B 0681-6:2014 (ISO 25178-6:2010)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 分類体系························································································································· 6
附属書A(参考)測定学上の制限 ···························································································· 9
附属書B(参考)GPSマトリックスモデルとの関係 ··································································· 10
B 0681-6:2014 (ISO 25178-6:2010)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般財団法人日本規格協会(JSA)から,工
業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済
産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 0681の規格群には,次に示す部編成がある。
JIS B 0681-2 第2部:用語,定義及び表面性状のパラメータ(予定)
JIS B 0681-3 第3部:仕様オペレータ(予定)
JIS B 0681-6 第6部:表面性状測定方法の分類
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0681-6:2014
(ISO 25178-6:2010)
製品の幾何特性仕様(GPS)−表面性状:三次元−
第6部:表面性状測定方法の分類
Geometrical product specifications (GPS)-Surface texture: Areal-
Part 6: Classification of methods for measuring surface texture
序文
この規格は,2010年に第1版として発行されたISO 25178-6を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
この規格は,製品の幾何特性仕様(GPS)の一つで,GPS規格に属し(ISO/TR 14638 [2]),粗さ曲線,
うねり曲線,断面曲線及び三次元の表面性状の規格チェーンのリンク番号5に関係する。
この規格と他のGPS規格との関連についての詳細は,附属書Bを参照。
この規格は,主に表面性状の測定に使用する方法の分類体系について規定する。この分類は,各種の方
法の選択及び理解の助けに成り得る。また,どの測定方法が,三次元表面性状の測定に適用できるのかの
助けにも成り得る。ここで分類体系は可能な限り一般的になることを目指している。しかし,分類中の単
一方法に明瞭に一致しない測定機器も存在することもある。
1
適用範囲
この規格は,主に表面性状の測定に使用する方法の分類体系について規定する。測定方法は,三つの分
類を定義して,分類間の関係を説明し,かつ,具体的な方法を簡潔に規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 25178-6:2010,Geometrical product specifications (GPS)−Surface texture: Areal−Part 6:
Classification of methods for measuring surface texture(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
注記 対応国際規格:ISO 4287:1997,Geometrical Product Specifications (GPS)−Surface texture: Profile
method−Terms, definitions and surface texture parameters(IDT)
2
B 0681-6:2014 (ISO 25178-6:2010)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 25178-2,Geometrical product specifications (GPS)−Surface texture:Areal−Part 2: Terms, definitions and
surface texture parameters
ISO/IEC Guide 99:2007,International vocabulary of metrology−Basic and general concepts and associated
terms (VIM)
注記 このガイドは,TS Z 0032として発行されている。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0601,ISO 25178-2及びISO/IEC Guide 99によるほか,
次による。
3.1
一般用語
3.1.1
測定座標系(measurement coordinate system)
表面性状パラメータを測定する座標系。
注記1 公称表面が平面(又は平面の一部)ならば,一般に,平均線に一致する測定方向をX軸,X
軸に直角で公称表面上の軸をY軸,及び,外側方向(物体から周囲の空間へ)をZ軸とする
右手直交系の直交座標系を使用する。この規格は,円筒座標系で記載している3.2.1の注記3
及び3.3.3を除いて,直交座標系を用いる。
注記2 特定座標系については,ISO 25178-2を参照。
3.1.2
実表面の断面曲線(surface profile)
実表面を指定された平面によって切断したとき,その切り口に現れる曲線。
注記 切断する面は,実表面に垂直で任意の方向とするのが一般的である。
3.1.3
高さ座標値,z(x, y)(ordinate value)
位置x,yでの表面の高さ。
3.2
表面性状測定方法の分類の定義
3.2.1
二次元の輪郭曲線を測定する方法(line-profiling method)
測定データの不規則凹凸から,高さの関数z(x)として数学的に表される,表面の二次元のグラフ又は輪
郭曲線を生成して三次元凹凸を測定する方法。
注記1 二次元に対して三次元の表面凹凸を測定する方法(3.2.2)及び面内を積分する方法(3.2.3)
は,表面の単一の輪郭曲線の代わりに,選択した面内で表面性状を定量化する。
注記2 複数の輪郭曲線を測定する測定機の例として,触針走査計[1],初期の位相シフト式干渉計[2],
[3],光学差動式輪郭曲線計[4],[5]などがある。
注記3 円環状の輪郭曲線を測定するために,zが角度θの関数の円筒座標系の測定機も開発されて
いる。一例として干渉式円環状輪郭曲線計[6]がある。
3.2.2
三次元の表面凹凸を測定する方法(areal-topography method)
二つの独立変数(x, y)の高さの関数z(x, y)として数学的に表される表面凹凸像を生成して表面を測定する
方法。
3
B 0681-6:2014 (ISO 25178-6:2010)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 触針走査法[7],位相シフト干渉顕微鏡法[8],垂直走査低コヒーレンス干渉法[9],[10],共焦
点顕微鏡法[11],色収差共焦点顕微鏡法[12],パターン光投影[13],[14](三角測量法を含む。),
全焦点画像顕微鏡法[15],光学差動式輪郭曲線法[3],[4],デジタルホログラフィ顕微鏡法[16],
点合焦輪郭曲線法[17],[18],角度分解SEM法[19],[20],SEMステレオ投影法[21],[22],
走査トンネル顕微鏡法[23],及び原子間力顕微鏡法[24],[25]が,三次元の表面凹凸を測定す
る方法として開発又は市販されている。表面凹凸の測定方法の性能は,Y軸方向に順送りし,
X軸方向走査で得られた平行な輪郭曲線の一群又は顕微鏡カメラでの画像の形成と同じであ
る。これらの方法の全てが,二次元の輪郭曲線を生成するのに使用することができる。
注記2 (Y軸方向に)走査された平行な輪郭曲線の一群のz(x)のような輪郭曲線から表面凹凸画像
z(x, y)を形成する方法は,測定速度の遅い軸であるため精度には注意が必要である。z(x, y)凹
凸像は,面の性状を表示するが,場合によってその方法はz(y)の凹凸変化が実際よりも小さ
く評価される場合もある。また,Z軸方向の輪郭の精度は測定機器のドリフトによって制限
されることもある。
3.2.3
面内を積分する方法(area-integrating method)
表面の代表的な領域を測定し,面内で積分された特性に対応する数値結果を生成して表面を測定する方
法。
注記1 二次元の輪郭曲線データz(x)又は三次元の凹凸データz(x, y)は得られない。
注記2 面内を積分する方法として開発されてきた測定機には,光散乱を総積分した技術[26],光散
乱の角度分解[27],平行板の静電容量[28],及び空気圧(流量)測定[29]を使用したものがあ
る。
注記3 面内を積分する方法は,同じ工程で製造された部品の表面性状の差の判定,表面性状の繰り
返し評価を行うために校正された比較用粗さ標準片又は比校正された試験標準片を併用して,
比較測定器として使用される。
3.3
具体的な方法の用語及び説明(Terms and descriptions for specific methods)
3.3.1
触針走査法(contact stylus scanning)
触針をプローブとして使用した測定法で,プローブをX軸方向(測定方向)に沿って移動させ,その面
に垂直な方向の変位から表面凹凸を求める方法。
注記1 表面凹凸は,通常,Y軸方向に等間隔で順送りに実施するX軸方向走査によって得られる平
行な輪郭曲線の一群から求める。
注記2 追加情報は,ISO 25178-601:2010を参照。
3.3.2
位相シフト式干渉顕微鏡法,PSI(phase-shifting interferometric microscopy)
既知の単一波長からなる光源の干渉顕微鏡で,位相を連続的に変えた複数の干渉じま(縞)画像を生成
し,その干渉じま(縞)の濃淡から輪郭曲線又は凹凸画像を求めて表面凹凸を測定する方法。
注記1 明暗の干渉じま(縞)は,二つ又はそれ以上の相互にコヒーレント(coherent)な光ビームが
重ねられたとき,画像の中で生成される。
注記2 追加情報は,ISO 25178-603:2013を参照。
4
B 0681-6:2014 (ISO 25178-6:2010)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3.3
干渉式円環状輪郭曲線法(circular interferometric profiling)
円周上の走査ビームと中心の参照ビームとから構成される干渉プローブを用いて円周の局所高さを検出
して表面の輪郭曲線を測定する方法。
その結果は,二次元の輪郭曲線及び三次元凹凸画像ではなく,円筒座標系による円状の輪郭曲線z(θ)と
なる。
3.3.4
光学差動式輪郭曲線法(optical differential profiling)
表面上で僅かに離れた2点間の高さの差から表面の局所微小傾斜角をX軸方向(測定方向)に沿って測
定し,それらの局所微小傾斜角の積分から表面輪郭曲線を算出して表面凹凸を測定する方法。
注記1 ノマルスキー微分輪郭曲線法とも呼ばれる。
注記2 表面凹凸は,通常Y軸方向に等間隔で順送りに実施するX軸方向走査によって得られる,平
行な輪郭曲線の一群から求める。
3.3.5
垂直走査低コヒーレンス干渉法,CSI(coherence scanning interferometry,CSI)
低コヒーレンス光源を使用することで,干渉じま(縞)の発生幅を限定させ,Z軸方向走査によって干
渉強度のピーク高さを求めて表面凹凸を測定する方法。
注記 光学コヒーレントトモグラフィ[30]として知られているこの手法は,広く透明物質の三次元画
像化に使われ,特に医学と生物学の分野で使われる。
3.3.6
共焦点顕微鏡法(confocal microscopy)
光源によって照明されたピンホールからの光をレンズによって測定表面上に結像し,その反射光を再び
レンズに通過させた後,空間フィルタとして作用する2番目のピンホールを通過させ,ピンホール後方の
検出器で受光してZ軸方向走査によって局所表面の高さを求めて表面凹凸を測定する方法。
注記1 表面凹凸は,通常,Y軸方向に等間隔で順送りに実施するX軸方向走査によって得られる平
行な輪郭曲線の一群から求める。
注記2 追加情報は,ISO 25178-602:2010を参照。
3.3.7
色収差共焦点顕微鏡法(confocal chromatic microscopy)
色収差(分散)対物レンズと検出器(例えば,分光計)とから構成される共焦点顕微鏡により局所表面
高さを求めて表面凹凸を測定する方法。表面上の一点の高さはZ軸の走査ではなく,反射光の波長から検
出される。凹凸は,表面又はプローブをX軸及びY軸方向に走査することによって求める。
注記1 表面凹凸は,通常,Y軸方向に等間隔で順送りに実施するX軸方向走査によって得られる平
行な輪郭曲線の一群から求める。
注記2 追加情報はISO 25178-602:2010を参照。
3.3.8
パターン光投影法(structured light projection)
既知の構造化又はパターンの光画像を表面上に投影し,入射投影光の情報と一緒になった反射光のパタ
ーンから表面凹凸を測定する方法。
注記 構造化された光が集光スポット又は細い線であるとき,その方式は三角測量と呼ばれている。
5
B 0681-6:2014 (ISO 25178-6:2010)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3.9
全焦点画像顕微鏡法(focus variation microscopy)
光学顕微鏡においてZ軸方向走査などによって表面画像の鮮明度(又は最もピントが合ったときの反射
光の特性)の高いところを検出し,そこから表面の各点における表面高さを決定して表面凹凸を測定する
方法。
3.3.10
デジタルホログラフィ顕微鏡法,DHM(digital holography microscopy,DHM)
参照波と表面からの物体波の干渉によって得られる通常のホログラムを,デジタル的に再生することに
よって表面凹凸を測定する方法。
注記 DHMは,場の伝ぱ(播)を可能にし,処理された表面画像において焦点深度の拡張をもたら
すことからキャリア周波数法[31]と異なっている。キャリア周波数法は表面粗さよりむしろ形
状の測定に適用する。
3.3.11
点合焦輪郭曲線法(point autofocus profiling)
一点に集光する光を測定面に照射し,表面からの反射光を位置検出器で受光し,検出器上光点の位置ず
れを減らすように自動合焦(オートフォーカス)させることで局所高さを求めて表面凹凸を測定する方法。
注記 表面凹凸は,通常,Y軸方向に等間隔で順送りに実施するX軸方向走査によって得られる平行
な輪郭曲線の一群から求める。
3.3.12
角度分解SEM法(angle-resolved SEM)
表面の局所勾配を,反射又は二次電子放出強度の角度分布によって決定し,これらの局所勾配の積分に
よって表面凹凸を測定する方法。
3.3.13
SEMステレオ投影法(SEM stereoscopy)
二つ(又はそれ以上)の走査電子顕微鏡画像を,表面に対して僅かに異なった角度で撮り,二つの画像
の比較でステレオ効果を作り出して表面凹凸を測定する方法。
3.3.14
走査トンネル顕微鏡法,STM(scanning tunnelling microscopy,STM)
微小距離で設置された導電性表面と導電性先端との間に定電圧を維持したときに発生するトンネル電流
の変化に対応する高さに自動追尾することで表面凹凸を測定する方法。
注記 表面凹凸は,通常,Y軸方向に等間隔で順送りに実施するX軸方向走査によって得られる平行
な輪郭曲線の一群から求める。
3.3.15
原子間力顕微鏡法,AFM(atomic force microscopy,AFM)
プローブの先端と表面との間の引力又は斥力から表面凹凸を測定する方法。表面凹凸を求めるために,
プローブはX軸及びY軸方向へ走査する。
注記1 STM及びAFM又は走査フォース顕微鏡法[SFM(scanning force microscopy)]は,走査プロ
ーブ顕微鏡法(SPM)に分類される測定法である。また,SPMは,走査近接場光学顕微鏡法
(NSOM/SNOM),走査静電容量顕微鏡法などを含む。これらの技術に関連する現有規格の発
展形はISO/TC 201(表面化学分析)/SC 9(走査型プローブ顕微鏡)の走査プローブ顕微法
6
B 0681-6:2014 (ISO 25178-6:2010)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の適用範囲の範ちゅう(疇)に入る。
注記2 表面凹凸は,通常,Y軸方向に等間隔で順送りに実施するX軸方向走査によって得られる平
行な輪郭曲線の一群から求める。
3.3.16
総積分光散乱法(total integrated scatter)
表面にて散乱した光を広範囲の角度にわたって集光し,その光を面内で積分して二乗平均平方根粗さパ
ラメータを計算する方法。
3.3.17
角度分解光散乱法(angle-resolved scatter)
表面にて散乱した光を入射角,散乱角又はその両方の関数として集光し,測定された関数から二乗平均
平方根粗さパラメータ,パワースペクトル密度又は他の粗さパラメータをその面内で積分して計算する方
法。
3.3.18
平行板静電容量法(parallel-plate capacitance method)
導電性の表面上に絶縁体を挟んで静電容量板を置き,二つの要素間の静電容量から粗さ依存のパラメー
タをその面内で積分して計算する方法。
3.3.19
流体式測定システム(pneumatic measuring system)
気体を粗い表面上に流し,その流れの抵抗(又は関連する量)から粗さ依存のパラメータをその面内で
積分して計算する方法。
4
分類体系
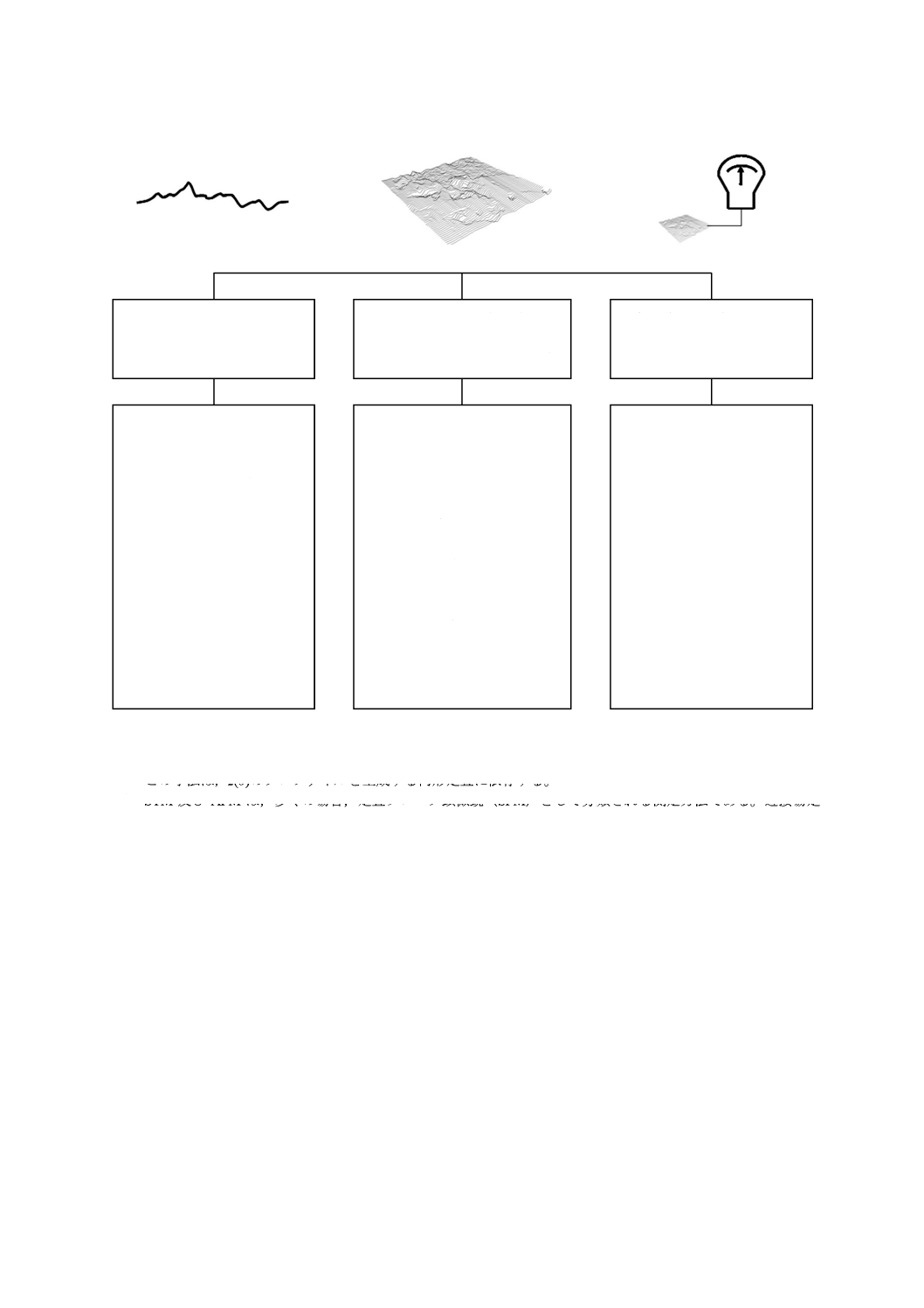
図1に示すように,表面性状を測定する方法は,二次元の輪郭を測定する方法,三次元の表面凹凸を測
定する方法及び面内を積分する方法の三つの種類に大まかに分けられる。
二次元の輪郭を測定する方法は,凹凸輪郭曲線z(x)を生成する。三次元の表面凹凸を測定する方法は,
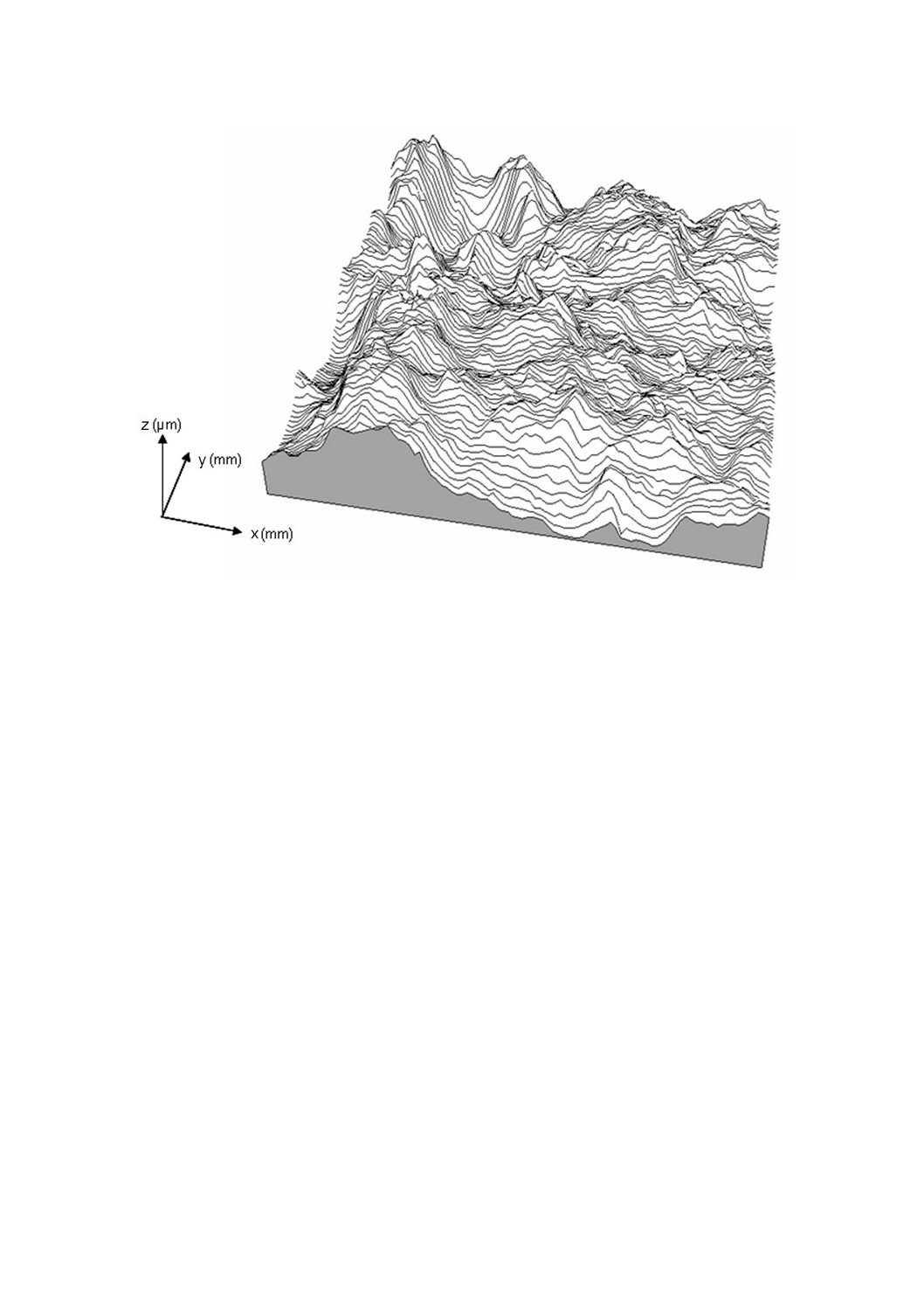
凹凸像z(x, y)を生成する。三次元の高さ関数z(x, y)は,平行な一群の輪郭曲線から求めることが多い(図2
参照)。高さ関数は,慣習的に測定されたトポグラフィーと平均面との偏差を表す。
表面凹凸の凹凸データは,種々の表面性状パラメータの計算に使用できる。しかし,算出したパラメー
タは測定方式の詳細に依存する。各々の方向(又はサンプリング領域)での空間分解能とサンプリング長
さとが各々の測定に対して指示される場合には,三次元の表面凹凸を測定する方法は表面パラメータを算
出することに使うことができる。加えて,測定座標x, y, zの不確かさを求めることは重要である。一つの
重要な問題は測定機がY方向に間隔をおいた輪郭曲線間の高さの差を検出できるかどうかであり,もし検
出できるのであれば,測定機が検出した差に常時フィルタをかけないべきである(3.2.2の注記2を参照)。
もう一つの重要な問題は,横方向の走査システムの精度及びX,Y座標に起因する精度である。
表面性状を測定する方法には,使用者が注意すべき多くの制限がある。幾つかの重要な制限事項を附属
書Aに記載する。
7
B 0681-6:2014 (ISO 25178-6:2010)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
イラストは,それぞれの測定法によって生成されたデータの形を図示したものである。
注a) z(y)方向のプロファイルの精度は,測定法に依存するので各測定法で確認する必要がある。
b) この手法は,z(θ)のプロファイルを生成する円形走査に依存する。
c) STM及びAFMは,多くの場合,走査プローブ顕微鏡(SPM)として分類される測定方法である。近接場走
査光学顕微鏡(NSOM/SNOM),走査容量顕微鏡(SCM)のようなSPMも三次元の表面凹凸測定に応用され
る可能性がある。
図1−表面性状測定方法の分類
二次元の輪郭曲線を測定する
方法
z(x)
三次元の表面凹凸(形状)を測
定する方法
z(x, y)又は関数としてのz(x) a)
面内を積分する方法
触針走査法
位相シフト式干渉顕微鏡法
干渉式円環状輪郭曲線法b)
光学差動式輪郭曲線法
触針走査法
位相シフト干渉顕微鏡法
垂直走査低コヒーレンス干渉法
光学差動式輪郭曲線法
デジタルホログラフィ顕微鏡法
共焦点顕微鏡法
色収差共焦点顕微鏡法
点合焦輪郭曲線法
パターン光投影法
全焦点画像顕微鏡法
SEMステレオ投影法
角度分解SEM法
走査トンネル顕微鏡法
原子間力顕微鏡法c)
総積分光散乱法
角度分解光散乱法
平行板静電容量法
流体式測定システム
8
B 0681-6:2014 (ISO 25178-6:2010)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2−三次元の表面凹凸を測定する方法によって得られ,
X軸に平行な輪郭曲線群として表示された凹凸像の例
9
B 0681-6:2014 (ISO 25178-6:2010)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
測定学上の制限
A.1 表面の等質性
3.3に規定した各方法は,プローブと表面との相互作用が前提となっている。そのため表面凹凸の高精度
な測定は,検出する表面の特性の等質性に依存する。それに留意しないと表面物質特性の空間的変動が,
明らかに誤った表面凹凸測定値を導いてしまう。光学的方法は表面上の光学的特性の変動に影響され,ス
タイラス及び原子間力顕微鏡のような接触式測定法は弾性率の変動に影響され,走査トンネル顕微鏡は導
電率の変動に影響される。したがって,どの表面凹凸を測定する方法でも表面の特性を考慮することは重
要である。
A.2 レンジ及び分解能
3.3に規定された各方法は,X軸方向,Y軸方向及びZ軸方向(xy面に対する垂直方向)においてレン
ジ及び分解能の制限がある。使用されている測定機のレンジ及び分解能の制限を使用者が理解することは
重要である。これらは製造業者の取扱説明書及び添付資料に記載することが望ましい。
一般に,
− 空間分解能は,横方向分解能によって通常制限される。それらは光学顕微鏡の回折限界又は接触式輪
郭曲線計のプローブ先端の大きさ,ISO/TS 16610規格群[32]で認められた凹凸解析に適用される平滑
化フィルタの短波長側のカットオフ又はネスティング指標(等価カットオフ)である。
− 横方向レンジは輪郭曲線の長さ又は測定される面積の大きさに制限される。
− Z軸方向(xy面に対する垂直方向)分解能は,測定機のノイズによって制限されることが多い(識別
限界,ISO/IEC Guide 99:2007の4.16参照)。
− Z軸方向(xy面に対する垂直方向)測定範囲は,しばしばZ軸方向の駆動長さによって制限される。
そのため,縦横の分解能限界は,しばしば相互作用センサの性能によって決められ,また,その一方で
両レンジは,プローブをZ軸方向(xy面に対する垂直方向)又はX軸及びY軸方向に変位させる変位デ
バイスの性能によって決めることが多い。レンジ及び分解能は,輪郭曲線及び三次元の表面凹凸測定機に
おいて重要な特性であり,かつ,[33],[34],[35]などで説明されている。
A.3 傾斜測定
表面性状測定法は,急勾配の表面に対して測定が制限事項を伴うことがある。例えば,触針走査法及び
原子間力顕微鏡はプローブ先端のシャンク角によって制限される。幾つかの方式の光学顕微鏡において,
急勾配の測定に対する制限は対物レンズの開口数に関係する。
10
B 0681-6:2014 (ISO 25178-6:2010)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
GPSマトリックスモデルとの関係
B.1
全般
GPSマトリックスモデルの全ての詳細は,ISO/TR 14638 [2]を参照する。
B.2
GPSマトリックスモデルにおける位置付け
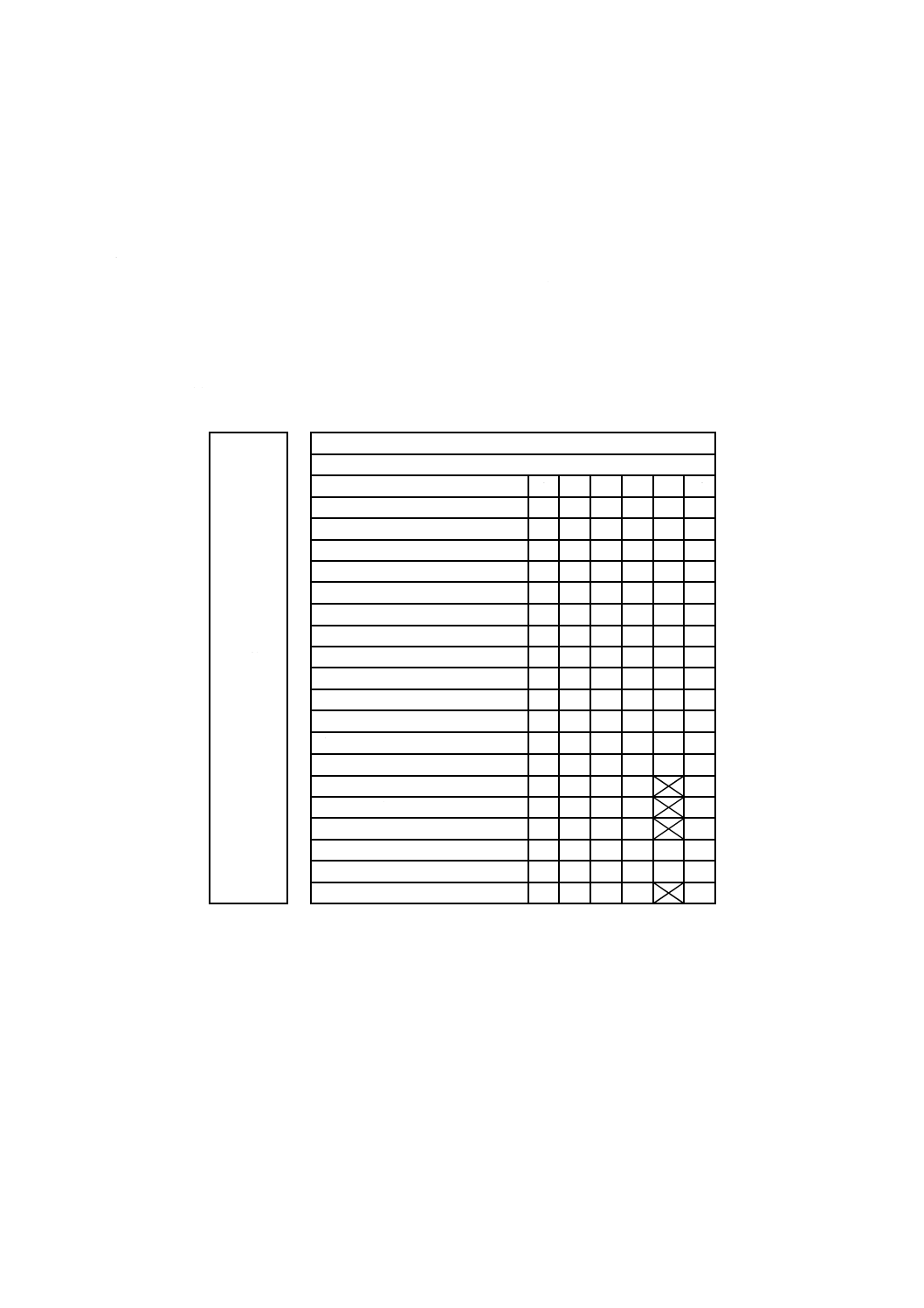
この規格は,図B.1に示すGPS基本規格,GPS基本マトリックスの三次元表面性状規格チェーンのリン
ク番号5に関係する。
基本的な
GPS規格
全体的なGPS規格
一般的なGPSマトリックス
チェーンリンクの番号
1
2
3
4
5
6
サイズ
距離
半径
角度
データムに無関係な線の形状
データムに関係する線の形状
データムに無関係な表面の形状
データムに関係する表面の形状
姿勢
位置
円周振れ
全振れ
データム
粗さ曲線
うねり曲線
断面曲線
表面欠陥
エッジ
三次元表面性状
図B.1−GPSマトリックスモデルにおける位置付け
B.3
関連国際規格
関連国際規格は,図B.1に示す規格チェーンに含まれる規格である。
11
B 0681-6:2014 (ISO 25178-6:2010)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
ISO 25178-2:2012,Geometrical product specifications (GPS)−Surface texture: Areal−Part 2: Terms,
definitions and surface texture parameters
ISO 25178-601:2010,Geometrical product specifications (GPS)−Surface texture: Areal−Part 601: Nominal
characteristics of contact (stylus) instruments
ISO 25178-602:2010,Geometrical product specifications (GPS)−Surface texture: Areal−Part 602: Nominal
characteristics of non-contact (confocal chromatic probe) instruments
ISO 25178-603:2013,Geometrical product specifications (GPS)−Surface texture: Areal−Part 603: Nominal
characteristics of non-contact (phase-shifting interferometric microscopy) instruments
[1] ISO 3274:1996,Geometrical Product Specifications (GPS)−Surface texture: Profile method−Nominal
characteristics of contact (stylus) instruments
[2] ISO/TR 14638,Geometrical product specification (GPS)−Masterplan
[3] BHUSHAN, B., WYANT, J.C. and KOLIOPOULOS, C.L. Measurement of surface topography of magnetic tapes by
Mirau interferometry. Appl. Opt., 24, 1985, pp. 1489-1497
[4] EASTMAN, J.M. and ZAVISLAN, J.M. A new optical surface microprofiling instrument. Proc. SPIE, 429, 1984, pp.
56-64
[5] WANG, B.S., MARCHESE-RAGONA, S.P. and BRISTOW, T.C. Roughness Characterization of ultra-smooth surfaces
using common-path interferometry. Proc. SPIE, 3619, 1999, pp. 121-127
[6] SOMMARGREN, G.E. Optical heterodyne profilometry. Appl. Opt., 20, 1981, pp. 610-618
[7] TEAGUE, E.C., SCIRE, F.E., BAKER, S.M. and JENSEN, S.W. Three-dimensional stylus profilometry. Wear, 83,
1982, pp. 1-12
[8] CREATH, K. Interferometry Techniques. In: Progress in Optics, Vol. 26 (ed. Wolf, E.), Elsevier, New York, 1988,
pp. 349-393
[9] WINDECKER, R., HAIBLE, P. and TIZIANI, H.J. Fast Coherence Scanning Interferometry for Measuring Smooth,
Rough and Spherical Surfaces. J. Mod. Opt., 42, 1995, pp. 2059-2069
[10] DAVIDSON, M., KAUFMAN, K., MAZOR, I. and COHEN, F. An Application of Interference Microscopy to
Integrated Circuit Inspection and Metrology. Proc. SPIE, 775, 1987, pp. 233-247
[11] JORDAN, H.-J., WEGNER, M. and TIZIANI, H. Highly accurate non-contact characterization of engineering
surfaces using confocal microscopy. Meas. Sci. Technol., 9, 1998, pp. 1142-1151
[12] COHEN-SABBAN, J. GAILLARD-GROLEAS, J. and CREPIN, P.-J. Quasi-confocal extended field surface sensing.
Proc. SPIE, 4449, 2001, pp. 178-183
[13] ASSOUL, M., ZAIDI, M., CORCUFF, P. and MIGNOT, J. Three dimensional measurements of skin surface
topography by triangulation with a new laser profilometer. J. Medical Eng. Technol., 18, 1994, pp. 11-21
[14] FRANKOWSKI, G., CHEN, M. and HUTH, T. Real-time 3D Shape Measurement with Digital Stripe Projection by
Texas Instruments Micromirror Devices DMDTM. Proc. SPIE, 3958, 2001, pp. 90-105
[15] SUBBARAO, M. and CHOI, T. Accurate Recovery of Three-Dimensional Shape from Image Focus. IEEE
Trans. on Pattern Analysis and Machine Intelligence, 17, 1995, pp. 266-274
12
B 0681-6:2014 (ISO 25178-6:2010)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[16] COLOMB, T., MONTFORT, F., KÜHN, J., ASPERT, N., CUCHE, E., MARIAN, A., CHARRIÈRE, F., BOURQUIN, S.,
MARQUET, P. and DEPEURSINGE, C. Numerical parametric lens for shifting magnification, and complete
aberration compensation in digital holographic microscopy. J. Opt. Soc. Am., 23, 2006, A 3177
[17] BRODMANN, R. and SMILGA, W. Evaluation of a Commercial Microtopography Sensor. Proc. SPIE, 802, 1987,
pp. 165-169
[18] MIURA, K., OKADA, M. and TAMAKI, J. Three-Dimensional Measurement of Wheel Surface Topography with a
Laser Beam Probe. Advances in Abrasive Technology III, 2000, pp. 303-308
[19] SATO, H. and O-HORI, M. Surface Roughness Measurement by Scanning Electron Microscope. CIRP Annals, 31
(1), 1982, p. 457
[20] TANAKA, K., NISHIMORI, K., MAEDA, K., MATSUDA, J. and HOTTA, M. A Scanning Electron Microscope With
Two Secondary Electron Detectors and Its Application to the Surface Topography Measurements of Magnetic
Media. Transactions of the ASME, J. of Tribology, 114, 1992, pp. 274-279
[21] NANKIVELL, J.F. The theory of electron stereo microscopy. Optik, 20, 1963, pp. 171-198
[22] BUNDAY, B.D., BISHOP, M. and BENNETT, M. Quantitative Profile-Shape Measurement Study on a CD-SEM
with Application to Etch-Bias Control. Proc. SPIE, 4689, 2002, pp. 138-150
[23] BINNIG, G., ROHRER, H., GERBER, C. and WEIBEL, E. Surface studies by scanning tunneling microscopy. Phys.
Rev. Lett., 49, 1982, pp. 57-61
[24] BINNIG, G., QUATE, C.F. and GERBER, C. Atomic force microscope. Phys. Rev. Lett., 56, 1986, pp. 930-933
[25] RUGAR, D. and HANSMA, P. Atomic Force Microscopy. Physics Today, 43 (10), 1990, pp. 23-30
[26] ASTM F1048-87,Standard Test Method for Measuring the Effective Surface Roughness of Optical Components
by Total Integrated Scattering
[27] BENNETT, J.M. and MATTSSON, L. Introduction to Surface Roughness and Scattering, Second Ed., Optical
Society of America, Washington, D.C., 1999
[28] BRECKER, J.N., FROMSON, R.E. and SHUM, L.Y. A Capacitance-Based Surface Texture Measuring System.
CIRP Annals, 25 (1), 1977, pp. 375-377
[29] HAMOUDA, A.M. A precise pneumatic co-axial jet gauging system for surface roughness measurements. Prec.
Eng., 1, 1979, pp. 95-100
[30] BOUMA, B.E. and TEARNEY, G.J., eds. Handbook of Optical Coherence Tomography. Marcel Dekker, New York,
2002
[31] TAKEDA, M., INA, H. and KOBAYASHI, S. Fourier-transform method of fringe-pattern analysis for
computer-based topography and interferometry. J. Opt. Soc. Am., 72, 1982, pp. 156-160
[32] ISO/TS 16610 (all parts),Geometrical product specifications (GPS)−Filtration
[33] CHURCH, E.L. The Measurement of Surface Texture and Topography by Differential Light Scattering. Wear, 57,
1979, p. 93
[34] STEDMAN, M. Basis for Comparing the Performance of Surface-Measuring Machines. Prec. Eng., 9, 1987, p.
149
[35] VORBURGER, T.V., DAGATA, J.A., WILKENING, G. and IIZUKA, K. Characterization of Surface Topography. In:
Beam Effects, Surface Topography and Depth Profiling in Surface Analysis (ed. Czanderna, A. W., Madey, T. E.
and Powell, C. J.), Plenum Press, New York, 1998, p. 275