2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0703-1987
鋳造品の丸み
Roundness of Castings
1. 適用範囲 この規格は,砂型(シェル型その他の精密砂型を除く。)による鋳造品の肉厚変化部及び交
差部の隅(すみ)の丸み並びに角(かど)の丸みについて規定する。
引用規格:
JIS B 8601 標準数
2. 用語の説明 この規格に用いる用語の意味は,次による。
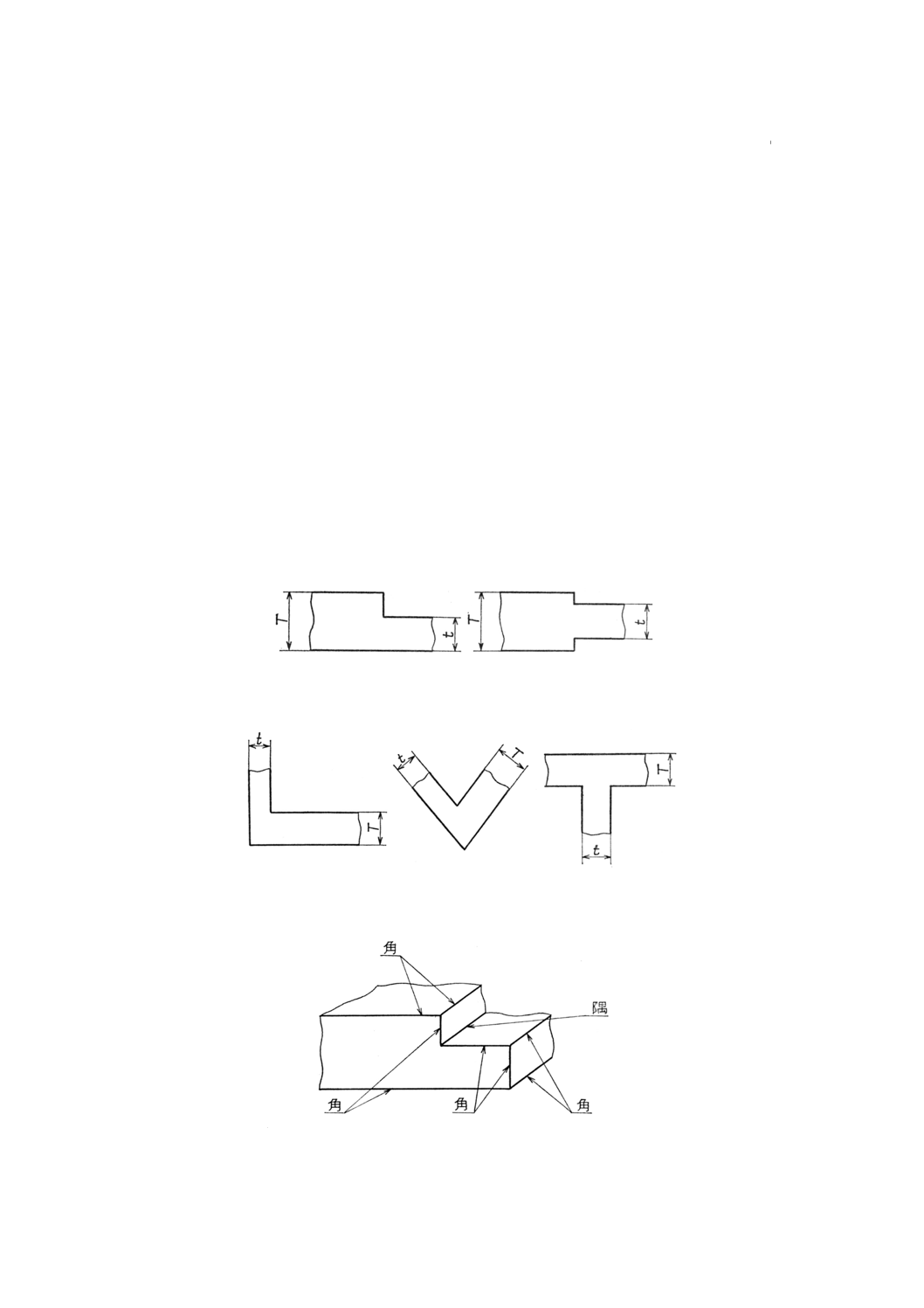
(1) 肉厚変化部 鋳造品の厚さが変化する部分(図1参照)。
図1
(2) 交差部 鋳造品のL字形,V字形及びT字形に交差する部分(図2参照)。
図2
(3) 角及び隅 鋳造品を形成する面の突き出した部分を角,内側に屈曲した部分を隅という(図3参照)。
図3
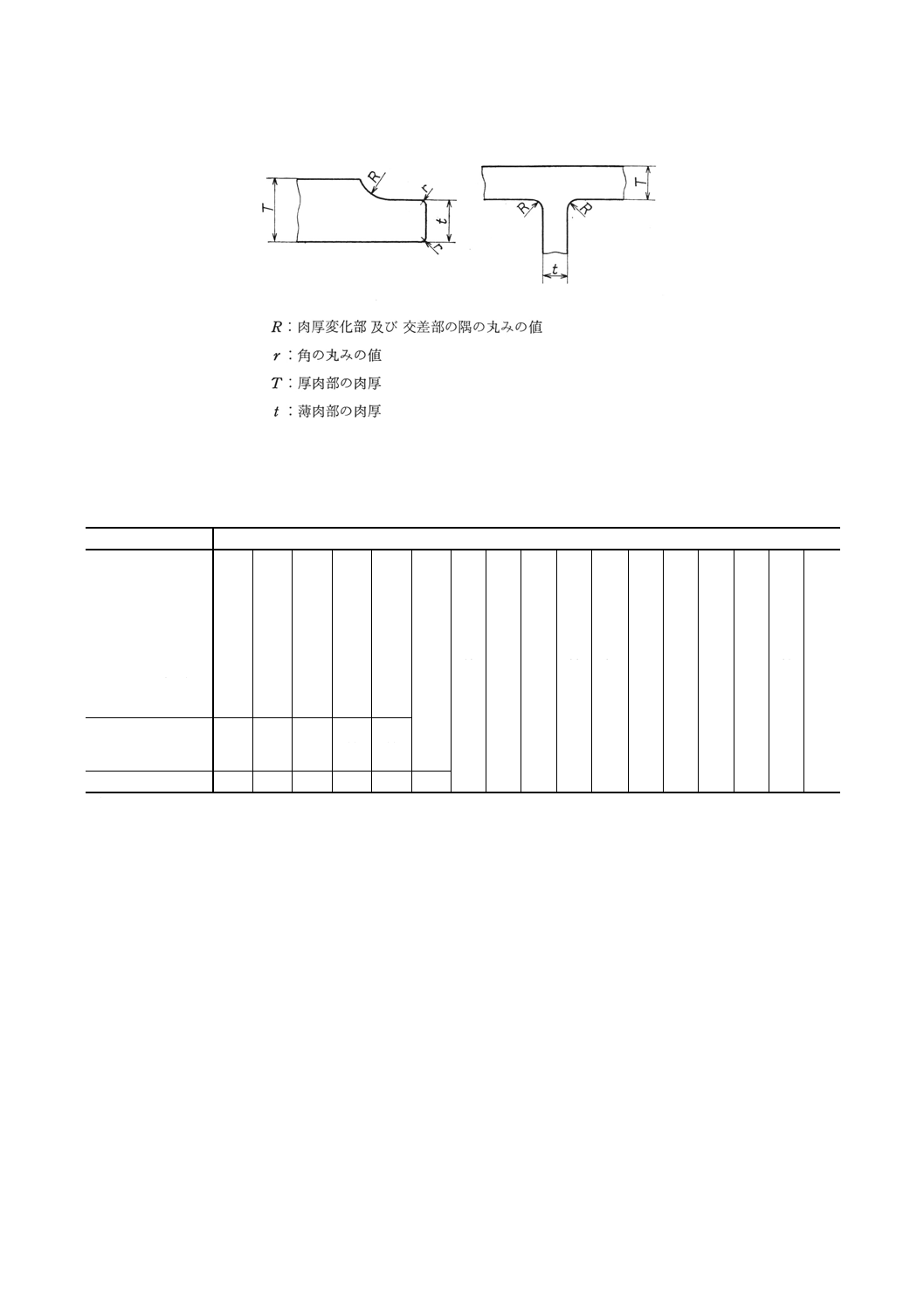
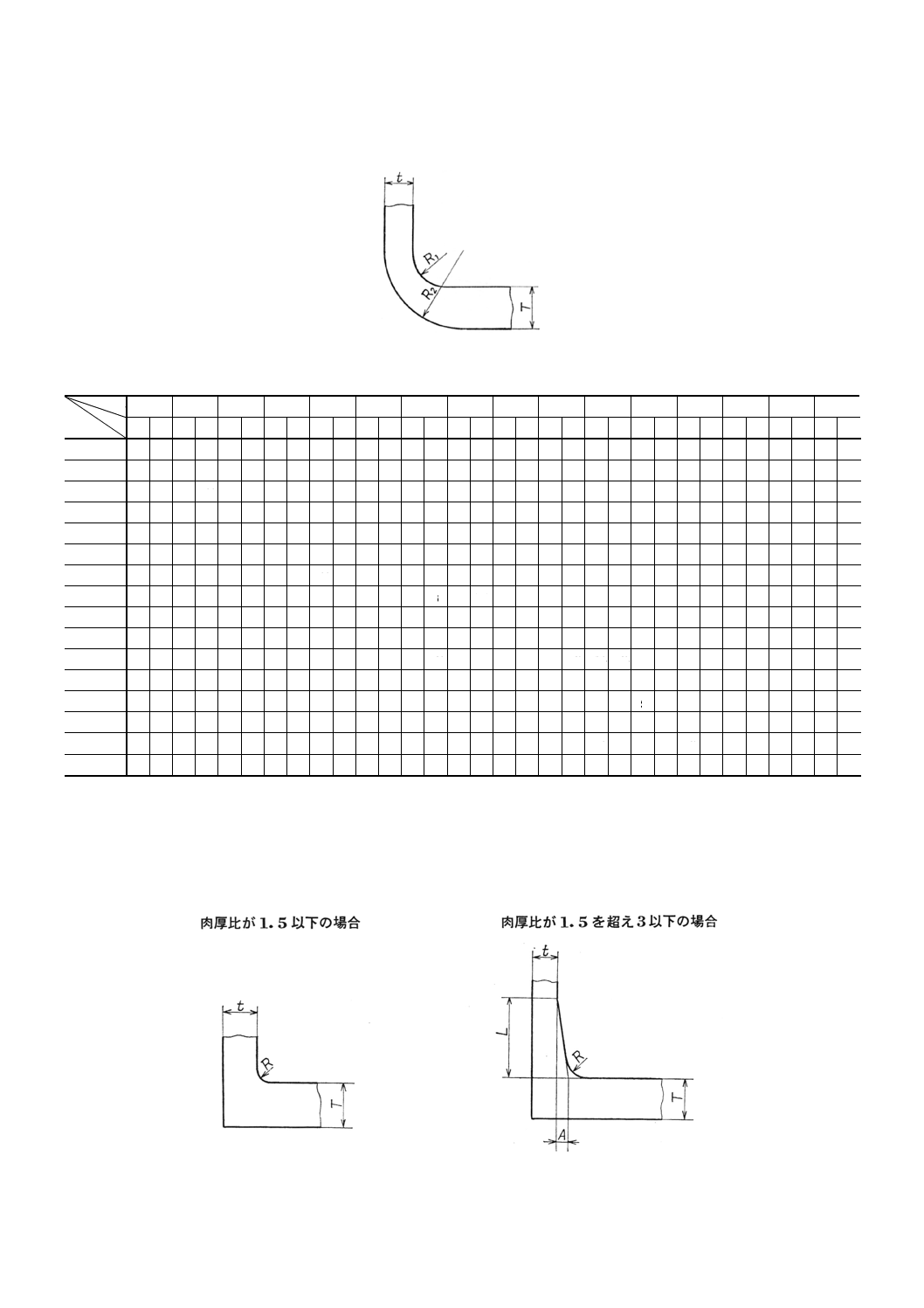
(4) 丸みの値 鋳造品の肉厚変化部及び交差部の隅の丸み並びに角の丸みを表す半径の大きさ(図4参照)。
2
B 0703-1987
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4
3. 肉厚変化部及び交差部の隅の丸みの値 肉厚変化部及び交差部の隅の丸みの値は,表1による。
表1 肉厚変化部及び交差部の隅の丸み
単位mm
材料
丸みの値 R(1)
ねずみ鋳鉄品
可鍛鋳鉄品
球状黒鉛鋳鉄品
黄銅鋳物
青銅鋳物
高力黄銅鋳物
アルミニウム合金鋳物
マグネシウム合金鋳物
(2)
3
4
5
6
8
10
12
16
20
25
30
40
50
60
80
100
炭素鋼鋳鋼品
低合金鋼鋳鋼品
−
−
−
(5)
(6)
ステンレス鋼鋳鋼品
−
−
−
(5)
(6)
(8)
注(1) Rの実際の適用の目安を参考1に示す。
備考1. 括弧内の丸みの値は,なるべく使用しないものとする。
2. 丸みの値が100mmを超える場合は,JIS Z 8601(標準数)のR 10による。
3
B 0703-1987
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 角の丸みの値 角の丸みの値は,表2による。
表2 角の丸み
単位mm
材料
丸みの値 r(2)
ねずみ鋳鉄品
(1)
(1.2)
1.6
可鍛鋳鉄品
黄銅鋳物
青銅鋳物
アルミニウム合金鋳物
2
2.5
マグネシウム合金鋳物
3
4
5
6
8
10
球状黒鉛鋳鉄品
−
−
−
高力黄銅鋳物
炭素鋼鋳鋼品
−
−
−
(2)
(2.5)
低合金鋼鋳鋼品
ステンレス鋼鋳鋼品
注(2) rの実際の適用の目安を参考2に示す。
備考1. 括弧内の丸みの値は,なるべく使用しないものとする。
2. 丸みの値が10mmを超える場合は,表1の数値を用いる。
参考1 肉厚変化部及び交差部における隅の丸みの値の適用 肉厚変化部及び交差部における隅の丸みの
値の適用に際してのよりどころを,参考として次に示す。
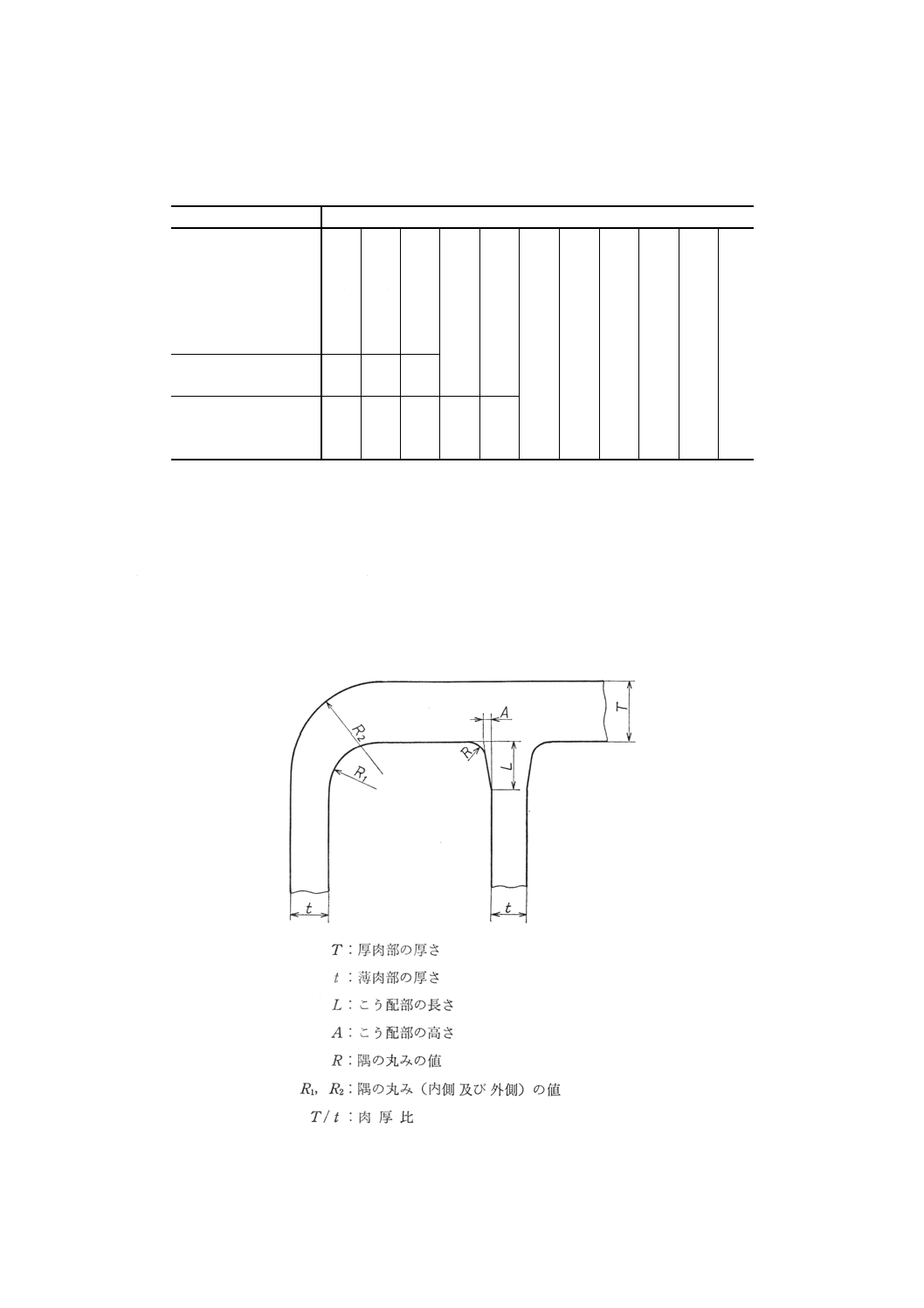
1. 記号 参考1に用いる記号は,次のとおりとする(参考図1)。
参考図1
4
B 0703-1987
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
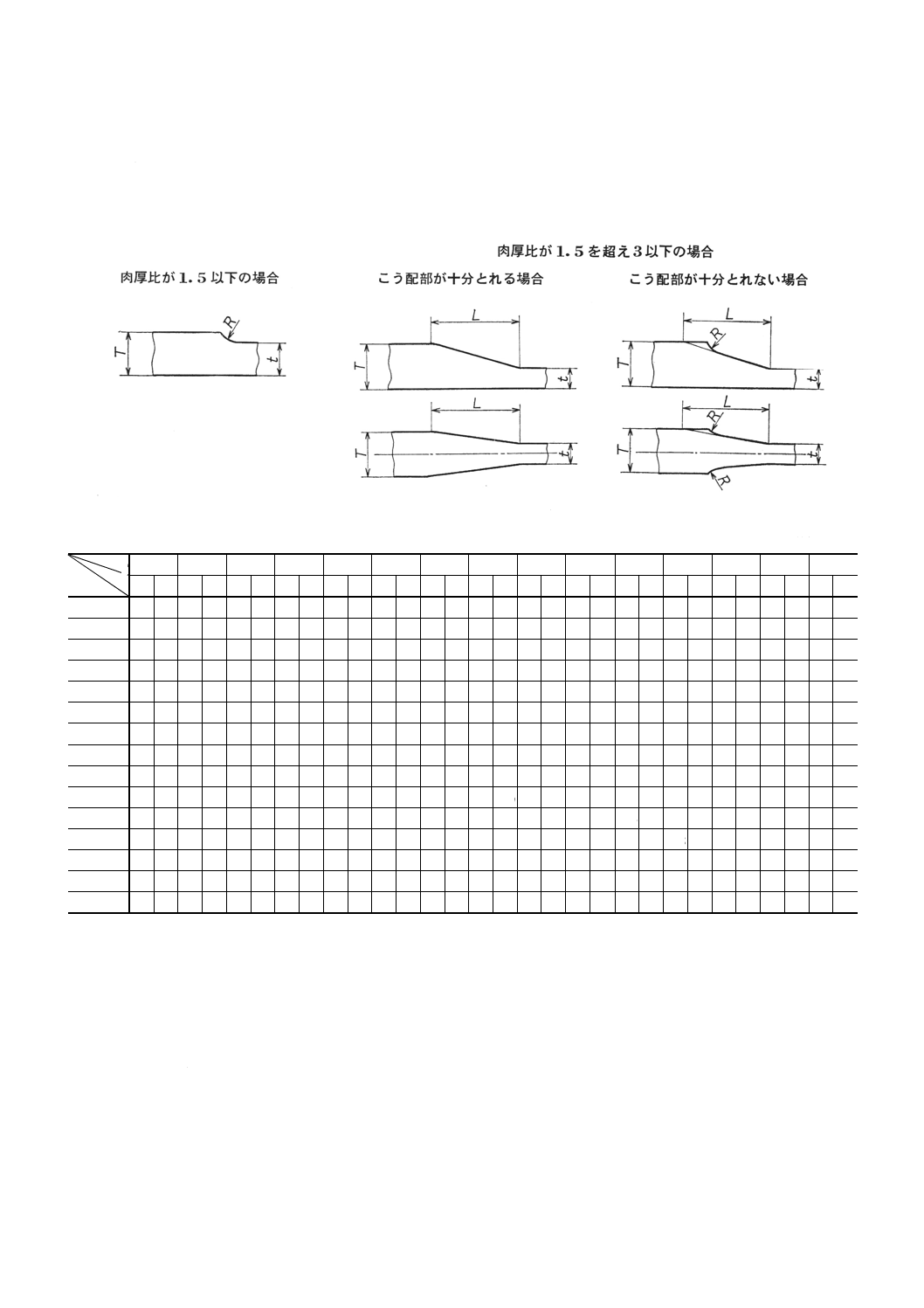
2. 肉厚変化部 肉厚比が1.5以下の場合には,薄肉側に接する丸みを付ける。肉厚比が1.5を超え3以下
の場合にはこう配部を設ける。
こう配部が十分とれない場合は,こう配部に接する丸みを厚肉部側に付ける(参考図2参照)。
参考図2
参考表1 肉厚変化部における丸み及びこう配部の値
単位mm
t
T
3
4
5
6
8
10
12
16
20
25
30
40
50
60
80
R L R L R L R L R L R L R L R L R L R L R L R L R L R L R L
4
(2) −
5
3
8
3 −
6
3 12
3 −
3 −
8
4 20
4 16
4 12
4 −
10
5 25
5 20
5 16
5 −
12
6 30
6 25
6 16
6 −
16
8 40
8 30
8 25
8 −
20
10 50 10 40 10 30 10 −
25
12 60 12 50 12 40 12 −
30
16 80 16 80 16 60 16 −
16 −
40
20 100 20 80 20 60 20 −
50
25 125 25 100 25 80 25
60
30 160 30 125 30 125 30 −
30 −
80
40 200 40 200 40 160 40 125 40 −
100
50 250 50 200 50 160 50 −
備考1. 丸みの値が鋳造品の材料により規格本体の値以下になっている部分は,規格本体の最小値を採用する。
2. 括弧内の丸みの値は,なるべく使用しない。
3. L字形交差部及びV字形交差部 L字形交差部(交差角90°)及びV字形交差部(交差角90°未満)
は,次の(1)のようにその交差部の内側及び外側を原則として丸めるが,交差部が60°以上の場合には,次
の(2)のように内側だけを丸めて,外側は丸めなくてもよい。
(1) 内側及び外側に丸みを付ける場合 交差部の両側に接するように丸みを付ける(参考図3参照)。
5
B 0703-1987
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考図3
参考表2 L字形交差部,V字形交差部の内側及び外側に丸みを付ける場合の丸みの値
単位mm
t
T
3
4
5
6
8
10
12
16
20
25
30
40
50
60
80
100
R1 R2 R1 R2 R1 R2 R1 R2 R1 R2 R1 R2 R1 R2 R1 R2 R1 R2 R1 R2 R1 R2 R1 R2 R1 R2 R1 R2 R1 R2 R1 R2
3
3
6
4
4
8
4
8
5
4
8
5 10
5 10
6
5 10
5 10
5 10
6 12
8
5 10
6 12
6 12
6 12
8 16
10
6 12
8 16
8 16 10 20 10 20
12
8 16 10 20 10 20 10 20 12 (24)
16
10 20 12 25 12 25 16 30 16 (32)
20
16 30 16 30 16 30 20 40 20 40
25
20 40 20 40 20 40 25 50 25 50
30
20 40 20 40 25 50 25 50 30 60 30 60
40
30 60 30 60 30 60 40 80 40 80
50
40 80 40 80 40 80 50 100 50 100
60
40 80 40 80 50 100 50 100 50 100 60 120
80
50 100 60 120 60 120 60 120 80 160
100
60 120 80 160 80 160 100 200 100 200
備考1. 括弧内の値は,規格値ではないが,この場合に限り丸みの値として使用する。
2. 丸みの値が鋳造品の材料によって規格本体の値以下になっている部分は,規格本体の最小値を採用する。
(2) 外側に丸みを付けない場合 肉厚比が1.5以下の場合には,内側の接続部に丸みを付け,肉厚比が1.5
を超え3以下の場合には,内側にこう配部を設けて厚肉側に丸みを付ける(参考図4参照)。
参考図4
6
B 0703-1987
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考表3 L字形交差部,V字形交差部の外側を丸みを付けない場合の丸み及びこう配部の値
単位mm
t
T
3
4
5
6
8
10
12
16
20
25
30
40
50
60
80
100
R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A
3
(2) − −
4
(2) − − (2) − −
5
3 8 2 3 − − 3 − −
6
3 12 3 3 − − 3 − − 3 − −
8
3 20 5 3 16 4 3 12 3 3 − − 3 − −
10
3 25 6 3 20 5 3 16 4 3 − − 3 − −
12
4 34 8 4 25 6 4 16 4 4 − − 4 − −
16
5 40 10 5 30 8 5 25 6 5 − − 5 − −
20
6 50 12 6 40 10 6 30 8 6 − − 6 − −
25
8 60 16 8 50 12 8 40 10 8 − − 8 − −
30
10 80 20 10 80 20 10 60 16 10 − − 10 − − 10 − −
40
12 10025 12 80 20 12 60 16 12 − − 12 − −
50
16 12530 16 100 25 16 80 20 16 − − 16 − −
60
20 16040 20 125 30 20 125 30 20 − − 20 − − 20 − −
80
25 200 50 25 16040 25 12530 25 − − 25 − −
100
30 25060 30 20050 30 160 40 30 − − 30 − −
備考1. 丸みの値が鋳造品の材料によって規格本体の値以下になっている部分は,規格本体の最小値を採用する。
2. 括弧内の丸みの値は,なるべく使用しない。
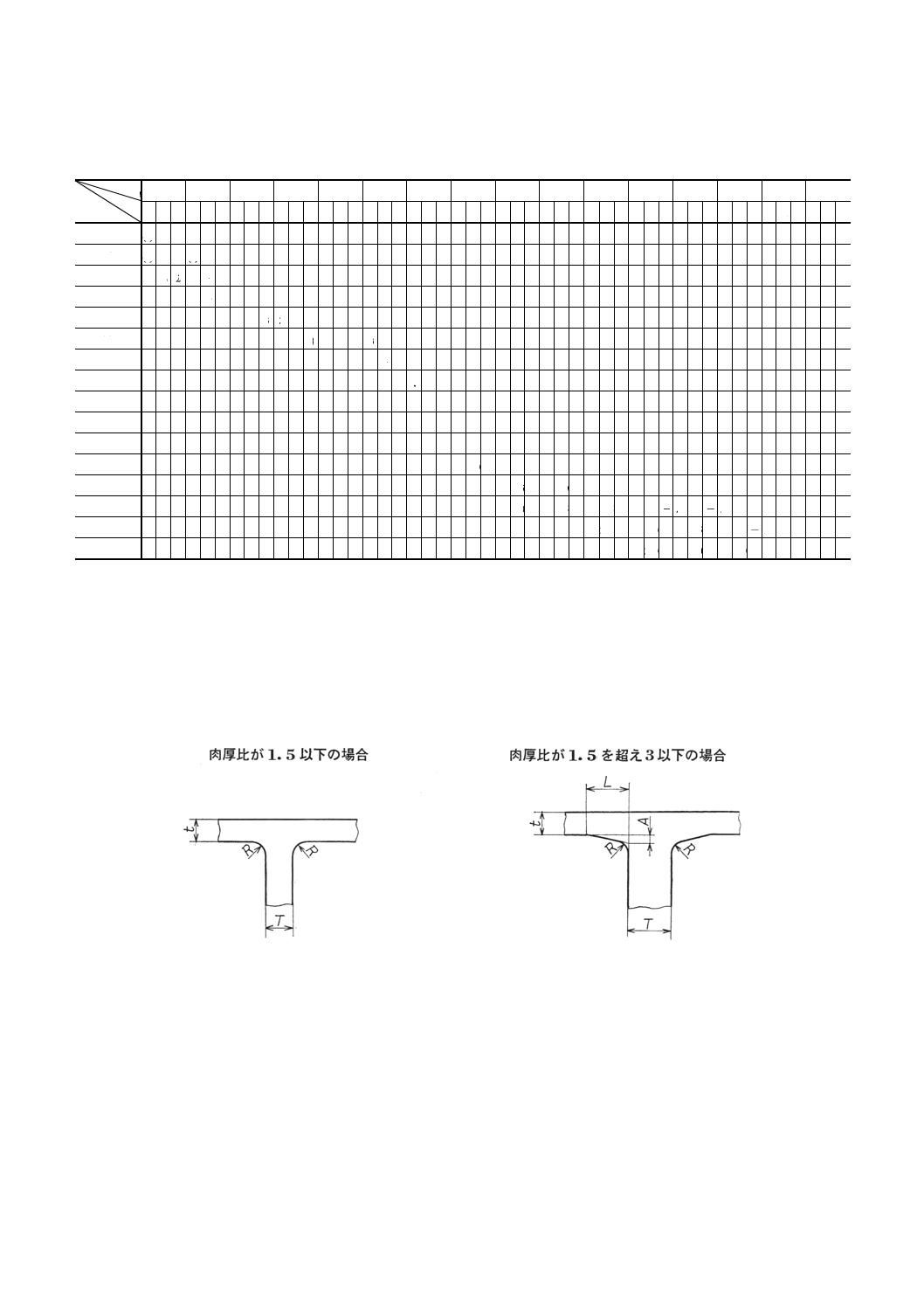
4. T字交差部 T字交差部には,次の(1)及び(2)の場合のように,その隅に丸み及びこう配部を設ける。
(1) 薄肉部に厚肉部が交差する場合 肉厚比が1.5以下の場合には,隅に丸みを付け,肉厚比が1.5を超え
3以下の場合には,こう配部を設けて,厚肉側に丸みを付ける(参考図5参照)。
参考図5
7
B 0703-1987
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考表4 薄肉部に厚肉部がT字形に交差する場合の丸み及びこう配部の値
単位mm
t
T
3
4
5
6
8
10
12
16
20
25
30
40
50
60
80
100
R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A
3
(2) − −
4
(2) − − (2) − −
5
(2) − − (2) − − (2) − −
6
(2) 6 2 (2) − − (2) − − (2) − −
8
3 10 2.5 3 8 2 3 6 2 3 − − 3 − −
10
3 12 3 3 10 2.5 3 8 2 3 − − 3 − −
12
4 16 4 4 12 3 4 8 2 4 − − 4 − −
16
5 20 5 5 16 4 5 12 3 5 − − 5 − −
20
6 25 6 6 20 5 6 16 4 6 − − 6 − −
25
8 30 8 8 25 6 8 20 5 8 − − 8 − −
30
10 40 10 10 30 8 10 30 8 10 − − 10 − − 10 − −
40
12 50 12 12 40 10 12 30 8 12 − − 12 − −
50
16 60 16 16 50 12 16 40 10 16 − − 16 − −
60
20 80 20 20 60 16 20 60 16 20 − − 20 − − 20 − −
80
25 100 25 25 80 20 25 60 16 25 − − 25 − −
100
30 12530 30 10025 30 80 20 30 − − 30 − −
備考1. 丸みの値が鋳造品の材料によって規格本体の値以下になっている部分は,規格本体の最小値を採用する。
2. 括弧内の丸みの値は,なるべく使用しない。
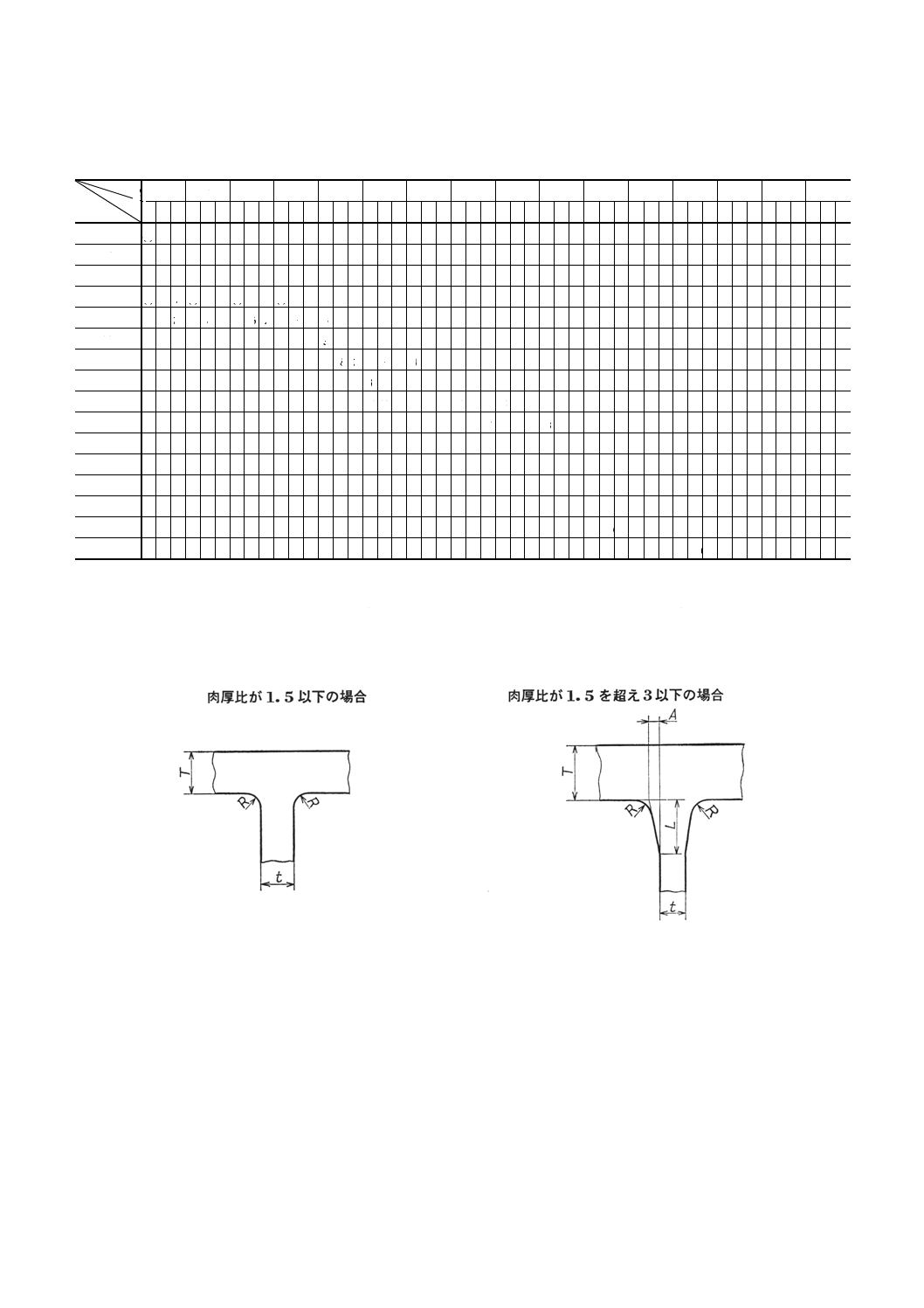
(2) 厚肉部に薄肉部が交差する場合 肉厚比が1.5以下の場合は隅に丸みを付け,肉厚比が1.5を超え3
以下の場合には,こう配部を設けて,厚肉部に丸みを付ける(参考図6参照)。
参考図6
8
B 0703-1987
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考表5 厚肉部に薄肉部がT字形に交差する場合の丸みとこう配部の値
単位mm
t
T
3
4
5
6
8
10
12
16
20
25
30
40
50
60
80
100
R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A R L A
3
(2) − −
4
(2) − − (2) − −
5
(2) − − (2) − − (2) − −
6
(2) − − (2) − − (2) − − (2) − −
8
3 − − 3 − − 3 − − 3 − − 3 − −
10
3 12 2 3 − − 3 − − 3 − − 3 − −
12
4 16 2 4 12 2 4 − − 4 − − 4 − −
16
5 20 2.5 5 16 2 5 12 2 5 − − 5 − −
20
6 25 3 6 20 2.5 6 16 2 6 − − 6 − −
25
8 30 4 8 2.5 3 8 20 2.5 8 − − 8 − −
30
10 40 5 10 40 5 10 30 4 10 − − 10 − − 10 − −
40
12 50 6 12 40 5 12 30 4 12 − − 12 − −
50
16 60 8 16 50 6 16 40 5 16 − − 16 − −
60
20 80 10 20 60 8 20 60 8 20 − − 20 − − 20 − −
80
25 100 12 25 80 10 25 60 8 25 − − 25 − −
100
30 125 16 30 100 12 30 80 10 30 40 5 30 − −
備考1. 丸みの値が鋳造品の材料によって規格本体の値以下になっている部分は,規格本体の最小値を採用する。
2. 括弧内の丸みの値は,なるべく使用しない。
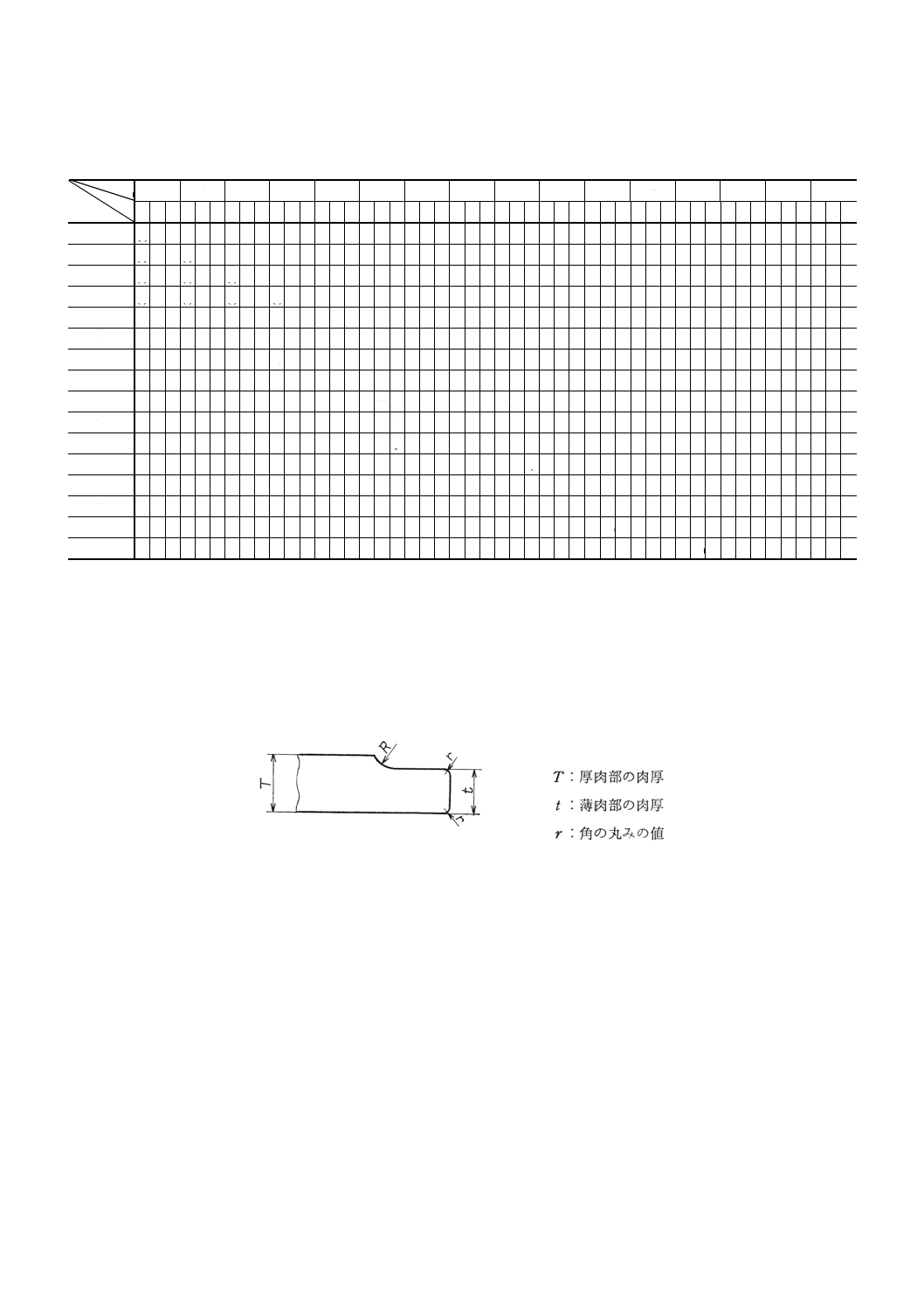
参考2 角の丸みの値の適用 角の丸みの値の適用に際してのよりどころを参考として次に示す。
1. 記号 参考2に用いる記号は,次のとおりとする(参考図7)。
参考図7
2. 角の丸みの目安 角の丸みの値の適用の目安は参考表6による。
9
B 0703-1987
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考表6
単位mm
鋳造品の肉厚
(T又はt)
材料
3〜5
6〜10
12〜20
25〜40
50〜100
ねずみ鋳鉄品
可鍛鋳鉄品
黄銅鋳物
青銅鋳物
アルミニウム合金鋳物
マグネシウム合金鋳物
1
2
2
3
4
球状黒鉛鋳鉄品
高力黄銅鋳物
−
2
3
4
5
炭素鋼鋳鋼品
低合金鋼鋳鋼品
ステンレス鋼鋳鋼品
−
3
4
5
6