2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0262-1989
テーパねじゲージの検査方法
Inspection Method for Taper Screw Gauges
1. 適用範囲 この規格は,JIS B 0253(管用テーパねじゲージ)に規定する管用テーパねじゲージ(以
下,テーパねじゲージという。)の検査方法について規定する。
なお,JIS B 0253の附属書に規定するテーパねじケージの検査方法は,附属書に規定する。
備考 この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,参
考として併記したものである。
引用規格:
JIS B 0253 管用テーパねじゲージ
JIS B 0271 ねじ測定用三針
JIS B 1506 ころ軸受用ころ
JIS B 7153 工具顕微鏡
JIS B 7502 外側マイクロメータ
JIS B 7506 ブロックゲージ
JIS B 7520 指示マイクロメータ
JIS B 7533 てこ式ダイヤルゲージ
JIS B 7544 デプスマイクロメータ
JIS B 7545 テストバー
JIS B 7725 ビッカース硬さ試験機
JIS B 7726 ロックウェル硬さ試験機
JIS Z 8703 試験場所の標準状態
2. 測定場所の温度条件 テーパねじゲージの測定を実施する場所の温度は,20±2℃(1)とする。
注(1) 温度の許容差は,JIS Z 8703(試験場所の標準状態)の温度2級である。
3. 測定項目,測定箇所,測定要領及び測定機器具 テーパねじゲージの測定項目,測定箇所,測定要領
及び測定機器具を表1に示す。
2
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 測定項目,測定箇所,測定要領及び測定機器具
測定区分
測定される
テーパねじ
ゲージ
測定項目
測定箇所(2)
測定要領
測定機器具(3)
寸
法
又
は
形
状
検
査
テ
ー
パ
ね
じ
プ
ラ
グ
ゲ
ー
ジ
又
は
点
検
プ
ラ
グ
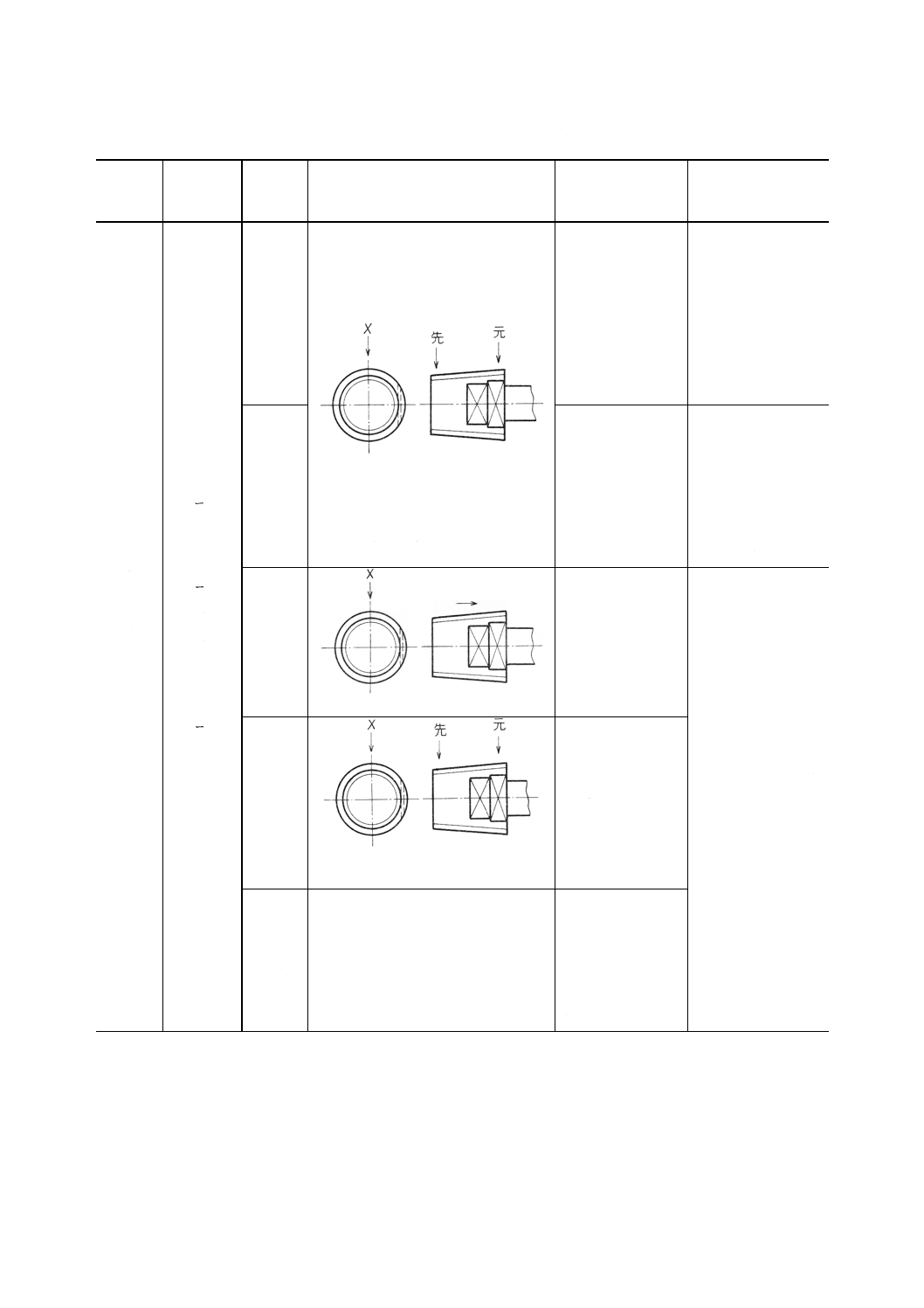
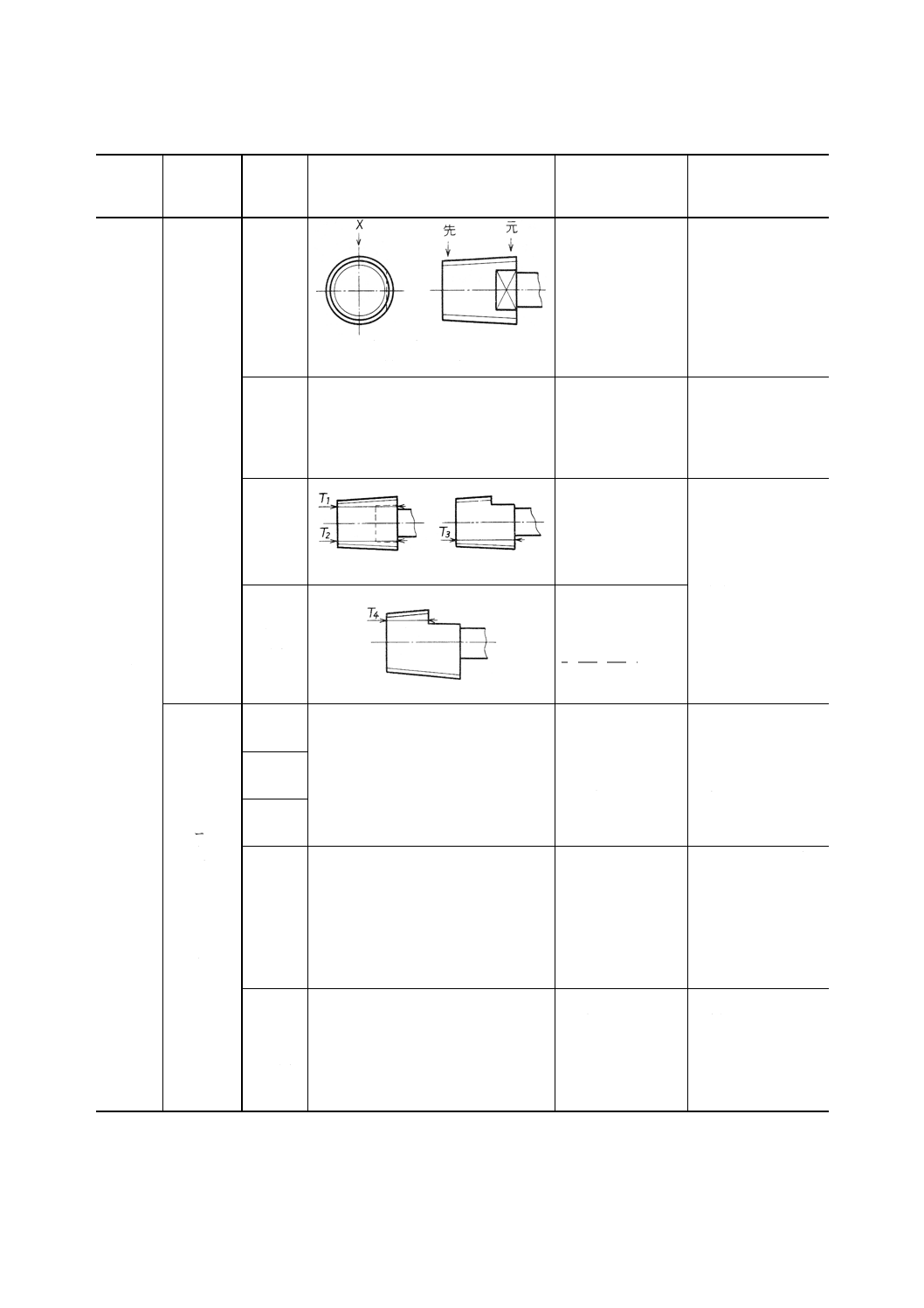
外径
及び
外径の
テーパ
Xの方向 先及び元の2か所
4.による。
JIS B 7520(指示マイ
クロメータ)に規定
する指示マイクロメ
ータ,JIS B 7506(ブ
ロックゲージ)に規
定するブロックゲー
ジの1級,表2に示
すテーパねじ測定用
ころ及び補助板
有効径
及び
有効径の
テーパ
5.による。
JIS B 7520に規定す
る指示マイクロメー
タ,JIS B 7506に規定
するブロックゲージ
の1級,表2に示す
テーパねじ測定用こ
ろ及び補助板,テー
パねじ測定用四針(4)
ピッチ
Xの方向 先から元へピッチ全部
6.による。
JIS B 7153(工具顕微
鏡)に規定する工具
顕微鏡
山の半角
Xの方向 先及び元の2か所
端に最も近い完全ねじ溝
7.による。
谷の径
及び
谷の形状
谷の径は測定しな
い。ねじ形テンプレ
ートによって形状
だけを比較観察す
る。点検プラグの場
合は逃げの幅を測
定する。
3
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定区分
測定される
テーパねじ
ゲージ
測定項目
測定箇所(2)
測定要領
測定機器具(3)
寸
法
又
は
形
状
検
査
テーパねじ
プラグゲー
ジ又は点検
プラグ
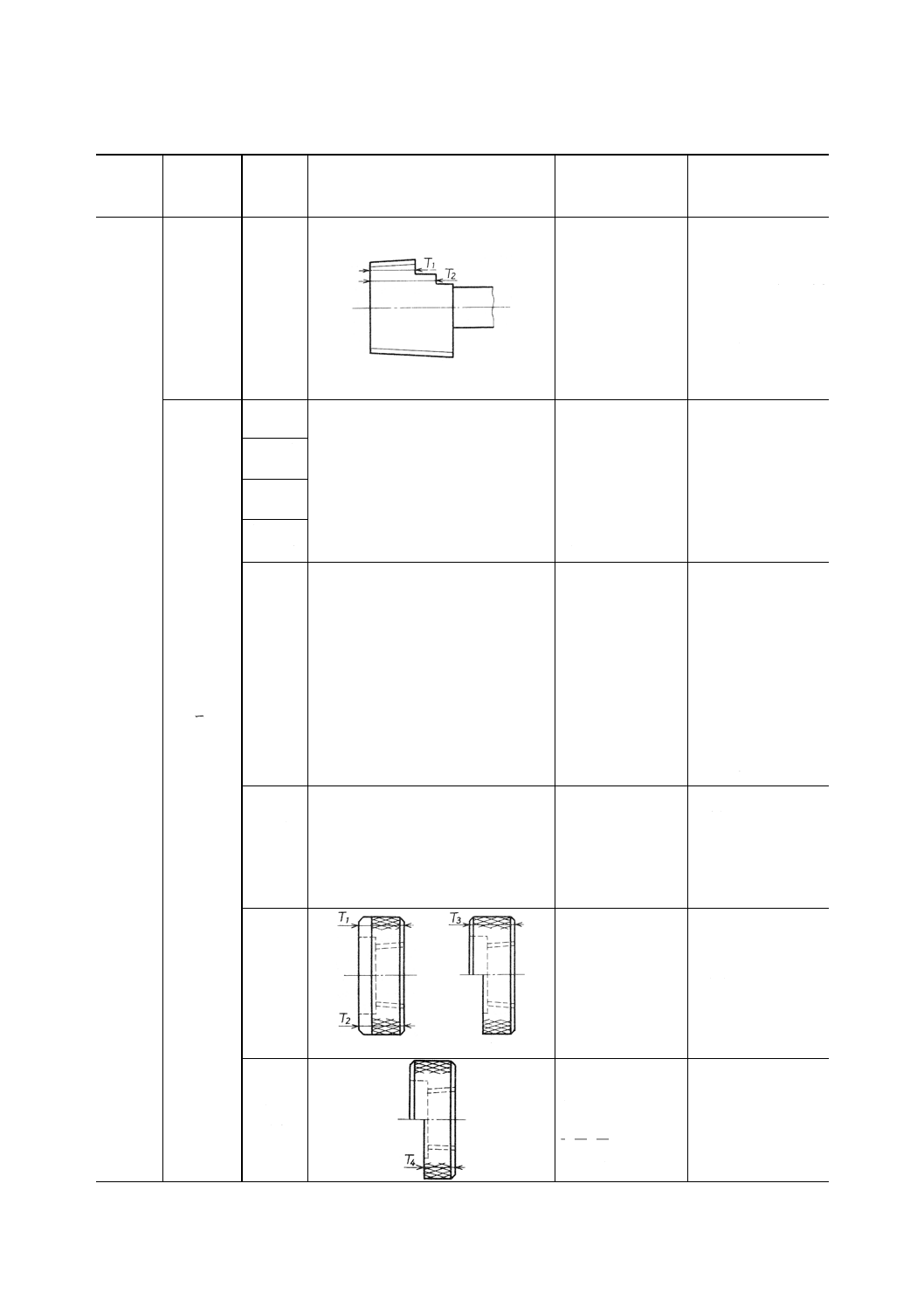
切欠きの
長さ
T1及びT2を測定し,
T2−T1の値を算出
する。
JIS B 7533(てこ式ダ
イヤルゲージ)に規
定するてこ式ダイヤ
ルゲージ,JIS B 7506
に規定するブロック
ゲージの1級又はJIS
B 7502(外側マイクロ
メータ)に規定する
外側マイクロメータ
テ
ー
パ
ね
じ
リ
ン
グ
ゲ
ー
ジ
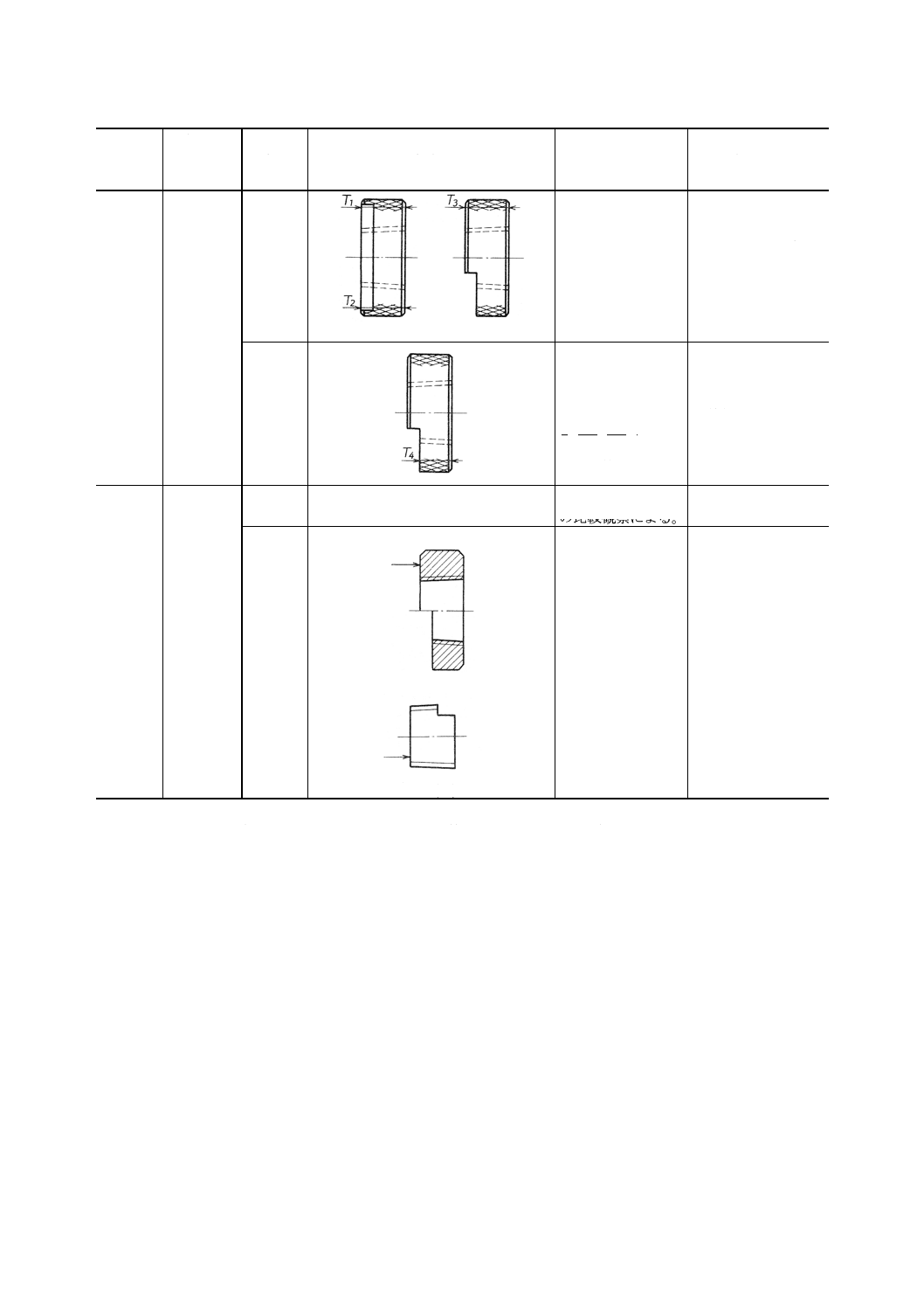
有効径
点検プラグを手で
しっかりねじ込み,
テーパねじリング
ゲージの大径の端
面と点検プラグの
切欠きの端面との
ずれを測定する
(JIS B 0253の8.参
JIS B 0253に規定す
る点検プラグ,JIS B
7533に規定するてこ
式ダイヤルゲージ,
JIS B 7506に規定す
るブロックゲージの
1級又はJIS B 7544
(デプスマイクロメ
ピッチ
山の半角
有効径の
テーパ
内径
9.による。
表4に定めるテーパ
ねじリングゲージ内
径測定用テーパプラ
グゲージ,JIS B 7533
検に規定するてこ式
ダイヤルゲージ,JIS
B 7506に規定するブ
ロックゲージの1級
又はJIS B 7544に規
定するデプスマイク
ロメータ
谷の径
及び
谷の形状
谷の径は測定しな
い。鋳型がとれるも
のは形状だけをね
じ形テンプレート
によって比較観察
する。
硫黄(グラファイト
混合),せっこう又は
チンメルマンアマル
ガム,JIS B 7153に規
定する工具顕微鏡
ゲージの
長さ
T1,T2,T3の3か所
JIS B 7502に規定す
る外側マイクロメー
タ
切欠きの
長さ
T4の最大値及び最
小値を測定し,その
各々の値について
4
3
2
1
3
T
T
T
T
−
+
+
の値を算出する。
JIS B 7502に規定す
る外側マイクロメー
タ
4
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定区分
測定される
テーパねじ
ゲージ
測定項目
測定箇所(2)
測定要領
測定機器具(3)
そ
の
他
の
検
査
テーパねじ
リングゲー
ジ,テーパ
ねじプラグ
ゲージ及び
点検プラグ
表面粗さ
ゲージ面
表面粗さ標準片と
の比較観察による。 表面粗さ標準片
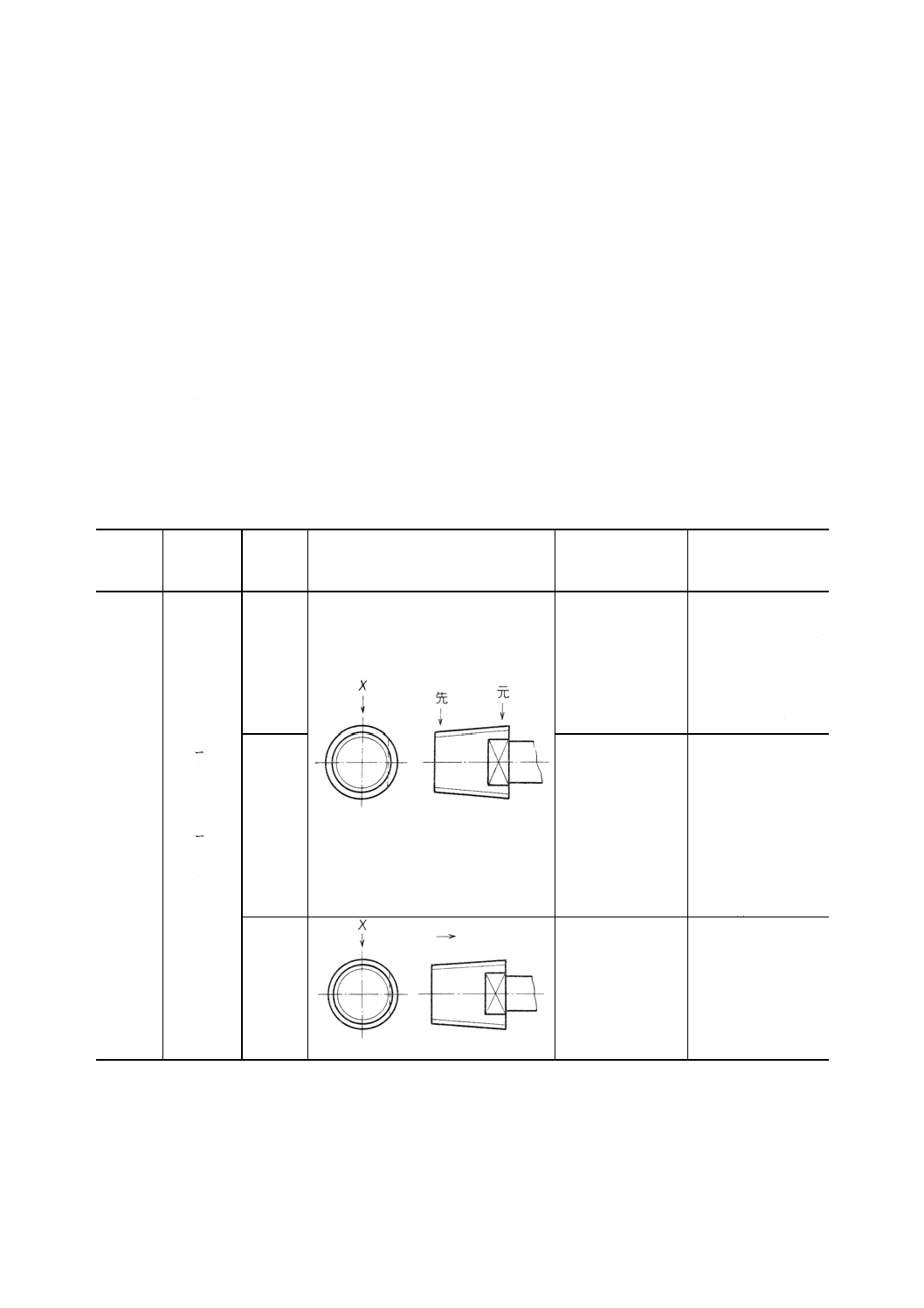
硬さ
テーパねじリングゲージ
テーパねじプラグゲージ
(テーパロック形)
(トリロック形)
図の矢印 (→) 付近
荷重294.2N {30kgf}
以上
JIS B 7725(ビッカー
ス硬さ試験機)に規
定するビッカース硬
さ試験機(5)
注(2) ここに示す測定箇所を採ることができない場合には,これに代わる適宜の箇所を選定する。
(3) ここに示した測定機器具に限らないが,これと同等以上のものでなければならない。
(4) JIS B 0271(ねじ測定用三針)に定める針4本を一組としたものとする。ただし,テーパねじゲージの山数に
対応する針が規定されていないときには,これに最も近い寸法の針とする。
(5) JIS B 7726(ロックウェル硬さ試験機)に規定するロックウェル硬さ試験機に代えることができる。
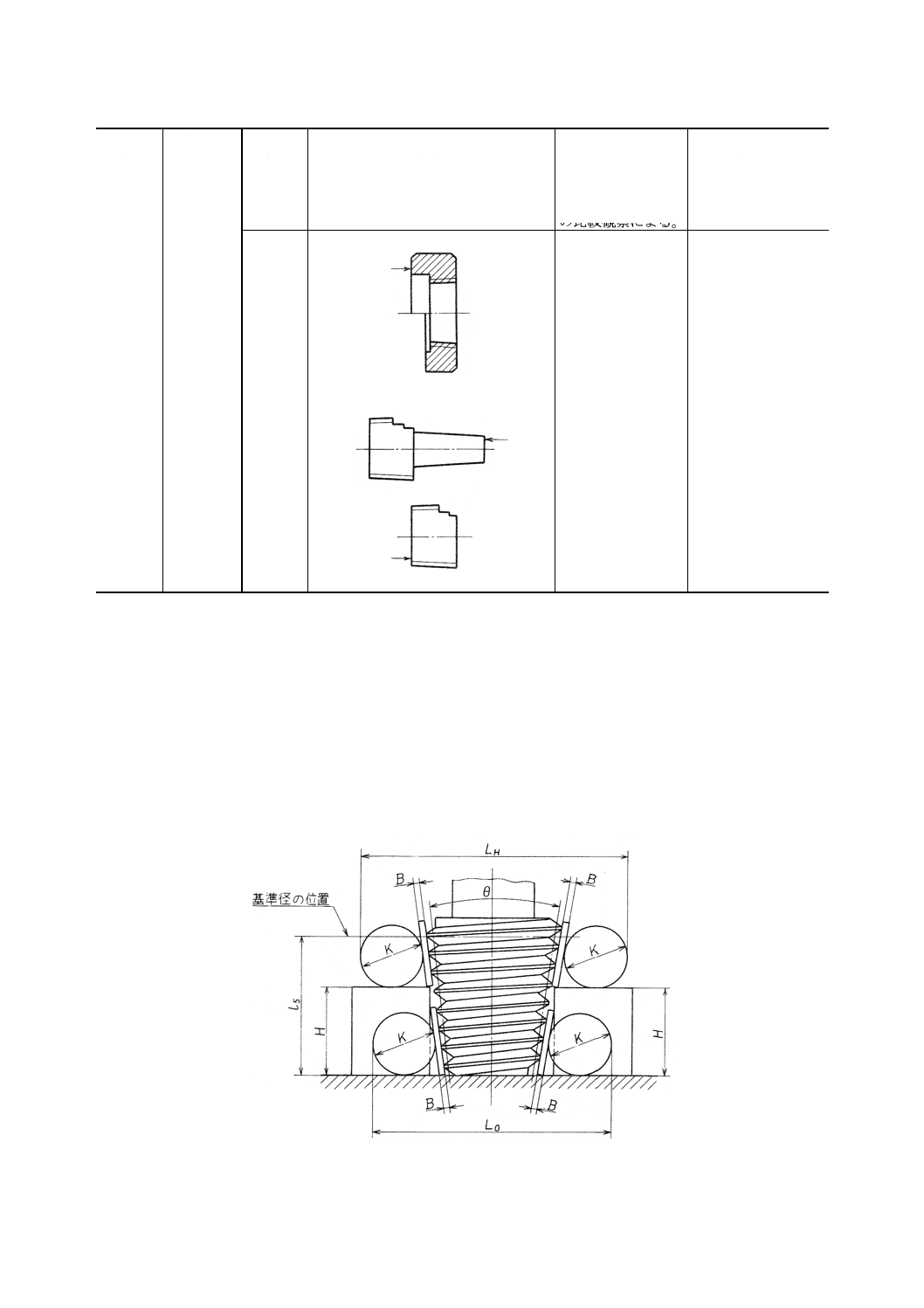
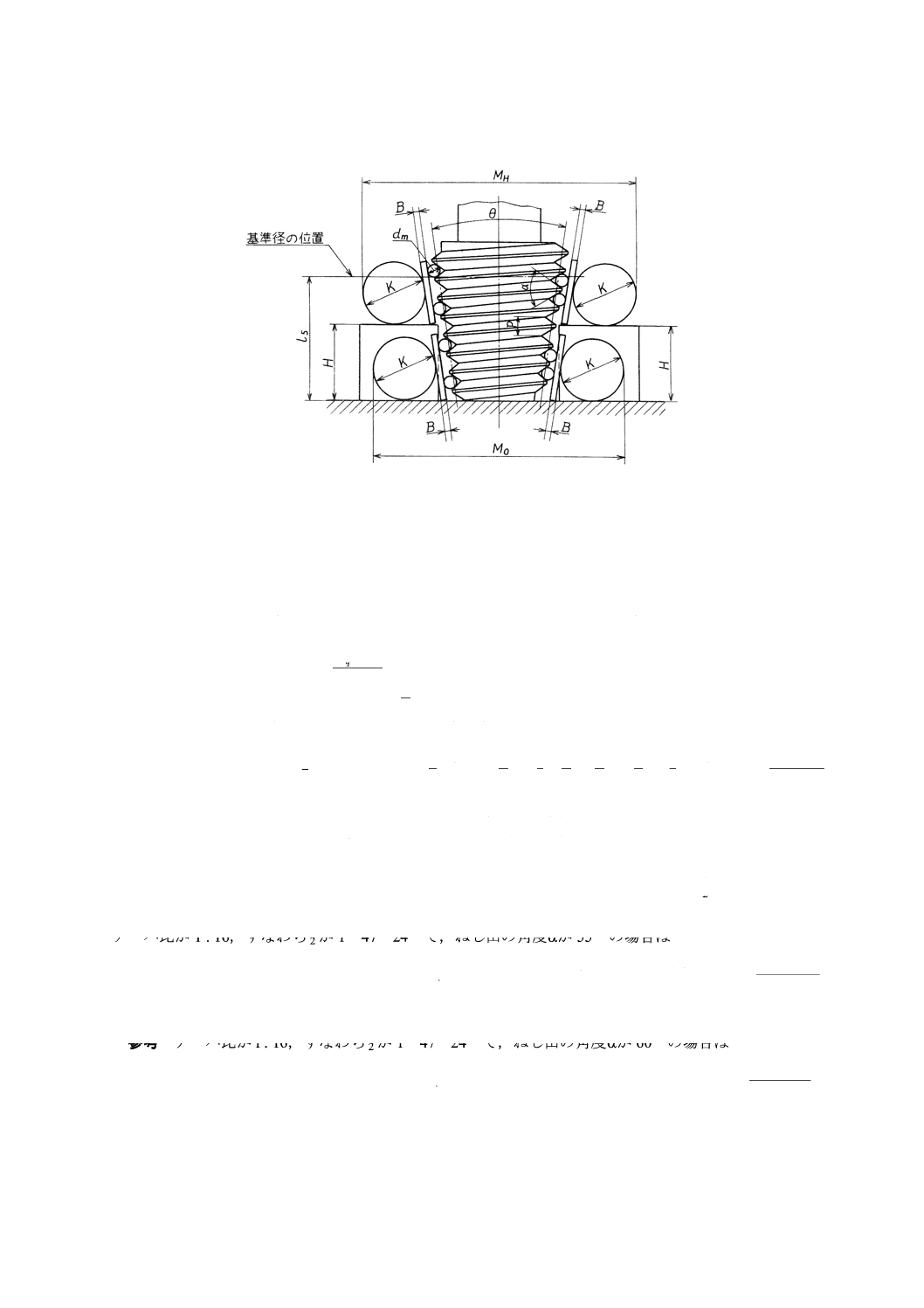
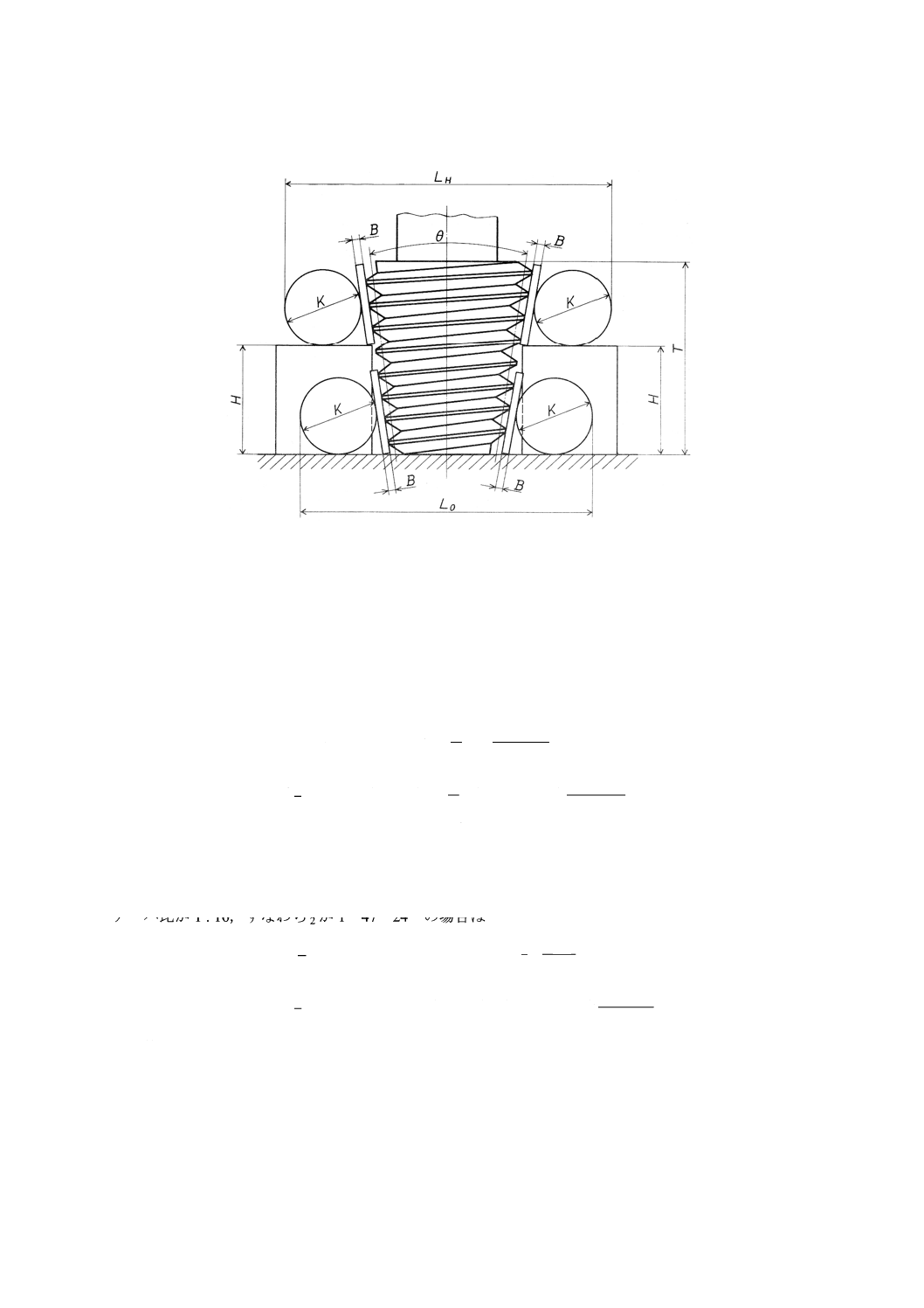
4. テーパねじプラグゲージ及び点検プラグの外径の測定方法 テーパねじプラグゲージ及び点検プラ
グの外径の測定は,原則としてころ及び補助板による方法で行う(図1参照)。ころ及び補助板の寸法と許
容差は表2による。
図1 ころ及び補助板によるテーパねじプラグゲージの外径の測定方法
初めに,直定規によるすきみ,工具顕微鏡などによって,外径寸法の不ぞろいがないことをよく確かめ
5
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
た後,図1に示すように測定しようとするテーパねじプラグゲージ又は点検プラグを小径の端面を下にし
て定盤の上に立て,両わきから補助板及びころを当てがい,ころの外側距離LOを測定する。次に,ころの
上面がテーパねじプラグゲージ又は点検プラグの大径の端面とほぼ一致するような高さHのブロックゲー
ジの上に補助板及びころを載せ,その場合のころの外側距離LHを測定する。
外径のテーパ比は,
H
L
L
O
H−
で求める。
また,テーパ角度の合否は,
)
16
1
(
)
(
×
−
−
H
L
L
O
H
がテーパ角度の許容差に入っているかどうかによる。
基準径の位置における外径寸法Dは,次の式で求める。
H
L
L
K
H
l
K
B
K
L
D
O
H
H
2
)
2
2(
2
sec
)
2(
5
−
−
−
+
+
−
−
=
θ
ここに,
B: 両側の補助板の厚さの平均値
K: 両側のころの直径の平均値
l5: 最大切欠きから小径の端面までの長さの測定値と,最小切
欠きから小径の端面までの長さの測定値との和の21
θ: テーパ角度の基準寸法
テーパ比が1 : 16,すなわち2θが1°47′24″の場合は
H
L
L
K
H
l
K
B
K
L
D
O
H
H
2
)
2
2(
)
2(
488
000
.1
5
−
−
−
+
+
−
−
=
で計算する。
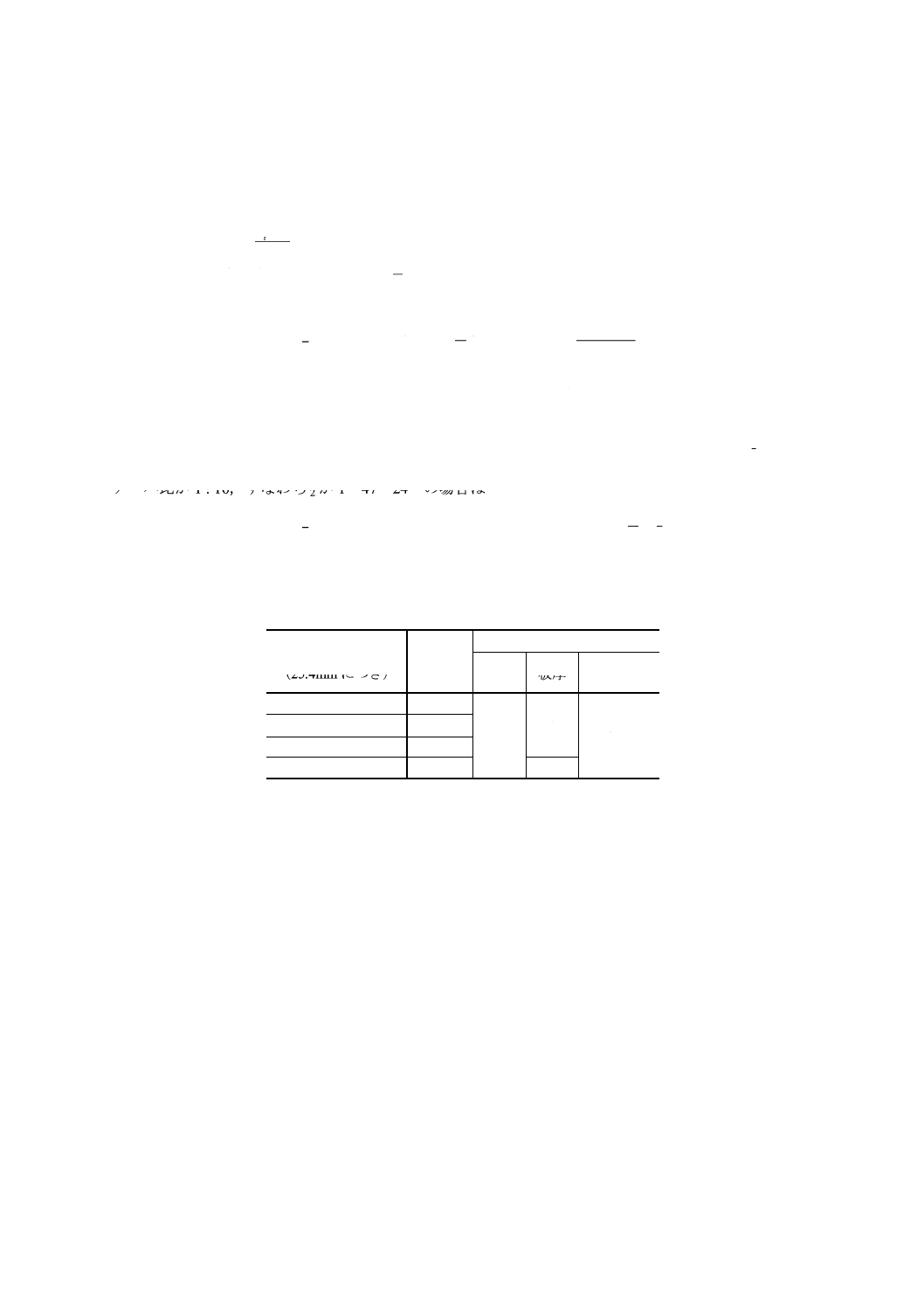
表2 テーパねじ測定用ころ及び補助板の寸法及びその許容差
単位 mm
適用するねじの山数
(25.4mmにつき) ころ直径
補助板
板幅
板厚 板厚の寸法
許容差
28
4
9
1
±0.1
19
6
14
8
11
10
2
備考1. ころの精度は,JIS B 1506(ころ軸受用ころ)に規定
する精密級とする。
2. 補助板の平行度,平面度及び表面粗さは,JIS B 7506
に規定する1級とする。
3. ころ及び補助板の長さは規定しない。
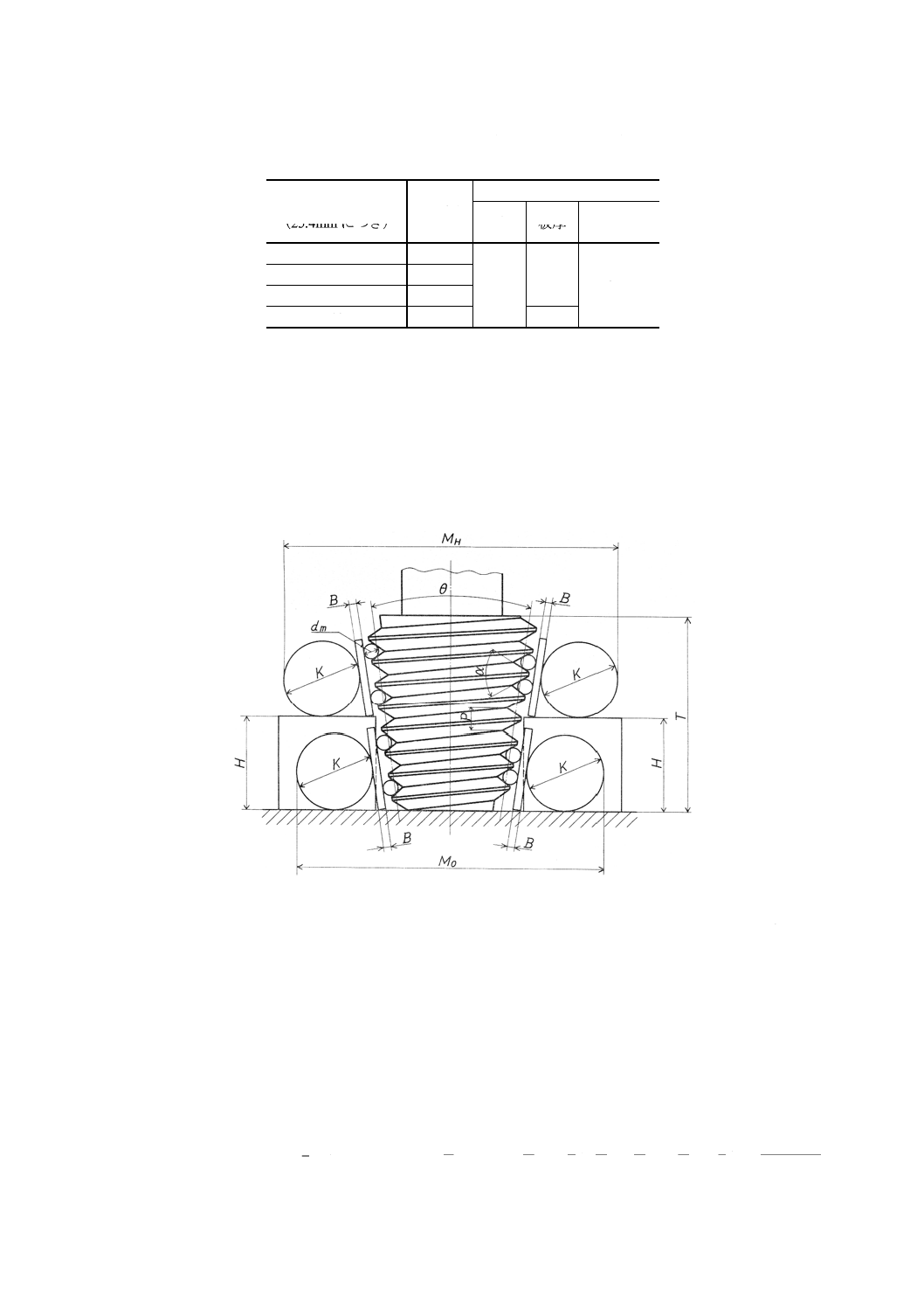
5. テーパねじプラグゲージ及び点検プラグの有効径の測定方法 テーパねじプラグゲージ及び点検プ
ラグの有効径の測定は,原則として四針法による。
6
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 四針法によるテーパねじプラグゲージ及び点検プラグの有効径の測定方法
測定しようとするねじ山数(25.4mmにつき)に応じてJIS B 0271に規定する針4本を選び,図2に示
すように小径の端面を下にして定盤の上にテーパねじプラグゲージ又は点検プラグを立て,その両わきか
ら補助板及びころを当てがい,小径の端面に近いねじ溝と補助板との間に4本の針を入れ,ころの外側距
離MOを測定する。
次に,ころの上面がテーパねじプラグゲージ又は点検プラグの大径の端面とほぼ一致するような高さH
のブロックゲージの上に補助板及びころを載せ,大径の端面に近いねじ溝と補助板との間に4本の針を入
れ,ころの外側距離MHを測定する。
有効径のテーパ比の測定値は,
H
M
M
O
H−
で求める。
また,テーパ角度の合否は,
)
16
1
(
)
(
×
−
−
H
M
M
O
H
がテーパ角度の許容差に入っているかどうかによる。
基準径の位置における有効径の寸法D2は,次の式で求める。
H
M
M
K
H
l
P
d
K
B
K
M
D
O
H
m
H
2
)
2
2(
)
2
tan
2
tan
2
(cot
2
)
2
sec
2
ec
(cos
2
sec
)
2(
5
2
2
−
−
−
+
−
+
+
−
+
−
−
=
θ
α
α
θ
α
θ
ここに,
B: 両側の補助板の厚さの平均値
K: 両側のころの直径の平均値
dm: 4本の針の表示針径の平均値
l5: 最大切欠きから小径の端面までの長さの測定値と,最小切欠き
から小径の端面までの長さの測定値との和の21
θ: テーパ角度の基準寸法
テーパ比が1 : 16,すなわち2θが1°47′24″で,ねじ山の角度αが55°の場合は
H
M
M
K
H
l
P
d
K
B
K
M
D
O
H
m
H
2
)
2
2(
237
960
.0
169
166
.3
)
2(
488
000
.1
5
2
−
−
−
+
+
−
+
−
−
=
で計算する。
参考 テーパ比がl : 16,すなわち2θが1°47′24″で,ねじ山の角度αが60°の場合は
H
M
M
K
H
l
P
d
K
B
K
M
D
O
H
m
H
2
)
2
2(
743
865
.0
488
000
.3
)
2(
488
000
.1
5
2
−
−
−
+
+
−
+
−
−
=
で計算する。
四針法でテーパねじプラグゲージ及び点検プラグの有効径を測定する場合の測定力は,原則として表3
による。
7
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 四針法における測定力
適用するねじの山数
(25.4mmにつき)
測定力
N {gf}
28
4.5〜5.5 {450〜550}
19,14,11
9〜11 {900〜1 100}
6. テーパねじプラグゲージ及び点検プラグのピッチの測定方法 テーパねじプラグゲージ及び点検プ
ラグのピッチの測定は,原則として次の方法による。
初めに,工具顕微鏡の両センタ間にテストバー(6)を取り付け,テーブルを左右方向に動かしたとき,接
眼鏡内の測角の零線とテストバーの外径のりょう線とが一致するように回転テーブルの旋回角度を調節す
る。次に,両センタ間にテーパねじプラグゲージ又は点検プラグを取り付け,工具顕微鏡の鏡筒をテーパ
ねじプラグゲージ又は点検プラグの平均有効径のリード角だけ傾け,ねじ溝の両フランクが,ねじ部全長
にわたって同時に鮮鋭な像を結ぶようにする。顕微鏡の視野に,ねじ山の基準角度に等しい形細線又はね
じ形細線を表し,これにねじ溝輪郭の両フランクを合致させたときのマイクロメータヘッド(左右送り方
向)の読みを取る。テーブルの旋回角度はそのままにして,左右・前後にだけ送って同様の測定を次々と
隣接するねじ溝全部について行い,テーパねじプラグゲージ又は点検プラグの先端の最初の完全ねじ溝を
起点とし,完全ねじ溝全部についてのテーパの軸線に沿ってのピッチを測定する。この完全ねじ溝全部に
ついての単一及び累積ピッチ誤差のうちの絶対値の最大のものを求める。
注(6) JIS B 7545(テストバー)に規定するセンタ付きテストバーの等級が2級以上,長さが50mm以
上のもの。
7. テーパねじプラグゲージ及び点検プラグの山の半角の測定方法 テーパねじプラグゲージ及び点検
プラグの山の半角の測定は,原則として次の方法による。
初めに,工具顕微鏡の両センタ間にテストバー(6)を取り付け,テーブルを左右方向に動かしたとき,接
眼鏡内の測角の零線とテストバーの外径のりょう線とが一致するように回転テーブルの旋回角度を調節す
る。次に,両センタ間にテーパねじプラグゲージ又は点検プラグを取り付け,工具顕微鏡の鏡筒を測定し
ようとするねじ溝の有効径におけるリード角βだけ傾け,両フランクが同時に鮮鋭な像を結ぶ状態で片フ
ランクずつ,それぞれの山の半角を測定する。この際,山の半角の測定値2m
αは,次の式を用いてねじの軸
断面半角2αに換算する。
β
α
α
cos
tan
2
tan
2
m
=
E
P
π
β=
tan
ここに, E: 測定しようとするねじ溝の有効径
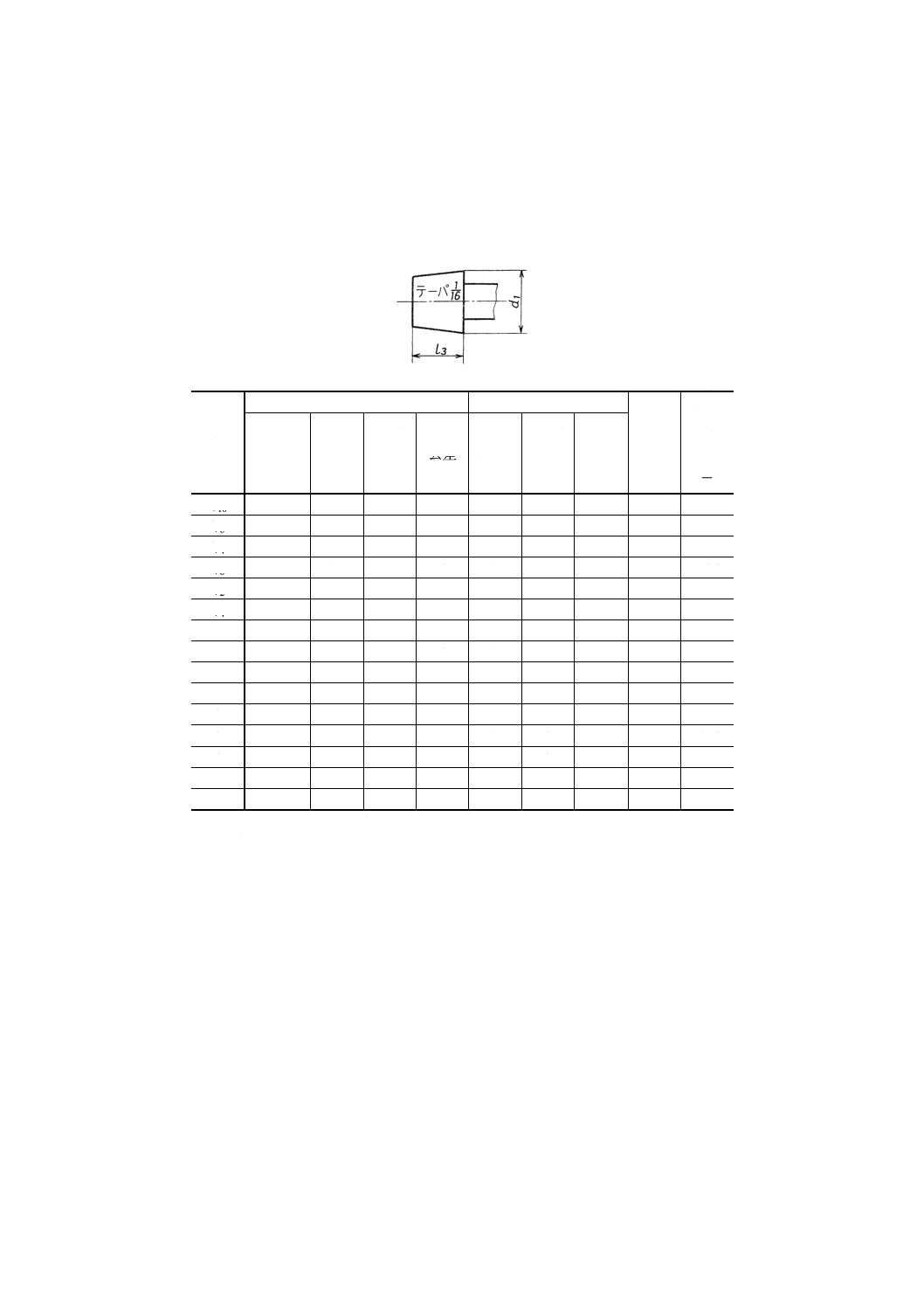
8. テーパねじリングゲージ内径測定用テーパプラグゲージ テーパねじリングゲージ内径測定用テー
パプラグゲージ(以下,テーパプラグゲージという。)の形状・寸法,許容差及び公差は,表4による。
8
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9. テーパねじリングゲージの内径の測定方法 テーパねじリングゲージにテーパプラグゲージを手締め
ではめ合わせ,テーパねじリングゲージの大径の端面とテーパプラグゲージの大径の端面とのずれを測定
する。
ずれの許容差は,表4による。
表4 テーパねじリングゲージ内径測定用テーパプラグゲージ及びずれの許容差
単位 μm
呼び
大径の端面における直径d1(7)
テーパ角度の許容差(8) ゲージ
(9)の長
さ
l3
(mm)
ずれの
許容差
±
基準寸法
(mm)
上の許
容差
−
下の許
容差
−
公差 上の許
容差
下の許
容差
−
公差
1/16
6.561
12
16
4
0
4
4
4.876
80
1/8
8.566
12
16
4
0
4
4
4.876
80
1/4
11.445
15
21
6
0
6
6
7.353
96
3/8
14.950
15
21
6
0
6
6
7.687
96
1/2
18.631
21
27
6
0
6
6
9.979
128
3/4
24.117
21
27
6
0
6
6
11.339
128
1
30.291
21
27
6
0
6
6
12.700
128
11/4
38.952
21
27
6
0
6
6
15.009
128
11/2
44.845
21
27
6
0
6
6
15.009
128
2
56.656
21
27
6
0
6
6
18.184
128
21/2
72.226
26
34
8
0
8
8
20.926
176
3
84.926
26
34
8
0
8
8
24.101
176
4
110.072
26
34
8
0
8
8
28.864
176
5
135.472
26
34
8
0
8
8
32.039
176
6
160.872
26
34
8
0
8
8
32.039
176
注(7) この基準寸法は,JIS B 0253の付表1の基準径の位置における内径の数値と一致
する。
(8) テーパ0.062 5のときの長さl3における直径差に対する許容差とする。
(9) この寸法は,JIS B 0253の付表1のゲージの長さの数値と一致する。
備考 呼びは,管用テーパねじの呼びに基づいたものである。
9
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 JIS B 0253の附属書に規定するテーパねじゲージの検査方法
1. 適用範囲 この附属書は,JIS B 0253の附属書に規定する管用テーパねじゲージ(以下,テーパねじ
ゲージという。)の検査方法について規定する。
備考 この規格の中で { } を付けて示してある単位及び数値は,従来単位によるものであって,参
考として併記したものである。
2. 測定場所の温度条件 テーパねじゲージの測定を実施する場所の温度は,20±2℃(1)とする。
注(1) 温度の許容差は,JIS Z 8703の温度2級である。
3. 測定項目,測定箇所,測定要領及び測定機器具 テーパねじゲージの測定項目,測定箇所,測定要領
及び測定機器具を附属書表1に示す。
附属書表1 測定項目,測定箇所,測定要領及び測定機器具
測定区分
測定される
テーパねじ
ゲージ
測定項目
測定箇所(2)
測定要領
測定機器具(3)
寸
法
又
は
形
状
検
査
テ
ー
パ
ね
じ
プ
ラ
グ
ゲ
ー
ジ
外径
Xの方向 先及び元の2か所
4.による。
JIS B 7520に規定す
る指示マイクロメー
タ,JIS B 7506に規定
するブロックゲージ
の1級,附属書表2
に示すテーパねじ測
定用ころ及び補助板
有効径
5.による。
JIS B 7520に規定す
る指示マイクロメー
タ,JIS B 7506に規定
するブロックゲージ
の1級,附属書表2
に示すテーパねじ測
定用ころ及び補助
板,テーパねじ測定
用四針(4)
ピッチ
Xの方向 先から元へピッチ全部
6.による。
JIS B 7153に規定す
る工具顕微鏡
10
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定区分
測定される
テーパねじ
ゲージ
測定項目
測定箇所(2)
測定要領
測定機器具(3)
寸
法
又
は
形
状
検
査
テ
ー
パ
ね
じ
プ
ラ
グ
ゲ
ー
ジ
山の半角
Xの方向 先及び元の2か所
端に最も近い完全ねじ溝
7.による。
谷の径及
び谷の形
状
谷の径は測定しな
い。ねじ形テンプレ
ートによって形状
だけを比較観察す
る。
ゲージの
厚さ
T1,T2,T3の3か所
JIS B 7502に規定す
る外側マイクロメー
タ
切欠きの
長さ
T4の最大値及び最
小値を測定し,その
各々の値について
4
3
2
1
3
T
T
T
T
−
+
+
の値を算出する。
テ
ー
パ
ね
じ
リ
ン
グ
ゲ
ー
ジ
有効径
テーパねじプラグ
ゲージを手締めで
はめ合わせ,小径の
端面のずれを測定
する(JIS B 0253 附
属書表2の備考2.
参照)。
JIS B 7544に規定す
るデプスマイクロメ
ータ
ピッチ
山の半角
内径
9.による。
JIS B 7544に規定す
るデプスマイクロメ
ータ,附属書表4に
定めるテーパねじリ
ングゲージ内径測定
用テーパプラグゲー
ジ
谷の径
及び谷
の形状
谷の径は測定しな
い。鋳型がとれるも
のは,形状だけをね
じ形テンプレート
によって比較観察
する。
硫黄(グラファイト
混合),石こう又はチ
ンメルマンアマルガ
ム,JIS B 7153に規定
する工具顕微鏡
11
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定区分
測定される
テーパねじ
ゲージ
測定項目
測定箇所(2)
測定要領
測定機器具(3)
ゲージの
厚さ
T1,T2,T3の3か所
JIS B 7502に規定す
る外側マイクロメー
タ
切欠きの
長さ
T4の最大値及び最
小値を測定し,その
各々の値について
4
3
2
1
3
T
T
T
T
−
+
+
の値を算出する。
JIS B 7502に規定す
る外側マイクロメー
タ
そ
の
他
の
検
査
テーパねじ
リングゲー
ジ及びテー
パねじプラ
グゲージ
表面粗さ
ゲージ面
表面粗さ標準片と
の比較観察による。 表面粗さ標準片
硬さ
テーパねじリングゲージ
テーパねじプラグゲージ
図の矢印 (→) 付近
荷重294.2N {30kgf}
以上
JIS B 7725に規定す
るビッカース硬さ試
験機(5)
注(2) ここに示す測定箇所を探ることができない場合には,これに代わる適宜の箇所を選定する。
(3) ここに示した測定機器具に限らないが,これと同等以上のものでなければならない。
(4) JIS B 0271に定める針4本を一組としたものとする。ただし,テーパねじゲージの山数に対応する針が規定さ
れていないときには,これに最も近い寸法の針とする。
(5) JIS B 7726に規定するロックウェル硬さ試験機に代えることができる。
4. テーパねじプラグゲージの外径の測定方法 テーパねじプラグゲージの外径の測定は,原則としてこ
ろと補助板による方法とする。ころ及び補助板の寸法とその許容差は,附属書表2による。
12
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図1 ころ及び補助板によるテーパねじプラグゲージの外径の測定方法
初めに,直定規によるすきみ,工具顕微鏡などによって,外径寸法の不ぞろいがないことをよく確かめ
た後,附属書図1に示すように測定しようとするテーパねじプラグゲージを小径の端面を下にして定盤の
上に立て,両わきから補助板及びころを当てがい,ころの外側距離LOを測定する。次に,ころの上面がテ
ーパねじプラグゲージの大径の端面とほぼ一致するような高さHのブロックゲージの上に補助板及びころ
を載せ,その場合のころの外側距離LHを測定する。
外側距離の測定値LOとLHは,いずれも次の式を用いて小径及び大径の端面における外径寸法S及びl
に換算する。
H
L
L
K
K
B
K
L
S
O
H
O
2
2
sec
)
2(
−
−
+
−
−
=
θ
H
L
L
K
H
T
K
B
K
L
l
O
H
H
2
)
2
2(
2
sec
)
2(
−
−
−
+
+
−
−
=
θ
ここに,
B: 両側の補助板の厚さの平均値
K: 両側のころの直径の平均値
θ: テーパ角度の基準寸法
T: ゲージの厚さの基準寸法
テーパ比が1 : 16,すなわち2θが1°47′24″の場合は
H
L
L
K
K
B
K
L
S
O
H
O
2
)
2(
488
000
.1
−
−
+
−
−
=
H
L
L
K
H
T
K
B
K
L
l
O
H
H
2
)
2
2(
)
2(
488
000
.1
−
−
−
+
+
−
−
=
で計算する。
13
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表2 テーパねじ測定用ころ及び補助板の寸法及びその許容差
単位 mm
適用するねじの山数
(25.4mmにつき) ころ直径
補助板
板幅
板厚 板厚の寸法
許容差
28
4
9
1
±0.1
19
6
14
8
11
10
2
備考1. ころの精度は,JIS B 1506に規定する精密級とする。
2. 補助板の平行度,平面度及び表面粗さは,JIS B 7506
に規定する1級とする。
3. ころ及び補助板の長さは規定しない。
5. テーパねじプラグゲージの有効径の測定方法 テーパねじプラグゲージの有効径の測定は,原則とし
て四針法による。
附属書図2 四針法によるテーパねじプラグゲージの有効径の測定方法
測定しようとするねじ山数(25.4mmにつき)に応じてJIS B 0271に規定する針4本を選び,附属書図2
に示すように小径の端面を下にして定盤の上にテーパねじプラグゲージを立て,その両わきから補助板及
びころを当てがい,小径の端面に近いねじ溝と補助板との間に4本の針を入れ,ころの外側距離MOを測
定する。
次に,ころの上面がテーパねじプラグゲージの大径の端面とほぼ一致するような高さHのブロックゲー
ジの上に補助板及びころを載せ,大径の端面に近いねじ溝と補助板との間に4本の針を入れ,ころの外側
距離MHを測定する。
外側距離の測定値MOとMHは,いずれも次の式を使って小径及び大径の端面における有効径寸法S2及
びl2に換算する。
H
M
M
K
P
d
K
B
K
M
S
O
H
m
O
2
)
2
tan
2
tan
2
(cot
2
)
2
sec
2
ec
(cos
2
sec
)
2(
2
2
−
−
−
+
+
−
+
−
−
=
θ
α
α
θ
α
θ
14
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
H
M
M
K
H
T
P
d
K
B
K
M
l
O
H
m
H
2
)
2
2(
)
2
tan
2
tan
2
(cot
2
)
2
sec
2
ec
(cos
2
sec
)
2(
2
2
−
−
−
+
−
+
+
−
+
−
−
=
θ
α
α
θ
α
θ
ここに,
B: 両側の補助板の厚さの平均値
K: 両側のころの直径の平均値
dm: 4本の針の表示針径の平均値
θ: テーパ角度の基準寸法
T: ゲージの厚さの基準寸法
テーパ比が1 : 16,すなわち2θが1°47′24″で,ねじ山の角度αが55°の場合は
H
M
M
K
P
d
K
B
K
M
S
O
H
m
O
2
237
960
.0
169
066
.3)
2(
488
000
.1
2
−
−
+
+
−
−
=
H
M
M
K
H
T
P
d
K
B
K
M
l
O
H
m
H
2
)
2
2(
237
960
.0
169
166
.3
)
2(
488
000
.1
2
−
−
−
+
+
−
+
−
−
=
で計算する。
四針法でテーパねじプラグゲージの有効径を測定する場合の測定力は,原則として附属書表3による。
附属書表3 四針法における測定力
適用するねじの山数
(25.4mmにつき)
測定力
N {gf}
28
4.5〜5.5 {450〜550}
19, 14, 11
9〜11 {900〜1 100}
6. テーパねじプラグゲージのピッチの測定方法 テーパねじプラグゲージのピッチの測定は,原則とし
て次の方法による。
初めに,工具顕微鏡の両センタ間にテストバー(6)を取り付け,テーブルを左右方向に動かしたとき,接
眼鏡内の測角の零線とテストバーの外径のりょう線とが一致するように回転テーブルの旋回角度を調節す
る。次に,両センタ間にテーパねじプラグゲージを取り付け,工具顕微鏡の鏡筒をテーパねじプラグゲー
ジの平均有効径のリード角だけ傾け,ねじ溝の両フランクが,ねじ部全長にわたって同時に鮮鋭な像を結
ぶようにする。顕微鏡の視野にねじ山の基準角度に等しい形細線又はねじ形細線を表し,これにねじ溝輪
郭の両フランクを合致させたときのマイクロメータヘッド(左右送り方向)の読みを取る。テーブルの旋
回角度はそのままにして,左右・前後にだけ送って同様の測定を次々と隣接するねじ溝全部について行い,
テーパねじプラグゲージの先端の最初の完全ねじ溝を起点とし,完全ねじ溝全部についてのテーパの軸線
に沿ってのピッチを測定する。この完全ねじ溝全部についての単一及び累積ピッチ誤差のうちの絶対値の
最大のものを求める。
注(6) JIS B 7545に規定するセンタ付きテストバーの等級が2級以上,長さが50mm以上のもの。
7. テーパねじプラグゲージの山の半角の測定方法 テーパねじプラグゲージの山の半角の測定は,原則
として次の方法による。
初めに,工具顕微鏡の両センタ間にテストバー(6)を取り付け,テーブルを左右方向に動かしたとき,接
眼鏡内の測角の零線とテストバーの外径のりょう線とが一致するように回転テーブルの旋回角度を調節す
る。次に,両センタ間にテーパねじプラグゲージを取り付け,工具顕微鏡の鏡筒を測定しようとするねじ
溝の有効径におけるリード角βだけ傾け,両フランクが同時に鮮鋭な像を結ぶ状態で片フランクずつ,そ
れぞれの山の半角を測定する。この際,山の半角の測定値2m
αは,次の式を用いてねじの軸断面半角2αに
15
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
換算する。
β
α
α
cos
tan
2
tan
2
m
=
E
P
π
β=
tan
ここに, E: 測定しようとするねじ溝の有効径
8. テーパねじリングゲージ内径測定用テーパプラグゲージ テーパねじリングゲージ内径測定用テー
パプラグゲージ(以下,テーパプラグゲージという。)の形状・寸法,許容差及び公差は,附属書表4によ
る。
附属書表4 テーパねじリングゲージ内径測定用テーパプラグゲージ及びずれの許容差
単位 μm
呼び
小径の端面における直径S1(7)
ゲージ(8)の
長さ
T
(mm)
ずれの許容差
±
基準寸法
(mm)
上の許容差
+
下の許容差
+
公 差
31/2
95.766
15
9
6
29.15
140
7
183.771
17
11
6
45.09
170
8
208.973
17
11
6
48.26
170
9
234.373
17
11
6
48.26
170
10
259.574
17
11
6
51.44
170
12
310.295
17
11
6
53.98
170
注(7) この基準寸法は,JIS B 0253の附属書表1の小径の端面の位置における内径の数
値と一致する。
(8) この寸法は,JIS B 0253の附属書表1のゲージの厚さの数値と一致する。
備考 呼びは,管用テーパねじの呼びに基づいたものである。
9. テーパねじリングゲージの内径の測定方法 テーパねじリングゲージにテーパプラグゲージを手締め
ではめ合わせ,テーパねじリングゲージの小径の端面とテーパプラグゲージの小径の端面とのずれを測定
する。
ずれの許容差は,附属書表4による。
16
B 0262-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
精密機械部会 ゲージ専門委員会 構成表
氏 名
所 属
(委員会長)
吉 本 勇
拓殖大学工学部
清 野 昭 一
財団法人機械電子検査検定協会
高 内 国 士
ISO/TC3/SC3国内委員会委員
中 村 智 男
日本ねじ研究協会
余 田 幸 雄
通商産業省機械情報産業局
吉 田 藤 夫
工業技術院標準部
石 田 典 史
黒田精工株式会社富津工場
市 川 忠 治
日本精密測定機器工業会
川 上 英 利
株式会社三鷹精工
木 村 信 一
東京測範株式会社
木 村 哲 男
株式会社第一測範製作所
杉 原 彦三郎
オーエスジー株式会社
細 野 定 雄
東洋ゲージ株式会社
大久保 浩 之
ソニーマグネスケール株式会社第一技術部
宗 村 旻
原電子測器株式会社営業部
田 村 亨
株式会社ミツトヨ宮崎工場
保 科 直 美
株式会社東京精密技術研究所
前 村 樹
東京貿易株式会社厚木事業部
森 吉 雄
株式会社東芝生産技術研究所計量センター
吉 田 道 男
株式会社アマダ板金システム事業部
(関係者)
押 木 進
株式会社第一測範製作所
(事務局)
大 磯 義 和
工業技術院標準部機械規格課
縄 田 俊 之
工業技術院標準部機械規格課