2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0154 - 1996
円すい用語
Vocabulary of cones
1. 適用範囲 この規格は,機械に用いる円すい面及び円すい部品に関する用語(以下,円すい用語とい
う。)について規定する。
備考 この規格の引用規格を,次に示す。
JIS B 0401 寸法公差及びはめあい
2. 用語の分類 用語の分類は,次のとおりとする。
(1) 円すい
(2) 円すいの要素
(3) 円すい公差
(4) 円すいはめあい
3. 用語及び定義 用語及び定義は,次のとおりとする。
なお,参考として対応英語を示す。
備考 用語欄で,用語の下の丸括弧内の仮名書きは読み方を示す。
(1) 円すい
番号
用語
定義
対応英語(参考)
101
円すい
幾何学的な寸法によって定められる円すい面又は円す
い部品(付図1参照)。
cone,
circular cone
102
円すい面
直線をそれと交わる軸線の周りに回転することによっ
て得られる回転面。
conical surface
103
円すい部品
主要部分が円すい面である工作物又は工作物の一部
分。
備考 端面が軸線と直角に交わる円すい部品を直
円すい部品という。
conical workpiece
104
円すい台
軸線と直角に交わる二つの平行平面で区切られた円す
い。
備考 円すい台を略して円すいともいう(付図2参
照)。
truncated cone
105
外円すい
(がいえんすい)
円すい部品の外側形状を形成する円すい(付図3参照)。 external cone
106
内円すい
(ないえんすい)
円すい部品の内側形状を形成する円すい(付図4参照)。 internal cone
2
B 0154 - 1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
107
基準円すい
次に示すいずれかの幾何学的寸法によって与えられる
幾何学的に正しい円すい(付図5参照)。
(1) 一つの基準円すい直径,基準円すい長さ及び基準テ
ーパ比又は基準テーパ角度。
(2) 二つの基準円すい直径及び基準円すい長さ。
basic cone
108
実円すい
実在する円すい。
備考 測定によって得られる円すいをもって実円
すいに代える。
actual cone
109
許容限界円すい
(きょようげんかい
えんすい)
基準円すいと円すい直径公差の大きさと位置とから決
まる,同一の基準テーパ角度をもつ幾何学的に正しい
二つの同軸の円すい(付図6及び付図9参照)。
limit cones
(2) 円すいの要素
番号
用語
定義
対応英語(参考)
201
円すいの軸線
円すい面の中心を通る直線(付図7参照)。
cone axis
202
円すいの母線
円すいの軸線を含む平面と円すい面との交線(付図7
参照)。
generating line,
generatrix
203
円すいの頂点
円すいの軸線と母線との交点(付図7参照)。
cone point
204
円すいの軸直角断面 円すいの軸線に直角な平面による円すいの切り口。
section perpendicular to
the cone axis
205
円すいの軸断面
円すいの軸線を含む平面による円すいの切り口。
section in direction of the
cone axis
206
円すい直径
円すいの軸線に対して直角に定められた平面と円すい
面との交線に接する2平行直線間の距離(付図7参照)。
備考 基準円すい及び実円すいに対するものを,そ
れぞれ基準円すい直径(軸方向の位置が定め
られている箇所における基準円すい直径)及
び実円すい直径という。
cone diameter
207
大端径
(だいたんけい)
円すいの大きい端面における円すい直径(付図7参照)。
備考 基準円すいに対するものを基準大端径とい
う。
cone diameter at the larger
end
208
小端径
(しょうたんけい)
円すいの小さい端面における円すい直径(付図7参照)。
備考 基準円すいに対するものを基準小端径とい
う。
cone diameter at the
smaller end
209
円すい長さ
円すいの両端の間の軸方向距離(付図7参照)。
備考 基準円すい及び実円すいに対するものを,そ
れぞれ基準円すい長さ及び実円すい長さと
いう。
cone length
210
テーパ角度
一つの軸断面における円すいの二つの母線の間の角度
(付図7参照)。
備考 基準円すいに対するものを基準テーパ角度
(付図5及び付図6参照)という。
cone angle
211
実テーパ角度
円すいの軸線を含む任意の切断平面内において,実円
すいの二つの母線の直角度を包含し,その間の間隔が
最小となる2対の平行直線の間の角度(付図8参照)。
備考 一つの実円すいにおいて,軸断面が異なれ
ば,実テーパ角度は必ずしも等しいとはいえ
ない。
actual cone angle
212
円すい母線角
円すいの軸線と母線との間の角度(付図7参照)。
cone generating angle
3
B 0154 - 1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
213
テーパ比
円すいの二つの軸直角断面の直径差とその両断面の間
隔との比。
備考 基準円すいに対するものを基準テーパ比と
いう。
rate of taper
214
許容限界円すい直径 任意の軸直角断面における許容限界円すいの直径(付
図9参照)。
備考 最大の許容限界円すいの直径を最大許容円
すい直径,最小の許容限界円すいの直径を最
小許容円すい直径という。
limit cone diameters
215
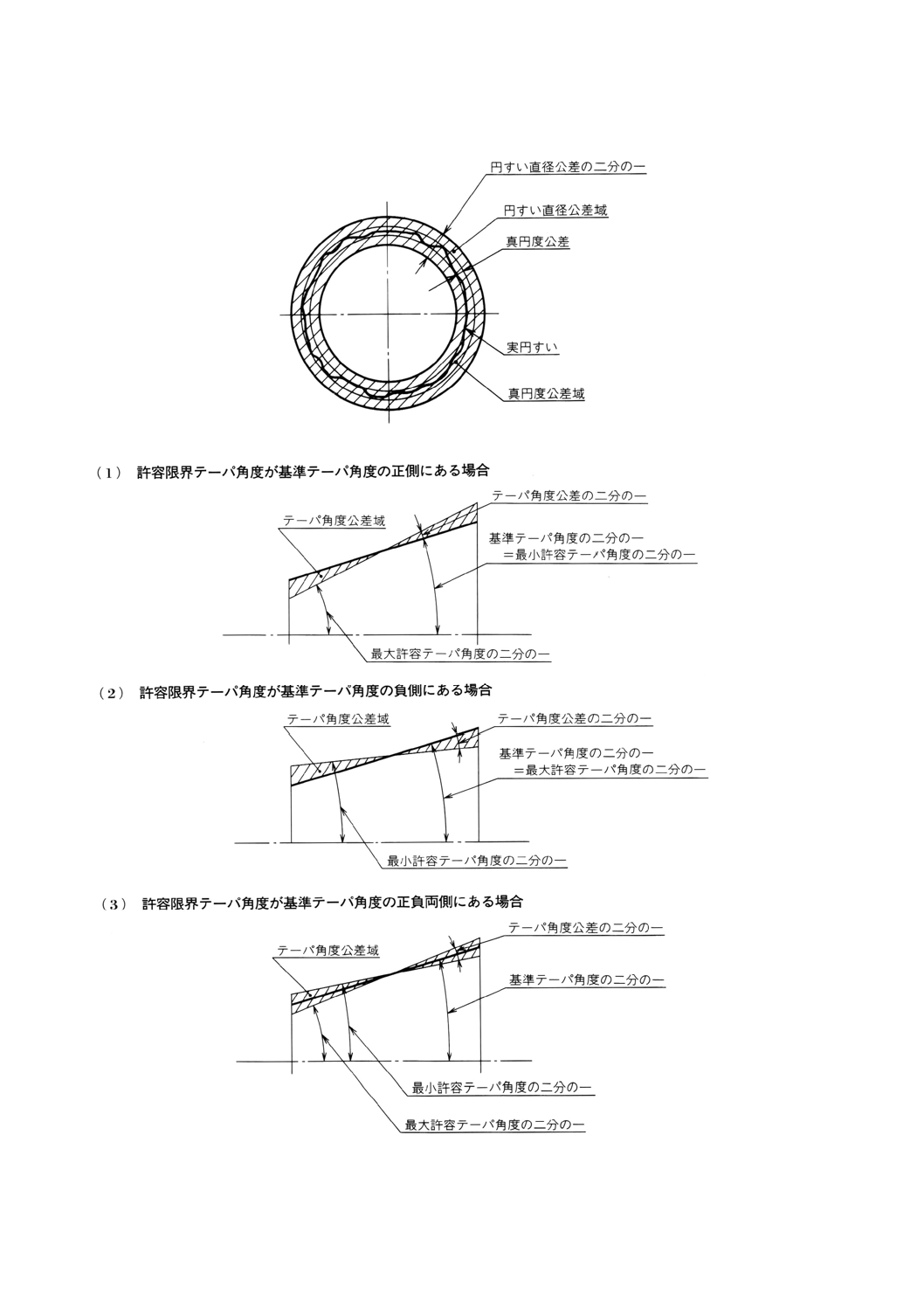
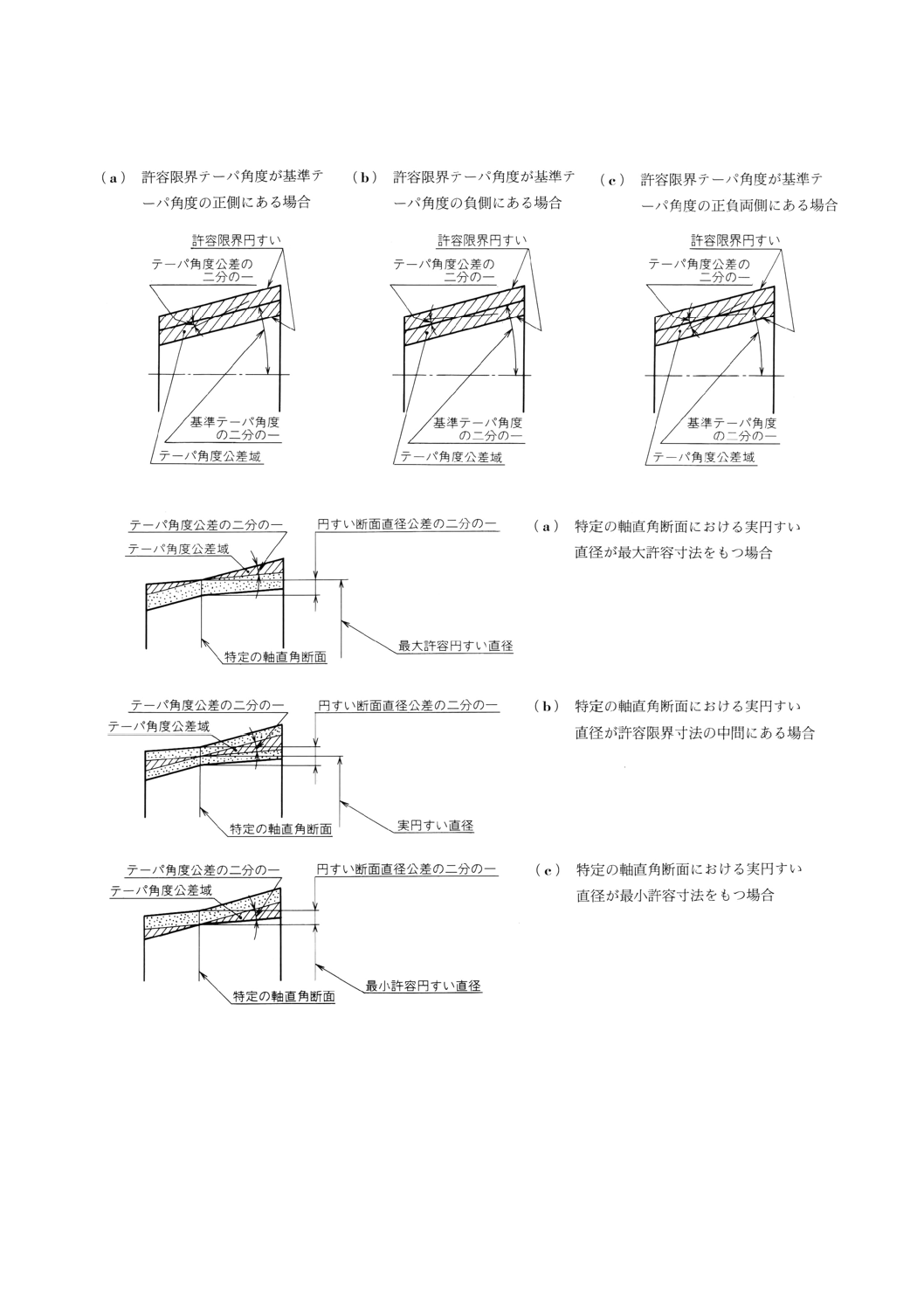
許容限界テーパ角度 基準テーパ角度とテーパ角度公差の大きさと位置とか
ら決まる最大及び最小のテーパ角度(付図11参照)。
備考 最大の許容限界テーパ角度を最大許容テー
パ角度,最小の許容限界テーパ角度を最小許
容テーパ角度という。
limit cone angles
(3) 円すい公差
番号
用語
定義
対応英語(参考)
301
円すい公差方式
円すいに適用する公差方式で,円すい直径公差,テー
パ角度公差,円すい断面直径公差及び円すい形状公差
を含む。
system of cone tolerances
302
基準テーパ法
基準円すいに対して円すい直径の許容差だけを指定す
る円すい公差の指定方法(付図6参照)。
備考 必要に応じてテーパ角度の許容差及び円す
い形状公差を追加指定する。
basic taper method
303
テーパ公差法
基準円すいに対して円すい断面直径の許容差を与える
とともにテーパ角度の許容差を指定する円すい公差の
指定方法(付図13参照)。
備考 必要に応じて円すい形状公差を追加指定す
る。
toleranced taper method
304
円すい直径公差
任意の軸直角断面における最大許容円すい直径と最小
許容円すい直径との差(付図6,付図9及び付図10参
照)。
備考 円すい直径公差は,通常基準大端径に基づい
てJIS B 0401による基本公差から選ぶ。
cone diameter tolerance
305
テーパ角度公差
最大許容テーパ角度と最小許容テーパ角度との差(付
図11,付図12及び付図13参照)。
cone angle tolerance
306
テーパ角度公差の等
級
円すい長さの区分に応じて精度が同一水準にあると考
えられる角度公差群に付けられた精粗の段階。
備考 角度公差群のほかに一つの円すい長さの区
分内で一定の角度公差から計算された寸法
による公差群がある。
参考 JIS B 0614(円すい公差方式)ではAT1〜12
の12等級に分けている。
cone angle tolerance grade
307
円すい形状公差
円すい母線の真直度公差及び円すい断面の真円度公差
の総称(付図9及び付図10参照)。
cone form tolerance
308
円すい母線の真直度
公差
実円すいの母線が存在しなければならない領域を示す
二つの平行直線の間隔(付図9参照)。
straightness tolerance of
the generating line
309
円すい断面の真円度
公差
軸直角断面において,実円すい断面がその内部に存在
しなければならない領域を示す二つの同心円の間隔
(付図10参照)。
circularity tolerance of the
cone section
(perpendicular to the
cone axis)
4
B 0154 - 1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
310
円すい断面直径公差 円すいの特定の軸直角断面における最大許容円すい直
径と最小許容円すい直径との差(付図13参照)。
cone section diameter
tolerance
311
円すい直径公差域
円すい直径公差を図示するとき,円すいの軸線に直角
な切断平面又は軸線を含む切断平面内において許容限
界円すいによって区切られる領域(付図9及び付図10
参照)。
cone diameter tolerance
zone
312
円すい公差空間
許容限界円すいの間の空間。
参考1. 円すい公差空間は二つの切断平面中の円
すい直径公差域によって図示することが
できる。
2. 円すい公差空間という用語は,円すい公差
の指定方法のうち基準テーパ法に適用し,
テーパ公差法には適用しない。
cone tolerance space
313
テーパ角度公差域
基準テーパ角度並びにテーパ角度公差の大きさ及び位
置から決まる最大許容テーパ角度と最小許容テーパ角
度との間の扇形の領域(付図11参照)。
cone angle tolerance zone
(4) 円すいはめあい
番号
用語
定義
対応英語(参考)
401
円すいはめあい
同じ基準テーパ角度又は基準テーパ比をもち,互いに
はめ合わせる円すい部品の内円すいと外円すいとの円
すい直径公差域又は円すい断面直径公差域の間の関
係。
cone fits
402
円すいはめあい方式 ある円すい公差方式に属する外円すいと内円すいとに
よって形成される,円すいはめあいの方式。
JIS B 0401による公差方式を基準円すいに適用する,円
すいはめあい方式を含む。
system of cone fits
403
円すいはめあいの特
性
円すいの軸線に垂直に測定したすきま又はしめしろに
よって決まる特性。
備考 このすきま又はしめしろは,図面上の指定方
法によって円すい面の全長にわたって有効
な場合(基準テーパ法)と特定の軸直角断面
における円すい直径に対してだけ有効な場
合(テーパ公差法)とがある。
character of cone fit
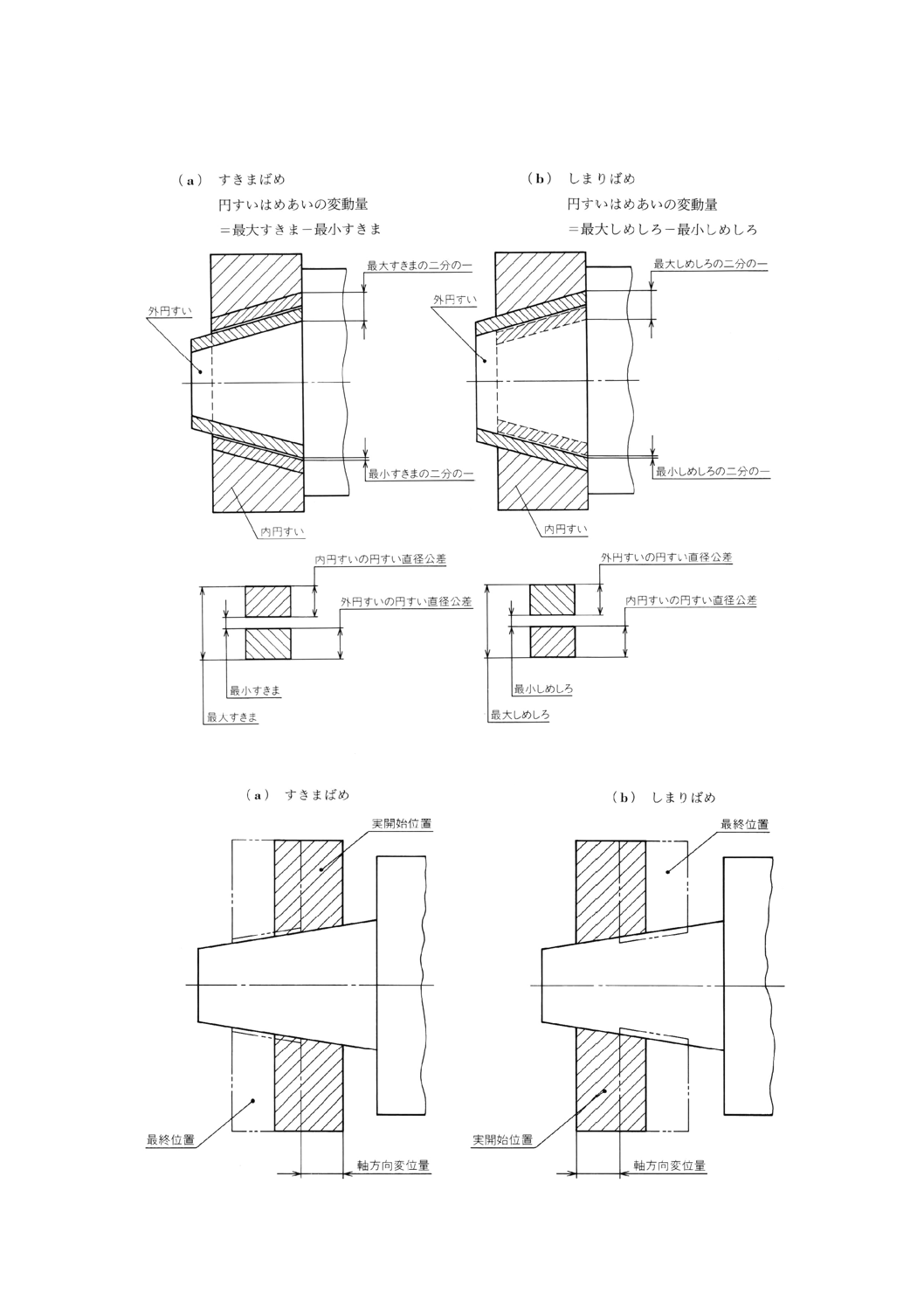
404
円すい直径はめあい
の変動量
互いにはめ合わせる円すい部品の間のすきま又はしめ
しろ(1)が変動する範囲。内円すいと外円すいとの円す
い直径公差又は円すい断面直径公差の和に等しい(付
図14参照)。
注(1) すきま又はしめしろとは,はめ合わせる内円
すい直径と外円すい直径との差をいい,内円
すいと外円すいの相対的な軸方向の位置に
よって変化する。
variation of cone diameter
fit
405
テーパ角度はめあい
の変動量
互いにはめ合わせる円すい部品の間の角度すきま又は
角度しめしろ(2)が変動する範囲。内円すいと外円すい
とのテーパ角度公差の和に等しい。
注(2) 角度すきま又は角度しめしろとは,内円すい
と外円すいとのテーパ角度の差。
variation of cone angle fit
406
開始位置
力を加えることなく接触させた円すい部品相互の軸方
向位置。
starting position
5
B 0154 - 1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
407
実開始位置
力を加えることなく接触している実内円すいと実外円
すいの相互の軸方向位置(付図15参照)。
備考 実開始位置は二つの許容限界開始位置の間
にある。
actual starting position
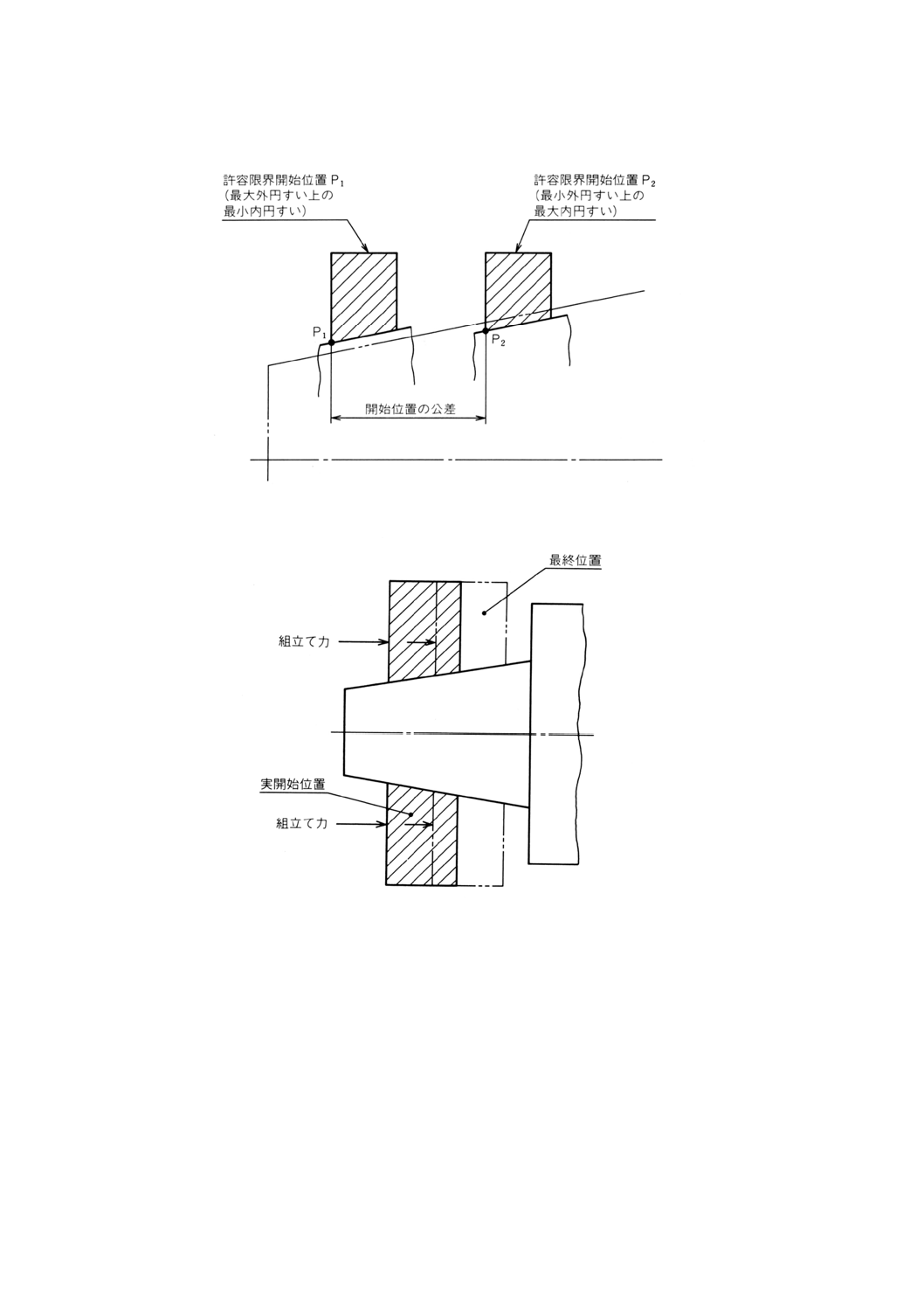
408
許容限界開始位置
はめ合わせる円すい部品相互の軸方向の両極限の位
置。力を加えることなく接触している許容限界円すい
から算出する(付図16参照)。
limit starting positions
409
開始位置の公差
両許容限界開始位置の軸方向間隔(付図16参照)。
備考 開始位置の公差は内円すいの直径公差と外
円すいの直径公差の和を基準テーパ比で除
した値に等しい。
tolerance on the starting
positions
410
最終位置
はめ合わせる円すい部品に対して,最終状態で必要と
するすきま又はしめしろが生じるように指定した,部
品相互の軸方向の位置(付図15及び付図17参照)。
final position
411
組立て力
最終位置で規定のしまりばめを得るために,実開始位
置から円すい部品の組立ての場合に軸方向に加える力
(付図17参照)。
assembly force
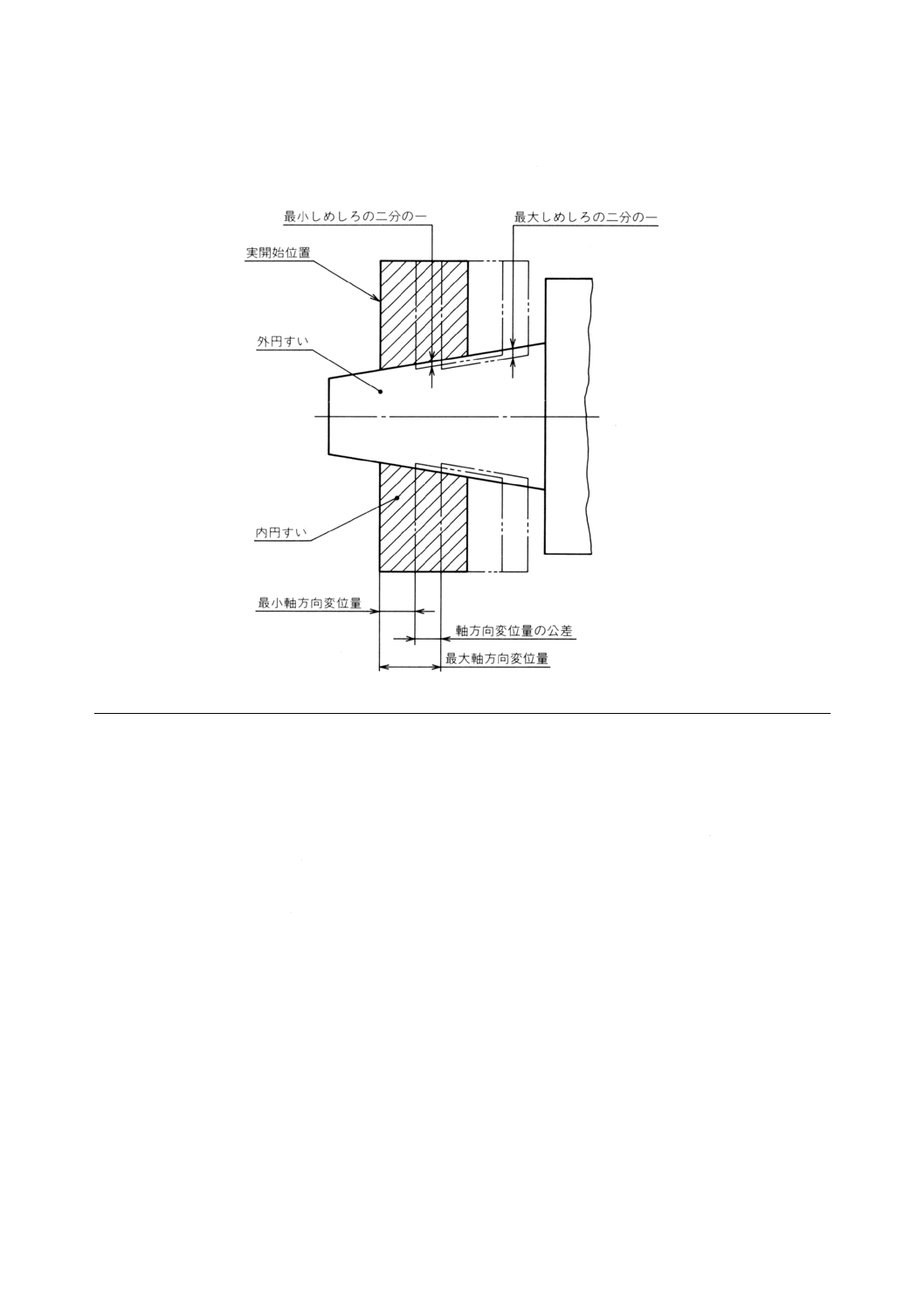
412
軸方向変位量
はめ合わせる円すい部品の実開始位置と最終位置との
軸方向の間隔(付図15参照)。
axial displacement
413
軸方向変位量の公差 円すい部品の最終位置で最大のすきま又はしめしろを
与える軸方向の変位量(最大軸方向変位量)と,最小
すきま又はしめしろを与える軸方向の変位量(最小軸
方向変位量)との差(付図18参照)。
tolerance on the axial
displacement
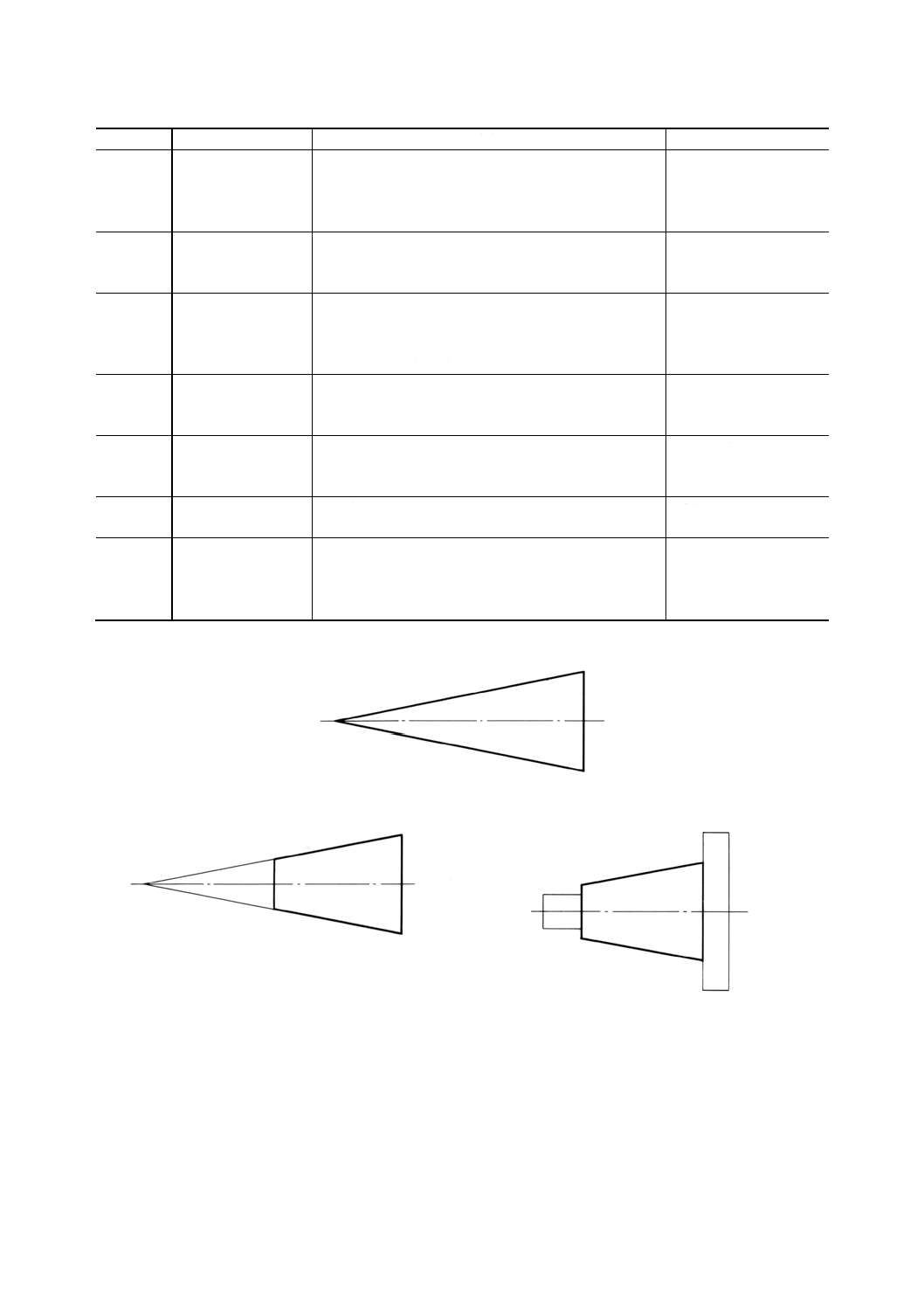
付図1 円すい
付図2 円すい台
付図3 外円すい
6
B 0154 - 1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
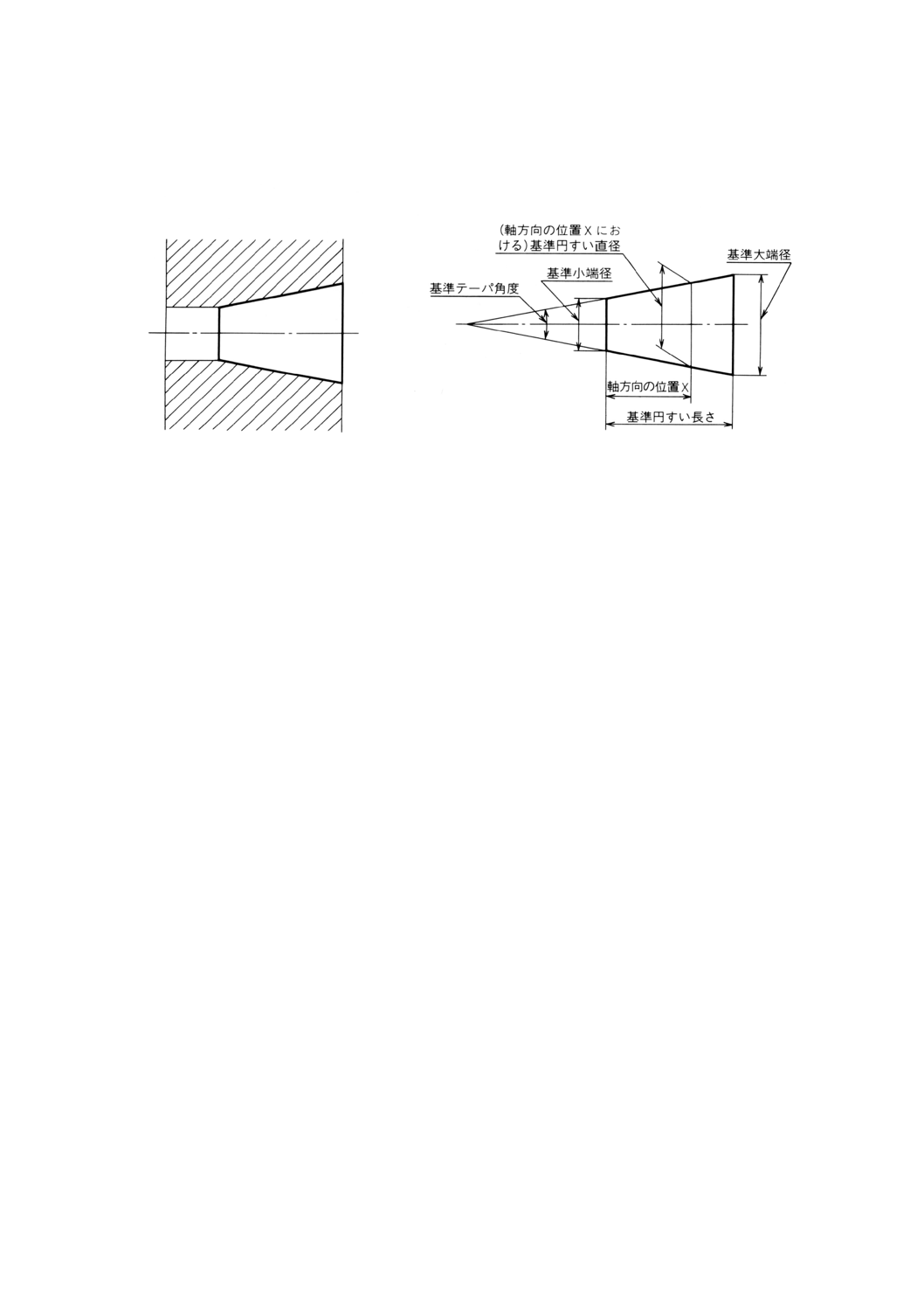
付図4 内円すい
付図5 基準円すい
7
B 0154 - 1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
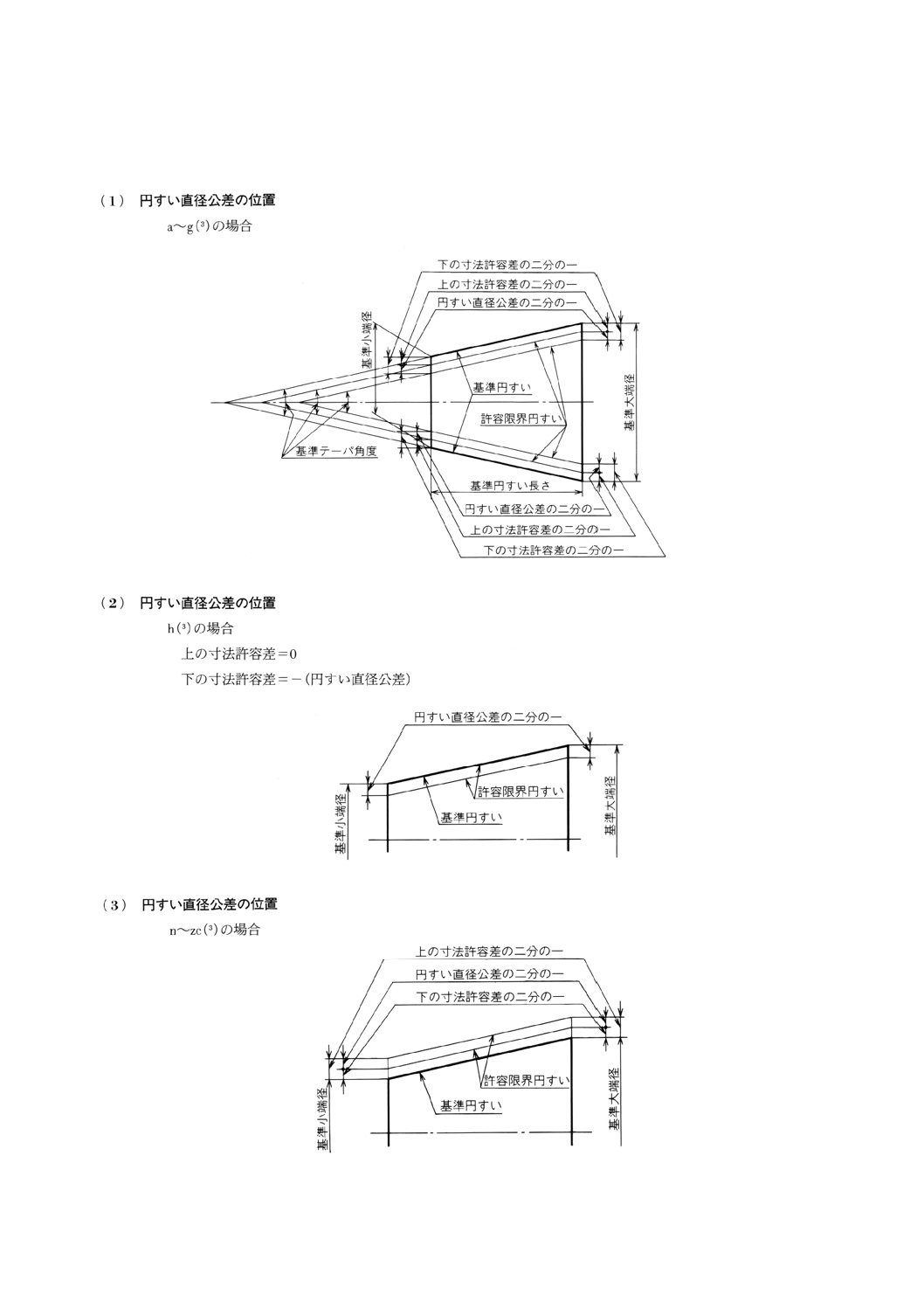
付図6 許容限界円すいと円すい直径公差の大きさと位置(外円すいの場合)
注(3) a〜g,h及びn〜zcは,JIS B 0401で規定している軸の公差域の位置を示す記号である。
8
B 0154 - 1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
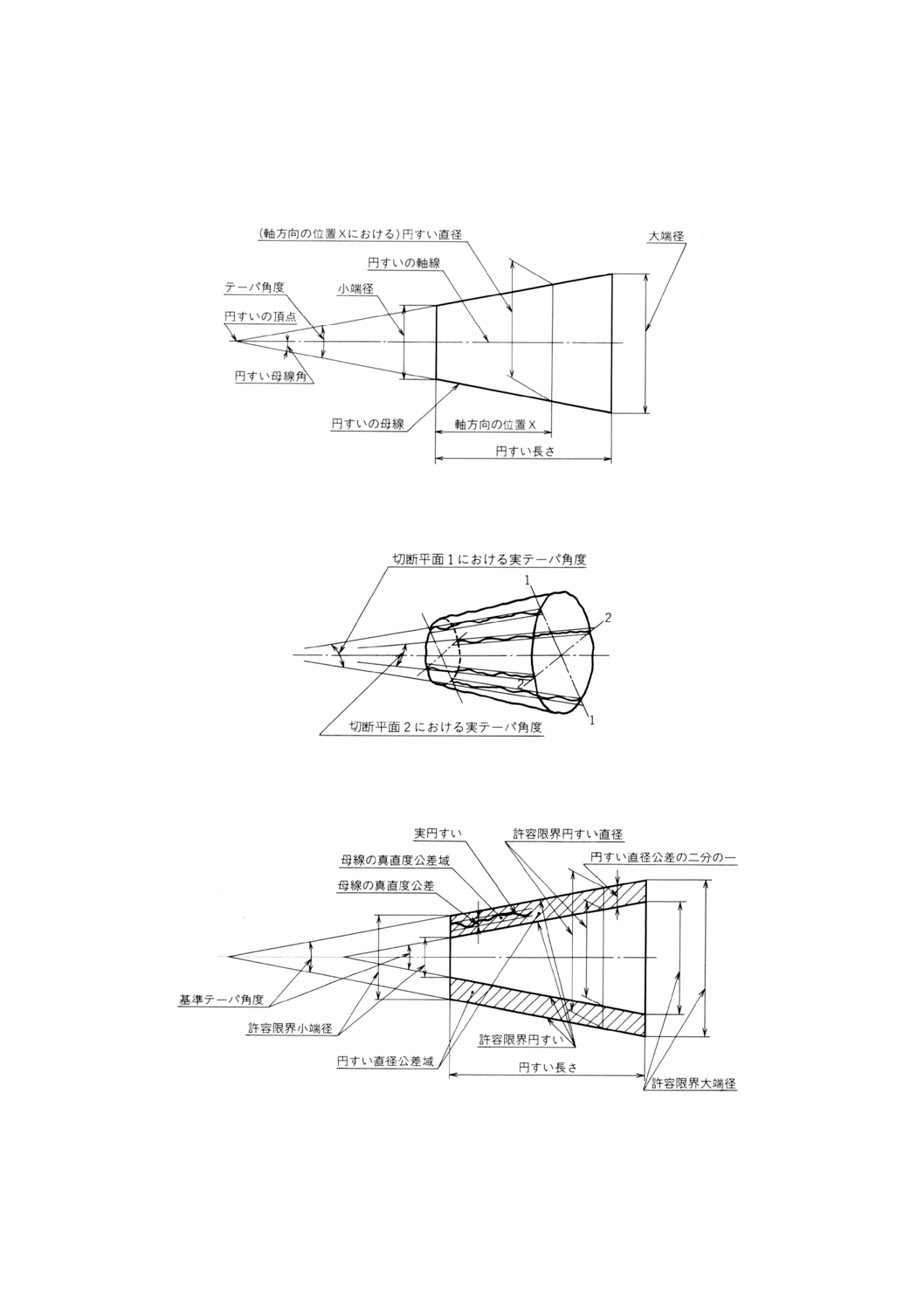
付図7 円すいの要素
付図8 実テーパ角度
付図9 許容限界円すい,許容限界円すい直径,円すい直径公差域及び円すい母線の真直度公差域
9
B 0154 - 1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図10 円すい直径公差域及び円すい断面の真円度公差域
付図11 許容限界テーパ角度
10
B 0154 - 1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図12 円すい直径公差域内のテーパ角度公差の位置
付図13 円すい断面直径公差とテーパ角度公差
11
B 0154 - 1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図14 円すい直径はめあいの変動量
付図15 実開始位置と最終位置
12
B 0154 - 1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図16 許容限界開始位置
付図17 実開始位置から規定の組立て力を与えて得られる円すいしまりばめ
13
B 0154 - 1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図18 実開始位置から規定の軸方向変位量(最大軸方向変位量・最小軸方向変位量。)
を与えて得られる最大しめしろ及び最小しめしろ
関連規格 JIS B 0612 円すいテーパ
JIS B 0614 円すい公差方式
JIS B 0616 円すいはめあい方式
ISO 1119 : 1975 Series of conical tapers and taper angles
ISO 1947 : 1973 System of cone tolerances for conical workpieces from C=1 : 3 to 1 : 500 and
lengths from 6 to 630 mm
ISO 5166 : 1982 System of cone fits for cones from C=1 : 3 to 1 : 500, lengths from 6 to 630 mm and
diameters up to 500 mm
14
B 0154 - 1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 0154(円すい用語)改正原案作成委員会 構成表
(委員会区分)
氏名
所属
本(委員長)
大 園 成 夫
東京大学工学部
本,小(主査)
沢 辺 雅 二
株式会社ミツトヨ
本,小
竹田原 昇 治
通商産業省工業技術院標準部
本
後 藤 充 夫
通商産業省工業技術院計量研究所
小
青 木 保 雄
東京大学名誉教授
本,小
高 増 潔
東京大学工学部
本,小
高 内 国 士
本
佐 藤 隆
株式会社東芝生産技術研究所精密技術研究部
本,小
清 水 信 一
株式会社不二越軸受事業部
本
中 野 健 一
東京都立工業技術センター
本,小
野 上 昭 三
株式会社アマダ
本
桑 田 浩 志
トヨタ自動車株式会社設計管理部
本
加 山 英 男
財団法人日本規格協会
備考 本は本委員,小は小委員