B 0261:2020
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義··················································································································· 1
4 ねじゲージの測定項目,測定箇所,測定要領及び測定用具 ······················································· 1
5 ねじプラグゲージの有効径測定方法 ····················································································· 3
6 ねじプラグゲージのピッチ測定方法 ····················································································· 4
7 ねじプラグゲージのねじ山の半角測定方法 ············································································ 5
8 ねじリングゲージの内径測定方法 ························································································ 5
9 報告書···························································································································· 6
附属書A(規定)表2を用いない場合の三針法による有効径計算 ·················································· 7
附属書B(参考)並目ねじよりもピッチが大きい場合の三針法による有効径計算 ···························· 10
B 0261:2020
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,日本精密測定
機器工業会(JMA)及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を
改正すべきとの申出があり,日本産業標準調査会の審議を経て,経済産業大臣が改正した日本産業規格で
ある。これによって,JIS B 0261:2004は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
B 0261:2020
平行ねじゲージ−測定方法
Parallel screw threads gauges-Measuring method
1
適用範囲
この規格は,JIS B 0251及びJIS B 0255に規定するメートルねじ用限界ゲージ及びユニファイねじ用限
界ゲージ,並びにJIS B 0254に規定する管用平行ねじゲージ(以下,ねじゲージという。)のねじプラグゲ
ージ及びねじリングゲージの測定方法について規定する。
2
引用規格
次に掲げる引用規格は,この規格に引用されることによって,その一部又は全部がこの規格の要求事項
を構成している。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 0251 メートルねじ用限界ゲージ
JIS B 0254 管用平行ねじゲージ
JIS B 0255 ユニファイねじ用限界ゲージ
JIS B 0271 ねじ測定用針
JIS B 7153 測定顕微鏡
JIS B 7502 マイクロメータ
JIS B 7506 ブロックゲージ
JIS B 7725 ビッカース硬さ試験−試験機の検証及び校正
JIS B 7726 ロックウェル硬さ試験−試験機及び圧子の検証及び校正
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0101による。
4
ねじゲージの測定項目,測定箇所,測定要領及び測定用具
測定するねじゲージには,ねじプラグゲージ及びねじリングゲージがある。それぞれの測定項目,測定
箇所,測定要領及び測定用具は,表1による。
2
B 0261:2020
なお,これ以外の測定を必要とする場合には,受渡当事者間の合意によって測定項目,測定箇所,測定
要領及び/又は測定用具を追加してもよい。
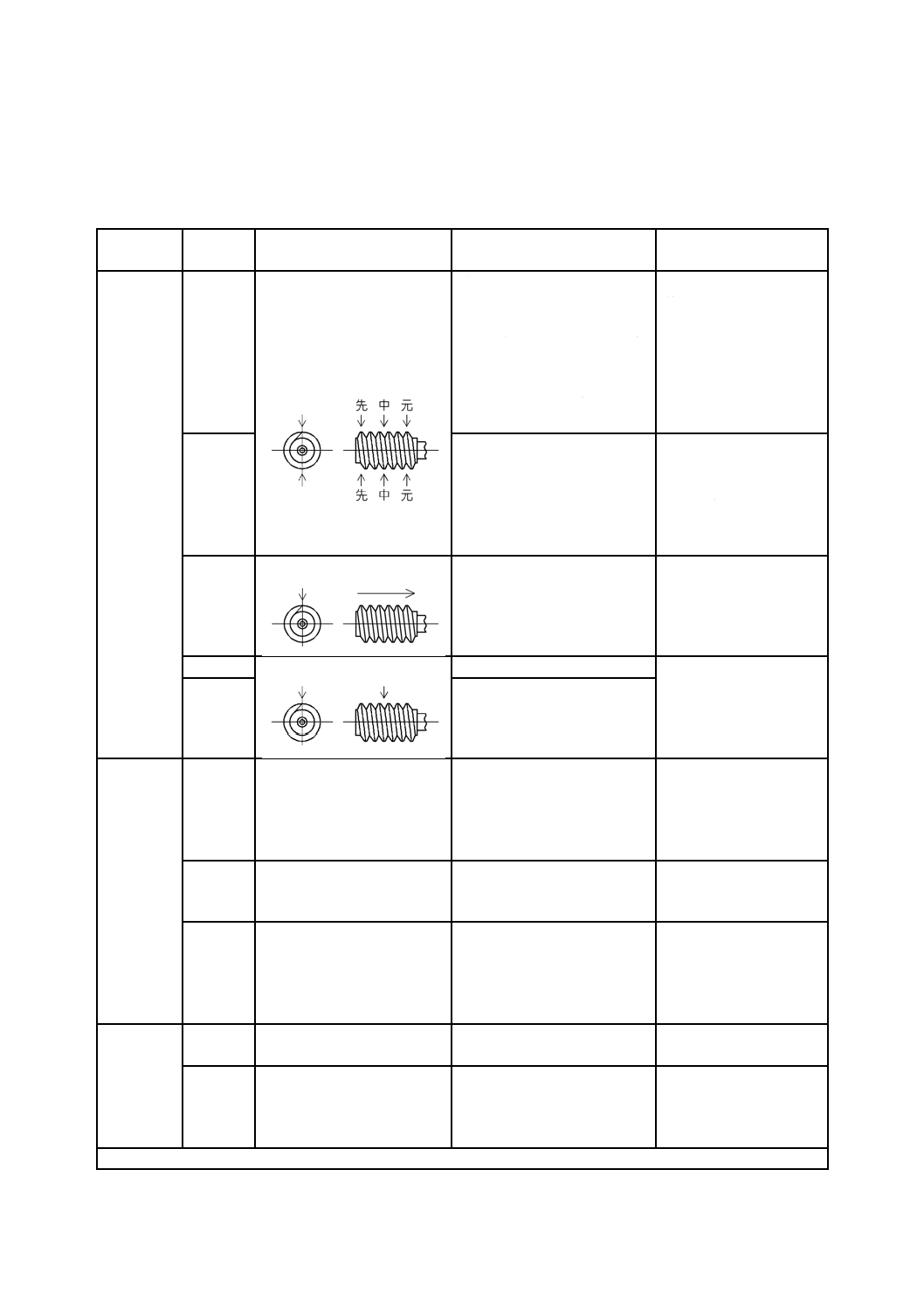
表1−測定項目,測定箇所,測定要領及び測定用具
測定する
ねじゲージ
測定項目
測定箇所
測定要領
測定用具a)
ねじプラグ
ゲージ
外径
先,中及び元の3か所。ただ
し,幾何偏差の影響が無視で
きない場合は,測定方向を追
加する。
なお,止り側は,先及び元の
2か所でもよい。
外側マイクロメータによっ
て,測定する。
なお,測定するねじのピッチ
が,外側マイクロメータの測
定面の長さを超える場合は,
JIS B 7506に規定する1級の
ブロックゲージを介して外側
距離を測定する。
・JIS B 7502に規定する
外側マイクロメータ
・JIS B 7506に規定する
1級のブロックゲージ
有効径
箇条5による。
・測長機器(目量1 µm以
下)
・JIS B 7506に規定する
1級のブロックゲージ
・JIS B 0271に規定する
ねじ測定用針
ピッチ
先から元へ全てのピッチ
箇条6による。
JIS B 7153に規定する測
定顕微鏡又はピッチ測定
機器
山の半角 1か所
箇条7による。
JIS B 7153に規定する測
定顕微鏡
谷の径及
び谷底の
形状
谷の径及び谷底の形状は,測
定顕微鏡で確認する。
ねじリング
ゲージ
有効径,
ピッチ,
山の半角
及び谷の
径
−
点検用ゲージで,有効径,ピッ
チ,山の半角及び谷の径を検
査する。
JIS B 0251,JIS B 0254又
はJIS B 0255に規定する
点検用ゲージ
内径
−
内径測定機器を用いた直接測
定,又は,内径用点検ゲージを
用いて確認する。
内径測定機器又は箇条8
に規定する内径用点検ゲ
ージ
谷底の形
状
−
目視で谷底の形状を確認す
る。
なお,疑義がある場合は,石こ
う,樹脂などで転写し,測定顕
微鏡で確認する。
JIS B 7153に規定する測
定顕微鏡
ねじプラグ
ゲージ
及び
ねじリング
ゲージ
表面粗さ フランク
比較用表面粗さ標準片と比較
して確認する。
比較用表面粗さ標準片
硬さ
できる限りゲージ部に近い1
か所以上
JIS Z 2244に規定するビッカ
ース硬さ試験方法,又はJIS Z
2245に規定するロックウェル
硬さ試験方法による。
JIS B 7725に適合したビ
ッカース硬さ試験機又は
JIS B 7726に適合したロ
ックウェル硬さ試験機
注a) この表に示した測定用具に限らないが,同等以上の精度で測定できなければならない。
3
B 0261:2020
5
ねじプラグゲージの有効径測定方法
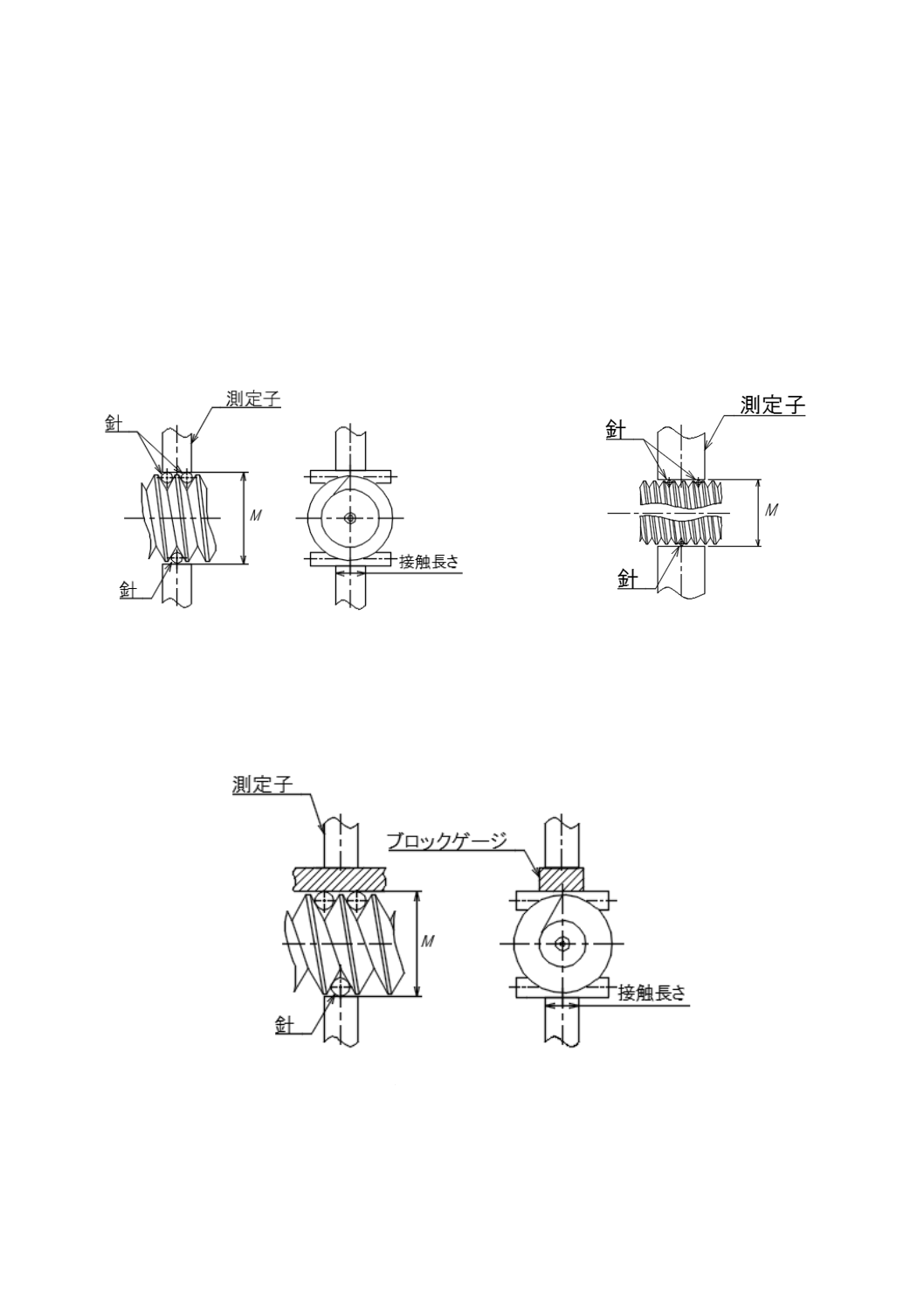
ねじプラグゲージの有効径の測定方法は,三針法によって次のとおり行う。
測定するねじのピッチ又は(25.4 mm当たりの)山数に応じて,JIS B 0271に規定する針を選定する。
ただし,JIS B 0271に規定する針で有効径の測定が困難な場合は,受渡当事者間の協議によって,代わり
に使用する針を選定する。
3本の針は,図1 a)又は図1 b)に示すように配置する。2本側の針は,隣接したねじ溝又は数溝あけたね
じ溝に当てがい,1本側の針は,対向する2本の針の間に配置する。対向する針の外側距離Mを,測長機
器で測定する。
a) 2本側の針を隣接したねじ溝に配置する場合
b) 2本側の針を数溝あけたねじ溝に配置する場合
図1−針の配置
なお,2本側の針が測定面に十分な長さで接触しない場合は,図2に示すように,JIS B 7506に規定す
る1級のブロックゲージを介して測定する。
図2−ブロックゲージを介した測定
有効径d2' は,対向する針の外側距離Mから,式(1)によって計算する。
4
B 0261:2020
2
m
1
1
sin
2tan
2
2
P
d'Md
α
α
=
−
×
+
+
×
········································· (1)
ここで,
dm: 平均表示針径(mm)
α/2: 規定上のねじ山の半角(度)
P: 規定上のピッチ(mm)
推奨する測定力及び接触長さを,表2に示す。
表2−推奨する測定力及び接触長さ
メートルねじ用ゲージの
ピッチ
(mm)
ユニファイねじ用ゲージ及び
管用平行ねじ用ゲージの
(25.4 mm当たりの)山数
測定力
(N)
接触長さ
(mm)
0.2〜0.5
80〜48
1.7〜2.3
4〜6
0.6〜1.0
44〜24
4.4〜5.4
1.25〜4.0
20〜6
8.8〜10.8
6〜8
4.5〜8.0
5〜4
8〜10
表2の測定力及び/又は接触長さの推奨値を用いない場合は,測定精度の低下,その他不都合が生じな
いことを確認したうえで,附属書Aの式によって有効径を計算する。
6
ねじプラグゲージのピッチ測定方法
ねじプラグゲージのピッチ測定方法は,ゲージ先端の完全ねじ部のねじ溝を起点とし,ゲージ長さの全
域にわたって単一ピッチ及び累積ピッチを求める。これらのうち,単一ピッチ誤差及び累積ピッチ誤差が
最大となる値を,規定上のピッチからの偏差とする。
JIS B 7153に規定する測定顕微鏡を用いた測定手順の例を,次に示す。
a) 接眼レンズの視野において,測定顕微鏡のX軸とねじプラグゲージの軸とを合わせる。
b) 測定顕微鏡のコラムを,規定上のねじのリード角ψと同じ角度で傾ける。
ψは,式(2)によって計算する。
1
2
tan
P
d
ψ
π
−
=
×
······································································ (2)
ここで,
d2: おねじ有効径の基準寸法(mm)
P: 規定上のピッチ(mm)
π: 円周率
c) 接眼レンズの視野において,両フランクが鮮明な像を結ぶよう微調整する。
d) 接眼レンズの視野において,V形細線をゲージ先端の最初の完全ねじ溝輪郭の両フランクに均等に合
わせ,X軸方向の位置を読み取り,起点とする。
e) 全ての完全ねじ溝について,順次V形細線の位置を読み取り,累積ピッチを測定する。それらの結果
から単一ピッチを計算する。
5
B 0261:2020
7
ねじプラグゲージのねじ山の半角測定方法
ねじプラグゲージのねじ山の半角測定方法の手順は,次による。
a) 接眼レンズの視野において,測定顕微鏡のX軸とねじプラグゲージの軸とを合わせる。
b) 測定顕微鏡のコラムを,規定上のねじのリード角ψと同じ角度で傾ける。
c) 接眼レンズの視野において,両フランクが鮮明な像を結ぶよう微調整する。
d) 進み側フランク及び追い側フランクに対し,それぞれV形細線を一致させ,そのときの角度αm/2を
角度接眼レンズの目盛で読み取り,次の式(3)によってねじ山の半角αc/2に換算する。
m
1
c
tan
2
tan
2
cos
α
α
ψ
−
=
································································· (3)
8
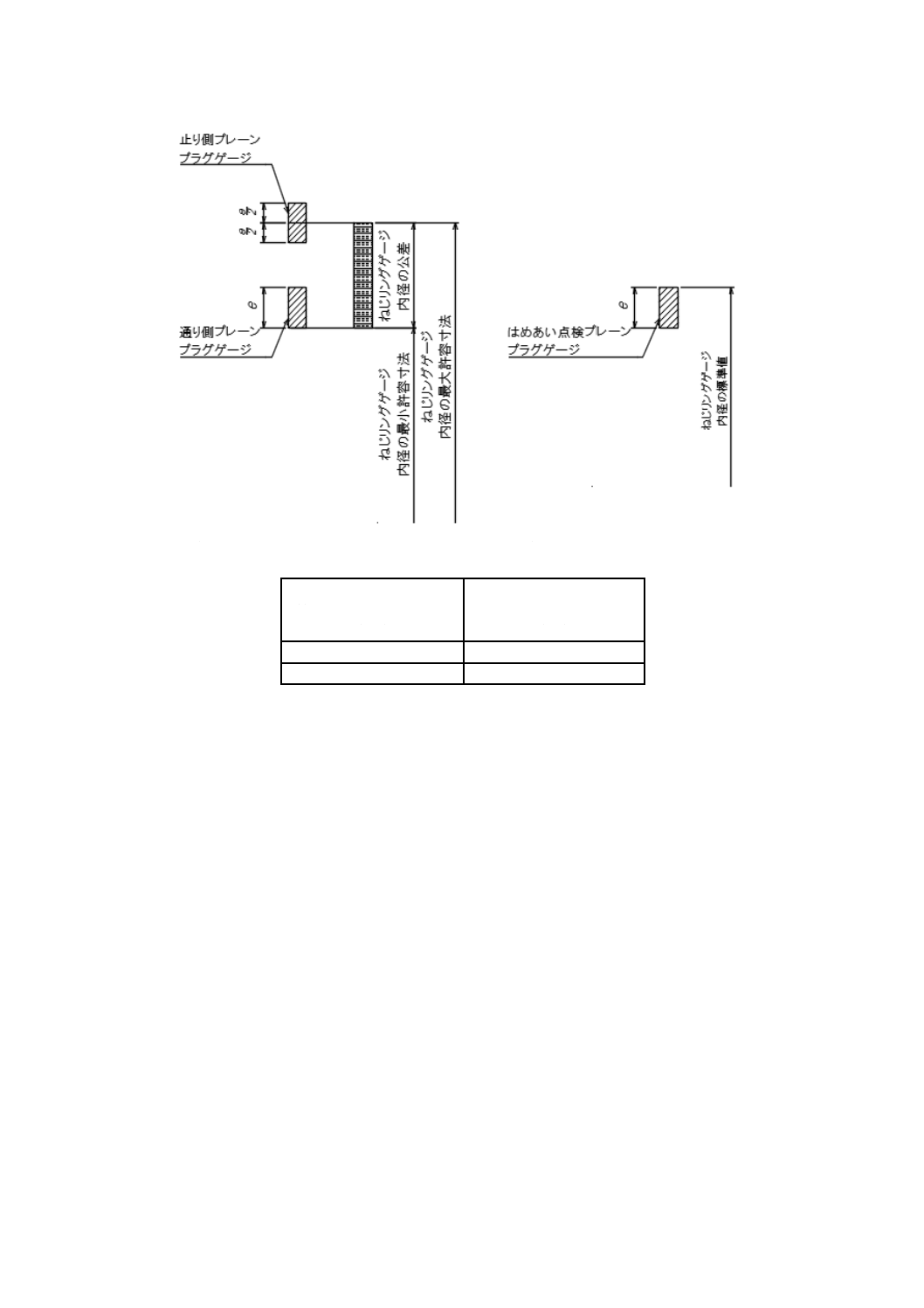
ねじリングゲージの内径測定方法
ねじリングゲージの内径用点検ゲージの種類は,通り・止り限界プレーンプラグゲージ及びはめあい点
検プレーンプラグゲージの2種類とする。
内径許容差が規定されているねじリングゲージは,図3 a)に示す通り・止り限界プレーンプラグゲージ
を,内径標準値だけが規定されているねじリングゲージは,図3 b)に示すはめあい点検プレーンプラグゲ
ージを用いて確認する。
6
B 0261:2020
a) 通り・止り限界プレーンプラグゲージ
b) はめあい点検プレーンプラグゲージ
ねじリングゲージ内径の
最大許容寸法又は標準値
(mm)
内径用点検ゲージの公差
e
(µm)
18以下
3
18を超え50以下
4
図3−内径用点検ゲージ
9
報告書
報告書を発行する場合は,次の事項を記載する。ただし,受渡当事者間の協定によって,各事項の記載
内容を協議してもよい。
a) ねじゲージの表示
b) この規格番号(JIS B 0261)
c) 測定年月日
d) 測定環境
e) 測定結果
f)
測定者又は測定責任者
g) 測定実施業者名
h) その他必要な事項
7
B 0261:2020
附属書A
(規定)
表2を用いない場合の三針法による有効径計算
表2で推奨する測定力及び/又は接触長さの推奨値を用いない場合は,測定精度の低下,その他不都合
が生じないことを確認したうえで,式(A.1)によって有効径d2'を計算する。
2
m
2
1
1
sin
2tan
2
2
P
d'Md
C
α
α
=
−
×
+
+
+
×
································· (A.1)
ここで,
d2': 有効径(mm)
M: 対向する針の外側距離(mm)
dm: 平均表示針径(mm)
α/2: 規定上のねじ山の半角(度)
P: 規定上のピッチ(mm)
C2: 表2を用いない場合の弾性変形補正値。式(A.2)から求
める。
1
1
3
3
2
2
w
2
2
1
2
2
2
2
3
3
4
1
2
3
3
0
1
2
w
51
52
B
sin
0.7629
2
1
1
2
sin
sin
0.05cos
2
2
2
1
1
1
4.45310
7.0
2
K
C
d
d
v
v
F
F
E
E
d
k
F k
F
L
L
α
α
πμ
α
α
−
′
=
×
×
+
×
+
×
−
−
×
+
×
−
×
×
+
×
×
×
+
−
×
5
0
0
5810
F
L
−
×
×
··· (A.2)
ここで,
dw: 呼び針径(mm)
d2: おねじ有効径の基準寸法(mm)
v1: 針のポアソン比(表A.1参照)
v2: ねじのポアソン比(表A.1参照)
E1: 針の縦弾性係数(N/mm2)(表A.1参照)
E2: ねじの縦弾性係数(N/mm2)(表A.1参照)
表A.1−材質によるポアソン比及び縦弾性係数
材質
ポアソン比
ν1,ν2
縦弾性係数
Ε1,Ε2
(N/mm2)
合金工具鋼
0.28
196 133
超硬合金
0.2
550 000
2K
πμ
′: 物体の形及び/又は接触位置によって異なる係数で,
8
B 0261:2020
2
w
2
w
sin2
cos
sin2
d
d
d
d
α
τ
α
−
=
+
で計算し,表A.3から求める。
F: 測定時の実際の測定力(N)
F0: 表2で推奨する測定力の中央値(N)
L: 測定子と針との接触長さ(mm)
L0: 表2で推奨する接触長さの中央値(mm)
LB: ブロックゲージと針との接触長さ(JIS B 7506では9
mm)。ただし,ブロックゲージを介さない場合は,LB
=Lとする。
k51: 測定子と針とが接触する場合の係数(表A.2参照)
k52: ブロックゲージと針とが接触する場合の係数(表A.2
参照)。ただし,ブロックゲージを介さない場合は,
k51=k52とする。
表A.2−測定子と針とが接触する場合及びブロックゲージと針とが接触する
場合の係数
針の材質
測定子の材質
k51
ブロックゲージの材質
k52
合金工具鋼
超硬合金
合金工具鋼
合金工具鋼
4.705×10−5
4.1×10−5
4.705×10−5
式(A.1)最終項C2のv1,v2,E1,E2,k51及びk52に数値を代入した式を,次に示す。なお,ブロックゲー
ジを介さない場合で,測定子の材質,針の材質及びねじゲージの材質は合金工具鋼である。
4
2
m
1
1
3
3
2
2
3
3
0
2
w
2
5
w
1
3.39710
2
1
sin
2tan
sin
2
2
2
sin
1
1
2
sin
0.05cos
2
2
1
7.05810
P
K
d'Md
F
F
d
d
d
α
α
α
πμ
α
α
α
−
−
′
×
=
−
×
+
+
+
×
×
×
×
+
×
−
+
×
+
×
×
1
3
0
0
F
F
L L
×
−
·· (A.3)
9
B 0261:2020
表A.3−cos τに対する
′
2K
πμの値
cos τ
2K
πμ
′
cos τ
2K
πμ
′
0
0.10
0.20
0.30
0.40
0.50
0.60
0.62
0.64
0.66
0.68
0.70
0.72
0.74
0.76
0.78
0.80
0.81
0.82
0.83
0.84
0.85
0.86
0.87
0.88
0.89
0.90
1.000
0.998
0.991
0.979
0.962
0.938
0.904
0.896
0.888
0.879
0.869
0.859
0.847
0.835
0.822
0.808
0.792
0.783
0.774
0.765
0.755
0.745
0.733
0.721
0.709
0.695
0.680
0.905
0.910
0.915
0.920
0.925
0.930
0.935
0.940
0.945
0.950
0.955
0.960
0.965
0.970
0.975
0.980
0.985
0.990
0.992
0.994
0.996
0.998
0.999 0
0.999 5
0.999 9
1.000 0
0.672
0.664
0.655
0.646
0.636
0.626
0.615
0.603
0.591
0.577
0.563
0.547
0.529
0.509
0.486
0.459
0.427
0.384
0.362
0.335
0.301
0.249
0.206
0.170
0.107
0
10
B 0261:2020
附属書B
(参考)
並目ねじよりもピッチが大きい場合の三針法による有効径計算
B.1
一般
JIS B 0261:2004の附属書1に規定する,並目ねじよりもピッチが大きい場合の三針法による有効径計算
を,参考として記載する。
B.2
並目ねじよりもピッチが大きい場合の三針法による有効径計算
並目ねじよりもピッチが大きい場合は,式(B.1)によって有効径d2'を計算する。ただし,C1が所要精度以
内の場合に限る。
2
m
1
1
1
sin
2tan
2
2
P
d'Md
C
α
α
=
−
×
+
+
−
×
·································· (B.1)
ここで,
d2': 有効径(mm)
M: 対向する針の外側距離(mm)
dm: 平均表示針径(mm)
α/2: 規定上のねじ山の半角(度)
P: 規定上のピッチ(mm)
C1: 針の傾きに対する傾角補正値であり,式(B.2)から求め
る。
w
w
1
2
w
2
w
2
w
4
2
w
1
cos
1
sin
2
2
2
tan
sin
2
2
1
8
tan
sin
2
2
sin2
d
d
C
d
d
d
P
d
d
P
d
d
α
α
α
α
α
α
π
α
π
=
×
×
×
+
×
+
×
×
−
×
×
+
×
×
×
+
×
·········· (B.2)
ここで,
dw: 呼び針径(mm)
d2: おねじ有効径の基準寸法(mm)
π: 円周率
参考文献 JIS B 0261:2004 平行ねじゲージ−測定方法