1
B 0147:2004 (ISO 14588:2000)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本ねじ研究協会(JFRI)/財団法人日本規格
協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の
審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 14588:2000,Blind rivets−
Terminology and definitionsを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0147:2004
(ISO 14588:2000)
ブラインドリベット ― 用語及び定義
Blind rivets−Terminology and definitions
序文 この規格は,2000年に第1版として発行されたISO 14588,Blind rivets−Terminology and definitions
を翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
1. 適用範囲 この規格は,ブラインドリベット(以下,リベットという。)の種類,性能特性及び幾何特
性に関する用語及び定義,並びにブラインドリベット止めにおける装着及び一般に使用される装着装置に
関する用語について規定する。
この規格の末尾に,用語索引(アルファベット順)を参考として示す。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 14588:2000,Blind rivets−Terminology and definitions (IDT)
2. 用語及び定義
2.1
ブラインドリベット(blind rivet) その挿入及び装着の作業が片側方向からだけしか行えなくても,
一つの組立品を構成する部品を互いに締め付ける能力をもつ機械的な締結用部品。
備考1. マンドレル又はピンは,装着をする間にリベットの端部を変形させる。それは,胴部を更に
膨らませることがある。
2. リベットの要素を,図1に示す。
1
2
3
4
5
6
7
8
9
10
1 ブラインドリベットの本体
2 ブラインドリベットの端部
3 ブラインドリベットの頭部
4 ブラインドリベットの胴部
5 ブラインドリベットの心部
6 マンドレル
7 マンドレルの頭部
8 破断領域
9 マンドレルの軸部
10 マンドレルの先端部
図 1 ブラインドリベットの要素
2
B 0147:2004 (ISO 14588:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.1.1
ブラインドリベットの本体(blind rivet body) 頭部,胴部,端部及び心部から成るリベットの要
素。
2.1.1.1
ブラインドリベットの頭部(blind rivet head) 常に接合箇所の挿入側に位置し,前もって成形さ
れたリベットの本体の一部。
2.1.1.1.1
突出しブラインドリベット頭(protruding blind rivet head) リベット装着後,被締結部材の表
面から突き出ている頭。
図2を参照のこと。
1
2
1 ブラインドリベットの頭部
2 隠れ頭
図 2 突出しブラインドリベット頭
2.1.1.1.2
皿ブラインドリベット頭(countersunk blind rivet head) リベット装着後,被締結部材の表面と
平らになる頂面をもつ頭。
図3を参照のこと。
1
2
1 ブラインドリベットの頭部
2 隠れ頭
図 3 皿ブラインドリベット頭
2.1.1.2
ブラインドリベットの胴部(blind rivet shank) 頭部の下側から,リベットの端部に向かって延
びている部分。
備考 その横断面は,一般的に円形である。
2.1.1.3
ブラインドリベットの端部(blind rivet end) 胴部を挟んで,頭部の反対側にある末端。
備考 閉じられていても,開かれていても又は割られていてもよい。
2.1.1.4
ブラインドリベットの心部(blind rivet core) 本体中の軸方向にある穴。
備考 本体の全長を貫通していても,その一部分だけであってもよい。
3
B 0147:2004 (ISO 14588:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.1.2
マンドレル
(mandrel) リベットの本体に,前もって組み入れられた,通常,破断領域をもつ部
品。
備考1. マンドレルは,頭部をもち,その軸部には溝があってもなくてもよい。
2. マンドレルを引くか又は押して,リベットの本体の端部を隠れ頭へと変形させるまで,リベ
ットを装着する。
2.1.3
隠れ頭(blind head) 装着をする間に,マンドレルによって成形されるリベット本体の頭部から
遠い方のかしめられた部分。
図2及び図3を参照のこと。
2.2
ブラインドリベットのマンドレル及びピンの種類
2.2.1
引きマンドレル(pull mandrel) 締付けのために,被締結部材を貫通してリベットを挿入した後,
その頭部で隠れ頭を成形するために,軸方向に引くマンドレル。
備考 引きマンドレルには,幾つかの種類がある。 2.2.1.1〜2.2.1.6を参照のこと。
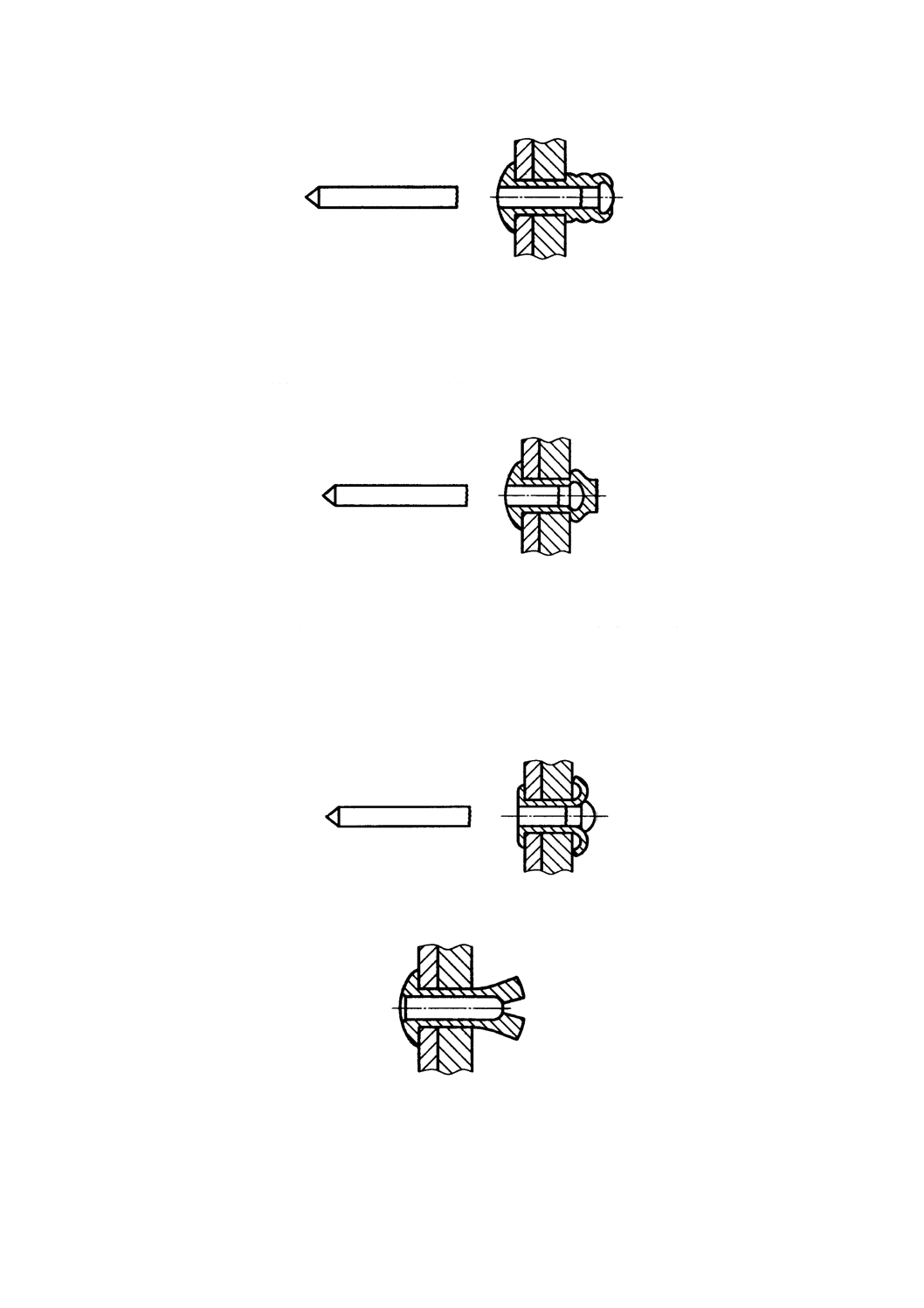
2.2.1.1
引抜きマンドレル(pull through mandrel) リベット装着後,結果として中空リベットとなる本
体を通して,完全に引き抜くマンドレル。
図4を参照のこと。
図 4 引抜きマンドレル
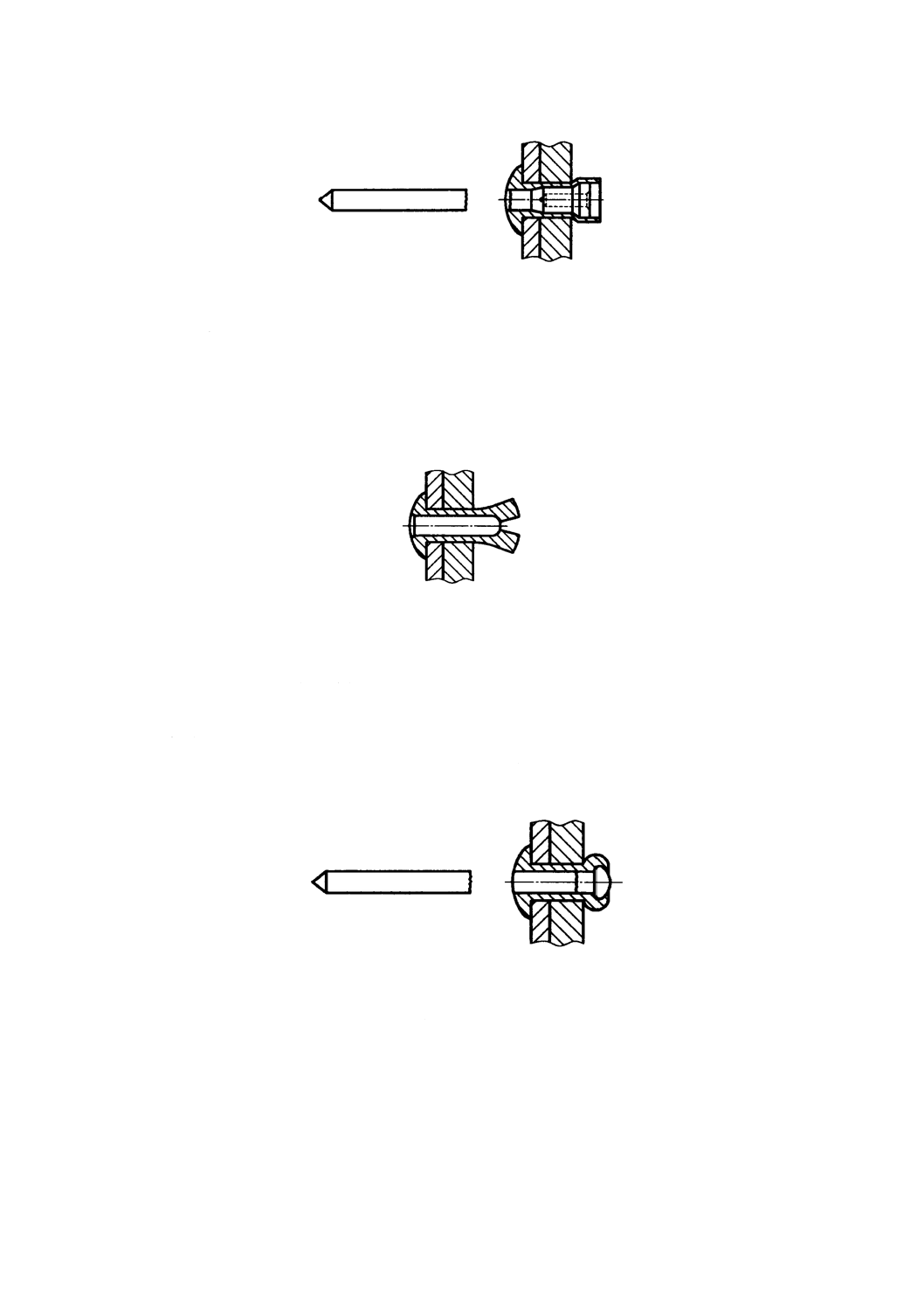
2.2.1.2
引張破断マンドレル(break pull mandrel) リベット装着後,頭部から軸部への移行部又はその
近傍で破断し,頭部及び軸部の一部がリベットの本体内に残留するマンドレル。
図5を参照のこと。
図 5 引張破断マンドレル
2.2.1.3
頭部破断マンドレル(break head mandrel) リベット装着後,頭部から軸部への移行部で破断し,
中空リベットとなるよう,軸部及び頭部がともに排出されるマンドレル。
図6を参照のこと。
4
B 0147:2004 (ISO 14588:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 6 頭部破断マンドレル
2.2.1.4
引張非破断マンドレル
(non-break pull mandrel) リベット装着後,破断しないマンドレル。
図7を参照のこと。
備考 装着後の追加作業によって,リベットの頭部から突き出たマンドレルの軸部を取り除いてもよ
い。
図 7 引張非破断マンドレル
2.2.1.5
心部を中実とするプラグ形引張破断マンドレル(structural flush break self-plugging pull mandrel)
リベット装着後,リベットの頭部頂面近傍で破断するマンドレル。
図8を参照のこと。
備考 リベットの胴部及びマンドレルの軸部がともにせん断面になるよう,マンドレルの一部が本体
内に保持される。
図 8 心部を中実とするプラグ形引張破断マンドレル
2.2.1.6
心部を中実とする固着性強化形段付き引張破断マンドレル
(multi-grip flush break positive lock pull
mandrel) リベット装着時に,それ自身及び/又は本体の予測された変形によって,それ自身の抜け出し
に対する抵抗を高めるマンドレル。同時に,リベット装着後には,その軸部及びリベットの胴部がともに
締結部のせん断面となるように,リベットの頭部頂面近傍で破断するマンドレル。
図9を参照のこと。
備考 広範囲の部材厚さを締結する機能がある。
5
B 0147:2004 (ISO 14588:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 9 心部を中実とする固着性強化形段付き引張破断マンドレル
2.2.2
押込みピン(drive pin) リベットの頭部から突き出した状態に組み込まれたものであって,被締
結部材を貫通してリベットを挿入した後,隠れ頭を成形するために,リベットの頭部頂面と同じ高さにな
るまで押し込まれ,リベットの端部を押し広げるピン。
図10を参照のこと。
図 10 押込みピン
2.3
ブラインドリベットの胴部の種類
2.3.1
開放形胴部(open end) 全体が中空であって,どの種類のマンドレルも用いることができるリベ
ットの胴部。
図11を参照のこと。
備考 マンドレルの種類については,2.2.1.1〜2.2.1.6を参照。
図 11 開放形胴部
2.3.2
延長開放形胴部(open end, extended set) 締結可能な厚さの範囲が広い,開放形のリベットの胴
部。
図12を参照のこと。
6
B 0147:2004 (ISO 14588:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 12 延長開放形胴部
2.3.3
密閉形胴部(closed end) 端部が密閉され,装着後も密閉されたままのリベットの胴部。
図13を参照のこと。
備考 マンドレルの種類2.2.1.2又は2.2.1.4を用いてもよい。
図 13 密閉形胴部
2.3.4
割り形胴部(split end) 端部が二つ以上の部分になるように,軸方向に分割されたリベットの胴
部。
図14及び図15を参照のこと。
備考 マンドレルの種類2.2.1.1〜2.2.1.4,2.2.1.6又は2.2.2を用いてもよい。
図 14 割り形胴部
図 15 割り形胴部
7
B 0147:2004 (ISO 14588:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.5
溝付き形胴部(slotted shank) 頭部の下側と端部との間で,胴部に軸方向の溝をもつリベットの
胴部。
図16を参照のこと。
備考 マンドレルの種類2.2.1.1〜2.2.1.5を用いてもよい。
図 16 溝付き形胴部
2.4
ブラインドリベットの心部の種類
2.4.1
中実心部(filled core) リベット装着後,全体的にマンドレルの残留部分によってふさがれる心部。
図7,図8及び図9を参照のこと。
2.4.2
半中実心部(semi-filled core) リベット装着後,一部だけがマンドレルの残留部分によってふさ
がれる心部。
図5を参照のこと。
2.4.3
中空心部(hollow core) リベット装着後,マンドレルは残留せず,中空のままになる心部。
図4及び図6を参照のこと。
2.5
性能特性
2.5.1
極限引張荷重(ultimate tensile load) リベットが破断するまでの間に発生する軸方向の最大引張
荷重。
2.5.2
極限せん断荷重(ultimate shear load) リベットが破断するまでの間に発生する最大せん断荷重。
2.5.3
リベット装着荷重(rivet setting load) リベットを装着するために加える荷重。
2.5.4
マンドレル破断荷重(mandrel break load) 引張破断マンドレルを破断させるために必要な荷重。
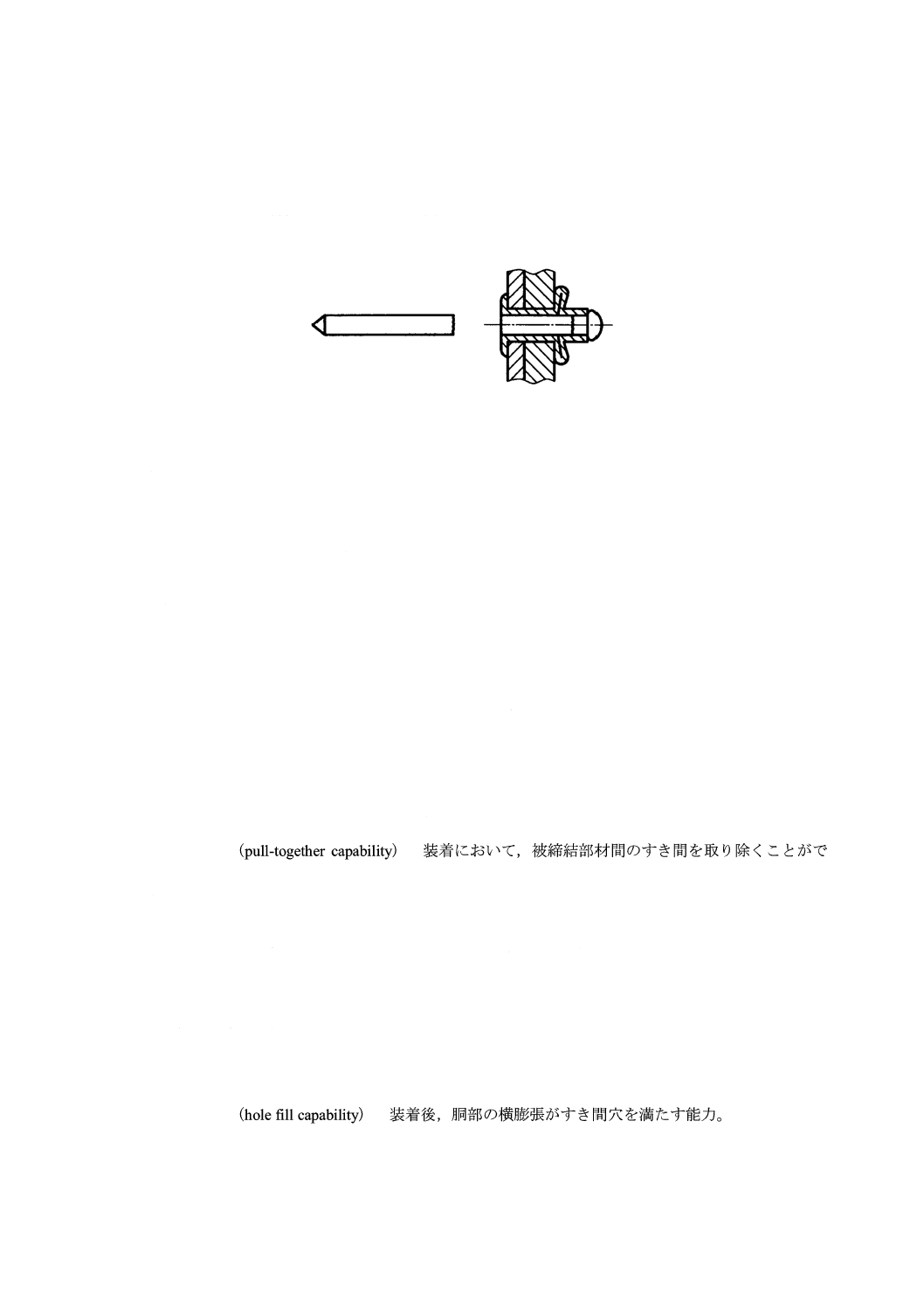
2.5.5
引寄せ性能
(pull-together capability) 装着において,被締結部材間のすき間を取り除くことがで
きるリベットの能力。
2.5.6
締付け力(clamping force) 装着において,リベットによって締結部に加えられる最大の力。
2.5.7
残留力(residual load) 装着したリベットの軸方向引張力。
2.5.8
マンドレルの耐プッシュアウト力(mandrel push out resistance) 装着前のリベット本体から,マ
ンドレルが抜け出すことに対する抵抗力。
2.5.9
マンドレル頭部の保持性能(mandrel head retention capability) 装着後,リベットの中に残るマン
ドレルの一部を保持する能力。
2.5.10 密閉性能(sealing capability) 装着後,気体,液体又は固体が,心部及びすき間穴から漏れること
を防止するリベットの能力。
2.5.11 穴充満性能
(hole fill capability) 装着後,胴部の横膨張がすき間穴を満たす能力。
8
B 0147:2004 (ISO 14588:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.6
寸法
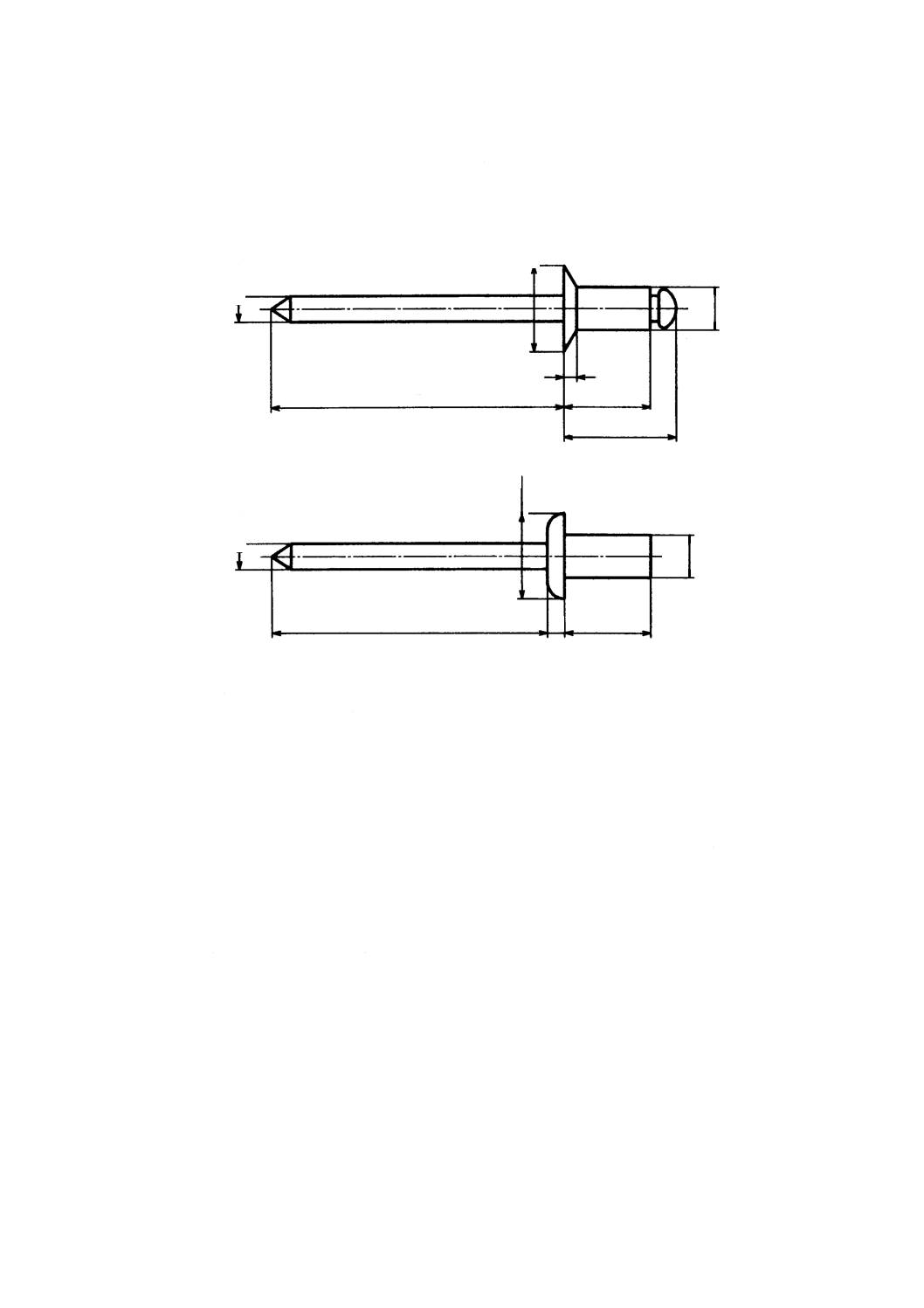
2.6.1
ブラインドリベット(blind rivet) リベットの各部の寸法名称を,図17に示す。
l
l
p
p
b
k
k
φ
d
φ
d
φ
d
k
φ
d
k
φ
d
m
φ
d
m
b
見掛けの長さ
d
リベットの直径
dk
頭部の直径
dm マンドレルの直径
k
頭部の高さ
l
リベットの長さ
p
マンドレルの突出し長さ
図 17 ブラインドリベットの寸法
2.6.1.1
リベットの長さ(rivet length) リベットの軸線と平行に測定した,突出頭の下側又は皿頭の頂
面からリベットの端部までの距離(l)。
2.6.1.2
見掛けの長さ(blind length) 開放形胴部のリベットにおいて,リベットの軸線と平行に測定し
た,突出頭の下側又は皿頭の頂面からマンドレル頭部の末端までの距離(b)。
備考 密閉形胴部のリベットについては,その見かけの長さは,リベットの長さに等しい。
2.6.1.3
マンドレルの突出し長さ(mandrel protrusion) リベットの軸線と平行に測定した,装着前のリ
ベット頭部から突き出したマンドレル軸部の最大長さ(p)。
2.6.2
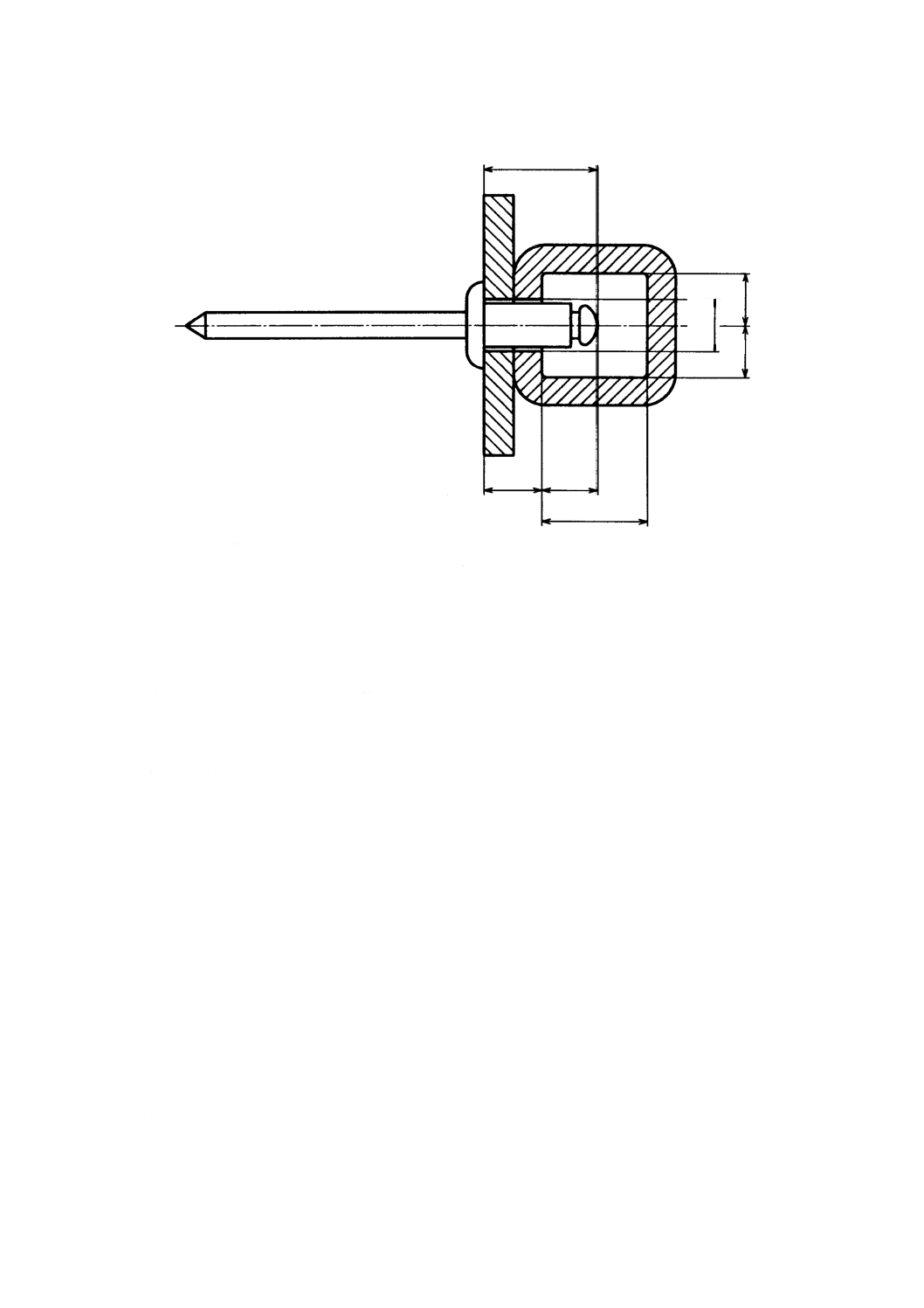
ブラインドリベットの適用(blind rivet application) ブラインドリベットの適用寸法の名称を,図
18に示す。
9
B 0147:2004 (ISO 14588:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
φ
d
h
c
r
c
r
b
g
e
ca
b
見掛けの長さ
ca
隠れ側の軸方向すき間
cr
隠れ側の半径方向すき間
dh
すき間穴の直径
e
隠れ側の突出し長さ
g
グリップ長さ
図 18 適用寸法
2.6.2.1
すき間穴の直径,組立穴の直径(clearance hole, assembly hole) 締結に際し,被締結部材にリベ
ットを挿入するために必要な一つ又は複数の穴の直径(dh)。
2.6.2.2
グリップ長さ(grip length) 被締結部材の全厚さ(g)。
2.6.2.3
グリップ範囲(grip range) ある長さのリベットによって,適切に締結することができる被締結
部材の全厚さの最小値から最大値の範囲。
2.6.2.4
隠れ側の突出し長さ(blind side protrusion) 見掛けの長さ(b)の最大値とグリップ長さ(g)の
最小値との差(e)。
2.6.2.5
隠れ側の軸方向すき間(blind side axial clearance) 被締結部材の隠れ側の面と,マンドレルの頭
部又はリベットの端部に対向する部材面との距離(ca)。
備考 隠れ側の軸方向すき間は,リベットの適切な装着を可能にするために,隠れ側の突出し長さよ
り大きくしておく必要がある。
2.6.2.6
隠れ側の半径方向すき間(blind side radial clearance) リベットの軸線から直角に測定した,被
締結部材の内面までの距離(cr)。
備考 隠れ側の半径方向すき間は,リベットの適切な装着を可能にするために,リベットの頭部の半
径より大きくしておく必要がある。
2.6.2.7
工具すき間(tool clearance) リベットの適切な挿入及び装着が行われるように,装着工具を用
いるのに必要な取付側の最小空間。
2.7
ブラインドリベットの装着及び装着工具
10
B 0147:2004 (ISO 14588:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.7.1
装着(setting) 被締結部材を貫通してリベットを挿入し,更に締結を行うためにマンドレルを引
くか又は押し込む作業。
2.7.1.1
装着工具(setting tool) リベットをつかみ,装着するために,特別に設計された装置。
備考 装着工具には,手動,空気圧,液圧,電気,又はそれら動力源の幾つかの組合せによって,動
力が供給される。
2.7.1.2
工具ヘッド(nose assembly) リベットをつかみ,装着する機構を含む装着工具の主要部。
2.7.1.3
マンドレル受け具(mandrel catcher) 装着後に捨てられる破断したマンドレルの軸部を収集及
び保管をするための,装着工具の一部又は附属品。
2.7.1.4
マンドレル収集機構(mandrel collection system) 装着後,破断したマンドレルの軸部を排出,
搬送又は収集するための,装着工具の一部。
2.7.2
仕上げ(dressing) 装着後,頭部頂面を越えて突き出たマンドレルの軸部を除去する補助作業。
11
B 0147:2004 (ISO 14588:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
用語の索引
Assembly hole
組立穴の直径
2.6.2.1
Blind head
隠れ頭
2.1.3
Blind length
見掛けの長さ
2.6.1.2
Blind rivet
ブラインドリベット
2.1,2.6.1
Blind rivet application
ブラインドリベットの適用
2.6.2
Blind rivet body
ブラインドリベットの本体
2.1.1
Blind rivet core
ブラインドリベットの心部
2.1.1.4
Blind rivet end
ブラインドリベットの端部
2.1.1.3
Blind rivet head
ブラインドリベットの頭部
2.1.1.1
Blind rivet shank
ブラインドリベットの胴部
2.1.1.2
Blind side axial clearance
隠れ側の軸方向すき間
2.6.2.5
Blind side radial clearance
隠れ側の半径方向すき間
2.6.2.6
Blind side protrusion
隠れ側の突出し長さ
2.6.2.4
Break head mandrel
頭部破断マンドレル
2.2.1.3
Break pull mandrel
引張破断マンドレル
2.2.1.2
Clamping force
締付け力
2.5.6
Clearance hole
すき間穴の直径
2.6.2.1
Closed end
密閉形胴部
2.3.3
Countersunk blind rivet head
皿ブラインドリベット頭
2.1.1.1.2
Dressing
仕上げ
2.7.2
Drive pin
押込みピン
2.2.2
Filled core
中実心部
2.4.1
Grip length
グリップ長さ
2.6.2.2
Grip range
グリップ範囲
2.6.2.3
Hole fill capability
穴充満性能
2.5.11
Hollow core
中空心部
2.4.3
Mandrel
マンドレル
2.1.2
Mandrel break load
マンドレル破断荷重
2.5.4
Mandrel catcher
マンドレル受け具
2.7.1.3
Mandrel head retention capability
マンドレル頭部の保持性能
2.5.9
Mandrel protrusion
マンドレルの突出し長さ
2.6.1.3
Mandrel push out resistance
マンドレルの耐プッシュアウト力
2.5.8
Mandrel collection system
マンドレル収集機構
2.7.1.4
Multi-grip flush break positive lock
pull mandrel
心部を中実とする固着性強化形段付き
引張破断マンドレル
2.2.1.6
Nose assembly
工具ヘッド
2.7.1.2
Non-break pull mandrel
引張非破断マンドレル
2.2.1.4
Open end
開放形胴部
2.3.1
12
B 0147:2004 (ISO 14588:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Open end,extended set
延長開放形胴部
2.3.2
Protruding blind rivet head
突出しブラインドリベット頭
2.1.1.1.1
Pull-together capability
引寄せ性能
2.5.5
Pull mandrel
引きマンドレル
2.2.1
Pull through mandrel
引抜きマンドレル
2.2.1.1
Residual load
残留力
2.5.7
Rivet length
リベットの長さ
2.6.1.1
Rivet setting load
リベット装着荷重
2.5.3
Sealing capability
密閉性能
2.5.10
Semi-filled core
半中実心部
2.4.2
Setting
装着
2.7.1
Setting tool
装着工具
2.7.1.1
Slotted shank
溝付き形胴部
2.3.5
Split end
割り形胴部
2.3.4
Structural flush break self-plugging
pull mandrel
心部を中実とするプラグ形引張破断マンドレル
2.2.1.5
Tool clearance
工具すき間
2.6.2.7
Ultimate shear load
極限せん断荷重
2.5.2
Ultimate tensile load
極限引張荷重
2.5.1