B 0633 : 2001 (ISO 4288 : 1996)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,財団法人日本規格協会 (JSA) から工業標準
原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大
臣が制定した日本工業規格である。
JIS B 0633には,次に示す附属書がある。
附属書A(参考) 表面粗さ評価の簡易手順
附属書B(参考) GPSマトリックス
附属書C(参考) 参考文献
B 0633 : 2001 (ISO 4288 : 1996)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. パラメータの算出 ············································································································ 2
4.1 基準長さを用いて定義されるパラメータ ············································································· 2
4.2 評価長さを用いて定義されるパラメータ ············································································· 2
4.3 負荷曲線及び確率密度関数とそれらに関連するパラメータ ····················································· 2
4.4 評価長さの標準値 ·········································································································· 2
5. 測定値と許容限界値との比較ルール ···················································································· 3
5.1 対象面上の測定領域 ······································································································· 3
5.2 16%ルール ···················································································································· 3
5.3 最大値ルール ················································································································ 3
5.4 測定の不確かさ ············································································································· 4
6. パラメータの評価 ············································································································ 4
6.1 一般事項 ······················································································································ 4
6.2 粗さパラメータ ············································································································· 4
7. 触針式表面粗さ測定機による評価の方式及び手順 ·································································· 5
7.1 粗さパラメータのためのカットオフ値決定の基本ルール ························································ 5
7.2 粗さパラメータの測定····································································································· 5
附属書A(参考) 表面粗さ評価の簡易手順·············································································· 8
附属書B(参考) GPSマトリックス ······················································································ 9
附属書C(参考) 参考文献·································································································· 11
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0633 : 2001
(ISO 4288 : 1996)
製品の幾何特性仕様 (GPS)
−表面性状:輪郭曲線方式−
表面性状評価の方式及び手順
Geometrical Product Specifications (GPS) −Surface texture : Profile
method
−Rules and procedures for the assessment of surface texture
序文 この規格は,1996年に発行されたISO 4288, Geometrical Product Specifications (GPS) −Surface
texture : Profile method−Rules and procedures for the assessment of surface textureを翻訳し,技術的内容及び規
格票の様式を変更することなく作成した日本工業規格である。
この規格は,製品の幾何特性仕様 (GPS) の一つで,GPS基本規格に属し(TR B 0007参照),表面性状規
格チェーンのリンク番号3及び4に関係する。
この規格と他のGPS規格との関連についての詳細は,附属書Bを参照する。
周期的輪郭曲線と非周期的輪郭曲線の判別は,使用者の裁量にゆだねる。
なお,この規格の中で点線の下線を施してある“参考”は,原国際規格にはない事項である。
備考 TR B 0007は,ISO/TR 14638 : 1995 Geometrical Product Specifications (GPS) −Master planと一
致している。
1. 適用範囲 この規格は,JIS B 0601,JIS B 0631,ISO 13565-2及びISO 13565-3に定義された表面性
状パラメータの測定値と許容限界値との比較方式について規定する。さらに,JIS B 0651に規定された触
針式表面粗さ測定機によって粗さパラメータを測定するためのカットオフ値λcの標準値を規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 4288 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Rules and procedures for the assessment of surface texture (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改訂版・追補は適用しない。発効年を付記していない引用規格は,その最
新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様 (GPS) 表面性状:輪郭曲線方式−用語,定義及び表面性状パラメー
タ
2
B 0633 : 2001 (ISO 4288 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ISO 4287 : 1997 [Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Terms, definitions and surface texture parameters] が,この規格と一致している。
JIS B 0631 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−モチーフパラメータ
備考 ISO 12085 : 1996 [Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Motif parameters] が,この規格と一致している。
JIS B 0651 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
備考 ISO 3274 : 1996 [Geometrical Product Specifications (GPS) ‐Surface texture : Profile method−
Nominal characteristics of contact (stylus) instruments] が,この規格と一致している。
ISO 1302 : 1992 Technical drawings−Method of indicating surface texture
ISO 13565-1 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method ; Surfaces
having stratified functional properties−Part 1 : Filtering and general measurement conditions
ISO 13565-2 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method ; Surfaces
having stratified functional properties−Part 2 : Height characterization using the linear material ratio
curve
ISO 13565-3 : 1998 Geometrical Product Specifications (GPS) −Surface texture : Profile method ; Surfaces
having stratified functional properties−Part 3 : Height characterization using the material probability
curve
ISO 14253-1 : 1998 Geometrical Product Specifications (GPS) −Inspection by measurement of workpieces
and measuring instruments−Part 1 : Decision rules for proving conformance or non-conformance with
specifications
参考 ISO 13565-3及びISO 14253-1は,ISO 4288 : 1996発行後,新たに1998年に発行されたので,
年号を追記した。
3. 定義 この規格で用いる主な用語の定義は,JIS B 0651,JIS B 0601,JIS B 0631,ISO 13565-2及び
ISO 13565-3による。
4. パラメータの算出
4.1
基準長さを用いて定義されるパラメータ
4.1.1
パラメータの算出 パラメータの一つの値は,一つだけの基準長さの測定データから計算する。
4.1.2
平均パラメータの算出 平均パラメータは,独立した個々の基準長さから得られるパラメータを全
部平均して求める。
平均パラメータの算出に,標準個数である五つの連続した基準長さを利用する場合には,粗さ記号に基
準長さの個数を添字として付ける必要はない。五つ以外の数の連続した基準長さから評価された平均パラ
メータには,用いた基準長さの個数を粗さ記号の後に付ける(例えば,Rz1, Rz3)。
4.2
評価長さを用いて定義されるパラメータ 評価長さを用いて定義されるパラメータ(Pt, Rt及びWt)
の値は,基準長さを標準個数倍した長さに等しい一つの評価長さのデータから求める。
4.3
負荷曲線及び確率密度関数とそれらに関連するパラメータ 負荷曲線及び確率密度関数とそれらに
関連するパラメータは,評価長さのデータから求めた1本の負荷曲線及び確率密度関数を用いて計算する。
4.4
評価長さの標準値 図面又は製品技術情報に指示がない限り,評価長さは,次による。
− 粗さパラメータ:評価長さは,7.の規定による。
3
B 0633 : 2001 (ISO 4288 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 断面曲線パラメータ:評価長さは,測定される形体の長さに等しくする。
− モチーフパラメータ:評価長さは,JIS B 0631の5.(モチーフパラメータの測定条件)の規定による。
− ISO 13565-2及びISO 13565-3に定義されたパラメータ:評価長さは,ISO 13565-1 : 1996の7.の規定
による。
5. 測定値と許容限界値との比較ルール
5.1
対象面上の測定領域 対象面上の表面性状には,均一とみなされる場合,又は場所によって異なっ
ている場合がある。この違いは,表面の視覚的な検査によって見分けることができる。表面性状が均一と
みなされる場合には,対象面全体にわたって求めたパラメータの値を,図面又は製品技術情報に指示され
た要求値と比較する。
場所によって明らかに表面性状が異なる場合には,各場所で求められたパラメータの値が,図面又は製
品技術情報に指示された要求値と個々に比較されなければならない。
要求値がパラメータの上限値によって指示されている場合には,パラメータの値が最大とみなされる場
所を用いなければならない。
5.2
16%ルール 要求値が,パラメータの上限値(ISO 1302 : 1992の6.2.3参照)によって指示されてい
る場合には,一つの評価長さから切り取った全部の基準長さを用いて算出したパラメータの測定値のうち,
図面又は製品技術情報に指示された要求値を超える数が16%以下(備考1.及び備考2.参照)であれば,こ
の表面は,要求値を満たすものとして受け入れられるものとする。
要求値がパラメータの下限値によって指示されている場合には,一つの評価長さから切り取った全部の
基準長さを用いて算出したパラメータの測定値のうち,図面又は製品技術情報に指示された要求値より小
さくなる数が16%以下(備考1.及び備考2.参照)であれば,この表面は,要求値を満たすものとして受け
入れられるものとする。
パラメータの上限値及び下限値を指示するためには,“max”の付かないパラメータ記号を用いなければ
ならない。
備考1. 附属書Aに,測定値と上限値及び下限値とを比較するための簡易的な実用指針が示されてい
る。
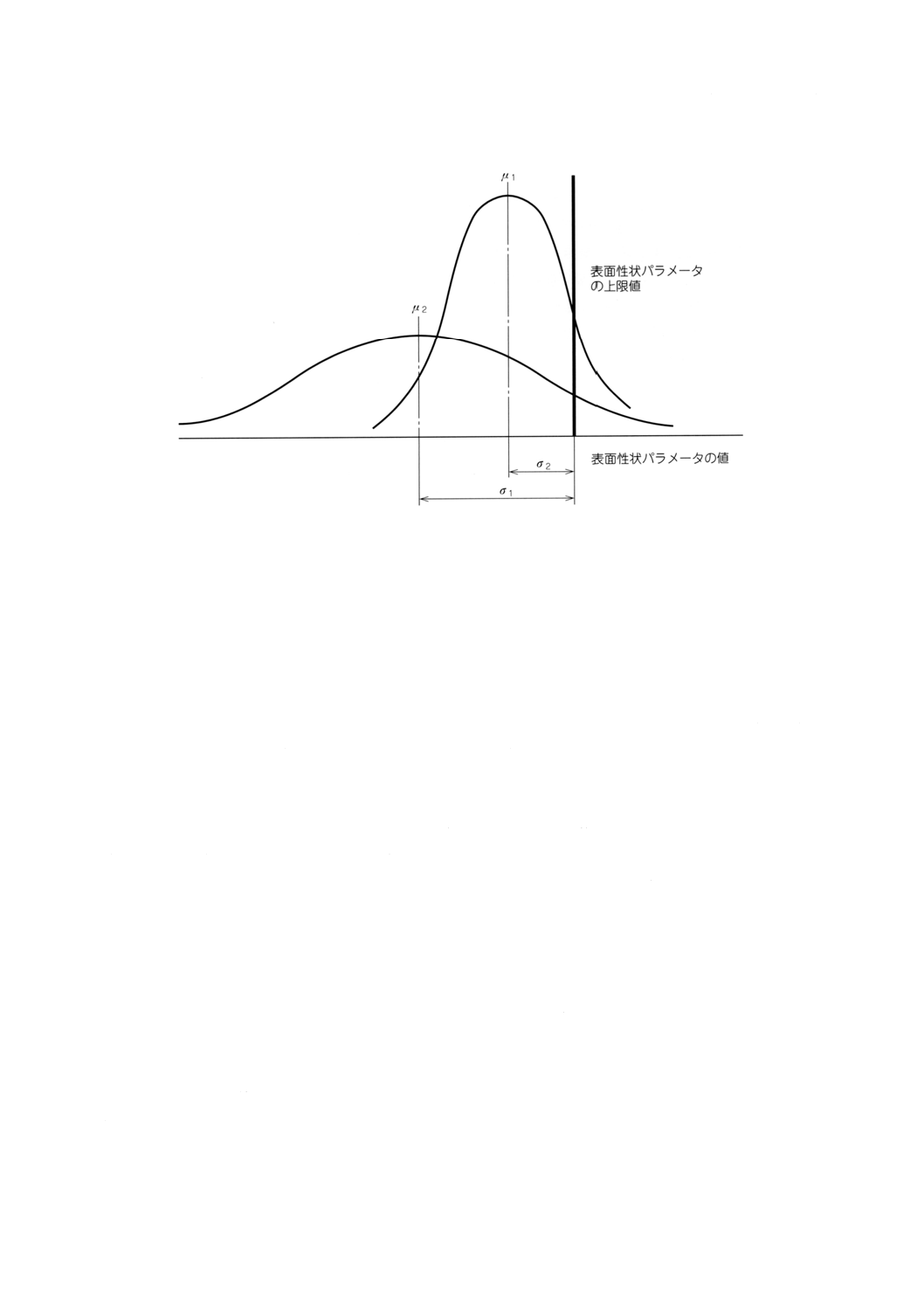
2. 粗さパラメータの値が正規分布する場合,パラメータの測定値の数の16%が超える上限値は,
μ+σに一致する。ここに,μは測定値の平均であり,σは標準偏差である。σが大きいほど,
粗さパラメータの平均値は指示された限界値(上限値)から離れる必要がある(図1参照)。
参考1. 上記の備考2.の後半は,“σが大きい場合には,μを小さくする必要がある”ことを意味してい
る。
2. 16%ルールは,測定値が正規分布するとき,“μ+σがパラメータの上限値以下になっていれば,
この表面は要求値を満たしたものとする”ことを規定している。
3. 用いた基準長さの数が3未満の場合には,附属書A.3.1参照。
5.3
最大値ルール 要求値が,パラメータの最大値(ISO 1302 : 1992の6.2.2参照)によって指示されて
いる場合,対象面全域で求めたパラメータの値のうち一つでも図面又は製品技術情報に指示された要求値
を超えてはならない。
パラメータの最大許容値を指示するためには,パラメータの記号に“max”を付ける(例えば,Rz1max)。
4
B 0633 : 2001 (ISO 4288 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
測定の不確かさ 要求値に合致しているかどうかを明らかにするために,パラメータの測定値は,
ISO 14253-1の規定による測定の不確かさを考慮して,指示された許容限界値と比較しなければならない。
測定値と許容限界の上限値及び下限値とを比較する場合には,測定の不確かさは,16%ルールで述べた表
面の不均一性への配慮とは別に,評価されなければならない。
6. パラメータの評価
6.1
一般事項 表面性状パラメータは,表面欠陥の記述に用いることはできない。そのために,スクラ
ッチ,空孔などの表面欠陥は,表面性状の評価の対象としてはならない。
対象面が要求仕様に一致しているかどうかの判断には,一つの評価長さから求めた表面性状パラメータ
の測定値の集合(指定されたパラメータの測定値群)を用いなければならない。
対象面が要求仕様に合致しているかどうかの決定の信頼性,及び同一表面の表面性状パラメータの平均
値の精度は,表面性状パラメータを得る評価長さ内の基準長さの数及び評価長さの数,すなわち,対象面
上の測定数に依存する。
6.2
粗さパラメータ 評価長さが基準長さの5倍にならない場合,標準偏差を基準長さの5倍に等しい
評価長さを用いて求めた値に換算し,JIS B 0601による粗さパラメータの上限値及び下限値を計算し直す。
図1の各σは,それぞれσ5を表している(添字の5は,用いた基準長さの数)。
σnのσ5への換算は,次の式による。
5
5
n
n
σ
σ=
ここに,nは用いた基準長さの数(5未満)である。
参考1. 用いた基準長さの数が5未満の場合の16%ルールによるパラメータの測定値の上限値は,μn
+σ5となる。μnはn個のデータから求めた平均値,σ5は上の式による換算値である。
2. 用いた基準長さの数が5以上の場合には,得られた標準偏差をそのまま適用する。
測定数が多く,評価長さが長いほど,対象面が要求仕様に合致しているかどうかの判断の信頼性は高く
なり,パラメータの平均値の不確かさは小さくなる。
しかしながら,測定数を増やすと測定の時間及びコストが増加する。そのために,信頼性とコストとの
妥協が必要となる(附属書A参照)。
5
B 0633 : 2001 (ISO 4288 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1
7. 触針式表面粗さ測定機による評価の方式及び手順
7.1
粗さパラメータのためのカットオフ値決定の基本ルール 基準長さが,図面又は製品技術情報の要
求事項に指示されている場合には,カットオフ値λcは,指示された基準長さに等しくなければならない。
(図面又は製品技術情報に)粗さパラメータに対する指示事項(測定方向などの指示)がない場合,又は
基準長さが指示されていない場合には,カットオフ値は7.2の手順によって選択する。
7.2
粗さパラメータの測定 測定方向が指示されていない場合には,高さ方向のパラメータ (Ra, Rz) が
最大になる測定方向に,対象面を設定する。この方向は,対象面の筋目に直角である。等方性の表面では,
測定方向は任意に設定してよい。
測定は,最悪の値になると考えられる表面部分に対して行わなければならない。これは,視覚的な判断
によって行うことができる。互いに独立した測定結果を得るために,複数の測定をこの表面部分で等分布
(偏らない位置)するように行わなければならない。
粗さパラメータの値を求めるためには,まず表面を視覚的に観察し,粗さ曲線が周期的であるか非周期
的であるかの判断を行う。特に指示がない場合には,この判断に基づいて,7.2.1及び7.2.2に規定する手
順のどちらかを実行する。もし特別な測定手順に従う場合には,それを仕様書及び測定の手順書に記載し
なければならない。
参考 等方性の表面とは,測定方向によって粗さ曲線の性質が異ならない表面をいう。
7.2.1
非周期的な粗さ曲線のための評価手順 非周期的な粗さ曲線をもつ表面では,次のステップからな
る評価手順によらなければならない。
a) 未知の粗さパラメータであるRa,Rz,Rz1max又はRSmは,例えば,視覚検査,比較用表面粗さ標準
片,測定断面曲線(JIS B 0651参照)の記録波形など,適切と思われる手段を用いて推定する。
b) ステップa)によって推定されたRa,Rz,Rz1max又はRSmを用いて,表1,表2又は表3から基準長
さを推定する。
6
B 0633 : 2001 (ISO 4288 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 表面粗さ測定機によって,ステップb)で推定した基準長さを用いて,Ra,Rz,Rz1max又はRSmの測
定値を求める。
d) Ra,Rz,Rz1max又はRSmの測定値と,推定された基準長さに該当する表1,表2又は表3のRa,Rz,
Rz1max又はRSmの範囲とを比較する。もし測定値が推定された基準長さに該当するパラメータの範
囲外であれば,測定値に合わせて測定機の基準長さを長い方又は短い方に変更する。次に,変更した
基準長さによって測定値を求め,再度表1,表2又は表3の値と比較する。この時点で,表1,表2
又は表3で推奨する測定値と基準長さとの組合せが満足されていなければならない。
e) ステップd)において,短い方の基準長さが試されていなければ,短い方の基準長さによるRa,Rz,
Rz1max又はRSmの測定値を求める。得られたRa,Rz,Rz1max又はRSmの測定値と基準長さとの組
合せが表1,表2又は表3の組合せになっているかどうかを確かめる。
f)
ステップd)における最終設定が表1,表2又は表3に一致していれば,用いた基準長さ及びRa,Rz,
Rz1max又はRSmの測定値は正しいとする。もしステップe)においても,表1,表2又は表3に推奨
されている組合せになった場合には,短い方の基準長さ及びRa,Rz,Rz1max又はRSmの測定値が正
しいとする。
g) ここまでのステップで推定された基準長さを用いて,要求されているパラメータの測定値を求める。
7.2.2
周期的な粗さ曲線のための評価手順 周期的な粗さ曲線をもつ表面では,次の手順によらなければ
ならない。
a) 未知の粗さ曲線のパラメータRSmを,測定断面曲線の記録波形から推定する。
b) 推定されたパラメータRSmに該当する基準長さを表3から決める。
c) ステップb)によって決定された基準長さを用いて,RSmの値を測定する。
d) ステップc)によるRSmの測定値に該当する表3の基準長さが,ステップb)において求められた値より
小さいか又は大きい値であれば,小さい方か又は大きい方の基準長さを用いる。
e) ここまでのステップで推定された基準長さを用いて要求。されているパラメータの測定値を求める。
表1 非周期的な輪郭曲線の粗さパラメータRa, Rq, Rsk, Rku, R∆q並びに負荷曲線
及び確率密度関数とそれらに関連するパラメータの基準長さ(研削加工面の例)
Ra μm
粗さ曲線の基準長さ (lr) mm 粗さ曲線の評価長さ (ln) mm
(0.006)<Ra≦0.02
0.08
0.4
0.02<Ra≦0.1
0.25
1.25
0.1<Ra≦2
0.8
4
2<Ra≦10
2.5
12.5
10<Ra≦80
8
40
表2 非周期的な輪郭曲線の粗さパラメータRz, Rv, Rp, Rc及びRtのための基準長さ
(研削加工面の例)
Rz(1), Rz1max(2) μm
粗さ曲線の基準長さ (lr) mm 粗さ曲線の評価長さ (ln) mm
(0.025)<Rz, Rz1max≦0.1
0.08
0.4
0.1<Rz, Rz1max≦0.5
0.25
1.25
0.5<Rz, Rz1max≦10
0.8
4
10<Rz, Rz1max≦50
2.5
12.5
50<Rz, Rz1max≦200
8
40
注(1) Rzは,Rz, Rv, Rp, Rc及びRtを測定する際に用いる。
(2) Rz1maxは,Rz1max, Rv1max, Rp1max及びRc1maxを測定する際にだけ用いる。
7
B 0633 : 2001 (ISO 4288 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 周期的な粗さ曲線の粗さパラメータの測定及び周期的・非周期的な輪郭曲線のRSm測定
のための基準長さ
RSm mm
粗さ曲線の基準長さ (lr) mm 粗さ曲線の評価長さ (ln) mm
0.013<RSm≦0.04
0.08
0.4
0.04<RSm≦0.13
0.25
1.25
0.13<RSm≦0.4
0.8
4
0.4<RSm≦1.3
2.5
12.5
1.3<RSm≦4
8
40
8
B 0633 : 2001 (ISO 4288 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) 表面粗さ評価の簡易手順
A.1 一般事項 次の例は,表面粗さの数多い評価法のうちの一つである。
ここに示す評価手順は,この規格で規定された完全な評価手順に対する単なる一つの近似的な方法にす
ぎない。
A.2 視覚による評価 例えば,表面粗さが指示された表面より良いか悪いかが明確に判断できる場合,又
は表面の機能に大きく影響する表面欠陥が見られる場合など,高い精度の評価を必要としない場合には,
視覚によって対象面の評価を行う。
もし視覚による評価が困難な場合には,比較用表面粗さ標準片を用いて,触覚及び視覚による比較方式
で評価を行ってもよい。
A.3 測定による評価 もし比較方式の評価が困難な場合には,視覚評価によって最悪の値が予想される表
面部分に対し,測定を行う。
A.3.1 パラメータ記号に添字“max”が付いていない場合,次の条件が満たされれば,この表面は受け入れ
られ,評価手順も終了する。
− 最初に測定した値が,指示された値(図面指示値)の70%を超えない。
− 最初の3個の測定値が,指示された値を超えない。
− 最初の6個の測定値のうちの2個以上が,指示された値を超えない。
− 最初の12個の測定値のうちの3個以上が,指示された値を超えない。
この条件が満たされない場合には,表面の受け入れは拒否されることになる。
表面の受け入れを拒否する前に,12個より多い測定値を求めてもよい。例えば,25個の測定値を求めて,
指示された値を超える数が4個以下であれば,表面は受け入れられる。
A.3.2 パラメータ記号に添字“max”が付いている場合には,通常は少なくとも3個の測定値を求める。こ
れらは,最悪の値をとると予想される表面部分(例えば,特に深い溝が観察される部分)から測定するか,
又は表面が均質と見られる場合には,等間隔に測定する。
A.3.3 最も信頼のおける評価は,表面粗さ測定機によって行われるので,厳密な評価が要求される場合に
は,最初から表面粗さ測定機を用いなければならない。
9
B 0633 : 2001 (ISO 4288 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) GPSマトリックス
GPSマトリックスの詳細は,TR B 0007[製品の幾何特性仕様 (GPS) −マスタープラン]を参照。
B.1 規格及びその利用についての情報 この規格は,次の事項のための規定を定める。
− 表面性状パラメータの測定値と許容限界値との比較方式。
− 触針式表面粗さ測定機による粗さパラメータの測定に用いられるカットオフ値λcの標準的な選択。
− 粗さパラメータ,断面曲線パラメータ及びモチーフパラメータと指示された要求値との比較。
さらに,この規格では,
− フィルタのカットオフ値の選択が,図面指示値によって行うのではなく,表面性状に基づいて行って
いる。
− Ra及びRz以外のパラメータを求めるための規定が含まれている。
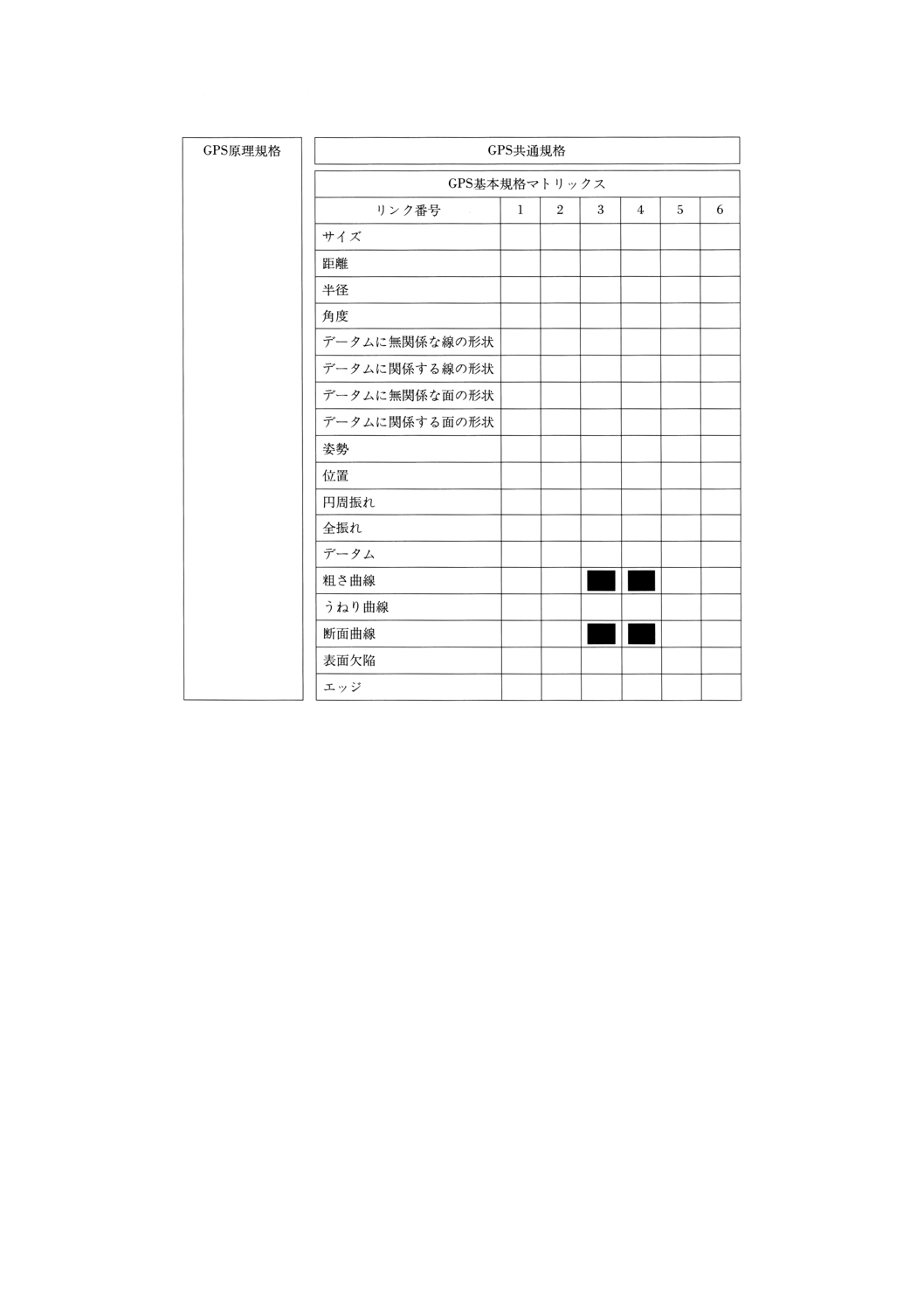
B.2 GPSマトリックスにおける位置付け この規格は,附属書B図1に示す粗さ曲線及び断面曲線に関す
る規格チェーンのリンク番号3及び4にかかわる基本規格である。
B.3 関連国際規格 関連国際規格は,附属書B図1に示す規格チェーンに含まれる規格である。
10
B 0633 : 2001 (ISO 4288 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B図1
11
B 0633 : 2001 (ISO 4288 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考) 参考文献
1. TR B 0007 製品の幾何特性仕様 (GPS) −マスタープラン
備考 TR B 0007は,ISO/TR 14638 : 1995 [Geometrical Product Specifications (GPS) −Master plan] と一
致している。
2. VIM−International vocabulary and general terms in metrology, BIPM, IEC, IFCC, ISO, IUPAC, IUPAP, OIML,
2nd edition, 1993.
粗さ関係JIS原案作成委員会 構成表
氏名
所属
(委員長)
◎ 塚 田 忠 夫
明治大学理工学部
(幹事)
* 谷 村 吉 久
通商産業省工業技術院計量研究所
(委員)
* 荒 井 正 敏
株式会社東京精密
* 加 納 孝 文
株式会社ミツトヨ
* 桑 田 浩 志
トヨタ自動車株式会社
* 坂 野 憲 幾
通商産業省工業技術院計量研究所
* 笹 島 和 幸
東京工業大学情報理工学研究科
佐 藤 隆
株式会社東芝
野 口 昭 治
日本精工株式会社
橋 本 進
財団法人日本規格協会技術部
八 田 勲
通商産業省工業技術院標準部
太 箸 孝 善
石川島播磨重工業株式会社
* 宮 下 勤
テーラーホブソン株式会社
* 宮 本 絋 三
株式会社小坂研究所
* 柳 和 久
長岡技術科学大学
(事務局)
杉 田 光 弘
財団法人日本規格協会技術部
増 森 かおる
財団法人日本規格協会技術部
備考 ◎印はWG主査,*印はWG委員兼務を示す。
(文責 塚田 忠夫)