B 0670 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,財団法人日本規格協会 (JSA) から工業標準
原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大
臣が制定した日本工業規格である。
JIS B 0670には,次に示す附属書がある。
附属書A(規定) モチーフパラメータのための測定機の校正
附属書B(規定) 簡易オペレータ形式の測定機の校正
附属書C(参考) 粗さ用標準片のパラメータRaの分散分析例
附属書D(参考) GPSマトリックス
附属書E(参考) 参考文献
附属書1(参考) JISと対応する国際規格との対比表
B 0670 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 校正要件 ························································································································ 3
5. 標準片 ··························································································································· 3
6. 触針式表面粗さ測定機の計測特性 ······················································································· 3
7. 校正 ······························································································································ 6
8. 測定の不確かさ ··············································································································· 7
9. 触針式表面粗さ測定機の校正証明書 ···················································································· 8
附属書A(規定) モチーフパラメータのための測定機の校正 ······················································· 9
附属書B(規定) 簡易オペレータ形式の測定機の校正 ······························································· 11
附属書C(参考) 粗さ用標準片のパラメータRaの分散分析例····················································· 12
附属書D(参考) GPSマトリックス ····················································································· 14
附属書E(参考) 参考文献 ·································································································· 15
附属書1(参考) JISと対応する国際規格との対比表 ································································ 16
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0670 : 2002
製品の幾何特性仕様 (GPS)
−表面性状:輪郭曲線方式−
触針式表面粗さ測定機の校正
Geometrical Product Specifications (GPS) −Surface texture : Profile
method−Calibration of contact (stylus) instruments
序文 この規格は,2000年に第1版として発行されたISO 12179, Geometrical Product Specifications (GPS) −
Surface texture : Profile method−Calibration of contact (stylus) instrumentsを翻訳し,技術的内容を変更して作
成した日本工業規格である。
この規格は,製品の幾何特性仕様 (GPS) の一つで,GPS基本規格に属し(TR B 0007参照),粗さ曲線,
うねり曲線及び断面曲線の規格チェーンのリンク番号6に関係している。
この規格と他のGPS規格との関連についての詳細は,附属書Dを参照する。
この規格では,JIS B 0651で定義する触針式表面粗さ測定機の校正方法を規定する。校正は,標準片を用
いて行う。
なお,この規格の中で点線の下線を施してある箇所は,原国際規格を変更している事項である。
備考 TR B 0007は,ISO/TR 14638 : 1995 Geometrical Product Specifications (GPS) −Master planと一
致している。
1. 適用範囲 この規格は,JIS B 0651で定義される輪郭曲線方式による表面性状を測定するための触針
式表面粗さ測定機の計測特性の校正に適用する。校正は,標準片を用いて行う。
附属書Bは,JIS B 0651に従っていない簡易オペレータ形式の触針式表面粗さ測定機の計測特性の校正
に適用する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 12179 : 2000 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Calibration of contact (stylus) instruments (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで、発行年を付記してあるものは,記載年の版だけがこの規格を構成するも
のであって,その後の改訂版・追補は適用しない。発効年を付記していない引用規格は,その最新版(追
補を含む。)を適用する。
2
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 0601 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
備考 ISO 4287 : 1997 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Terms, definitions and surface texture parametersが,この規格と一致している。
JIS B 0631 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−モチーフパラメータ
備考 ISO 12085 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Motif parametersが,この規格と一致している。
JIS B 0651 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
備考 ISO 3274 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Nominal characteristics of contact (stylus) instrumentsが,この規格と一致している。
JIS B 0659-1 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式:測定標準−第1部:標準片
備考 ISO 5436-1 : 2000 Geometrical Product Specification (GPS) −Surface texture : Profile method−
Measurement standards−Part 1 : Material measuresからの引用事項は,この規格の該当事項
と同等である。
JIS Z 8103 計測用語
参考 この規格で用いる計測用語は,JIS Z 8103によるので,これを引用規格に追加した。
ISO 10012-1 : 1992 Quality assurance requirements for measuring equipment−Part 1 : Metrological
confirmation system for measuring equipment
ISO 14253-1 : 1998 Geometrical Product Specifications (GPS) −Inspection by measurement of workpieces
and measuring equipment−Part 1 : Decision rules for proving conformance or non-conformance with
specification
ISO/TS 14253-2 : 1999 Geometrical Product Specifications (GPS) −Inspection by measurement of
workpieces and measuring equipment−Part 2 : Guide to the estimation of uncertainty of measurement in
GPS measurement GPS measurement, in calibration of measuring equipment and in product verification.
Guide to the expression of uncertainty in measurement (GUM). BIPM, IEC, IFCC, ISO, IUPAC, IUPAP, OIML,
1st edition, 1995.
International vocabulary of basic and general terms in metrology (VIM). BIPM, IEC, IFCC, ISO, IUPAC,
IUPAP, OIML, 2nd edition, 1993.
3. 定義 この規格で用いる主な用語の定義は,JIS B 0601,JIS B 0651,JIS Z 8103,ISO 14253-1,VIM
及びGUMによる。
3.1
校正 (calibration) 測定機(計器)若しくは測定システムによって指示される値,又は標準片(実
量器)若しくは標準物質によって表される値と標準によって実現される対応した値との間の関係を,特定
の条件下で確定する一連の作業。 [VIM6.11]
3.2
調整 [adjustment (of a measuring instrument)] 測定機を目的に適した動作状態にする作業。
[VIM4.30]
3.3
測定標準 [(measurement) standard],エタロン (etalon) 基準として用いるために,ある単位又はあ
る量の値を定義,実現,保存又は再現することを意図した測定機,標準片(実量器),標準物質又は測定系。
[VIM6.1]
備考 JIS B 0601 : 1994 (ISO 5436 : 1985) では,“標準片”は“校正用標準片”と呼ばれていた。
3
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4
測定の不確かさ (uncertainty of measurement) 測定量に意味をもって結びつけることができる測定
値のばらつきを特徴づけるパラメータ。 [VIM3.9]
3.5
トレーサビリティ (traceability) 不確かさがすべて表記された切れ目のない比較の連鎖に上って,
通常は国家標準又は国際標準で決められた基準に結びつけられる測定結果又は標準の値の性質。
[VIM6.10]
4. 校正要件
4.1
触針式表面粗さ測定機の構成要素 触針式表面粗さ測定機は,基礎部分,送り装置,プローブ及び
記録装置から構成される(JIS B 0651参照)。
基礎部分に幾つかの送り装置及びプローブを組み合わせて用いる場合,各構成要素を校正しなければな
らない。
参考 基礎部分とは,測定台,コラム,固定具などをいう。
4.2
構成要素の校正 意図的であってもなくても,測定した輪郭曲線及び測定結果に影響を及ぼすよう
な変更がシステムの構成要素にあった場合には,触針式表面粗さ測定機を校正しなければならない。また,
各構成要素は,個々に校正しなければならない。
例 プローブを交換した場合には,触針式表面粗さ測定機を校正しなければならない。
4.3
校正をする場所 外乱の影響を考慮して測定を行う場合には,それと同等の環境条件の下で,触針
式表面粗さ測定機を校正しなければならない。
例 ノイズ,温度,振動,空気の流れなど。
5. 標準片 次の標準片は,6.で示す校正に適用できる。
− オプチカルフラット
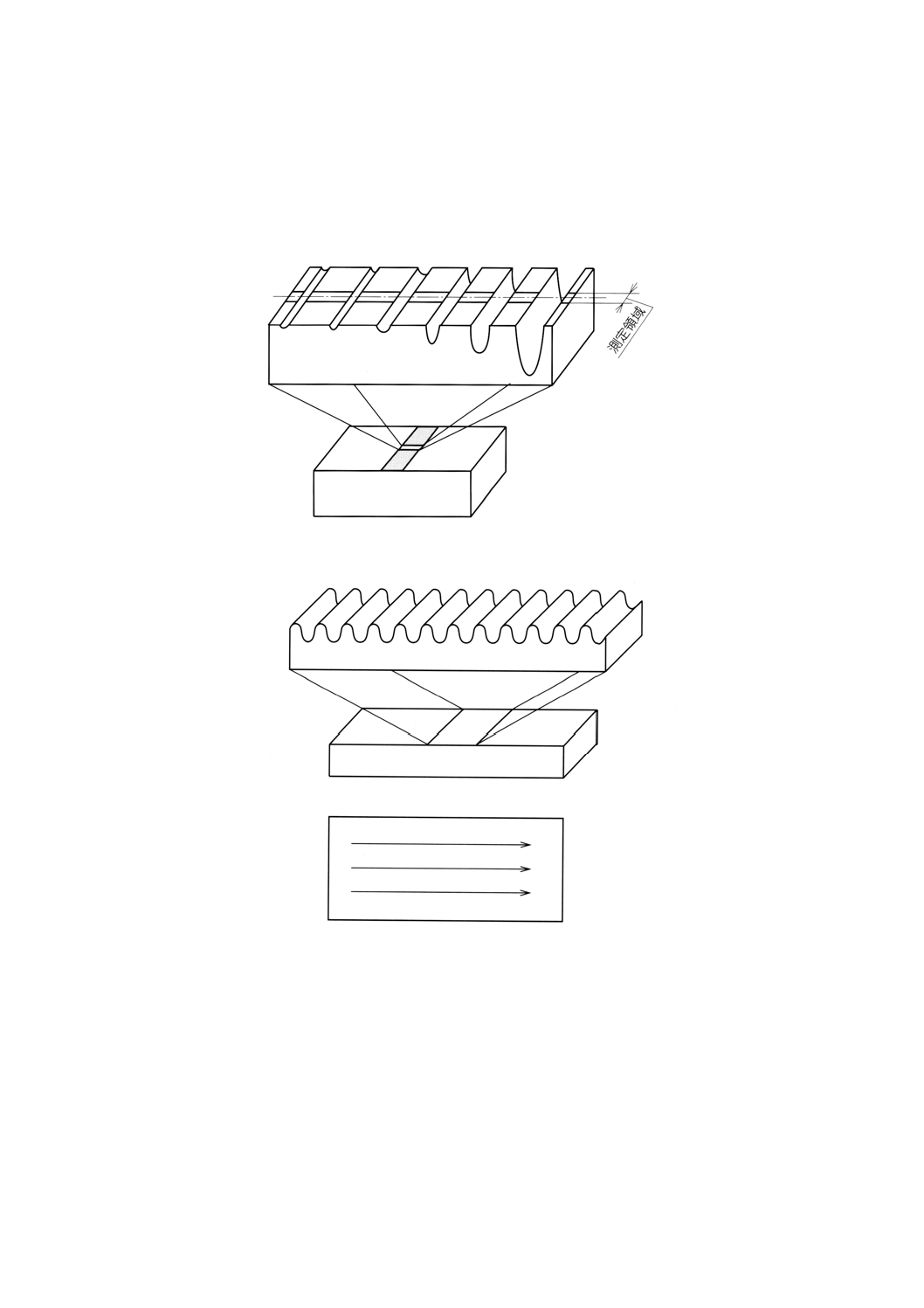
− 深さ用標準片(図1参照):JIS B 0659 タイプA
− 間隔用標準片(図2参照):JIS B 0659 タイプC
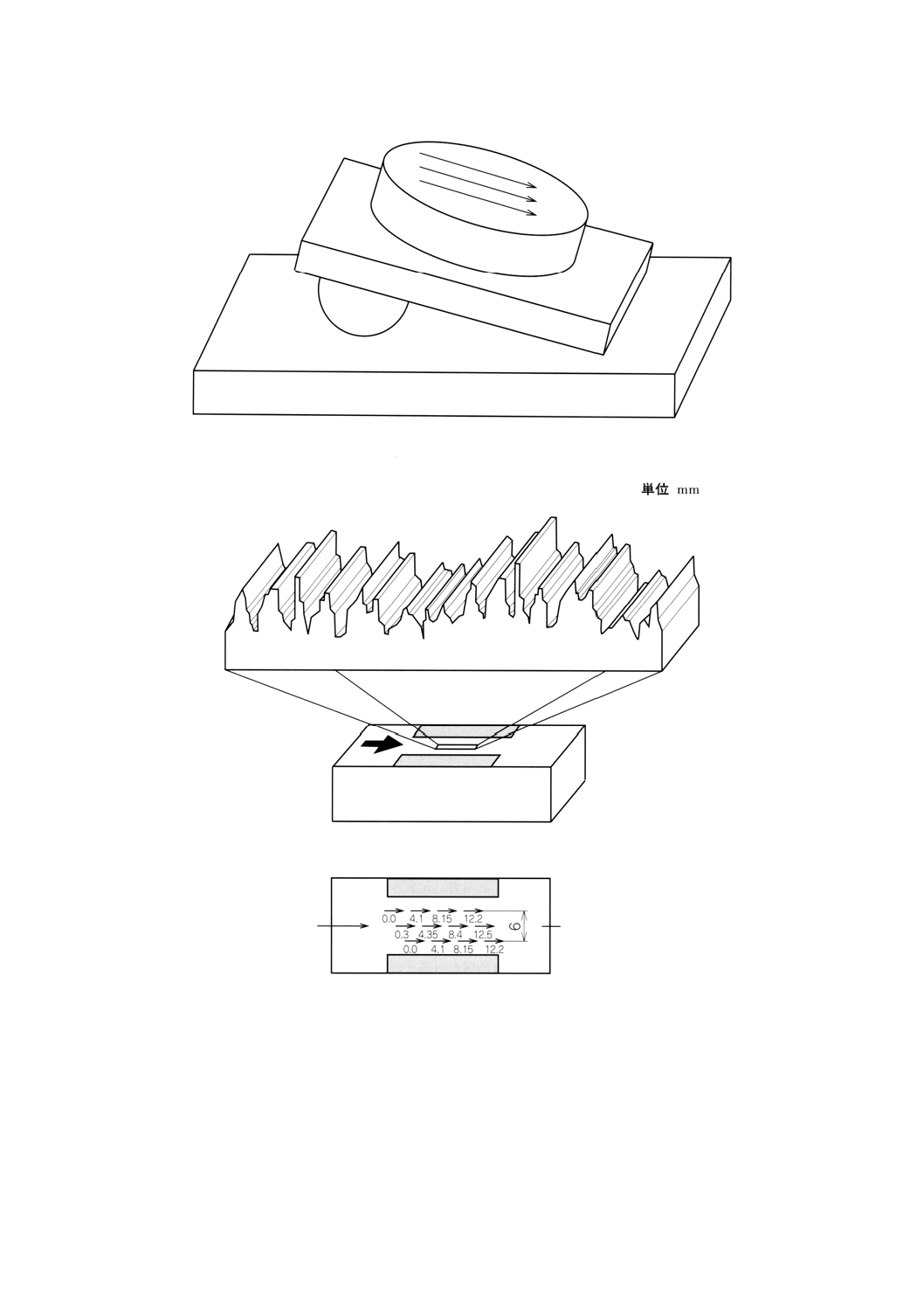
− 傾斜オプチカルフラット(図3参照)
− 座標用標準片(球又は半球及び台形プリズム):JIS B 0659 タイプE
− 粗さ用標準片(図4参照):JIS B 0659 タイプD
備考 触針をプローブの測定範囲にわたって変位させたとき,触針がてこの支点に対して±0.5°以上
回転する場合には,触針式表面粗さ測定機の校正に座標用標準片を用いることを推奨する。
6. 触針式表面粗さ測定機の計測特性 目的とする測定に必要な触針式表面粗さ測定機の計測特性に関連
した校正項目だけを摘出する。
例えば,横方向のパラメータの測定に対しては,輪郭曲線の縦方向成分についての校正をする必要はな
い。
6.1
残差曲線の校正 きずのないオプチカルフラットを測定することによって,残差曲線を求める。校
正は,適切な輪郭曲線及びパラメータを用いて行う[例:Ra(算術平均粗さ),Rq(二乗平均平方根粗さ)
又はRt(粗さ曲線の最大断面高さ)を付した粗さ曲線;Wq(二乗平均平方根うねり)又はWt(うねり曲
線の最大断面高さ)を付したうねり曲線]。
備考 この方法によって,基準案内の真直度,環境条件及び測定機のノイズなどの影響が分かる。
4
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
輪郭曲線の縦方向成分の校正 深さ用標準片を測定して輪郭曲線の深さを求め,輪郭曲線の縦方向
成分の指示誤差を求める。
備考 深さ用標準片が利用できない場合には,ブロックゲージを用いてもよい。プロックゲージを使
うときは,高さの差(段差)の不確かさに注意する。
図1 深さ用標準片(タイプA2)の例
図2 間隔用標準片(タイプC)の例
5
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 傾斜オプチカルフラット及び測定方法の例
図4 粗さ用標準片(タイプD)及び測定方法の例
6.3
輪郭曲線の横方向成分の校正 間隔用標準片を測定してPSm(輪郭曲線要素の平均長さ)を求め,
輪郭曲線の横方向成分の指示誤差を求める。
6.4
座標系の校正 傾斜オプチカルフラットを測定して次の値を求める。
− 最小二乗法によって求めた角度(単位:“°”)
− 最小二乗直線を差し引いた後のPt(断面曲線の最大断面高さ)
これによって,縦軸と横軸からなる座標系の誤差(送り速度の変動,スケールの非直線性など)を求め
6
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ることができる。
座標用標準片を測定し,最小二乗法で当てはめた呼び形状を差し引いた後にPtを求めることによって座
標系の誤差を確認することができる。
参考 最小二乗直線とは最小二乗法によって当てはめた直線をいう。
6.5
触針式表面粗さ測定機の総合点検 粗さ用標準片によって次の値を求める。
− 算術平均粗さ,Ra
− 最大高さ粗さ,Rz
これによって,触針式表面粗さ測定機の総合点検を行うことができる。
7. 校正
7.1
校正の準備 校正を行う前に,触針式表面粗さ測定機が,製造業者の取扱説明書に述べられている
とおり正しく作動するかどうかを点検する。触針先端の状態についても,製造業者の指示書に従って点検
する。
触針式表面粗さ測定機の校正は,次の事項に沿って行わなければならない。
− 残差曲線を評価する。
− 深さ用標準片の平面(上面)を基準案内面とできる限り平行になるように調整する。その他の標
準片でも同様の調整を行う。例えば,粗さ用標準片では,評価長さ全長にわたって測定断面曲線
のほぼ中央を連ねた直線が,プローブの測定範囲の10%以内で,かつ,10μmを超えないように
標準片を調整する。
− 校正には,測定対象面の表面粗さと同程度の粗さ用標準片を使用する。
− 常にプローブの測定(縦方向)範囲の中央付近で測定を行う。
− 要求される測定の不確かさに対して,十分な数の測定を各標準片について行う(8.参照)。測定場
所による標準片の均一性,測定手順の一貫性及び触針式表面粗さ測定機の繰返し性が完全ではな
いために,通常,繰返し測定が必要である。
− 標準片の測定条件は,それを校正したときの測定条件に適合していなければならない。
− 標準片の校正に用いた当てはめ手法(最小二乗法,最小領域法など)を用いなければならない。
7.2
残差曲線の評価 オプチカルフラット面を測定して残差曲線を求め,断面曲線パラメータPt及びPq
(断面曲線の二乗平均平方根高さ)を計算する。校正は,個々に要求された測定条件に一致させて行う。
例えば,粗さ用標準片を測定するとき,カットオフ波長λc=0.8mm,カットオフ比300 : 1及び評価長さ4mm
を使用する。測定値Ra及びRzを測定機の校正証明書に記載する。
7.3
輪郭曲線の縦方向成分の校正
7.3.1
目的 探さ用標準片の溝を測定し,断面曲線から該当する校正証明書に記載された値に対する差を
求める。
7.3.2
手順 標準片が校正された測定領域内で溝の輪郭曲線を測定し(図1参照),深さ用標準片に添付
された校正手順に従って溝の深さを求める。深さ用標準片の校正証明書に記載された値に対する測定値の
平均の差を求め,記録する。
深さ用標準片が利用できない場合には,代わりにオプチカルフラット上に二つのブロックゲーシを並列
に密着させる。両方のブロックゲージを通るように測定し,輪郭曲線から高さの差を求める。ブロックゲ
ージの校正証明書に記載された値から計算した高さの差に対する測定値の差を求め,記録する。
7.4
輪郭曲線の横方向成分の校正
7
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.4.1
目的 間隔用標準片を測定し,校正証明書に記載された横方向のパラメータに対する測定値の差を
求める。
7.4.2
手順 間隔用標準片を,測定面全体に分布する位置で測定を行う。測定方法の例を図2に示す。断
面曲線パラメータPSmの平均値を計算し,校正証明書に記載された値に対する差を求め,記録する。
7.5
座標系の校正
7.5.1
目的 傾斜オプチカルフラット,球又は台形プリズムを測定し,最小二乗法によって当てはめた呼
び形状からの偏差を用いてPtを求める。
7.5.2
手順 標準片が傾斜オプチカルフラットの場合:校正証明書に記載された測定長さと呼びの傾斜角
度を用い,傾斜オプチカルフラットを測定する。測定は,測定の方法に示すように,測定面全体に分布す
る位置で行わなければならない(図3参照)。最小二乗直線を差し引いた後,Pt及び最小二乗法によって
求めた角度の平均値を計算し記録する。
標準片が球又は半球の場合:座標用標準片を測定し,最小二乗法によって当てはめた呼び形状を差し引
いた後,Ptを計算し記録する。
標準片が台形プリズムの場合:校正証明書に記載された測定長さを用い,測定面全体に分布する位置で
座標用標準片を測定する。最小二乗法によって当てはめた呼び形状を差し引いた後,Ptを計算し記録する。
備考 球及び台形プリズムが,座標用標準片として一般によく使われる。
7.6
触針式表面粗さ測定機の総合点検
7.6.1
目的 粗さ用標準片を測定し,校正証明書に記載された粗さパラメータに対する差を求める。
7.6.2
手順 粗さ用標準片を,測定面上で分布する位置で測定する。図4に測定方法の例を示す。各粗さ
パラメータの平均値を計算し,校正証明書に記載された値に対する差を記録する。
8. 測定の不確かさ
8.1
標準片の校正証明書に基づく情報 標準片の校正証明書から,次の情報が得られる。
− 計測特性(必要に応じて,測定方法,フィルタのカットオフ値λc及びλs,フィルタの形式,カッ
トオフ値の定義などを含む。)
− 用いた包含系数及び計測特性値の不確かさ(ISO/TS 14253-2参照),Uct
− 校正に用いた測定領域(測定ウィンド)における計測特性のばらつきの標準不確かさの推定値,
u1
− 標準不確かさの推定値u1をUctの計算にどのように含めたかの記述
8.2
標準片を用いた測定値の不確かさ 校正時に得られた測定値の不確かさをISO/TS 14253-2の方法に
従って推定する。
校正した計測特性の不確かさは,二つの成分u(q)とuaとからなる。
− u(q)は,測定値(実在する量)に関する標準不確かさの推定値である。
− uaは,ISO/TS 14253-2の方法に従って推定した測定機器の調整(計測特性の系統誤差の補正)に
関する不確かさである。
拡張不確かさUは,次の式で与えられる。
()
2
2
a
q
u
u
k
U
+
×
=
kは包含係数である。
不確かさを計算するとき,標準片又は段差の表面は完全に均一とは限らないので,測定結果がばらつく
8
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ことに注意しなければならない。これは,不確かさの偶然誤差成分によるもので,標準不確かさの推定値
から計算される。標準片に起因するこの偶然誤差は,標準片の不確かさUに含まれるので,u(q)に加えては
ならない。分散分析 (ANOVA : Analysis of Variance) による例を附属書Cに示す。
GUMで認められた分散分析に代わる方法は,不確かさu(q)を経験によって推定するものである。
校正値の不確かさの計算に関するガイドは,ISO/TS 14253-2に記載されている。
9. 触針式表面粗さ測定機の校正証明書 校正証明書には,ISO 10012-1の要求項目及び次の項目を含め
なければならない。
− 触針式表面粗さ測定機の項目(製造業者,型式及び製造番号)
− 用いた標準片(識別番号)
− 校正手順書
− 一連の測定条件(例えば,測定範囲,送り速度,測定長さ,波長通過帯域,触針先端半径など)
− オプチカルフラットを用いた残差曲線の測定結果
− 深さ用標準片と間隔用標準片を用いた測定結果及び各計測特性値に対する差
− 傾斜オプチカルフラットを用いた測定結果及び最小二乗直線を差し引いた後のPt
− もし適用可能ならば,座標用標準片を用いた測定結果及び最小二乗法によって当てはめた呼び形
状を差し引いた後のPt
− 測定場所及び校正に影響する環境条件。この情報源には,測定機の製造業者及び標準片の供給者
からの説明書が含まれる。
− 測定の拡張不確かさ及びISO/TS 14253-2に従った不確かさの見積の文書
9
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定)
モチーフパラメータのための測定機の校正
この附属書は,モチーフパラメータを測定する測定機の校正手順について規定する。モチーフパラメー
タは,JIS B 0631に定義されている。
A.1 標準片
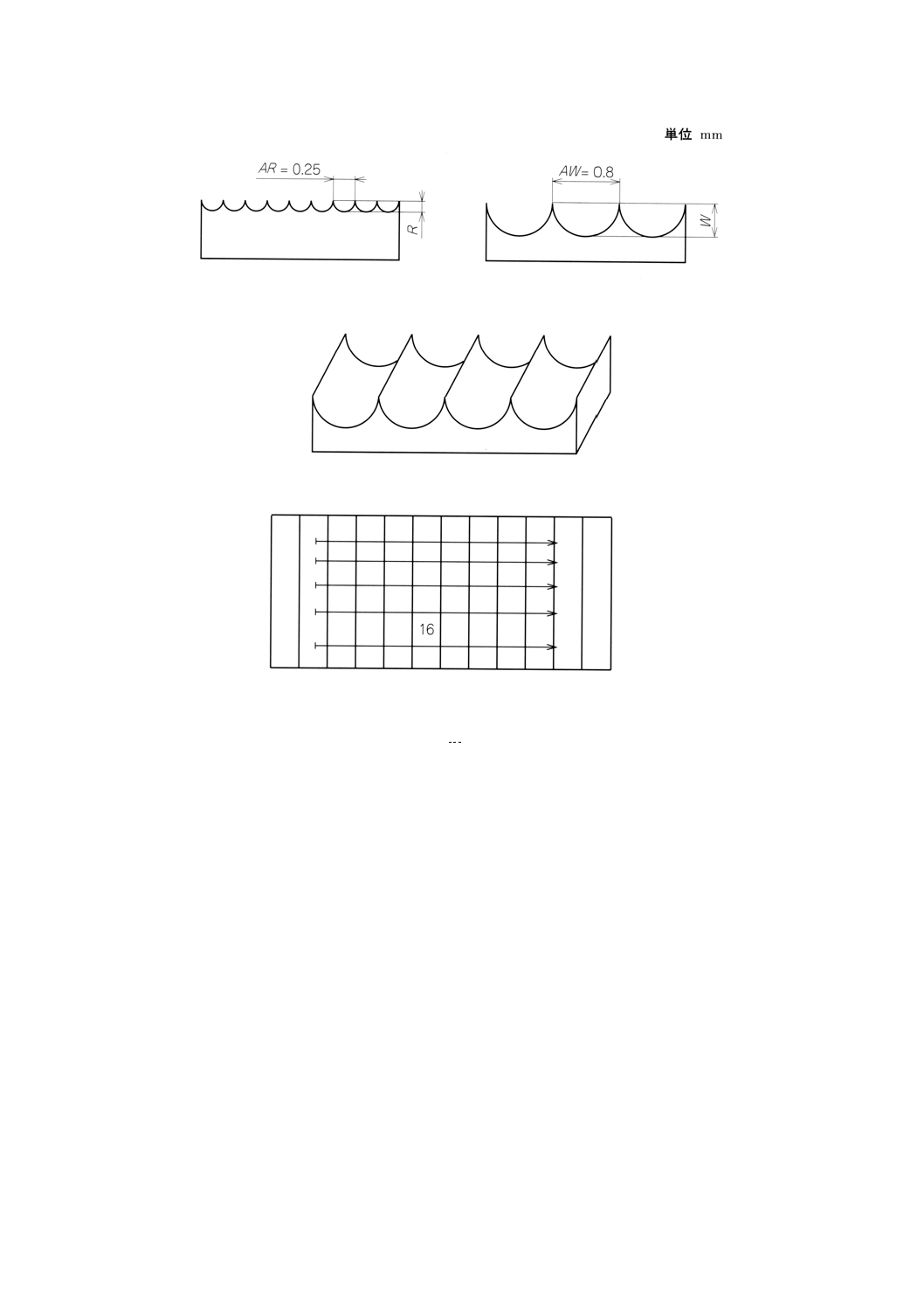
A.1.1 一般事項 R(粗さモチーフの平均深さ),AR(粗さモチーフの平均長さ),W(うねりモチーフの平
均探さ),AW(うねりモチーフの平均長さ)などのモチーフパラメータを測定する測定機は,JIS B 0659-1
に従ったタイプC4の標準片によって校正する(図A.1参照)。
A.1.2 モチーフパラメータ タイプC4の標準片によって,次のパラメータを求める。
0.25mmピッチの間隔用標準片:R及びAR
0.8mmピッチの間隔用標準片:W及びAW
A.2 校正
a) 電子顕微鏡によって検査された先端半怪2μmの触針を用いる。
参考 原国際規格では電子顕微鏡を用いているが,他の方法で調べてもよい。例えば,JIS B 0659-1
の5.3.3のカミソリの刃を用いる方法など。
b) モチーフ上限長さA及びBのデフォルト値としてA=0.5mm及びB=2.5mmを設定する。
c) 測定方向が対象面(測定面)にできる限り一致するように,また,標準片の長手方向に平行になるよ
うに調整する。
d) プローブの測定は,分解能を上げるためにできる限り小さい(倍率の高い)ものを選択する。
e) 標準片の長手方向中央の位置に測定領域を設定する。
f)
測定長さを16mmに設定する。測定を谷部で始め,谷部で終わるようにする。
g) 標準片の幅方向にランダムに分布する5本の平行な線上で測定を行う(同じ場所での測定によって標
準片が摩耗することを避けるため)。
h) パラメータR,AR又はW,AWについてそれぞれ五つの測定値の平均と標準偏差を求める。RとWの
平均値によって縦方向の倍率校正を行うことができる。ARとAWとの平均値によって横方向の倍率校
正を行うことができる。これらの値の標準偏差は,測定機の繰返し性と標準片の不均一性の影響を受
ける。測定の不確かさの計算では,これらを考慮しなければならない。
i)
測定機の連鎖の中にソフトウェア標準片が入力できない場合には,モチーフ法のアルゴリズムの有効
性を確認するために,JIS B 0659-1のタイプDの標準片を上記の方法で用いることもできる。
10
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.1 粗さ及びうねり用の標準片(タイプC4)並びに測定方法
参考 “うねり用の標準片”とは,うねりモチーフのパラメータを測定するために用いるタイプC4の標準片を指し,
特別な“うねり用の標準片”は,規格にはない[JIS B 0659-1の5.(標準片のタイプ,目的及び計測特性)参照]。
11
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(規定)
簡易オペレータ形式の測定機の校正
簡易オペレータ形式の測定機は,JIS B 0651-1に規定する標準オペレータ形式の測定機に,意図的に従
わない測定機である。
備考 JIS B 0651は,独立した基準案内をもつ触針式表面粗さ測定機だけに適用される。簡易オペレ
ータ形式の重要な測定機として,スキッドを用いた触針式表面粗さ測定機があげられる。
参考 JIS B 0651の規定に従わない例として,スキッドのほかに2RCアナログフィルタを用いた測定
機をあげることができる。対象面によっては,これらが原因で輪郭曲線がゆがむ。
簡易オペレータ形式の表面粗さ測定機の重要な特徴は,スキッドなどに起因する不確かさが加わって,
対象面の評価が不完全になることである。したがって、簡易オペレータ形式の測定機の使用に先立って、
この特別な不確かさを評価するために,標準オペレータ形式の表面粗さ測定機と関係を確立しておくこと
が必す(須)となる。これに対応する主な方法は,次の二つである。
a) 測定の不確かさに及ぼすこの不確かさの影響を評価するため,あらかじめスキッドによってゆがんだ
測定値の不完全さの性質について知っておく。
b) 加工部品の測定作業と同じ方法によって,簡易オペレータ形式の測定機に起因する測定値の不完全さ
が同じになる特定の試料又は特別に校正された試料を用いて校正を行う。ここで,特定の試料又は特
別に校正された試料とは,表面性状測定のための標準オペレータ形式の測定機を用いた特別の作業に
よって校正された試料をいう。
備考 オペレータに関係する用語は,現在ISO/TC 213において検討中であり,将来変更されること
がある。
12
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考)
粗さ用標準片のパラメータRaの分散分析例
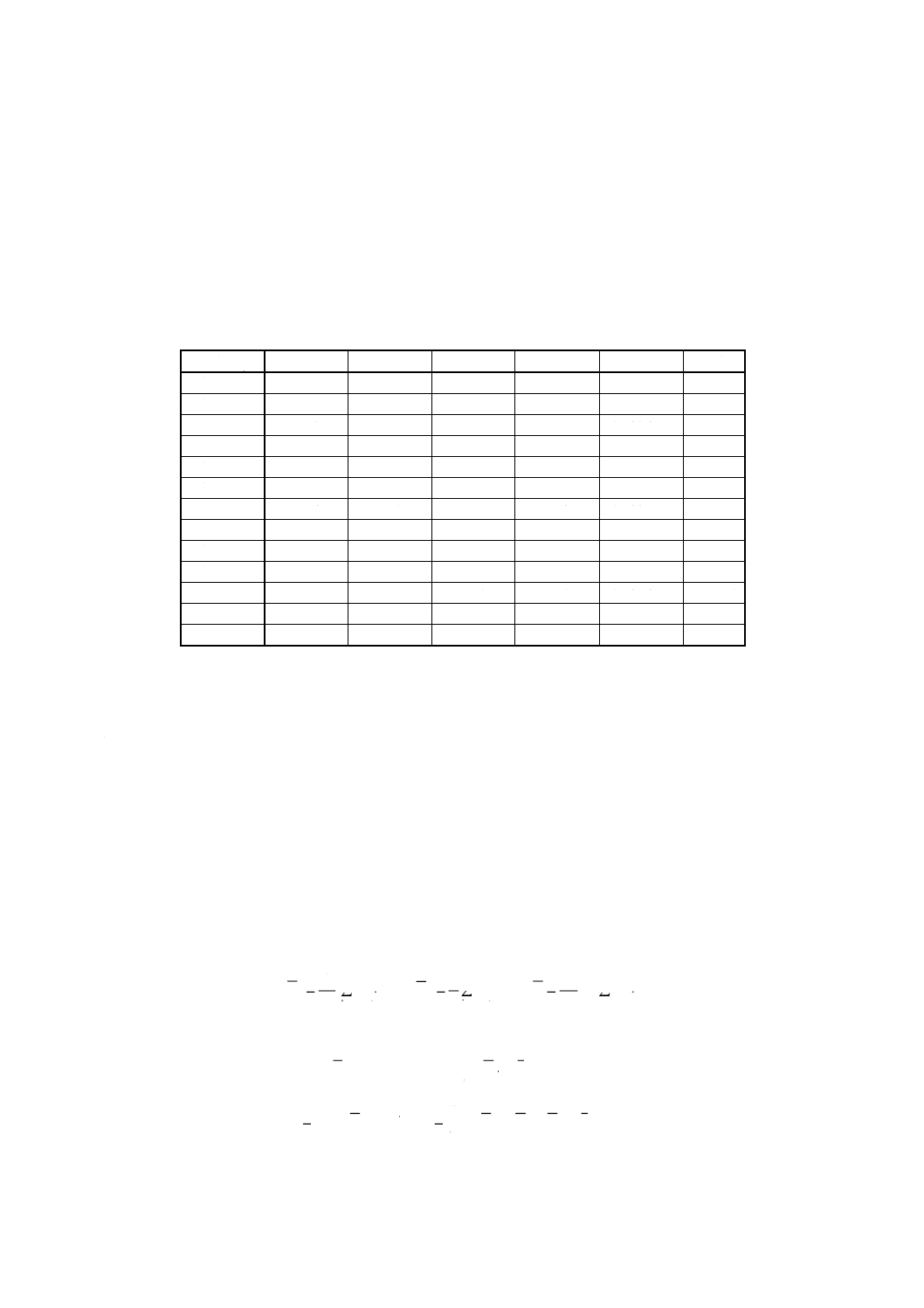
粗さ用標準片のパラメータRaは,図4に示した12か所についてそれぞれ5回測定を繰り返すことによ
って評価する。表C.1に測定したRaの値を示す。
備考 この表は,統計的な分析技術を説明するために,シミュレーションデータとして例示してある。
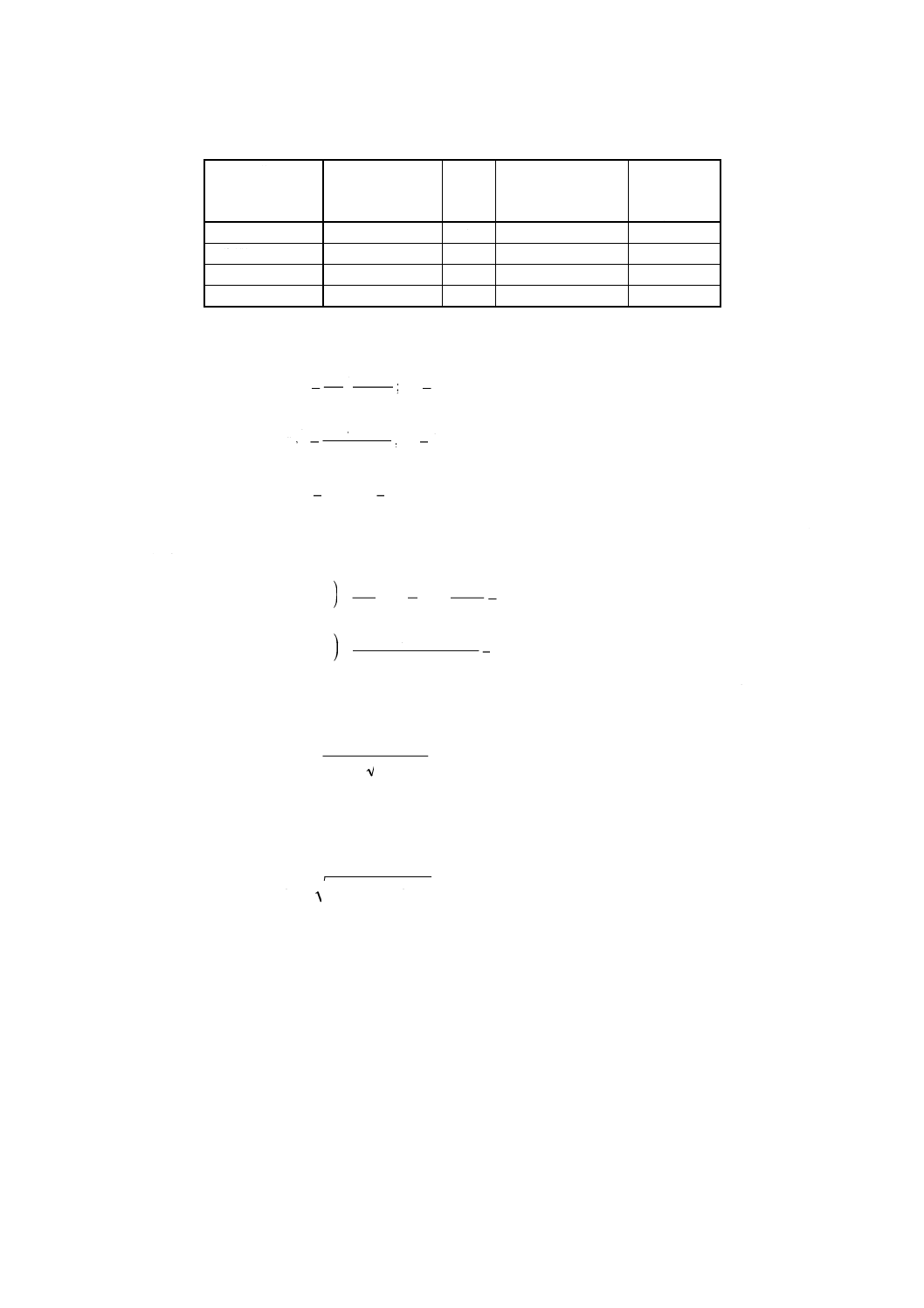
表C.1 粗さ用標準片(タイプD)を用い,図4の測定方法によって測定したRaの値
Raの値 μm 繰返し測定1 繰返し測定2 繰返し測定3 繰返し測定4 繰返し測定5
平均
測定位置1
0.524 7
0.526 1
0.522 9
0.525 2
0.528 7
0.525 52
測定位置2
0.524 0
0.528 3
0.526 6
0.532 3
0.526 0
0.527 44
測定位置3
0.533 0
0.533 2
0.528 6
0.531 9
0.530 9
0.531 52
測定位置4
0.531 1
0.534 2
0.530 6
0.533 4
0.531 3
0.532 12
測定位置5
0.521 6
0.520 4
0.522 1
0.526 2
0.520 0
0.522 06
測定位置6
0.527 2
0.528 5
0.529 1
0.525 4
0.526 6
0.527 36
測定位置7
0.525 6
0.534 0
0.529 5
0.533 2
0.529 1
0.530 28
測定位置8
0.534 6
0.530 4
0.533 8
0.536 2
0.532 7
0.533 54
測定位置9
0.519 1
0.520 7
0.523 2
0.526 2
0.526 2
0.523 08
測定位置10
0.524 7
0.530 3
0.531 5
0.529 5
0.524 6
0.528 12
測定位置11
0.532 8
0.530 7
0.530 1
0.531 0
0.527 9
0.530 50
測定位置12
0.534 7
0.533 9
0.528 6
0.538 4
0.531 7
0.533 46
平均
0.527 76
0.529 22
0.528 05
0.530 74
0.527 98
0.528 75
測定値のばらつきの偶然効果は,次のようになる。
a) 標準片全域にわたる測定位置で得られるRa値のばらつき
b) 同一位置の繰返し測定で得られるRa値のばらつき
c) 触針式表面粗さ測定機の繰返し性
これらの要因は,それぞれσR2,σE2,σM2によって表される未知の分散に関連するとされてきた。ここに,
添字Rは粗さ用標準片(粗さ用標準片全域にわたる測定値のばらつき),添字Eは評価(同一位置での測
定値のばらつき),添字Mは触針式表面粗さ測定機(測定機の繰返し性)を表す。
参考 偶然効果とは,偶然誤差によってばらつきが生じることをいう。
分散分析は,適切な分析方法であると思われる。これについては,ISO Guide 35で詳しく述べられてい
る。分散分析によって,上記の分散の推定値が得られる。
Xijをj番目の測定位置におけるi番目の繰返し測定での評価値とする。平均値Xi,Xj及びXは,次の
ようになる。
ij
i
j
i
X
X
12
12
1
=∑
=
,
ij
i
j
X
X
5
1
5
1
=∑
=
,
ij
j
i
X
X
12
1
5
1
60
1
=
=∑
∑
=
二乗和S1,S2,S3,S4は,次の式から計算される。
(
)2
12
1
2
2
1
5
,
60
X
X
S
X
S
j
j
−
∑
=
=
=
,
(
)
(
)2
5
1
12
1
4
2
5
1
3
,
12
X
X
X
X
S
X
X
S
j
i
ij
i
j
i
i
+
−
−
∑
∑
=
−
∑
=
=
=
=
分散分析の結果を表C.2に示す。
13
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
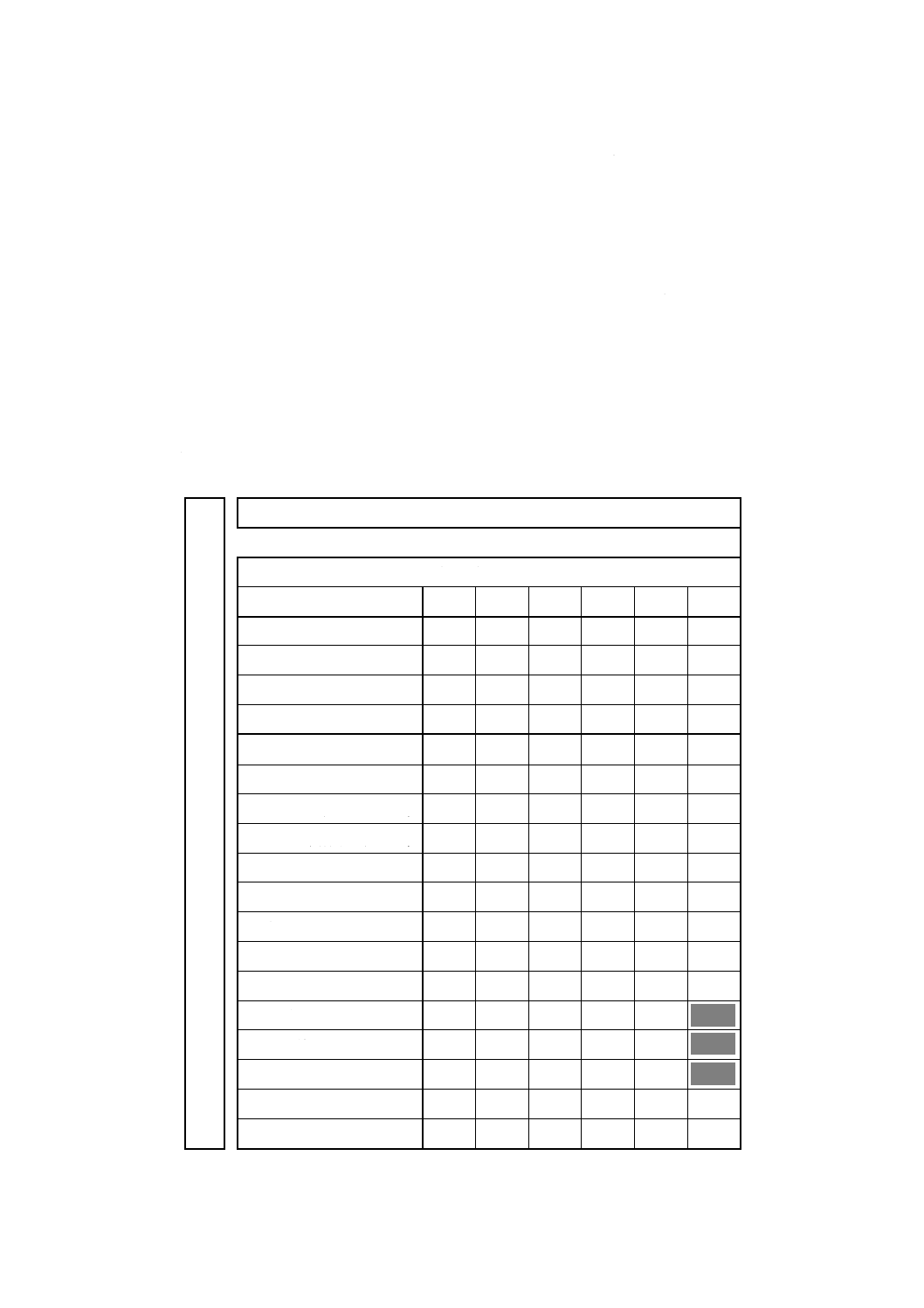
表C.2 分散分析表
要因
平方和
Slμm2
自由度
νl
不偏分散
M1=Sl/νlμm2
不偏分散の
期待値
μm2
平均
S1=16.774 593 75
1
M1=16.774 593 75
−
反復間
S2=0.000 804 725
11
M2=7.315 681 8E-5
σM2+5σR2
繰返し間
S3=0.000 075 196
4
M3=1.879 900 0E-5
σM2+12σE2
測定機の繰返し性 S4=0.000 252 648
44
M4=0.574 200 0E-5
σM2
σR2,σE2,σM2の推定値をそれぞsR2,sE2,sM2によって表せば、表C.2の最後の列の関係式から次のよう
になる。
(
)
nm
67
.3
;
5
R
4
2
2
R
=
−
=
s
M
M
s
(
)
nm
04
.1
;
12
E
4
3
2
E
=
−
=
s
M
M
s
nm
40
.2
;M
4
2
M
=
=
s
M
s
sM2の自由度は,M4の自由度である44である。sR2及びsE2の自由度νeff (sR2) 及びνeff (sE2) は,それぞれ (M2
−M4) 及び (M3−M4) の有効自由度であり,Welch−Satterthwaiteの公式から与えられる(GUM参照)。
()
(
)
3.9
44
11
2
4
2
2
2
4
2
2
=
−
−
=
/
/
M
M
M
M
sR
eff
ν
()
(
)
9.1
44
4
2
4
2
3
2
4
3
2
=
−
−
=
/
/
M
M
M
M
sE
eff
ν
校正証明書には4%の不確かさをもつRa=0.529 4μmの呼び値が与えられる。4%は±の数字であり,測
定値がく(矩)形分布するとすれば,標準不確かさの推定値は,次の式で与えられる。
nm
2.
12
3
%
4
μm
4
529
.0
cal
=
×
=
u
校正証明書には,この不確かさには標準片全域におけるパラメータのばらつきが既に含まれているので,
この不確かさを合成標準不確かさに再度含めてはならない旨のことを記載する。
合成標準不確かさは,
nm
5.
12
2
cal
2
M
2
E
c
=
+
+
=
u
s
s
u
となり,拡張不確かさUは,k=2として0.025μmとなる。
備考 この例は説明だけのものであり,計算した不確かさを実際の測定から求められる代表的な値と
解釈してはならない。
14
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D(参考) GPSマトリックス
GPSマトリックスの詳細は,TR B 0007製品の幾何特性仕様 (GPS) −マスタープランを参照する。
D.1 規格及びその利用についての情報 この規格は,JIS B 0651に規定された輪郭曲線方式による表面性
状を測定する触針式表面粗さ測定機の校正に適用する。校正は,JIS B 0659に規定された標準片によって
行う。
D.2 GPSマトリックスにおける位置付け この規格は,図D.1に示すGPSマトリックスの粗さ曲線,うね
り曲線及び断面曲線に関する規格チェーンのリンク番号6に関係する基本規格である。
D.3 関連国際規格 関連国際規格は,図D.1に示す規格チェーンに含まれる規格である。
GPS
原理
規格
GPS共通規格
GPS基本規格マトリックス
リンク番号
1
2
3
4
5
6
サイズ
距離
半径
角度
データムに無関係な線の形状
データムに関係する線の形状
データムに無関係な面の形状
データムに関係する面の形状
姿勢
位置
円周振れ
全振れ
データム
粗さ曲線
うねり曲線
断面曲線
表面欠陥
エッジ
図D.1
15
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E(参考) 参考文献
1. ISO Guide 35 Certification of reference materials−General and statistical principles
2. TR B 0007 製品の幾何特性仕様 (GPS) −マスタープラン
備考 ISO/TR 14638 : 1995 Geometrical Products Specifications (GPS) −Masterplanが,この規格と一致
している。
1
6
B
0
6
7
0
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
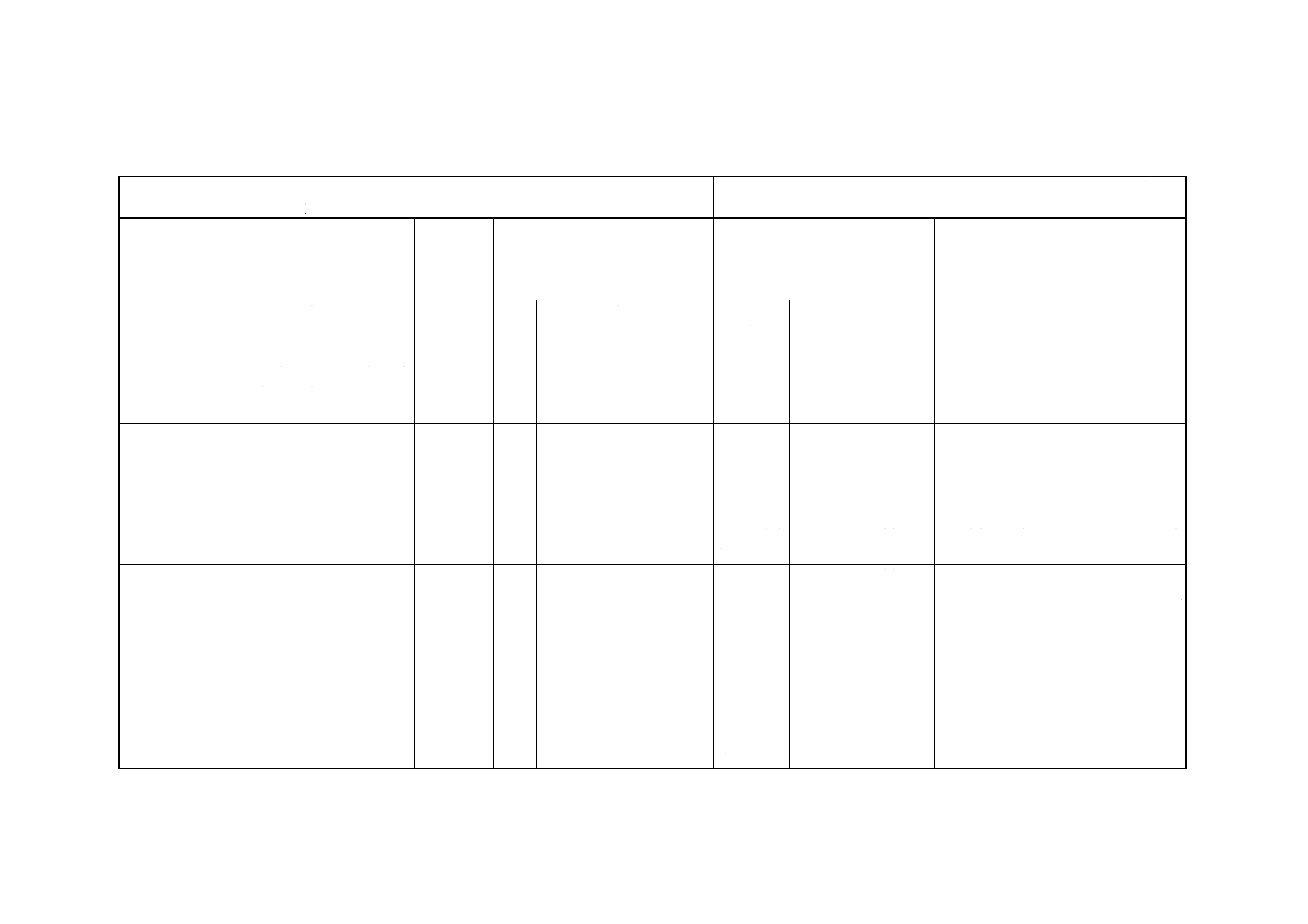
附属書1(参考) JISと対応する国際規格との対比表
JIS B 0670 : 2002 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−触針式表面粗さ測
定機の校正
ISO 12179 : 2000 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式
−触針式表面粗さ測定機の校正
(I)JISの規定
(II)国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差
異の項目ごとの評価及びその内容
表示個所:本体
表示方法:点線の下線
(V)JISと国際規格との技術的差異の理
由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1. 適用範囲
輪郭曲線方式による表面性
状を測定するための触針式
表面粗さ測定機の計測特性
の校正に適用。
ISO 5436-1 1.
JISに同じ
IDT
−
2. 引用規格
JIS B 0601, JIS B 0631
JIS B 0651, JIS B 0659-1
ISO 10012-1, ISO 14253-1,
ISO/TS 14253-2
GUM, VIM
JIS Z 8103
2.
ISO 4287, ISO 12085
ISO 3274, ISO 5436-1
ISO 10012-1, ISO 14253-1,
ISO/TS 14253-2
GUM, VIM
−
IDT
IDT
IDT
IDT
MOD/追
加
−
−
−
−
JIS Z 8103を追加
“3.定義”に合わせて,JIS Z 8103を追
加。
3. 定義
JIS B 0601, JIS B 0651, JIS Z
8103, ISO 14253-1, GUM及び
VIMによる。
3.
ISO 3274,ISO 4287及び
VIMによる。
MOD/追
加
JIS Z 8103を追加
我が国固有の日本語による計測関係の
用語を統一して用いるために,JIS Z
8103を追加した。言語による違いであ
り,技術的な差異はない。日本語によ
る統一的な用語の使用であるため,将
来とも維持する必要がある。
3.1 校正
−
(用語の定義)
3.1
3.2
JISに同じ
task related calibration
を定義
IDT
MOD/削
除
−
用語を削除
日本語としては,この用語を使わなく
ても別の表現で十分に内容が表され
る。
1
7
B
0
6
7
0
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
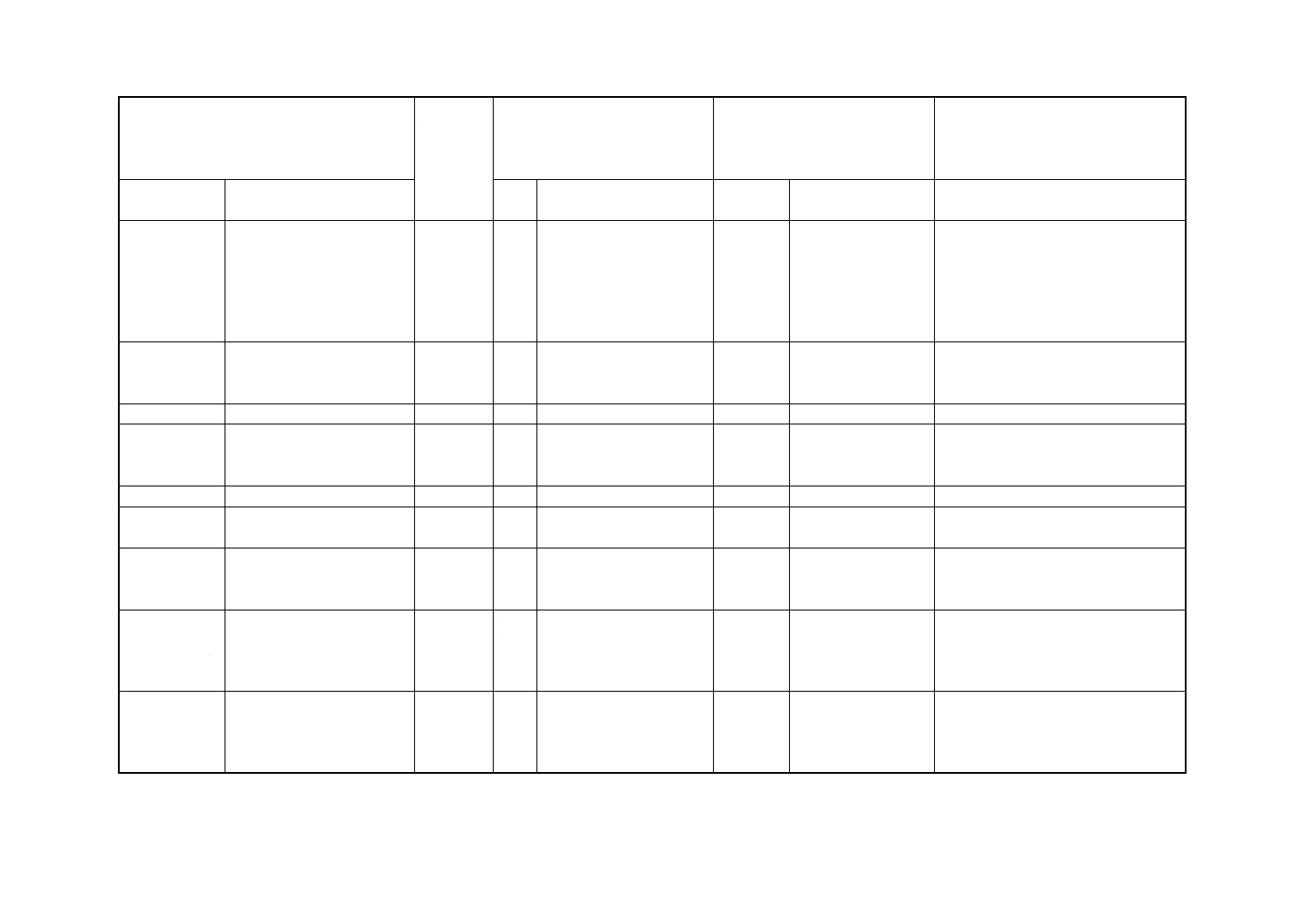
(I)JISの規定
(II)国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差
異の項目ごとの評価及びその内容
表示個所:本体
表示方法:点線の下線
(V) JISと国際規格との技術的差異の理
由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
3.2 調整
3.3 測定標準
3.4 測定の不確
かさ
3.5 トレーサビ
リティ
(用語の定義)
(用語の定義)
(用語の定義)
(用語の定義)
3.3
3.4
3.5
3.6
JISに同じ
JISに同じ
JISに同じ
JISに同じ
IDT
IDT
IDT
IDT
−
−
−
−
4. 校正要件
触針式表面粗さ測定機の構
成要素及びその校正につい
て規定。
4.
JISに同じ
IDT
−
5. 標準片
校正に用いる標準片
5.
JISに同じ
IDT
−
6. 触針式表面
粗さ測定機の
計測特性
測定機の計測特性に関連し
た校正項目
6.
JISに同じ
IDT
−
7. 校正
校正の方法
7.
JISに同じ
IDT
−
8. 測定の不確
かさ
測定の不確かさの推定
8.
JISに同じ
IDT
−
9. 触針式表面
粗さ測定機の
校正証明書
検査証明書に記すべき事項
9.
JISに同じ
IDT
−
附属書A(規定)
モチーフパラメ
ータのための測
定機の校正
モチーフパラメータを測定
する測定機の校正手順
Annex
A
JISに同じ
IDT
−
附属書B(規定)
簡易オペレータ
形式の測定機の
校正
簡易オペレータ形式の測定
機の校正
Annex
B
JISに同じ
IDT
−
1
8
B
0
6
7
0
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT ··············· 技術的な差異がない。
− MOD/追加 ···· 国際規格にない規定項目又は規定内容を追加している。
− MOD/削除 ···· 国際規格の規定項目または規定内容を削除している。
2. JISと国際規格との対応程度の全体評価欄の記号の意味は,次のとおりである。
− MOD ············· 国際規格を修正している。
19
B 0670 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
粗さ関係JIS原案作成委員会 構成表
氏名
所属
(委員長)
*
塚 田 忠 夫
明治大学理工学部
(幹事)
◎ 谷 村 吉 久
経済産業省産業技術総合研究所計量研究所
(委員)
穐 山 貞 治
経済産業省産業技術環境局
*
荒 井 正 敏
株式会社東京精密
*
加 納 孝 文
株式会社ミツトヨ
*
桑 田 浩 志
有限会社桑田設計標準化研究所
*
坂 野 憲 幾
経済産業省産業技術総合研究所計量研究所
*
笹 島 和 幸
東京工業大学情報理工学研究科
佐 藤 隆
株式会社東芝
野 口 昭 治
日本精工株式会社
橋 本 進
財団法人日本規格協会技術部
太 箸 孝 善
石川島播磨重工業株式会社
*
宮 下 勤
テーラーホブソン株式会社
*
宮 本 紘 三
株式会社小坂研究所
*
柳 和 久
長岡技術科学大学
(事務局)
杉 田 光 弘
財団法人日本規格協会技術部
増 森 かおる
財団法人日本規格協会技術部
備考 ◎印はWG主査,*印はWG委員兼務を示す。
(文責 塚田 忠夫)
日本工業標準調査会標準部会 機械要素技術専門委員会 構成表
氏名
所属
(委員会長)
大 園 成 夫
東京電機大学工学部精密機械工学科
(委員)
加 藤 伸 一
社団法人自動車技術会
川 口 俊 充
日本工具工業会
黒 澤 富 蔵
産業技術総合研究所
桑 田 浩 志
有限会社桑田設計標準化研究所
清 水 雄 輔
社団法人日本バルブ工業会
庄 野 敏 臣
社団法人日本工作機械工業会
筒 井 康 賢
産業技術総合研究所
真 弓 透
社団法人日本ベアリング工業会
丸 山 一 男
工学院大学機械工学科
望 月 正 紀
社団法人日本ねじ工業協会