校正は,校正する加速度ピックアップとともに用い
6
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る増幅器を含めた全システムで行うことが望ましい。
備考 高温は,加速度ピックアップと増幅器を組み合わせた系の雑音と安定度だけでなく,その加速
度ピックアップの低振動数応答にも影響を及ぼす。温度特性偏差は,室温での校正係数(ピッ
クアップの振動数応答が平たんである振動数範囲の一つの振動数で測定する。)を基準にして,
試験温度で決定される校正係数の変化として算出する。この変化は,室温校正係数の百分率で
表す。一般的に使用したい温度範囲内で,温度特性偏差が±15%を超えないピックアップを選
定することが望ましい。
5.3.2
圧電形ピックアップの過渡温度感度 圧電形ピックアップは,過渡的温度変化を受けるとすべてパ
イロ電気出力を生じる。特に強誘電性物質に生じる。パイロ電気出力は,結晶を構成する物質及びピック
アップの設計によって変わる。通常,パイロ電気出力の卓越振動数は,1Hzよりもかなり低い。
また,ピックアップのパイロ電気出力は,増幅器の低振動数特性によって除去できる。したがって,パ
イロ電気出力は,温度の時間的変化率とピックアップの特性を含む増幅器の特性とによって変わる。
パイロ電気試験には,ピックアップとともに通常用いる形式の増幅器を使用する。ピックアップを通常
の取付法でアルミニウムブロックに取り付け,この両者を氷水の槽又は室温からおよそ20℃異なる温度の
適当な液体の槽に急に浸す。槽の液体を記録することが望ましい。ブロックの質量をピックアップの質量
のおよそ10倍にとることが望ましい。液体がピックアップに染み込んだり,コネクタにおいて液体による
電気漏れ抵抗の低下などがないような予防措置が必要である。増幅器の最大出力及び過渡変化の始点から
この最大出力に達するまでの時間を直流オシロスコープ又は記録計で測定する。その出力が最初の2秒以
内に反転し,反対極性の最大値に達するならば,その振幅と最大値に達するまでの時間を記録する。加速
度ピックアップについては,槽の温度と室温との差と加速度ピックアップの感度との積でピックアップの
最大出力を割り,過渡温度感度 [(m/s2) /℃] を表す。
特別に低振動数特性が著しく異なる増幅器を使用する場合には,使用を予定している増幅器を用いてパ
イロ電気試験を行う。
また,過渡温度の時間的変化率が上述の条件から大きく異なる場合は,特別な温度環境を模擬して試験
を行ってもよい。
5.3.3
横感度比 (TSR) 通常500Hz以下の単一の振動数で横感度比を決定する。試験した振動数はそれ
を記録しなければならない。ある振動数について,受感軸に直角な面内の運動が受感軸方向の運動の少な
くとも100倍の既知の正弦振動をピックアップに加える。1%未満の横感度比の場合は,運動に対する要求
は更に厳しくなり,試験には極度の注意及び熟練を必要とする。
最大の横応答を求めるために,取り付けたピックアップを45°以下の間隔でその受感軸の周りに360°
回転させる。
備考 圧電形加速度ピックアップの今までの実験的な横感度測定では,約2kHzまでの振動数域では
振動数依存性の存在は確認されていない。2kHzから10kHzまでの振動数範囲内の横応答につ
いてのデータは少ない。幾つかの実験結果では,低振動数横応答(500Hz未満)と高振動数横
応答 (2kHz〜10kHz) はほぼ同程度の大きさである。一般には,軸共振振動数が30kHz以上の
加速度ピックアップでは主要な横共振は10kHz以上であって,ピックアップの正規の動作範囲
を超えていると考えられる。他の形式のピックアップについての有用な情報は現在更に少ない。
できる限り横共振の最低振動数を決定することが望ましい。
7
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.4
回転運動に対する感度 ある種の並進振動ピックアップは,回転運動に対して感度をもっている。
それらの例としては,たわみ形の圧電形加速度ピックアップ,ピエゾ抵抗形加速度ピックアップ,振子式
力平衡(サーボ)形加速度ピックアップがある。現時点では,適切な試験方法に関する知識が欠けている
ため,要求事項・試験方法も確立していない。しかし回転感度の存在に留意し,この影響による測定誤差
を除くために他の試験の場合にも対策を講じる必要があることもある。
5.3.5
ベースひずみ感度 以下に規定する手法は,ピックアップの取付面(ベース)の曲げによってピッ
クアップ出力に現れる誤差を求めるのに望ましい方法である。
25mの曲率半径で,250×10−6のひずみを発生する片持ばりにピックアップを取り付ける。鋼製片持ば
りを剛性支持になるように固定する。はりは幅76mm,厚さ12.5mmで自由長1 450mmとする。
このかた持ばりの固有振動数は5Hzに近い。はりの固定端から約40mmの位置に取り付けたピックアッ
プの近くに接着したひずみゲージでひずみを測定する。取付面の曲げの影響を受けにくい方法で取り付け
たピックアップによってその取付位置の運動を試験することができる。通常は試験されるピックアップの
10倍を超える校正係数をもつピックアップを用いるのが適当である。ひずみゲージ及び供試ピックアップ
の出力を記録する。
はりの自由端に手で変位を与えることによって,この系を励振する。はりの表面におけるひずみが250
×10−6(これは曲率半径25mに相当する。)であるときのピックアップの出力を記録する。誤差は取付位
置におけるはりの運動とピックアップによって示される運動との差である。この差を250で割って1×10
−6のひずみに対するひずみ感度を求める。
幾つかのひずみ振幅及び方向でひずみ感度を試験することが望ましい。ピックアップの最大ひずみ感度
は使用方法及び取付条件によって有意な誤差を生じることがある。例えば,ある圧電形加速度ピックアッ
プは,校正用の振動発生機のピックアップ取付面にひずみを発生する振動数で数パーセントの誤差信号を
生じる。
5.3.6
磁気感度 50又は60Hzの既知の磁界にピックアップを置き,ピックアップを回転させ,ピックア
ップの最大電気出力を記録する。加速度ピックアップについては,感度に関する等価な量として [(m/s2) /T]
を記録する。速度ピックアップについては,有効振動数範囲にわたって,感度に等価な量として [(m/s) /T]
を記録する。誘起される機械振動及び電気雑音は試験装置から除かなければならない。
5.3.7
取付トルク感度 ピックアップの取付トルクによる校正係数の変化は,規定トルクの21,規定トル
ク及び最大規定トルクの2倍のトルクを加えて求める。取付けに,ねじ,ボルト又はその他のねじ取付具
を使用するピックアップに限りこの試験を適用する。もし,正規の取付けに1個以上の締具が使われると
きは,各々の締具にそれらのトルクを加えることが望ましい。
ピックアップ取付面に,平面取付けを妨げるばり又はその他の表面欠陥がないように注意することが望
ましい。ピックアップを取り付ける試験面は平たんで滑らか,かつ,鋼製とすることが望ましい。その試
験面は,表面粗さが1μmRa以下になるように研削し,平行な二つの平面間の距離が5μmである二面内に
入るような平面度とする。
ピックアップを取り付ける試験面0.05mm以下の直角度(ISO 1101参照)でドリルで穴をあけ,タップ
立てすることが望ましい。結合面の潤滑のためには,一般に推奨される方法を用い,それを明示すること
が望ましい。3段階の試験トルクの各々について0からトルクを加えるために,常に取り外した状態から
トルクを加えることが望ましい。規定トルクにおける校正係数を基準にして,規定トルクの21,及び規定
トルクの2倍における校正係数の変化をトルク感度として記録する。加えるトルクの不確かさは±15%を
超えないことが望ましい。
8
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.8
特殊環境 ある種のピックアップは,ケーブルに対する強い静電界,変動磁界,高周波電界及び音
場並びに放射線照射のような特殊環境ではその動作が悪影響を受けることがある。悪影響が予想される場
合について特殊な試験が開発段階にあるが(ISO 2954参照),現在のところ,ピックアップに対するこの
ような特殊環境の影響を測定するための一般に認められた手法はない。
6. 校正方法
6.1
一般 ピックアップを直接校正するためには,ピックアップに対して制御及び測定が可能な入力を
加えることができる振動発生機を用いる必要があり,かつ,ピックアップ出力の記録又は測定が可能でな
ければならない。ピックアップは振動発生機に取り付けなければならない(又はピックアップ出力がピッ
クアップと測定対象との相対運動による場合は振動発生機の近くに取り付けなければならない。)。
取付具はピックアップの振動数範囲において,ピックアップに振動発生機の運動を伝達するために十分
強固でなければならない。質量要素としてのピックアップと,ばね要素としての取付具とから構成される
1自由度系の固定振動数は,振動発生機の運動の最高次の振動数成分よりも高くする必要がある。振動発
生機は,重力の方向に対してピックアップを傾斜させる支持台,遠心機,動電形振動発生機又は弾道振子
のアンビルのいずれでもよい。振動数0での校正には,傾斜台及び遠心機を用いる。地球の重力場におけ
る低振動数校正のためには,回転校正を用いる。定常状態における正弦校正には,通常,動電形振動発生
機を用いる。過渡的励振を加える弾道振子は,固有振動数応答を明らかにし,大きな加速度及び速度で校
正を可能にするので,動電形振動発生機に対する補完的な方法として使用することができる。加えて,衝
撃励振は大きな加速度及び速度変化に対するピックアップの動作の確認,並びにピックアップと結合して
いる補助装置が過度状態で正確に機能しているかどうかを試験するために使用することができる。
幾つかの校正方法がこの規格に規定されている。これらの校正方法を特別な目的に使用してもよいが,
絶対校正にはレーザ干渉計を使用することが望ましい。標準ピックアップを校正するときはできるだけこ
の方法で校正するのがよい。もし,一つの振動数で校正するときは,状況に応じて振動数は160Hz,80Hz
又は16Hzを使用することが望ましい。必要な振動数範囲の飛び飛びの振動数で校正して振動数応答を得
てもよいし,精度は下がるが基準振動数における感度に対する振動数応答として求めてもよい。校正に対
するその他の要求の多くは,絶対校正された標準ピックアップに対する比較によって解決することができ
る。校正は常にピックアップの運動する取付面(ベース)を基準にして行う。背面合わせ方式の校正標準
については,供試ピックアップを取り付ける面を基準にして校正を行う。
6.2
絶対校正方法
6.2.1
変位振幅及び振動数測定による校正
6.2.1.1
一般 多くの動的な校正方法は,ピックアップが受ける振動の変位振幅の正確な測定による。こ
の方法は,一般には連続指示方式のピックアップに使用される。振動発生機によってピックアップに加え
られる正弦運動は定められた方向の運動であり,かつ横運動が無視できるものであることが望ましい。
測定された変位は速度u及び加速度aを算出するのに使用することができる。
式,u=2πfd及びa= (2πf) 2dは,変位振幅d及び振動数fの正弦変位を時間でそれぞれ1回及び2回微
分することによって導かれる。これらの式は,運動の高調波及び雑音含有量が微分後において無視できる
と仮定している。したがって,電源による波形ひずみ又は機械共振などによる波形ひずみを最小にするこ
とが特に必要である。
また高調波は,ピックアップに共振応答を引き起こすことがあるので,注意が必要である。
一度,変位振幅が測定されれば,ピックアップの感度は,速度振幅又は加速度振幅に対するピックアッ
9
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
プ出力の比として計算できる。変位振幅はレーザ干渉法によって測定する。その方法については,[1],[2],
[3],[4],[5]及び[6]で詳細に述べてある。
レーザ干渉法を用いた計算方法では,1 000m/s2,600Hz(変位振幅70μpmに相当する。)までは一般に
よい精度が得られる。不確かさは600Hzで1%,80Hz〜160Hzで0.5%といわれている。変位測定において,
加速度ピックアップが振動する振動数(又はその振動数の高調波)で,参照鏡が振動するときは無視でき
ない誤差が発生する。誤差はビームスプリッタの振動によっても発生する。高感度の加速度ピックアップ
を使用してこのような振動を監視したほうがよい。
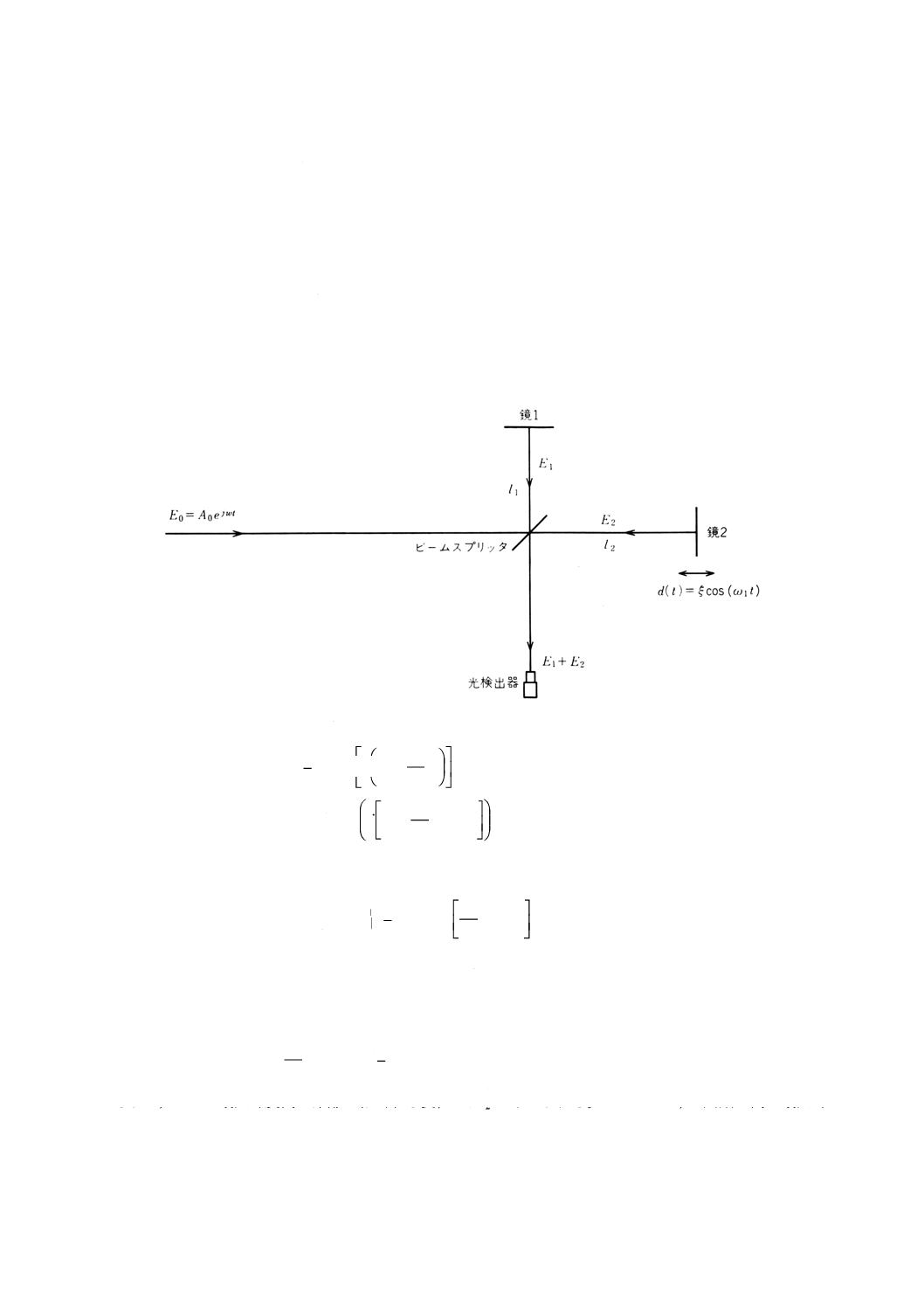
6.2.1.2
光波干渉計の理論 動作原理を図1に示す。ここに,E0,E1,E2は電界ベクトル,l1及びl2はビ
ームスプリッタ通過後の実光路長を表す。測定される変位(鏡2の変位)をdで表す。
図1 光波干渉計の原理
電界ベクトルE1及びE2を次の式で表すことができる。
+
=
1
1
1
4
exp
l
t
j
A
E
λ
π
ω
(
)
+
+
=
d
l
t
j
A
E
2
2
2
4
exp
λ
π
ω
ここに,
λはレーザ光の波長である。
光検出器に入射する光束の輝度I (t) は,次の式によって与えられる。
()
(
)
+
+
=
+
=
d
L
B
A
E
E
t
I
λ
π
4
cos
2
2
1
ここに,
A及びB: 系の定数
L=l2−l1
輝度の式から,最大輝度は次の式の条件のときに生じることが分かる。
(
)
π
λ
π
n
d
l
l
2
4
1
2
=
+
−
さらに,二つの最大輝度間の距離に相当する変位dは2λで与えられる。したがって,1周期の間の最大輝
度の数Rfは,次の式のようになる。
10
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
λ
ξ
λ
ξ
8
2
4
=
=
f
R
Rfは,1秒間に計数される干渉じま(縞)の数を鏡の加振振動数で割って得られることから,一般に“振
動数比”といわれる。
変位振幅ξは,次の式によって与えられる。
8
λ
ξ
f
R
=
振動数比及び振動数を測定すれば,速度及び加速度を算出することができる(訳注:この方法を干渉じ
ま計数法ともいう。)。同じ測定系は,干渉じま計数法による振動数の範囲外においても変位振幅測定に使
用することができる。輝度I (t) の周波数スペクトルに着目すると他に幾つかの振幅測定方法が考えられる。
[1]で示したように,輝度I (t) は,次の式のように展開される。
()
(
)
(
)
−
+
−
+
=
Λ
t
J
t
J
J
L
B
A
t
I
1
4
1
2
0
4
cos
4
2
2
cos
4
2
4
4
cos
ω
λ
πξ
ω
λ
πξ
λ
πξ
λ
π
(
)
(
)
+
−
−
Λ
t
J
t
J
L
B
1
3
1
1
3
cos
4
2
cos
4
2
4
sin
ω
λ
πξ
ω
λ
πξ
λ
π
次の二つの例は,ここで必要な信号処理の原理を説明している。
(a) 第n高調波成分が0になるように振動振幅を調整することによって,上の式で
0
4
=
ξ
λ
π
n
J
とおいて,ξを得ることができる。
(b) 二つの高調波成分の比からξを求めることができる。例えば,次の式からξを得ることができる。
3
1
3
1
4
4
V
V
J
J
=
ξ
λ
π
ξ
λ
π
ここに,V1及びV3は基本波及び第3高調波の振幅の測定値である。
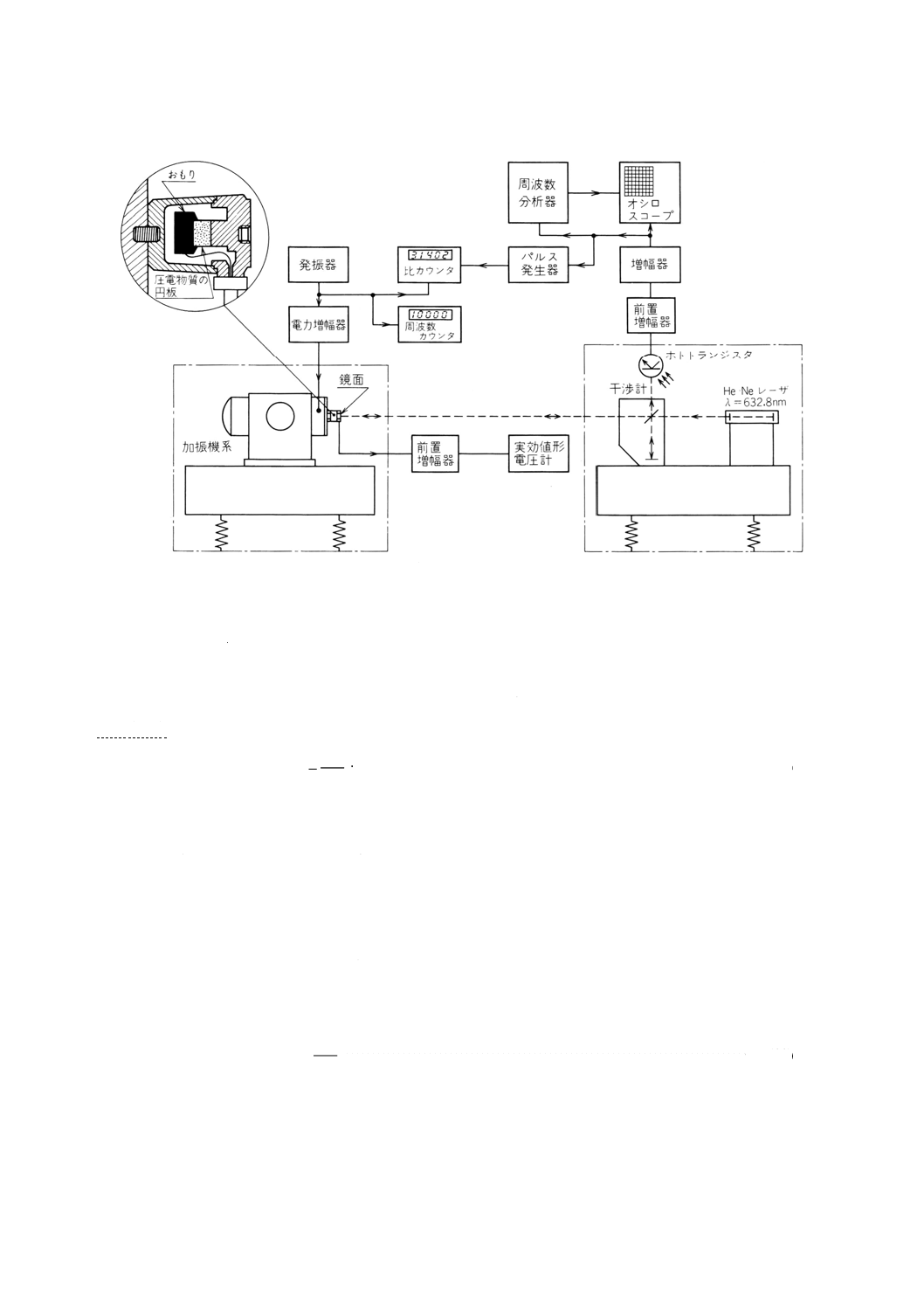
6.2.1.3
測定系 測定系の一例を図2示す。ピックアップはいわゆる基準ピックアップであって,その上
面(基準取付面)で感度を決定する。レーザの出力は1mWで,検出器は普通のシリコンホトトランジス
タである。パルス発振器は,カウンタに良好な信号を加えるために用いる。周波数分析器は零点法の場合
に適切な周波数を選択するために用いる。レーザ並びに干渉系及び振動発生系は,振動発生機の支持機構
の反作用によって生じる参照鏡又はビームスプリッタの振動を避けるために,独立した重い防振台(例え
ば,質量が各々400kg以上)に取り付けることが望ましい。
11
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 干渉計による測定系の例
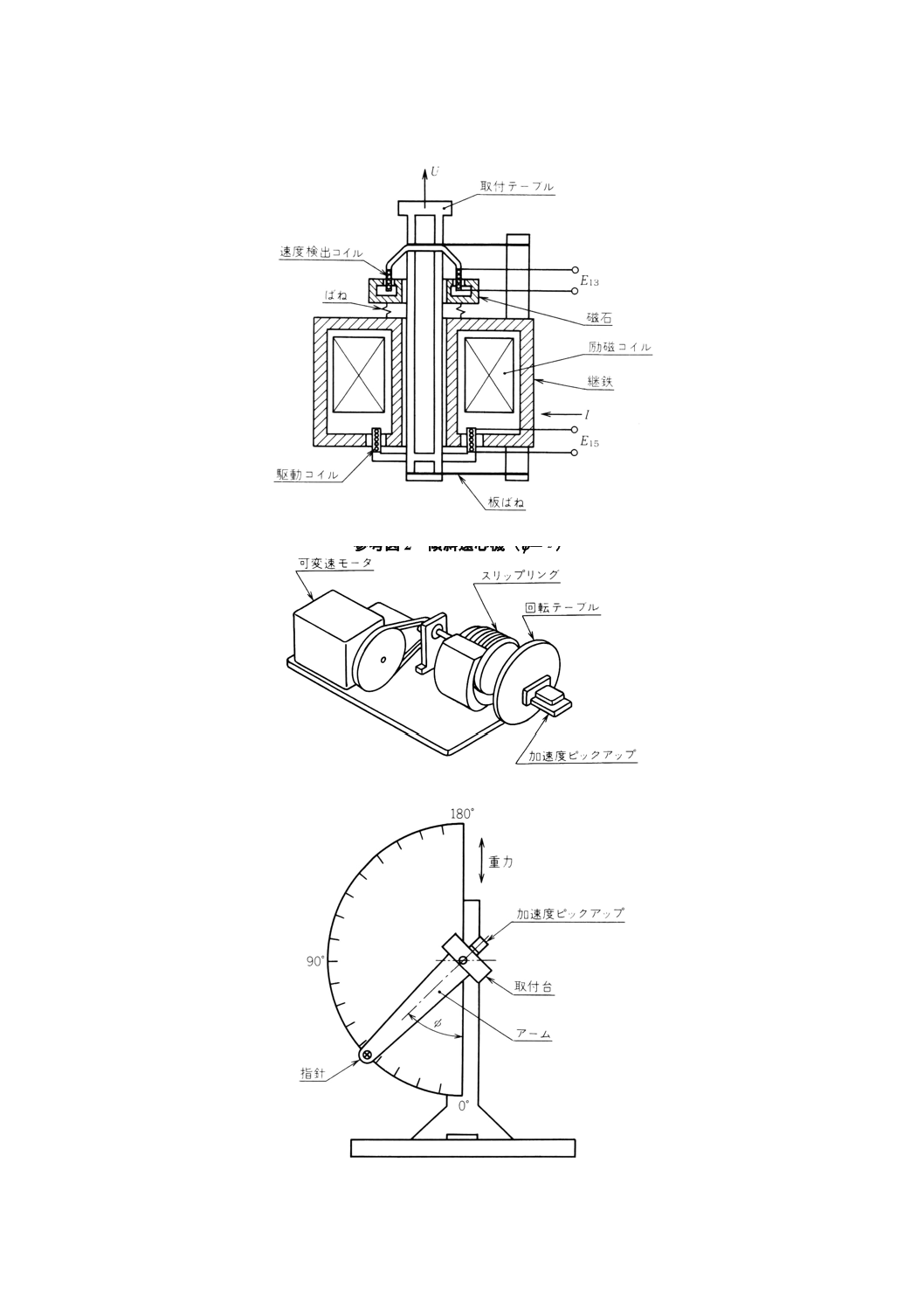
6.2.2
相反定理による校正([4],[6],[7]及び[8]参照) 一次校正は相反定理による校正の手法(訳注:
相反法)を用いて行うこともできる。相反定理は,ピックアップの電気出力が校正に使用する振動発生機
の振動に直線的に比例する振幅範囲で,振動標準の校正に適用できる。この理論は,振動発生機の駆動コ
イルで,電流
力
と速度
電位差
とが等しいという相反関係を示している。
特定の振動数において,校正器の駆動コイルに電流が流れるとき,感度Sucは,取付テーブルの表面に
おける速度U (m/s) に対する速度検出コイルの電位差E13 (V) の比として,次の式(8)で定義される(参考
図1参照)。
U
E
Suc
13
=
················································································· (8)
相反法の目的は感度Sucを求め,電位差E13を測定することによって式(8)から速度Uを算出することで
ある。
なお,感度Sucは,次の式によって求められる。
Suc=S0+szZm ············································································· (9)
ここに,Zmはピックアップの機械インピーダンス [N/ (m/s)] である。
S0及びszは,次の二つの実験及び計算手順で求める。
実験1 数個のおもりを取付テーブルに取り付ける。各々のおもりを取り付けたとき,及びおもりを取
り外したときの,駆動コイルと速度検出コイルとの間の伝達アドミッタンスYe (A/V) を測定する。伝達ア
ドミッタンスは,次の式によって与えられる。
13
E
I
Ye=
················································································ (10)
ここに,
I: 駆動コイルの電流 (A)
E13: 速度検出コイルに生じる電位差 (V)
実験2 校正器の取付テーブルを別の振動発生機に結合し,その振動発生機によって校正器の可動部に正
弦振動を加える(1)。
12
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(1) 振動発生機の駆動部及び取付テーブルに機械的に結合した二つの駆動コイルをもつ動電形振動
発生機がある。この場合は別の振動発生機を必要としない。
駆動コイルに生じる開回路電位差E15する速度検出コイルに生じる電位差E13の比
15
13
E
Eを測定す
る。
計算手順 実験1で取付テーブルに取り付けたおもりの質量に対して描かれる関数
0
e
ewY
Y
W
−
の縦軸との交点J
及びそのこう配Qを決定する。ここにYewは質量Wのおもりを取り付けたときのYeの値であり,Ye0はW
=0のときの値である。
0
e
ewY
Y
W
−
は実部及び虚部に分けられる。これによってJ及びQの実部及び虚部を決定
する。式(9)のS0及びszは,次の式によって与えられる。
15
13
0
E
JE
j
S
ω
=
·········································································· (11)
15
13
JE
j
E
Q
Sz
ω
=
······································································· (12)
ここに,
ω: 角振動数 (rad/s)
j: 虚数単位
6.2.3
遠心機による校正
6.2.3.1
単一遠心機 鉛直軸の周りを一定の角速度で回転するつり合わせたテーブル又はアームで遠心
機を構成する。この装置を用いて,必要な時間の一定の加速度を加速度ピックアップに加えることができ
る。質量が数キログラムのピックアップに,6×105m/s2程度までの加速度を加える能力がある遠心機がつ
くられており,より小さい定格加速度の遠心機も市販されている。
零振動数応答がある並進加速度ピックアップだけが,遠心機で校正することができる。校正を行うには,
加速度ピックアップを遠心機の取付台又はアームに取り付けなければならない。そのとき,加速度ピック
アップの受感軸を正確に回転円の半径方向に向ける。ピックアップに加わる加速度a (m/s2) は,次の式に
よって与えられる。
a=ω2r ··················································································· (13)
ここに,
ω: 遠心機の角速度 (rad/s)
r: 回転軸からピックアップの質量要素の重心までの距離 (m)
ピックアップの質量要素の振れがrの大きさに比較して無視できるような位置に,ピックアップを取り
付けることが必要である。
多くのピックアップはrを直接測定するのは容易でない構造になっている。rの値は,ピックアップを
既知の距離∆rだけ離れた2点に取り付け,遠心機上で回転しているときのピックアップ出力から求めるこ
とができる。2点においてピックアップに同じ値の加速度が加えられるように速さを調整するのがよい。
r2で示される第2の位置のrは,次の式で表される。
2
2
1
1
2
2
2
1
x
x
r
r
ω
ω
−
∆
=
·········································································· (14)
ここに,
ω1: r=r1=r2−∆rである最初の位置における角速度 (rad/s)
ω2: r=r2である第2の位置における角速度 (rad/s)
x1: 角速度ω1によるピックアップ出力
x2: 角速度ω2によるピックアップ出力
このr2及び角速度ω2の値を用いて,式(13)から加速度を求めることができる。
重力の加速度gまでの直線範囲をもつピックアップの場合は,rの決定を省略することができる。この
13
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ような場合には,まず,傾斜台によって,±gでピックアップを校正する。次にピックアップを遠心機に
取り付け,gに相当する出力のときの角速度ω1を求める。もう一つの角速度ωにおける加速度は,次の式
による。
21
2
ω
ω
g
a=
··············································································· (15)
加えられる加速度は角速度の二乗に比例するから,角速度ωは半径方向の距離rよりも正確に求める。
校正用に設計された多くの遠心機は,約2%以内の精度で回転数を直示する回転計を備えている。ストロ
ボスコープ法又は速さに比例した数のパルスを発生する他の装置(例えば,光電池又は磁石を使用した装
置)を使用すれば,より正確な回転数を求めることができる。電子式カウンタでパルスの周波数を求める
ことができる。
遠心機で電気機械ピックアップを校正する場合,スリップリング及びブラシを介して電流を通す。零振
動数応答をもつ加速度ピックアップは,比較的低インピーダンスの装置であるから,外界からの遮へい及
びケーブル雑音については特に問題はない。通常の環境では,よくなじんだスリップリング装置からの電
気的雑音は無視できる。しかし,検出素子としてひずみゲージを用いる加速度ピックアップは一つ又は二
つの能動素子を内蔵し,ホイートストンブリッジ回路内の一部の抵抗は外部に設置される。このようなピ
ックアップの場合には,スリップリング装置の抵抗の小さな変化によって生じる誤信号を避けるために,
回転テーブル上に全体のブリッジ回路を構成することが望ましい。ホイートストンブリッジ回路の代わり
にケルビンブリッジ回路を使用してもよい。
小さな加速度でピックアップを校正するとき,横加速度に感じやすいピックアップの場合は,重力は校
正に有意な効果をもたらす。できる限り,ピックアップの横感度が最大となる軸が水平面上にあるように
ピックアップを遠心機に取り付けることが望ましい。
振動数0において加速度ピックアップの感度を1%又はそれより高い精度で決定することができる遠心
機もある。遠心機による校正の場合は,ピックアップの有効振動数範囲の情報は得られない。
6.2.3.2
傾斜遠心機 遠心機の回転軸が地球の重力ベクトルと平行でないときは,遠心機に取り付けられ
たピックアップに加えられる加速度は,重力成分gsinφsin (ωt) をもち,これに求心加速度ω2rが加わる。
ここに,φは回転軸と鉛直軸との間の角である。ばね−質量系で近似されるピックアップに加わる重力成
分の影響は[9]で議論されている。r=0でφが0でないとき,そのピックアップに正弦加速度を加えること
ができる。この場合,重力による加速度は最小の不確かさで決定することができる。もちろん,回転によ
って発生する振動数とは関係なく,限界は±gである。最大振動数はその遠心機の構造と釣合状態によっ
て制限され,一般に数百ヘルツ未満である(参考図2参照)。
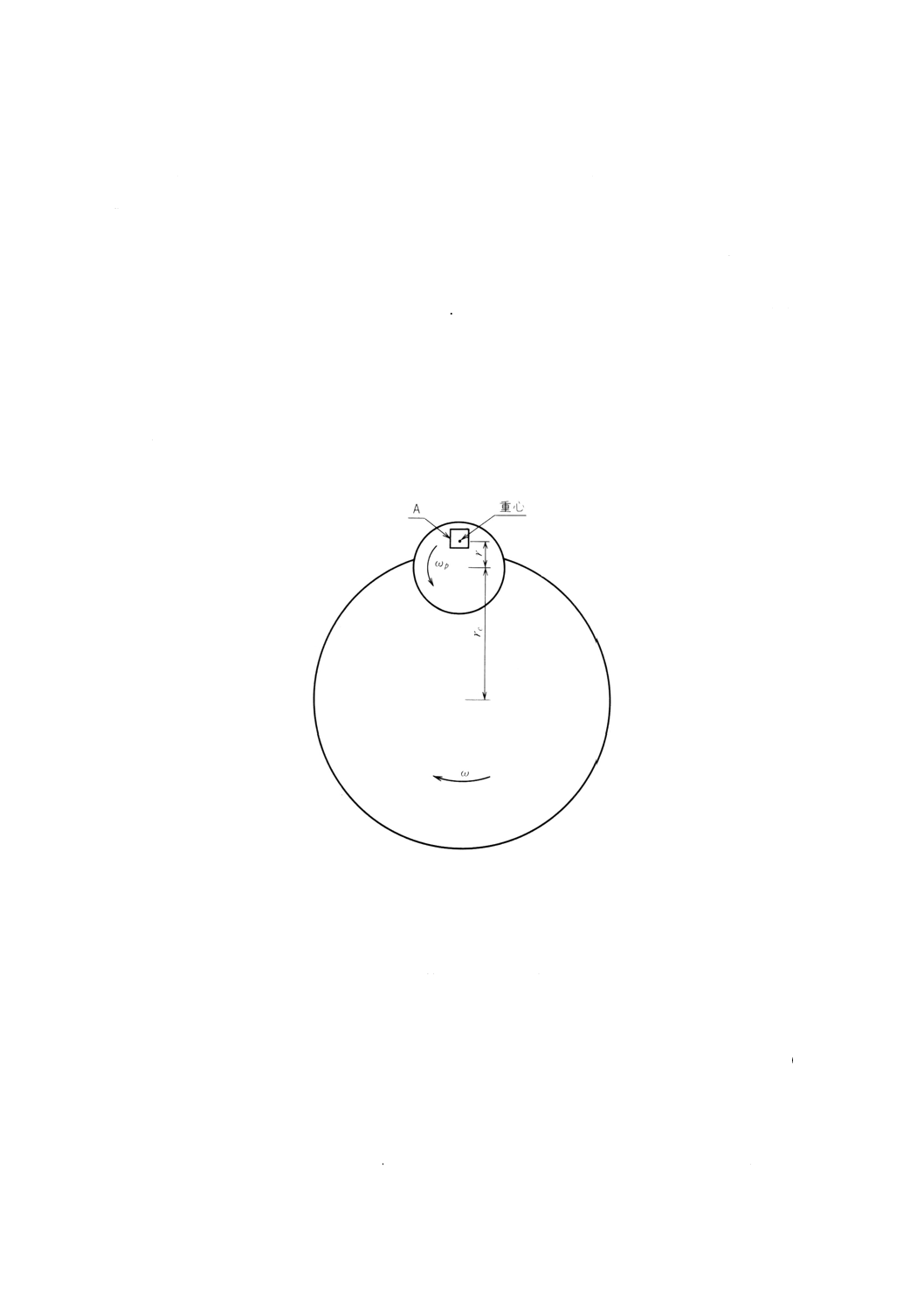
6.2.3.3
二重遠心機([10]参照) 二重遠心機は,大きな遠心機とその上に偏心して取り付けた小さな遠
心機とからなる(図3参照)。振動ピックアップAは小さな遠心機に取り付けて,独立に駆動するか又は
大きな遠心機と同心に空間に固定した滑車にベルトで結合する。二つの遠心機が一定角速度で駆動される
とき,ピックアップの受感軸は,ある振動数で大きな遠心機の中心に対して交互にその向きを変える。そ
の振動数 (Hz) は,大きな遠心機に対する小さな遠心機の回転数 (r/s) に等しい。ある時刻tにおけるピッ
クアップの受感軸に加わる加速度成分a (m/s2) は,次の式で表される。
a=rcω2cos (ωpt) +r (ω±ωp) 2 ····················································· (16)
ここに,
ω: 大きな遠心機の角速度 (rad/s)
ωp: 大きな遠心機に対する小さな遠心機の角速度 (rad/s)
rc: 二つの遠心機の中心間の距離 (m)
14
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
r: ピックアップの質量要素の重心から小さな遠心機の中心まで
の距離 (m)
式(16)の複符号は,ω及びωpが同方向のときは正,反対方向のときは負である。
r (ω±ωp) 2の項が無視できるとき,ピックアップの受感軸方向に加えられる加速度成分は,次の式(17)
のように正弦波になる。一方,高い横感度比をもつピックアップの場合は,この方法の適用を不可能にす
る受感軸に直角に加わる加速度成分も存在する。ω及びωpが等しく,方向反対なら (ω±ωp) 2の項は0にな
る。
a=rcω2cos (ωpt) ······································································ (17)
この形式の二重遠心機が次のよくつくられるとき,式(17)によって,ピックアップの受感軸の方向の加
速度成分は正弦波になる。大きな遠心機と同心に一つの滑車を空間に固定する。同じ大きさのもう一つの
滑車を小さな遠心機と同心に固定し,ベルトによって上記の空間に固定した滑車と結合する。大きな遠心
機をモータで駆動する。両方の遠心機のそれぞれの中心に対する角速度は常に等しく,方向反対である。
二重遠心機は,0.7〜10Hzの振動数範囲で,500m/s2までの正弦加速度を加えるのに有効である。
図3 二重遠心機
6.2.3.4
傾斜台校正器 傾斜台校正器は零振動数応答をもち,地球の重力を利用して横感度が無視できる
並進加速度ピックアップの校正に使用する。−gから+gまでの範囲にわたって有効である。校正するピッ
クアップをアームの取付台に取り付ける(参考図3参照)。アームの鉛直に対する角φを0から180°の範
囲に設定することができる。アームには,目盛円盤で,角φを読み取る指針を備えている。φ=0の位置で,
ピックアップを取り付けた台を正確に水平に調整するように注意することが望ましい。正確な目盛円盤に
よって±0.1°以上のよい精度でアームの位置決めが可能である。
アームの方向の加速度成分は,次の式によって与えられる。
a=gcosφ ················································································ (18)
角φの変化∆φに相当する加速度の変化は次の式のようになる。
∆a=−gsinφ∆φ········································································· (19)
加速度ピックアップには,受感軸に直角な方向に,式(20)に等しい加速度成分が加わる。
at=gsinφ ················································································ (20)
15
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
通常,この成分は横感度が無視できるピックアップの校正結果には影響を及ぼさない。
備考 満足できる校正結果を得るためには,試験装置の防振が必要な場合もある。電子式フィルタの
使用及び直流電圧検出装置における平均化は,校正台上の振動などの影響を減少させるのに有
効である。
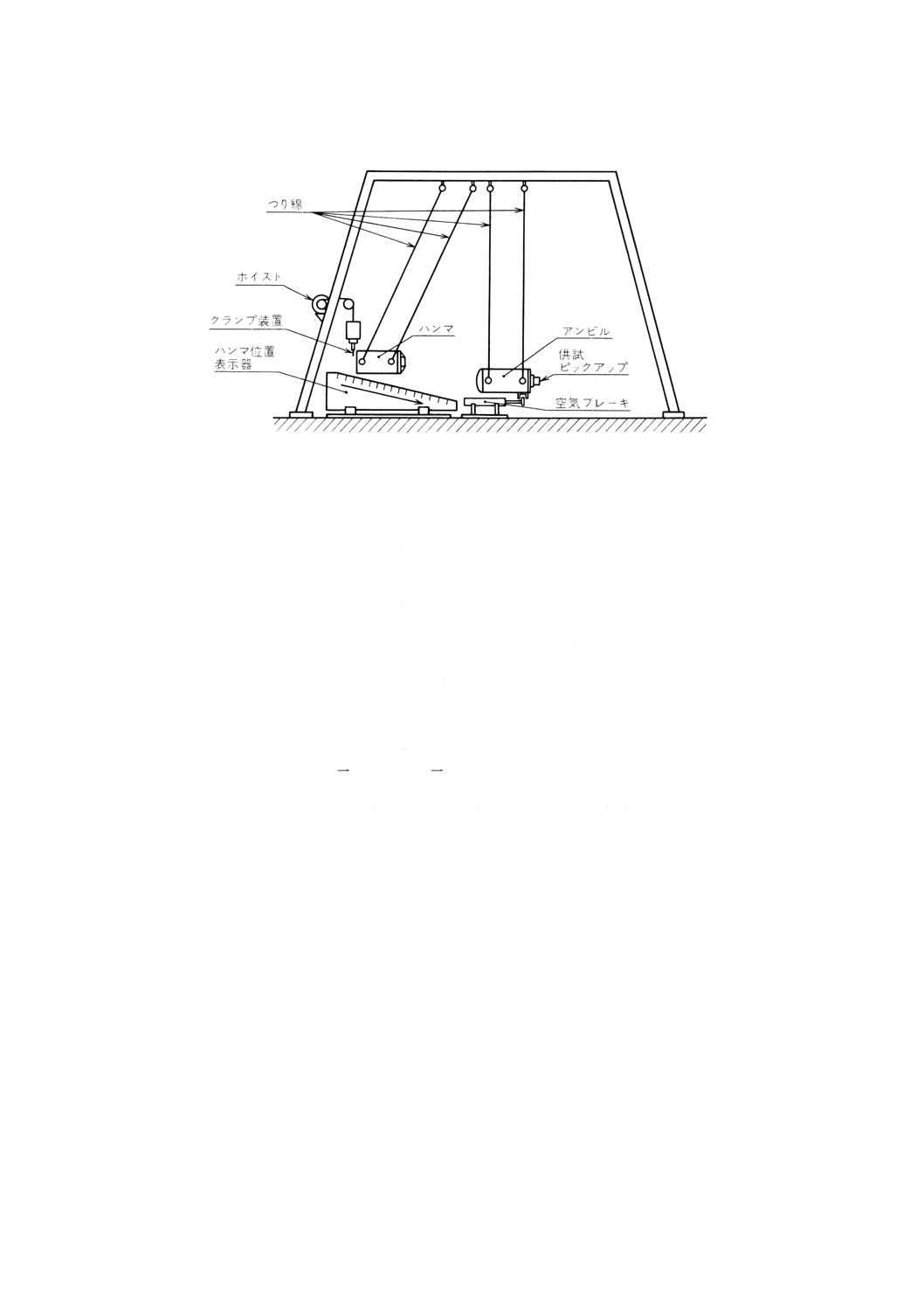
6.2.4
衝撃校正方法 多くの絶対衝撃校正は,速度変化の原理に基づいている([6]及び[11]参照)。これ
は速度が実際に測定できる物理変数であるからである。通常は,校正されるピックアップを取り付けたア
ンビルを,停止位置に適当な方法でつり下げる([12]参照)。ある種のハンマでアンビルを打つと,アンビ
ルに過渡的な運動が生じる(参考図4参照)。衝突は,装置の応答範囲外に重要な振動数成分を生じさせな
いように,速度変化を制御しなければならない。校正される速度又は加速度ピックアップの質量は,取り
付けるアンビルの質量に比べて小さくなければならず,かつ,衝突の間の衝撃力の方向と受感軸方向とを,
正確に合わせることが望ましい。衝突の間,加速度ピックアップの出力対時間tの関係を記録する。衝突
後,直ちにアンビルの速度を測定する。
既知の距離をアンビルが通過する時間によって,速度を測定することができる。電気式タイマを始動す
るために,光電式又は磁気式ピックアップを使用することができる。その速度は衝突の間に加えられる加
速度によるものであって,次の式で表される。
()t
t
a
u
t
t
d
2
1∫
=
∆
········································································· (21)
ここに,
∆u: 速度の増分 (m/s)
a (t) : 時間的に変化する加速度 (m/s2)
t1: 衝突の始めの時間 (s)
t2: 衝突の終わりの時間 (s)
このとき,加速度ピックアップの出力er (t) は,次の式で表される。
er (t) =Sra (t) ·········································································· (22)
ここに,Srはピックアップの感度で,単位は[出力信号/ (m/s2) ]である。
式(21)と式(22)を結合して次の式を得る。
()
u
t
t
e
S
t
t
r
r
∆
=∫
d
2
1
····································································· (23)
式(23)は,弾道衝突の間に記録される出力から線形加速度ピックアップの校正を可能にする。線形ばね
に衝撃を加えると,面積A=0.637hbの正弦半波パルスを生じる。ここに,h及びbはパルスの高さ及び幅
である。通常,衝撃発生機の種類に応じて,質量,衝突媒体,落下高さ,空気圧又はその他の物理的パラ
メータのような初期条件の変更によって,パルスの形状及び作用時間を調節する。
二つの方法(アンビルに対する衝突及び線形ばねに対する衝突)は,式(23)に必要な∆uの値を得るのに
実際的である。高速オシログラフ又は記憶形オシロスコープ及び写真によって,衝突の間,時間の関数と
して加速度ピックアップの出力を記録することができる。記録に,校正された電位差信号ec,及び校正さ
れた時間信号tcを重ねることによって電位差及び時間の目盛を確かめることができる。電位差及び時間の
記録の振れがそれぞれyc及びxcであるとき,電位差及び時間の目盛係数K1及びK2は,次の式によって与
えられる。
16
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c
c
c
c
x
t
K
y
e
K
=
=
2
1
················································································· (24)
加速度ピックアップの出力対時間の記録から,面積Aを次の式によって定義する。
x
y
A
x
x
d
2
1∫
=
············································································· (25)
ここに,x1及びx2は,衝突の始め及び終わりに相当する量である。これらを式(23)に代入して,次の式
となる。
u
A
K
K
Sr
∆
=
2
1
··········································································· (26)
面積Aは,記録した加速度の時刻歴を図式積分して求めることができる。プラニメータは,加速度ピッ
クアップの出力対時間の記録から面積を測定するのに有効である。面積の決定に当たっては,零点のずれ,
行過ぎ量,及びリンギングに注意しなければならない。
式(23)の積分は,電子式積分又はデジタル記録と加算の手法によって決定してもよい。これは校正作業
の能率を上げ,個人誤差及び測定者の疲労を減少させる。
良質の加速度ピックアップは,衝撃の振幅及びその作用時間の妥当な範囲において,5%未満の不確かさ
で絶対衝撃校正を行うことができる。ただし,校正されるピックアップが,問題となる振動数範囲で線形
な振動数応答を示すという重要な仮定がある。この仮定が成り立たない場合は,誤差の評価が非常に困難
になる。
なお,感度の一つの値は決まるが,振動数及び位相応答に関する情報は得られない。しかし,これは重
大な制約にはならない。
6.3
比較校正方法 前に規定した方法で校正した振動ピックアップは,他のピックアップを校正するた
めの基準ピックアップとして使用することができる。6.2.1に規定した校正方法が望ましい方法である。
校正された基準ピックアップ1及び校正されるピックアップ2に,同じ入力が加わるように取り付け,
それらの出力x1及びx2,又はそれらの出力の比を測定することによって比較校正を行う。二つのピックア
ップが同じ振動のパラメータを感じる場合,すなわち,両方共速度を感じるか,又は両方共加速度を感じ
るとき,ピックアップ1及び2の応答が共に線形であれば校正済1の振幅感度S1を用いて,ピックアップ
2の振幅感度S2を次の式によって求めることができる。
1
1
2
2
S
x
x
S=
·············································································· (27)
この比較法による校正は,ピックアップ1が校正されている振動数,パルスの作用時間,及び振幅の範
囲に限られる。ピックアップ1の位相応答が既知で,x1とx2との間の位相関係が測定できるならば,複素
感度S2を求めることができる。二つのピックアップが異なる振動のパラメータを感じる場合,例えば速度
ピックアップが加速度ピックアップと比較される場合,感度S2はあるjωについてのべき(冪)の関係にな
る。二つのピックアップが背面合わせの配置で強固に取り付けられ,かつ,ともに受感軸が運動の方向に
平行であるとき,一般によい校正結果が得られる。ピックアップ1及び2に同じ運動が加えられるように
注意しなければならない。両方のピックアップが並進形で,かつ振動発生機のテーブル上に配置される場
合は,テーブルのロッキング運動が無視できる程度でなければならない。波形ひずみは,一般に比較校正
のときは絶対校正のときほど重要ではない。特に両方のピックアップが同じ振動のパラメータを感じる場
17
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
合は,波形ひずみは重要ではない。しかし,運動に高調波成分が含まれる場合は,高調波の振動数に対す
る二つのピックアップの感度の比によって,二つのピックアップの出力電圧が異なった大きさになること
がある。
動電形振動発生機を用いて実用的な校正を行うことができる。背面合せ方式の基準加速度ピックアップ
は校正された面をテーブルの反対側に向けて振動発生機に取り付ける。背面合せ方式の基準加速度ピック
アップに未校正の加速度ピックアップを取り付ける。高い振動数での比較校正のためには,基準加速度ピ
ックアップは未校正加速度ピックアップと同程度の質量負荷を取り付けて校正されていなければならない。
基準加速度ピックアップの前置増幅器の電気出力と未校正加速度ピックアップの出力との比較は,アッ
テネータ付精密増幅器と平衡比較計を使用して容易,かつ精密に比較することができる。両方の信号の比
較は平衡計の指示が零になるように増幅度を調整することによって行う。基準ピックアップの感度が,未
校正ピックアップの取付面における質量負荷によって変化することに注意しなければならない。したがっ
て,基準ピックアップの感度は未校正ピックアップの質量に関して求めておかなければならない[13]。
参考文献
[1] HOHMANN, P. Schwingungsmessungen mit Laserinterferometrn zur Kalibrierung von Aufnehmen, Acus-tica,
Vol.26, pp.122-136 (1922)
[2] HOHMANN, P. and Martin, R. kalibrierung eines Schwingungsaufnehmer−Vergleichsnormals, Physikalisch−
Technische Bundesanstalt, Braunschweig (1968), VDI−Berichte Nr.135 (1969)
[3] DERERRARI, H. A., Darby, R. A. and Andrews, F. A. Vibrational Displacement and Mode−Shape
Measur-emnt by a Laser Interferometer, Journal of the Acoustical Society of America, Vol.52, 5, p.982 (1967)
[4] ACTLEY, R. A. and LOGUS, S. H. A Laser Interferometer and its applications to vibration amplitude
meas-urement, Proceedings, Institute of Environmental Sciences Annual Meeting, pp.235-240 (1967)
[5] LICHT, TORBEN, BrÜel and Kjær. Technical Review, No.1 (1971)
[6] HARRIS, C. M. and CREDE, C. E. Shock and Vibration Handbook, Vol.2, Part 18, McGraw−Hill (1961)
[7] LEVY and BOUCHE, Caliblation of vibration pick-ups by the reciprocity method, J. Research NBS, Vol.57,
No.4, pp.227-243 (1956)
[8] BOUCH and ENSOR. Use of reciprocity calibrated accelerometer standards for performing routine laboratory
comparison calibrations, Shock and Vibration Bulletin (Ap 440-502 Bull.34, Part V (February 1965)
[9] WILDHACK, W. A. and SMITH, R. O. A basic method of determining the dynamic characteristics of
ac-celerometers by rotation, Proceedings of the Instrument Society of America, Vol.9, Part V (1954), p.4 (Paper
54-40-3)
[10] SMITH, R. O., WILLIS, E. A. and HILTEN, J. S. A dual centrifuge for generating low-frequency sinusoidal
accelerations, NBS Journal of Research, Vol.66c, No.4 (1962)
[11] WITTKOWSKI, U. Stosspendelverfahren zum Kalibrieren und PrÜfen von Beschelunigungsmessgeräten,
Te-chnisches Messen tm, No.9, pp.323-328 (1979)
[12] BOUCHE, R. R. The Absolute Calibration of Pickups on a Drop−Ball Shock Machine of the Ballistic Type,
Endevco Corporation TP 206 (April 1961)
[13] LAUER, G. Interferometrische Bestimmung der Belastungsabhängigkeit von Beschleunigungsaufnehmer−
Ver-gleichsnormalen, Fortschritte der Akustik−FASE/DAGA '82, Göttingen
18
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考図1 相反法が適用できる動電形振動発生機
参考図2 傾斜遠心機(φ=2π)
参考図3 傾斜台校正器
19
B 0908-1991 (ISO 5347-0 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考図4 衝撃校正法の原理(弾道振子式校正器)
JIS B 0908 原案作成分科会 構成表
氏名
所属
(主査)
古 川 英 一
中央大学理工学部
(幹事)
白 石 堅 司
工業技術院計量研究所
井 下 芳 雄
エミック株式会社
石 神 民 雄
工業技術院計量研究所
小 林 英 智
リオン株式会社
酒 井 善 治
IMV株式会社
下 村 玄
株式会社明石製作所
鷺 沢 忍
株式会社富士電機総合研究所
桜 井 登志郎
社団法人日本船舶品質管理協会
杉 山 喬
財団法人機械電子検査検定協会
時 田 保 夫
財団法人航空公害防止協会
中 川 栄 一
石川島播磨重工業株式会社
三 輪 修 三
青山学院大学理工学部
吉 田 藤 夫
工業技術院標準部機械規格課
中 島 勉
社団法人日本機械学会