B 0176-3 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本工具工業会 (JSCTA) /財団法人日本規
格協会 (JSA) から工業標準原案を具して日本工業規格を改正して部編成に分割制定すべきとの申出があ
り,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。これによって,JIS
B 0176 : 1996は廃止され,JIS B 0176-1〜4に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 0176の規格群には,次に示す部編成がある。
JIS B 0176-1 第1部:タップ
JIS B 0176-2 第2部:ねじ切りダイス
JIS B 0176-3 第3部:チェーザ
JIS B 0176-4 第4部:ねじ転造ダイス
B 0176-3 : 2002
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
1. 適用範囲 ························································································································ 1
2. 分類 ······························································································································ 1
3. チェーザの名称の呼び方 ··································································································· 1
4. 用語及び定義 ·················································································································· 2
索引 ································································································································· 16
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0176-3 : 2002
ねじ加工工具用語−
第3部:チェーザ
Threading tools−Vocabulary
Part 3 : Chaser
1. 適用範囲 この規格は,主として金属加工用として一般に用いるチェーザ(1)に関する用語及びその定
義について規定する。
注(1) ねじを切る多山の刃物の総称。
2. 分類 用語の分類は,次による。
a) チェーザの種類
1) 刃部材料及び表面処理による分類
2) 構造による分類
3) 機能又は用途による分類
3.1)
製造方法による分類
3.2)
用途による分類
3.3)
ねじの種類による分類
3.4)
刃部の形態による分類
b) チェーザの要素
c) チェーザの角
d) チェーザの精度
e) チェーザ刃部の損傷
f)
チェーザ一般
3. チェーザの名称の呼び方 チェーザの種類を表す名称は,チェーザの種類の番号順2.a)1)〜2.a)3)3.4)
に該当する用語を組み合わせて呼ぶ。ただし,製造方法については,これを省略し,ねじの種類による分
類を刃部材料及び表面処理の分類の後に呼ぶ。また,ねじの種類は呼びに換えてもよい(表1参照)。
2
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 チェーザの名称の呼び方の例
呼び方
刃部材料及び表面
処理
ねじの種類
構造
用途
刃部の形態
合金工具鋼メートル
並目ねじ用ダイヘッドチェーザ
合金工具鋼
メートル並目ね
じ用
(むく) ダイヘッド
(直刃)
メートル細目ねじ用
ラジアルチェーザ
(高速度工具鋼) メートル細目ね
じ用
(むく) ラジアル
(直刃)
チタンナイトライドコーティ
ング管用平行ねじ用タンゼン
シャルチェーザ
(高速度工具鋼)
チタンナイトライ
ドコーティング
管用平行ねじ用 (むく) タンゼンシャル (直刃)
超硬PT1/8付刃
パイプねじチェーザ
超硬(合金)
PT1/8
付刃
パイプねじ
(内丸刃)
ユニファイ細目ねじ用
コラプシブルタップチェーザ
(高速度工具鋼) ユニファイ細目
ねじ用
(むく) コラプシブルタ
ップ
(外丸刃)
備考 括弧を付けてあるものは,省略してもよい。
4. 用語及び定義 チェーザの用語及びその定義は,次による。
なお,参考のために量記号,単位及び対応英語を示す。
備考1. 用語の一部に括弧を付けてあるものは,括弧の中の用字を省略してもよい。
2. 用語欄で用語の下の括弧付きの仮名書きは,読み方を示す。
3. 用語の定義の中の太字で示す用語は,この規格で規定しているものである。
4. 図は一例を示すものであって,形状及び大きさを表すものではない。
なお,図中の括弧内の数字は,この規格の用語の番号を示す。
a) チェーザの種類
1) 刃部材料及び表面処理による分類
番号
用語
定義
対応英語(参考)
1101
合金工具鋼チェーザ
刃部の材料に合金工具鋼を使用したチェーザ。
alloy tool steel chaser
1102
高速度(工具)鋼チ
ェーザ
刃部の材料に高速度工具鋼を使用したチェーザ。
high speed (tool) steel
chaser
1103
超硬(合金)チェー
ザ
刃部の材料に超硬合金(炭化タングステンを主体とした
焼結体)を使用したチェーザ。
cemented carbide chaser,
carbide chaser
1104
コーティングチェー
ザ
刃部の材料に窒化チタニウム(チタンナイトライド),炭
化チタニウム(チタンカーバイド)などを表面に一層又
は多層に化学的若しくは物理的に密着させた工具材料を
使用したチェーザ。
備考 高速度鋼チタンナイトライドコーティングチ
ェーザ,超硬チタンカーバイドコーティングチ
ェーザなどがある。
coated chaser
1105
窒化処理チェーザ
刃部の材料の表面に窒化処理を施した工具材料を使用し
たチェーザ。
nitrided chaser
1106
酸化処理チェーザ
刃部の材料の表面に酸化処理を施した工具材料を使用し
たチェーザ。
oxidized chaser
1107
窒化酸化処理チェー
ザ
刃部の材料の表面に窒化及び酸化処理を施した工具材料
を使用したチェーザ。
nitrided and oxidized
chaser
3
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
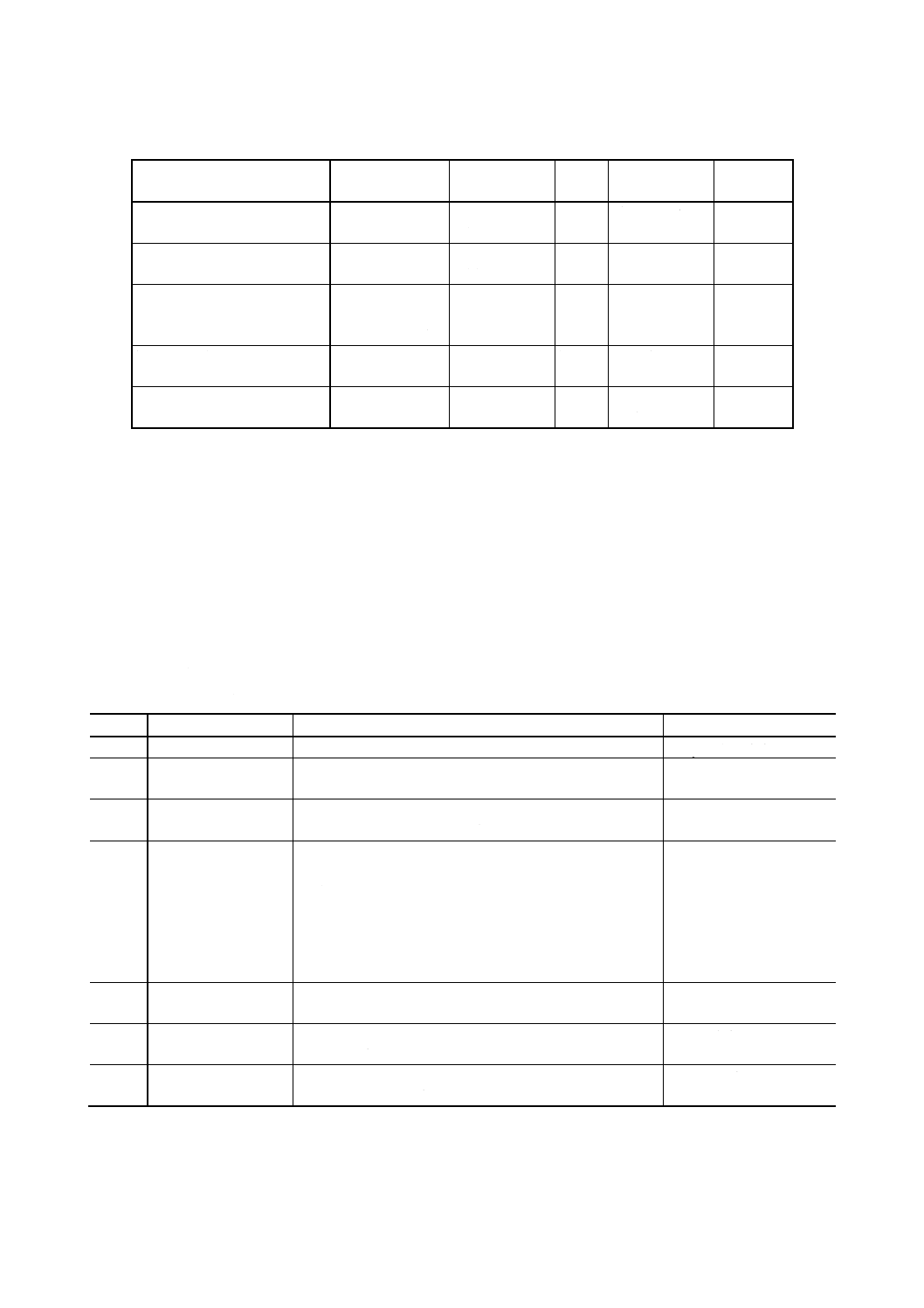
2) 構造による分類
番号
用語
定義
対応英語(参考)
1201
むくチェーザ
刃部とボデーとが同一材料からなり,一体となっている
チェーザ。
solid chaser
1202
付刃チェーザ
(つけはちぇーざ)
刃部の材料をボデーに溶接又はろう付けしたチェーザ。
tipped chaser
3) 機能又は用途による分類
3.1)
製造方法による分類
番号
用語
定義
対応英語(参考)
1301
研削(仕上げ)チェー
ザ
ねじ部を研削仕上げしたチェーザ。
ground (thread) chaser
1302
切削(仕上げ)チェー
ザ
ねじ部を切削仕上げしたチェーザ。
cut (thread) chaser
3.2)
用途による分類
番号
用語
定義
対応英語(参考)
1311
ダイヘッドチェーザ
ダイヘッドに取り付けて組として使うチェーザ。
die head chaser
4
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1312
ラジアルチェーザ
チェーザの向きが工作物に対して放射方向になっている
チェーザ。
備考 コベントリ形が代表的である。
radial chaser
1313
タンゼンシャルチェ
ーザ
チェーザの向きが,工作物に対して接線方向になってい
るチェーザ。
備考 ランジス形が代表的である。
tangential chaser
1314
ブロジェクトチェー
ザ
ダイヘッドチェーザにおいて,上面から食付き部が突出
しているチェーザ。
projection type chaser
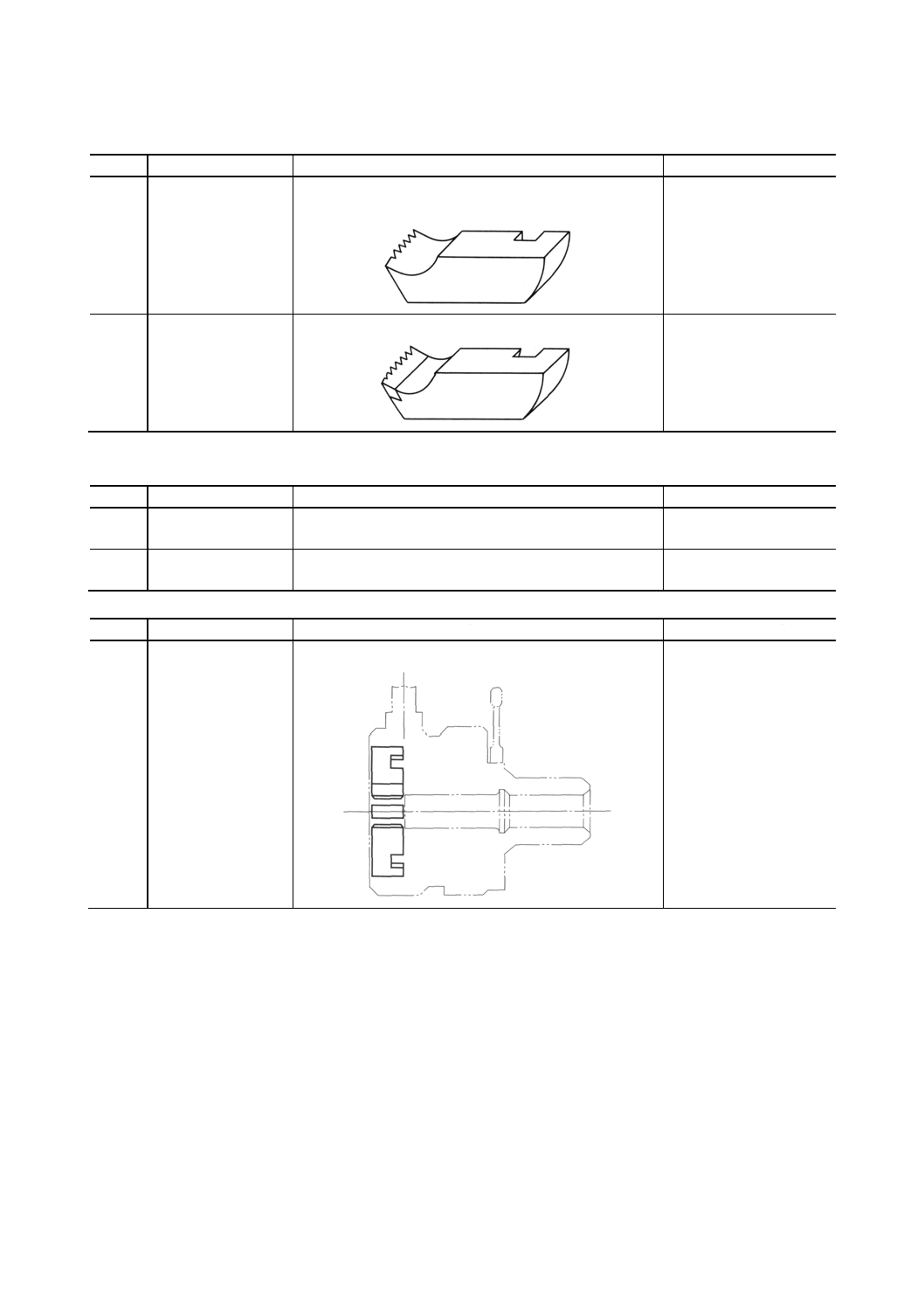
1315
パイブねじチェーザ
ラジアルチェーザの一種で,主として管用ねじのねじ切
りに用いるチェーザ。
備考 オスタ形が代表的である。
pipe thread chaser
1316
ダイスチェーザ
植刃ダイスに用いるチェーザ(JIS B 0176-2番号1203参
照)。
die chaser
5
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1317
コラプシブルタップ
チェーザ
コラプシブルタップに用いるチェーザ。
collapsible tap chaser
1318
タップチェーザ
植刃タップに用いるチェーザ(JIS B 0176-1番号1205参
照)。
tap chaser
3.3)
ねじの種類による分類
番号
用語
定義
対応英語(参考)
1321
メートル並目ねじ用
チェーザ
メートル並目ねじのねじ切りに用いるチェーザ(JIS B
0205-1,JIS B 0205-4参照)。
chasers for metric coarse
thread
1322
メートル細目ねじ用
チェーザ
メートル細目ねじのねじ切りに用いるチェーザ(JIS B
0205-1,JIS B 0205-4参照)。
chasers for metric fine
thread
1323
ユニファイ並目ねじ
用チェーザ
ユニファイ並目ねじのねじ切りに用いるチェーザ(JIS B
0206参照)。
chasers for unified coarse
thread
1324
ユニファイ細目ねじ
用チェーザ
ユニファイ細目ねじのねじ切りに用いるチェーザ(JIS B
0208参照)。
chasers for unified fine
thread
1325
管用平行ねじ用チェ
ーザ
管用平行ねじのねじ切りに用いるチェーザ(JIS B 0202
参照)。
chasers for parallel pipe
thread
1326
管用テーパねじ用チ
ェーザ
管用テーパねじのねじ切りに用いるチェーザ(JIS B 0203
参照)。
chasers for taper pipe
thread
1327
メートル台形ねじ用
チェーザ
メートル台形ねじのねじ切りに用いるチェーザ(JIS B
0216参照)。
chasers for metric
trapezoidal thread
1328
自転車ねじ用チェー
ザ
自転車ねじのねじ切りに用いるチェーザ(JIS B 0225参
照)。
chasers for cycle thread
3.4)
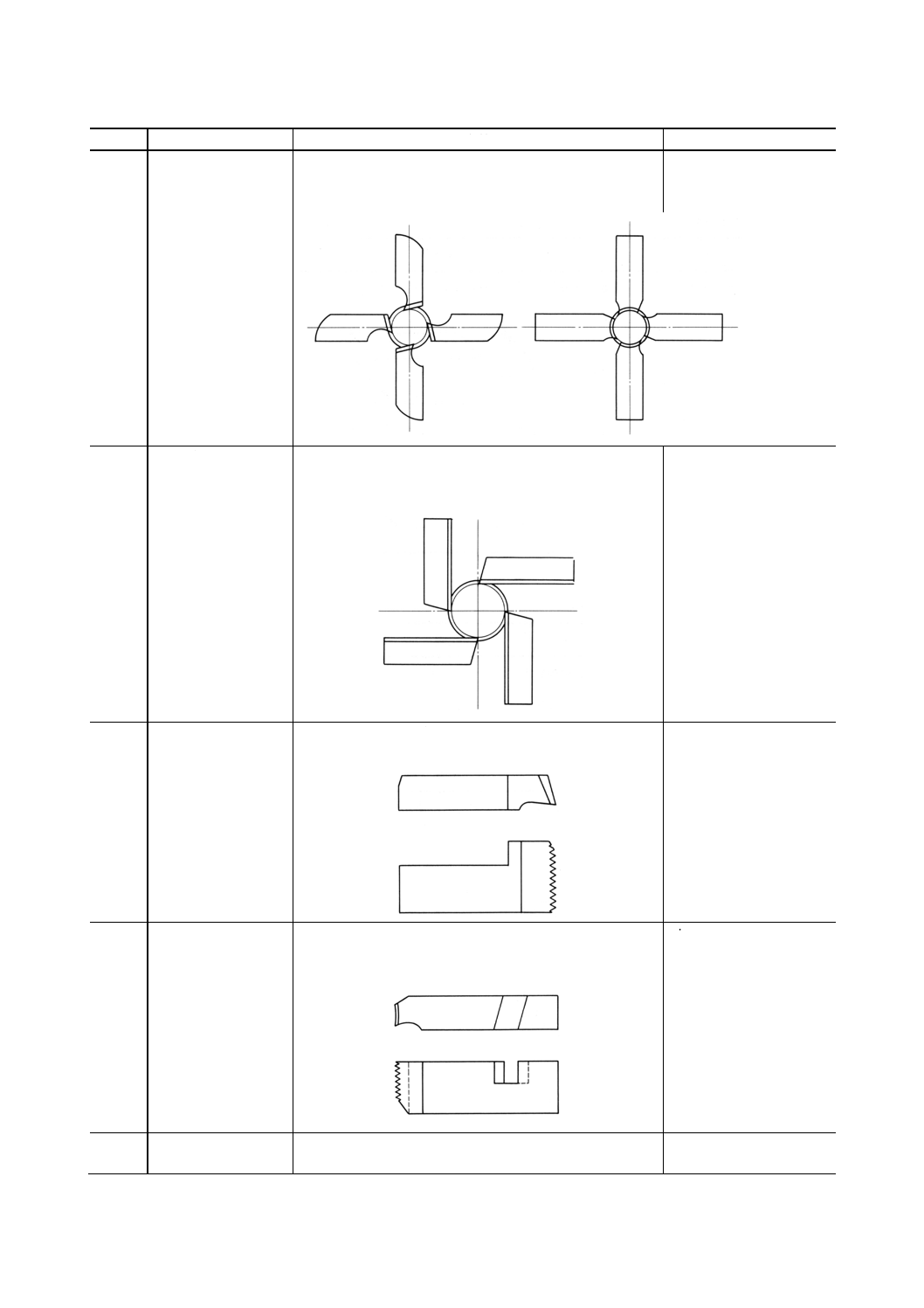
刃部の形態による分類
番号
用語
定義
対応英語(参考)
1331
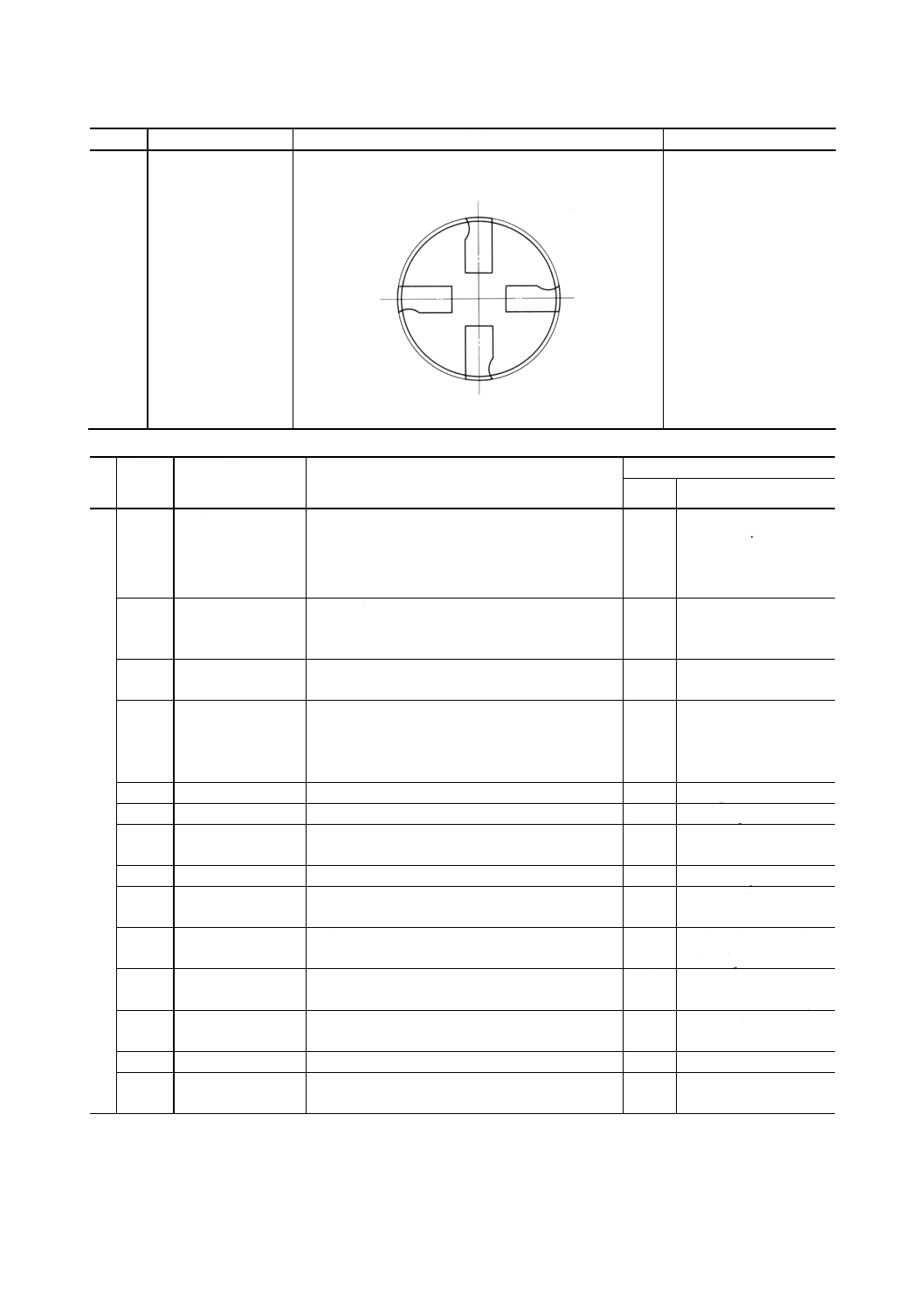
直刃チェーザ
ねじ面が平面になっているチェーザ(番号1312の左図及
び1313参照)。
備考 コベントリ形及びランジス形が代表的である。
milled type chaser
1332
内丸刃チェーザ
ねじ面がおう(凹)面になっているチェーザ(番号1312
の右図参照)。
備考 オスタ形が代表的である。
hobbed chaser
6
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1333
外丸刃チェーザ
ねじ面がとつ(凸)面になっているチェーザ。
備考 コラプシブルタップチェーザが代表的である。
−
b) チェーザの要素
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
2001
呼び
ねじの種類を表す記号,呼び径を表す数字及び,
ピッチ又は山数などで表す。
例 M12, M8×1, G1/8, 14(ピッチ又は山数だ
け)
−
nominal designation,
nominal size
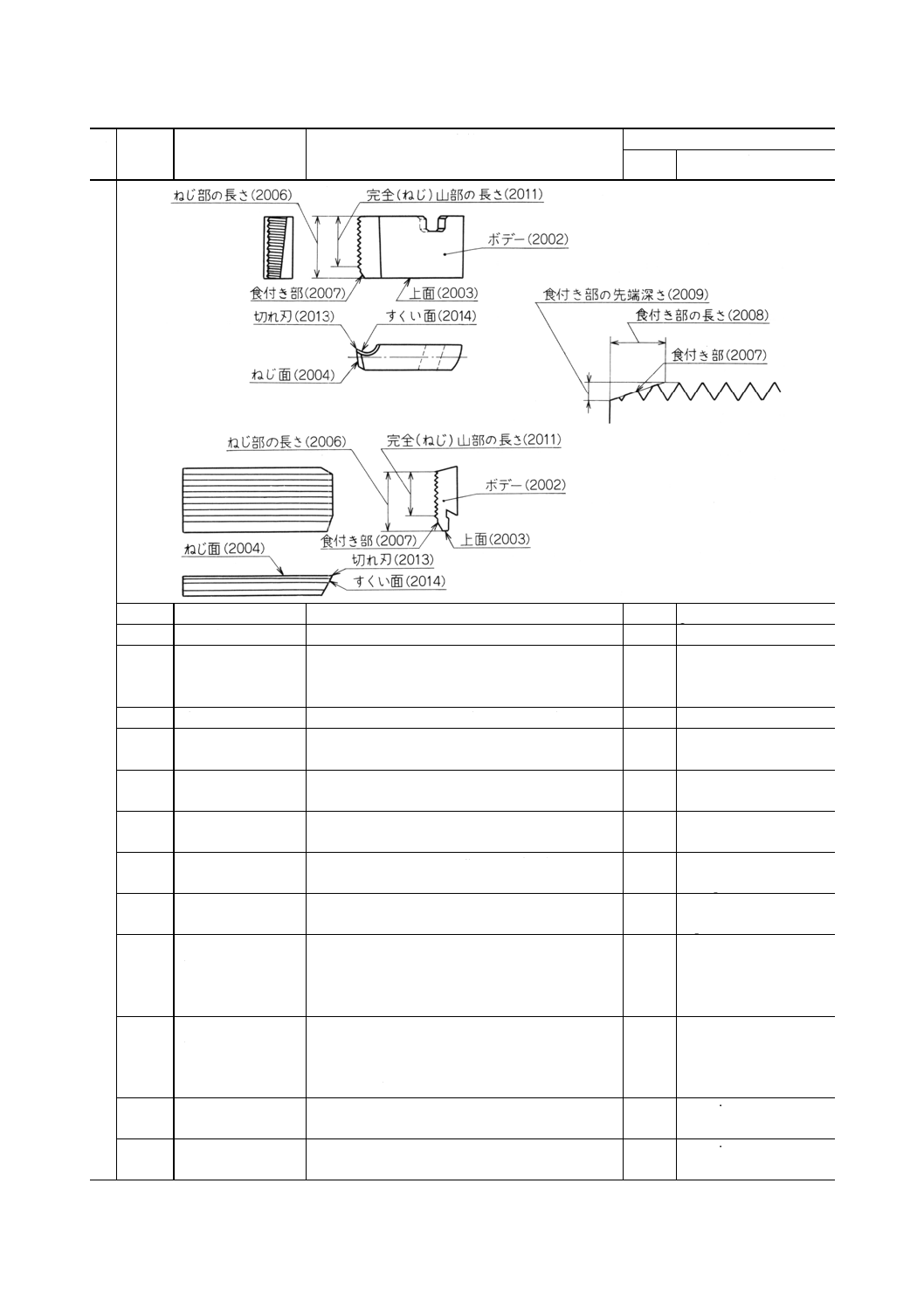
2002
ボデー
チェーザの基幹部,それ自身が切れ刃を形成する
か,又はブレード若しくはチップを保護する部分
を含めた全体。
−
body
2003
上面
(じょうめん)
切削されるねじの軸線に直角な食付き部側の端
面。
−
top face
2004
ねじ面
ねじ部の面。
備考 寸法又は測定の基準とする場合には一
般にねじの山の頂を連ねる仮想面を用
いる。
−
thread face
2005
ねじ部
食付き部を含んだねじ山のある部分。
−
thread part
2006
ねじ部の艮さ
上面に直角方向のねじ部の長さ。
l
thread length
2007
食付き部
チェーザが工作物に食い付いて,切削しながらチ
ェーザ自身を案内する部分。
−
chamfer
2008
食付き部の長さ
上面からの食付き部の長さ。
lc
chamfer length
2009
食付き部の先端深
さ
食付き部の先端において,ねじ山の山の頂から谷
底に向かって切り取られた最大の深さ。
h
chamfer end depth
2010
完全(ねじ)山部
完全なねじ山の形をもつ部分。
−
full thread part, complete
thread portion
2011
完全(ねじ)山部の
長さ
上面に直角方向の完全ねじ山部の長さ。
lt
full thread length,
complete thread length
2012
刃部
チェーザの切削に直接あずかる部分。切れ刃,す
くい面及び逃げ面からなる。
−
cutting part
2013
切れ刃
すくい面が逃げ面につながる部分。
−
cutting edge
2014
すくい面
切削を営む主体となる面。切りくずは,この面上
を擦過する。
−
cutting face
7
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
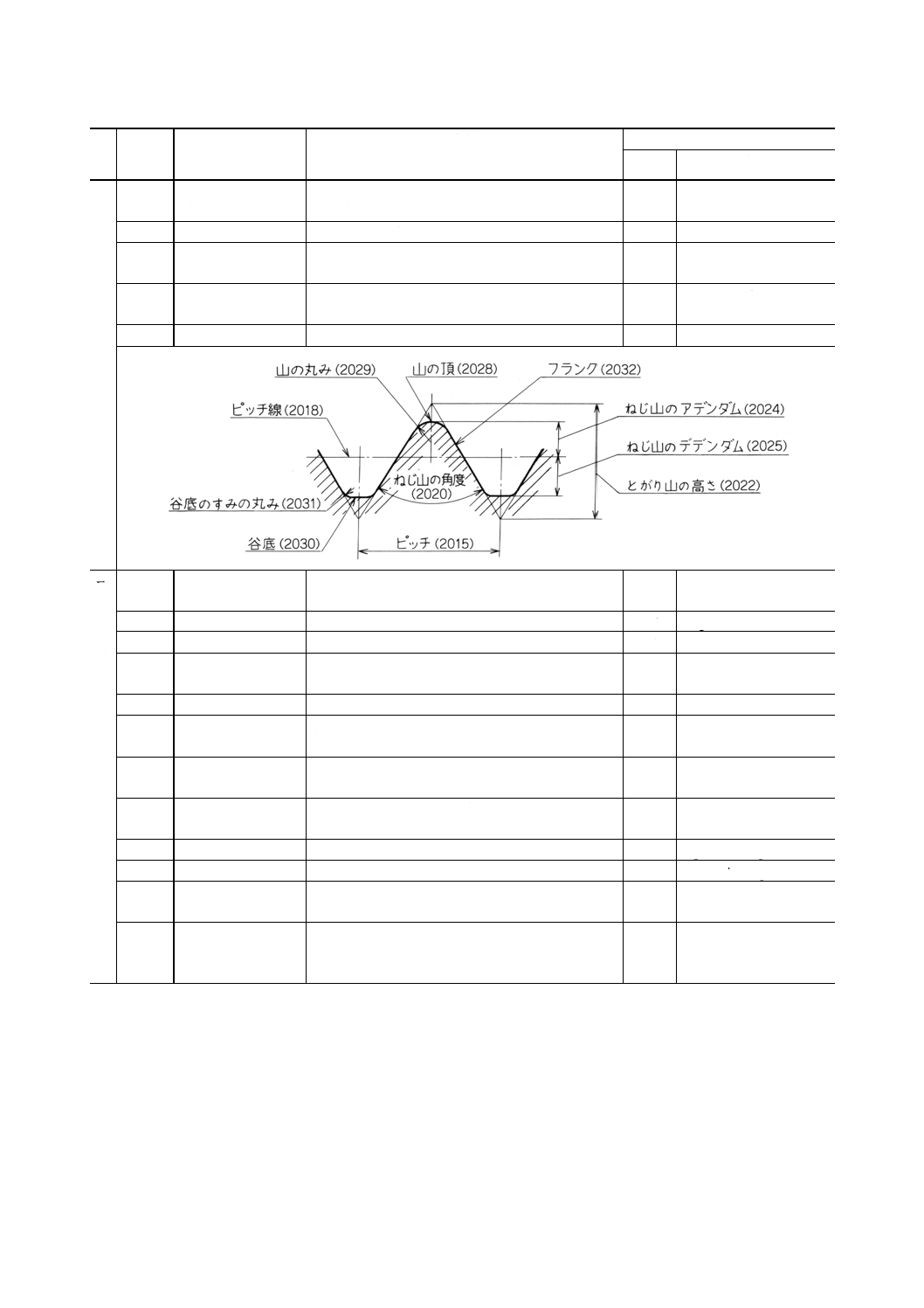
2015
ピッチ
切削されるねじのピッチに対応するピッチ。
P
pitch
2016
リード
切削されるねじのリードに対応するリード。
−
lead
2017
(25.4mmにつき)
山数
(やますう)
25.4mmをピッチで割った値(JIS B 0101参照)。
n
threads per inch
2018
ピッチ線
切削されるねじのピッチ線に対応する線。
−
pitch line
2019
基準山形
ねじ山の実際の断面形を定めるための基準となる
理論上のねじ山形状。
−
basic profile
2020
ねじ山の角度
切削されるねじのねじ山の角度に対応するねじ山
の角度。
α
included angle of thread
2021
山の半角
対称断面形のねじ山におけるフランク角。ねじ山
の角度の半分に等しい。
α/2
half angle of thread
2022
とがり山の高さ
とがり三角形の高さ(JIS B 0101参照)。
H
fundamental triangle
height
2023
基準山の高さ
基準山形における山の高さ。
H1
height of basic thread
profile
2024
ねじ山のアデンダ
ム
ピッチ線から山の頂までのねじ山の高さ。
備考 ねじ山形によって,ねじ部の精度が決
められるので,そのねじ山形の状態を
表すのに用いるもの。
−
addendum of thread
2025
ねじ山のデデンダ
ム
ピッチ線から谷底までのねじ山の高さ。
備考 ねじ山形によって,ねじ部の精度が決
められるので,そのねじ山形の状態を
表すのに用いるもの。
−
dedendum of thread
2026
アデンダムの基準
寸法
ねじ山のアデンダムの基準の高さ。
ha
basic size of addendum
2027
デデンダムの基準
寸法
ねじ山のデデンダムの基準の高さ。
hd
basic size of dedendum
8
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
2028
山の頂
(やまのいただき)
ねじ山の両側のフランクを連絡する面(JIS B
0101参照)。
−
crest
2029
山の丸み
山の頂に円弧部があるとき,その半径。
−
crest radius
2030
谷底
ねじ溝の両側のフランクを連絡する面(JIS B
0101参照)。
−
root
2031
谷底のすみの丸み
谷底とねじ溝の両側のフランクとが交わる位置の
丸み。
−
corner roundness of thread
root
2032
フランク
山の頂と谷底とを連絡する面。
−
flank
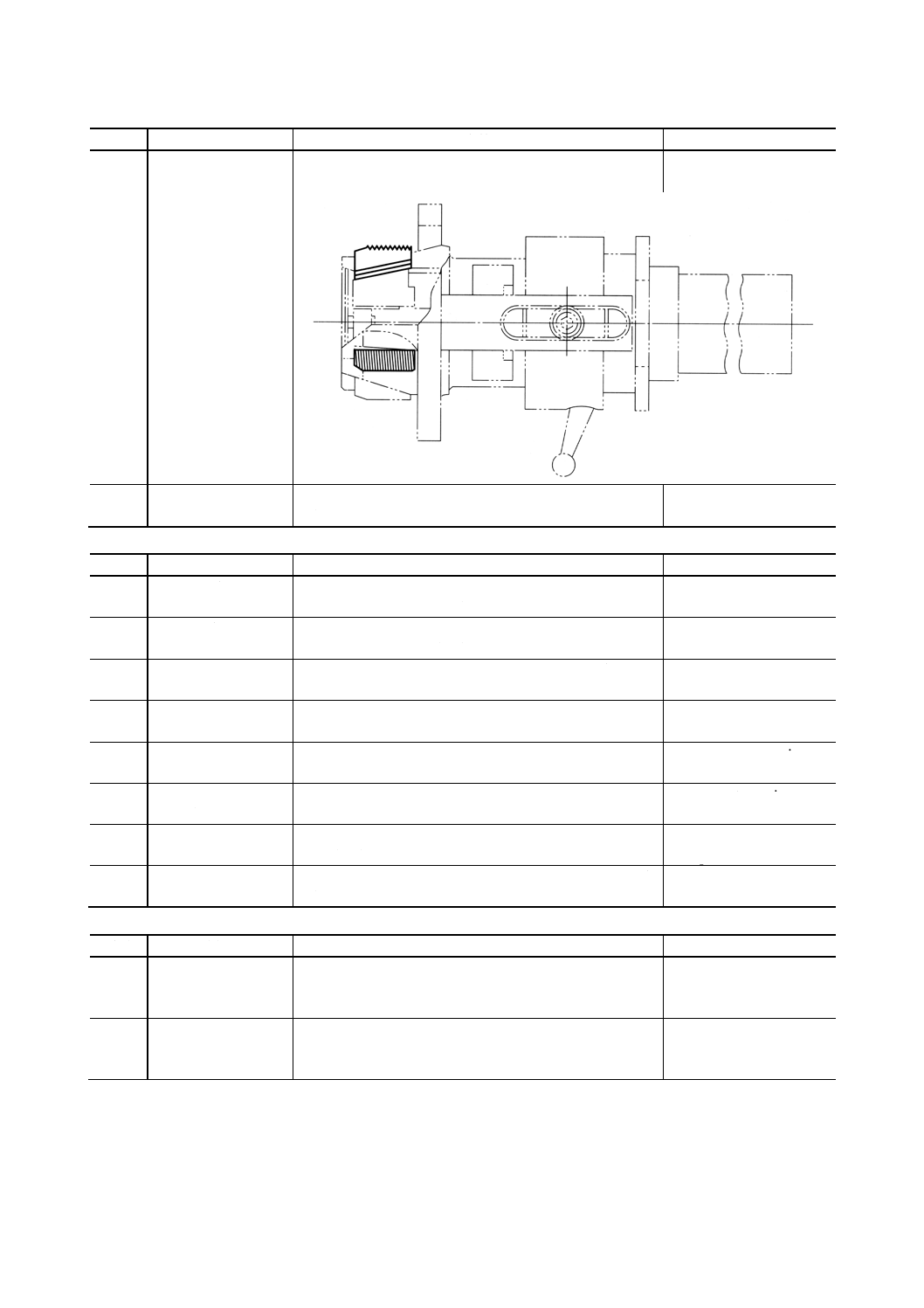
ラ
ジ
ア
ル
チ
ェ
ー
ザ
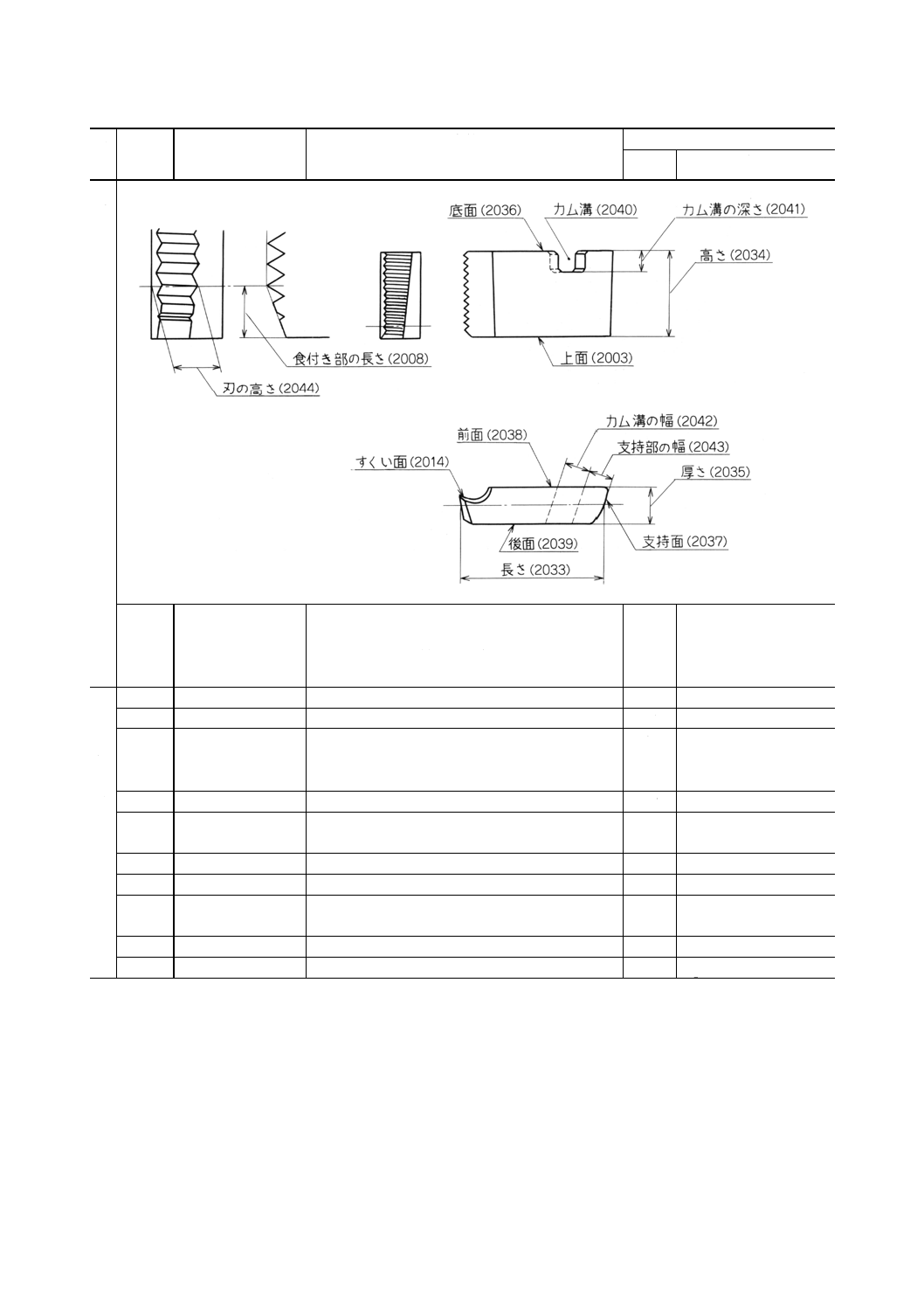
2033
長さ
厚さの1/2の位置における山の頂から支持面まで
の前面に平行な距離。
L
length
2034
高さ
上面から底面までの距離。
W
height
2035
厚さ
前面から後面までの距離。
T
thickness
2036
底面
(ていめん)
上面の反対側の面。
−
bottom face
2037
支持面
ねじ面の反対側の面。
−
back face
2038
前面
(ぜんめん)
すくい面のある側の面。
−
front face
2039
後面
(こうめん)
前面の反対側の面。
−
rear face
2040
カム溝
寸法調整及び開閉用のダイヘッドのカムが入る
溝。
−
cam groove
2041
カム溝の深さ
底面からカム溝の底までの距離。
−
depth of cam groove
2042
カム溝の幅
カム溝の内側面に直角方向の幅。
−
width of cam groove
2043
支持部の幅
支持面からカム溝の支持面側の内側面に直角方向
の最大距離。
−
−
2044
刃の高さ
後面からすくい面上の山の頂を連ねる線と食付き
部の切れ刃を連ねる線との交点までの距離。
備考 一般に高さ測定器の番号で表す。
he
edge height
9
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
区
分
番号
用語
定義
参考
量記号
対応英語
ラ
ジ
ア
ル
チ
ェ
ー
ザ
2045
ピッチずれ
一組のチェーザのねじ山の位相のずれ。
備考 寸法又は測定の基準とする場合には底
面から最初の完全ねじ山までの距離を
用いる。
−
−
タ
ン
ゼ
ン
シ
ャ
ル
チ
ェ
ー
ザ
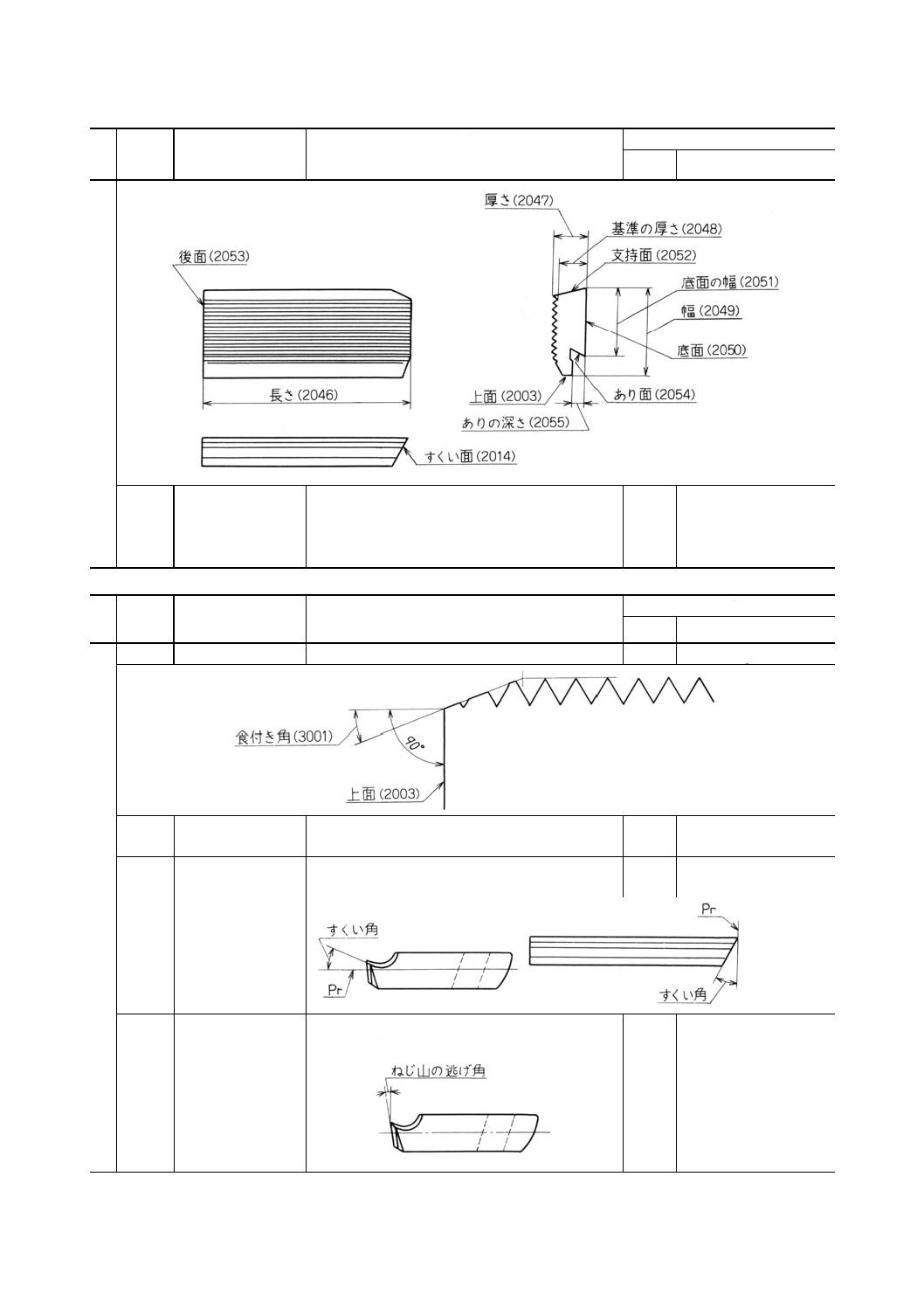
2046
長さ
刃先から後面までの距離。
L
length
2047
厚さ
底面からねじ面までの距離。
T
thickness
2048
基準の厚さ
底面からねじ部の谷底までの距離。
備考 チェーザの厚さの基準となる寸法であ
る。
h4
root thickness
2049
幅
上面から支持面までの最大距離
W
width
2050
底面
(ていめん)
ねじ面の反対側の面。
−
bottom face
2051
底面の幅
支持面からあり面までの最大距離。
b
distance across vee
2052
支持面
上面の反対側の面。
−
back face
2053
後面
(こうめん)
すくい面の反対側の面。
−
rear face
2054
あり面
支持面と反対側のあり部の面。
−
dovetail face
2055
ありの深さ
底面から食付き部の反対側の面までの距離。
h2
depth of dovetail
10
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
区
分
番号
用語
定義
参考
量記号
対応英語
タ
ン
ゼ
ン
シ
ャ
ル
チ
ェ
ー
ザ
2056
ピッチずれ
一組のチェーザのねじ山の位相のずれ。
備考 寸法又は測定の基準とする場合には支
持面から最初の完全ねじ山までの距離
を用いる。
−
−
c) チェーザの角
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
3001
食付き角
食付き部と上面とがなす角の余角。
κ
chamfer angle
3002
食付き部の逃げ角
切削されるねじの仕上げ面に対する食付き部の逃
げ面の傾きを表す角。
αc
chamfer relief angle
3003
すくい角
基準面 (Pr) に対するすくい面の傾きを表す角
(JIS B 0170参照)。
γ
rake, rake angle
3004
ねじ山の逃げ角
切削されるねじの仕上げ面に対するチェーザのね
じ山の逃げ面の傾きを表す角。
αt
thread relief angle
11
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
区
分
番号
用語
定義
参考
量記号
対応英語
ラ
ジ
ア
ル
チ
ェ
ー
ザ
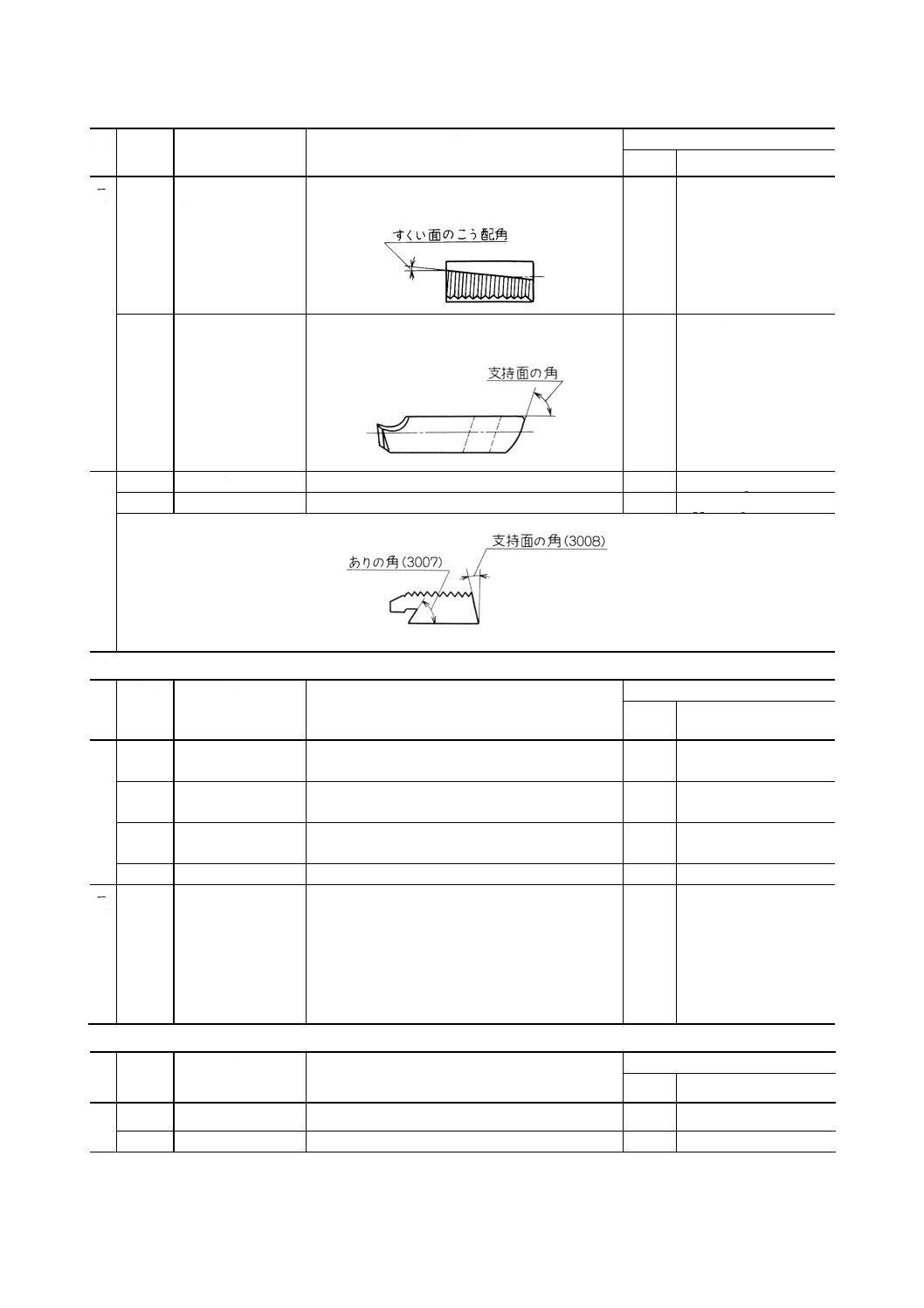
3005
すくい面のこう配
角
底面と後面とに直角なすくい面上の面において,
すくい面と後面に平行な面とがなす角。
ε
−
3006
支持面の角
カム溝に平行で支持面に接する面と前面とがなす
角。
−
support angle
タ
ン
ゼ
ン
シ
ャ
ル
チ
ェ
ー
ザ
3007
ありの角
あり面と底面とがなす角。
λ
dovetail angle
3008
支持面の角
支持面と底面に直角な面とがなす角。
θc
support angle
d) チェーザの精度
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
4001
ねじ部の精度
ねじ山のアデンダム・デデンダムの許容差,ピッ
チの許容差及び山の半角の許容差による精度。
−
accuracy of thread
4002
ピッチずれの許容
差
ピッチずれに対して定めた許容差。
−
−
4003
ピッチずれの相互
差
一組のチェーザのピッチずれの最大差。
−
−
4004
長さの相互差
一組のチェーザの長さの最大差。
−
−
ラ
ジ
ア
ル
チ
ェ
ー
ザ
4005
刃の高さの相互差
一組のチェーザの刃の高さの最大差。
−
−
e) チェーザ刃部の損傷
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
5001
摩耗
刃部に生じた漸進的な減耗。
−
wear
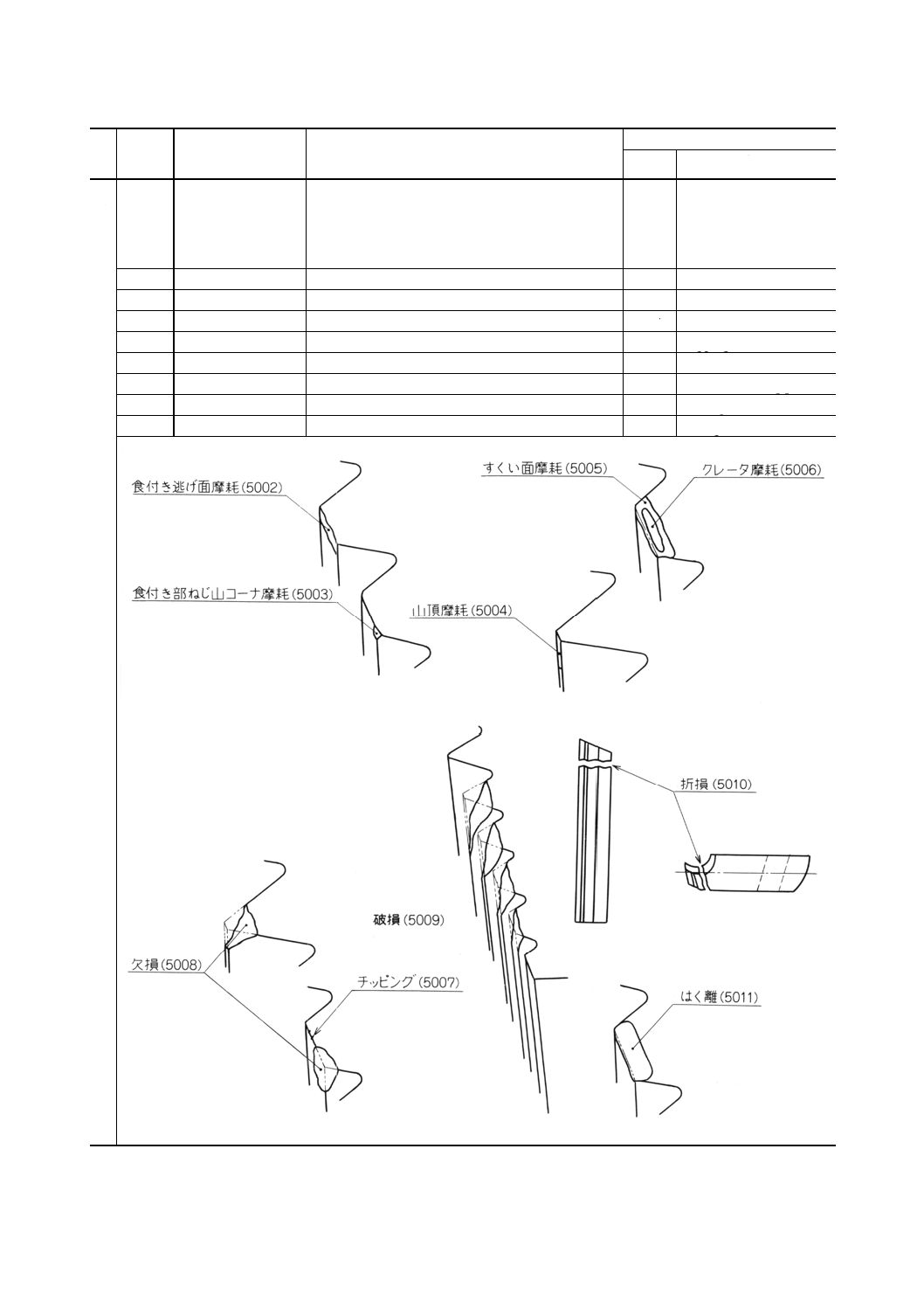
5002
食付き逃げ面摩耗
食付き部の逃げ面に生じる摩耗。
VB
chamfer flank wear
12
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
5003
食付き部ねじ山コ
ーナ摩耗
食付き部の逃げ面とフランクとのりょう(稜)線
に生じる摩耗。
−
−
5004
山頂摩耗
完全山部の山の頂に生じる摩耗。
−
crest wear
5005
すくい面摩耗
すくい面に生じる摩耗。
−
face wear
5006
クレータ摩耗
すくい面摩耗のうち,くぼみが生じる摩耗。
KT
crater
5007
チッピング
切れ刃に生じた小さな欠け。
−
chipping
5008
欠損
刃部又はねじ部に生じた大きな欠け。
−
−
5009
破損
刃部又はねじ部の大きな範囲に及ぶ破壊。
−
fracture of cutting part
5010
折損
チェーザに生じた折れ。
−
breakage
5011
はく離
刃部又はねじ部に生じたりん(鱗)片状の損失。
−
flaking
13
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
チェーザ一般
区
分
番号
用語
定義
参考
量記号 単位
対応英語
共
通
6001
ねじ切り
チェーザでおねじを加工すること。
−
−
thread chasing
6002
ねじ切りトルク
ねじ切りをするときの回転抵抗。
T
N・m thread chasing torque
6003
ねじブランク径
ねじブランクの直径。
−
−
blank diameter
6004
組合せ番号
一組のチェーザの組合せの順序を表す番号。
−
−
sequence number
6005
切削速度
チェーザの谷底におけるチェーザと工作物と
の相対的な円周方向の速度。
Vc
m/s,
m/min
cutting speed
6006
リード送り
ダイヘッド又は工作物が1回転で1リード進
むような送り方。1条ねじの場合はピッチ送
りともいう。
−
−
lead feed
6007
(自動開き)ダイ
ヘッド
おねじを切り終わったときチェーザが外側に
開いて逆転することなく元の位置にまで戻す
ことができる装置。
備考 コベントリダイヘッド,ランジス
ダイヘッド,ジオメトリックダイ
ヘッドなどがあり,チェーザが半
径方向に送られるものと接線方向
に送られるものとがある。
−
−
self-opening die head
6008
ダイヘッドの呼
び
ダイヘッドに対応するチェーザの種類,形式
及び切られるねじの最大の呼びで表す。
−
−
nominal designation of
die head
ラ
ジ
ア
ル
チ
ェ
ー
ザ
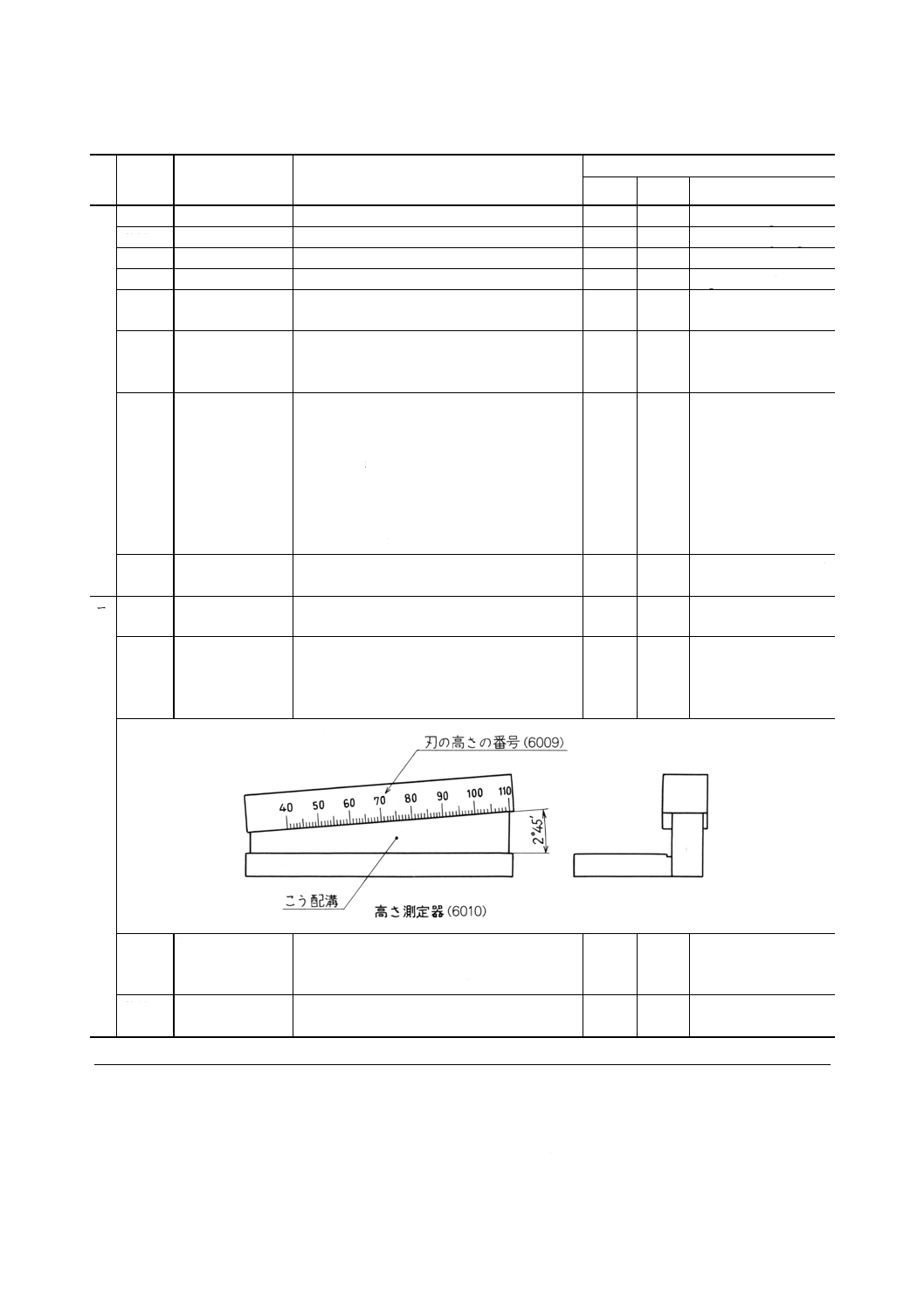
6009
刃の高さの番号
刃の高さを高さ測定器の目盛番号に換算した
値。
−
−
height number
6010
高さ測定器
刃の高さの番号を測定する測定器。
備考 2°45'のこう配溝及び目幅1.5875
(25.4/16) mmの目盛を刻んだスケ
ールをもっている。
−
−
height gauge
6011
組記号
各組のチェーザを区別するための組固有の記
号。
備考 組番号で表す場合もある。
−
−
−
6012
2回切り
ダイヘッドの荒と仕上げとの切替装置を利用
して,2回でねじ切りする方法。
−
−
two operation chasing
関連規格 JIS B 0101 ねじ用語
JIS B 0170 切削工具用語(基本)
JIS B 0176-1 ねじ加工工具用語−第1部:タップ
JIS B 0176-2 ねじ加工工具用語−第2部:ねじ切りダイス
14
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 0202 管用平行ねじ
JIS B 0203 管用テーパねじ
JIS B 0205-1 一般用メートルねじ−第1部:基準山形
JIS B 0205-4 一般用メートルねじ−第4部:基準寸法
JIS B 0206 ユニファイ並目ねじ
JIS B 0208 ユニファイ細目ねじ
JIS B 0216 メートル台形ねじ
JIS B 0225 自転車ねじ
15
B 0176-3 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業標準調査会標準部会 機械要素技術専門委員会 構成表
氏名
所属
(委員会長)
大 園 成 夫
東京電機大学工学部
(委員)
加 藤 伸 一
社団法人自動車技術会
川 口 俊 充
日本工具工業会
黒 澤 富 蔵
産業技術総合研究所
桑 田 浩 志
有限会社桑田設計標準化研究所
清 水 雄 輔
社団法人日本バルブ工業会
庄 野 敏 臣
社団法人日本工作機械工業会
筒 井 康 賢
産業技術総合研究所
真 弓 透
社団法人日本ベアリング工業会
丸 山 一 男
工学院大学機械工学科
望 月 正 紀
社団法人日本ねじ工業協会