4
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
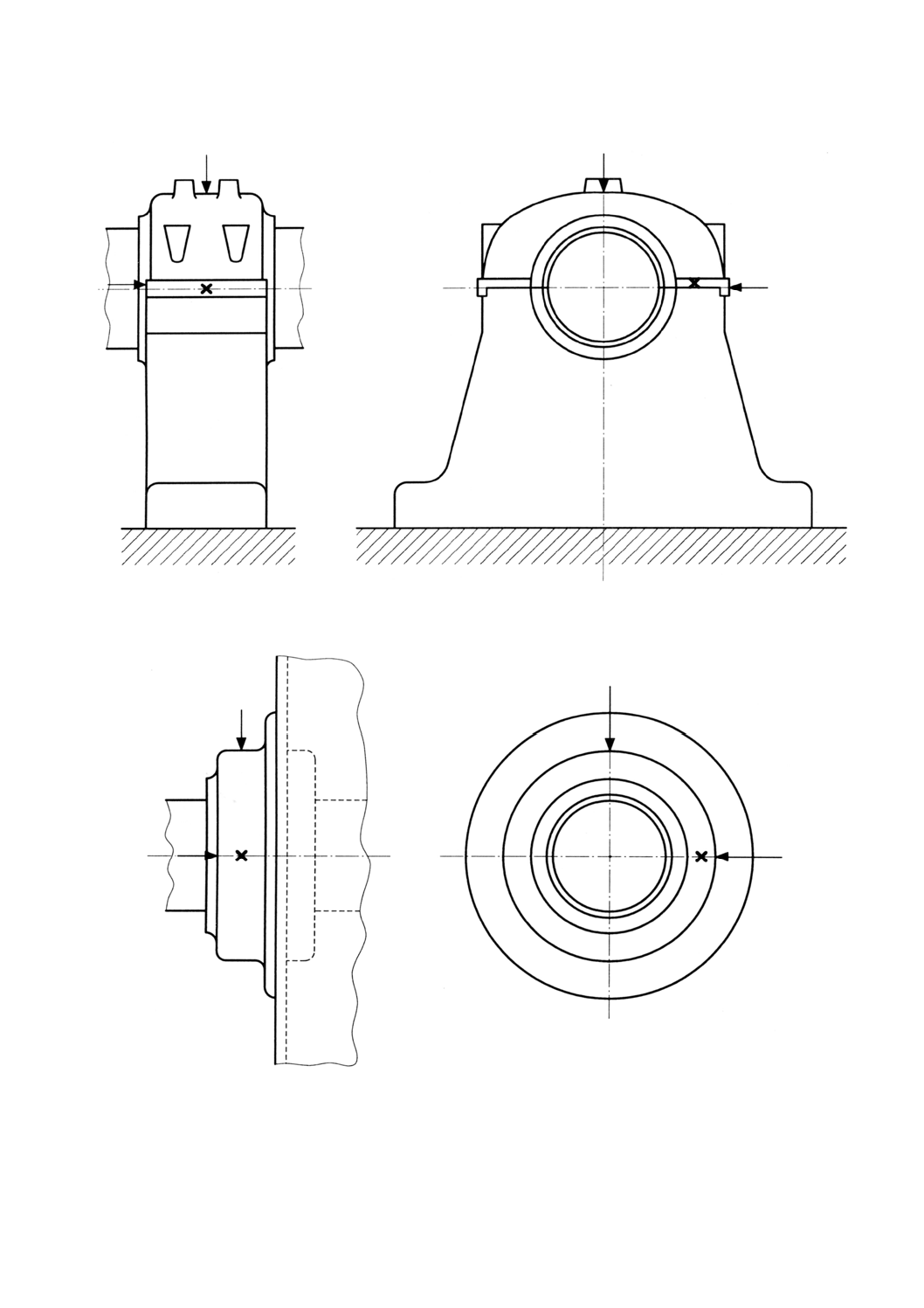
図1 軸受台(ペデスタル形軸受)の測定点
図2 軸受箱(ハウジング形軸受)の測定点
1
B 0906 : 1998 (ISO 10816-1 : 1995)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。
これによって,JIS B 0906-1989は改正され,この規格に置き換えられる。
今回の改正は,国際規格の規格の体系化に合わせて,ISO 10816-1との整合化を図った。
JIS B 0906には,次に示す附属書がある。
附属書A(参考) 振動波形の関係
附属書B(参考) それぞれの機械グループごとの広帯域振動の暫定基準
附属書C(参考) 評価基準の明確な記述のための一般的指針
附属書D(参考) 振動変化のベクトル解析
附属書E(参考) 転がり軸受の損傷検出のための専門的な計測及び分析
附属書F(参考) 参考文献
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0906 : 1998
(ISO 10816-1 : 1995)
機械振動−非回転部分における
機械振動の測定と評価
−一般的指針
Mechanical vibration−Evaluation of machine vibration
by measurements on non-rotating parts−General guidelines
0. 序文 この規格は,1995年に第1版として発行されたISO 10816-1, Mechanical vibration−Evaluation of
machine vibration by measurements on non-rotating parts−Part 1 : General guidelinesを翻訳し,技術的内容及び
規格票の様式を変更することなく作成した日本工業規格である。
この規格は,完成した機械の軸受箱のような非回転部分,また適用できる場合には非往復動部分で測定
された機械振動の測定と評価に関する一般的な指針をまとめた基本的な規格である。この規格には,それ
ぞれに分類された機種ごとの測定と評価基準の詳細な内容が第1部に続く各部で制定される予定であり,
規格体系の構成については,この規格の解説に記述している。
機械として故障のない運転のために,その運転状態を適正に把握するには,多くの機械では非回転部分
の測定で十分である。しかしながら,弾性ロータを含むようなある種の機械では非回転部分での測定は総
合的に見て適正でないことがあり,回転部分及び非回転部分の両方又は回転部分だけの測定による機械の
監視が必要となる。このような機械に対しては,軸振動に関する指針ISO 7919-1で補うことができる。も
し,両方の規格の適用が可能であるならば,一般的にはより厳しい方を採用する。
振動測定は定型的運転監視,受入試験及び診断や解析的研究を含む多くの目的のために用いることがで
きるが,この規格は運転監視及び受入試験だけの指針を与えるように意図している。
三つの主要な測定パラメータ(変位,速度,加速度)の定義及びそれらの制限値を示す。これらの指針
を遵守することによって,ほとんどの場合満足な運転性能が保証される。
1. 適用範囲 この規格は,完成した機械の非回転部分,また適用できる場合には非往復動部分での振動
の測定と評価に関する一般的な条件と手順を規定するもので,振動の大きさと振動変化によって表された
一般的な評価基準として,運転監視と受入試験に適用することができる。これは結合された他方の機械へ
の影響を最小にし,かつ,機械の信頼性,安全性及び長期運転を確保することを主目的とする。また,こ
の指針は,運転制限値の設定についても規定している。
さらに,評価基準は機械自身によって生じる振動に関するものであり,外部から伝達される振動につい
てのものではない。
この規格は,ねじり振動については規定していない。
2
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 引用規格 次に掲げる規格は,この規格に引用されることによってこの規格の規定の一部を構成する。
引用規格は,その最新版を適用する。
ISO 7919-1 : 1996 Mechanical vibration of non-reciprocating machines−Measurements on rotating shafts
and evaluation criteria−Part 1 : General guidelines
3. 測定 機械の振動を評価するために推奨する測定,手順及び運転条件について規定する。この指針に
よって,5.に規定する評価基準に従って振動の評価ができる。
3.1
測定パラメータ
3.1.1
振動数範囲 機械で発生した振動の周波数スペクトルを包含するように,広帯域振動(1)の測定を行
わなければならない。
振動数範囲は対象とする機械の形式に依存する。例えば,転がり軸受の健全性を評価するのに必要な振
動数範囲は,流体軸受だけを用いた機械よりも高い周波数を含むべきである。
それぞれに分類された機種ごとで必要な計器の振動数範囲の指針は,今後制定されるISO 10816-1に続
く各部に規定される。
備考 従来,振動のシビアリティは,10Hz〜1 000Hzまでの範囲の広帯域振動速度のrms値 [mm/s
(rms)] と関連付けられていた。しかし,この規格では,それぞれの機械分類ごとに異なる振動
数範囲と測定量を適用する。
3.1.2
測定量 この規格の測定量は,次による。
a) 振動変位 μm
b) 振動速度 mm/s
c) 振動加速度 m/s2
これらの測定量の使用,適用及び制限については,更に5.で規定する。
一般に,広帯域の加速度,速度,変位の間には,単純な関係はない。振動のピーク値 (0-p),p-p値 (p-p),
rms値 (rms) 及び平均値の間にも単純な関係はない。この理由は附属書Aに規定する。ここでは振動波形
の調和成分が既知であるとしたときの上述の量の関係が定義されている。
混乱を避け,かつ,正確に判断するためには,いつも同じ測定単位,例えば,μm (p-p),mm/s (rms) を
用いることが重要である。
3.1.3
振動の大きさ 4.の条件を満たす計測器による測定結果を,特定の測定位置と測定方向での振動の
大きさと呼ぶ。
これまでの実績から,回転機械の広帯域振動の評価は振動速度のrms値で行うのが一般的である。これ
は振動エネルギーと関係付けることができるためである。しかし,変位又は加速度のような他の量,また,
rms値の代わりにピーク値を選んでもよい。
この場合,rms値に基づいた基準とは必ずしも単純に関係付けることができず,別な基準が必要である。
3.1.4
振動シビアリティ 通常の測定では,種々の測定位置で2方向又は3方向について測定を行う。そ
の結果,振動の大きさの異なった一連の測定結果が得られる。決められた機械の支持状態と運転条件で測
定した複数の広帯域振動値の中の最大値を振動シビアリティと定義する。
ほとんどの機械では,一つの振動シビアリティの値で,その機械の振動状態を代表させることができる。
しかし,ある種類の機械については,この方法は適切でないことがある。この場合,多くの位置で測定し
(1) 特定の振動数成分を取り出すためのフィルターを通さずに測定される振動データ
3
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
た結果に対して,振動の厳しさを別々に評価すべきである。
3.2
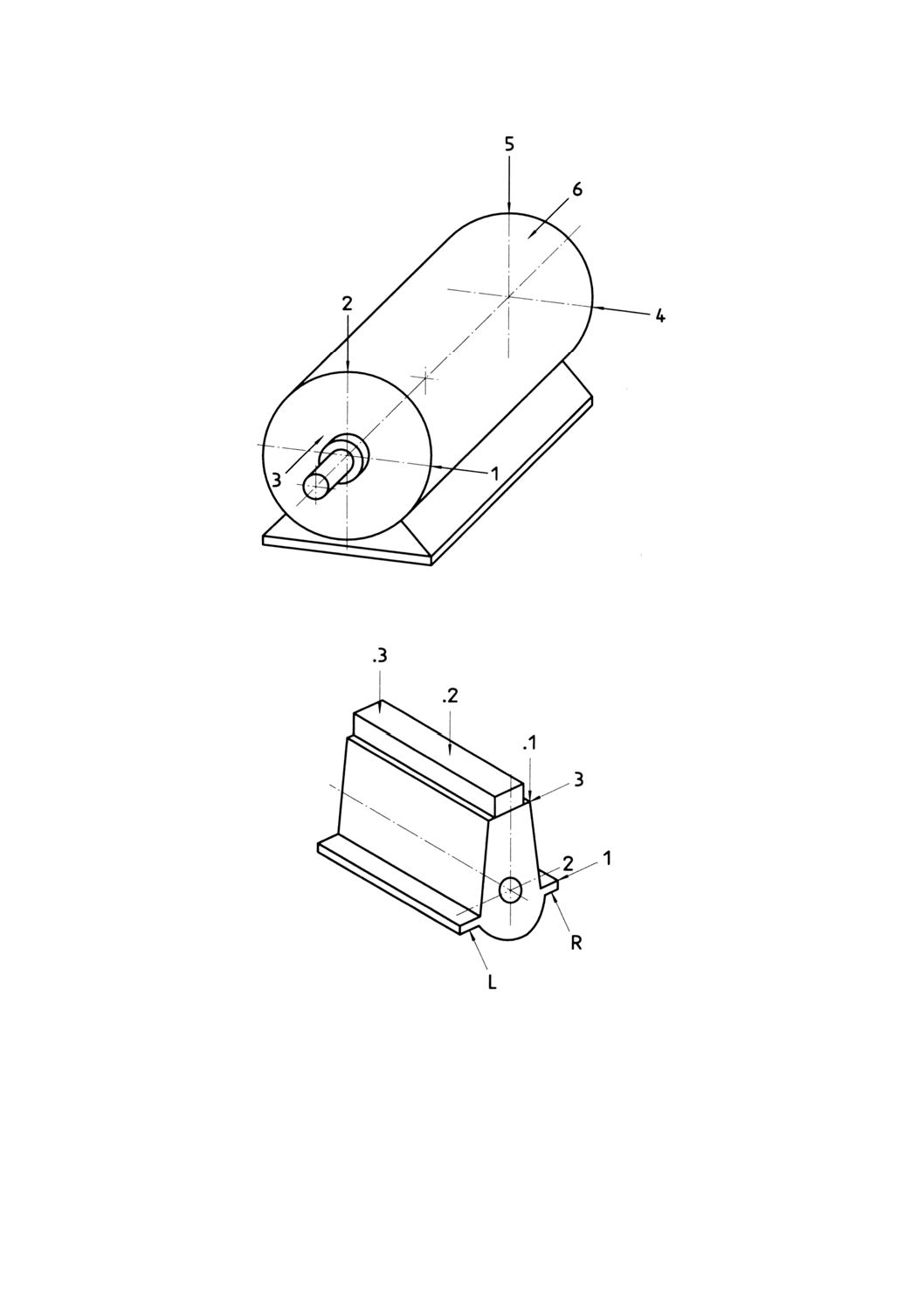
測定位置 測定は,軸受,軸受箱又は動荷重に十分応答し,機械の振動の全体を特徴付ける構造部
材で行うべきである。典型的な測定位置を図1〜5に示す。
各々の測定位置での振動挙動を明らかにするためには,直交3方向で測定する必要がある。図1〜5に示
した全点の測定は,一般に受入試験に対してだけ必要である。運転監視では,半径方向の一つ又は二つの
方向,例えば,軸に直交する水平方向又は垂直方向で測定するのが普通である。
軸方向振動の測定も有効である。軸方向の振動測定では,軸方向の動荷重が直接に伝達されるスラスト
軸受位置がその機械の振動状態を最もよく表す。
それぞれに分類された機種ごとの詳細な推奨案は,ISO 10816-1に続く各部で規定する。
4
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 軸受台(ペデスタル形軸受)の測定点
図2 軸受箱(ハウジング形軸受)の測定点
5
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
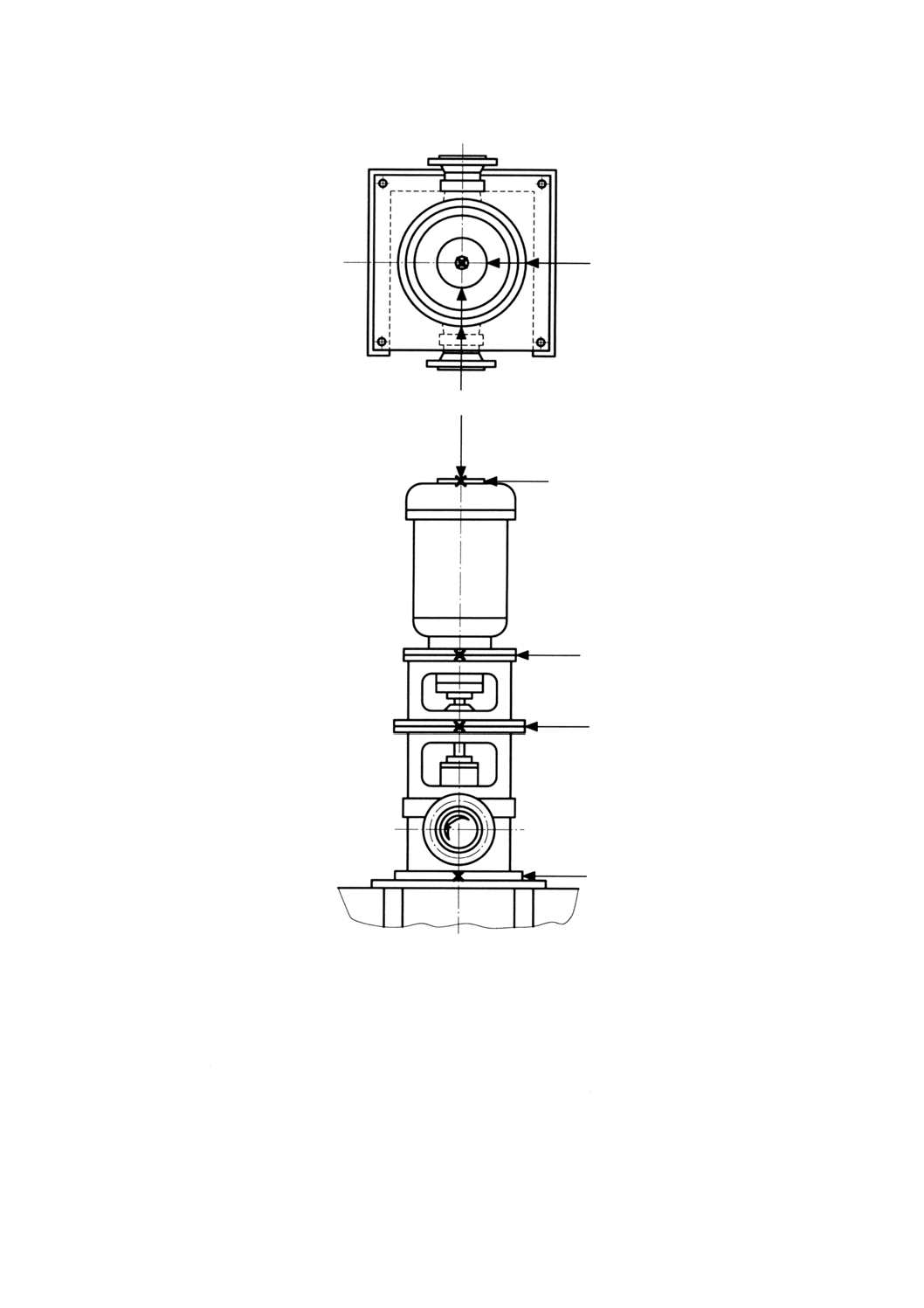
図3 小形電気機械の測定点
図4 往復動機関の測定点
6
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 立形機械の測定点
3.3
受入試験のための機械の支持構造
3.3.1
現地試験 現地で機械の受入試験を実施する場合には,機械の支持構造物はその機械に実際に使用
されるものを用いなければならない。この場合には,試験を実施するときに,機械及び構造物の主要な部
品がすべて取り付けられたことを確認することが重要である。
異なった基礎上にある同じ種類の機械の振動は,それらの基礎がほぼ等しい動特性をもつ場合にだけ,
正しく比較できることを認識すべきである。
7
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3.2
試験装置上での試験 経済的な理由又はその他の理由で,受入試験を,機械の支持構造特性が現地
とは異なる試験架台の上で実施する場合が多い。支持構造は振動計測結果に大きな影響を及ぼすので,試
験装置全体の固有振動数が機械の回転速度やその主要な高調波のどれとも一致していないことを確認すべ
きである。
もし機械の脚部若しくは軸受支持部又は固定子脚部近くの基礎の構造物で,水平及び垂直方向で計測さ
れた振動の大きさが,軸受での同じ方向で計測された振動の大きさの50%を超えないならば,通常試験装
置として適合しているといえる。さらに,試験装置によって機械の主要な共振振動数を大きく変化させて
はならない。
試験装置上での受入試験において,共振状態を避けることができないときは,現地での完成した組立状
態で振動受入試験を行ってもよい。
小形電気機械などある種の機械では,弾性支持された状態で受入試験を実施できる。この場合,その支
持系上の機械を剛体とみなしたときのすべてのモードの共振振動数を,機械の最も低い励振振動数の21以
下にしなければならない。この支持条件は弾性支持基板の上に機械を載せたり,柔らかいばねでつるすこ
とで実現できる。
3.4
運転中の振動監視のための機械の支持構造 運転中の機械の振動監視は,現場での完成した組立状
態で実施する。
3.5
機械の運転状態 振動計測は同意された通常の運転状態になった後に行わなければならない。その
他の状態下で行われた追加の振動計測は5.に基づく評価には適用できない。
3.6
暗振動の評価 振動計測値が推奨された制限値を超えたとき,暗振動が振動計測値に影響していな
いことを確認するために,機械を止めて振動変換器の環境の振動の計測が必要になる場合がある。暗振動
が推奨された制限値の31より大きい場合には,できればこの振動を減らすための処置をとることが望まし
い。
4. 計測装置 計測装置は,温度,湿度など使用する環境で満足に機能するように計画しなければならな
い。また,振動変換器が正しく取り付けられ,その取り付けが機械の振動応答特性に影響しないことを確
かめることに特別な注意を払わなければならない。広帯域振動の監視には,次の二つの計測システムが一
般的な方法として認められている。
a) rms変換回路及びその表示機能をもつ測定器。
b) rms値か平均値のどちらかの変換回路をもち,p-p値かピーク値が読めるように目盛られた測定器。そ
の目盛は正弦波の場合のrms値,平均値,p-p値,ピーク値間の関係に基づいて付けられている。
変位,速度,加速度など,複数の計測量で振動の評価を行う場合には,使用する測定器の計測量の相互
の関係を明らかにできるようにしておかなければならない。
可能な限り,計測システムは記録装置とつないだ状態で校正ができるようにして,さらに必要に応じて,
より詳細な解析装置を接続できるように適切な絶縁形出力をもつことが望ましい。
5. 評価基準
8
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1
一般 機械振動の評価基準を示す。この評価基準は運転監視及び受入試験の両方についてのもので,
機械本体によって発生する振動にだけ適用でき,外部から伝えられた振動には適用できない。ある種の機
械ではISO 10816の各部に示される指針とともに,ISO 7919-1に示す軸振動の指針が補足的に適用される。
両方の規格が適用可能な場合,一般的にはより厳しい方を採用する。規模や種類の異なる機種ごとの基準
は対応するISO 10816-1に続く各部に規定される。
5.2
評価基準 種々の規模の機械の振動の厳しさを判定するために二つの評価基準を用いる。評価基準I
は,測定された広帯域振動の大きさについての評価である。評価基準IIは,振動の大きさの変化(増加又
は減少)についての評価である。
5.3
評価基準I:振動の大きさ この評価基準は,許容することができる軸受の動荷重や支持構造物と基
礎への振動伝ぱ(播)から,振動の大きさの制限値を定めている。それぞれの軸受又は軸受台で測定され
た振動の最大値が,世界各国の経験から定められた四つの評価ゾーンと対応させて評価される。この振動
の最大値を,対象とする機械の振動シビアリティと定義する(3.1.4参照)。
5.3.1 評価ゾーン ここに示す代表的な評価ゾーンは,対象とする機械の振動の定性的な判定を可能にし,
取り得る処置についての指針を与えるために定義されている。それぞれの機械の種類によっては,これと
異なるゾーンの分け方やゾーンの数が適用されることもあり得る。それは,ISO 10816-1に続く各部で扱
う。ゾーンの境界の暫定的な値を附属書Bに規定する。
ゾーンA:新しく設置された機械の振動値は通常,このゾーンに含まれるであろう。
ゾーンB: このゾーンの振動値の機械は,一般に何の制限もなく長期運転が可能であると考えら
れる。
ゾーンC: このゾーンの振動値の機械は,長期間の連続運転は期待できないと考えられる。一般
に,改善処置のための適切な機会が生じるまでの限定した期間だけこの振動条件で運
転できる。
ゾーンD:このゾーンの振動値の機械は,損傷を起こすのに十分なほどに厳しいと,通常考えら
れる。
ゾーンの境界値として定められた数値は,受渡当事者間で同意しなければならない受入仕様として使う
ことを意図したものではない。しかし,これらの数値は明らかに欠陥のある製品,又は非現実的な要求を
除くための指針となる。これらの値とは異なった境界値が必要となる特別の機械に対しては,これらのゾ
ーンとは別の様式のものとなることもある。
このような場合には,通常,その理由を説明する必要があり,また特により高い振動値で運転する場合
には機械の損傷の可能性がないことを確認する必要がある。
5.3.2
評価ゾーンの制限値 個々の機械の振動は,機械の大きさ,振動する物体及び支持系の特性,設計
した目的で変わる。このため,異なった種類の機械において,振動測定の内容を決める場合には,関連す
る様々な目的と状況を考慮することが必要である。ほとんどの機械では,軸受の種類にかかわらず,軸受
箱などの構造部品で測定した広帯域振動速度のrms値は,故障のない運転のための回転軸系の運転状態を
的確に表している。
ほとんどの機械の場合には,振動速度は広い範囲の運転速度にわたって振動の厳しさを特徴付けできる
ことが分かっている。しかし,振動数にかかわらず振動速度だけの値を許容値として用いたとき,これに
対応する振動変位は許容できないほど大きい値となることがある。これは特に,回転数成分の振動が支配
的である低い運転速度の機械に当てはまる。同様に,高速運転の機械や機械部品から発生する高い振動数
の振動を伴う機械に対する振動速度一定の基準は,許容できない加速度となる可能性が大きい。したがっ
9
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
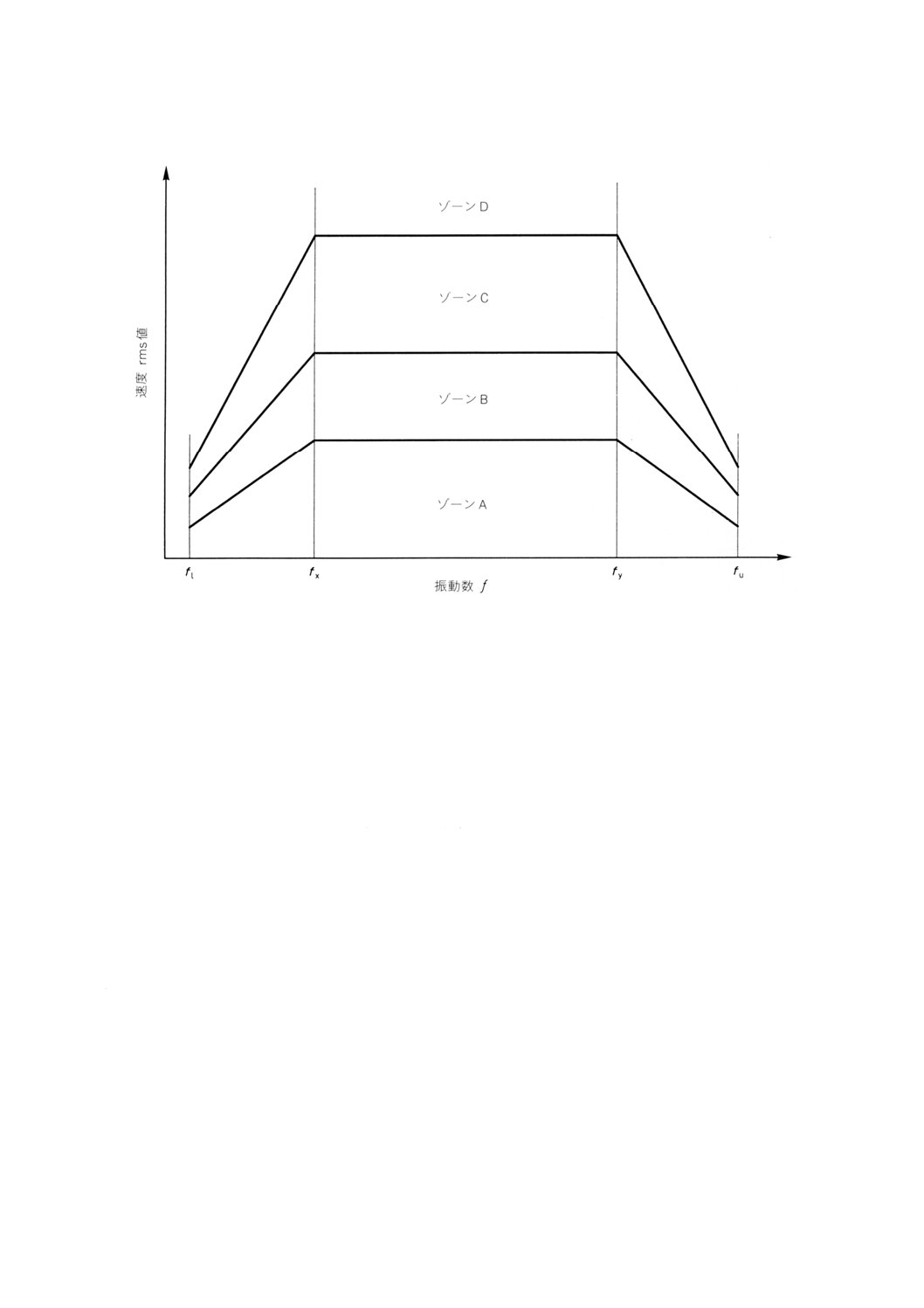
て,速度を基本とした一般的な許容基準は図6に示す形となる。
図6 振動速度許容基準の一般的な形
この図6は,上限振動数fu及び下限振動数flを示しており,また,定義された振動数fx以下及びfy以上
では,許容振動速度は振動数の関数であることを示している(附属書C参照)。fx及びfyの間の振動数で
は,振動速度一定の基準が適用される。附属書Bに示された振動速度のrms値はこの速度一定の領域の値
を示している。特定の種類の機械ごとの許容基準の詳細な特性とfl,fu,fx及びfyの値はISO 10816-1に続
く各部に規定する。
多くの機械において,広帯域の振動は主に一つの振動数成分,回転速度成分からなる場合が多い。この
場合,許容できる振動は,図6でその振動数に対応する振動速度として得られる。図6のfxより低い又は
fyより高い振動数領域で著しい振動エネルギーが存在するような一般的でない機械では,幾つかの方法が
ある。その例を次に示す。
a) 振動数fx以下の振動が支配的な場合には,通常の広帯域振動速度に加えて広帯域振動変位を測定すれ
ばよい。同様に,振動数fy以上の振動が支配的な場合には,広帯域振動加速度を測定すればよい。許
容できる振動変位及び振動加速度は,それぞれ図6の傾斜部分の振動速度に対応して求められる変位
及び加速度に一致している。
b) 周波数スペクトルの主な成分における振動速度,振動変位及び振動加速度は,周波数分析器を用いて
測定する。
振動数がfx以下又はfy以上の成分については,等価の広帯域振動速度は図6の各々の振動数に対応
する速度の値に適切な重み係数を乗じて,式(A.2)を用いて求められる。このようにして算出された振
動速度の値は,fx及びfyの間の一定振動速度に対応して評価される。
卓越した単一振動数成分から成っていない広帯域振動の場合には,周波数スペクトル成分の振動を
図6の折れ線と直接比較すると間違った評価結果になることに注意しなければならない。
10
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 図6の評価に適用できるような重み回路をもつ測定装置を用いると,すべてのスペクトル成分を含む
広帯域振動の測定を行うことができる。得られた測定値はfx及びfyの間の一定振動速度の値に対応し
て評価される。
それぞれの機種ごとに利用できる評価基準は,ISO 10816-1に続く各部に規定する。附属書Cに補
足した指針が示してある。ある種の機械では,図6(5.6.3参照)に示す基準とは別の基準が定められ
ることもある。
5.4
評価基準II:振動の大きさの変化 評価基準IIを用いれば,対象とする機械で以前の正常時の測定
で得た参照する値からの振動の大きさの変化を評価することができる。広帯域振動の大きさが著しく増加
又は減少した場合には,たとえ振動の大きさが評価基準IのゾーンCに達するほど大きくなくても何らか
の処置が必要になることがある。このような振動の変化は瞬時又は徐々に生じて,何らかの損傷発生の兆
候又は差し迫った破損やその他の正常でない状態を警告することがある。評価基準IIは,定常運転状態に
おいて生じる広帯域振動が変化する場合について適用される。
評価基準IIを適用する場合に,変化を比較するための基準の振動は同じ位置と方向で,かつ,同じ運転
状態で測定されなければならない。正常な振動から大きな変化があったときには,危険状態の回避のため
にその原因を調査すべきである。
運転監視を目的とした広帯域振動の変化を評価する評価基準は,ISO 10816-1に続く各部に規定する。
しかし,振動数成分に注目しなければ,ある種の振動変化を検出できない場合があることに留意する必要
がある。
5.5
運転上の制限値 ある種の機械では,長時間の運転のために運転上の振動制限値をあらかじめ決め
ておくことが常識になっている。この制限値は警報値及び停止値であり,これらは基準値を基に定められ
る。
基準値: 機械が稼動してある運転時間を経ると,定常運転状態では安定した振動値を示す。このよう
に経験的に得られる機械の振動値の大きさとして基準値を定義する。これはまたベースライ
ンとも呼ばれている。
警報値: あらかじめ定めた値に達したか,又は大きな振動値の変化が生じて処置が必要なことを警告
するための振動の大きさとして警報値を定義する。一般的には警報値を超えた場合でも,一
定期間は運転を続けることができる。一方,振動の変化の原因を特定し何らかの改善計画を
決定するための調査が行われる。
停止値: この値を超えて機械の運転を続けると,損傷を生じるおそれのある振動の大きさとして停止
値を定義する。停止値を超えれば,振動を小さくする処置を直ちに行うか,又は機械を停止
しなければならない。
動的な負荷や支持剛性の違いを考慮して測定位置や測定方向の違いによって,異なった制限値を設けて
もよい。
異なったそれぞれの機械の警報値及び停止値を決める指針が,ISO 10816-1に続く各部に規定する。
5.5.1
警報値の設定 機械が異なれば,警報値もかなり異なった値にする必要がある場合もある。警報値
は対象とする機械に対し,測定位置及び測定方向において経験的に得られる基準値に基づいて決めるのが
通例である。
警報値は,基準値にゾーンBの上限値にある比率を乗じた値を加えて基準値より高く設定することが望
ましい。基準値が低いと,警報値はゾーンCより低くなることもあり得る。特定の機種ごとの指針及び上
記の比率は,ISO 10816-1に続く各部に規定する。
11
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例えば,新しい機械で基準値がまだ確定していない場合,当初の警報値を同種の他の機械での経験や関
係者が同意した受入試験の振動値に基づいて決める。ある運転時間を経ると定常運転状態の基準値を確定
でき,それに従って警報値を設定し直す。機械のオーバホール後のように定常運転状態の基準値が変わっ
た場合には,警報値を見直すべきである。同じ機械でも軸受位置が異なると動的負荷と支持剛性の相違に
よって実際の警報値が軸受位置ごとに異なることがある。
5.5.2
停止値の設定 停止値は,通常その機械の健全性を維持することに関係するとともに,異常な動的
負荷に対する機械の耐久性を考えた設計方法にも関連する。したがって,設定する停止値は,同じ設計の
すべての機械で同じ値であるはずであり,警報値の設定と違って定常運転状態の基準値とは関連がない。
設計の異なる機械では停止値に差があることもあり,停止値の明確な指針をここで示すことは不可能で
ある。
停止値は一般に,ゾーンC又はDの中にある。
5.6
付加的な項目
5.6.1
振動数及びベクトル この規格で意図した振動の評価は広帯域振動だけに限り,振動数や振動位相
まで参照しないことを基本としている。この評価の方法は,ほとんどの機械の受入試験や運転監視に適し
ている。しかし,ある種の機械では振動の評価のためにベクトル情報の利用が望ましいことがある。
機械の動的な状態の変化を見付けて判断するのに,ベクトル変化の情報は特に有用である。このような
変化は広帯域振動の測定では検出できない場合がある。ベクトル変化についての評価の例は,附属書Dに
示す。
ベクトル変化の評価基準の明確な記述は,現状ではこの規格の適用範囲外である。
5.6.2
機械の振動感度 特定の機械では,定常運転条件の変化に対して振動が敏感なことがある。多くの
場合には,この敏感さは顕著ではない。しかし,特定の機械ではある定常運転条件では満足な振動状態で
あるが,別の定常運転条件では不満足な振動状態になるような振動感度をもつことがある。
機械の振動感度に疑問がある場合には,追加のいろいろな試験や理論的評価の必要性について受渡当事
者間の合意が望まれる。
5.6.3
転がり軸受の評価のための特別な技術 転がり軸受の状態を評価するための技術の開発が,広帯域
振動測定以外の方法でも進められている。これについては附属書Eに示してある。このような付加的な評
価基準の定義は,この規格の適用範囲外である。
12
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) 振動波形の関係
序文 この附属書(参考)は,振動波形の関係について記述したものであり,規定の一部ではない。
長年の実績から,振動速度のrms値の測定は,広範囲の種類の機械に対して振動応答を特徴づけるため
に有効であることが認められている。大きな不規則振動又は衝撃成分を含まない正弦波では,特定の振幅
及び位相をもつ幾つかの調波成分の和から成り,フーリエ解析で厳密に得られた数学的関係によって,い
ろいろな基本量(例えば,変位,速度,加速度,ピーク値,rms値,平均値など)の関係が得られる。こ
れらの関係は他の専門書で取り扱われており,この附属書では,その詳細は取り扱わない。ただし,幾つ
かの有用な関係式を示す。
振動速度の時系列の測定記録から,振動速度のrms値は,次の式で算出する。
()
∫
=
T
dt
T
0
2
rms
t
1
υ
υ
······························································· (A.1)
ここに,
υ (t): 時間の関数としての振動速度
υrms: 振動速度のrms値
T: υ (t) の主要な振動数成分の周期より長いサンプリング時間
スペクトル分析によって,加速度,速度及び変位振幅の大きさが異なる振動数 (f1,f2,…,fn) の関数と
して定まる。
振動の変位振幅のp-p値s1,s2,…,sn (μm) 又は,振動速度のrms値υ1,υ2,…,υn (mm/s) 又は振動加
速度のrms値a1,a2,…,an (mm/s2) 及び振動数f1,f2,…,fn (Hz) が得られたとすると,これらから振動
速度のrms値は,次の式で算出する。
(
)(
)
(
)
[
]
2
2
2
2
2
1
1
3
2
2
2
2
1
2
2
2
2
2
1
1
3
rms
2
10
2
1
10
=
=
×
=
−
n
n
n
n
n
f
a
f
a
f
a
f
s
f
s
f
s
+
+
+
+
+
+
+
+
+
Λ
Λ
Λ
π
υ
υ
υ
π
υ
···························· (A.2)
特別な場合として,振動が二つの振動数成分から成りrms値でυmin及びυmaxのうなりを生じているとき
のυrmsは,近似的に次の式で算出する。
(
)
min
2
max
2
rms
2
1
υ
υ
υ
+
=
·························································· (A.3)
振動加速度,振動速度及び振動変位を相互に換算する計算は,ただ一つの振動数をもつ正弦波の場合に
だけ可能である。例えば,附属書A図1を用いて換算できる。ただ一つの振動数成分をもつ振動速度が分
かっている場合には,変位振幅のp-p値は,次の式で算出する。
i
i
i
f
s
υ
450
=
············································································· (A.4)
ここに,
Si: 変位振幅のp-p値 (μm)
υi: 振動数fi (Hz) 成分の振動速度のrms値 (mm/s)
13
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A図1 単一の振動数をもつ振動における加速度,速度及び変位間との関係
14
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) それぞれの機械グループごとの広帯域振動の暫定基準
序文 この附属書(参考)は,それぞれの機械グループごとの広帯域振動の暫定基準について記述したも
のであり,規定の一部ではない。
非回転部分における機械の振動測定及び評価のための一般的指針を示したものである。それぞれの機械
グループごとの評価基準は,ISO 10816-1に続く各部で扱う。ただし,それらの各部が発行されるまでは,
附属書B表1に示した評価基準を暫定的に用いる。次に定める各クラスの機械の暫定の振動基準値は,ゾ
ーンA〜C(本体5.3.1参照)の上限値に一致する。したがって,これらの値を使用する前に,ISO 10816-1
に続く各部の値と変わっていないことを確認すべきである。対応するすべての部が発行された後は,この
附属書を廃止する。次に機械のクラス分けを示す。
クラスI : 通常の運転条件の下で,全体の完成機の一部の構成要素として組み込まれたエンジン及び機械
[代表例 出力15kW以下のはん(汎)用電動機]
クラスII : 特別の基礎をもたない中形機械(代表例 出力15kW〜75kWの電動機)及び特別な基礎上に
堅固に据え付けられたエンジン又は機械(300kW以下)
クラスIII : 大形原動機及び大形回転機で,剛基礎又は振動の測定方向に比較的高い剛性をもつ重い基礎上
に据え付けられたもの。
クラスIV : 大形原動機及び大形回転機で,振動の測定方向に比較的柔らかい剛性をもつ基礎上に据え付け
られたもの(代表例 出力10MW以上のターボ発電機セット及びガスタービン)。
附属書B表1 代表的なゾーン境界値
備考 各境界値は,上のゾーンに入る。例えば,クラスIIのゾーンBは,1.12を超え2.8以下である。
15
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考) 評価基準の明確な記述のための一般的指針
序文 この附属書(参考)は,評価基準の明確な記述のための一般的指針について記述したものであり,
規定の一部ではない。
本体図6に示した振動速度の判定基準は,次のような一般式で表す。
υrms=υA・G・ (fZ/fX) k (fY/fW) m ·················································· (C.1)
ここに, υrms: 許容振動速度のrms値 (mm/s)
υA: 振動数fxとfy間の一定振動速度範囲でのゾーンAの振動速度
rms値 (mm/s)
G: ゾーンの境界を定める係数(例えば,G=1とすればゾーンA
の上限値,G=2.56とすればゾーンBの上限値,またG=6.4
とすればゾーンCの上限値が得られる。)この係数は,機械
の速度又は運転条件(例えば,負荷,圧力,流量など)の関
数
fx,fy: 振動速度が一定とみなす振動数範囲 (Hz) で表した上限値及
び下限値(本体5.3.2参照)
f≦fyのときfw=fy
f>fyのときfw=f
f<fxのときfz=f
f≧fxのときfz=fx
f: 測定された振動数 (Hz)
k及びm: 機械のクラスによって決まる定数
特定グループの機械に対しては,図6のような折れ線の代わりに,速度のrms値を一定値とする場合も
ある。
16
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D(参考) 振動変化のベクトル解析
序文 この附属書(参考)は,振動変化のベクトル解析について記述したものであり,規定の一部ではな
い。
この規格の評価基準は,定常運転時の広帯域振動の大きさ及び振動の大きさの変化について定めている。
しかし,振動変化は個々の振動数成分のベクトル解析によってだけ特定ができる場合があるので,振動の
大きさの変化の評価基準には限界がある。非同期成分のベクトル解析の手法はまだ開発段階なので,その
成分の評価基準はこの規格では扱わない。
D.1 概要 機械で測定される広帯域の定常的な振動信号は,本来複雑で多くの異なった振動数成分から成
る。個々の成分は振動数,振幅及びある既知のデータとの位相で表される。従来の振動モニタリング装置
は,個々の振動数成分を分離せず,オーバーオール信号(すべての振動数成分が合成された信号)の大き
さを測定するものである。しかし,最近の診断装置は,複雑な信号を分析できるので個々の振動数成分の
振幅及び位相を求めることができる。これらは振動の異常な挙動の主要な原因を診断することに用いられ,
振動技術者にとって重要で役立つものである。
個々の振動数成分の振動の大きさの変化は重要であるが,広帯域振動の変化には必ずしも十分に反映さ
れていない。このため,広帯域振動の大きさの変化についての評価基準では,補足的に位相測定を要求し
ても差し支えない。
D.2 ベクトル変化の重要性 附属書D図1は,ポーラダイヤグラムであり,複雑な振動信号のある振動数
成分の振幅及び位相をベクトルで表すときによく用いられる。ベクトル
1
Aは初期の定常状態における振動
状態を示しており,この例では振動の大きさは3mm/s(rms値)で,位相角は40°である。ベクトル
2
Aは
機械にある変化が生じた後の定常状態での振動状態を示しており,振動の大きさはこのとき2.5mm/s(rms
値)で位相角は180°である。したがって,振動の大きさは3mm/sから2.5mm/sに,0.5mm/s(rms値)だ
け減少しているが,振動の実際の変化量はベクトル
2
A−
1
Aとなり,5.2mm/s(rms値)の大きさになる。
これは,振動の大きさだけを比較した場合の10倍以上の値となる。
D.3 ベクトル変化のモニタリング D.2で示した例は,振動信号をベクトル変化で示す重要性を明白に表
している。一般に広帯域振動の振動信号は,多くの振動数成分から成っており,それぞれの成分がベクト
ル変化をしていることに留意しなければならない。また,ある特定の振動数で許容できない振動変化も,
異なった振動数成分に対しては許容範囲以内の場合もある。
附属書Dでは,振動の専門家でない人による通常運転での広帯域振動のモニタリングを本来の目的とし
ており,個々の振動数成分のベクトル変化に対する評価基準を定めることは現状では難しい。
17
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D図1 個々の振動数成分の大きさの変化とベクトル変化との比較
18
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E(参考) 転がり軸受の損傷検出のための専門的な計測及び分析
序文 この附属書(参考)は,転がり軸受の損傷検出のための専門的な計測及び分析について記述したも
のであり,規定の一部ではない。
この規格の本体中で述べたように,転がり軸受の軸受箱の加速度生データの単純な広帯域振動測定から,
軸受の運転状態について十分な情報が得られることが多い。しかしこのような単純な計測では,すべての
条件でよい結果を期待することができないことも分かっている。特に計測する周波数範囲に軸受及び軸受
箱の強い共振の影響がある場合並びに,歯車のかみ合い周波数など,他の要因で強い振動信号が軸受に伝
わる場合には,間違った評価をすることがある。
主にこのような問題点が契機となって,転がり軸受の故障を特定するのにより適した計測器や様々な分
析技術が進歩してきている。しかしまだすべての条件で好結果が得られることが明らかになった計測器及
び分析技術はない。例えば,いずれの技術もそれだけでは軸受の欠陥のすべてのタイプを特定することは
不可能であり,またある種の機械の主要な軸受損傷を完全に特定できる方法が他の機械では全く適さない
場合がある。どのような場合でも振動の一般的な特徴及びパターンは,主に軸受の形式,軸受の構造,計
測器,そしてデータ処理方法に依存している。こうしたすべての現象をよく理解する必要があり,そうで
なければ対象となるいかなる軸受評価法も適用できない。
特定の軸受故障検出に適した方法を選択するには,使用する計測方法及び計測する機械に関しての専門
的知識が必要になる。
E.1〜E.4では,限定した適用ではかなりの成果が示されている入手可能な計測器と幾つかの分析技術に
ついて概要を述べる。しかしながら評価基準値に関してのデータが不十分なために,どの手法も現在のと
ころ規格に組み込むことはできない。
E.1 振動生データによる分析(オーバーオール振動計測) 転がり軸受の故障検出のために,加速度生デ
ータの広帯域rms値の計測に代わる簡単な方法についていろいろな提案がある。これらの方法には,次の
ものがある。
a) 加速度ピーク値の計測
b) 加速度のrms値に対するピーク値の比(クレストファクタ)の計測
c) 加速度のrms値とピーク値の積
E.2 周波数分析 複雑な振動信号の個々の周波数成分は,いろいろなフィルタの組合せかスペクトル分析
によって求めることができる。特定の軸受について十分なデータがあれば,その種々の欠陥を特徴づける
周波数が計算でき,振動データの周波数成分との比較ができる。それによって軸受損傷の兆候を検知でき
るだけでなく,損傷の性質をも明らかにできる。
機械自体の振動が相対的に大きいために軸受損傷による周波数を検出しにくい場合には,これらの周波
数をより明確に識別することを目的に,コヒーレントな波形平均,適応ノイズ相殺,スペクトル差などの
データ処理技術が効果的に用いられる。さらに,振動波形の包絡線波形のスペクトル解析も用いられる。
包絡線波形は,ハイパスフィルタ(又は高周波のバンドパスフィルタ)を通した波形を整流及び平滑化し
て作る。これによって低周波の背景の振動成分が低減する。そして反復して現れる損傷に関係する微小な
19
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
パルスは極めて検出しやすくなる。
周波数分析による他の有効な手法として,軸受状態を特徴付ける上で基本となる周波数そのものより,
これらの周波数の和差で生じる側帯波成分(サイドバンド)を調べる方法がある。これには,主に歯車か
み合いに関連した損傷を検知するのに使われていたケプストラム分析(対数表示されたパワースペクトル
についてのパワースペクトルで定義する。)があり,側帯波成分の影響を特定するのに利用できる。
E.3 衝撃パルスによる方法 転がり軸受が損傷すると衝撃パルスと通常呼ばれる短いパルスが発生し,こ
の現象に基づく多くの市販の計測器が使用できる。
衝撃パルスは,鋭いので非常に高い周波数成分を含む。市販の計測器は,これらの高い周波数成分を検
出し,独自の手法によって軸受状態に関する値を求めている。
他の手法としては,衝撃パルスの生波形の包絡線波形を周波数分析する方法がある。
E.4 その他の方法 転がり軸受の故障の検出方法として,振動計測によらない方法が幾つかある。この中
には音響ノイズ分析,サーモグラフィ,摩耗粉分析(フェログラフィ)などがある。しかし,すべての場
合によい結果が期待できるわけでなく,ある場合は適用することさえできない。
20
B 0906 : 1998 (ISO 10816-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F(参考) 参考文献
[1] ISO 2041 : 1990, Vibration and shock−Vocabulary.
[2] ISO 2954 : 1975, Mechanical vibration of rotating and reciprocating machinery−Requirements for instruments
for measuring vibration severity.
[3] ISO 7919-2 : 1996, Mechanical vibration of non-reciprocating machines−Measurements on rotating shafts and
evaluation criteria−Part 2 : Large land-based steam turbine generator sets.
[4] ISO 7919-3 : 1996, Mechanical vibration of non-reciprocating machines−Measurements on rotating shafts and
evaluation criteria−Part 3 : Coupled industrial machines.
[5] ISO 7919-4 : 1996, Mechanical vibration of non-reciprocating machines−Measurements on rotating shafts and
evaluation criteria−Part 4 : Gas turbine sets.
[6] ISO 7919-5, Mechanical vibration of non-reciprocating machines−Measurements on rotating shafts and
evaluation criteria−Part 5 : Machine sets in hydraulic power generating and pumping plants.
原案作成委員会 構成表
氏名
所属
(主査)
中 川 栄 一
東京商船大学交通機械工学
(幹事)
榊 田 均
東芝株式会社重電技術研究所
岩 壺 卓 三
神戸大学工学部
江 口 真 人
株式会社荏原総合研究所流体研究所
本 間 清
通商産業省工業技術院標準部
神 吉 博
神戸大学工学部
岸 郁 朗
株式会社富士電機生産技術研究所
黒 橋 道 也
株式会社神戸製鋼所機械開発センター
小 林 正 生
石川島播磨重工業株式会社技術研究所
鷺 沢 忍
佐 藤 一 男
株式会社日立製作所電力電機開発本部
富 沢 正 雄
三菱電機株式会社先端総合研究所
橋 本 繁 晴
財団法人日本規格協会
古 池 治 孝
川崎重工業株式会社明石技術研究所
松 下 修 己
防衛大学校機械工学
安 田 千 秋
三菱重工業株式会社高砂研究所
(事務局)
中 嶌 勉
社団法人日本機械学会
文責 榊田 均