B 0144 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人 日本ロボット工業会 (JARA) /
財団法人 日本規格協会 (JSA) から工業標準原案を具して日本工業規格を改正すべきとの申出があり,日
本工業標準調査会の審議を経て,通商産業大臣が改正した日本工業規格である。これによって,JIS B 0144 :
1997は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 0144には,次に示す附属書がある。
附属書(参考) 電子部品実装ロボットの機能を表す記号
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0144 : 2000
電子部品実装ロボツト−用語
PCB (Printed circuit board) assembly robots−Vocabulary
1. 適用範囲 この規格は,電子部品実装ロボットに関して用いる主な用語及び定義について規定する。
備考 電子部品実装ロボット(以下,実装ロボットという。)とは,電子部品をプリント配線板の所定
の位置に挿入又は装着するロボットをいう。
2. 分類 用語の分類は,次による。
a) 電子部品実装ロボットの分類
1) 大分類
2) 電子部品挿入機の分類
3) 電子部品装着機の分類
b) 機械構成
c) 制御
d) 特性・機能
e) 安全性
f)
関連装置
3. 定義 この規格で用いる用語の定義は,次による。また,すべての用語について参考として対応英語
を示す。
備考 定義の中で下線を施してある部分は,この規格の中で規定している用語であることを示す。
a) 電子部品実装ロボットの分類
1) 大分類
番号
用語
定義
対応英語(参考)
1100
電子部品挿入機
リード付電子部品をプリント配線板上の所定位置に挿入す
る機械。
electronic component
insertion machine
1200
電子部品装着機
電子部品をプリント配線板上の所定位置に装着する機械。
SMD (surface mounting
device) placing
machine
2) 電子部品挿入機の分類
番号
用語
定義
対応英語(参考)
1110
アキシャル部品挿入
機
アキシャル部品を対象とし,プリント配線板上の所定位置
に挿入する機械。
備考 アキシャル部品とは,同軸方向にリードをもつ部
品をいう。
axial component
insertion machine
2
B 0144 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1120
ラジアル部品挿入機 ラジアル部品を対象とし,プリント配線板上の所定位置に
挿入する機械。
備考 ラジアル部品とは,同一方向に平行リードをもつ
部品をいう。
radial component
insertion machine
1130
DIP部品挿入機
DIP部品を対象とし,プリント配線板上の所定位置に挿入す
る機械。
備考 DIP部品とは,左右に配列されたリードをもつ部
品をいう。
dual inline package
component insertion
machine,
DIP component insertion
machine
1140
異形部品挿入機
アキシャル部品,ラジアル部品,DIP部品以外の部品を対象
とし,プリント配線板上の所定位置に挿入する機械。
odd-shape component
insertion machine
1150
複合部品挿入機
アキシャル部品,ラジアル部品,DIP部品,異形部品のうち,
2種類以上の部品を対象とし,プリント配線板上の所定位置
に挿入する機械。
multi-type component
insertion machine
3) 電子部品装着機の分類
番号
用語
定義
対応英語(参考)
1210
ワンバイワン式装
着機
電子部品を1個ずつ順次,プリント配線板の所定位置に装
着する機械。
one by one type placing
machine
1211
ロータリヘッド式
装着機
XYテーブル部に固定されたプリント配線板が所定位置に
移動する機構及び回転式ドラムに複数個設けられた装着ヘ
ッドをもつ装着機。
rotary head type placing
machine
1212
直交式装着機
プリント配線板は一定位置に固定され,装着ヘッドがXY
座標で所定位置に移動する機構をもつ装着機。
pick and place type
placing machine
1220
一括式装着機
同時に複数個の電子部品をプリント配線板に装着する機
械。
gang head type placing
machine
b) 機械構成
番号
用語
定義
対応英語(参考)
2100
基板搬送・位置決め
部
プリント配線板の搬送,固定及び位置決めを行うユニット。 PCB
transport/positioning
unit
2110
基板搬送部
プリント配線板を実装ロボット内で移動するユニット。
備考 実装ロボットの上流・下流装置との受け渡し,実
装ロボット内で実装する箇所との受け渡しがあ
る。
PCB loading/unloading
unit
2120
XYテーブル部
プリント配線板をXY平面内で所定位置に移動させるユニ
ット。
備考 主にロータリヘッド式装着機に用いられる。
XY table unit
2130
基板位置決め部
プリント配線板を実装ロボット内の所定位置に固定するユ
ニット。
PCB positioning unit
2131
サポート部
プリント配線板を支持するユニット。
supporting unit
2132
基板認識マーク認
識部
プリント配線板に設けられた認識マークを認識し,その位
置を測定するユニット。
fiducial mark
recognition unit
2200
部品供給部
プリント配線板に実装する電子部品を供給するユニット。
component feeding unit
2211
テープフィーダ
テーピングされた電子部品を所定位置に供給するフィー
ダ。
tape feeder
2212
バルクフィーダ
ばら状の電子部品を整列し,所定位置に供給するフィーダ。 bulk feeder
2213
スティックフィー
ダ
スティックマガジンに収納された電子部品を所定位置に供
給するフィーダ。
stick feeder
2214
トレイフィーダ
マトリックストレイに収納された電子部品を所定位置に供
tray feeder
3
B 0144 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
給するフィーダ。
2220
供給テーブル
各種フィーダを,所定の位置に設置,位置決めするよう設
けたユニット。
feeder carrier
2300
装着ヘッド
電子部品を部品供給部から取り出しプリント配線板上に装
着するユニット。
placing head
2311
チャック
電子部品を部品供給部から取り出し規正するユニット。
chuck
2312
グリッパ
電子部品を部品供給部から取り出すユニット。
gripper
2313
ノズル
電子部品を部品供給部から吸着するユニット。
nozzle
2314
部品認識部
電子部品の形状を認識し,保持姿勢を測定するユニット。
component recognition
unit
2315
ツールチェンジユ
ニット
電子部品に対応して,ツール(チャック又はノズル)を交
換するユニット。
tool change unit
2400
装着ヘッド位置決
め部
装着ヘッドを実装位置に位置決めするユニット。
placing-head positioning
unit
2500
挿入ヘッド
リード付電子部品をプリント配線板に挿入するユニット。
insertion head unit
2501
固定ピッチ挿入ヘ
ッド
挿入するリードのピッチが固定の挿入ヘッド。
fixed pitch insertion
head
2502
可変ピッチ挿入ヘ
ッド
挿入するリードのピッチが可変の挿入ヘッド。
variable pitch insertion
head
2510
アンビル部,
クリンチ部
プリント配線板に挿入された電子部品のリードを切断し成
形するユニット。
cut and form unit
c) 制御
番号
用語
定義
対応英語(参考)
3010
制御装置
実装ロボットの制御を行う装置。
備考 主にシーケンス制御,電動機制御及びプログラム
編集並びに入出力の制御を行う。
controller
3020
操作パネル
運転,教示などのための操作部を配置したパネル。
備考 操作ボタン,キーボード,表示ランプ,表示ディ
スプレイなどで構成する。
operation panel
3030
可搬形操作パネル
制御装置に接続され,教示,操作などを行う可搬形の操作
パネル。
hand-held operation
panel
3040
装置状態表示部
実装ロボットの状態を表示するユニット。
備考 操作パネルの表示部のほか,ブザー及び回転灯な
どの表示灯なども含む。
machine status display
units
3050
安全装置
人を危険から保護するために設けた装置。
備考 例として,光線式安全装置,保護カバーなどがあ
る。
safety device
3110
ステップ
電子部品を実装するための命令語と実装位置データとの組
合せ。
step
3120
ステップ数
プリント配線板上に電子部品を実装できる最大実装点数。
備考 パターンリピート,ステップリピート,ローテー
ションリピートなどでは異なる場合がある。
number of steps
3130
プログラム
プリント配線板上に電子部品を実装するための命令語及び
実装位置データの集まり。
program
3140
プログラム数
制御装置内に記憶可能なプログラムの数。
number of programs
3150
プログラム編集
プログラム又はステップの作成,削除,挿入,編集を行う
こと。
program edit
3210
教示
手動操作で運転し,位置データ,及び実装順序を指示し,
記憶させること。
teaching
4
B 0144 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
3220
部品教示
手動操作で運転し,部品外形寸法,リード本数などを教示
すること。
component teaching
3230
基板認識マーク教
示
プリント配線板の寸法的ひずみを補正するために,プリン
ト配線板に設けられた認識マークを教示すること。
fiducial mark teaching
3240
部品ライブラリ
電子部品の外形寸法,リード本数,リードピッチなどのデ
ータベース。
component library
3300
自動モード
設定されたプログラムに従って,自動的に作動させる運転
モード。
automatic mode
3310
自動運転
設定されたプログラムに従って,プリント配線板の搬送,
位置決め及び実装を行う全自動運転。
automatic operation
3320
シミュレート運転
設定されたプログラムに従って,プリント配線板の搬送,
位置決めは行うが,電子部品の実装を伴わない自動運転。
備考 プログラムの確認などに用いる。
simulation operation
3330
ワンブロック運転
設定されたプログラムに従い,運転ボタンを押すごとに,
単位動作を実行する運転。
備考 プログラムの確認,異常解析などに用いる。
single block operation
3400
手動モード
オペレータが作動させる自動モード以外の運転モード。
manual mode
d) 特性・機能
番号
用語
定義
対応英語(参考)
4010
外形基準位置決め
プリント配線板位置決めの際,その外形を基準として位置
決めすること。
edge positioning
4020
穴基準位置決め
プリント配線板に設けられた穴を基準として位置決めする
こと。
pin positioning
4030
最大部品品種数
実装のために供給可能な電子部品の種類の最大値。
maximum number of
component kind
4040
基板載せ換え時間
プリント配線板の実装終了後固定解除から次のプリント配
線板の固定完了までの時間。
PCB loading time
4050
実装時間
連続的に実装するときの,電子部品1個当たりの実装時間。
備考 基板載せ換え時間は含まない。
build time
4060
装着精度
プログラムで定めた装着位置及び角度と実際に装着された
位置及び角度との差。
placement accuracy
4070
装着繰返し精度
多数回の装着作業における,装着位置及び角度のばらつき。 placement repeatability
4080
実装率
正しく実装された電子部品数と,正しく実装されるべき電
子部品実装数との比。
placement rate
4090
吸着率
正しく吸着された電子部品数と総吸着電子部品数との比。
pick-up rate
4100
稼働率
実装ロボットが実際に生産を行った時間比率。
working rate
4210
部品認識
電子部品の形状を認識し,保持姿勢を測定する機能。
component recognition
4220
基板認識マーク認
識
基板認識マーク認識部によって測定されたデータによっ
て,部品装着の位置補正を行う機能。
fiducial mark
recognition
4230
分割部品供給
部品供給部を分割し,装置稼働中でも部品交換及び補充が
行える機能。
separate feeder carriage
4240
フィーダオルタネ
イト
フィーダの部品がなくなり次第,順次,次のフィーダに移
行していく機能。
feeder alternation
4250
基板幅自動調整
プリント配線板の幅に合わせて,基板搬送・位置決め部の
レール間隔を自動調整する機能。
automatic rail width
adjustment
4260
バッドマークセン
シング
多数個取りプリント配線板の不良マークを検出し,良品プ
リント配線板に対してだけ電子部品実装を行う機能。
bad mark sensing
4270
オートツールチェ
ンジ
実装する電子部品に対応してツール(チャック又はノズル)
を自動交換,又は自動切換えする機能。
automatic tool change
5
B 0144 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
4280
ノズルスキップ
不良ノズルを使用しない機能。
nozzle skip
4290
オートリカバリ
吸着エラー発生時,その電子部品を再吸着(リトライ)し,
継続生産を行う機能。
auto-recovery
4300
パターンリピート
多数個取りプリント配線板において,実装ブロックごとに
繰り返して実装していく機能。
pattern repeating
4310
ステップリピート
多数個取りプリント配線板において,実装ブロックの同一
位置の電子部品を繰り返して実装していく機能。
step repeating
4320
ローテーションリ
ピート
多数個取りプリント配線板において,実装ブロックごとに
座標を回転させて実装していく機能。
rotation repeating
4330
プログラム最適化
実装順序などを変更することによって生産性を向上するこ
と。
program optimization
4340
生産管理データ
稼働率など,生産実績を表すデータ。
production management
data
4350
装置診断
実装ロボットが自己の状態を診断すること。
self-diagnostic
4360
ラインバランス
同一ラインの実装ロボットの負荷配分。
line balance
4410
チップ立ち検出
部品供給部から取り出したチップなどが立っていることを
検出すること。
illegal pick-up detection
4420
テープエンド検出
テープフィーダにおいて,テープの終端を検出すること。
tape end detection
4430
リード浮き検出
QFPなどのリード部の高さ方向の異常を検出すること。
coplanarity check
e) 安全性
番号
用語
定義
対応英語(参考)
5110
人
要員を含むすべての人間。
person
5120
要員
運転操作,保守などのために特別に雇用され訓練を受けて
いる者。
personnel
5210
危険源
人に障害を与えたり健康を害したりするおそれのある状況
又は要因。
hazard
5220
リスク
傷害が起きる確率と傷害の度合いとの組合せ。
risk
5230
安全防護対策
安全防護装置及び安全作業手順を用いて人を保護するため
の対策。
safeguarding
5310
安全作業手順
作業中に起こり得る障害の可能性を減少させるために定め
られた作業手順。
safe working procedure
5320
安全防護領域
安全防護装置によって人の侵入を制限された領域。
safeguarded space
5330
安全防護装置
人を危険源から守るために設けたガード又は安全装置。
safeguard
5340
イネーブル装置
供給者によってあらかじめ定められた位置に保持されてい
る間に限り,実装ロボットの作動を可能にするための手動
操作装置。
enabling device
5350
ホールド・トゥ・ラ
ン
人手で操作したときだけ動作し,離すと動作が停止する機
能。
hold-to-run control
5360
インタロック
(安全防護のため
の)
実装ロボット又は周辺装置の制御システム及び動力システ
ムと,安全防護装置とが相互に結合して安全を確保する仕
組み。
interlock
5370
存在検知装置
安全防護領域への人の侵入を検知するための装置。
presence sensing device
5380
ガード
人を保護するために,特に用いられる機械構造物。
guard
5390
ロックアウト/タ
グアウト
エネルギー供給装置又はその制御下にある周辺装置の操作
を禁止するために,エネルギー供給装置の安全側の位置に
固定具若しくは表示札を付けること。
lockout/tagout
5410
安全停止
安全防護装置が,安全防護領域への人の侵入又はカバーが
開けられたことなどを検知したことによる人の安全のため
の停止。
safety stop
6
B 0144 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
5420
非常停止
危険又は異常を発見したり感じた人による非常停止ボタン
などの操作による停止。
emergency stop
5510
安全運転速度
供給者によって用意された唯一の選択速度であって,人が
実装ロボットの危険な動きから回避したり又はその動作を
停止させたりするために,あらかじめ制限された速度。
備考 自動運転速度とは異なる設定速度である。
safety speed
5610
トラブルシューテ
ィング
意図したように作業が行われないか,又は機能しなかった
原因を系統的に見つけ出す行為。
trouble shooting
f)
関連装置
番号
用語
定義
対応英語(参考)
6110
上流装置
プリント配線板を実装ロボットに供給する装置。
備考 他の実装ロボットも含む。
upstream equipment
6120
下流装置
プリント配線板を実装ロボットから受け取る装置。
備考 他の実装ロボットも含む。
downstream equipment
6210
ディスペンサ
接着剤,フラックス,ソルダペーストなどをプリント配線
板上の所定位置に塗布する機械。
dispenser
6220
ソルダペースト印
刷機
電子部品を固定するためのソルダペーストをプリント配線
板上の所定位置に印刷する機械。
備考 ソルダペーストとは,はんだ粉とフラックスを混
練したペースト状のはんだ。
solder paste screen
printer
6230
検査機
実装作業が正常に行われている,又は行われたことを検査
する装置。
備考 実装部品の有無,ずれ,はんだ付けの機能などを
検査する。
inspection machine
6240
はんだ付け装置
実装された部品をはんだ付けする装置。
soldering equipment
7
B 0144 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
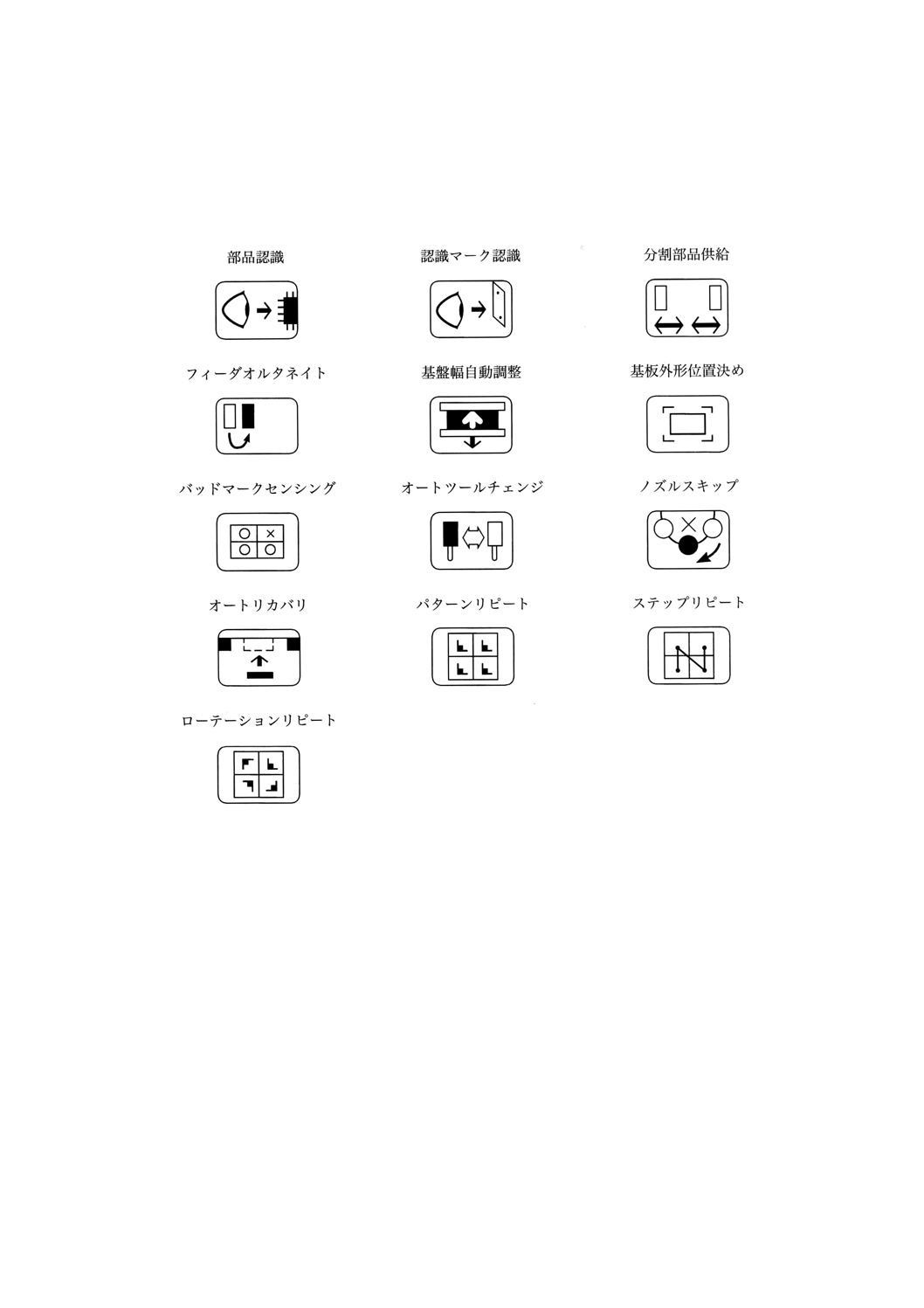
附属書(参考) 電子部品実装ロボットの機能を表す記号
この附属書(参考)は,本体の規定に関連する事柄を補足するもので,規定の一部ではない。
8
B 0144 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
電子部品実装ロボット用語JIS改正原案作成専門委員会 構成表
氏名
所属
(委員長)
稲 垣 荘 司
技術士事務所“ロボティ”
安 藤 嘉 則
名古屋大学
青 柳 誠 司
関西大学
藤 田 昌 宏
通商産業省機械情報産業局
八 田 勲
工業技術院標準部
前 田 祐 司
工業技術院機械技術研究所
橋 本 進
財団法人日本規格協会
加 瀬 究
理化学研究所
黒 澤 豊 樹
黒澤R&D技術事務所
水 谷 隆
株式会社ミツトヨ
長 田 道 春
株式会社デンソー
高 木 博
三菱プレシジョン株式会社
豊 嶋 協 一
TDK株式会杜
寺 内 常 雄
三菱電機株式会社
平 本 外 二
株式会社日立製作所
梁 池 征志郎
松下電器産業株式会社
大 江 邦 夫
富士機械製造株式会社
西 崎 源 一
シチズン時計株式会社
本 田 義 信
ヤマハ発動機株式会社
黒 田 潔
JUKI株式会社
小 倉 直 之
株式会社テンリュウテクニックス
中 川 敏 夫
三洋ハイテクノロジー株式会社
(事務局)
佐 藤 公 治
社団法人日本ロボット工業会
三 浦 敏 道
社団法人日本ロボット工業会