B 0051:2004 (ISO 13715:2000)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,財団法人日本規格協会(JSA)から,工業標準
原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大
臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案を容易にするために,ISO 13715:2000,Technical drawings−Edges of
undefined shape−Vocabulary and indicationsを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 0051には,次に示す附属書がある。
附属書A(規定)図示記号の形状及び寸法
附属書B(参考)推奨するエッジ寸法
附属書C(参考)エッジ及びコーナの関係
B 0051:2004 (ISO 13715:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 指示方法 ························································································································ 4
4.1 図示記号 ······················································································································ 4
4.2 図示記号の指示位置 ······································································································· 4
4.3 エッジの状態 ················································································································ 4
4.4 ばり又はアンダーカットの方向························································································· 5
4.5 エッジの寸法 ················································································································ 5
4.6 図面指示の解釈 ············································································································· 6
4.7 規格の引用 ··················································································································· 8
5. 指示例 ··························································································································· 8
附属書A(規定)図示記号の形状及び寸法 ··············································································· 11
附属書B(参考)推奨するエッジ寸法······················································································ 12
附属書C(参考)エッジ及びコーナの関係 ··············································································· 13
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0051:2004
(ISO 13715:2000)
製図−部品のエッジ−用語及び指示方法
Technical drawings−Edges of undefined shape−Vocabulary and indications
序文 加工によってできる部品のかど及び隅に形成されるエッジの部分は,特に指示がない限り,それら
が形体の寸法公差内にあれば,除去されない場合がある。これは,部品の機能に多大な影響を与えること
がある。この規格は,形成されるエッジに関する用語及びエッジ寸法の指示方法について規定する。
なお,この規格は,2000年に第1版として発行されたISO 13715:2000,Technical drawings−Edges of
undefined shape−Vocabulary and indicationsを翻訳し,技術的内容及び規格票の様式を変更することなく作
成した日本工業規格である。
1. 適用範囲 この規格は,機械加工部品などのエッジの状態についての用語を定義し,図面に指定され
ていない形状のエッジの状態の指示方法について規定する。また,エッジを指示する図記号の形状及び寸
法についても規定する。
なお,エッジに対して幾何学的に指示された形状が要求される場合(例えば,1×45°)には,ISO 129-1
に規定する一般的な寸法記入方法による。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 13715:2000,Technical drawings−Edges of undefined shape−Vocabulary and indications (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その最
新版(追補を含む。)を適用する。
JIS Z 8312 製図−表示の一般原則−線の基本原則
備考 ISO 128-20:1996,Technical drawings−General principles of presentation−Part 20:Basic
conventions for linesが,この規格と一致している。
JIS Z 8313-0 製図−文字−第0部:通則
備考 ISO 3098-0:1997,Technical product documentation−Lettering−Part 0:General requirements が,
この規格と一致している。
JIS Z 8322 製図−表示の一般原則−引出線及び参照線の基本事項と適用
備考 ISO 128-22:1999,Technical drawing−General principles of presentation−Part 22:Basic
conventions and applications for leader lines and reference linesが,この規格と一致している。
ISO 129-1(1),Technical drawings−Indication of dimensions and tolerances−Part 1:General principles
2
B 0051:2004 (ISO 13715:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 81714-1:1999,Design of graphical symbols for use in the technical documentation of products−Part 1:
Basic rules
注(1)
まもなく発行される(ISO 129:1985の部分改正)。
3. 定義 この規格で用いる主な用語の定義は,次による。
a) エッジ (edge) 二つの面の交わり部。
参考 詳しい説明については,附属書Cを参照。
b) エッジの状態 (state of an edge) エッジの幾何学的な形状及び寸法。
c) (かど又は隅の)図示のない形状のエッジ (edge of undefined shape) 正確に図面上に指示されていな
い形状のエッジ。
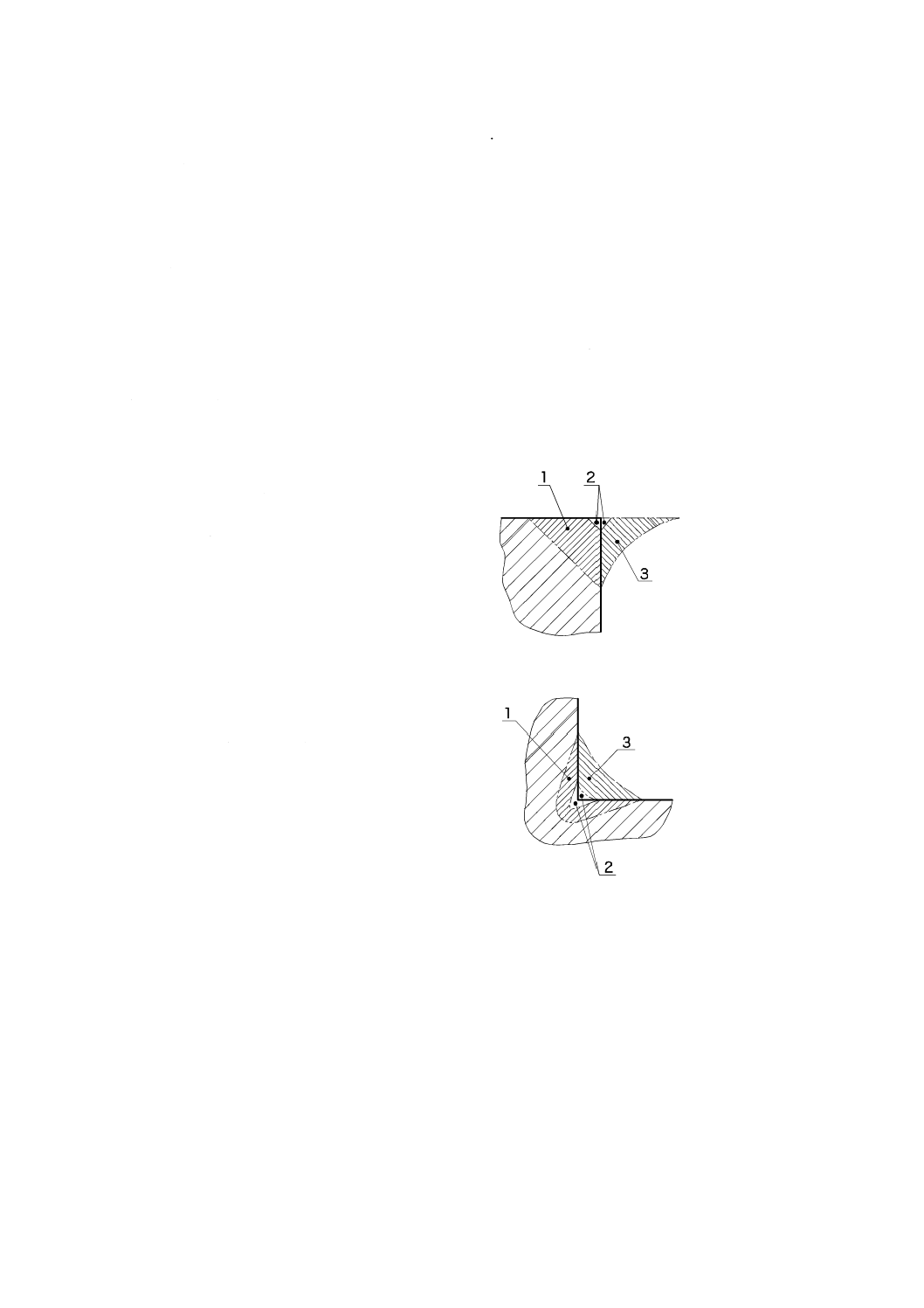
d) 鋭利なエッジ (sharp edge) 部品の,幾何学的に正しい形状からほとんどゼロに近い偏差をもつかど
又は隅のエッジ。
備考 例を図1及び図2に示す。
1. アンダーカットの大きさ
2. 鋭利なエッジの大きさ
3. ばりの大きさ
図 1 かどのエッジの状態
1. アンダーカットの大きさ
2. 鋭利なエッジの大きさ
3. パッシングの大きさ
図 2 隅のエッジの状態
3
B 0051:2004 (ISO 13715:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
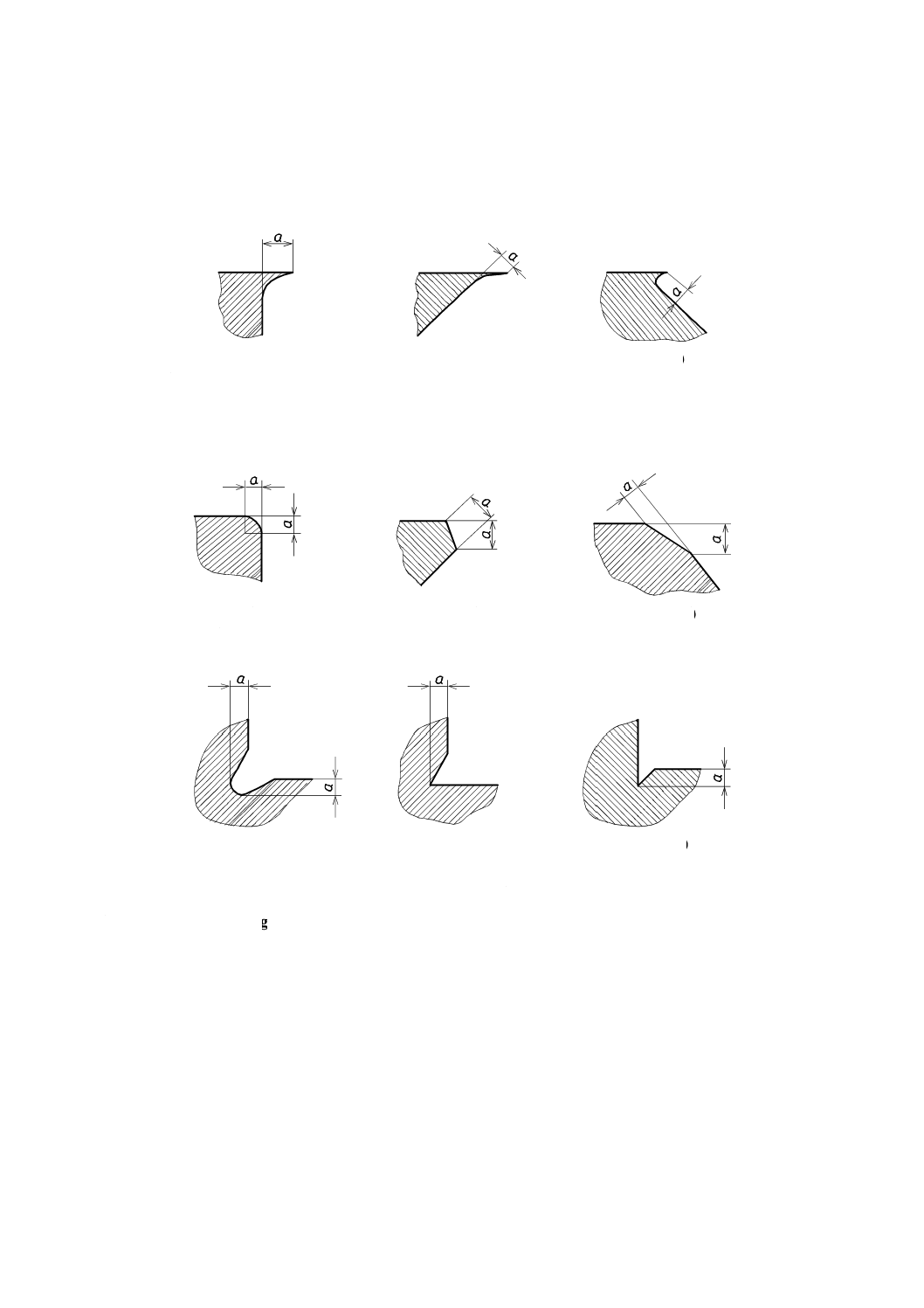
e) ばり (burr) かどのエッジにおける,幾何学的な形状の外側の残留物で,機械加工又は成形工程にお
ける部品上の残留物。
備考 例を図1及び図3に示す。
a) b) c)
a:ばりの寸法
図 3 ばりの例
f)
アンダーカット (under cut) かど及び隅のエッジの幾何学的に正しい形状に対する内側への偏差。
備考 例を図1,図2,図4及び図5に示す。
a) b) c)
a:アンダーカットの寸法
図 4 かどのエッジのアンダーカットの例
a) b) c)
a:アンダーカットの寸法
図 5 隅のエッジのアンダーカットの例
g) パッシング (passing) 隅のエッジの幾何学的な形状に対する外側への偏差。
備考 例を図2及び図6に示す。
4
B 0051:2004 (ISO 13715:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) b) c)
a:パッシングの寸法
図 6 パッシングの例
4. 指示方法
4.1
図示記号 部品のエッジの状態は,図7に示す基本記号を用いて指示する。補足事項の指示は,附
属書A図A.1に定義する領域a1, a2又はa3に行う。引出線の長さ及び方向は,図面の特性に合うように
書く(例えば,図14参照)。
備考 図示記号の書き方は,附属書Aによる。
図 7 基本記号
4.2
図示記号の指示位置 対象とするエッジの指示は,次による。
− 単独のエッジに対して,個々に指示する。
− 部品の投影された輪郭の全周にわたるエッジに対して,個々に指示する。
− 部品のエッジのすべて,又は大部分のエッジに対して,一括して指示する。
個々のエッジの指示は,線に行うか(例えば,外形線,特定の処理を施す領域,又は延長線),又は投影
面に平行若しくは直角になるような代表の点に対して行う(図14〜16)。
エッジの指示を一括して行う場合には,部品の付近,又は表題欄の付近に図示記号を一つだけ記入する
(図17〜21)。
4.3
エッジの状態 エッジの形状は,附属書A図A.1に定義する。領域a1に,表1によって記号 +(プ
ラス), −(マイナス)又は±(プラス・マイナス)を用いて,基本記号のa1の場所に指示する(図8〜10)。
+(プラス)記号は,エッジ,例えば,かどのエッジのばり,隅のエッジのパッシングの理論形状に対
して過剰の実体を意味する。
−(マイナス)記号は,エッジ,例えば,かど及び隅のエッジのアンダーカットの理論形状に対して,
要求する実体が内側に入り込みの許容値を意味する。
ばり又はアンダーカットの方向若しくはそれらの寸法も指示されていない場合には,単一の記号だけで
指示する。
理想形状からの偏差は,ばり及びアンダーカットの方向(4.4参照),更にそれらの寸法(4.5参照)を指
示する。
5
B 0051:2004 (ISO 13715:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 8 ±記号 図 9 +記号 図 10 −記号
表 1 エッジの状態を表す記号
記号
意味
かどのエッジ
隅のエッジ
+
ばりは許容するが,アンダーカットは許
容しない。
パッシングは許容するが,アンダーカッ
トは許容しない。
−
アンダーカットは許容するが,ばりは許
容しない。
アンダーカットは許容するが,パッシン
グは許容しない。
± a)
ばり又はアンダーカットは許容する。
アンダーカット又はパッシングは許容す
る。
注a) 寸法の指示とともに用いる。
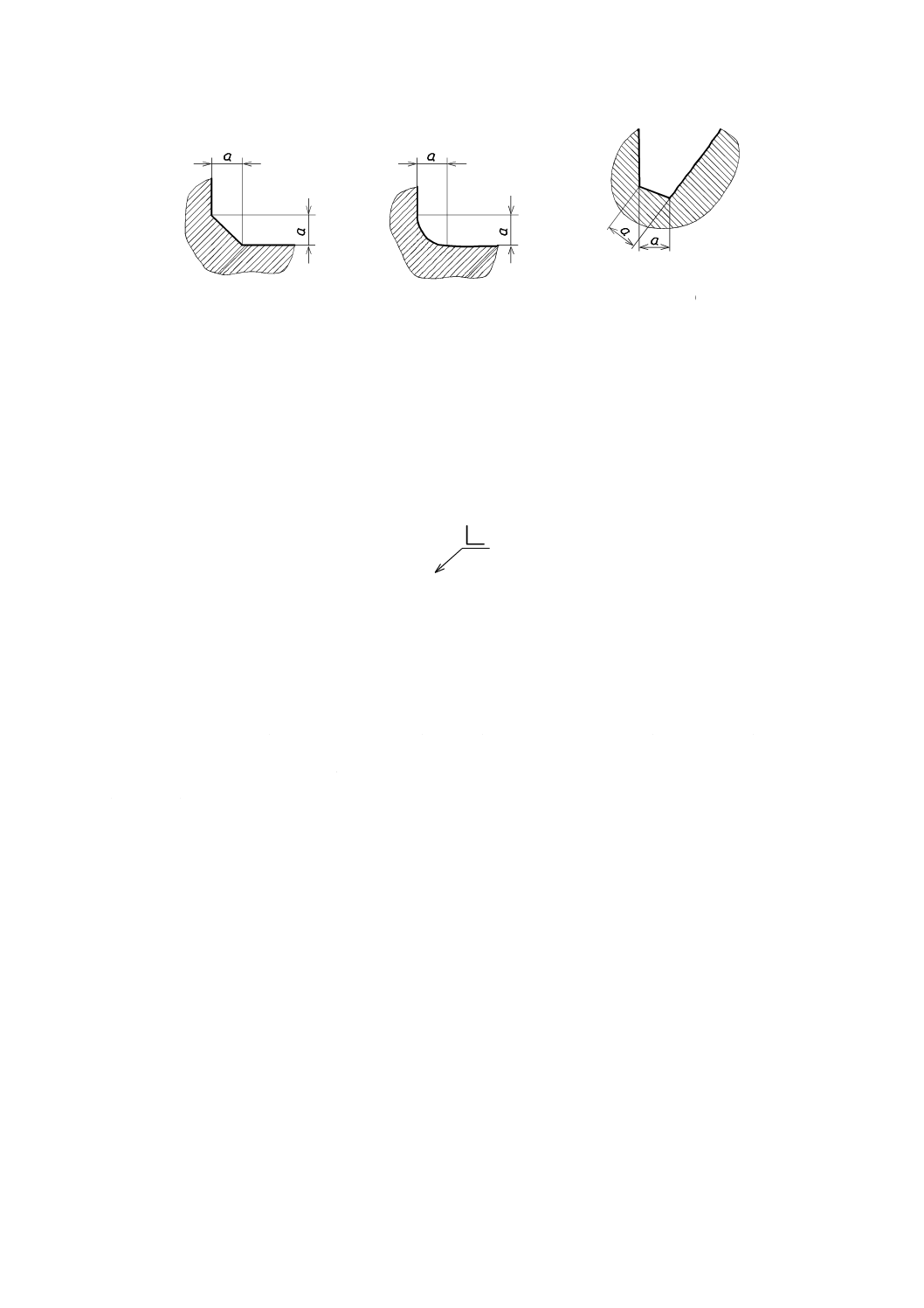
4.4
ばり又はアンダーカットの方向 かどのエッジの許容されるばり方向又は隅のエッジの許容される
アンダーカットの方向を指示する必要がある場合には,附属書A図A.1に定義するようにa2又はa3の場
所に寸法を適宜指示する(図11及び図12)。かどのアンダーカット又は隅のパッシングについては,その
方向を指示しない。
図 11 かどのエッジのばりの方向
図 12 隅のエッジのアンダーカットの方向
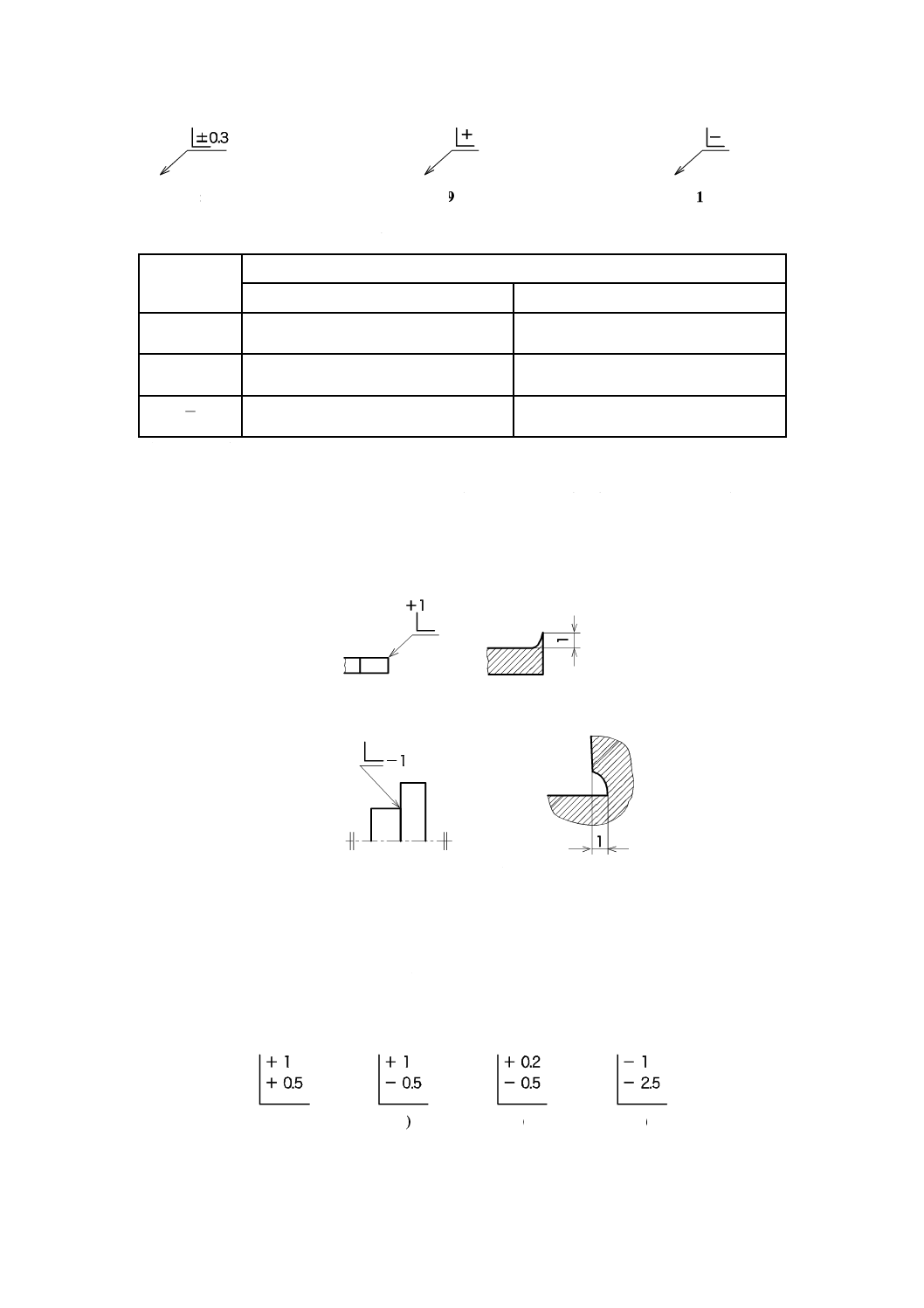
4.5
エッジの寸法 エッジの寸法に対する上の寸法許容差及び下の寸法許容差の指示は必要とし,両寸
法は+記号又は−記号に続けて,上の寸法許容差が上側に,下の寸法許容差が下側になるように指示しな
ければならない[図13 a)〜d)]。ばり又はアンダーカットに対して特別な方向を要求する場合には,4.4に
従って指示する。指示された寸法許容差は,個々にエッジの最大寸法及び最小寸法に対応する。
参考 エッジの寸法に対して片側の寸法許容差が指示される場合(例えば,図11,図12及び図15)
には,一方の寸法許容差は0(ゼロ)である。
a) b) c) d)
図 13 エッジ寸法の例
6
B 0051:2004 (ISO 13715:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
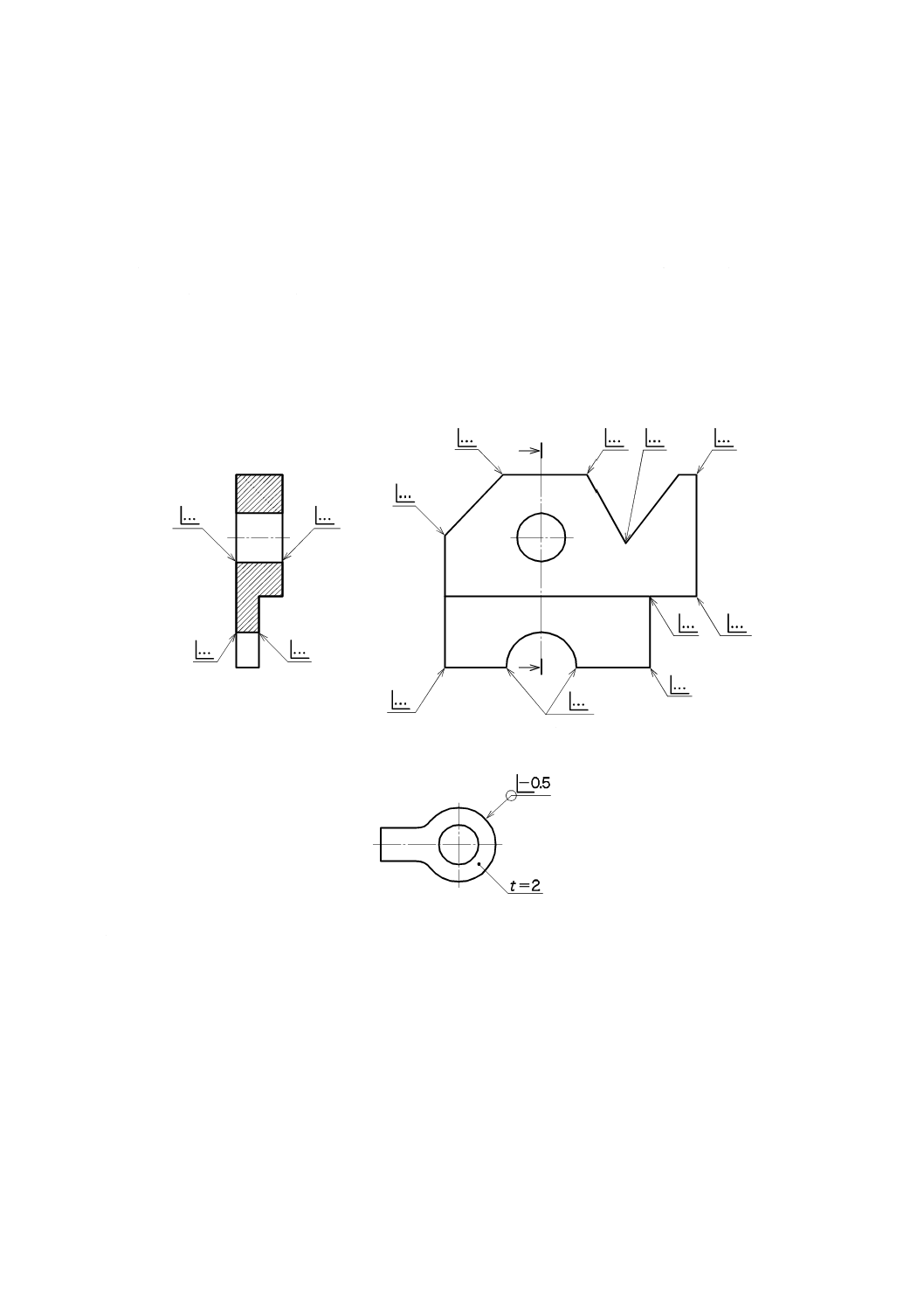
4.6
図面指示の解釈
a) 次の事項を指示するのがよい。
− 投影平面に垂直なエッジ(図14,正面図を参照)。
− 穴のような形体のエッジ(図14,断面図を参照)。
− 前面及び背面の外形形状が同一であるように一つの投影図で表されている場合には,前面及び背面の
エッジ(図15及び図16)。
− 全周記号が図示記号に指示されている場合には,投影輪郭のすべてのエッジ(図15)。あいまいさを
避けるために,全周記号は,かどのエッジを指示する場合にだけ指示するのがよい。
全周記号は,断面図示に指示してはならない。この全周記号の適用についての詳しい説明については,
JIS Z 8322を参照。
図 14 投影平面に垂直なエッジの例
図 15 投影輪郭の全周のエッジを指示する例
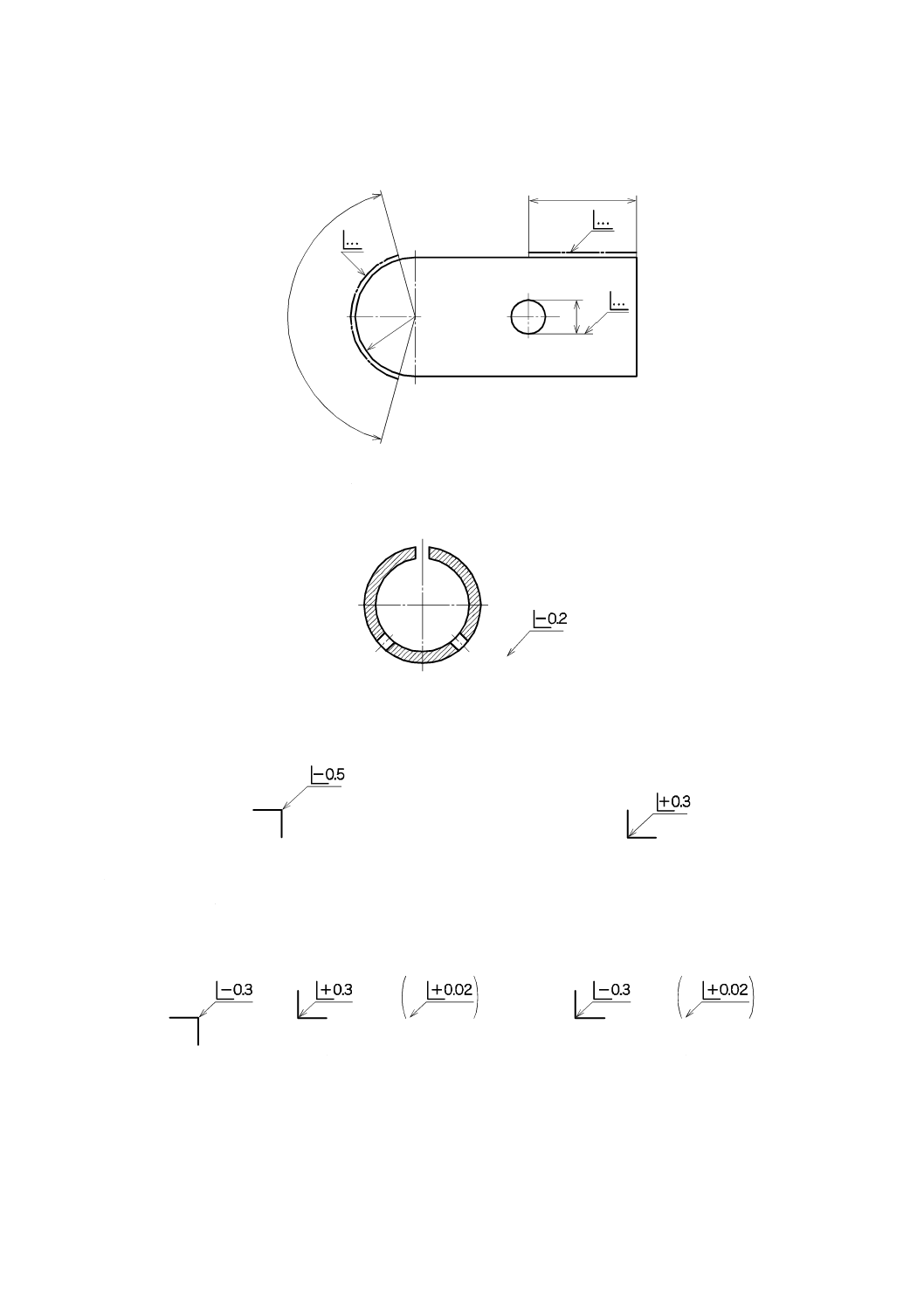
b) 図示記号による指示は,図面の下辺から読むことができるようにする。
7
B 0051:2004 (ISO 13715:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 一つのエッジの指示長さに対してだけ有効なエッジの状態は,それに対応する寸法とともに,太い一
点鎖線(JIS Z 8312,線種04)を形体から少し離して指示する(図16参照)。
図 16 エッジの規制範囲の限定
d) エッジの状態に対する要求が対象物のすべてのエッジに共通な場合には,図面上の適切な位置(図17
のように,図の付近又は表題欄の付近)に一括指示する。
図 17 一括指示
一括指示をかどだけに適用する場合,又は隅だけに適用する場合には,図18及び図19に示すようにそ
れぞれ一括して指示する。
図 18 かどだけに適用する場合の例 図 19 隅だけに適用する場合の例
e) 対象物の大部分のエッジが同一の指示で,一部分だけが異なっている場合には,共通ではない記号を
図のこれに該当する図上に記入するとともに,共通するエッジの指示の後に括弧を付けて共通でない
記号を列記する[図20 a)及びb)]。
a)
b)
図 20 大部分が一括指示の場合の例
8
B 0051:2004 (ISO 13715:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
二つ以上のエッジを指示する場合には,簡略化のために,一括指示の右側に基本記号だけを括弧を付け
て示す(図21)。
図 21 簡略指示例
4.7
規格の引用 図面にエッジの指示に関する規格を引用する場合には,図22のような方法で指示する。
図 22 規格の引用例
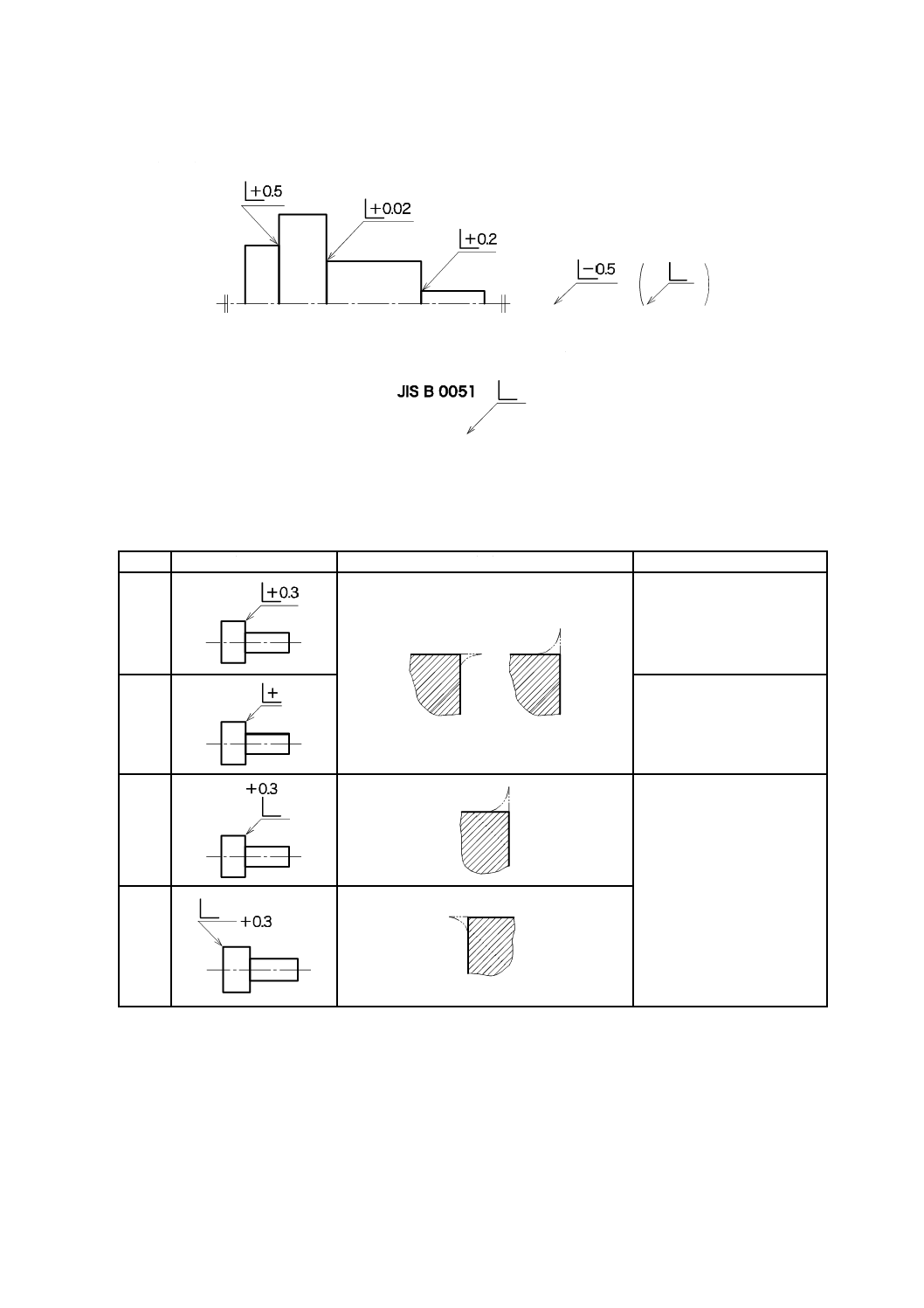
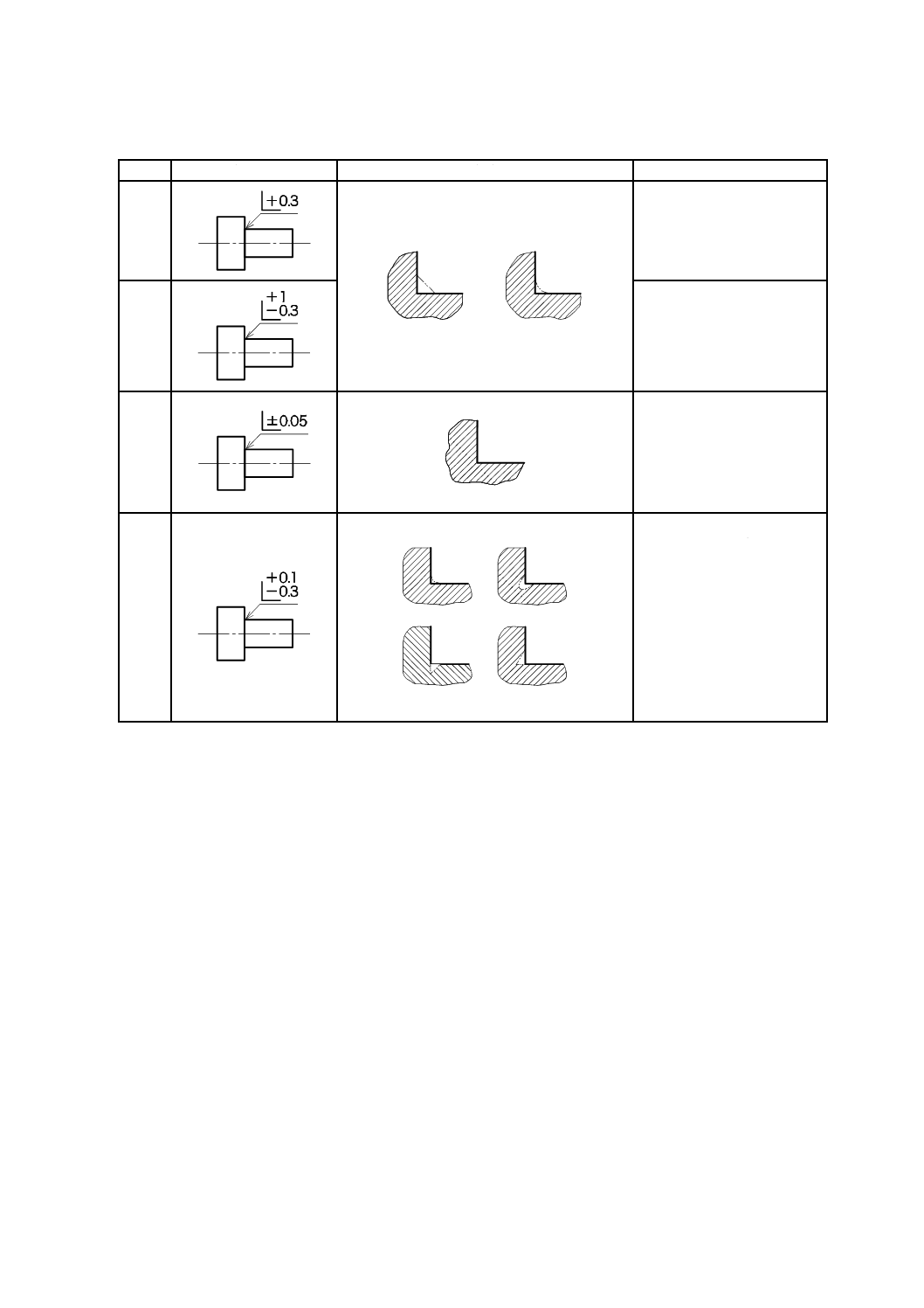
5. 指示例 エッジの指示例は,表2による。
表 2 エッジの指示例
番号
指示例
意味
説明
5.1
かどは,0.3 mmまでのばり
を許容し,ばりの方向は指示
しない。
5.2
かどは,ばりを許容し,ばり
の寸法及び方向は指示しな
い。
5.3
かどのばりは,0.3 mmまで
許容し,ばりの方向を指示す
る。
5.4
9
B 0051:2004 (ISO 13715:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
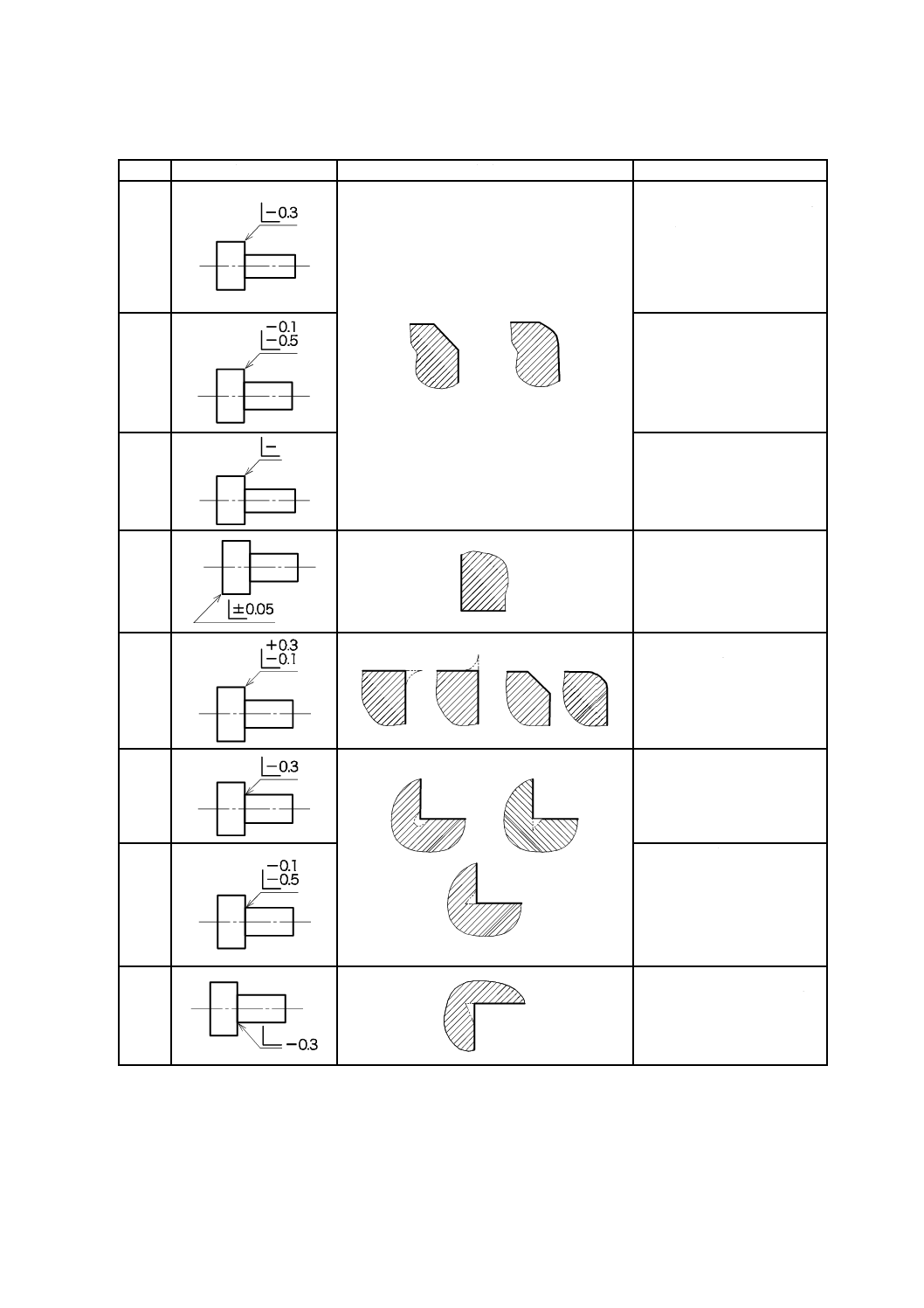
表 2 エッジの指示例(続き)
番号
指示例
意味
説明
5.5
かどはばりを許容しないが,
アンダーカットは0.3 mmま
で許容する。
5.6
かどはばりを許容しないが,
アンダーカットは0.1〜0.5
mmを許容する。
5.7
かどはばりを許容しないが,
アンダーカットは許容し,そ
の寸法は規制しない。
5.8
かどはばりを0.05 mmまで
許容し,アンダーカットも
0.05 mmまで許容する。アン
ダーカットの方向は指示し
ない。
5.9
かどはばりを0.3 mmまで許
容し,アンダーカットは0.1
mmまで許容する。ばりの方
向は指示しない。
5.10
隅のアンダーカットは0.3
mmまで許容するが,アンダ
ーカットの方向は指示しな
い。
5.11
隅のアンダーカットは0.1
〜0.5 mmを許容する。
アンダーカットの方向は
指示しない。
5.12
隅のアンダーカットは0.3
mmまで許容する。アンダー
カットの方向を指示する。
10
B 0051:2004 (ISO 13715:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 2 エッジの指示例(続き)
番号
指示例
意味
説明
5.13
隅のパッシングは0.3 mmま
で許容する。
5.14
隅のパッシングは0.3〜1 mm
を許容する。
5.15
隅のアンダーカットは0.05
mmまで許容し,パッシング
は0.05 mmまで許容する(鋭
利なエッジ)。アンダーカッ
トの方向は指示しない。
5.16
隅のパッシングは0.1 mmま
で許容し,アンダーカットは
0.3 mmまで許容する。
アンダーカットの方向は指
示しない。
11
B 0051:2004 (ISO 13715:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定)図示記号の形状及び寸法
A.1 一般的要求事項 この附属書で規定する図示記号は,他の規格で規定する図示記号(寸法,公差な
ど。)となるべく大きさを整合させるために,ISO 81714-1の規定による。
文字は,他の寸法記入で用いる文字と同じ高さ及び線幅とする。線と線とのすき間は,線幅の2倍とす
るのがよい。
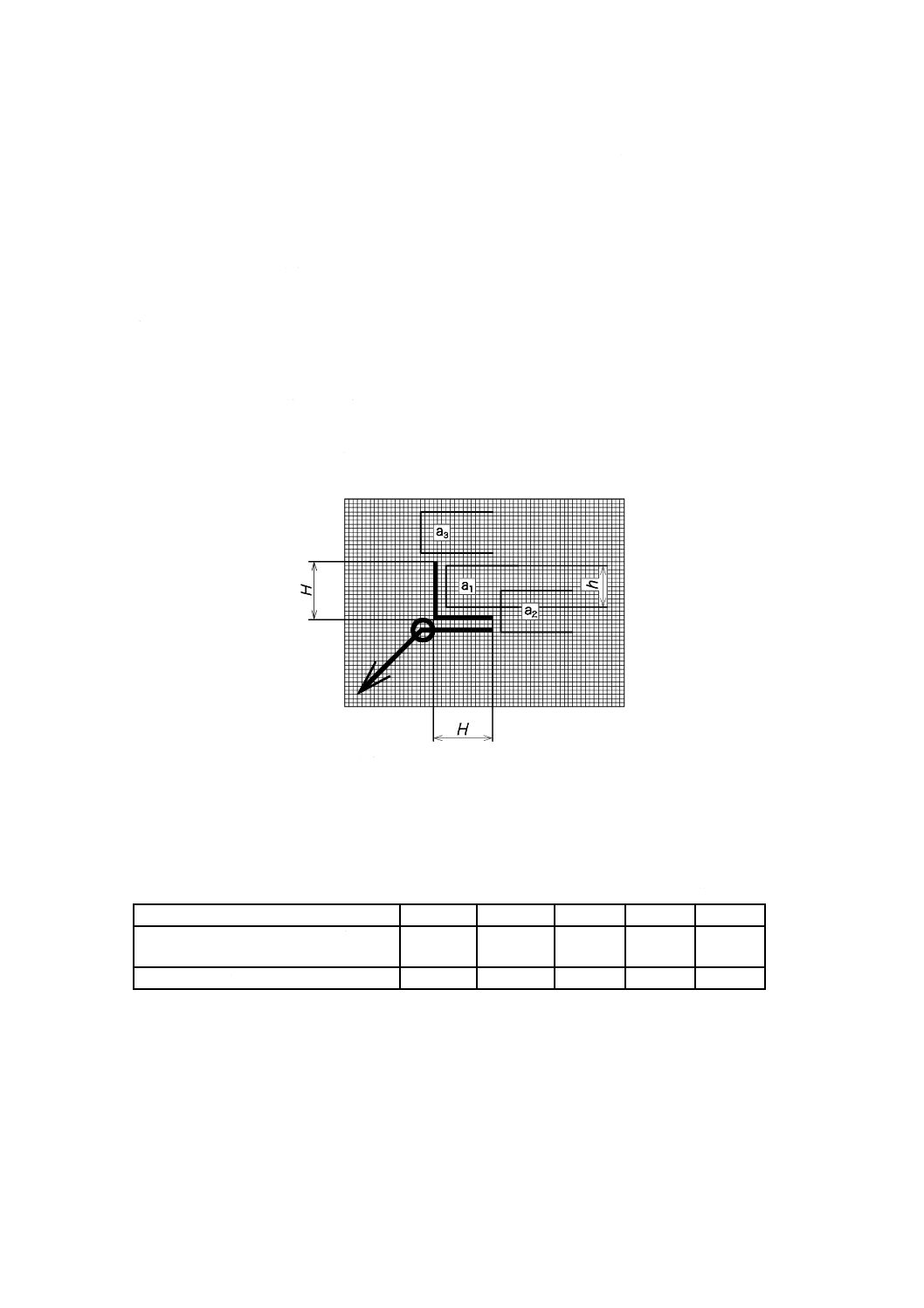
A.2 形状及び寸法 図示記号及びa1〜a3の指示領域は,図A.1による。
全周記号の円の直径は,線及び文字の大きさに応じて変更してもよい。
記号要素“円”の使用は,任意である。引出線の角度は,記入する場所によって変更できる。引出線の
長さは1.5h以上が望ましく,参照線の長さは延長してもよい。
図 A.1 図示記号及び指示領域の配置
A.3 寸法 図示記号及びa1〜a3の指示領域の寸法は,表A.1による。
表 A.1 図示記号の寸法
単位 mm
文字高さ, h
3.5
5
7
10
14
図示記号及びJIS Z 8313-0 に規定するB
形書体に用いる線の太さ, d
0.35
0.5
0.7
1.0
1.4
記号高さ, H
5
7
10
14
20
12
B 0051:2004 (ISO 13715:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考)推奨するエッジ寸法
この附属書(参考)は,本体及び附属書(規定)に関連する事柄を補足するもので,規定の一部ではな
い。
推奨するエッジ寸法は,表B.1のa欄から選ぶのがよい。
表 B.1 推奨するエッジ寸法
単位 mm
a
適用
a
+ 2.5
+ 1
+ 0.5
+ 0.3
+ 0.1
ばり又はパッシングを許容するエッジ
アンダーカットは許容しない
+ 0.05
+ 0.02
鋭利なエッジ
− 0.02
− 0.05
− 0.1
− 0.3
− 0.5
− 1
− 2.5
a
アンダーカットを許容するエッジ
ばり又はパッシングは許容しない
備考 aは,追加することができる寸法。
13
B 0051:2004 (ISO 13715:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
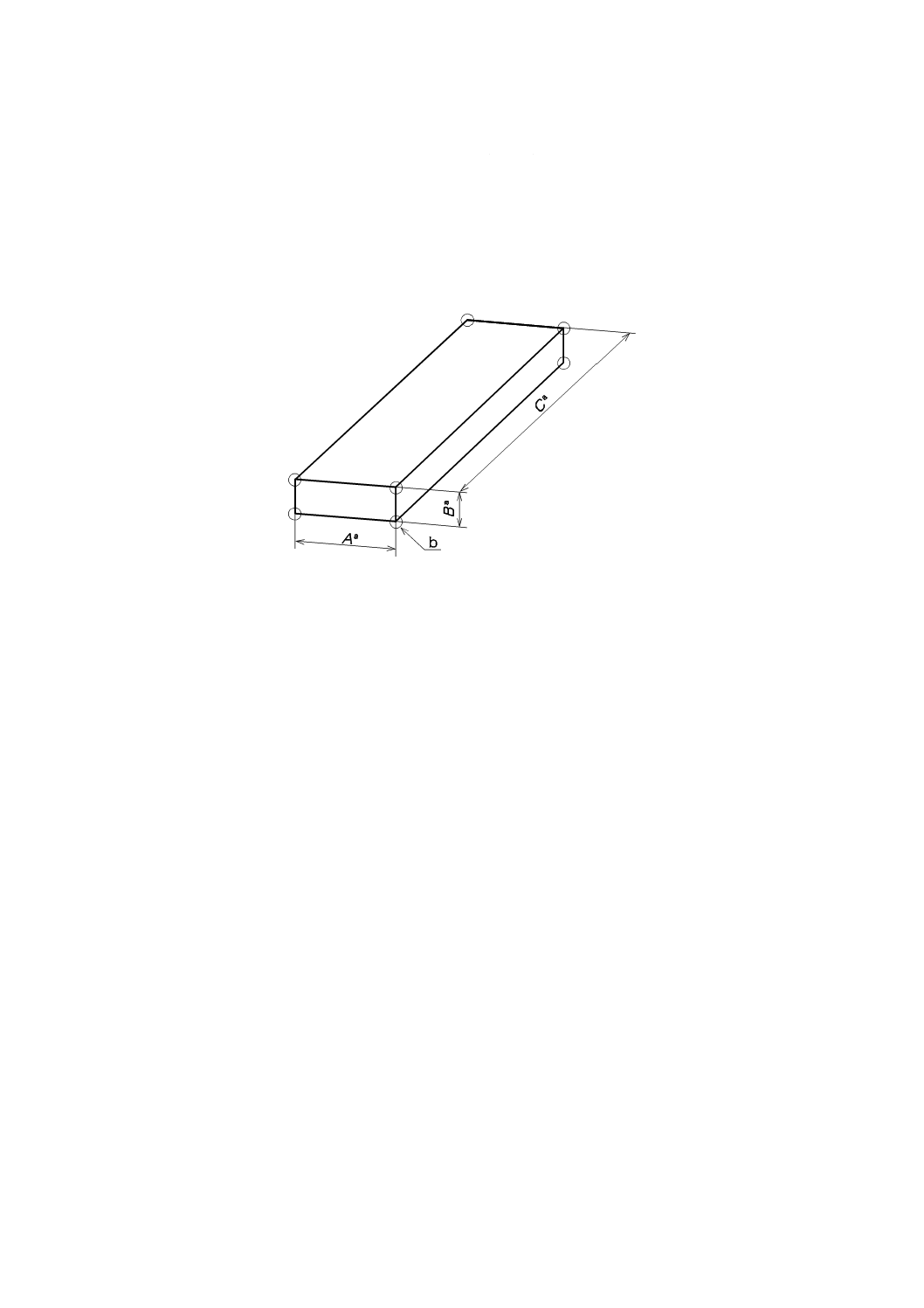
附属書C(参考)エッジ及びコーナの関係
この附属書は,本体及び附属書(規定)に関連する事柄を補足するもので,規定の一部ではない。
二つの面の交わり部エッジ[3.a)]に対して,コーナは三つ以上の面の交点で形成する部位を指す。部
品のコーナは,図C.1に示すように,一つの点によって表される。
Aa,Ba,Ca:エッジの長さ
b:コーナ
図 C.1 エッジとコーナとの関係