日本産業規格 JIS
B 0403-1995
鋳造品−寸法公差方式及び
削り代方式
Castings−System of dimensional tolerances and machining allowances
日本産業規格としてのまえがき
この規格は,1994年第2版として発行されたISO 8062 (Castings−System of dimensional tolerances and
machining allowances) を翻訳し,技術的内容及び規格票の様式を変更することなく作成した部分と,従来
から鋳造材料別に規定して運用してきた幾つかの鋳造品の普通公差に関する日本産業規格の規定内容の一
部を我が国の実情に即して変更した附属書1〜4の部分とからなる日本産業規格である。
なお,この規格の中で点線の下線を施してある箇所は,原国際規格の規定内容を変更した事項又は原国際
規格にはない事項である。
序文 この規格は,金属及びそれらの合金の鋳造品に対する寸法公差方式及び削り代方式に関するもので
ある。
鋳造品に対して指定する寸法公差は,鋳造方法によって決定することができる。したがって,鋳造品の設
計又は注文の最終決定をする前に,受渡当事者間で次の事項について協議することが望ましい。
a) 計画している鋳造品の設計と要求する寸法精度
b) 削り加工についての要求事項
c) 鋳造方法
d) 鋳造する鋳造品の数量
e) 必要とする鋳造設備
f)
特別な要求事項,例えば,データムターゲット方式,個々に指示する寸法公差,幾何公差,すみ肉半
径の公差及び個々の削り代。
参考 データム及びデータムターゲット方式については,JIS B 0022(幾何公差のためのデータム)
参照。
g) 他の規格が鋳造品に対してより適している場合。
なお,鋳造品の寸法精度は,種々の製造要因に関係しているので,種々の鋳造方法及び金属に対して達成
できる公差等級を次の二つの場合について附属書Aに示す。
a) 長期間又は大量に製造する場合。この場合には,鋳造設備の開発,調整及び保守・点検によって,小
さい寸法公差にすることができる。
b) 短期間又は1回限りの製造をする場合。
要求する削り代の等級については,附属書Bに示す。
令和2年6月22日,産業標準化法第17条又は第18条の規定に基づく確認公示に際し,産業標準化法の用語に合わせ,規格中“日本工業規
格”を“日本産業規格”に改めた。
2
B 0403-1995
1. 適用範囲 この規格は,鋳造品の寸法に対する公差方式及び要求する削り代方式について規定し、金
属及びそれらの合金を種々の方法で鋳造した鋳造品の寸法に適用する[序文g)及び5.についても参照]。
この規格は,図面に一括して指示する鋳造品の普通寸法公差(以下,普通公差という。)の等級及び要求
する削り代,並びに特定の寸法の後に続けて直接指示する個々の公差等級及び要求する削り代の両方に適
用する(12.参照)。
この規格は,鋳造工場が模型 (pattern equipment) 又は金型を準備する場合,又はその準備に対して責任
を負う場合に適用する。
2. 引用規格 次に掲げる規格は,この規格に引用されたことにより,この規格の規定を構成する。出版
の時点では,表示された版が有効である。すべての規格は,改正されるものであり,この規格に基づくこ
とに合意した関係者は,次に列挙する規格の最新版を適用する可能性を調べることに努めるのがよい。IEC
及びISOの会員は,現行の国際規格の登録簿を維持管理している。
ISO 286-1 : 1988 ISO system of limits and fits−Part 1 : Bases of tolerances, deviations and fits
ISO 1302 : 1992 Technical drawings−Method of indicating surface texture
参考 ISO 286-1の規定内容は,JIS B 0401-1986(寸法公差及びはめあい)と同等である。
また,ISO 1302の規定内容は,JIS B 0031-1994(製図−面の肌の図示方法)と同等である。
3. 用語の定義 この規格の目的のために,以下に用語の定義を示す。
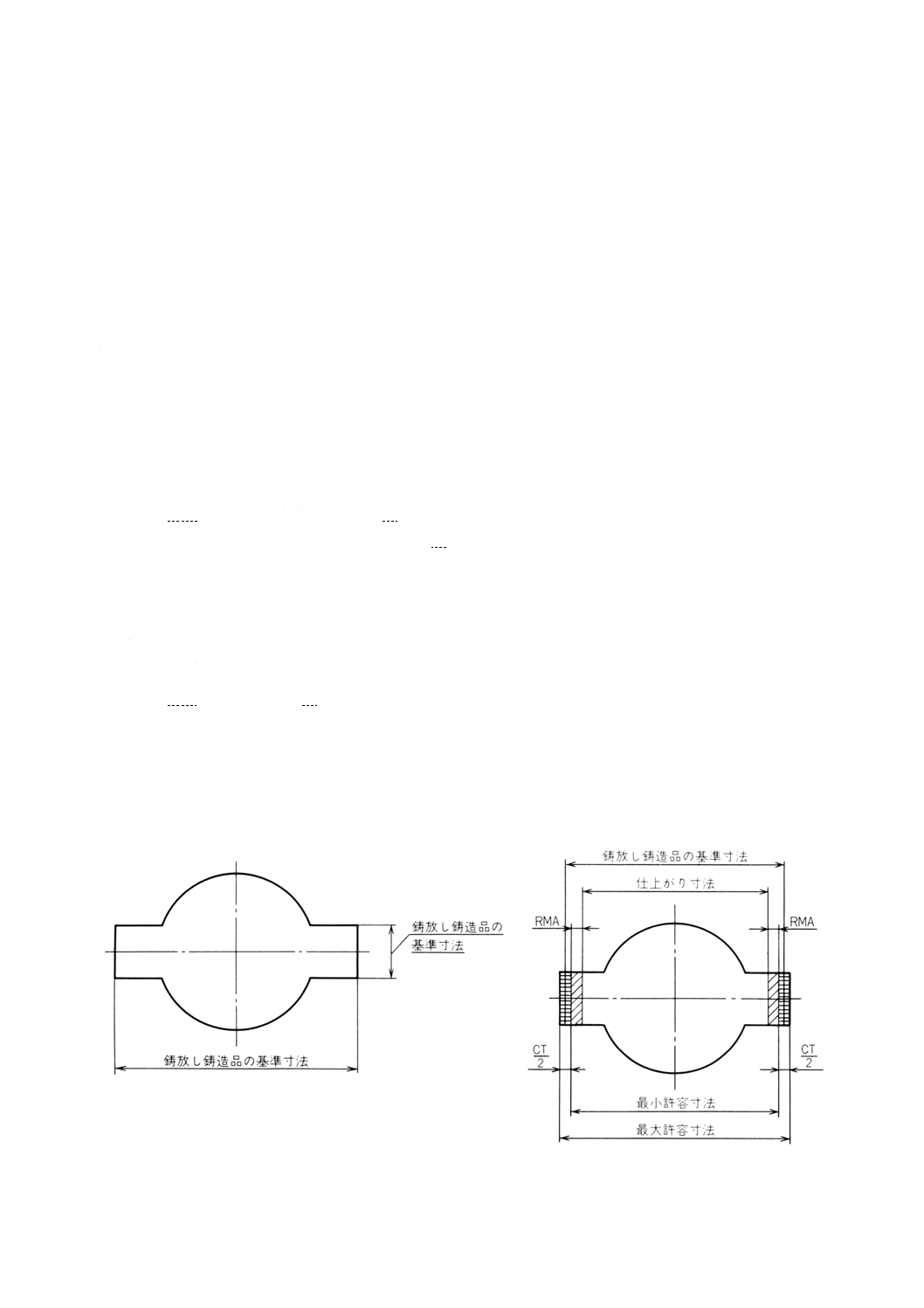
3.1
基準寸法 削り加工前の鋳放し鋳造品 (raw casting) の寸法であり(図1参照),必要な最小削り代
(machining allowance) を含む寸法である(図2参照)。
3.2
寸法公差(ISO 286-1参照)
参考 ISO 286-1及びJIS B 0401では,寸法公差を“最大許容寸法と最小許容寸法との差,すなわち,
上の寸法許容差と下の寸法許容差との差”と規定している。
3.3
要求する削り代,RMA 鋳放し鋳造品について,その後の削り加工によって表面上の鋳造の影響の
除去を許容するため,及び要求した面の肌と必要な寸法精度を得るための材料の余裕代である。
円筒形体又は両端を削り加工するものについては,RMAは2倍として計算する(図8及び図9参照)。
図1 図面指示(3.参照)
図2 寸法許容限界
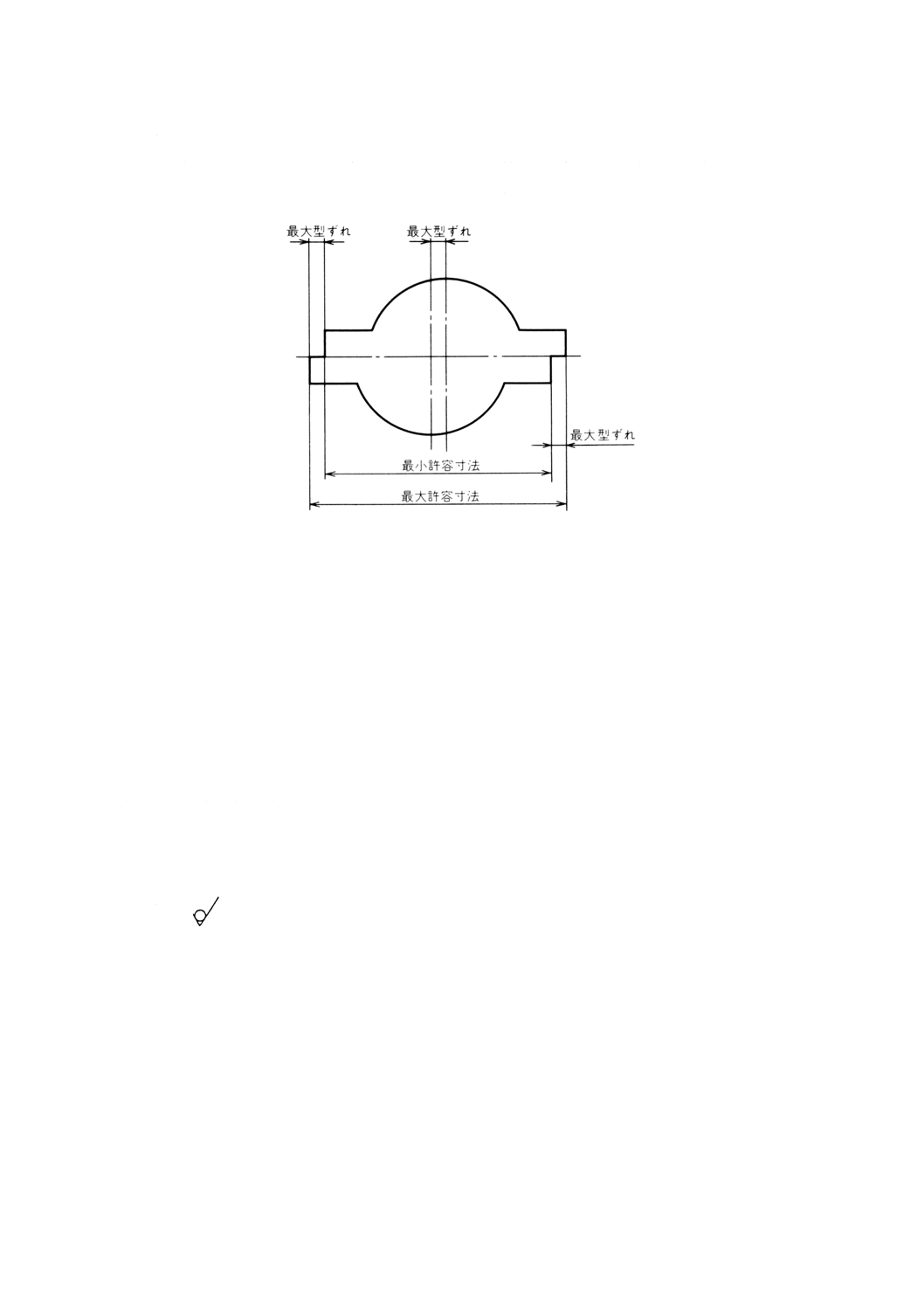
3.4
型ずれ 鋳型の組合せの構成部分の不正確さに起因する鋳造品表面の相対的な変位(図4参照)。
3
B 0403-1995
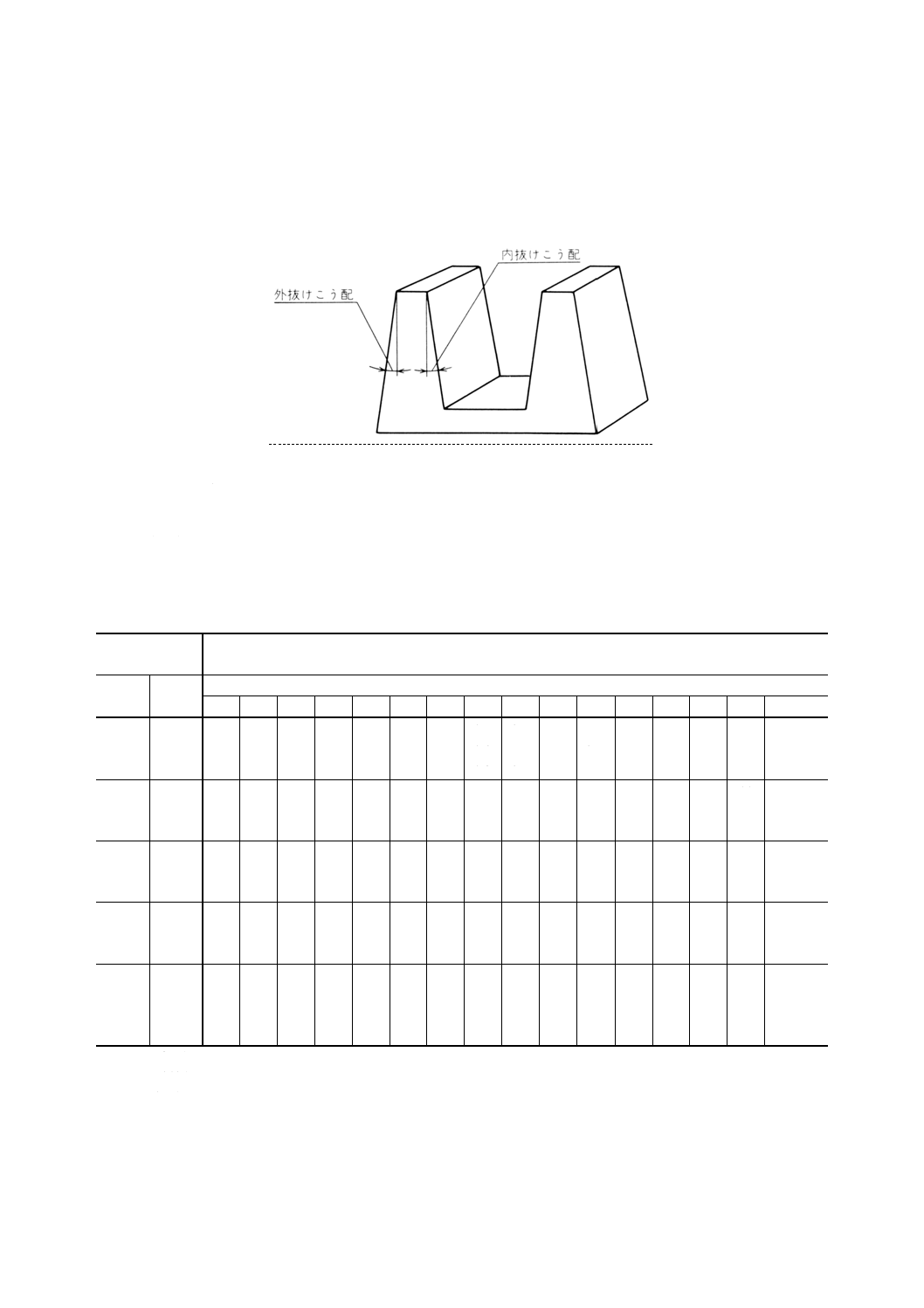
3.5
抜けこう配 鋳型又は金型から鋳造品を抜くとき,又は鋳型から模型を抜くとき,金型から部品を
抜くことを容易にするために必要な形状部分(例えば,包絡形状表面)の肉増しの傾斜。
なお,必要がある場合には,外抜けこう配と内抜けこう配に区別する(図3参照)。
図3 外抜けこう配と内抜けこう配
4. 寸法表示 肉厚の寸法表示を除いて(二つの寸法のつながりがある場合),直列寸法記入法を避ける。
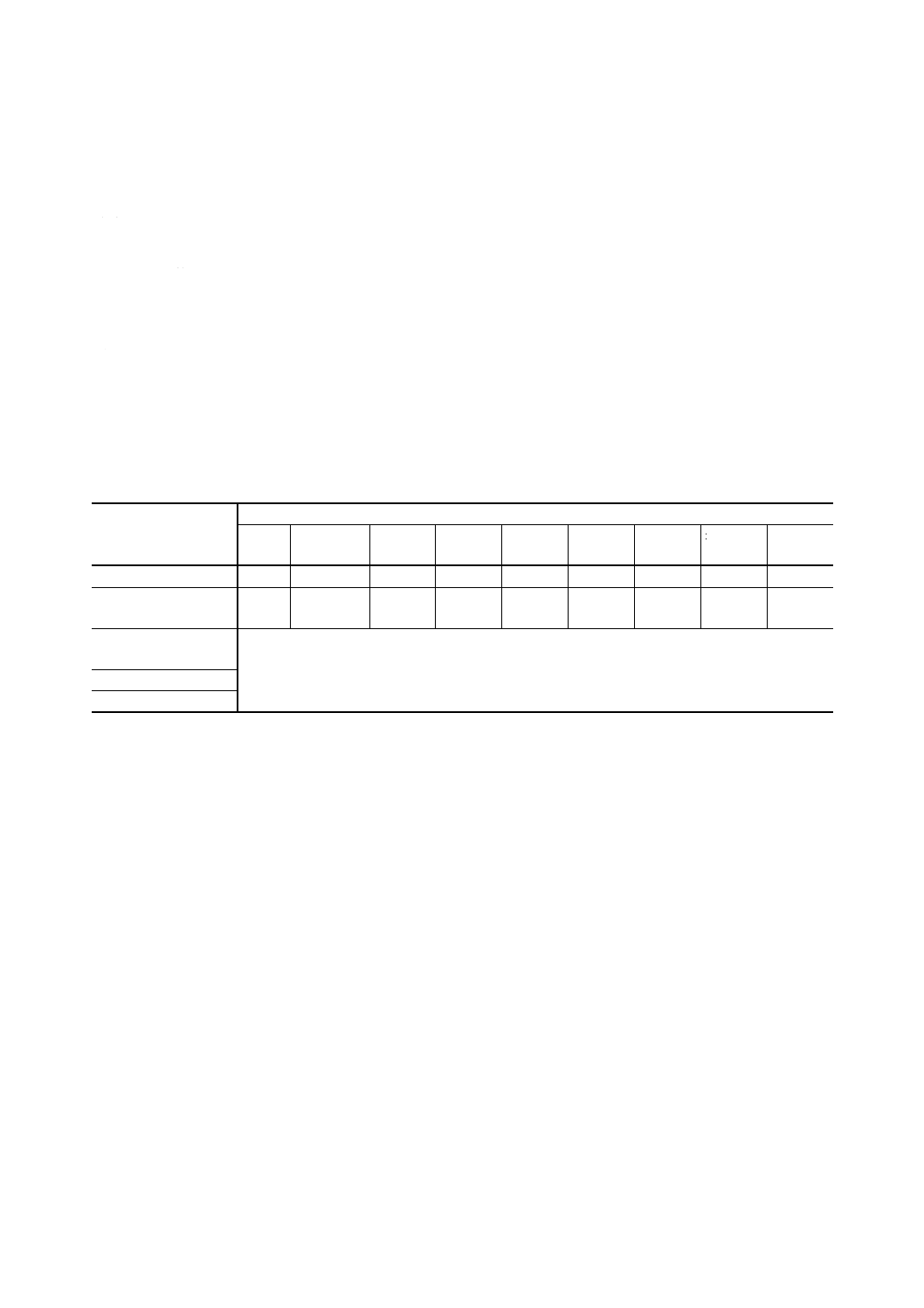
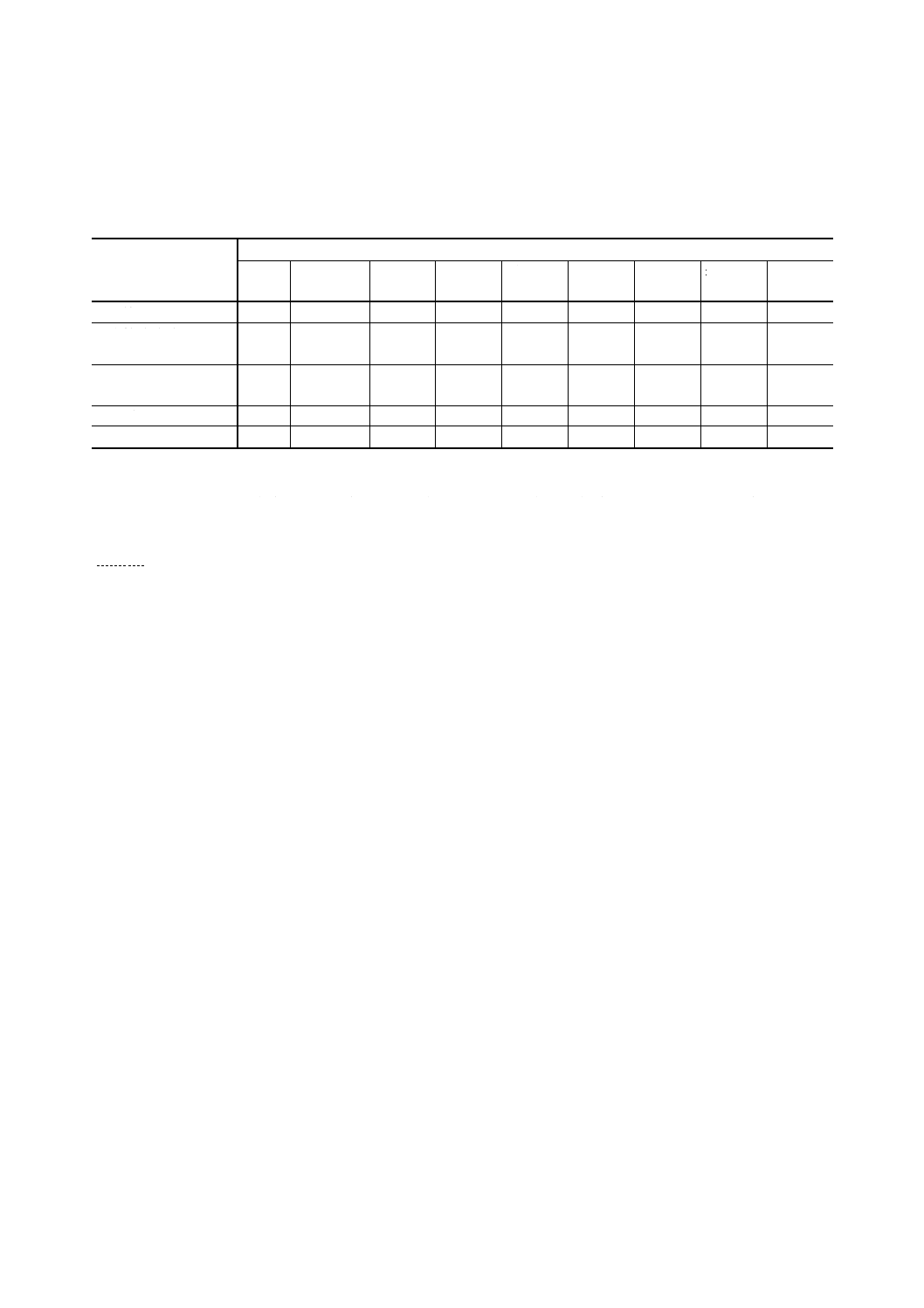
5. 公差等級 CT 1〜CT 16で表示する16等級とする(表1参照)。普通公差がふさわしくない寸法に対
しては,個々の公差を割り当てる。
表1 鋳造品の寸法公差
単位 mm
鋳放し鋳造品
の基準寸法
全鋳造公差(1)
を超え 以下
鋳造公差等級CT(2)(3)
1
2
3
4
5
6
7
8
9
10
11
12 13(3) 14(4) 15(4) 16(4)(5)
−
10 0.09 0.13 0.18 0.26 0.36 0.52 0.74 1
1.5
2
2.8
4.2
−
−
−
−
10
16 0.1
0.14 0.2
0.28 0.38 0.54 0.78 1.1
1.6
2.2
3
4.4
−
−
−
−
16
25 0.11 0.15 0.22 0.3
0.42 0.58 0.82 1.2
1.7
2.4
3.2
4.6
6
8
10
12
25
40 0.12 0.17 0.24 0.32 0.46 0.64 0.9
1.3
1.8
2.6
3.6
5
7
9
11
14
40
63 0.13 0.18 0.26 0.36 0.5
0.7
1
1.4
2
2.8
4
5.6
8
10
12
16
63
100 0.14 0.2
0.28 0.4
0.56 0.78 1.1
1.6
2.2
3.2
4.4
6
9
11
14
18
100
160 0.15 0.22 0.3
0.44 0.62 0.88 1.2
1.8
2.5
3.6
5
7
10
12
16
20
160
250
0.24 0.34 0.5
0.7
1
1.4
2
2.8
4
5.6
8
11
14
18
22
250
400
0.4
0.56 0.78 1.1
1.6
2.2
3.2
4.4
6.2
9
12
16
20
25
400
630
0.64 0.9
1.2
1.8
2.6
3.6
5
7
10
14
18
22
28
630
1 000
1
1.4
2
2.8
4
6
8
11
16
20
25
32
1 000
1 600
1.6
2.2
3.2
4.6
7
9
13
18
23
29
37
1 600
2 500
2.6
3.8
5.4
8
10
15
21
26
33
42
2 500
4 000
4.4
6.2
9
12
17
24
30
38
49
4 000
6 300
7
10
14
20
28
35
44
56
6 300 10 000
11
16
23
32
40
50
64
注(1) 10.参照。
(2) 公差等級CT 1〜CT 15における肉厚に対して,1等級大きい公差等級を適用する(7.参照)。
(3) 5.参照。
(4) 16mmまでの寸法に対してCT 13〜CT 16までの普通公差は適用しないので,これらの寸法には,個々の公差
を指示する。
(5) 等級CT 16は,一般にCT 15を指示した鋳造品の肉厚に対してだけ適用する。
4
B 0403-1995
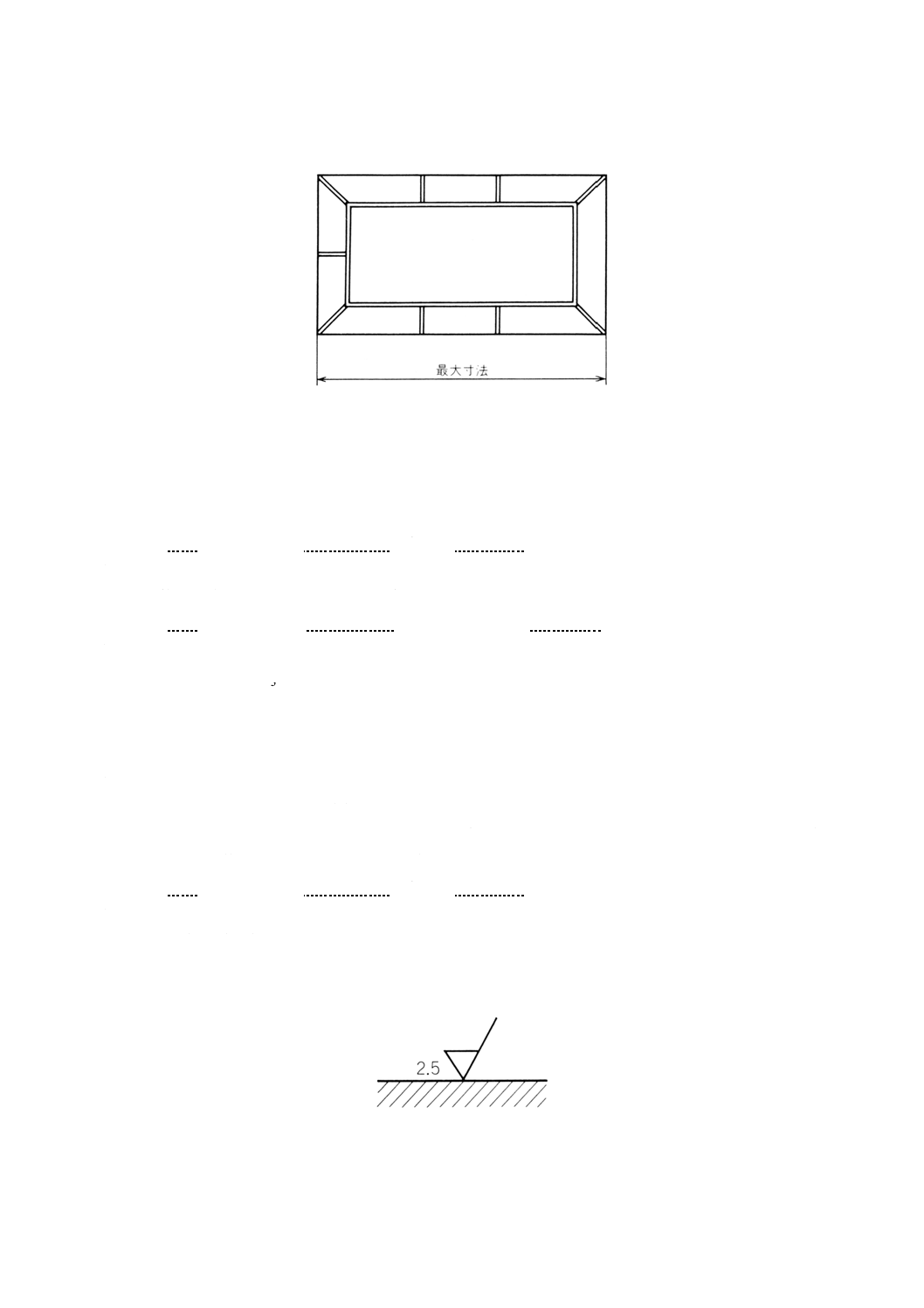
6. 型ずれ 特に指定がある場合を除いて,型ずれは,表1に示す公差内になければならない(図4参照)。
型ずれの最大値を更に制限する場合には,図面上にその最大値を指示する(12.1参照)。
図4 最大型ずれ
7. 肉厚 特に指定がある場合を除いて,公差等級CT 1〜CT 15における肉厚の寸法公差は,他の部分に
適用する公差等級よりも1等級大きい公差とする。例えば,図面上の寸法公差がCT 10であるならば,肉
厚の公差はCT 11とする。
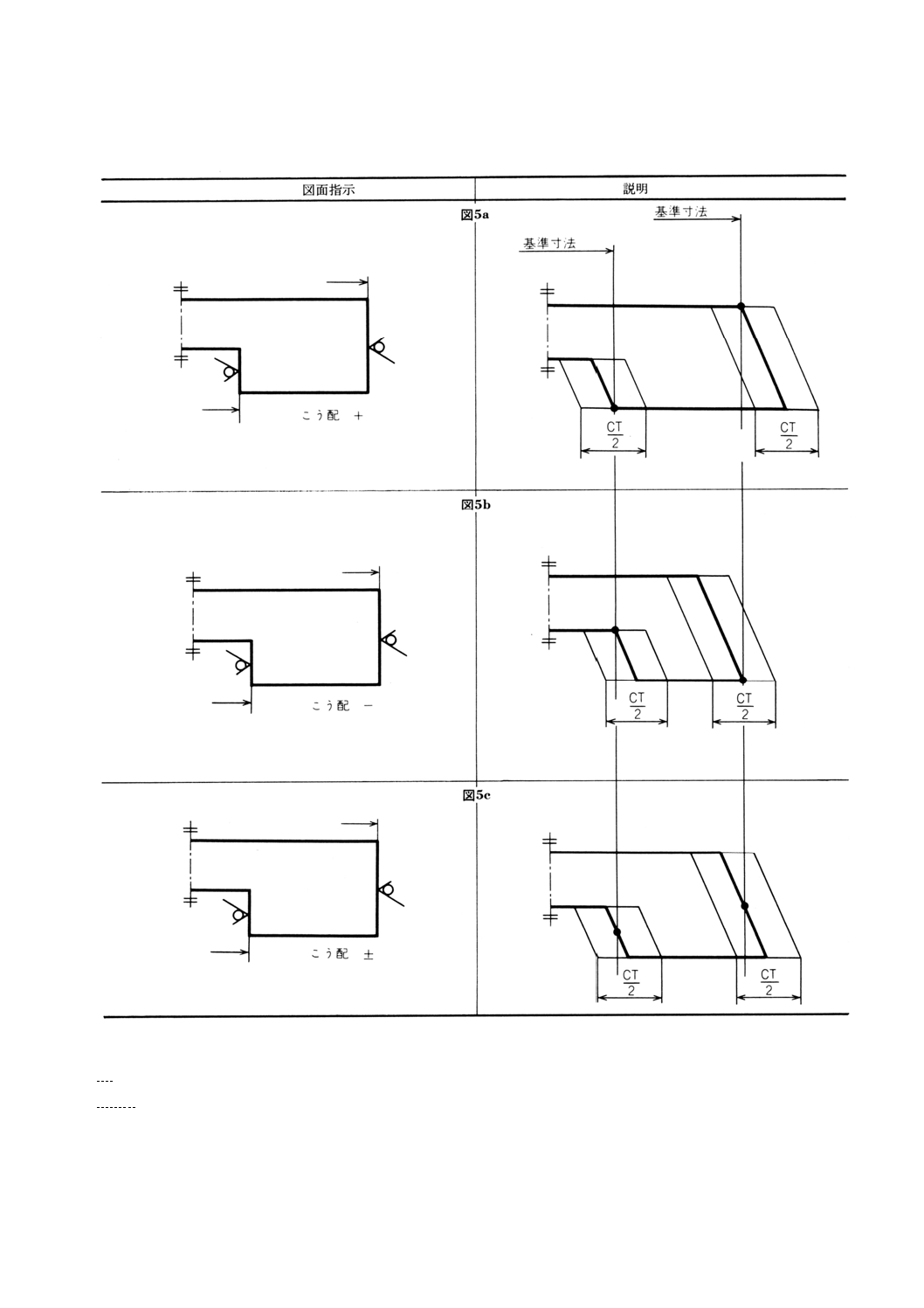
8. こう配部の形体 設計が傾斜した形体(例えば,抜けこう配をもつ形体)を要求する場合,その公差
は表面に沿って対称におく(図5参照)。
図面には,一般的にこう配部が材料の増すように,又は両側に振り分けになるように公差を指示する。
例えば,
(こう配 +),(図5a)
(こう配 −),(図5b)
(こう配 ±),(図5c)
図面のこう配部の一般的な設定と異なる設定をした特別な表面に対するこう配部は,表面に個々に指示
すること。
例えば,+
。
仕上げ加工される寸法に対しては,その寸法を守るために,こう配部に対して図面の一般的な寸法指示
に関係なく,“こう配 +”を適用する。
5
B 0403-1995
図5 こう配部の公差域
9. 抜けこう配
9.1
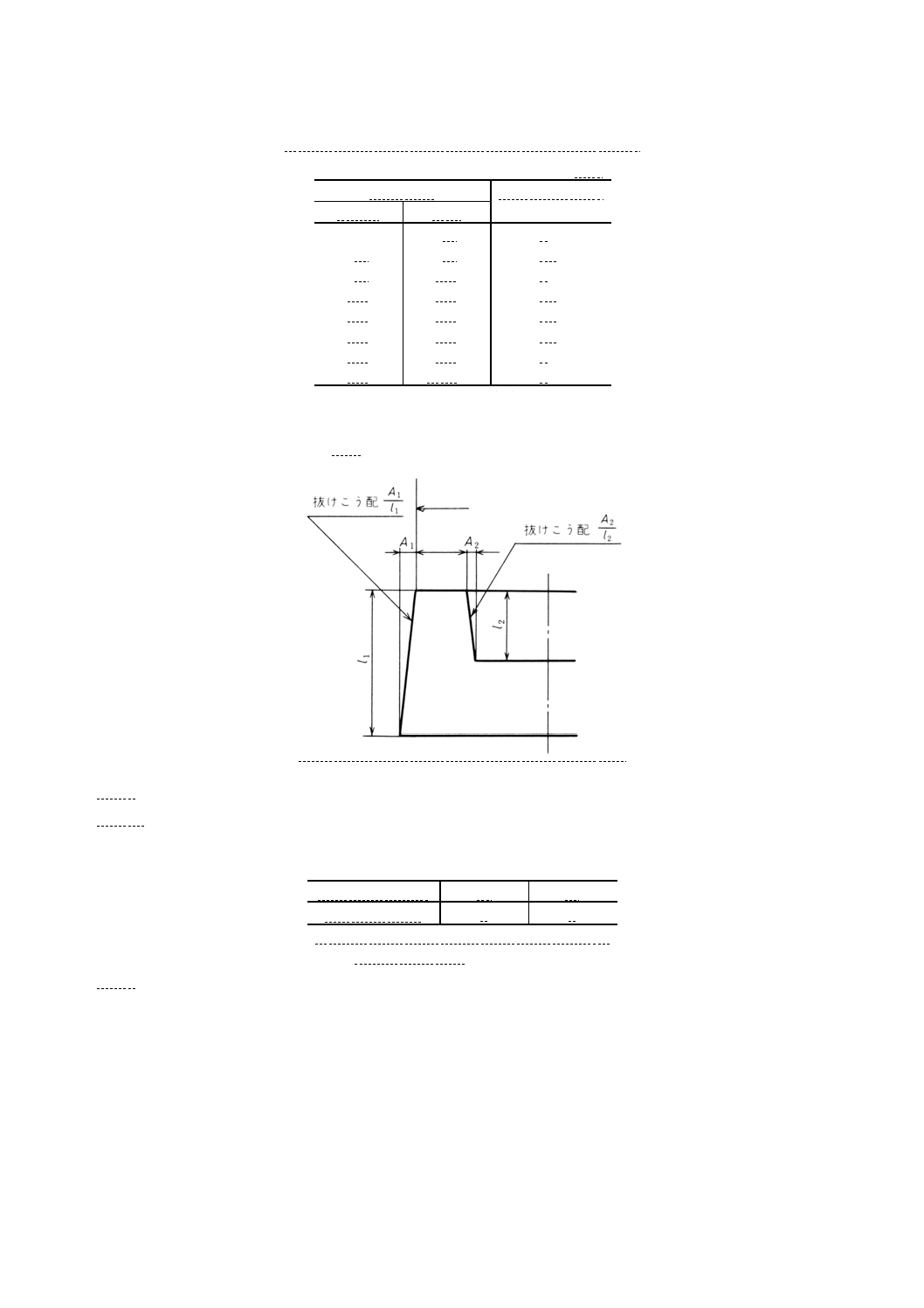
鋳鉄品及び鋳鋼品の抜けこう配 鋳鉄品及び鋳鋼品の抜けこう配の普通許容値は,表2による。
なお,銅合金の抜けこう配の普通許容値については,表2によることができる。
6
B 0403-1995
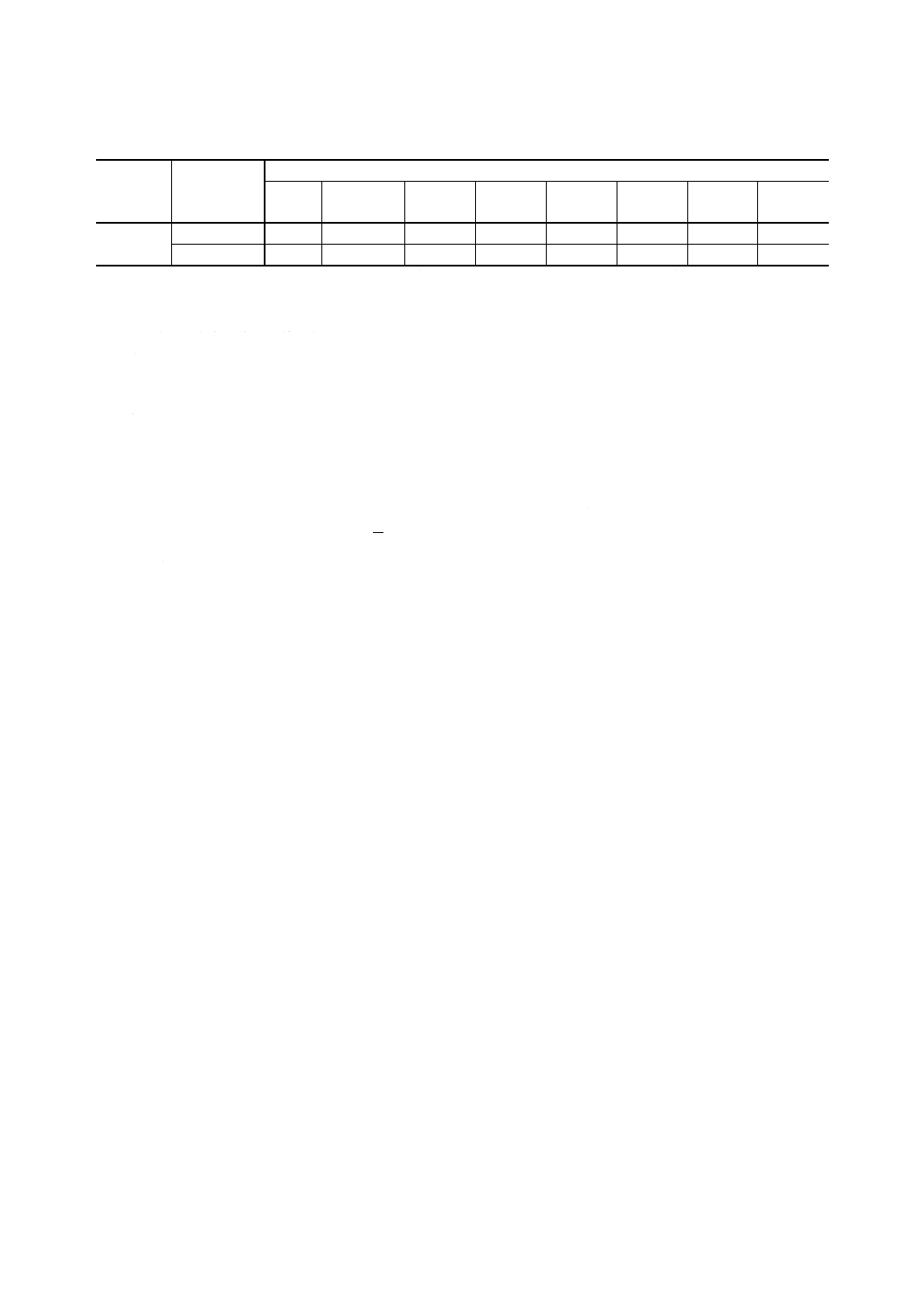
表2 鋳鉄品及び鋳鋼品の抜けこう配の普通許容値
単位 mm
寸法区分 l
寸法 A(最大)
を超え
以下
16
1
16
40
1.5
40
100
2
100
160
2.5
160
250
3.5
250
400
4.5
400
630
6
630
1 000
9
備考 lは,図6のl1,l2を意味する。
Aは,図6のA1,A2を意味する。
図6 鋳鉄品及び鋳鋼品の抜けこう配
9.2
アルミニウム合金鋳物の抜けこう配 アルミニウム合金鋳物の抜けこう配の普通許容値は,表3に
よる。
表3 アルミニウム合金鋳物の抜けこう配の普通許容値
単位 度
抜けこう配の区分
外
内
砂型・金型鋳物
2
3
備考 この表の数値は,こう配部の長さ400mm
以下に適用する。
9.3
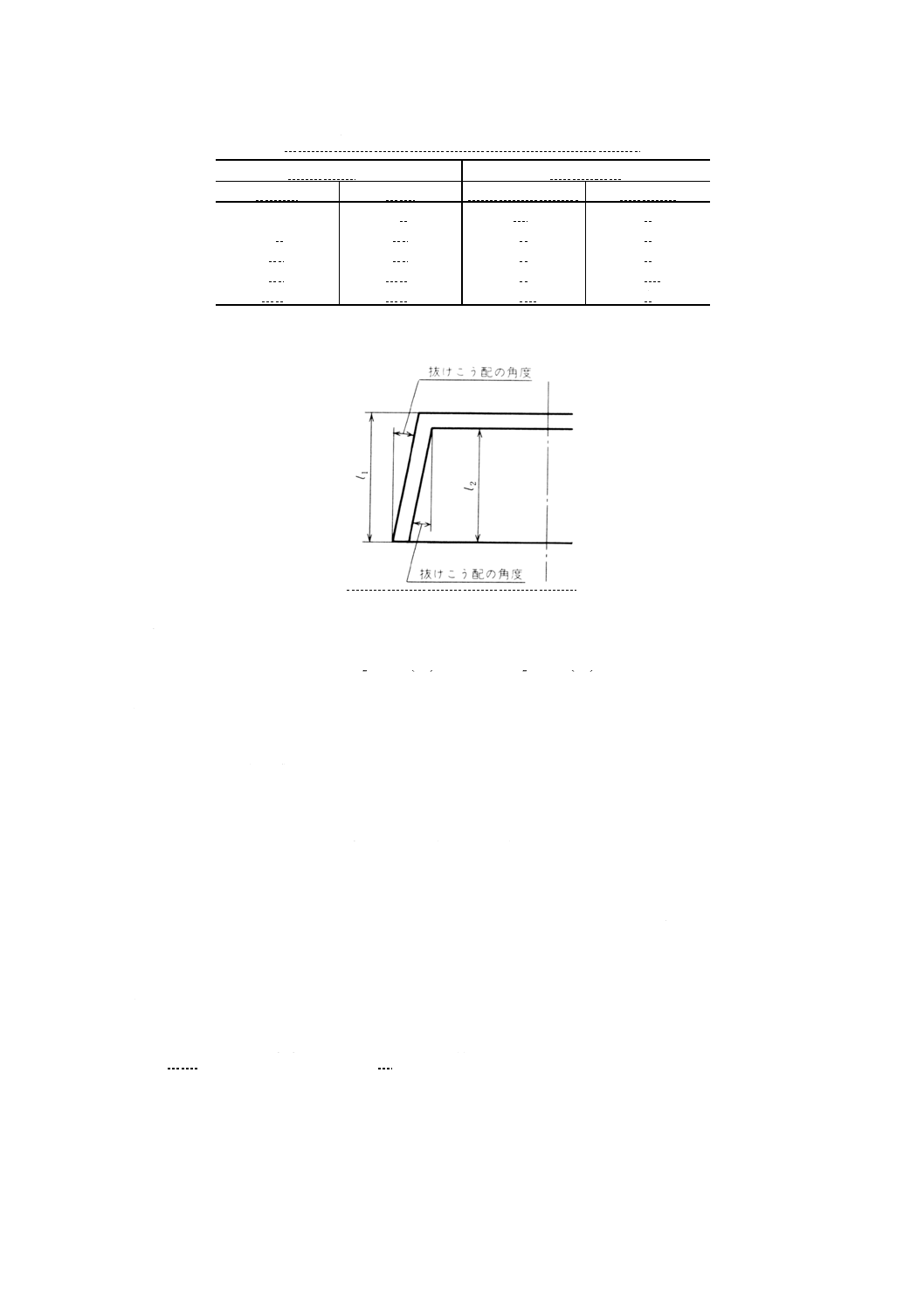
ダイカストの抜けこう配 ダイカストの抜けこう配の角度の普通許容値は,表4による。
7
B 0403-1995
表4 ダイカストの抜けこう配の角度の普通許容値
寸法区分 l (mm)
角度(度)
を超え
以下
アルミニウム合金
亜鉛合金
3
10
6
3
10
5
3
10
40
3
2
40
160
2
1.5
160
630
1.5
1
備考 抜けこう配の角度は,図7による。
図7 ダイカストの抜けこう配
10. 公差域の位置 公差域は,特に指定がある場合を除いて,鋳造品の基準寸法に対して対称的におかな
ければならない。すなわち,公差値の21を正 (+) に,残りの21を負 (−) におく(図2参照)。しかし,特
別な理由で受渡当事者間によって同意されたときには,公差域は非対称的であってもよい。すなわち,正
又は負の側のどちらにあってもよい。
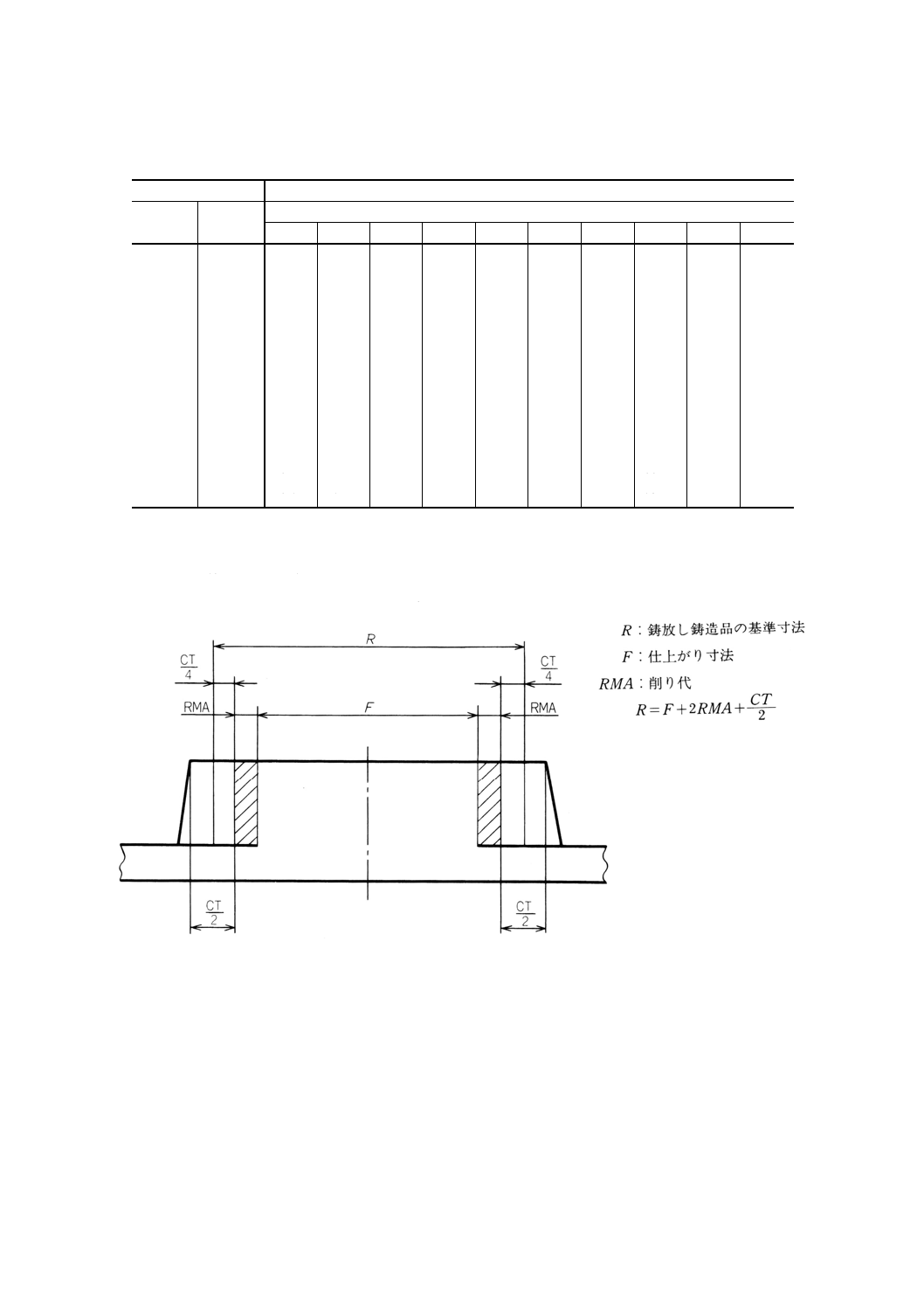
11. 要求する削り代 (RMA)
11.1 一般事項 特に指定した場合を除いて,削り代は,鋳放し鋳造品の最大寸法に対して変化する。す
なわち,最終削り加工後の仕上がった鋳造品の最大寸法による適切な寸法区分から選んだ一つの削り代だ
けが削り加工されるすべての表面に適用される(図12参照)。
形体の最大寸法は,仕上がった寸法に要求する削り代と全鋳造公差とを加えた値を超えてはならない(図
2及び図8〜図11参照)。
抜けこう配を付けるときには,図5に示すように,仕上がり寸法にこう配+を適用する。
11.2 要求する削り代の等級 要求する削り代は,AからKで表示される10等級とする(表5参照)。
備考 特定の金属及び製造方法に対する推奨する等級は,附属書Bの表B.1に示す。
11.3 鋳造工場で荒削りする表面 鋳造工場で荒削りする表面及び最終削り加工のために必要な削り代は,
ISO 1302によって図面上に注文者が指定する。
参考 ISO 1302の規定内容は,JIS B 0031と同等である。
荒削り加工した状態を得るために必要な削り代は,鋳造工場の責任であり,表5は適用しなくてよい。
8
B 0403-1995
表5 要求する削り代 (RMA)
単位 mm
最大寸法(6)
要求する削り代
を超え
以下
削り代の等級
A(7)
B(7)
C
D
E
F
G
H
J
K
−
40
0.1
0.1
0.2
0.3
0.4
0.5
0.5
0.7
1
1.4
40
63
0.1
0.2
0.3
0.3
0.4
0.5
0.7
1
1.4
2
63
100
0.2
0.3
0.4
0.5
0.7
1
1.4
2
2.8
4
100
160
0.3
0.4
0.5
0.8
1.1
1.5
2.2
3
4
6
160
250
0.3
0.5
0.7
1
1.4
2
2.8
4
5.5
8
250
400
0.4
0.7
0.9
1.3
1.8
2.5
3.5
5
7
10
400
630
0.5
0.8
1.1
1.5
2.2
3
4
6
9
12
630
1 000
0.6
0.9
1.2
1.8
2.5
3.5
5
7
10
14
1 000
1 600
0.7
1
1.4
2
2.8
4
5.5
8
11
16
1 600
2 500
0.8
1.1
1.6
2.2
3.2
4.5
6
9
13
18
2 500
4 000
0.9
1.3
1.8
2.5
3.5
5
7
10
14
20
4 000
6 300
1
1.4
2
2.8
4
5.5
8
11
16
22
6 300
10 000
1.1
1.5
2.2
3
4.5
6
9
12
17
24
注(6) 削り加工後の鋳造品の最大寸法。
(7) 表5の等級A及びBは,特別な場合にだけ適用する。例えば,固定表面及びデータム面又はデー
タムターゲットに関して,大量生産方式で模型,鋳造方法及び削り加工方法を含め,受渡当事者
間の協議による場合。
図8 ボスの外側の削り加工
9
B 0403-1995
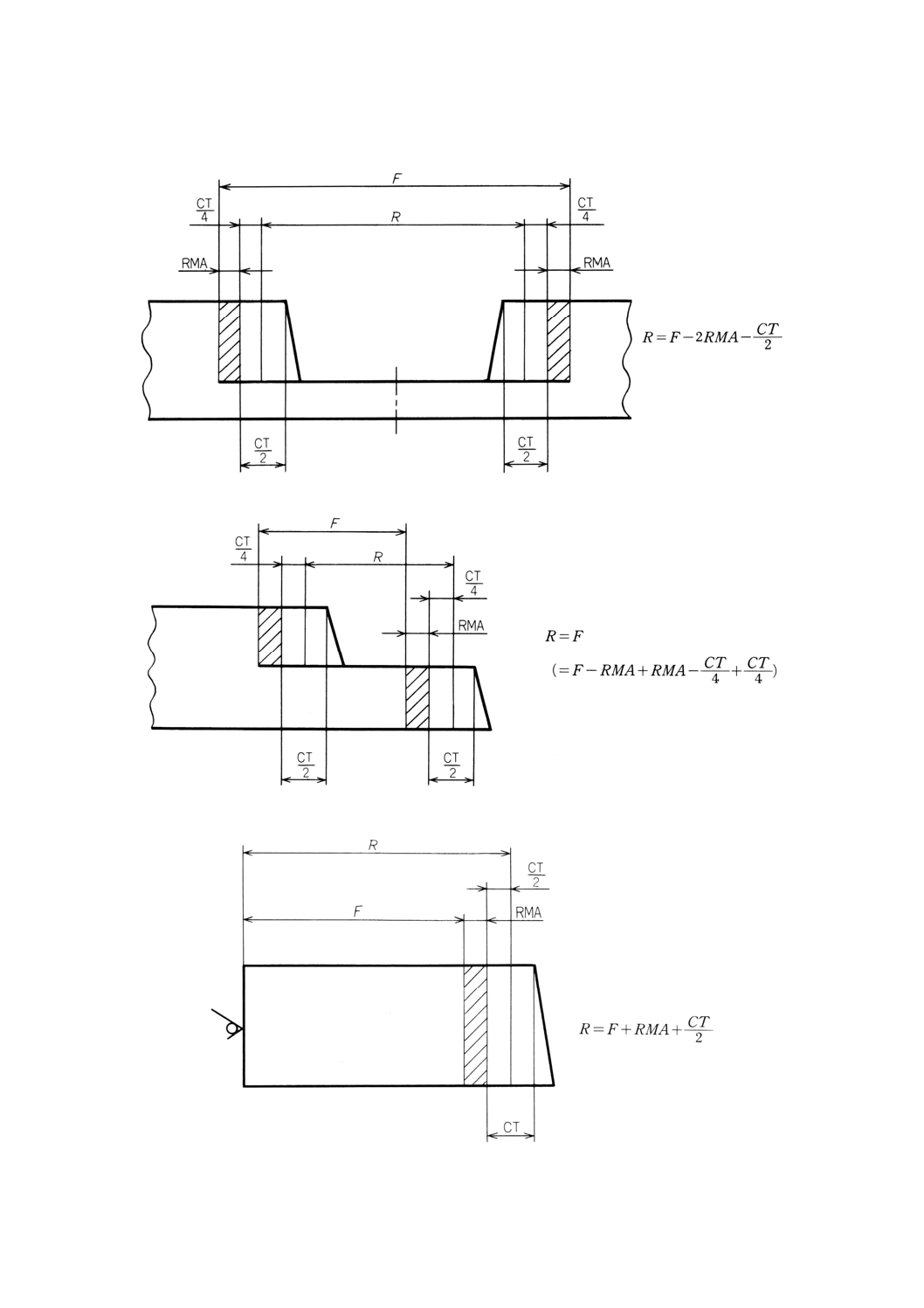
図9 内側の削り加工
図10 段差寸法の削り加工
図11 形体の一方の側の削り加工
10
B 0403-1995
図12 最終削り加工した鋳造品の最大寸法
12. 図面上の指示方法
12.1 鋳造公差の指示 この規格による公差は,次のいずれかによって図面上に指示する。
a) 公差に関する一般的な情報として,
例 普通公差 JIS B 0403-CT 12
参考 ISO 8062では,JIS B 0403-CT 12をISO 8062-CT 12と表示している。
b) 型ずれの値を更に制限することが要求される場合(4.参照)には,
例 普通公差 JIS B 0403-CT 12 型ずれ 1.5
参考 ISO 8062では,JIS B 0403-CT 12型ずれ1.5をISO 8062-CT 12型ずれ1.5と表示している。
c) 若しくは,個々の公差を基準寸法に続けて表示する。
例 95±3又は200
53
+
−
12.2 要求する削り代の指示 削り加工する表面,要求する削り代の値,及び要求する削り代の等級を括
弧で囲んで,図面上に表示する。これらは,模型又は金型を造るときに考慮する。要求する削り代は,次
の方法によって図面上に指示する。
a) 公差及び削り代に関する一般的な情報として,
例 JIS B 0403-CT 12-RMA 6 (H)
400mmを超え630mmまでの最大寸法の区分の鋳造品に対して,等級Hにおける6mmの削り代(鋳
造品に対する普通公差でJIS B 0403-CT 12)を指示している。
参考 ISO 8062では,JIS B 0403-CT 12をISO 8062-CT 12と表示している。
b) 個々の要求する削り代が要求される場合,例えば,鋳物上面に必要ならば,図面上の特定な箇所に指
示する(11.3参照)。
例 図13参照
図13 個々の表面上の削り代の指示
11
B 0403-1995
附属書A(参考) 鋳造品公差
A.1 種々の鋳造方法で普通に要求する寸法公差を表A.1及び表A.2に示す。本体序文で示したように,鋳
造工程における精度は,次のものを含む多くの要因に左右される。
a) 設計の複雑さ
b) 模型又はダイの形式・種類
c) 鋳造する金属又は合金の種類
d) 模型又はダイの状態
e) 鋳造作業方法
A.2 長期間の繰返し鋳造作業では,入念な調整及び中子の位置の入念な管理を行うことによって,表A.1
に示す公差よりも小さい公差とすることができる。
表A.1 長期間製造する鋳放し鋳造品に対する公差等級
鋳造方法
公差等級 CT
鋳鋼 ねずみ鋳鉄 可鍛鋳鉄 球状黒鉛
鋳鉄
銅合金 亜鉛合金 軽金属 ニッケル
基合金
コバルト
基合金
砂型鋳造手込め
11〜14
11〜14
11〜14
11〜14
10〜13
10〜13
9〜12
11〜14
11〜14
砂型鋳造機械込め及び
シェルモールド
8〜12
8〜12
8〜12
8〜12
8〜10
8〜10
7〜9
8〜12
8〜12
金型鋳造
(重力法及び低圧法)
適切な表を確定する調査研究を行っている。
当分の間,受渡当事者間で協議するのがよい。
圧力ダイカスト
インベストメント鋳造
備考1. この表に示す公差は,長期間に製造する鋳造品で,鋳造品の寸法精度に影響を与える生産要因を十分に解決し
ている場合に適用する。
2. この規格は,受渡当事者間の同意によって,表A.1に示されてない鋳造方法及び金属に対しても使用できる。
A.3 短期間又は1回限り製造する砂型鋳造品の場合には,公差を小さくするために金型を使用すること並
びに鋳造設備及び鋳造方法を開発することは,一般に実用的でもなく経済的でもない。この種の製造に対
する大きい公差を表A.2に示す。
12
B 0403-1995
表A.2 短期間又は1回限り製造する鋳放し鋳造品に対する公差等級
鋳造方法
鋳型材料
公差等級CT
鋳鋼
ねずみ鋳鉄 可鍛鋳鉄 球状黒鉛
鋳鉄
銅合金
軽金属
ニッケル
基合金
コバルト
基合金
砂型鋳造
手込め
生型
13〜15
13〜15
13〜15
13〜15
13〜15
11〜13
13〜15
13〜15
自硬性鋳型
12〜14
11〜13
11〜13
11〜13
10〜12
10〜12
12〜14
12〜14
備考1. この表に示す公差は,短期間又は1回限り製造する砂型鋳造品で,鋳造品の寸法精度を与える生産要因を十
分に解決している場合に,普通に適用する。
2. この表の数値は,一般的に25mmを超える基準寸法に適用する。これより小さい基準寸法に対しては,通常,
次のような小さい公差にする
a) 基準寸法10mmまで:3等級小さい公差
b) 基準寸法10mmを超え16mmまで:2等級小さい公差
c) 基準寸法16mmを超え25mmまで:1等級小さい公差
3. この附属書は,受渡当事者間の同意によって,表A.2に示されてない鋳造方法及び金属に対しても使用でき
る。
A.4 本体表1の公差は,多くの国々の鋳造工場からのデータに基づくものである。これらのデータを用い
て,次に示す公比で同一基準寸法に対する公差が増加する滑らかな曲線群を求めることができる。
公差等級CT 1〜CT 13に対して:2
公差等級CT 13〜CT 16に対して:32
鋳造品の多くの寸法は,型合せ面や中子があることによる影響を受けて,寸法公差を大きくすることが
必要になる。設計者は使用される型及び中子の配置について,必ずしも分かっているとは限らないので,
本体表1の公差の値にはこれらの増加分を含ませてある。
13
B 0403-1995
参考 金型鋳造品,ダイカスト品及び
アルミニウム合金鋳物に対して
推奨する鋳造品公差
1. 金型鋳造品,ダイカスト及びアルミニウム合金鋳物(砂型のシェル型鋳物を含む。)に対して推奨す
る鋳造品公差 金型鋳造品,ダイカスト及びアルミニウム合金鋳物(砂型のシェル型鋳物を含む。)につ
いて,普通に要求する寸法公差を参考表1に示す。
2. 長期間製造する鋳放し鋳造品に対する公差等級 長期の繰返し鋳造作業では,入念な調整及び中子の
位置の入念な管理を行うことによって,参考表1に示す公差よりも小さい公差とすることができる。
参考表1 長期間製造する鋳放し鋳造品に対する公差等級
鋳造方法
公差等級 CT
鋼
ねずみ鋳鉄 球状黒鉛
鋳鉄
可鍛鋳鉄 銅合金 亜鉛合金 軽金属 ニッケル
基合金
コバルト
基合金
金型鋳造
(低圧鋳造を含む)
7〜9
7〜9
7〜9
7〜9
7〜9
6〜8
ダイカスト
6〜8
4〜6
5〜7
インベストメント鋳造 4〜6
4〜6
4〜6
4〜6
4〜6
4〜6
4〜6
備考1. この表に示す公差は,長期に製造する鋳造品で,鋳造品の寸法精度に影響を与える生産要因を十分に解決して
いる場合に,普通に適用する。
2. この規格は,受渡当事者間の同意によって,参考表1に示されていない鋳造方法及び金属に対しても使用する
ことができる。
14
B 0403-1995
附属書B(参考) 要求する削り代の等級 (RMA)
表B.1 鋳放し鋳造品に必要な削り代の等級
鋳造方法
要求する削り代の等級
鋳鋼 ねずみ鋳鉄 球状黒鉛
鋳鉄
可鍛鋳鉄
銅合金 亜鉛合金 軽金属 ニッケル
基合金
コバルト
基合金
砂型鋳造手込め
G〜K
F〜H
F〜H
F〜H
F〜H
F〜H
F〜H
G〜K
G〜K
砂型鋳造機械込め及び
シェルモールド
F〜H
E〜G
E〜G
E〜G
E〜G
E〜G
E〜G
F〜H
F〜H
金型鋳造
(重力法及び低圧法)
D〜F
D〜F
D〜F
D〜F
D〜F
D〜F
圧力ダイカスト
B〜D
B〜D
B〜D
インベストメント鋳造
E
E
E
E
E
E
E
備考 この附属書は,受渡当事者間の同意によって,この表B.1に示されてない鋳造方法及び金属に対しても使用でき
る。
100mm以下の鉄系(鋳鋼,ねずみ鋳鉄,可鍛鋳鉄,球状黒鉛鋳鉄)銅合金及び軽金属の砂型鋳造品及び
金型鋳造品に対して,この表の削り代等級が小さい場合には,2〜3等級大きい削り代等級を指定するのが
よい。
15
B 0403-1995
附属書C 参考規格
〔1〕 ISO 1101 : 1983,製図−幾何公差表示方式−形状,姿勢,位置及び振れ公差表示方式−一般事項,
定義,記号,図示方法
〔2〕 ISO 5459 : 1981,製図−幾何公差表示方式−幾何公差のためのデータム及びデータムシステム
〔3〕 ISO 10135 : −1),製図−鋳型,鋳造品及び鍛造品の簡略表示方法
1) 発行予定のもの
16
B 0403-1995
附属書1 鋳鉄品の普通寸法公差
1. 適用範囲 この附属書1は,砂型(精密鋳型及びこれに準じるものを除く。)によるねずみ鋳鉄品及び
球状黒鉛鋳鉄品の長さ及び肉厚の鋳放し寸法の普通公差について規定する。
なお,この附属書1は,5年を経過した時点で廃止を予定しているので,この附属書1の適用を受けた
図面は,できるだけ早い時期に本体の普通公差を適用するのがよい。
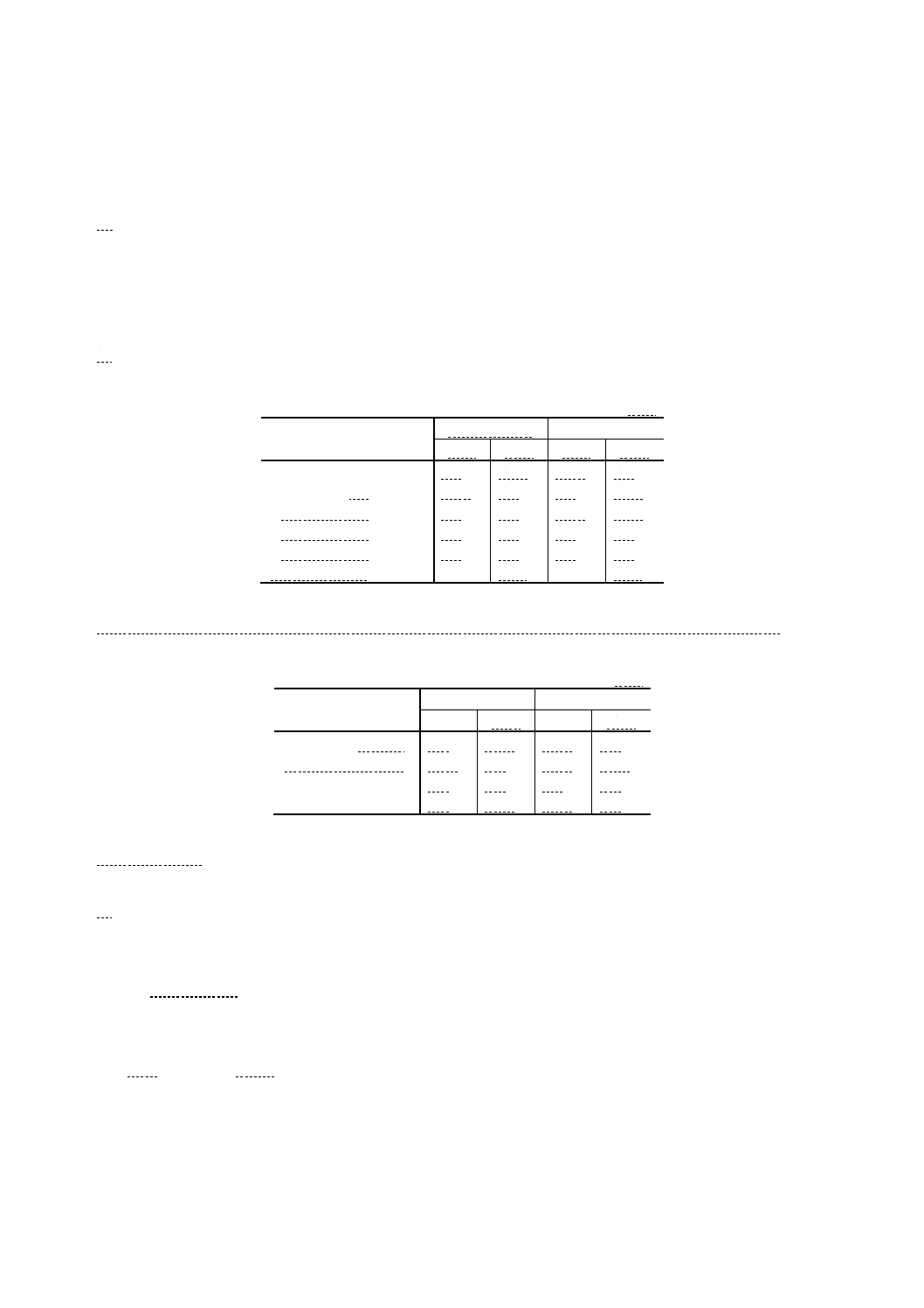
2. 長さの等級及び許容差 長さの公差の等級は精級及び並級とし,その許容差は附属書1表1による。
附属書1表1 長さの許容差
単位 mm
寸法の区分
ねずみ鋳鉄品
球状黒鉛鋳鉄品
精級
並級
精級
並級
120以下 ±1
±1.5
±1.5
±2
120を超え
250以下 ±1.5
±2
±2
±2.5
250を超え
400以下 ±2
±3
±2.5
±3.5
400を超え
800以下 ±3
±4
±4
±5
800を超え 1 600以下 ±4
±6
±5
±7
1 600を超え 3 150以下
−
±10
−
±10
3. 肉厚の等級及び許容差 肉厚の等級は精級及び並級とし,その許容差は附属書1表2による。
附属書1表2 肉厚の許容差
単位 mm
寸法の区分
ねずみ鋳鉄品
球状黒鉛鋳鉄品
精級
並級
精級
並級
10以下
±1
±1.5
±1.2
±2
10を超え 18以下
±1.5
±2
±1.5
±2.5
18を超え 30以下
±2
±3
±2
±3
30を超え 50以下
±2
±3.5
±2.5
±4
4. 抜けこう配 抜けこう配は,本体表2による。
5. 図面上の指示 この附属書1による公差を図面に適用する場合には,次によって表題欄の中又はその
付近に指示する。
(1) 規格番号及び等級
例 JIS B 0403 附属書1 並級
(2) 各寸法の区分に対する数値の表
(3) 個々の公差
例 鋳造品公差 ±3
17
B 0403-1995
附属書2 鋳鋼品の普通寸法公差
1. 適用範囲 この附属書2は,砂型による鋳鋼品の長さ及び肉厚の鋳放し寸法の普通公差について規定
する。
なお,この附属書2は,5年を経過した時点で廃止を予定しているので,この附属書2の適用を受けた
図面は,できるだけ早い時期に本体の公差を適用するのがよい。
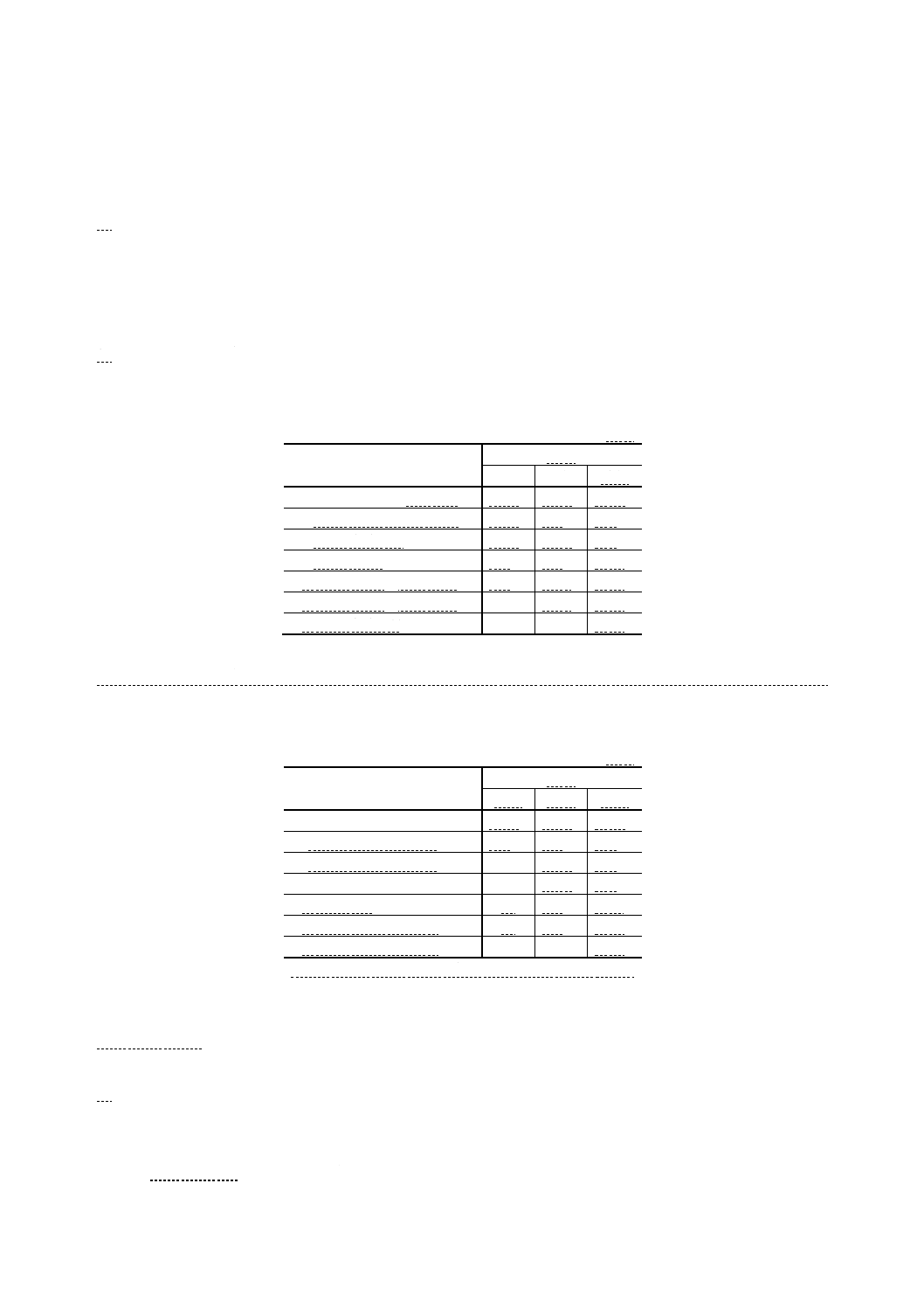
2. 長さの等級及び許容差 長さの公差の等級は精級,中級及び並級とし,その許容差は附属書2表1に
よる。
附属書2表1 長さの許容差
単位 mm
寸法の区分
等級
精級
中級
並級
120以下
±1.8
±2.8
±4.5
120を超え
315以下
±2.5
±4
±6
315を超え
630以下
±3.5
±5.5
±9
630を超え 1 250以下
±5
±8
±12
1 250を超え 2 500以下
±9
±14
±22
2 500を超え 5 000以下
−
±20
±35
5 000を超え 10 000以下
−
−
±63
3. 肉厚の等級及び許容差 肉厚の公差の等級は精級,中級及び並級とし,その許容差は附属書2表2に
よる。
附属書2表2 肉厚の許容差
単位 mm
寸法の区分
等級
精級
中級
並級
18以下
±1.4
±2.2
±3.5
18を超え
50以下
±2
±3
±5
50を超え 120以下
−
±4.5
±7
120を超え 250以下
−
±5.5
±9
250を超え 400以下
−
±7
±11
400を超え 630以下
−
±9
±14
630を超え 1 000以下
−
−
±18
備考 精級は,小物で特精度を必要とするものに限り適
用する。
4. 抜けこう配 抜けこう配は,本体表2による。
5. 図面上の指示 この附属書2による公差を図面に適用する場合には,次によって表題欄の中又はその
付近に指示する。
(1) 規格番号及び等級
例 JIS B 0403 附属書2 中級
18
B 0403-1995
(2) 各寸法の区分に対する数値の表
(3) 個々の公差
例 鋳造品公差 ±3
19
B 0403-1995
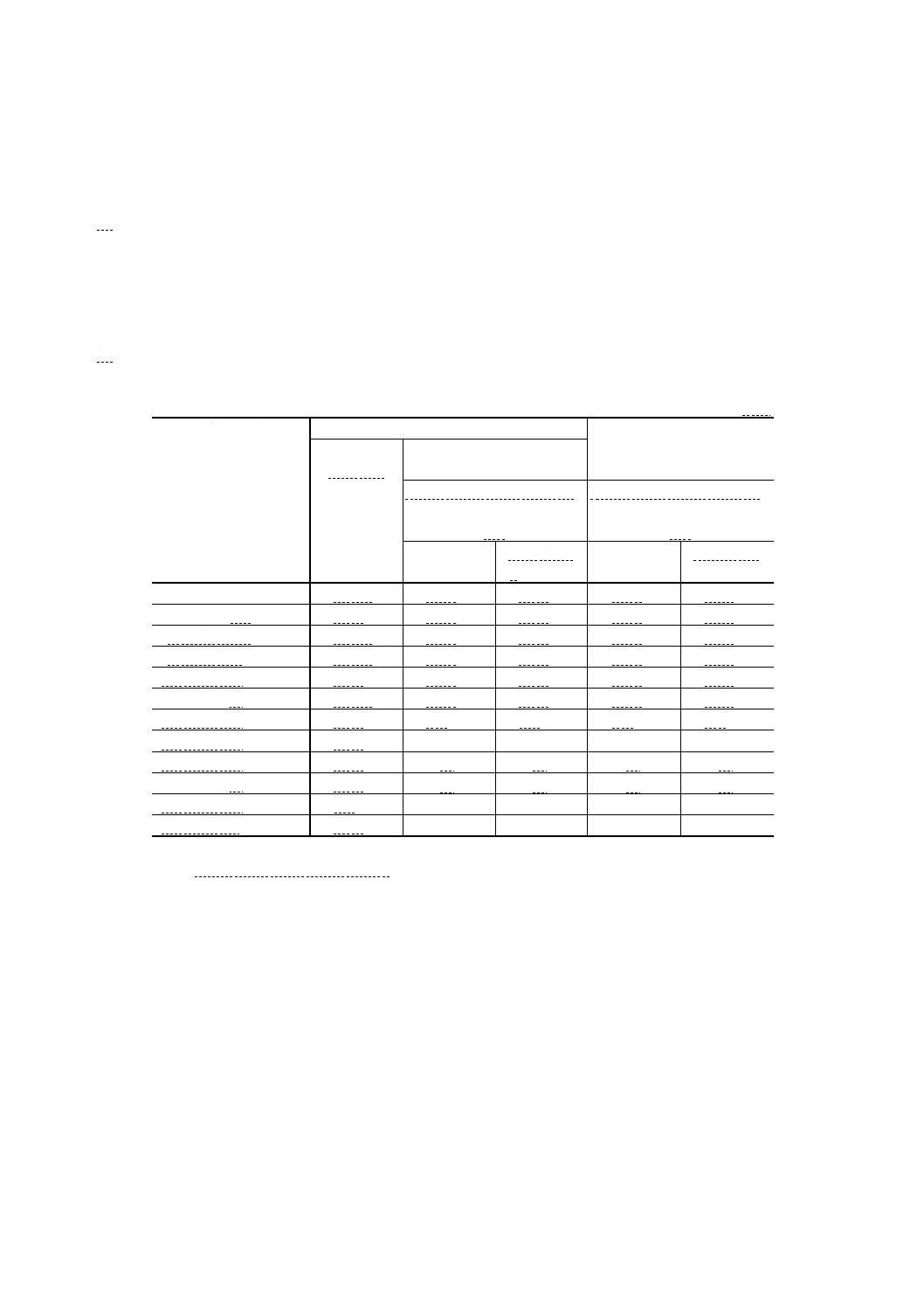
附属書3 アルミニウム合金鋳物の普通寸法公差
1. 適用範囲 この附属書3は,砂型(シェル型鋳物を含む。)及び金型(低圧鋳造を含む。)によるアル
ミニウム合金鋳物の長さ及び肉厚の寸法の普通公差について規定する。ただし,ロストワックス法などの
精密鋳型による鋳物には適用しない。
なお,この附属書3は,5年を経過した時点で廃止を予定しているので,この附属書3の適用を受けた
図面は,できるだけ早い時期に規格本体の公差を適用するのがよい。
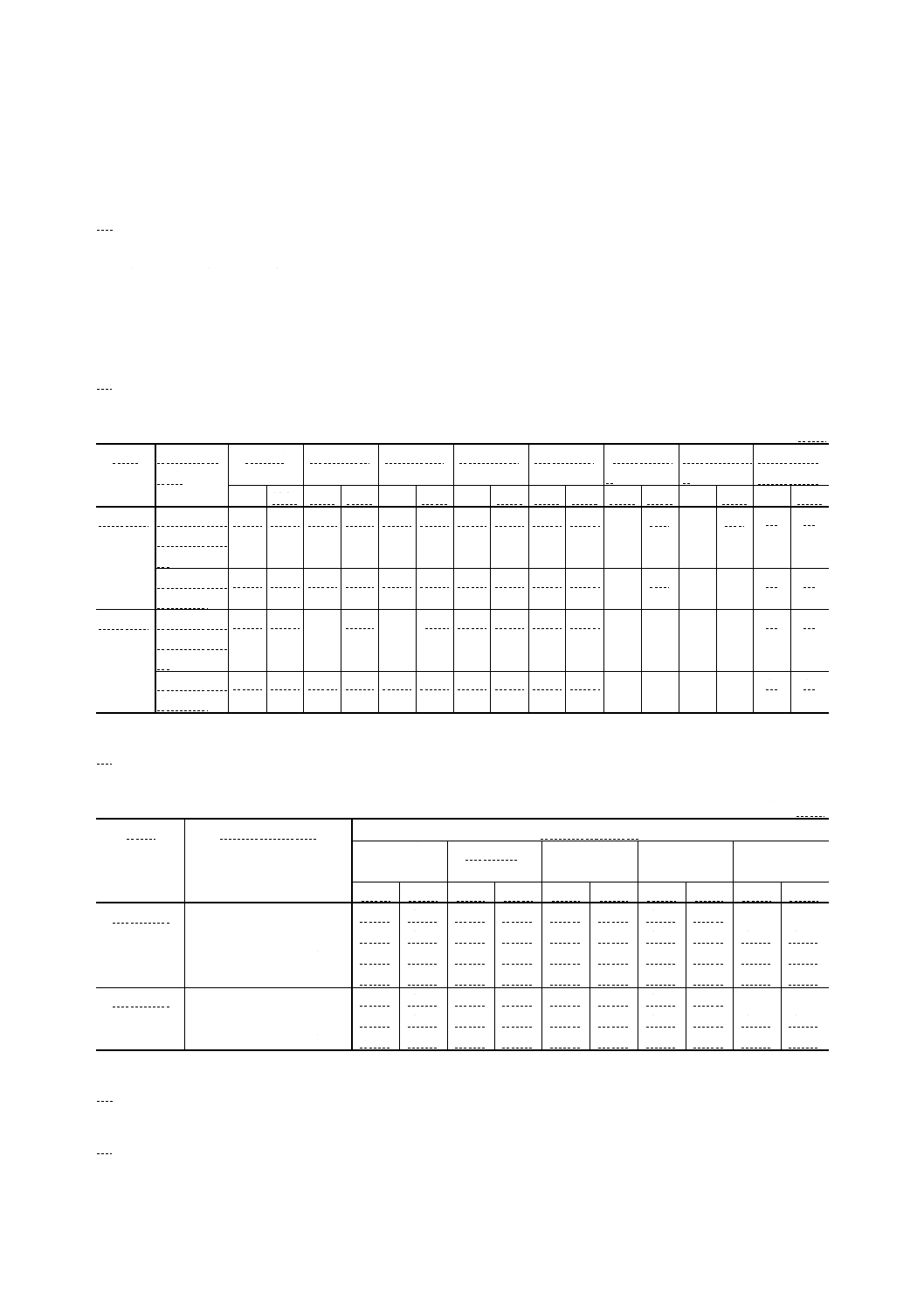
2. 長さの等級及び許容差 長さの公差の等級は精級及び並級とし,その許容差は附属書3表1による。
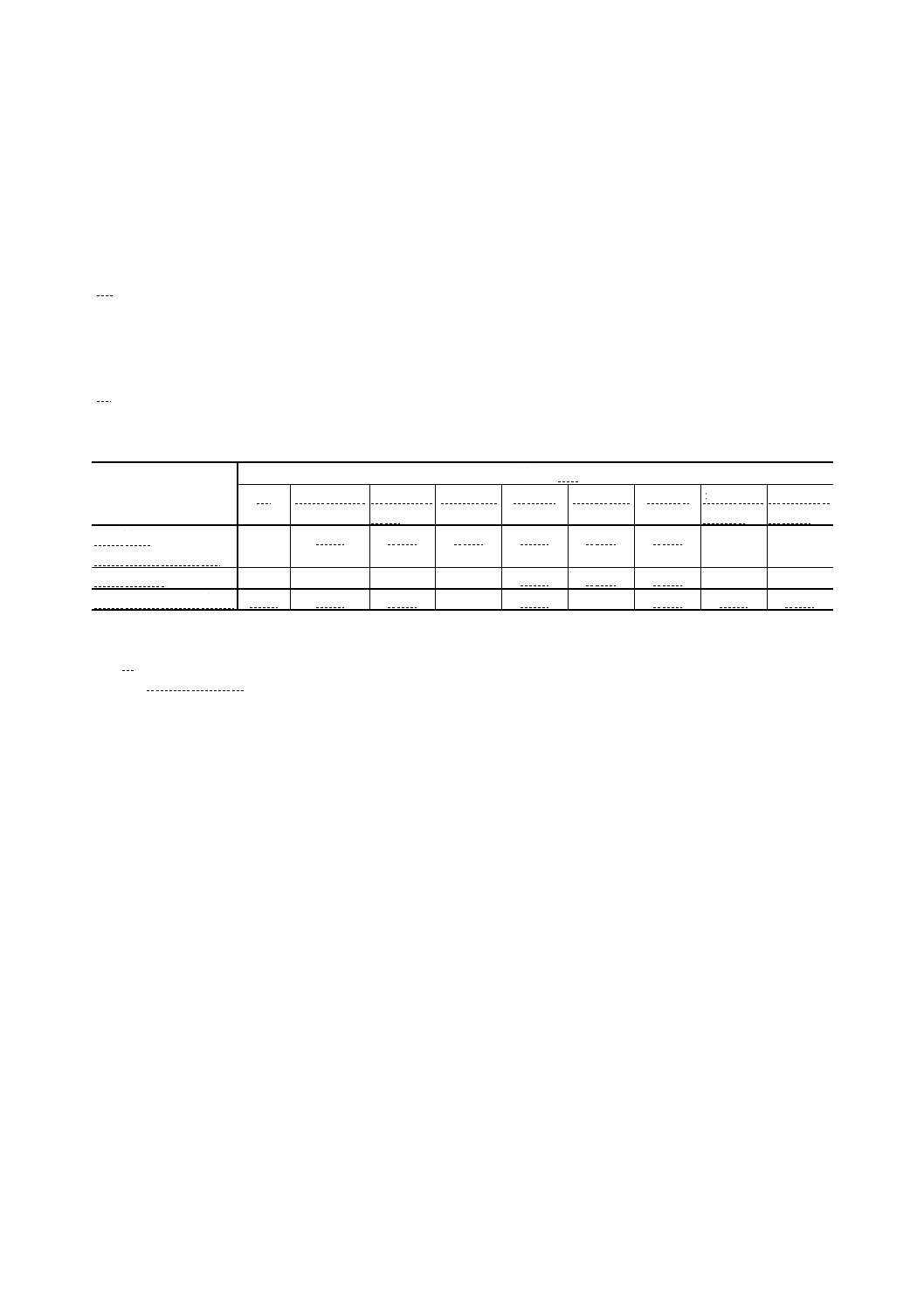
附属書3表1 長さの許容差
単位 mm
種類
呼び寸法の
区分
50以下
50を超え
120以下
120を超え
250以下
250を超え
400以下
400を超え
800以下
800を超え
1 600以下
1 600を超え
3 150以下
(参考)相
当公差等級
精級 並級 精級 並級 精級 並級 精級 並級 精級 並級 精級 並級 精級 並級 精級 並級
砂型鋳物 型分割面を
含まない部
分
±0.5 ±1.1 ±0.7 ±1.2 ±0.9 ±1.4 ±1.1 ±1.8 ±1.6 ±2.5
−
±4
−
±7
15
16
型分割面を
含む部分
±0.8 ±1.5 ±1.1 ±1.8 ±1.4 ±2.2 ±1.8 ±2.8 ±2.5 ±4.0
−
±6
−
−
16
17
金型鋳物 型分割面を
含まない部
分
±0.3 ±0.5 ±0.45 ±0.7 ±0.55 ±0.9 ±0.7 ±1.1 ±1.0 ±1.6
−
−
−
−
14
15
型分割面を
含む部分
±0.5 ±0.6 ±0.7 ±0.8 ±0.9 ±1.0 ±1.1 ±1.2 ±1.6 ±1.8
−
−
−
−
15
15
3. 肉厚の等級及び許容差 肉厚の公差の等級は精級及び並級とし,その許容差は附属書3表2による。
附属書3表2 肉厚の許容差
単位 mm
種類
鋳物の最大長さ
呼び寸法の区分
6以下
6を超え
10以下
10を超え
18以下
18を超え
30以下
30を超え
50以下
精級
並級
精級
並級
精級
並級
精級
並級
精級
並級
砂型鋳物
120以下
±0.6 ±1.2 ±0.7 ±1.4 ±0.8 ±1.6 ±0.9 ±1.8
−
−
120を超え 250以下
±0.7 ±1.3 ±0.8 ±1.5 ±0.9 ±1.7 ±1.0 ±1.9 ±1.2 ±2.3
250を超え 400以下
±0.8 ±1.4 ±0.9 ±1.6 ±1.0 ±1.8 ±1.1 ±2.0 ±1.3 ±2.4
400を超え 800以下
±1.0 ±1.6 ±1.1 ±1.8 ±1.2 ±2.0 ±1.3 ±2.2 ±1.5 ±2.6
金型鋳物
120以下
±0.3 ±0.7 ±0.4 ±0.9 ±0.5 ±1.1 ±0.6 ±1.3
−
−
120を超え 250以下
±0.4 ±0.8 ±0.5 ±1.0 ±0.6 ±1.2 ±0.7 ±1.4 ±0.9 ±1.8
250を超え 400以下
±0.5 ±0.9 ±0.6 ±1.1 ±0.7 ±1.3 ±0.8 ±1.5 ±1.0 ±1.9
4. 抜けこう配 抜けこう配は,本体表3による。
5. 図面上の指示 この附属書3による公差を図面に適用する場合には,次によって表題欄の中又はその
付近に指示する。
20
B 0403-1995
(1) 規格番号及び等級
例 JIS B 0403 附属書3 中級
(2) 各寸法の区分に対する数値の表
(3) 個々の公差
例 鋳造品公差 ±1
21
B 0403-1995
附属書4 ダイカストの普通寸法公差
1. 適用範囲 この附属書4は,亜鉛合金ダイカスト,アルミニウム合金ダイカストなどの鋳放し寸法の
普通公差について規定する。
なお,この附属書4は,5年を経過した時点で廃止を予定しているので,この附属書4の適用を受けた
図面は,できるだけ早い時期に本体の普通公差を適用するのがよい。
2. 等級及び許容差 等級及び許容差は1等級とし,その許容差は,附属書4表1による。
附属書4表1 寸法の許容差
単位 mm
寸法の区分
固定型及び可動型によって造る部分
可動中子によって造る部分
l3
型分割面に
平行方向
l1
型分割面に直角方向(1)
l2
型分割面に直角方向の鋳物
の投影面積(2)
cm2
可動中子の移動方向に直角
な鋳物の部分の投影面積
cm2
600以下
600を超え
2 400以下
150以下
150を超え
600以下
30以下
±0.25
±0.5
±0.6
±0.5
±0.6
30を超え
50以下
±0.3
±0.5
±0.6
±0.5
±0.6
50を超え
80以下
±0.35
±0.6
±0.6
±0.6
±0.6
80を超え
120以下
±0.45
±0.7
±0.7
±0.7
±0.7
120を超え
180以下
±0.5
±0.8
±0.8
±0.8
±0.8
180を超え
250以下
±0.55
±0.9
±0.9
±0.9
±0.9
250を超
315以下
±0.6
±1
±1
±1
±1
315を超え
400以下
±0.7
−
−
−
−
400を超え
500以下
±0.8
−
−
−
−
500を超え
630以下
±0.9
−
−
−
−
630を超え
800以下
±1
−
−
−
−
800を超え 1 000以下
±1.1
−
−
−
−
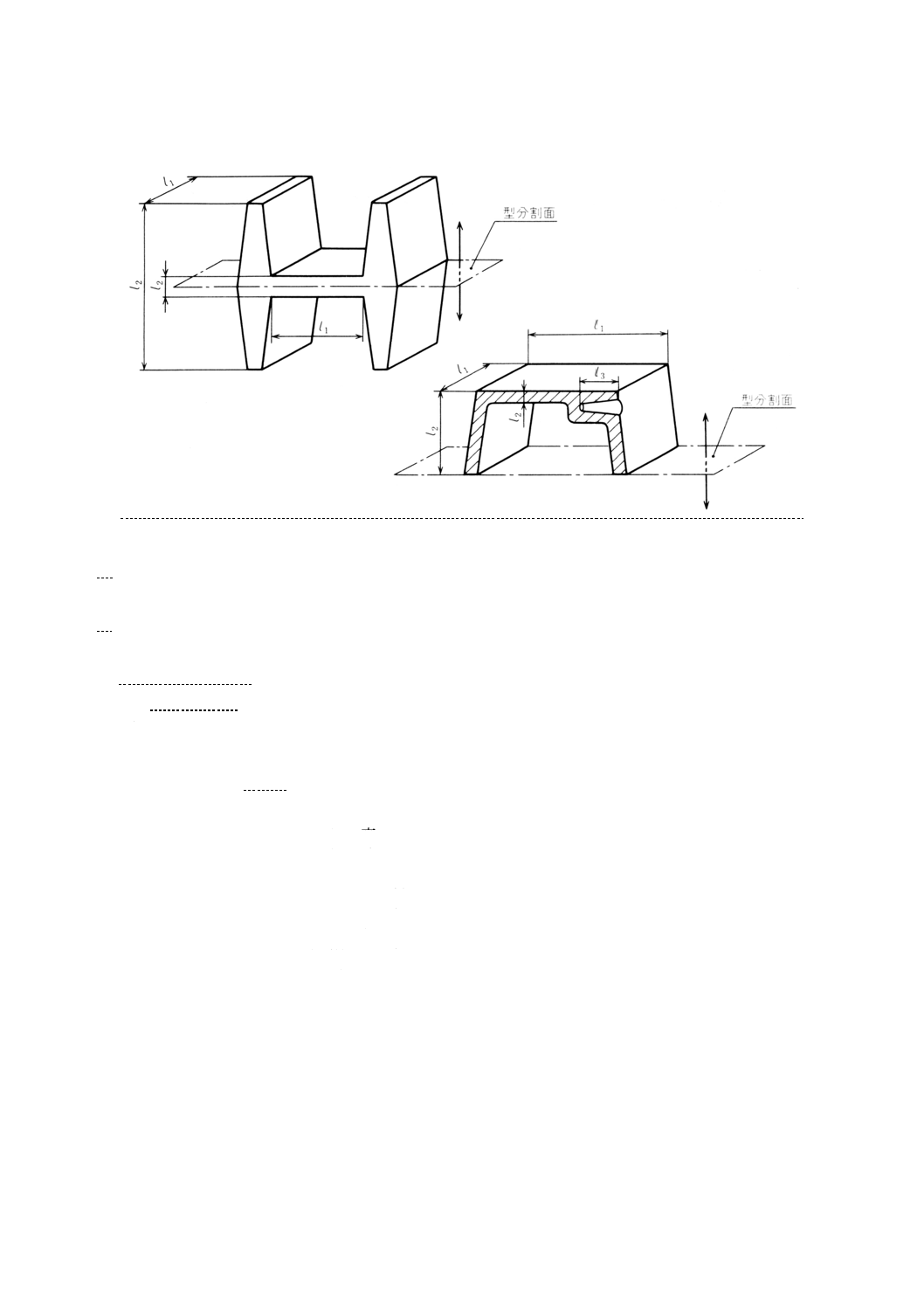
注(1) 型分割面が長さに影響を与えない寸法部分には,l1の寸法公差を適用する。この場合のl1など
の記号は,附属書4図1による。
(2) 鋳物の投影面積とは,鋳放し鋳造品の外周内投影面積を示す。
22
B 0403-1995
附属書4図1 寸法を示す記号
3. 抜けこう配 抜けこう配は,本体表4による。
4. 図面上の指示 この附属書4による公差を図面に適用する場合には,次によって表題欄の中又はその
付近に指示する。
(1) 規格番号及び等級
例 JIS B 0403 附属書4 中級
(2) 各寸法の区分に対する数値の表
(3) 個々の公差
例 鋳造品公差 ±0.2
原案作成委員会の構成表
委員長
梅 田 高 照
東京大学工学部
幹事
◎ 桑 田 浩 志
社団法人自動車技術会(トヨタ自動車株式会社)
○ 竹田原 昇 司
通商産業省工業技術院標準部
○ 中 野 俊 雄
社団法人日本強靱鋳鉄協会(株式会社池貝川口工場)
小 郷 一 郎
財団法人日本船舶振興協会標準部
○ 渡 辺 紀 夫
社団法人日本鋳鍛鋼協会(福島製鋼株式会社)
○ 天 野 健 郎
社団法人日本バルブ工業会(株式会社キッツ)
○ 金 子 昌 雄
社団法人日本ダイカスト協会
市 原 弘
社団法人日本工作機械工業会(株式会社新潟鉄工所)
○ 藤 田 雅 人
社団法人軽金属協会(株式会社東京軽合金製作所)
加 山 英 男
財団法人日本規格協会技術部
事務局
八 巻 眞己子
財団法人日本規格協会技術部
◎印:小委員会主査,○印:小委員会委員を兼ねる。