B 0671-1 : 2002 (ISO 13565-1 : 1996)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,財団法人日本規格協会 (JSA) から工業標準
原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大
臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 13565-1 : 1996, Geometrical Product
Specifications (GPS) −Surface texture : Profile method ; Surfaces having stratified functional properties−Part 1 :
Filtering and general measurement conditionsを基礎として用いた。
JIS B 0671-1には,次に示す附属書がある。
附属書A(参考) GPSマトリックス
附属書B(参考) 参考文献
JIS E 0671の規格群には,次に示す部編成がある。
JIS B 0671-1 第1部:フィルタ処理及び測定条件
JIS B 0671-2 第2部:線形表現の負荷曲線による高さの特性評価
JIS B 0671-3 第3部:正規確率紙上の負荷曲線による高さの特性評価
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0671-1 : 2002
(ISO 13565-1 : 1996)
製品の幾何特性仕様 (GPS) −
表面性状:輪郭曲線方式;
プラトー構造表面の特性評価−
第1部:フィルタ処理及び測定条件
Geometrical Product Specifications (GPS) −
Surface texture : Profile method ;
Surfaces having stratified functional properties−
Part 1 : Filtering and general measurement conditions
序文 この規格は,1996年に第1版として発行されたISO 13565-1, Geometrical Product Specifications (GPS)
−Surface texture : Profile method ; Surfaces having stratified functional properties−Part 1 : Filtering and general
measurement conditionsを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格
である。
この規格は,製品の幾何特性仕様 (GPS) の一つで,GPS基本規格に属し(TR B 0007参照),粗さ曲線の
規格チェーンのリンク番号2及び3に関係している。
この規格と他のGPS規格との関連についての詳細は,附属書Aを参照する。
対象面が,微細仕上げされた短波長のプラトー部分とその下側の比較的深い谷部分とからなる場合,JIS B
0632に規定するフィルタによって処理した粗さ曲線は,望ましくないゆがみの影響を受ける。この種の表
面は,例えば,内燃機関のシリンダライナなどで一般的である。
この規格は,このようなゆがみを大幅に減少させる方法について規定し,ゆがみの影響を最小にすること
によって,JIS B 0671-2及びJIS B 0671-3で定義するパラメータが,プラトー構造表面の評価に利用でき
るようにする。
なお,この規格の中で点線の下線を施してある“参考”は,原国際規格にはない事項である。
備考 TR B 0007は,ISO/TR 14638 : 1995 Geometrical Product Specifications (GPS) −Master planと一
致している。
参考 “プラトー部分”とは,粗い輪郭曲線の高い部分を微細仕上げによって除去してできる不規則
波形部分をいい,“谷部分”とは,プラトー部分の下側にある不規則波形部分をいう。
2
B 0671-1 : 2002 (ISO 13565-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1. 適用範囲 この規格は,微細仕上げされたプラトー部分の下側に深い谷部分をもつ表面のためのフィ
ルタ処理方法について規定する。このような表面にJIS B 0632のフィルタを適用して得られる輪郭曲線パ
ラメータ評価のための基準線(以下,基準線という。)には,谷部分があることによって望ましくないゆが
みが生じる。より十分な基準線が得られるように,この規格で規定するフィルタ処理方法によって,基準
線に及ぼす谷部分の影響を除く。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 13565-1 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method ;
Surfaces having stratified functional properties−Part 1 : Filtering and general measurement
conditions (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
備考 ISO 4287 : 1997 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Terms, definitions and surface texture parametersが,この規格と一致している。
JIS B 0632 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−位相補償フィルタの特性
備考 ISO 11562 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Metrological characteristics of phase correct filtersが,この規格と一致している。
JIS B 0651 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
備考 ISO 3274 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Nominal characteristics of contact (stylus) instrumentsが,この規格と一致している。
3. 定義 この規格で用いる主な用語の定義は,JIS B 0651及びJIS B 0601による。
4. 基準案内 この規格に従って輪郭曲線を測定するためには,プローブの外部に基準案内を備えた測定
システムの使用を推奨する。係争が心配される場合には、このような測定システムの使用が必す(須)と
なる。
参考 “プローブの外部”は,スキッドなどのようなプローブに組み込んだ基準案内を用いない方法
を表している(JIS B 0651参照)。
5. 測定方向 測定方向は,特別な指示がなければ,加工の筋目に直角でなければならない。
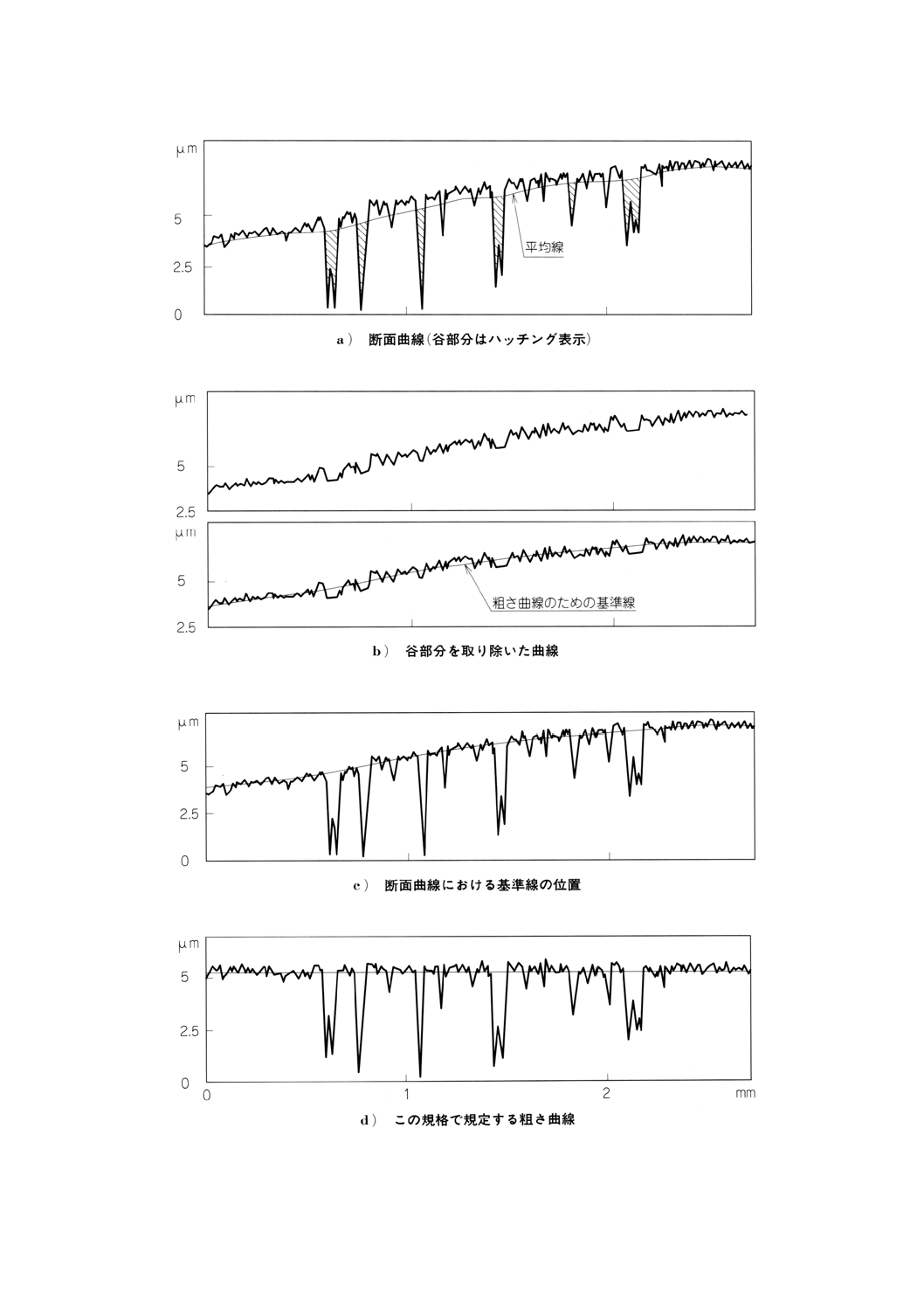
6. 粗さ曲線を求めるためのフィルタ処理 フィルタ処理は,図1a)から図1d)に示す断面になるように断
面曲線を修正する幾つかのステップで実行される。
第1回目の平均線は,7.のカットオフ値λc及びJIS B 0651の表1の条件に従って,JIS B 0632の位相補
償フィルタを断面曲線に適用して決定する。この平均線より下側のすべての谷部分[図1a)のハッチング
部分]を取り除く。取り除かれて空白になった部分は,平均線を表す曲線によって置き換える。
3
B 0671-1 : 2002 (ISO 13565-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
同じフィルタを,谷部分を取り除いた曲線に再び適用する。この方法で得た第2回目の平均線[図1b)
参照]は,輪郭曲線パラメータ評価のための基準線となる。この基準線を元の断面曲線に移し[図1c)],
基準線に対する偏差を求めることによって,この規格で規定する粗さ曲線[図1d)]が得られる。
参考 ここで規定する“粗さ曲線”はJIS B 0601で規定する粗さ曲線とは異なるので注意が必要であ
る。
7. カットオフ値λc及び評価長さln 測定は,カットオフ値λc=0.8mmを用いて優先的に行わなければな
らない。特別な場合には,λc=2.5mmを選択してもよいが,それを文書及び測定結果に記述しなければな
らない。
表1は,カットオフ値λc及び評価長さlnの関係である。
表1 カットオフ値λc及び評価長さlnの関係
単位 mm
λc
ln
0.8
4
2.5
12.5
4
B 0671-1 : 2002 (ISO 13565-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 フィルタ処理
5
B 0671-1 : 2002 (ISO 13565-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) GPSマトリックス
GPSマトリックスの詳細は,TR B 0007製品の幾何特性仕様 (GPS) −マスタープランを参照する。
A.1 規格及びその利用についての情報 この規格は,比較的うねりが小さい微細仕上げによるプラトー部
分の下側に深い谷部分をもつ表面のフィルタ処理について規定する。広く見られるこの種の表面を測定す
る場合,JIS B 0632に規定するフィルタを用いて処理した粗さ曲線には,望ましくないゆがみが生じる。
この規格の方法は,このようなゆがみを減らすことであり,ゆがみの影響を最小にすることによって,
JIS B 0671-2及びJIS B 0671-3で定義するパラメータが,上述の表面の評価に利用できるようにする。
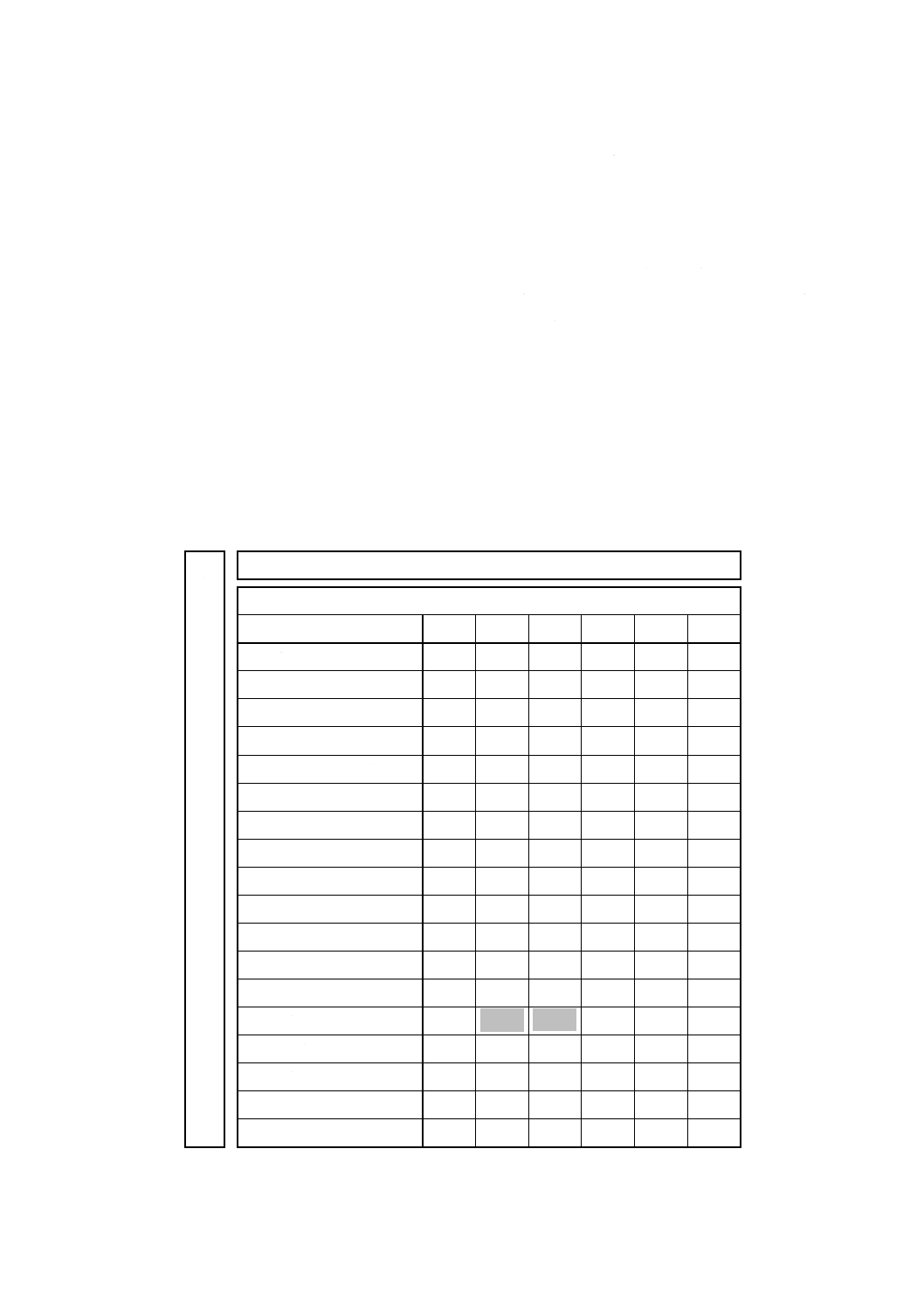
A.2 GPSマトリックスにおける位置付け この規格は,図A.1に示す粗さ曲線の規格チェーンのリンク番
号2及び3に関係する基本規格である。
A.3 関連規格 関連規格は,図A.1に示す規格チェーンに含まれる規格である。
GPS
原理
規格
GPS共通規格
GPS基本規格マトリックス
リンク番号
1
2
3
4
5
6
サイズ
距離
半径
角度
データムに無関係な線の形状
データムに関係する線の形状
データムに無関係な面の形状
データムに関係する面の形状
姿勢
位置
円周振れ
全振れ
データム
粗さ曲線
うねり曲線
断面曲線
表面欠陥
エッジ
図A.1
6
B 0671-1 : 2002 (ISO 13565-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) 参考文献
1. JIS B 0671-2 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式;プラトー構造表面の特性評価
−第2部:線形表現の負荷曲線による高さの特性評価
備考 ISO 13565-2 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method ;
Surfaces having stratified functional properties−Part 2 ; Heihgt characterization using the linear
material ratio curveが,この規格と一致している。
2. JIS B 0671-3 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式;プラトー構造表面の特性評価
−第3部:正規確率紙上の負荷曲線による高さの特性評価
備考 ISO 13565-3 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method ;
Surfaces having stratified functional properties−Part 3 ; Height characterization using the material
probability curveが,この規格と一致している。
3. TR B 0007 製品の幾何特性仕様 (GPS) −マスタープラン
備考 ISO/TR 14638 : 1995 Geometrical Product Specifications (GPS) −Master planが,この規格と一致
している。
4. VIM−International vocabulary of basic and general terms in metrology, BIPM, IEC, IFCC, ISO, IUPAC,
IUPAP, OIML, 2nd edition, 1993.
7
B 0671-1 : 2002 (ISO 13565-1 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
粗さ関係JIS原案作成委員会 構成表
氏名
所属
(委員長)
◎ 塚 田 忠 夫
明治大学理工学部
(幹事)
* 谷 村 吉 久
経済産業省産業技術総合研究所計量研究所
(委員)
穐 山 貞 治
経済産業省産業技術環境局
* 荒 井 正 敏
株式会社東京精密
* 加 納 孝 文
株式会社ミツトヨ
* 桑 田 浩 志
有限会社桑田設計標準化研究所
* 坂 野 憲 幾
経済産業省産業技術総合研究所計量研究所
* 笹 島 和 幸
東京工業大学情報理工学研究科
佐 藤 隆
株式会社東芝
野 口 昭 治
日本精工株式会社
橋 本 進
財団法人日本規格協会技術部
太 箸 孝 善
石川島播磨重工業株式会社
* 宮 下 勤
テーラーホブソン株式会社
* 宮 本 紘 三
株式会社小坂研究所
* 柳 和 久
長岡技術科学大学
(事務局)
杉 田 光 弘
財団法人日本規格協会技術部
増 森 かおる
財団法人日本規格協会技術部
備考 ◎印はWG主査,*印はWG委員兼務を示す。
(文責 塚田 忠夫)
日本工業標準調査会標準部会 機械要素技術専門委員会 構成表
氏名
所属
(委員会長)
大 園 成 夫
東京電機大学工学部精密機械工学科
(委員)
加 藤 伸 一
社団法人自動車技術会
川 口 俊 充
日本工具工業会
黒 澤 富 蔵
産業技術総合研究所
桑 田 浩 志
有限会社桑田設計標準化研究所
清 水 雄 輔
社団法人日本バルブ工業会
庄 野 敏 臣
社団法人日本工作機械工業会
筒 井 康 賢
産業技術総合研究所
真 弓 透
社団法人日本ベアリング工業会
丸 山 一 男
工学院大学機械工学科
望 月 正 紀
社団法人日本ねじ工業協会