B 0171:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 用語の分類 ······················································································································ 1
3 ドリルの呼び方 ················································································································ 2
4 用語及び定義 ··················································································································· 2
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 19
B 0171:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本工具工業会
(JSCTA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべ
きとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。こ
れによって,JIS B 0171:2005は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0171:2014
ドリル用語
Twist drills-Terms, definitions and types
序文
この規格は,1982年に第1版として発行されたISO 5419を基とし,編集上及び技術的内容を変更して
作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,先端に切れ刃をもち,また,ボディに切りくずを排出するための溝をもつ,主として金属
の穴あけ用として一般に用いるドリル(以下,ドリルという。)の呼び方並びに用語及びその定義について
規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 5419:1982,Twist drills−Terms, definitions and types(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
用語の分類
用語の分類は,次による。
a) ドリルの種類
1) 刃部材料及び表面処理による分類
2) 構造による分類
3) シャンクの形態による分類
4) 機能又は用途による分類
4.1) 溝のねじれによる分類
4.2) ボディの軸直角断面形状による分類
4.3) 長さによる分類
4.4) 用途による分類
b) ドリルの要素
c) シンニング
d) ドリルの角
e) ドリルの精度
f)
ドリルの刃部の損傷
2
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) ドリル一般
3
ドリルの呼び方
ドリルは,箇条2のa) の番号順に,例に示すように該当する用語を組み合わせて最後に“ドリル”を
付けて呼ぶ。
なお,刃部材料1)に高速度工具鋼を用いたドリル,構造がソリッドのドリル,溝のねじれが右ねじれの
ドリル,及び長さがレギュラレングスのドリルは,これらの分類に関する用語(次の例の括弧内の語)を
省略して呼ぶ。
注1) 刃部材料に超硬合金を用いたドリルの場合,“合金”を省略して呼ぶ。
例
呼び方
刃部材料及び
表面処理
構造
シャンクの
形態
溝のねじれ ボディの軸直
角断面形状
長さ
用途
ストレートシャン
クドリル
(高速度工具鋼)(ソリッド)ストレート
シャンク
(右ねじれ)
−
(レギュラ
レングス)
−
テーパシャンク油
穴付き複溝段付き
ドリル
(高速度工具鋼)(ソリッド)テーパシャ
ンク
(右ねじれ) 油穴付き複溝
−
段付き
超硬ストレートシ
ャンク直刃段付き
ドリル
超硬(合金) (ソリッド)ストレート
シャンク
直刃
−
−
段付き
超硬窒化チタンコ
ーティング付刃テ
ーパシャンクコア
ドリル
超硬(合金)
窒化チタンコ
ーティング
付刃
テーパシャ
ンク
(右ねじれ)
−
−
コア
注記 “−”の記号は,該当する項目についてその内容を問わないことを意味する。
4
用語及び定義
ドリルに関する主な用語及び定義は,次による。
なお,参考のために量記号,単位記号及び対応英語を示す。
用語の一部に括弧を付けてあるものは,括弧の中の用字を省略してもよい。
図は一例を示すものであって,形状及び大きさを限定するものではない。また,図中の括弧内の数字は,
この規格の用語の番号を示す。
注記1 用語欄で用語の下の括弧付きの仮名書きは,読み方を示す。
注記2 用語の定義の中の太字で示した用語は,この規格で規定しているものである。
3
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) ドリルの種類
1) 刃部材料及び表面処理による分類
番号
用語
定義
対応英語(参考)
1001
高速度(工具)
鋼ドリル
刃部の材料に高速度工具鋼を使用したドリル。
high speed (tool)
steel drill
1002
超硬質工具材料
ドリル
刃部の材料に超硬質工具材料(超硬合金,サーメット,セラミック,
CBN焼結体,ダイヤモンド,ダイヤモンド焼結体など)を使用したド
リルの総称。
hard tool material
drill
1003
超硬(合金)ド
リル
刃部の材料に超硬合金(炭化タングステンを主体とした焼結物)を使
用したドリル。
carbide drill,
cemented carbide
drill
1004
コーティングド
リル
刃部の材料の表面に,炭化物,窒化物,酸化物,ダイヤモンドなどを
一層又は多層に,化学的又は物理的に被覆したドリル。コーテッドド
リルともいう。
注記 被覆材としては,TiN(窒化チタン),TiCN(炭窒化チタン),
TiAlN(窒化チタンアルミニウム),ダイヤモンドなどがある。
coated drill
1005
窒化処理ドリル
刃部の材料の表面に窒化処理を施した工具材料を使用したドリル。
nitrided drill
1006
酸化処理ドリル
刃部の材料の表面に酸化処理を施した工具材料を使用したドリル。
oxidized drill
1007
窒化酸化処理ド
リル
刃部の材料の表面に窒化及び酸化処理を施した工具材料を使用したド
リル。
nitrided and
oxidized drill
2) 構造による分類
番号
用語
定義
対応英語(参考)
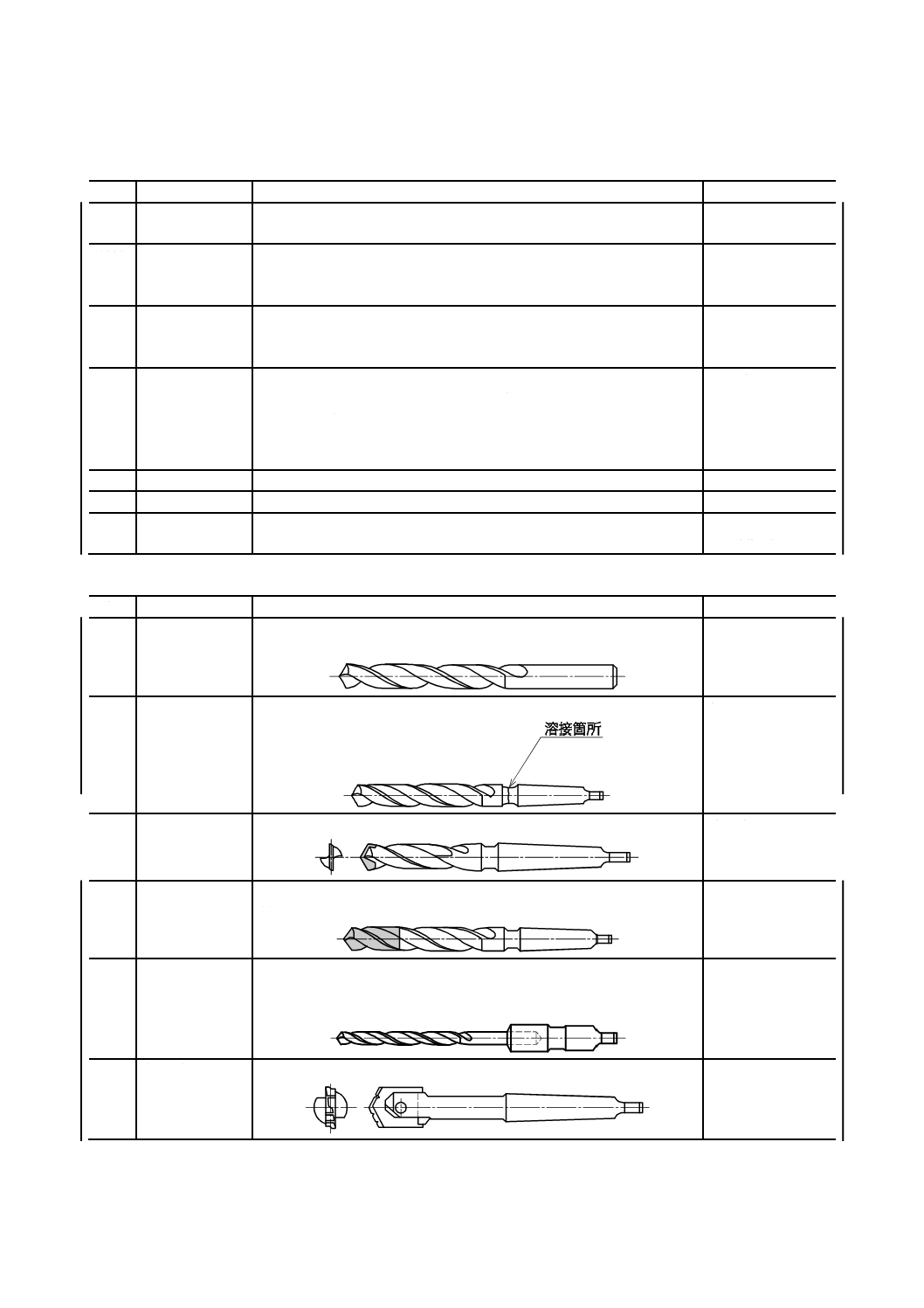
1101
ソリッドドリル
ボディとシャンクとを一体の工具材料で作ったドリル。むくドリルと
もいう。
solid drill
1102
溶接ドリル
ボディとシャンクとを突き合わせて溶接したドリル。
butt welded drill,
friction welded drill
1103
付刃ドリル
(つけはどりる)
切れ刃として超硬合金その他の材料のチップをろう付けしたドリル。
tipped drill
1104
先むくドリル
ボディの先端からある長さの部分だけを,ソリッド(むく)の工具材
料をろう付けしたドリル。
top solid drill
1105
差込ドリル
ボディをシャンクに差し込んで,ろう付け,圧入などの方法で接合し
たドリル。
注記 比較的直径が小さいものに適用する。
inserted drill
1106
組立ドリル
二つ以上の部品を機械的に組み立てたドリル。
built up drill
4
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1107
刃先交換式ドリ
ル
刃先交換チップをボディに機械的に取り付けたドリル。
indexable insert drill
1108
ヘッド交換式ド
リル
刃部をボディに機械的に取り付けたドリル。
modular drill
1109
シェルドリル
中空円筒状のボディにアーバを差し込んで用いるドリル。
shell drill
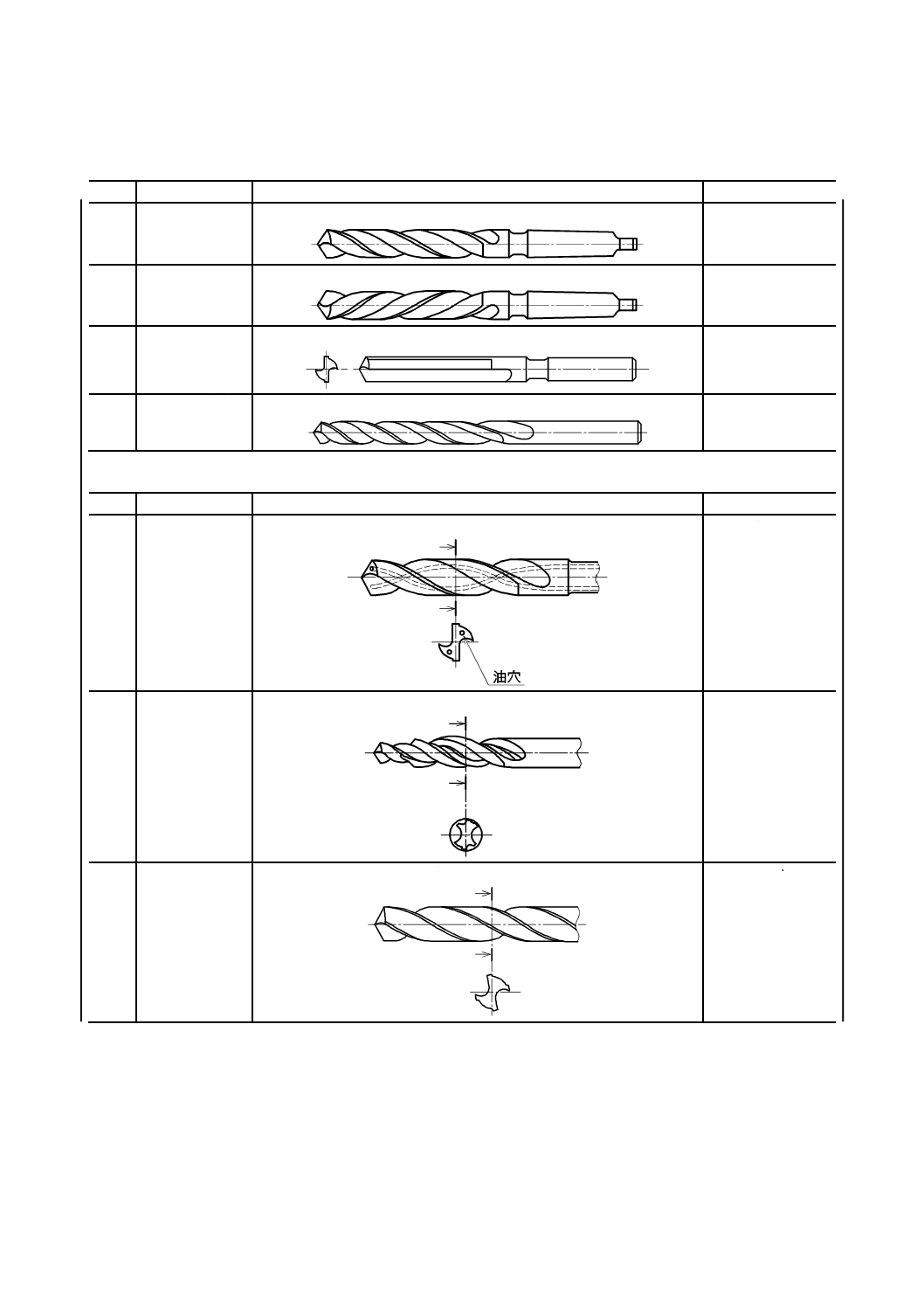
3) シャンクの形態による分類
番号
用語
定義
対応英語(参考)
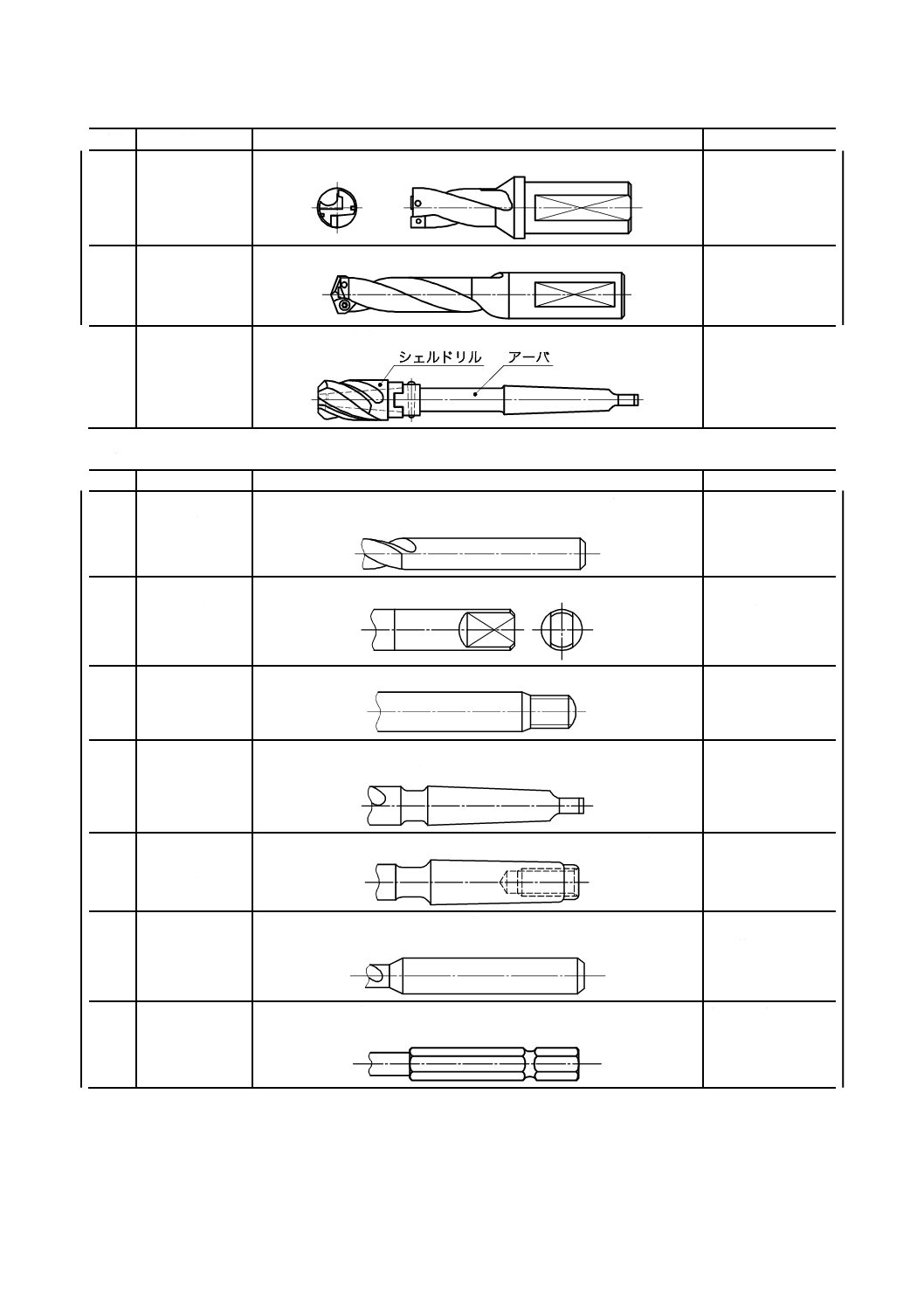
1201
ストレートシャ
ンクドリル
シャンクが円筒状になっているドリル(JIS B 4301,JIS B 4305及び
JIS B 4307参照)。
straight shank drill,
parallel shank drill
1202
タング付きスト
レートシャン
クドリル
シャンクにタングを設けたストレートシャンクドリル。
straight shank drill
with tenon drive
1203
ねじ付きストレ
ートシャンク
ドリル
シャンクの端部にねじが切ってあるストレートシャンクドリル。
threaded straight
shank drill
1204
(モールス)テ
ーパシャンク
ドリル
シャンクがモールステーパになっているドリル(JIS B 4003,JIS B
4302及びJIS B 4306参照)。
Morse taper shank
drill
1205
ねじ付きモール
ステーパシャ
ンクドリル
シャンクの端部にねじが切ってあるモールステーパシャンクドリル。
threaded Morse
taper shank drill
1206
ミーリングシャ
ンクドリル
シャンクがエンドミルのシャンク径と同径になっていて,ミーリング
チャックで使用するドリル(JIS B 4314参照)。
drill with milling
cutter cylindrical
shank
1207
六角軸ドリル
シャンクが六角軸になっていて,主にインパクトドライバーで使用す
るドリル。
hexagonal shank
drill
5
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) 機能又は用途による分類
4.1) 溝のねじれによる分類
番号
用語
定義
対応英語(参考)
1301
右ねじれドリル
溝が右ねじれのドリル。
right hand helix
twist drill
1302
左ねじれドリル
溝が左ねじれのドリル。
left hand helix twist
drill
1303
直刃ドリル
(ちょくばどり
る)
溝がねじれていないドリル。
straight fluted drill
1304
不等リードドリ
ル
溝のリードが一定でないドリル。
variable lead twist
drill
4.2) ボディの軸直角断面形状による分類
番号
用語
定義
対応英語(参考)
1401
油穴付きドリル
ボディに油穴をもつドリル。
drill with oil hole
1402
複溝ドリル
二つ以上の直径のリーディングエッジをもつドリル。
subland drill
1403
ダブルマージン
ドリル
一つのランドに二つのマージンをもつドリル。
double margin drill
6
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
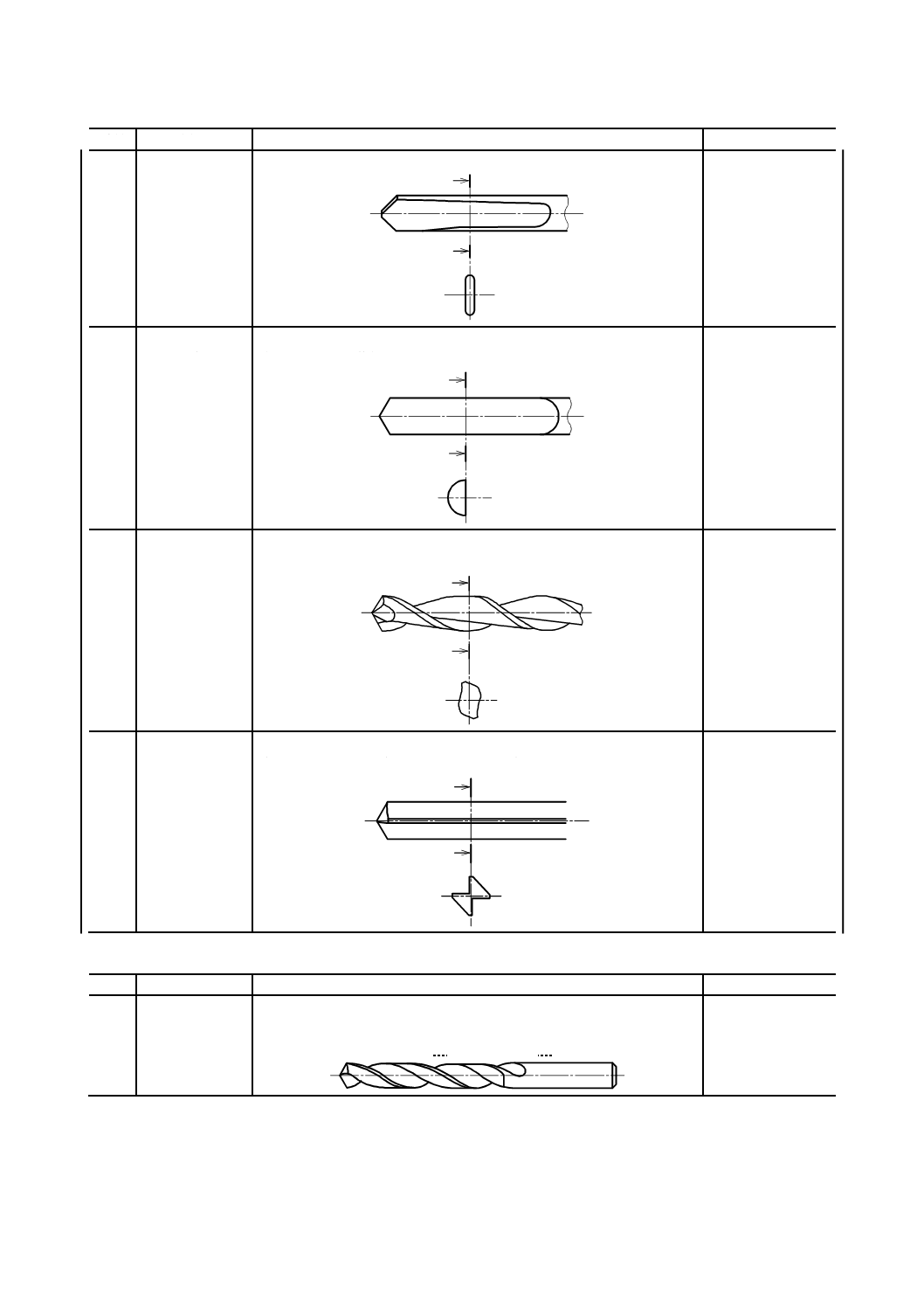
1404
フラットドリル
刃部が板状の直刃ドリル。
flat drill
1405
半月形ドリル
(はんげつがた
どりる)
切れ刃が一枚の半月形のドリル。
注記 主として黄銅の穴加工に用いる。
gun barrel drill
1406
平溝ドリル
心厚が厚く,ランド幅の狭いドリル。
注記 主として深穴加工に用いる。
−
1407
バニッシュドリ
ル
一般に直刃ドリルで一つのランドにマージンが二つあるドリル。
注記 加工面粗さに優れ,主として高精度穴加工に用いる。
burnish drill
4.3) 長さによる分類
番号
用語
定義
対応英語(参考)
1501
レギュラ(レン
グス)ドリル
全長及び溝長が汎用のドリル。
注記 シャンクの形状には,ストレートシャンク,モールステーパシ
ャンクなどがある(JIS B 4301及びJIS B 4302参照)。
regular length drill,
jobber drill
7
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1502
ロングドリル
全長がレギュラ(レングス)ドリルよりも長いドリル。
注記 シャンクの形状には,ストレートシャンク,モールステーパシ
ャンクなどがある(JIS B 4305及びJIS B 4306参照)。
long drill
1503
スタブドリル
全長がレギュラ(レングス)ドリルよりも短いドリル。
注記 シャンクの形状には,ストレートシャンク,モールステーパシ
ャンクなどがある(JIS B 4307参照)。
stub drill
4.4) 用途による分類
番号
用語
定義
対応英語(参考)
1601
ルーマ形ドリル
小径加工に用いるドリルで,直径とシャンク径とが異なるストレート
シャンクドリル。
pivot drill
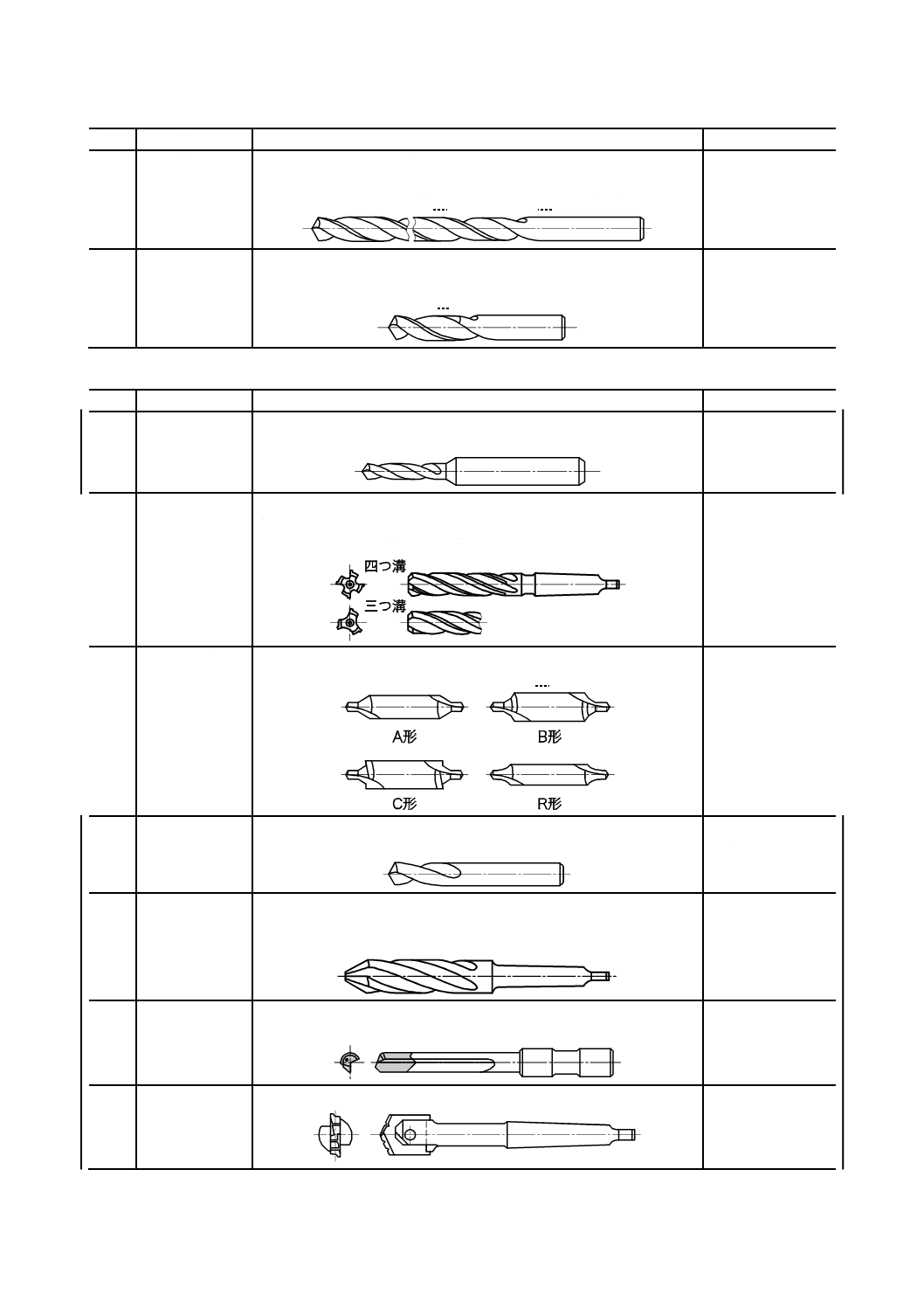
1602
コアドリル
ドリルの中心部に切れ刃がなく,下穴加工後の仕上げ,リーマの下穴
加工などに用いるドリル。
注記 主として三つ溝及び四つ溝がある。
core drill
1603
センタ穴ドリル
センタ穴加工に用いるドリル。
注記 A形,B形,C形及びR形がある(JIS B 4304参照)。
centre drill
1604
スターティング
ドリル
穴の位置決め精度を高めるため,穴加工の前に用いるドリル。面取り
加工にも用いる(JIS B 4308参照)。
starting drill,
spot drill
1605
皿取りドリル
先端の切れ刃が円すい状のドリル。鋼板に皿穴の座を加工するのに用
いる。
注記 主として,二つ溝,三つ溝及び四つ溝がある。
countersink
1606
ガンドリル
切れ刃が一枚又は二枚のストレート溝をもつドリル。深穴加工に用い
る。
gun drill
1607
スペードドリル
板状の刃部をホルダに取り付けた直刃ドリル。大径の穴加工に用いる。
spade drill
8
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
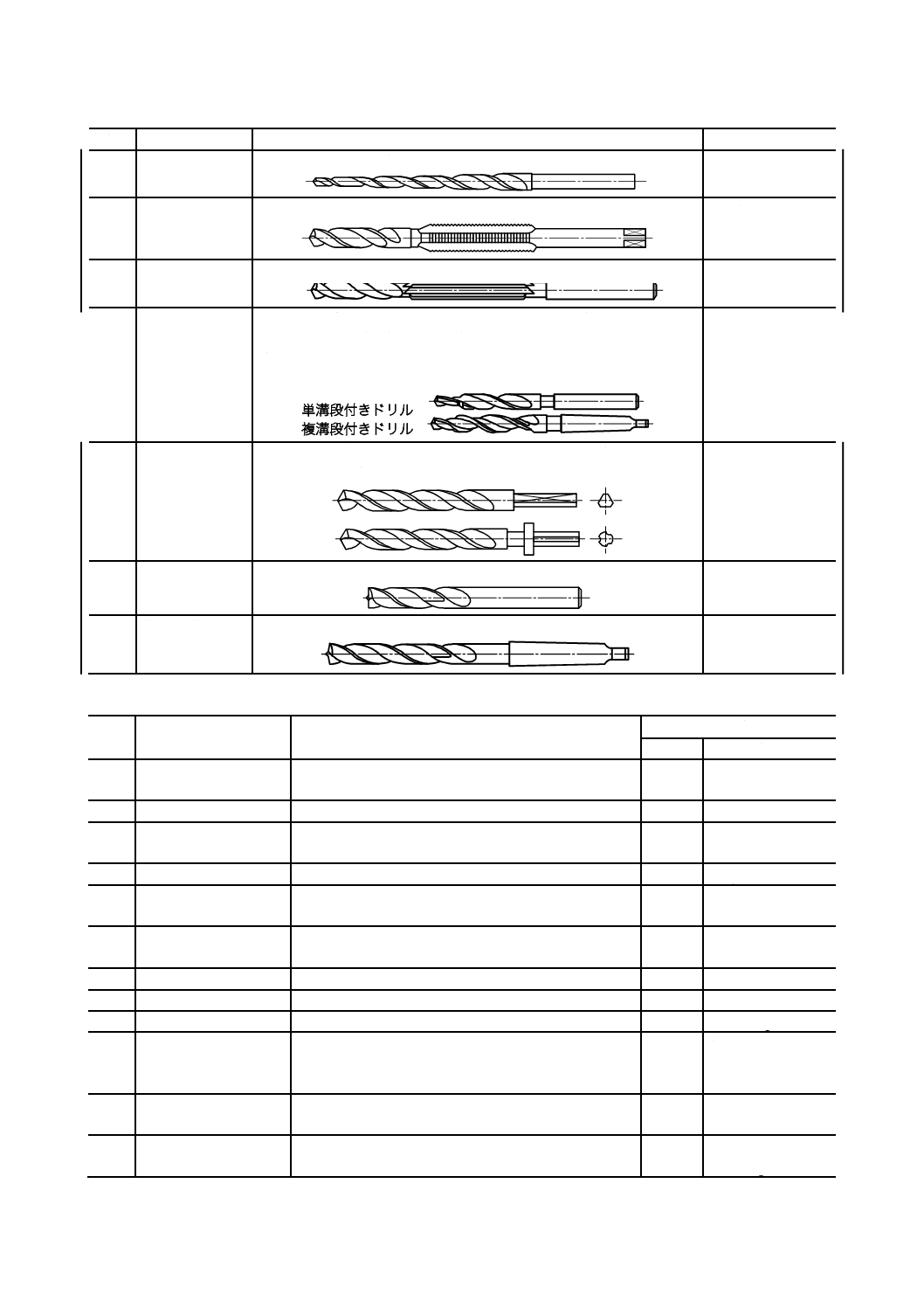
1608
テーパピンドリ
ル
テーパピン用の下穴加工に用いるドリル。
taper-pin drill
1609
ドリルタップ
ねじ下穴あけ及びねじ立てを1工程で行う場合に用いるドリル。
drill tap
1610
ドリルリーマ
下穴の穴あけ及びリーマ仕上げを1工程で行う場合に用いるドリル。
drill reamer
1611
段付きドリル
二つ以上の直径をもち,段になっているドリル。段付き穴又は穴あけ
及び面取りを同時に加工する場合に用いる。
注記 単溝段付きドリル(step drill),複溝段付きドリル(subland drill)
などがある。
−
1612
電気ドリル用ド
リル
シャンクが三角形,又は3本の溝を入れて回り止めを施してあるドリ
ル。主として電気ドリルで用いる。
−
1613
薄板用ドリル
先端がローソク形状で薄板の加工に用いるドリル。
−
1614
鉄骨用ドリル
橋りょう(梁)などの鉄骨の穴あけに用いるドリル。
−
b) ドリルの要素
番号
用語
定義
参考
量記号
対応英語
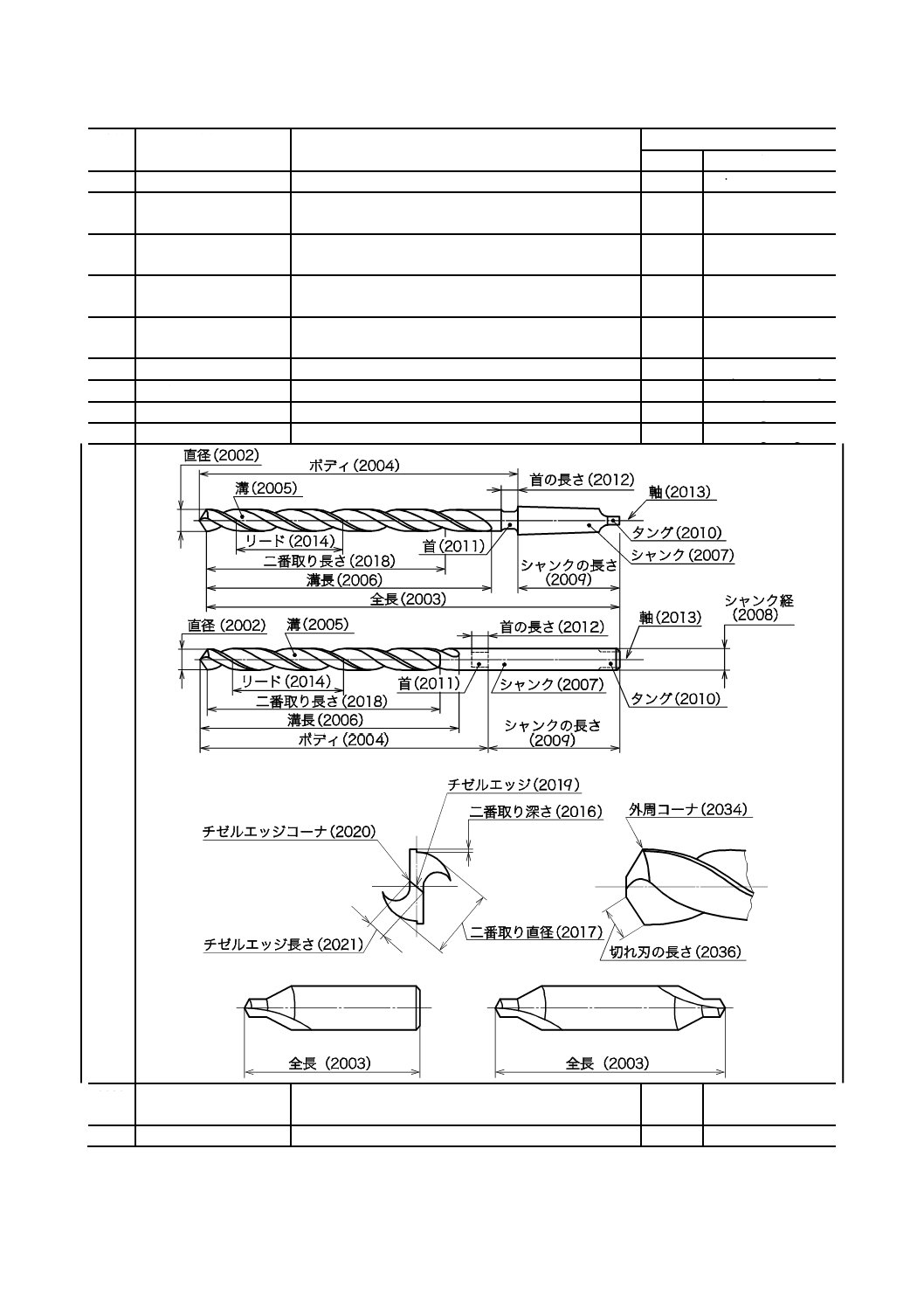
2001
推奨寸法
標準化を図る目的で規定された直径の寸法。
−
recommended
dimension
2002
直径
刃部先端外径の寸法。
Dc
drill diameter
2003
全長
軸に平行に測った,切れ刃先端又は外周コーナからシ
ャンク後端までの長さ。
L
overall length
2004
ボディ
シャンク前端から切れ刃先端までの部分。
−
body
2005
溝
隣り合った切れ刃とヒールとの間の切りくず排出の
ためのへこんだ部分。
−
flute
2006
溝長
(みぞちょう)
軸に平行に測った切れ刃先端又は外周コーナからの
溝の切上げを含む溝の長さ。
l
flute length
2007
シャンク
ドリルの柄部で,使用の際に保持する部分。
−
shank
2008
シャンク径
ストレートシャンクの外径。
Ds
shank diameter
2009
シャンクの長さ
軸に平行に測ったシャンク部分の長さ。
Ls
shank length
2010
タング
シャンクの後端に設けられた平たん部。
注記 ストレートシャンクの場合は,テノンと呼ぶこ
ともある。
−
tang,
tenon
2011
首
ボディの円筒状にくびれた部分。
−
recess,
neck
2012
首の長さ
軸に平行に測った首の長さ。
ln
recess length,
neck length
9
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2013
軸
ドリルの長手方向の中心線。
−
axis
2014
リード
リーディングエッジに沿って軸の回りを一周すると
き,軸方向の進む距離。
−
lead
2015
二番取り面
切削中にドリルの外周と工作面との摩擦を避けるた
めに隙間を付けた面。
−
body clearance
2016
二番取り深さ
ドリルの外周から二番取り面までの深さ。
C
depth of body
clearance
2017
二番取り直径
二番取り面の直径。
−
body clearance
diameter
2018
二番取り長さ
軸に平行に測った二番取り面の長さ。
−
body clearance length
2019
チゼルエッジ
二つの逃げ面の交線。
−
chisel edge
2020
チゼルエッジコーナ
切れ刃とチゼルエッジとの交点。
−
chisel edge corner
2021
チゼルエッジ長さ
チゼルエッジコーナ間の距離。
−
chisel edge length
2022
バックテーパ
先端部から刃部の後方に向かって外径を細くするテ
ーパ。
Bt
back taper
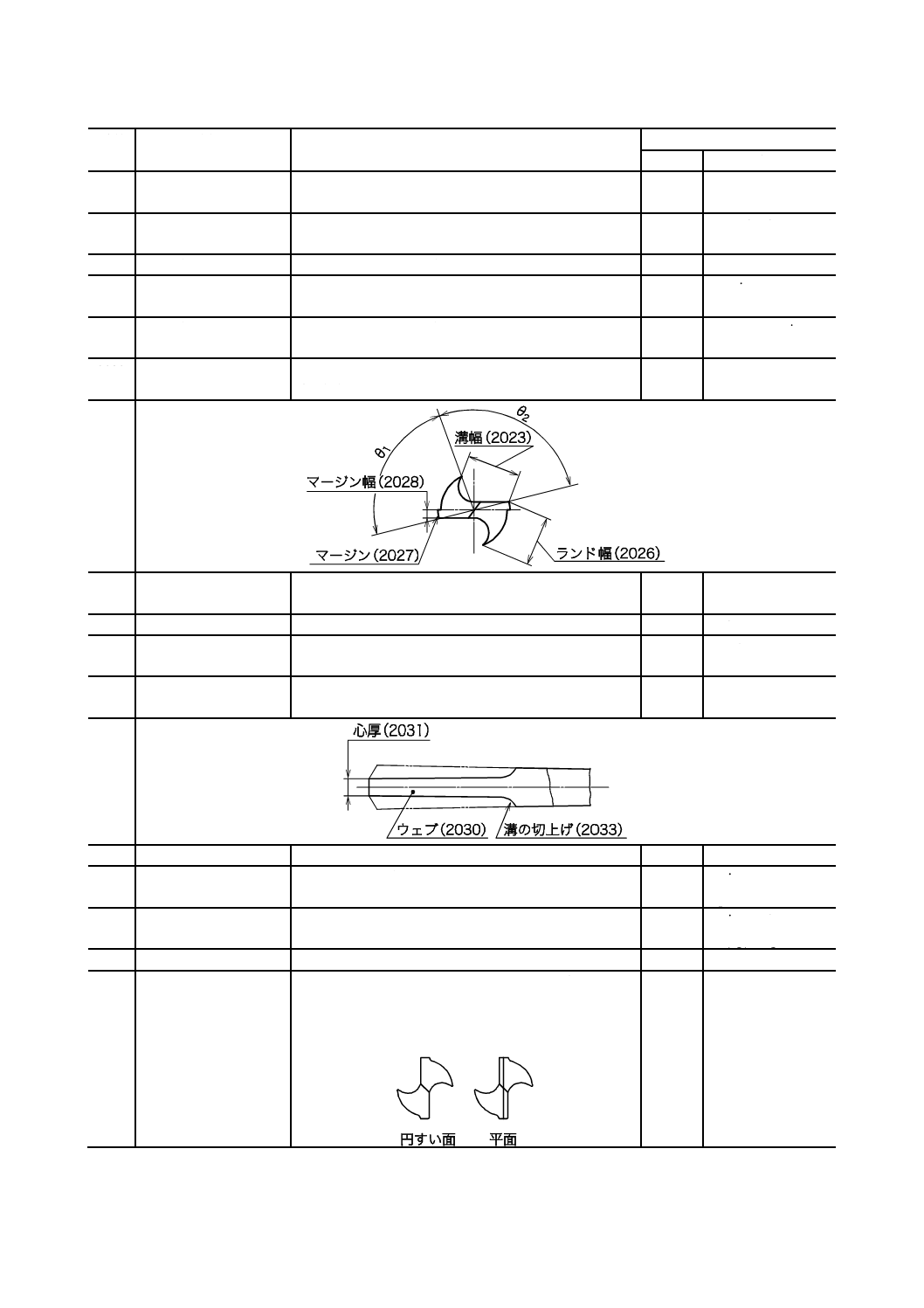
2023
溝幅
軸直角断面上の,溝をまたぐ幅。
−
flute width
10
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2024
溝数
(みぞすう)
刃溝を構成する溝の数。
Z
number of flutes
2025
ランド
リーディングエッジからヒールまでの堤状の幅をも
った部分。
−
fluted land
2026
ランド幅
軸直角断面上のランドの幅。
tb
width of fluted land
2027
マージン
ランド上の二番取りをしていない円筒面部分。
−
margin,
land
2028
マージン幅
軸直角断面上のマージンの幅。
t
width of margin,
width of land
2029
溝幅比
ドリルの先端におけるランドの角(θ1)に対する溝の
角(θ2)の比。
−
2030
ウェブ
溝底によって形成された部分。
−
web,
core
2031
心厚
先端部でのウェブの厚さ。
W
web thickness
2032
ウェブテーパ
先端部から刃部の後方に向かってウェブを厚くする
テーパ。
WT
web taper
2033
溝の切上げ
ドリルの溝を加工するとき,工具の切上げに相当する
部分。
−
cutter sweep
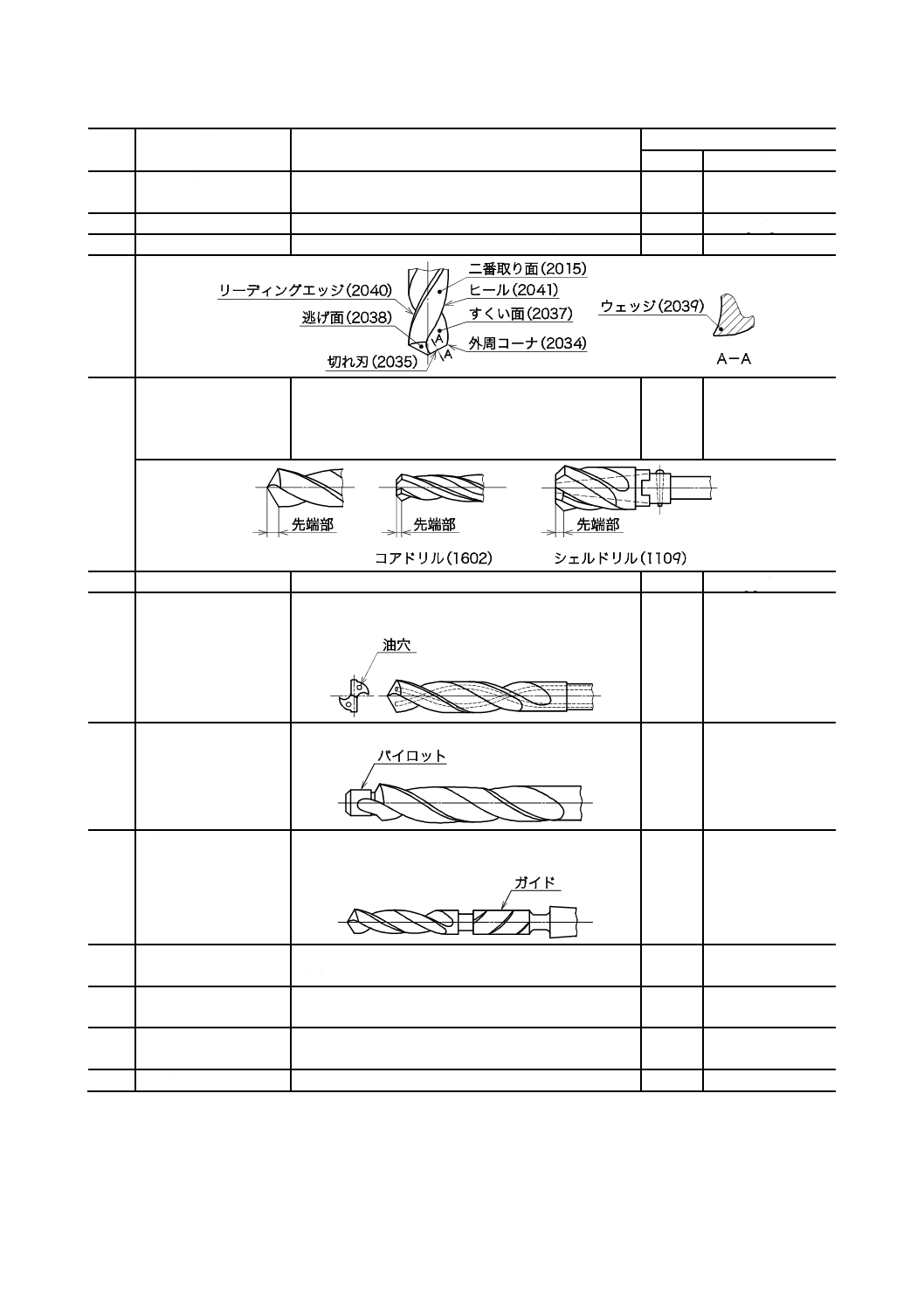
2034
外周コーナ
ドリルの外周と切れ刃とが交わる点。
−
outer corner
2035
切れ刃
すくい面と逃げ面との交線。
−
major cutting edge,
lip
2036
切れ刃の長さ
チゼルエッジコーナと外周コーナとの間の切れ刃部
分の長さ。
−
major cutting edge
(lip) length
2037
すくい面
切れ刃に続く面。
−
face
2038
逃げ面
切り込んでいくとき,工作面との不必要な摩擦を避け
るために逃がした面。この面とすくい面との交線が切
れ刃を構成する。
注記 逃げ面の形状には,円すい面と平面とがある。
−
(major) flank
11
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2039
ウェッジ
先端部の一部で,切れ刃,すくい面及び逃げ面からな
る。
−
wedge
2040
リーディングエッジ
溝とマージンとで形成される交線。
−
leading edge of land
2041
ヒール
二番取り面と溝とによって形成される交線。
−
heel
2042
先端部
切れ刃,すくい面,逃げ面及びチゼルエッジによって
構成される部分の総称。実際の切削作業を行う部分。
注記 コアドリル,シェルドリルなどの先端部をベベ
ル(bevel)ともいう。
−
point
2043
刃部
切れ刃が形成される部分。
−
cutting point
2044
油穴
切削油剤をドリルの先端から噴出させるためにドリ
ルにあけた穴。
−
oil hole
2045
パイロット
切れ刃を先導するため,ドリル先端に設けた円筒部。
−
pilot
2046
ガイド
ドリルの切削方向を正確にするために,溝の切上げか
ら後部に設けた円筒形の部分。
−
guide
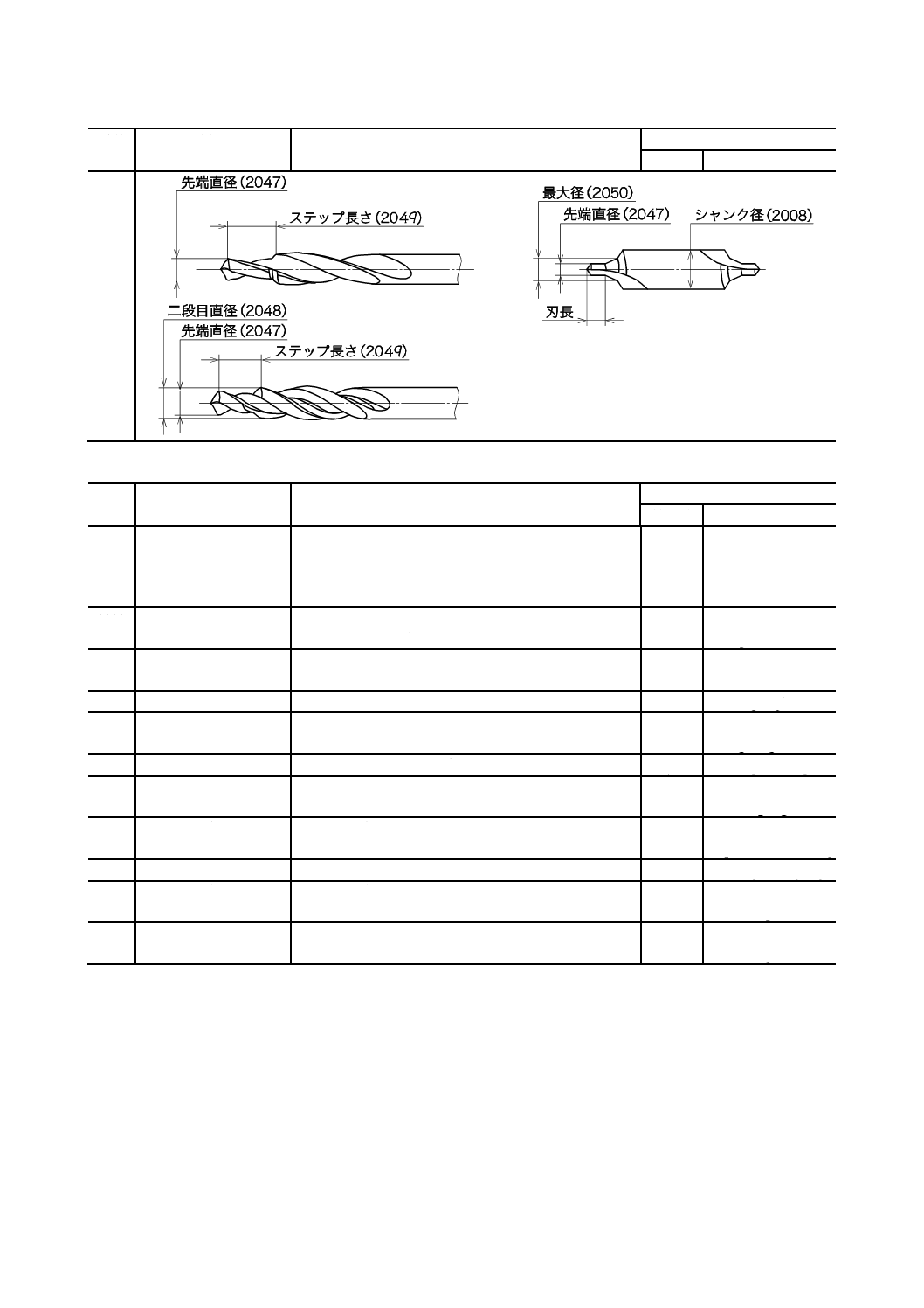
2047
先端直径
段付きドリル及びセンタ穴ドリルの刃部先端外径の
寸法。
Dc
first diameter
2048
二段目直径
段付きドリル及びセンタ穴ドリルの二段目の外径の
寸法。
Dc2
second diameter
2049
ステップ長さ
段付きドリルの先端直径の外周コーナから大きい方
の径の外周コーナまでの長さ。
L1
step length
2050
最大径
センタ穴ドリルのセンタ穴角と保護角との交わる径。
D1
−
12
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
c) シンニング
番号
用語
定義
参考
量記号
対応英語
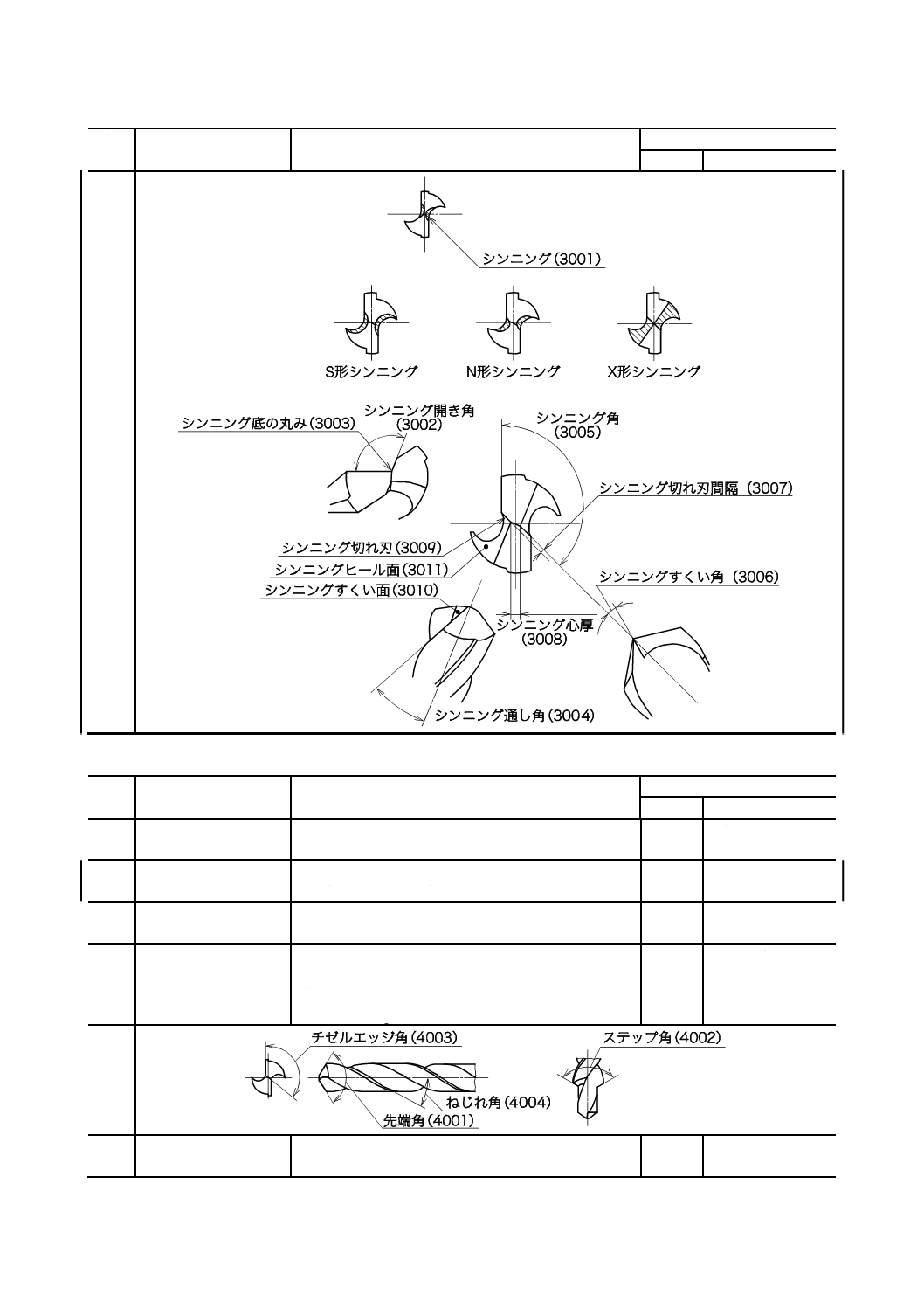
3001
シンニング
ウェブの先端を特に薄くした部分。切削抵抗を小さく
するためのもの。
注記 その形状には,S形,N形,X形(クロス形)
などがある。
−
thinning,
web thinning
3002
シンニング開き角
シンニング通し角に垂直に測定した,シンニングすく
い面とシンニングヒール面とがなす角。
τ2
splitting wheel face
angle
3003
シンニング底の丸み
シンニング通し角に垂直に測定した,シンニングすく
い面とシンニングヒール面との隅の丸みの半径。
Rt
thinning radius
3004
シンニング通し角
ドリルの軸とシンニングヒール面とがなす角。
τ1
thinning angle
3005
シンニング角
切れ刃とシンニング切れ刃とがなす角。
τ
thinning cutting
edge angle
3006
シンニングすくい角
ドリルの軸とシンニングすくい面とがなす角。
γt
thinning rake angle
3007
シンニング切れ刃間隔 二つのシンニング切れ刃の距離。
E
alignment of thinning
cutting edge
3008
シンニング心厚
シンニングによって薄くしたウェブの厚さ。
Wt
web thickness at
point after thinning
3009
シンニング切れ刃
シンニングすくい面と逃げ面との交線。
−
thinning cutting edge
3010
シンニングすくい面
シンニング切れ刃に続く面。
−
rake face after web
thinning
3011
シンニングヒール面
シンニングによって形成された,ヒール側の面。
−
heel face after web
thinning
13
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
d) ドリルの角
番号
用語
定義
参考
量記号
対応英語
4001
先端角
ドリルの軸に平行な面に,切れ刃を平行にして投影し
たときの角。
α
point angle
4002
ステップ角
段付きドリルの大きい方の径の切れ刃を,軸に平行な
面に投影したときの角。
α1
step angle
4003
チゼルエッジ角
ドリルの端面から見たときに,チゼルエッジと切れ刃
とがなす角。
ε
chisel edge angle
4004
ねじれ角
リーディングエッジと,その上の一点を通るドリルの
軸に平行な直線とがなす角。
注記 弱ねじれ角(slow helix angle),強ねじれ角(quick
helix angle)などがある。
λ
helix angle
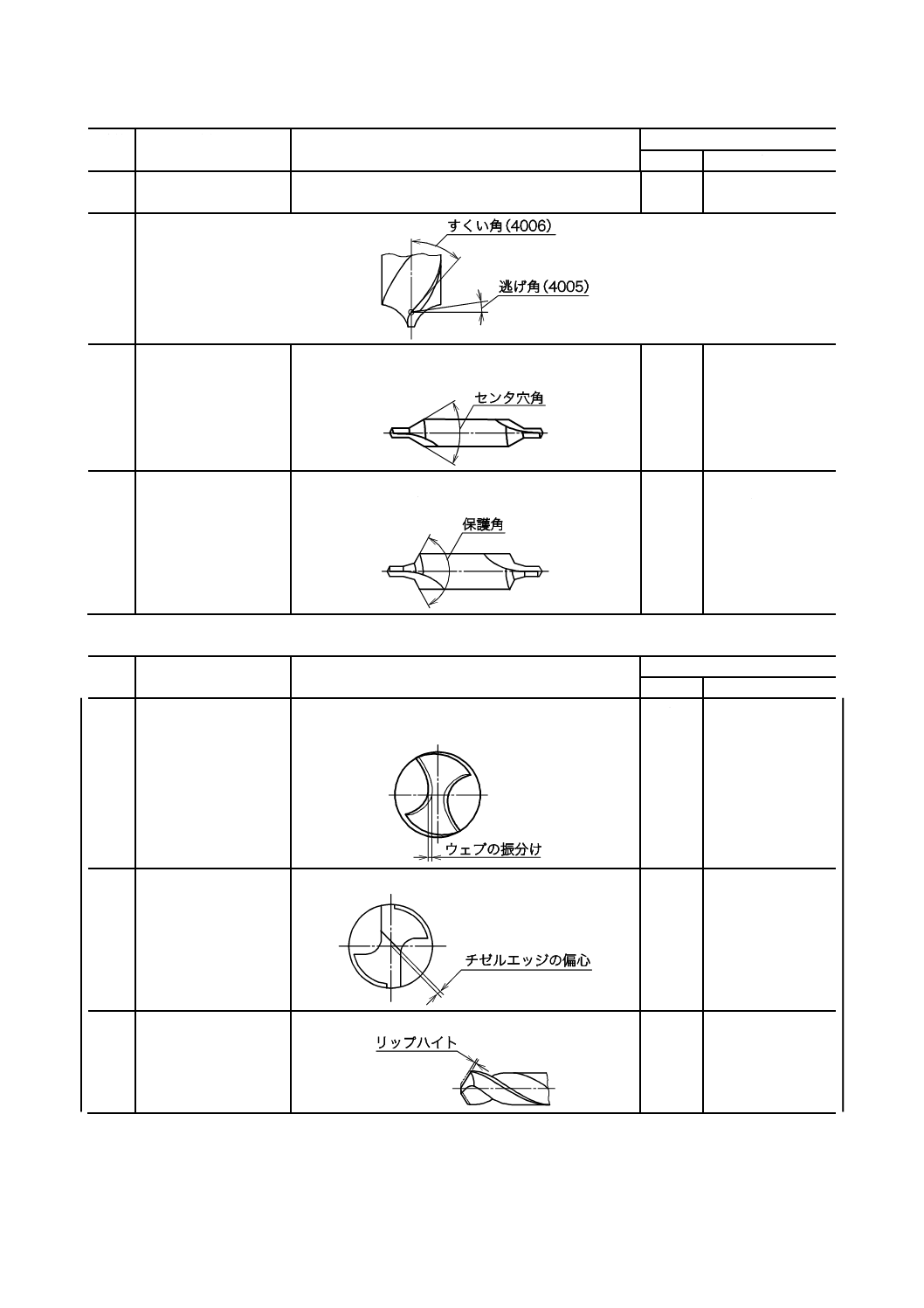
4005
逃げ角
外周コーナにおいて,軸直角断面と逃げ面とがなす
角。
ρ
relief angle,
clearance angle
14
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
4006
すくい角
外周コーナにおける,リーディングエッジと軸とがな
す角。
γ
side rake angle
4007
センタ穴角
センタ穴ドリルの小径の後部にあって,センタ穴を形
成する切れ刃の角度。
θ
countersink angle
4008
保護角
保護面付きのセンタ穴ドリルで,センタ穴を保護する
ための切れ刃の角度。
αb
bell angle,
protection angle
e) ドリルの精度
番号
用語
定義
参考
量記号
対応英語
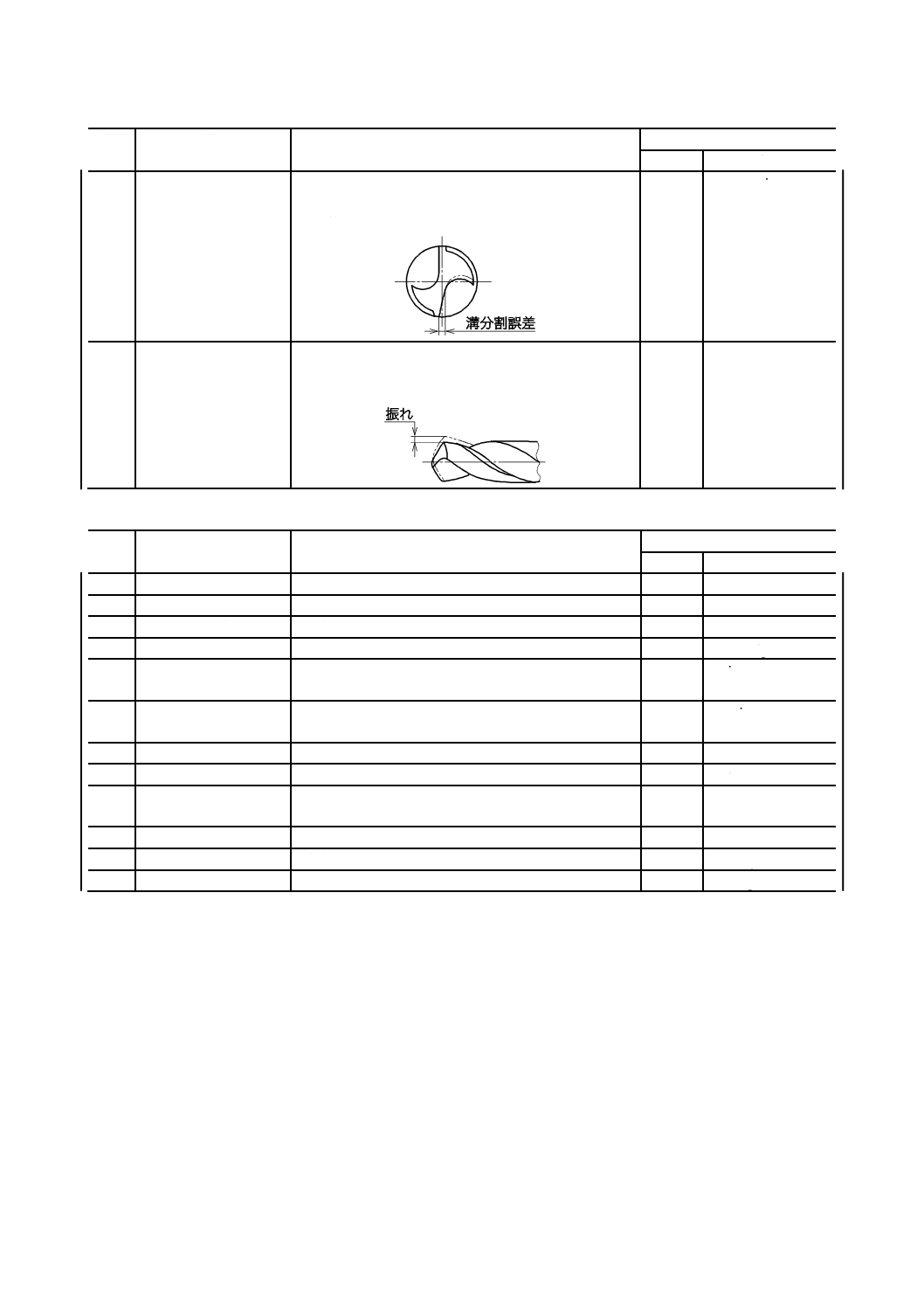
5001
ウェブの振分け
ドリルの軸直角断面で,ドリル中心から各溝底までの
長さの差。
tw
concentricity of web,
web symmetry
5002
チゼルエッジの偏心
ドリルの中心とチゼルエッジとの間の距離。
tc
centre deviation of
chisel edge
5003
リップハイト
ドリルを回転したときの,各切れ刃間の高さの差。
th
lip height
15
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
5004
溝分割誤差
ドリルの軸直角断面で,ドリルの隣り合ったリーディ
ングエッジの間の実際の円周上の長さと理論上の値
との差。
tf
flute spacing error,
pitch deviation
5005
振れ
シャンク部を基準として回転したときの外周コーナ
付近及び外周コーナから1/4リードの箇所のマージン
の振回し量を測定したときの大きな方の値。
tr
radial run out
f)
ドリルの刃部の損傷
番号
用語
定義
参考
量記号
対応英語
6001
摩耗
切削によって生じる減耗。
−
wear
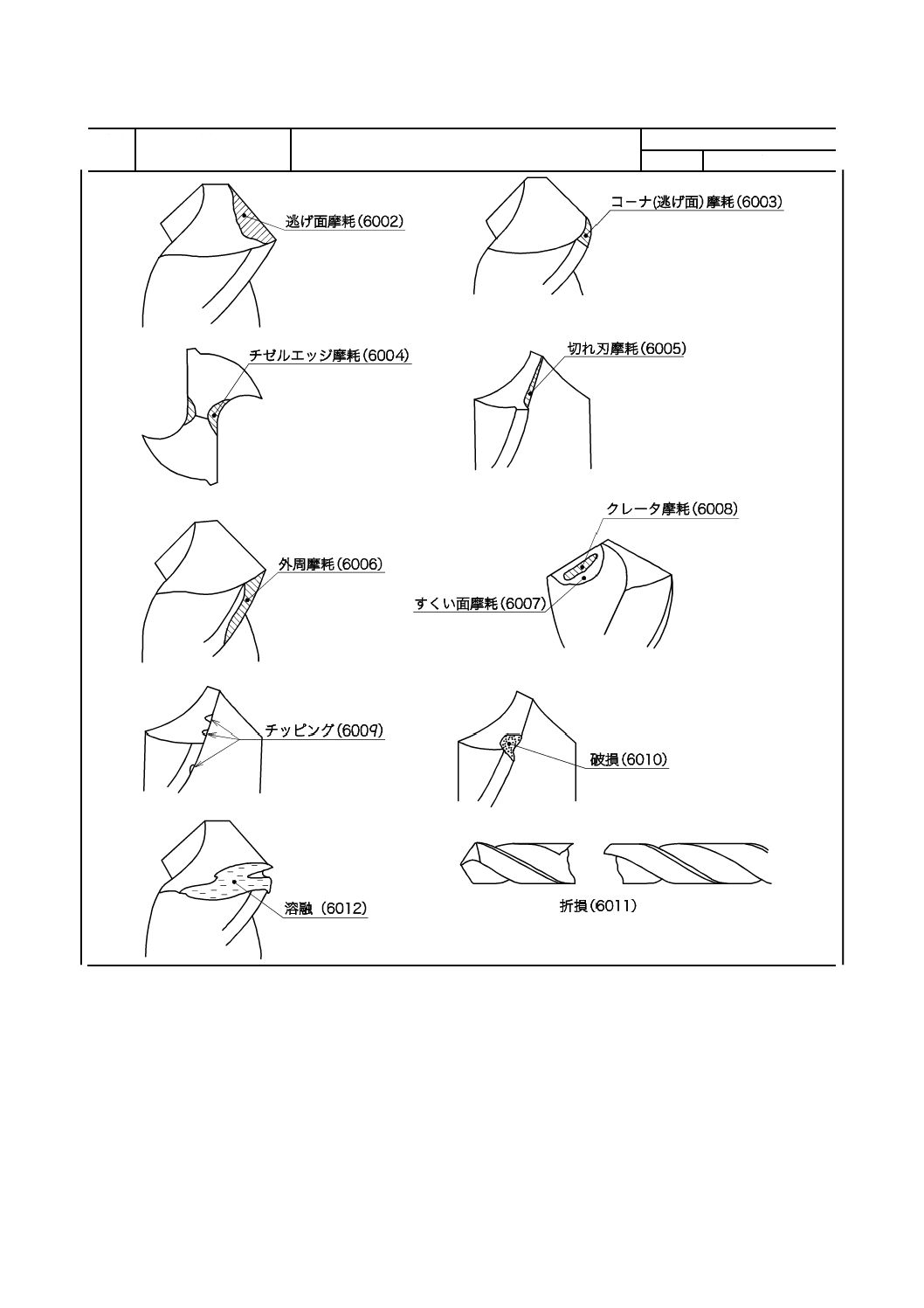
6002
逃げ面摩耗
逃げ面に生じる摩耗。
VB
flank wear
6003
コーナ(逃げ面)摩耗 逃げ面摩耗のうち,コーナ部に生じる摩耗。
VBc
outer corner wear
6004
チゼルエッジ摩耗
チゼルエッジに生じる摩耗。
−
chisel edge wear
6005
切れ刃摩耗
切れ刃に生じる摩耗。
−
major cutting edge
wear
6006
外周摩耗
マージン又はランドに生じる摩耗。
Vm
margin wear,
land wear
6007
すくい面摩耗
すくい面に生じる摩耗。
−
face wear
6008
クレータ摩耗
すくい面摩耗のうち,くぼみが生じる摩耗。
−
crater wear
6009
チッピング
切れ刃,リーディングエッジ部などに生じる小さな欠
け。
−
chipping
6010
破損
刃部及びチゼル部の全体又は大きな範囲に及ぶ破壊。
−
fracture
6011
折損
ボディ又はシャンクに生じる折れ。
−
breakage
6012
溶融
切削熱によって刃部が溶けること。
−
melting
16
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
17
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) ドリル一般
番号
用語
定義
参考
量記号
単位
対応英語
7001
切削速度
ドリルの外周における,ドリルと工作物との相対的
な,円周方向の速度。
注記 一般にドリルの切削速度は,次の式で計算す
る。
000
1
π
c
c
n
D
v=
ここに,vc :切削速度(m/min)
Dc :ドリルの直径(mm)
n :ドリルの回転速度(min−1)
vc
m/min
cutting speed
7002
回転速度
ドリルと工作物との相対的な,単位時間当たりの回
転数。
n
min−1
revolution per
minute
7003
送り量
ドリル一回転当たりの軸方向の移動量。
注記 単位をmm/revで表すこともある。
f
mm
feed per
revolution
7004
送り速度
単位時間当たりの軸方向の移動量。
vf
mm/min feed speed
7005
被削面
穴あけ加工を施す工作物の穴あけ前の表面。
−
−
work surface
7006
切りくず詰まり
切削中に切りくずが排出されずに,溝に詰まる状態。
−
−
chip packing
7007
切削勝手
(せっさくかっ
て)
ドリルの送り運動方向に見た回転の向き。
注記 その回転の向きによって右勝手と左勝手とが
ある。
−
−
rotation of
cutting
7008
止まり穴
加工した穴が行き止まりの穴。
−
−
blind hole
7009
通り穴
加工した穴が貫通した穴。
−
−
through hole
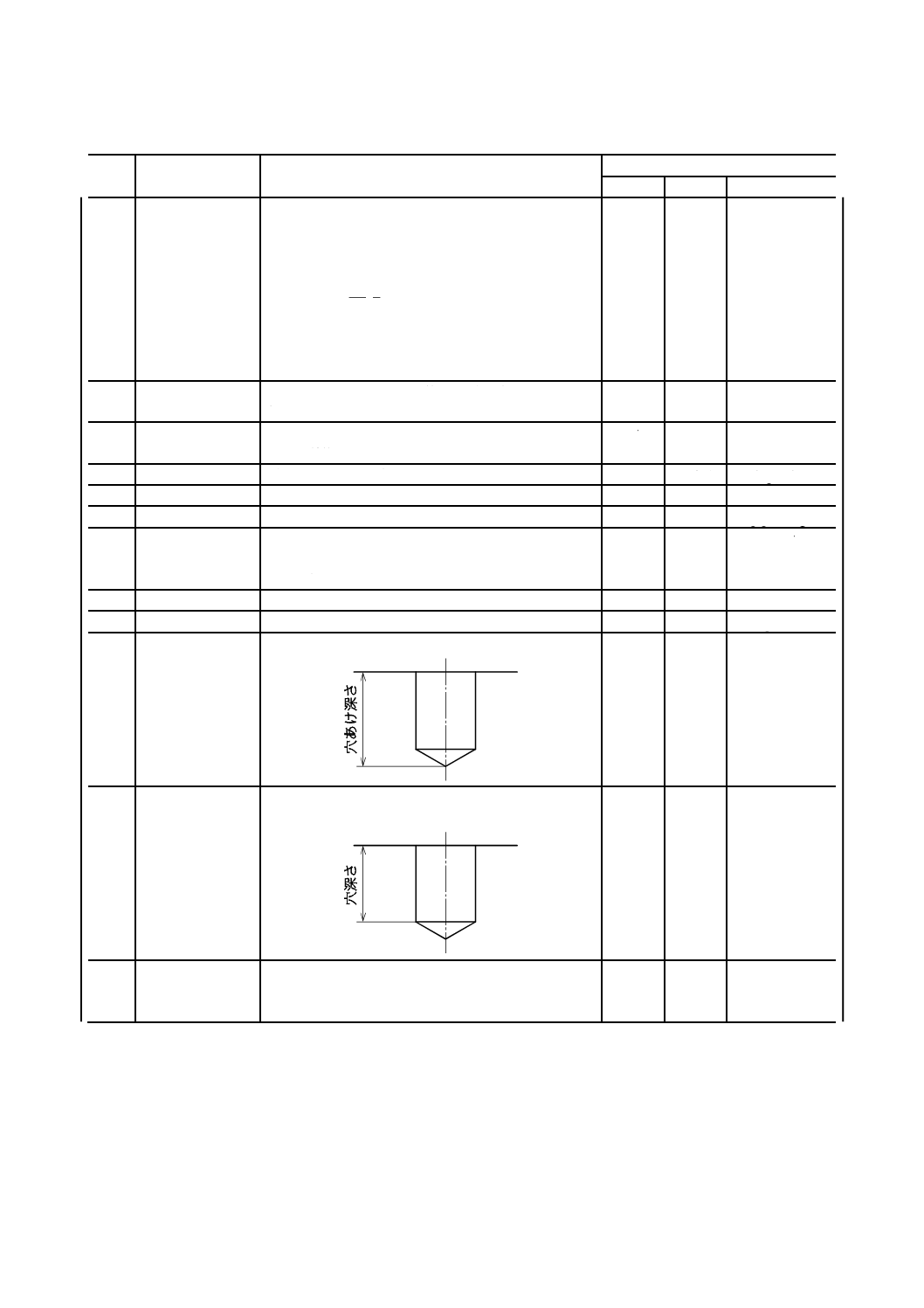
7010
穴あけ深さ
被削面から切り込んだドリル先端までの深さ。
H
mm
drilling depth
7011
穴深さ
加工した穴のドリルの先端部で成形された,円すい
部を除いた円筒部の深さ。
−
mm
hole depth
7012
ステップ送り
送りを数回に分けて加工する穴あけ方法。切りくず
の切断を図り,切りくず詰まり及びドリルの折損を
防止する。主として深穴加工に適用する。
−
−
pecking,
step feed
18
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 JIS B 4003 工具用テーパシャンク部及びソケット−形状・寸法
JIS B 4301 ストレートシャンクドリル
JIS B 4302 モールステーパシャンクドリル
JIS B 4304 センタ穴ドリル
JIS B 4305 ストレートシャンクロングドリル
JIS B 4306 モールステーパシャンクロングドリル
JIS B 4307 ストレートシャンクスタブドリル
JIS B 4308 スターティングドリル
JIS B 4313 高速度工具鋼ドリル−技術仕様
JIS B 4314 ミーリングシャンクドリルの形状・寸法
19
B 0171:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 0171:2014 ドリル用語
ISO 5419:1982 Twist drills−Terms, definitions and types
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術
的差異の理由及び今後の対
策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
ドリルに関する用語及び
その定義を規定。
1
ドリルの主要な種類の
用語及び定義を規定。
一致
−
2 用語の分類
用語を7項目に分類して
規定。
−
−
追加
−
規定している用語及びその
定義の分類を明確にした。
3 ドリルの呼
び方
種類を表す名称の呼び方
を規定。
−
−
追加
−
製品規格に規定している種
類を表す名称を明確にした。
4 用語及び定
義
a) ドリルの種類
b) ドリルの要素
c) シンニング
d) ドリルの角
e) ドリルの精度
f) ドリルの刃部の損傷
g) ドリル一般
に分類して用語及びその
定義を規定。
3
4
用語と定義
ドリルの種類とその用
語と定義に分類して用
語及びその定義を規定。
追加
ドリルの種類及びドリルの角に関す
る用語は,ISO規格の用語を包含し,
JISの製品規格にある用語及び定義を
追加した。ドリルの要素については,
ISO規格と一致した用語及び定義と
しているが,理解を助けるために図を
追加して記載した。その他の分類に関
する用語は,ISO規格にはないがJIS
として必要な用語を規定した。
JISの製品規格にある製品に
対する用語及びその定義を
明確にした。
JISと国際規格との対応の程度の全体評価:ISO 5419:1982,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
B
0
1
7
1
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。