B 0031
:
2003 (ISO 1302
:
2002)
(
1
)
まえがき
この規格は,工業標準化法第
14
条によって準用する第
12
条第
1
項の規定に基づき,財団法人日本規格
協会
(JSA)
から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会の
審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,
JIS B 0031
:1994
は改正され,この規格に置き換えられる。
今回の改正は,対応国際規格である
ISO 1302
の改正に伴うものである。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 0031
には,次に示す附属書がある。
附属書
A
(
規定
)図記号の形及び寸法
附属書
B
(
参考
)図記号の一覧表
附属書
C
(
参考
)図示例
附属書
D
(
参考
)あいまいさのない表面機能の管理に必要な指示
附属書
E
(
参考
)表面性状パラメータ記号
附属書
F
(
参考
)評価長さ
ln
附属書
G
(
参考
)通過帯域及び基準長さ
附属書
H
(
参考
)表面性状に関する新規格への経緯
附属書
I
(
参考
)旧規格による図示
附属書
J
(
参考
)
GPS
マトリックス
附属書
1
(
参考
)各種パラメータの標準数列
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0031
:
2003 (ISO 1302
:
2002)
(
2
)
目 次
ページ
序文 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
1
1.
適用範囲・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
1
2.
引用規格・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
2
3.
定義・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
3
4.
表面性状の図示記号 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
4
4.1
一般事項・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
4
4.2
基本図示記号 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
4
4.3
除去加工の図示記号 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
4
4.4
表面性状の図示記号 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
5
4.5
“
部品一周の全周面
”
の表面性状の図示記号 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
5
5.
表面性状の図示記号の構成 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
5
5.1
一般事項・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
5
5.2
表面性状の要求事項の指示位置 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
6
6.
表面性状パラメータの指示 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
6
6.1
一般事項・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
6
6.2
パラメータ記号の指示 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
7
6.3
評価長さ
ln
の指示 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
7
6.4
許容限界値の指示 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
8
6.5
通過帯域及び基準長さの指示 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
8
6.6
許容限界値の指示
-
片側又は両側許容限界値 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
10
7.
加工方法又は加工関連事項の指示 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
11
8.
筋目の指示 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
11
9.
削り代の指示 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
13
10.
表面性状の要求事項の指示及び指示値の解釈 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
13
11.
図面及びその他の製品技術文書における指示 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
13
11.1
一般事項 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
13
11.2
図記号及び表面性状の要求事項の指示位置及び向き ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
13
11.3
表面性状の要求事項の簡略図示 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
16
11.4
表面処理前後の表面性状の指示 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
17
附属書
A
(
規定
)
図記号の形及び寸法 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
18
附属書
B
(
参考
)
図記号の一覧表・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
20
附属書
C
(
参考
)
図示例 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
22
附属書
D
(
参考
)
あいまいさのない表面機能の管理に必要な指示・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
25
附属書
E
(
参考
)
表面性状パラメータ記号・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
28
附属書
F
(
参考
)
評価長さ
ln
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
30
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0031
:
2003 (ISO 1302
:
2002)
目次
(
3
)
ページ
附属書
G
(
参考
)
通過帯域及び基準長さ ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
31
附属書
H
(
参考
)
表面性状に関する新規格への経緯 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
33
附属書
I
(
参考
)
旧規格による図示 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
35
附属書
J
(
参考
)
GPS
マトリックス ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
38
参考文献 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
40
附属書
1
(
参考
)
各種パラメータの標準数列 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
41
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0031
:
2003 (ISO 1302
:
2002)
(
4
)
白 紙
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
B 0031
:
2003
(ISO 1302
:
2002
)
製品の幾何特性仕様
(
GPS
)-
表面性状の図示方法
Geometrical Product Specifications (GPS)
-
Indication of surface texture in
technical product documentation
序文
この規格は,
2002
年に第
4
版として発行された
ISO 1302
,
Geometrical Product Specifications (GPS)
-
Indication of surface texture in technical product documentation
を翻訳し,技術的内容及び規格票の様式を変更
することなく作成した日本工業規格である。
この規格は,製品の幾何特性仕様(
GPS
)の一つで,
GPS
基本規格に属し(
TR B 0007
参照),粗さ曲線,
うねり曲線及び断面曲線の規格チェーンのリンク番号
1
に関係している。
この規格と他の
GPS
規格との関連についての詳細は,
附属書
J
を参照する。
この規格は,
1980
年代発行の規格の内容を大幅に変更した
1996
年及び
1997
年発行の表面性状に関する
規格を用いるために改正を進めてきた。大幅な改正であるために,図示された表面性状の解釈が新しいも
のになることがある。
附属書
H
に改正の経緯について詳述してある。
旧規格を適用した図面指示は,その時点の表面性状の規定に従い,解釈もそれによる。
附属書
I
は,旧
規格の規定を示す。
この規格の図示方法によって,あいまいさがないように,
1996
年及び
1997
年発行の表面性状に関する
規格を適用しなければならない。
なお,この規格で側線又は点線の下線を施してある“参考”は,原国際規格にはない事項である。
備考
TR B 0007
は,
ISO/TR 14638
:1995 Geometrical Product Specifications (GPS)
-
Master plan
と一致
している。
1.
適用範囲
この規格は,製品技術文書(例えば,図面,仕様書,契約書,報告書など)に,図示記号
及び文書表現によって表面性状を指示する方法について規定する。
この規格は,次のパラメータを用いることによって,表面に対する要求事項を指示する方法を規定する。
a
)
JIS B 0601
による輪郭曲線パラメータ
- 粗さ曲線(粗さパラメータ)
- うねり曲線(うねりパラメータ)
- 断面曲線(断面曲線パラメータ)
b
)
JIS B 0631
によるモチーフパラメータ
- 粗さモチーフ
- うねりモチーフ
c
)
JIS B 0671-2
及び
JIS B 0671-3
による負荷曲線に関するパラメータ
備考
1.
表面性状パラメータによって規定することができない表面欠陥(くぼみ,きずなど)の指示
は,表面欠陥を規定している
ISO 8785
を参照する。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
B 0031
:
2003 (ISO 1302
:
2002)
2.
この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,
ISO/IEC Guide 21
に基づき,
IDT
(一致している),
MOD
(修正している),
NEQ
(同等でない)とする。
ISO 1302
:2002
,
Geometrical Product Specifications (GPS)
-
Indication of surface texture in technical
product documentation (IDT)
2.
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改訂版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS B 0021
製品の幾何特性仕様(
GPS
)-幾何公差表示方式-形状,姿勢,位置及び振れの公差表示
方式
備考
ISO/DIS 1101
:1996
Geometrical Product Specifications (GPS)
-
Geometrical tolerancing
-
Tolerancing of form, orientation, location and run-out
が,この規格と一致している。
JIS B 0601
製品の幾何特性仕様(
GPS
)-表面性状:輪郭曲線方式-用語,定義及び表面性状パラメ
ータ
備考
ISO 4287
:1997
Geometrical Product Specifications (GPS)
-
Surface texture: Profile method
-
Terms,
definitions and surface texture parameters
が,この規格と一致している。
JIS B 0631
製品の幾何特性仕様(
GPS
)-表面性状:輪郭曲線方式-モチーフパラメータ
備考
ISO 12085
:1996
Geometrical Product Specifications (GPS)
-
Surface texture: Profile method
-
Motif
parameters
が,この規格と一致している。
JIS B 0632
製品の幾何特性仕様(
GPS
)-表面性状:輪郭曲線方式-位相補償フィルタの特性
備考
ISO 11562
:1996
Geometrical Product Specifications (GPS)
-
Surface texture: Profile method
-
Metrological characteristics of phase correct filters
が,この規格と一致している。
JIS B 0633
製品の幾何特性仕様(
GPS
)-表面性状:輪郭曲線方式-表面性状評価の方式及び手順
備考
ISO 4288
:1996
Geometrical Product Specifications (GPS)
-
Surface texture: Profile method
-
Rules
and procedures for the assessment of surface texture
からの引用事項は,この規格の該当事項と同
等である。
JIS B 0641-1
製品の幾何特性仕様(
GPS
)-製品及び測定装置の測定による検査-第
1
部:仕様に対
する合否判定基準
備考
ISO 14253-1
:1998
Geometrical Product Specifications (GPS)
-
Inspection by measurement of
workpieces and measuring equipment
-
Part 1: Decision rules for proving conformance or non-
conformance with specifications
が,この規格と一致している。
JIS B 0651
製品の幾何特性仕様(
GPS
)-表面性状:輪郭曲線方式-触針式表面粗さ測定機の特性
備考
ISO 3274
:1996
Geometrical Product Specifications (GPS)
-
Surface texture: Profile method
-
Nominal characteristics of contact (stylus) instruments
が,この規格と一致している。
JIS B 0671-1
製品の幾何特性仕様(
GPS
)-表面性状:輪郭曲線方式;プラトー構造表面の特性評価
-第
1
部:フィルタ処理及び測定条件
備考
ISO 13565-1
:1996
Geometrical Product Specifications (GPS)
-
Surface texture: Profile method;
Surfaces having stratified functional properties
-
Part 1: Filtering and general measurement
著作権法により無断での複製,転載等は禁止されております。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
B 0031
:
2003 (ISO 1302
:
2002)
conditions
が,この規格と一致している。
JIS B 0671-2
製品の幾何特性仕様(
GPS
)-表面性状:輪郭曲線方式;プラトー構造表面の特性評価
-第
2
部:線形表現の負荷曲線による高さの特性評価
備考
ISO 13565-2
:1996
Geometrical Product Specifications (GPS)
-
Surface texture: Profile method;
Surfaces having stratified functional properties
-
Part 2: Height characterization using the linear
material ratio curve
が,この規格と一致している。
JIS B 0671-3
製品の幾何特性仕様(
GPS
)-表面性状:輪郭曲線方式;プラトー構造表面の特性評価
-第
3
部:正規確率紙上の負荷曲線による高さの特性評価
備考
ISO 13565-3
:1998
Geometrical Product Specifications (GPS)
-
Surface texture: Profile method;
Surfaces having stratified functional properties
-
Part 3: Height characterization using the material
probability curve
が,この規格と一致している。
JIS B 0672-1
製品の幾何特性仕様(
GPS
)-形体-第
1
部:一般用語及び定義
備考
ISO 14660-1
:1999
Geometrical Product Specifications (GPS)
-
Geometrical features
-
Part 1:
General terms and definitions
が,この規格と一致している。
JIS Z 8114
製図-製図用語
備考
ISO 10209-1
:1992
Technical product documentation
-
Vocabulary
-
Part 1: Terms relating to
technical drawings: general and types of drawings
からの引用事項は,この規格の該当事項と同等
である。
JIS Z 8313-1
製図-文字-第
1
部:ローマ字,数字及び記号
備考
ISO 3098-2
:2000
Technical product documentation
-
Lettering
-
Part 2: Latin alphabet, numerals and
marks
が,この規格と一致している。
JIS Z 8317
製図-寸法記入方法-一般原則,定義,記入方法及び特殊な指示方法
備考
ISO 129
:1985
Technical drawings
-
Dimensioning
-
General principles, definitions, methods of
execution and special indications
からの引用事項は,この規格の該当事項と同等である。
ISO 8785
:1998
Geometrical Product Specifications (GPS)
-
Surface imperfections
-
Terms, definitions and
parameters
ISO 10135
:
-
1)
Technical drawings
-
Simplified representation of moulded, cast and forged parts
ISO 81714-1
:1999
Design of graphical symbols for use in the technical documentation of products
-
Part 1:
Basic rules
3.
定義
この規格で用いる主な用語の定義は,
JIS B 0601
,
JIS B 0632
,
JIS B 0633
,
JIS B 0651
,
JIS B
0671-2
,
JIS B 0671-3
,
JIS B 0672-1
及び
JIS Z 8114
によるほか,次による。
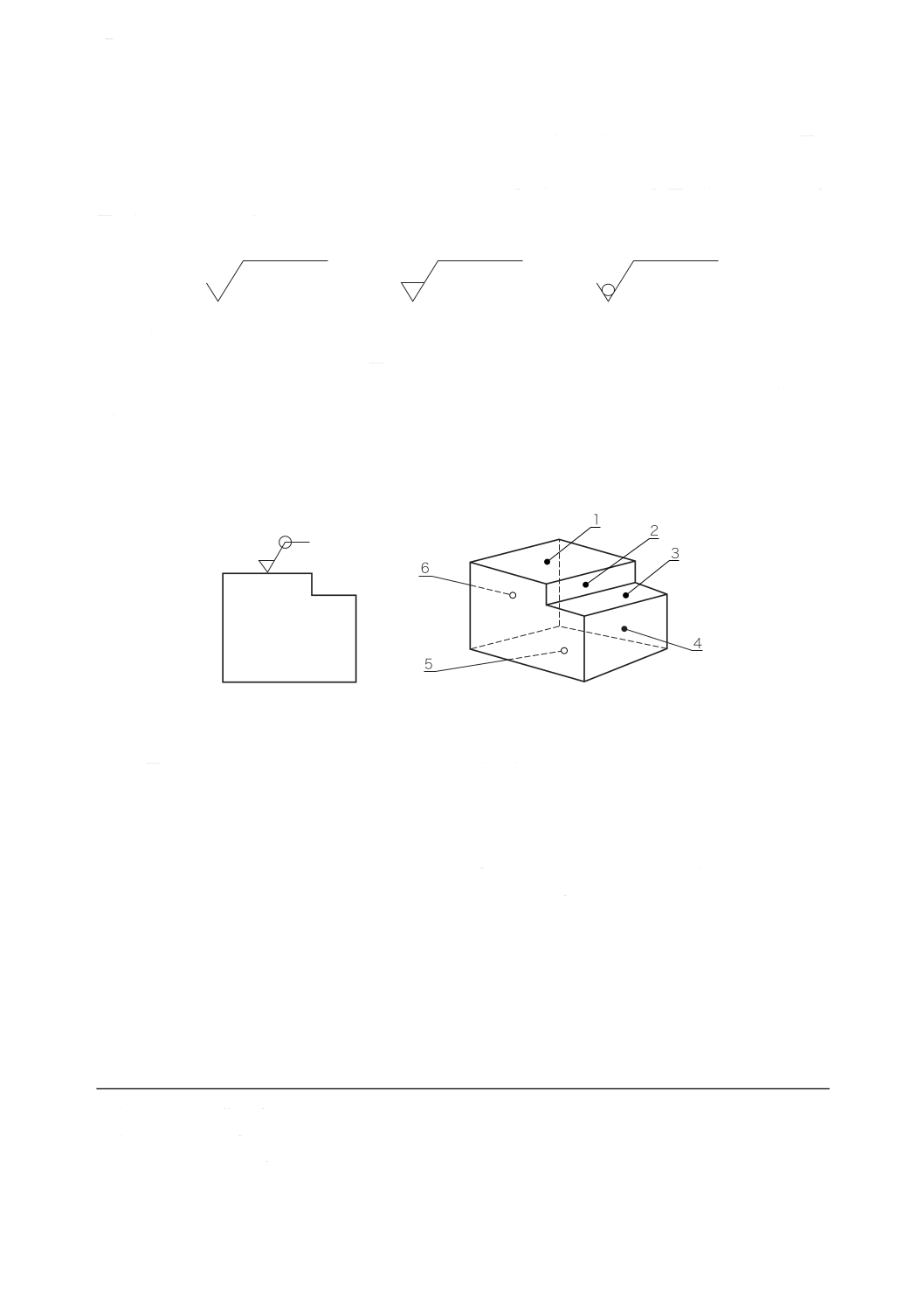
a
)
基本図示記号
(
basic graphical symbol
) 表面性状に要求事項があることを示す(表面性状のための)
図示記号(
図
1
参照)。
b
)
除去加工の図示記号
(
expanded graphical symbol
) 特定の表面性状を得るために,材料の除去加工を
するか,除去加工をしないかを示す(表面性状のための)図示記号(
図
2
及び
図
3
参照)。
c
)
表面性状の図示記号
(
complete graphical symbol
) 表面性状の要求事項をすべて指示できるようにし
た(表面性状を表示するための)基本図示記号又は除去加工の図示記号(
図
4
参照)。
1)
発行予定(
ISO 10135
:1994
の改訂)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
B 0031
:
2003 (ISO 1302
:
2002)
d
)
表面性状パラメータ
[
surface (texture) parameters
] 表面の微細な幾何学的特性を表すパラメータ。
備考
表面性状パラメータ記号については,
附属書
E
を参照する。
参考
輪郭曲線パラメータ(
6.3.2
),モチーフパラメータ(
6.3.3
),負荷曲線に関連するパラメータ(
6.3.4
)
を総称して,表面性状パラメータと呼ぶ。
e
)
(
表面性状の
)
パラメータ記号
[
(surface) parameter symbol
] 表面性状パラメータを表す記号。
備考
パラメータ記号は,
Ra
,
Ra
max,
Wz
,
Wz
1max,
AR
,
Rpk
,
Rpq
などのように,文字及び数字で構成す
る。
4.
表面性状の図示記号
4.1
一般事項
表面性状の要求事項は,明確な意味をもつ図示記号を用いて製品技術文書に指示する。
数値,記号及び文書表現(
5.
,
6.
,
7.
及び
8.
参照)によって,
4.2
及び
4.3
の図示記号を補足する。しかし,
単独で用いた図示記号だけでも,図面上で特別な意味をもたせてもよい(
11.
参照)。
4.2
基本図示記号
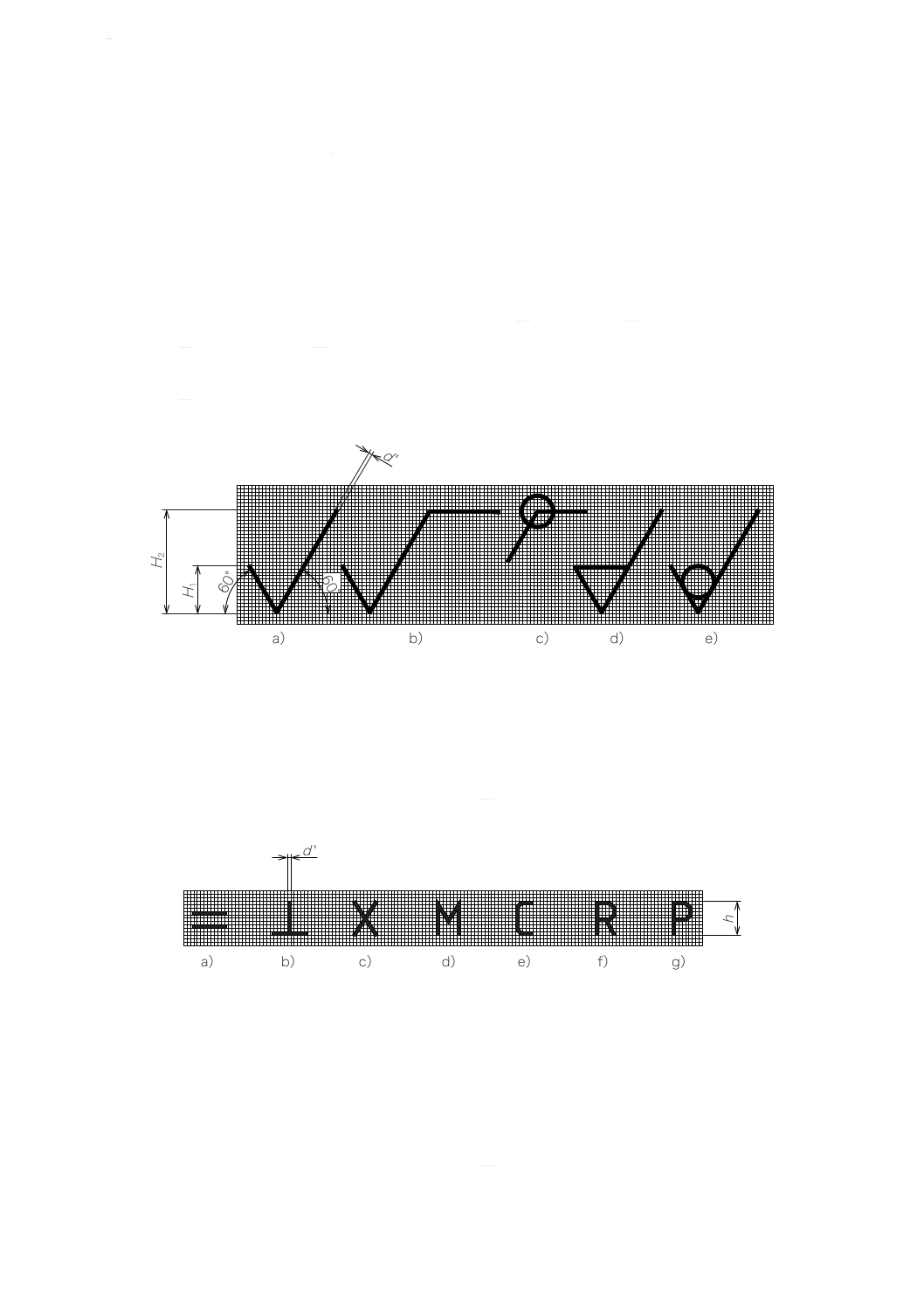
基本図示記号は,
図
1
のように対象面を示す線に対して約
60
°傾いた長さの異なる
2
本の直線で構成する。(表面性状の要求事項がない)
図
1
の基本図示記号だけでは,表面性状の要求事項
の指示にはならない。基本図示記号は,
図
23
及び
図
26
のように,簡略図示に用いてもよい。
基本図示記号に表面性状の要求事項(
5.
参照)が指示されている場合には,対象面に除去加工をするか
(
4.3.1
参照),対象面に除去加工をしないか(
4.3.2
参照)については問わないこととする。
図
1
表面性状を指示するための基本図示記号
4.3
除去加工の図示記号
4.3.1
除去加工する場合
除去加工,例えば,対象面に機械加工をする場合には,
図
2
のように基本図示
記号に横線を付ける。
(表面性状の要求事項がない)
図
2
の除去加工の図示記号だけを,表面性状の指示に用いてはならない。
図
2
除去加工をする場合の図示記号
4.3.2
除去加工をしない
(
許さない
)
場合
対象面に除去加工をしない場合には,
図
3
のように基本図示
記号に丸記号を付ける。これらの図示記号の特別な使用方法については,
10.
を参照する。
図
3
除去加工をしない場合の図示記号
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
B 0031
:
2003 (ISO 1302
:
2002)
4.4
表面性状の図示記号
表面性状の要求事項を指示する場合(
6.
参照)には,
図
4
のように
図
1
~
図
3
に示すいずれかの図示記号の長い方の斜線に直線を付ける。
例えば,報告書又は契約書に用いる場合の文書表現では,
図
4 a
)の指示は
APA
2)
,
図
4 b
)の指示は
MRR
3)
,
図
4 c
)の指示は
NMR
4)
とする。
a
)
除去加工の有無を問わない場合
b
)
除去加工をする場合
c
)
除去加工をしない場合
図
4
表面性状の図示記号
4.5
“
部品一周の全周面
”
の表面性状の図示記号
図面に閉じた外形線によって表された部品(外殻形
体)一周の全周面に,同じ表面性状が要求される場合には,
図
5
のように
図
4
の表面性状の図示記号に丸
記号を付ける。
部品一周の表面性状の図示記号によってあいまいさが生じるおそれがある場合には,個々の表面に指示
する。
参考
図形に外形線によって表された全表面とは,部品の三次元表現(右図)で示されている
6
面で
ある(正面及び背面を除く。)。
図
5
図面上で外形線によって表された全表面
(
6
面
)
に適用する表面性状の要求事項の例
5.
表面性状の図示記号の構成
5.1
一般事項
対象面の機能に関連した表面性状の要求事項にあいまいさがないように,表面性状パラ
メータとその要求値のほかに,必要に応じて要求事項[例えば,フィルタの通過帯域(通過帯域という。)
又は基準長さ,加工方法,加工による筋目とその方向,削り代など]を指示する。また,あいまいさをな
くすために,必要に応じていくつかの異なった表面性状パラメータを組み合わせて指示してもよい。詳細
は,
附属書
D
を参照する。
2) Any Process Allowed
の頭文字
3) Material Removal Required
の頭文字
4) No Material Removed
の頭文字
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
B 0031
:
2003 (ISO 1302
:
2002)
5.2
表面性状の要求事項の指示位置
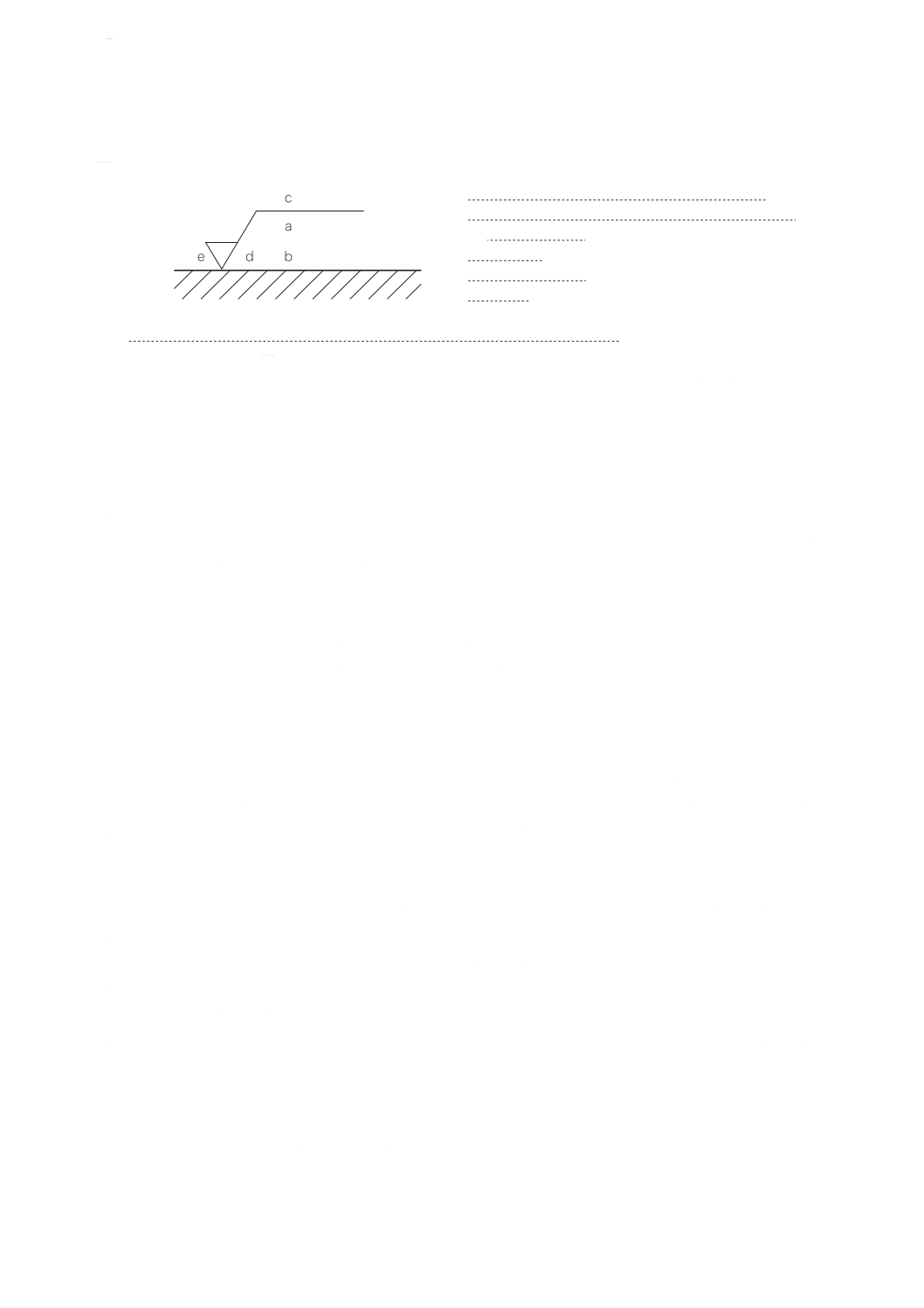
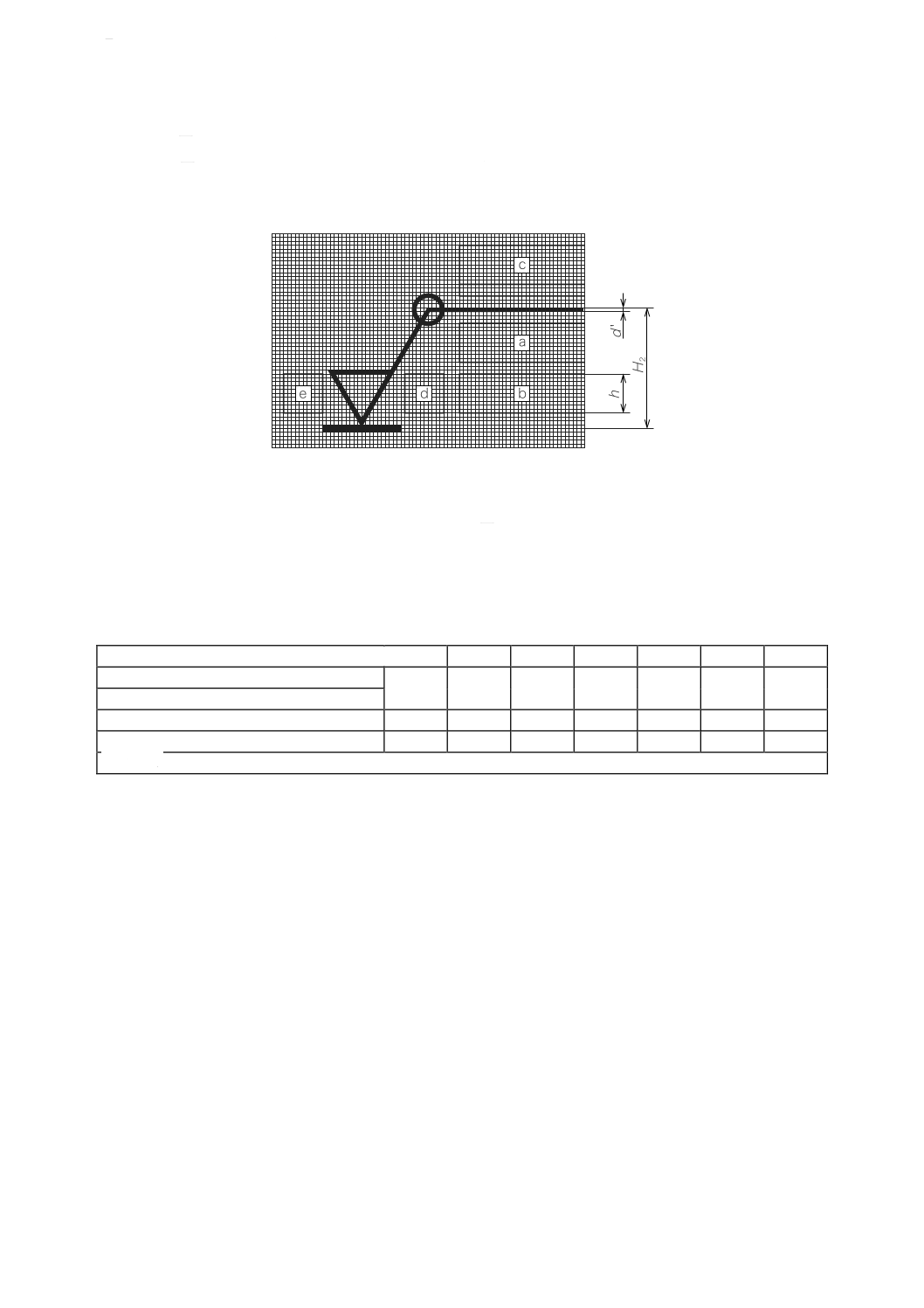
表面性状の図示記号における表面性状の要求事項の指示位置は,
図
6
による。
a
:通過帯域又は基準長さ,表面性状パラメータ
b
:複数パラメータが要求されたときの二番目以降の
パラメータ指示
c
:加工方法
d
:筋目とその方向
e
:削り代
参考
原国際規格にはないが,“
a
”~“
e
”の位置に指示する事項を記載した。
図
6
表面性状の要求事項を指示する
“
a
”~“
e
”
の位置
次の項からなる表面性状の要求事項は,表面性状の図示記号の特定の位置に,次の
a
)~
e
)に従って指
示する。
- 表面性状パラメータ
- パラメータの値
- 通過帯域又は基準長さ
a
)
位置
a
-
表面性状の要求事項が一つの場合
6.
によって,表面性状パラメータ記号とその値及び通過帯
域又は基準長さを指示する。誤りが生じないように,パラメータ記号とその値とのスペースは,ダブ
ルスペース(二つの半角ブランク)にする。
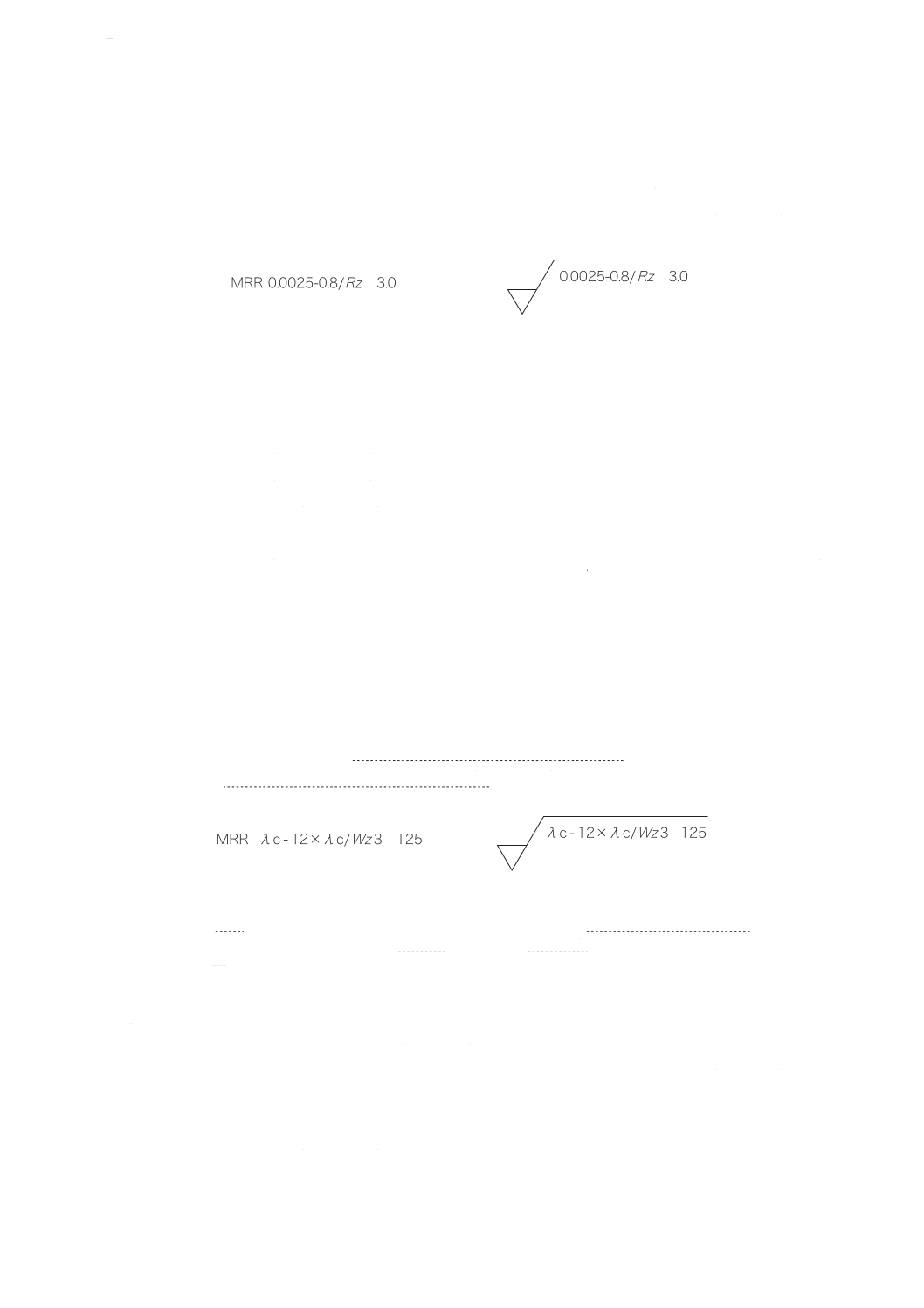
通過帯域又は基準長さの後に斜線“
/
”,その後にパラメータ記号とその値の順序にして一行で指示
する。
例
1.
0.0025-0.8/
Rz
6.8
(通過帯域の指示例)
例
2.
-0.8/
Rz
6.8
(基準長さだけの指示例)
モチーフパラメータの場合には,通過帯域の後に斜線“
/
”,評価長さ,斜線“
/
”,パラメータ記号
とその値の順にして一行で指示する。
例
0.008-0.5/16/
R
10
参考
一般に通過帯域は,二つのフィルタのカットオフ値間の波長範囲であり(
JIS B 0651
及び
JIS B
0632
参照),モチーフパラメータでは二つの上限長さ間の波長範囲である(
JIS B 0631
参照)。
b
)
位置
a
及び
b
-
表面性状の要求事項が二つ以上の場合
a
)で規定したように,一番目の表面性状の要
求事項を位置“
a
”に指示する。二番目の表面性状の要求事項を位置“
b
”に指示する。三番目又はそ
れ以上の要求事項を指示する場合には,表面性状の図示記号の長い方の斜線を縦方向に延ばして多数
行の指示ができるようにスペースを広げ,位置“
a
”及び“
b
”を上の方へ移動する(
6.
参照)。
c
)
位置
c
-
加工方法
旋削,研削,めっきなど,対象面を得るための加工方法,表面処理,塗装又は加
工プロセスに必要な事項を位置“
c
”に指示する(
7.
参照)。
d
)
位置
d
-
筋目とその方向
対象面の筋目とその方向を,“=”,“
X
”,“
M
”などの記号を用いて位置“
d
”
に指示する(
8.
参照)。
e
)
位置
e
-
削り代
要求された削り代は,ミリメートル単位でその値を位置“
e
”に指示する(
9.
参照)。
6.
表面性状パラメータの指示
6.1
一般事項
パラメータ記号とその値は,要求事項の解釈の基本となる次の
4
項目からなる。
- 三つの輪郭曲線の区別(
R
,
W
又は
P
)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
B 0031
:
2003 (ISO 1302
:
2002)
- パラメータの種類
- 評価長さに含まれる基準長さの数
- 指示された許容限界値の解釈
参考
1.
表面性状の図示記号に付けて指示する三つの基本的な表面性状パラメータ群が,
JIS B 0601
,
JIS B 0631
,
JIS B 0671-2
及び
JIS B 0671-3
に規定されている。これらのパラメータの種類を
まとめると
表
1
になる。
2.
“輪郭曲線(
R
,
W
又は
P
)”は,“粗さ曲線”,“うねり曲線”又は“断面曲線”の総称であ
る(
JIS B 0601
参照)。
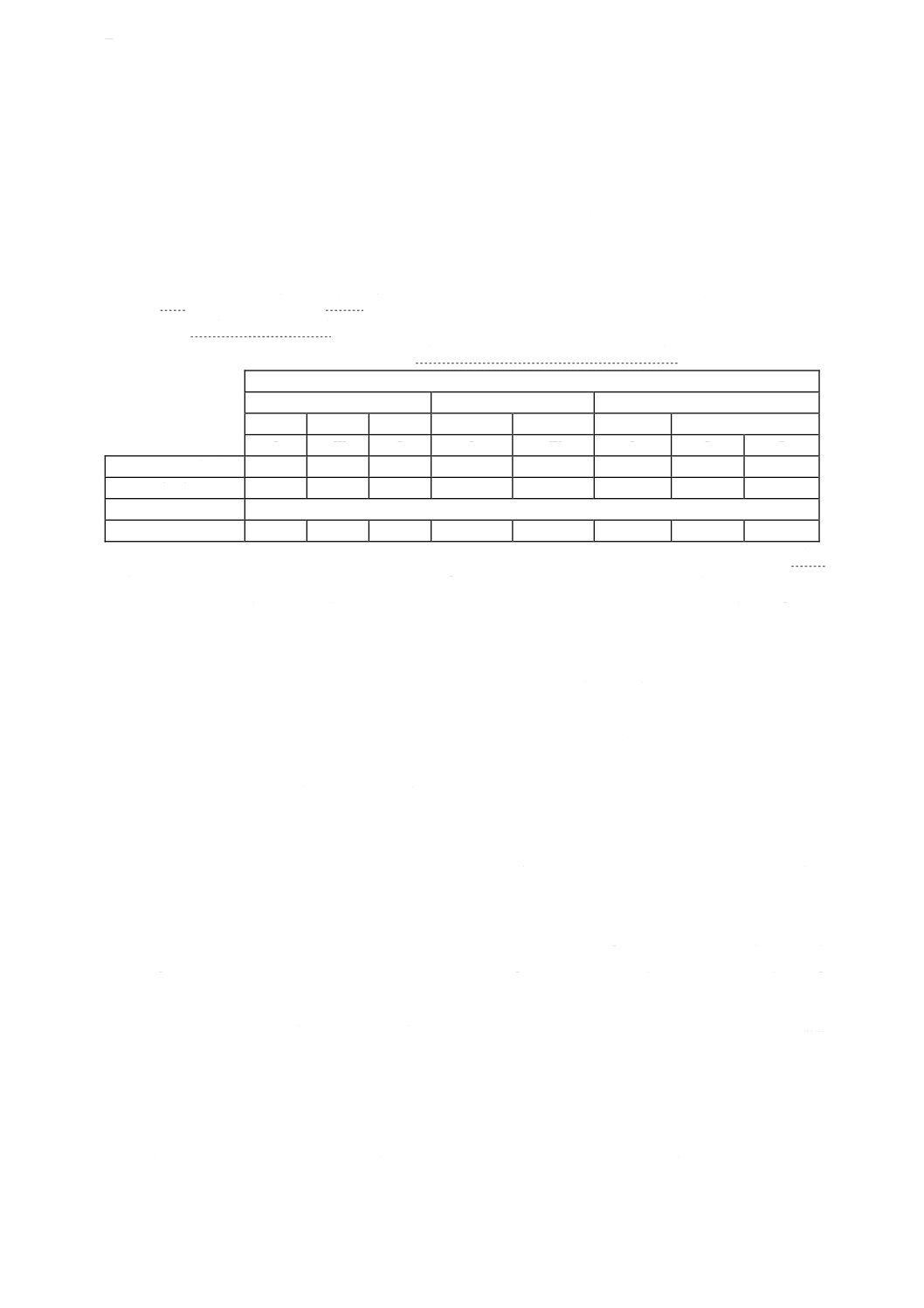
表
1
パラメータの種類
(
本体及び附属書の項目番号で表示
)
パラメータ
輪郭曲線パラメータ
モチーフパラメータ
負荷曲線関連パラメータ
線形表現
正規確率紙表現
R
W
P
R
W
R
R
P
パラメータ記号
E.2
E.2
E.2
E.3
E.3
E.4.2
E.4.3
E.4.3
評価長さ
F.2
F.2
F.2
F.3
F.3
F.4
F.4
F.4
許容限界値
6.4
通過帯域
G.2
G.2
G.2
G.3
G.3
G.4
G.4
G.4
6.2
パラメータ記号の指示
附属書
E
による。パラメータ記号を
附属書
E
のように追加要求事項(
5.1
参照)のない指示がされた場合には,許容限界値[“
16
%ルール”,
JIS B 0633
の
4.2
(評価長さを用いて
定義されるパラメータ)及び
4.3
(負荷曲線及び確率密度関数とそれらに関連するパラメータ)参照]は標
準的な規定又は解釈に従う。“最大値ルール”が指示された場合の許容限界値の解釈は,
6.4
を参照する。
6.3
評価長さ
ln
の指示
6.3.1
一般事項
パラメータ記号を
附属書
E
のように追加要求事項(
5.1
参照)のない指示がされた場合
には,評価長さは,該当する規格に規定されていればその標準値に従う。
評価長さに含まれる基準長さの数についての標準値がない場合には,表面性状の要求事項にあいまいさ
がないように,基準長さの数をパラメータ記号に指示する。
6.3.2
輪郭曲線パラメータ
(
JIS B 0601
参照
)
-
粗さ曲線
附属書
F
の
F.2
を参照する。評価長さに含まれる基準長さの数が標準値の
5
でない場合に
は,基準長さの数をパラメータ記号に付ける。
例
Rp
3
,
Rv
3
,
Rz
3
,
Rc
3
,
Rt
3
,
Ra
3
,・・・,
RSm
3
,・・・(評価長さが三つの基準長さからなる場合)
-
うねり曲線
附属書
F
の
F.2
を参照する。基準長さの数を常にうねりパラメータ記号に指示する。
例
Wz
5
,
Wa
3
-
断面曲線
附属書
F
の
F.2
を参照する。基準長さは評価長さに等しく[
JIS B 0601
の
3.1.9
(基準長さ)
参照],評価長さは測定される形体の長さに等しくする[
JIS B 0633
の
4.4
(評価長さの標準値)参照]。
したがって,断面曲線パラメータのパラメータ記号には基準長さの数を付けない。
6.3.3
モチーフパラメータ
(
JIS B 0631
参照
)
附属書
F
の
F.3
を参照する。評価長さが,標準値の
16 mm
とは異なる場合には,評価長さを
2
本の斜線“
//
”の間に指示する。
例
0.008-0.5/12/R 10
備考
モチーフパラメータの評価長さは,基準長さの概念がない他の表面性状パラメータの評価長さ
とは異なる。モチーフパラメータ記号には基準長さの数を付けない。
6.3.4
負荷曲線に関連するパラメータ
(
JIS B 0671-2
,
JIS B 0671-3
及び
JIS B 0631
)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
B 0031
:
2003 (ISO 1302
:
2002)
-
粗さ曲線
附属書
F
の
F.4
を参照する。評価長さに含まれる基準長さの数が標準値の
5
[
JIS B 0671-1
の
7.
(カットオフ値λ
c
及び評価長さ
ln
)参照]でない場合には,基準長さの数をパラメータ記号に
付ける。
例
Rk
8
,
Rpk
8
,
Rvk
8
,
Rpq
8
,
Rvq
8
,
Rmq
8
(評価長さがカットオフ値の
8
倍の場合)
Rke
,
Rpke
,
Rvke
などのモチーフ法による線形表現の負荷曲線関連の粗さ曲線パラメータ(
JIS
B 0671-2
)の評価長さの指示は,
6.3.3
による。
-
断面曲線
附属書
F
の
F.4
を参照する。基準長さは,評価長さに等しく[
JIS B 0601
の
3.1.9
(基準長
さ)参照],評価長さは測定される形体の長さに等しくする[
JIS B 0633
の
4.4
(評価長さの標準値)
参照]。したがって,断面曲線パラメータのパラメータ記号には基準長さの数を付けない。
6.4
許容限界値の指示
6.4.1
一般事項
表面性状の許容限界値には,次の二つの指示のうち,どちらかを解釈する。
a
)
“
16
%ルール”
b
)
“最大値ルール”
JIS B 0633
の
5.2
(
16
%ルール)及び
5.3
(最大値ルール)を参照する。
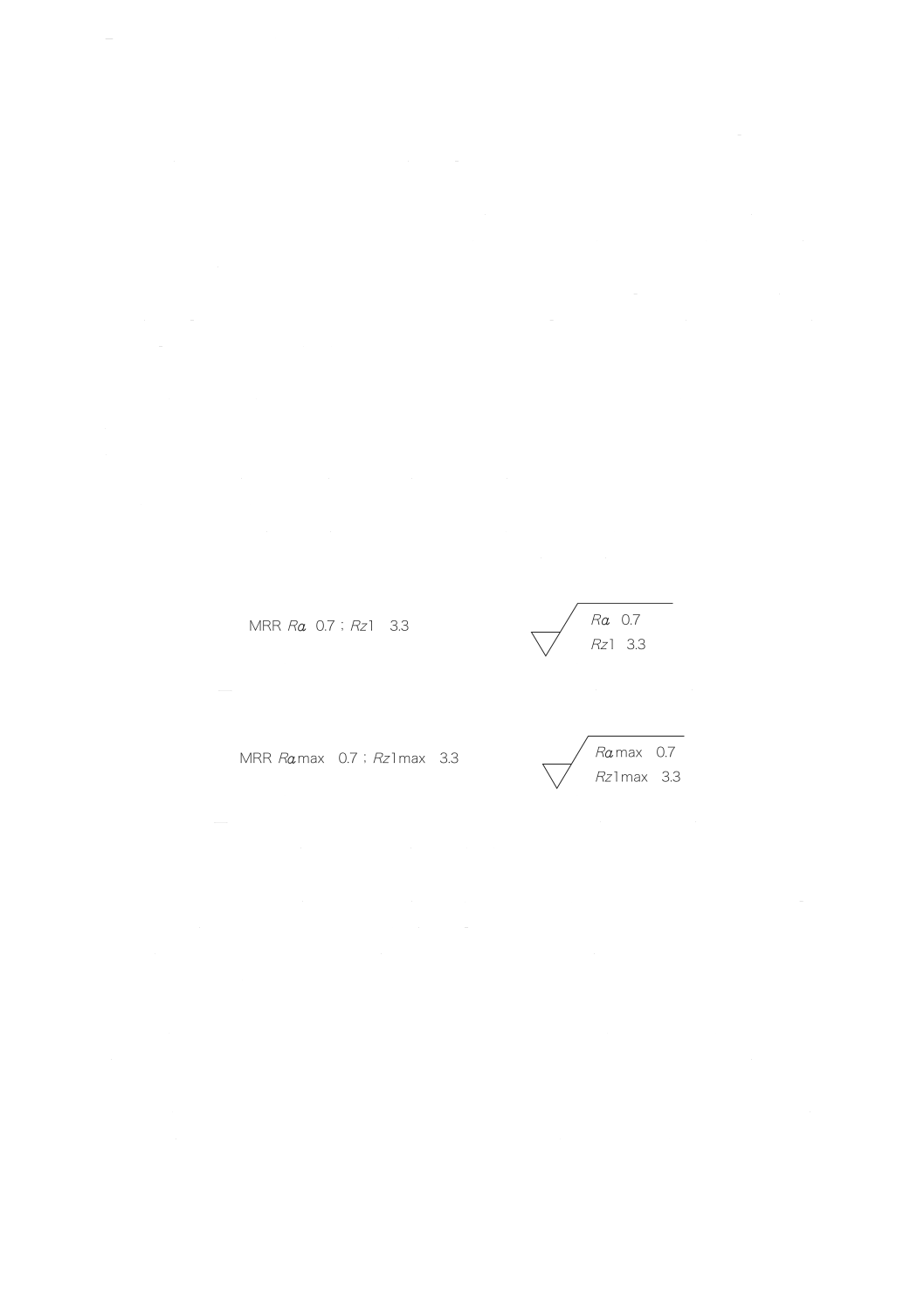
表面性状の要求事項の標準ルールは,“
16
%ルール”とする。したがって,
附属書
E
のパラメータ記号
が指示されたときには(
図
7
参照),“
16
%ルール”が表面性状の要求事項に適用する。“最大値ルール”
を適用する場合には,パラメータ記号の後に“
max
”を付ける(
図
8
参照)。
a
)
文書表現
b
)
図面指示
図
7
16
%ルールを適用した場合のパラメータ記号
(
標準通過帯域
)
a
)
文書表現
b
)
図面指示
図
8
最大値ルールを適用した場合のパラメータ記号
(
標準通過帯域
)
6.4.2
断面曲線パラメータ
(
JIS B 0601
参照) 断面曲線パラメータには,
JIS B 0601
に規定する“
16
%
ルール”及び“最大値ルール”を適用する。
6.4.3
モチーフパラメータ
(
JIS B 0631
参照) モチーフパラメータには,
16
%ルールを適用する[
JIS
B 0631
の
5.4
(モチーフパラメータの許容条件)参照]。
6.4.4
負荷曲線に関連するパラメータ
(
JIS B 0671-2
及び
JIS B 0671-3
)
JIS B 0671-2
及び
JIS B 0671-
3
に規定する負荷曲線に関連するパラメータに,“
16
%ルール”及び“最大値ルール”を適用する。
6.5
通過帯域及び基準長さの指示
6.5.1
一般事項
パラメータ記号に通過帯域の指示がない場合には,表面性状の要求事項に標準通過帯域
(通過帯域の標準値については,
附属書
G
を参照。通過帯域の指示がない
図
7
及び
図
8
を参照)を適用す
る。
ある表面性状パラメータには,標準通過帯域の規定,標準の低域フィルタの規定又は標準の基準長さ(高
域フィルタ)の規定がない場合がある。このような場合には,表面性状の要求事項にあいまいさがないよ
うに,通過帯域,低域フィルタ又は高域フィルタのカットオフ値を指示する。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
B 0031
:
2003 (ISO 1302
:
2002)
表面性状の要求事項によって,あいまいさのない表面の管理を行うために,通過帯域はパラメータ記号
の前に斜線“
/
”で仕切って指示する。
通過帯域は,ハイフン“
-
”で仕切られたフィルタのカットオフ値(単位:
mm
)によって指示し,低域
フィルタのカットオフ値を最初に,高域フィルタのカットオフ値をハイフンの後に置く(
図
9
参照)。
a
)
文書表現
b
)
図面指示
図
9
表面正常要求事項に付けた通過帯域の指示
通過帯域を決める二つのフィルタのうちの一つだけの指示でよい場合,指示されないフィルタは,標準
のカットオフ値をもつフィルタとする。一つだけのフィルタが指示されている場合,低域フィルタである
か高域フィルタであるかは,ハイフンによって識別する。
例
1.
0.008-
(低域フィルタ)
例
2.
-0.25
(高域フィルタ)
6.5.2
輪郭曲線パラメータ
(
JIS B 0601
)
-
粗さ曲線
附属書
G
の
G.2
を参照する。通過帯域を指示する場合,低域フィルタのカットオフ値λ
s
が
JIS B 0651
の
4.4
(粗さ曲線用カットオフ値λ
c
,触針先端半径
r
tip
及びカットオフ比λ
s/
λ
c
の関係)
に従っていれば,高域フィルタのカットオフ値λ
c
を
-0.8
のように指示するだけでよい。
粗さパラメータのための通過帯域の低域フィルタ及び高域フィルタの両方を管理したい場合には,
カットオフ値の組合せをパラメータ記号に付ける。
例
0.008-0.8
-
うねり曲線
附属書
G
の
G.2
を参照する。あいまいさがないようにするために,通過帯域の両側のカ
ットオフ値を常に指示する。うねり曲線のための通過帯域のカットオフ値の指示は,
JIS B 0633
によ
る粗さ曲線用のカットオフ値λ
c
(λ
c
は低域フィルタのカットオフ値)及び設計者が決める数
n
によ
る指示
n
×λ
c
(
n
×λ
c
は高域フィルタのカット値)である(
図
10
参照)。
a
)
文書表現
b
)
図面指示
参考
6.3.2
に従い,原国際規格では欠落していた基準長さの数を
3
として
Wz
の後に追加し
た。この例では,基準長さは
12
×λ
c
である[
JIS B 0601
の
3.1.9
(基準長さ)による]。
図
10
粗さ曲線用のカットオフ値λ
c
を基にしたうねり曲線用通過帯域
-
断面曲線
附属書
G
の
G.2
を参照する。あいまいさをなくすために,低域フィルタのカットオフ値λ
s
を常に指示する。
断面曲線パラメータに高域フィルタ(基準長さ)を適用しないことが標準条件である。ただし,部
品機能のために高域フィルタが要求される場合には,高域フィルタのカットオフ値(基準長さ)を指
示する。
例
-25/
Pz
225
6.5.3
モチーフパラメータ
(
JIS B 0631
)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10
B 0031
:
2003 (ISO 1302
:
2002)
-
粗さモチーフ
附属書
G
の
G.3
を参照する。評価長さが,
JIS B 0631
の
表
1
に推奨されるλ
s
及び
A
の組合せによる場合には,評価長さを指示する必要はないが,それを
2
本の斜線“
//
”によって表す。
参考
低域フィルタを指示しない場合の標準値は,λ
s
=
0.008 mm
とする。
-
うねりモチーフ
附属書
G
の
G.3
を参照する。低域フィルタ用の上限長さ
A
及び高域フィルタ用の上
限長さ
B
を指示する。
評価長さが,
JIS B 0631
の
表
1
に推奨される
A
及び
B
の組合せによる場合には,評価長さを指示する必
要はないが,それを
2
本の斜線“
//
”によって表す。
6.5.4
負荷曲線に関連するパラメータ
(
JIS B 0671-2
及び
JIS B 0671-3
)
上限長さ(
A
及び
B
)を指示し
ない場合の標準値は,
A
=
0.5 mm
及び
B
=
2.5 mm
とする。
-
粗さ曲線
附属書
G
の
G.4
を参照する。標準通過帯域と特別の通過帯域とが規定されている。
-
断面曲線
附属書
G
の
G.4
を参照する。
JIS B 0671-3
に従って断面曲線パラメータを指示する場合,
あいまいさをなくすために低域フィルタのカットオフ値λ
s
をパラメータ記号に付ける。
標準として,断面曲線パラメータには高域フィルタ(基準長さ)を適用しない。対象面の機能上,高域
フィルタが必要な場合には,高域フィルタ(基準長さ)を断面曲線パラメータに付ける。
6.6
許容限界値の指示
-
片側又は両側許容限界値
6.6.1
一般事項
片側又は両側許容限界値を,表面性状の要求事項として指示する。許容限界値は,
6.2
,
6.3
,
6.4
及び
6.5
のように,パラメータ記号とその値及び通過帯域によって表す。
6.6.2
パラメータの片側許容限界値
パラメータ記号とその値及び通過帯域が指示されている場合には,
“
16
%ルール”又は“最大値ルール”に従った片側許容限界の上限値を表す。
パラメータ記号とその値及び通過帯域の指示が,“
16
%ルール”又は“最大値ルール”に従ったパラメ
ータの片側許容限界の下限値を表す場合には,パラメータ記号の前に文字
L
を付ける。
例
L
Ra
0.32
6.6.3
パラメータの両側許容限界値
両側許容限界値は,二つの限界値を上の行及び下の行に分けて表面
性状の図示記号に指示する。すなわち,文字
U
に続くパラメータ記号とその上限値(“
16
%ルール”又は
“最大値ルール”)を上の行に,文字
L
に続くパラメータ記号とその下限値を下の行に指示する(
図
11
参
照)。上限値及び下限値が,同じパラメータによって指示されている場合,上限値及び下限値であることが
明確に理解できれば,記号
U
及び
L
を省略してもよい。
参考
常に記号
U
及び
L
を指示することが望ましい。
上限値及び下限値は,同じパラメータ記号及び同じ通過帯域である必要はない。
a
)
文書表現
b
)
図面指示
参考
原国際規格では,
U
Rz
0.9
;
L
Ra
0.3
となっているが,
Rz
は一般に
Ra
の
3
倍を
大きく上回ることが多いので,
U
Ra
0.9
;
L
Ra
0.3
に修正した。
図
11
両側許容限界値の指示
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
B 0031
:
2003 (ISO 1302
:
2002)
7.
加工方法又は加工関連事項の指示
表面性状パラメータの値は,輪郭曲線の細部形状による影響を強
く受ける。そのために,パラメータ記号とその値及び通過帯域を指示するだけでは,表面機能に対して必
ずしもあいまいさのない指示をしたことにはならない。したがって,加工方法が輪郭曲線の特定の細部形
状にある程度影響を及ぼすなどの理由から,多くの場合,加工方法を指示することが必要である。
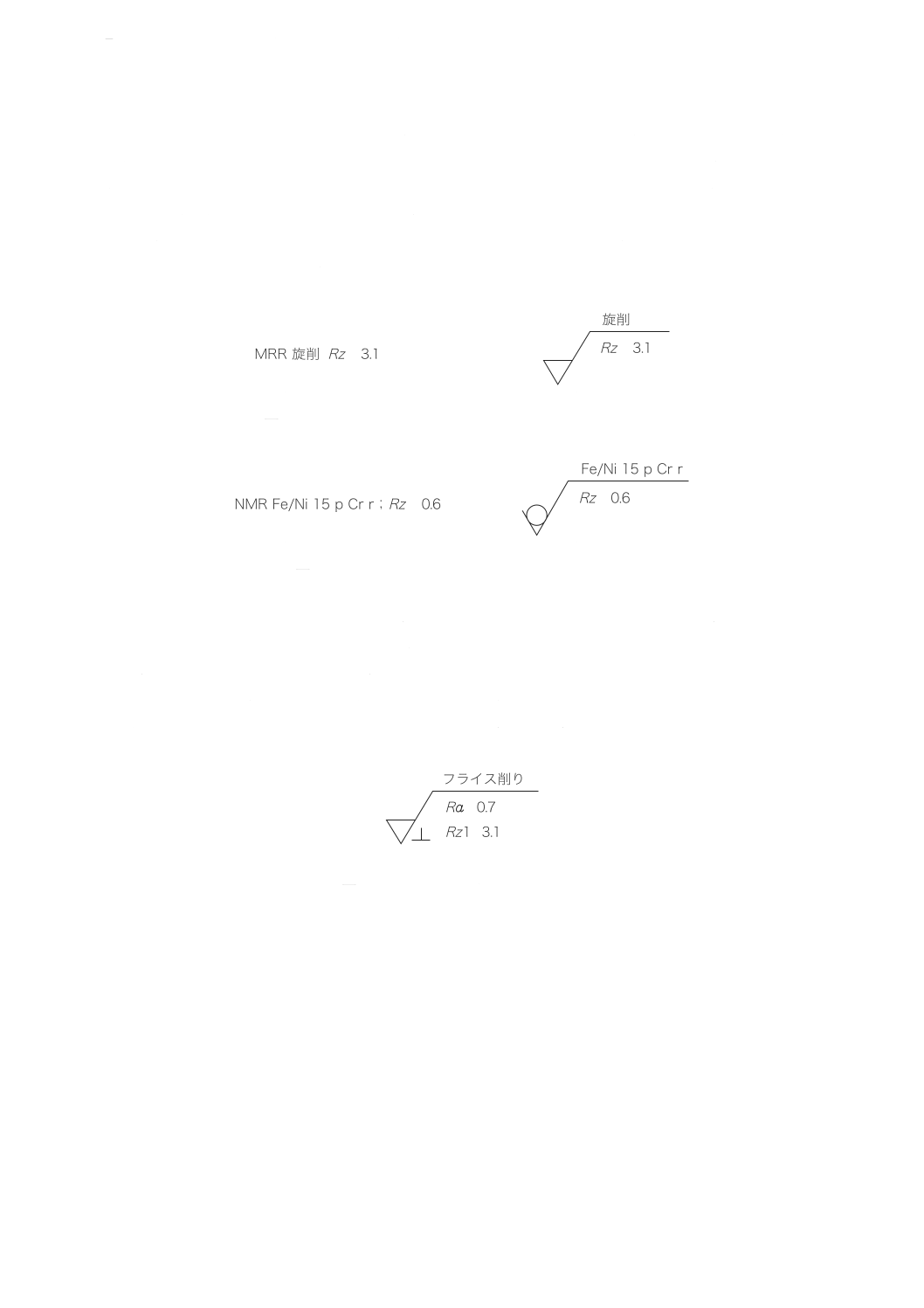
対象面の加工方法は,
図
12
及び
図
13
のように,文書表現にしたり,表面性状の図示記号に付けて指示
することができる。
図
13
の表面処理は,
ISO 1456
の記号を用いて指示した例を示す。
a
)
文書表現
b
)
図面指示
図
12
加工方法及び加工後の表面性状の要求事項の指示
a
)
文書表現
b
)
図面指示
図
13
表面処理及び表面性状の要求事項の指示
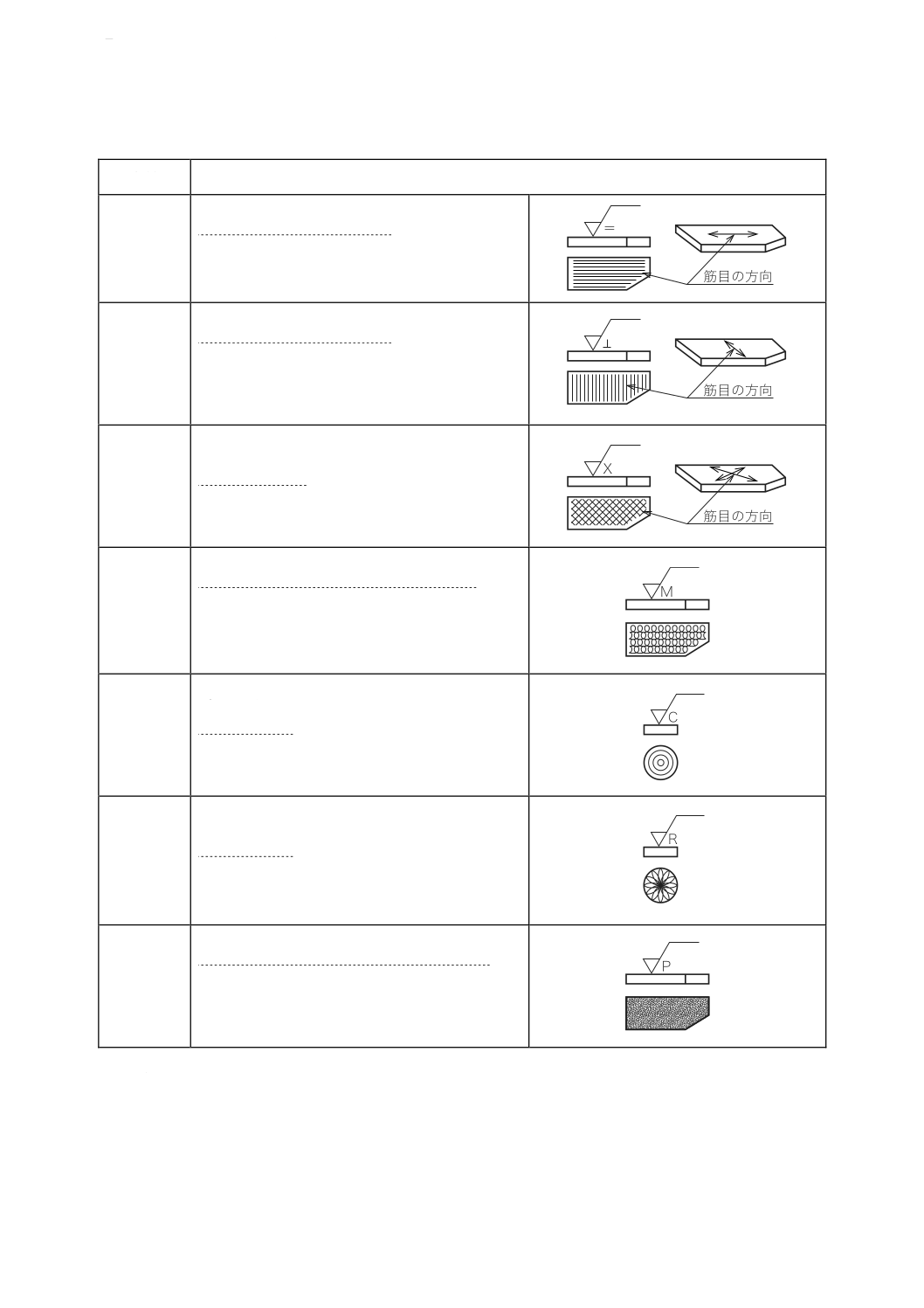
8.
筋目の指示
加工によって生じる筋目(例えば,加工工具の刃先によって生じる筋目)とその方向は,
表
2
及び
図
14
の例に示す記号を用いて,表面性状の図示記号に指示することができる。記号による筋目の
指示(
図
14
では,直角方向を表す記号)は,文書表現には適用しない。
表
2
の記号は,表面性状の要求事項が指示された対象面の筋目とその方向を示す。
参考
筋目の方向とは,加工によって生じる主要な(際立った)筋目模様の方向とする。
図
14
投影面に直角な筋目の方向
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12
B 0031
:
2003 (ISO 1302
:
2002)
表
2
筋目方向の記号
記号
説明図及び解釈
=
筋目の方向が,記号を指示した図の投影面に平行
例
形削り面,旋削面,研削面
⊥
筋目の方向が,記号を指示した図の投影面に直角
例
形削り面,旋削面,研削面
X
XX
X
筋目の方向が,記号を指示した図の投影面に斜めで
2
方向に交差
例
ホーニング面
M
MM
M
筋目の方向が,多方向に交差
例
正面フライス削り面,エンドミル削り面
C
CC
C
筋目の方向が,記号を指示した面の中心に対してほ
ぼ同心円状
例
正面旋削面
R
RR
R
筋目の方向が,記号を指示した面の中心に対してほ
ぼ放射状
例
端面研削面
P
PP
P
筋目が,粒子状のくぼみ,無方向又は粒子状の突起
例
放電加工面,超仕上げ面,ブラスチング面
備考
これらの記号によって明確に表すことのできない筋目模様が必要な場合には,図面に“注記”としてそれを指
示する。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13
B 0031
:
2003 (ISO 1302
:
2002)
9.
削り代の指示
一般に,削り代は,同一図面に後加工の状態が指示されている場合にだけ指示され,
鋳造品,鍛造品などの素形材の形状に最終形状が表されている図面に用いる。削り代に対する要求事項の
規定及び適用については,
ISO 10135
を参照する。
参考
鋳放し鋳造品については,
JIS B 0403
に規定されている。
図示記号に付けた削り代の指示は,文書表現には適用しない。
削り代の指示は,表面性状の図示記号だけに付けられる要求事項である。削り代は,通常の表面性状の
要求事項に加えて指示してもよい(
図
15
参照)。
参考
対象面は,円筒面及び両端面である。
図
15
全表面に削り代
3
mm
を要求する部品の最終形状における表面性状要求事項の指示
10.
表面性状の要求事項の指示及び指示値の解釈
図面における表面性状の指示は,
図
1
~
図
5
に示す記
号の少なくとも一つ,及び
5.
~
9.
の表面性状の要求事項によって指示する。
単独で用いる図示記号は,次の場合,表面性状の要求事項としての意味をもつ。
-
11.3
に従って用いる場合
- 又は,加工プロセスに関連する図面で
図
3
に示す図示記号を用いる場合
後者の場合の解釈は,次による。
“対象面は,前加工が除去加工であっても他の方法であっても,それには関係なく前加工で得られたま
まにする。”
対象面が表面性状の要求事項に一致しているかどうかの検証は,
JIS B 0641-1
の規定に従って行う。さ
らに,この規格での解釈及び関連する表面性状の規格も考慮する。
11.
図面及びその他の製品技術文書における指示
11.1
一般事項
表面性状の要求事項(図示記号)を対象面に,もし可能ならばサイズ又は位置度の一方
か両方が図示されている対象面に,
1
回だけ指示する。
特別な指示がなければ,指示された表面性状の要求事項(図示記号)は,機械加工,表面処理などを施
した後の表面に適用される(
附属書
C
参照)。
11.2
図記号及び表面性状の要求事項の指示位置及び向き
11.2.1
一般事項
一般ルールとして,
JIS Z 8317
の規定に従い,表面性状の要求事項の付いた図示記号が
図面の下辺又は右辺から読めるように指示する(
図
16
参照)。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14
B 0031
:
2003 (ISO 1302
:
2002)
図
16
表面性状の要求事項の向き
11.2.2
外形線又は引出線
・
引出補助線に指示する場合
表面性状の要求事項(図示記号)は,対象面に接
するか,又は対象面に矢印で接する引出線につながった引出補助線,又は引出補助線が適用できない場合
には引出線に接するように指示する。
一般ルールとして,図示記号又は矢印(又は他の端末記号)付きの引出線は,部品の実体の外側から(表
面を表す)外形線又は外形線の延長線に接するように指示する(
図
17
及び
図
18
参照)。
図
17
表面を表す外形線上に指示した表面性状の要求事項
a
)
b
)
図
18
引出線の二つの使い方
11.2.3
寸法線に指示する場合
誤った解釈がされるおそれがない場合には,表面性状の要求事項は,
図
19
のように寸法に並べて指示してもよい。
参考
図
19
の対象面は,明らかに円筒面であることが分かる。円筒面以外では,設計者の意図とは異
なった解釈がされる場合がある。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15
B 0031
:
2003 (ISO 1302
:
2002)
図
19
サイズ形体の寸法と併記した表面性状の要求事項
11.2.4
幾何公差の公差記入枠に指示する場合
誤った解釈がされるおそれがない場合には,表面性状の要
求事項は,
図
20
のように(
JIS B 0021
による)幾何公差の公差記入枠の上側に付けてもよい。
参考
図
20
の対象面は,明らかに矢印で指示された平面であることが分かる。
図
20
公差記入枠に付けた表面性状の要求事項
11.2.5
寸法補助線に指示する場合
表面性状の要求事項は,
図
17
及び
図
21
のように,寸法補助線に接す
るか,寸法補助線に矢印で接する引出線につながった引出補助線,又は引出補助線が適用できない場合に
は引出線に接するように指示する。
図
21
円筒形体の寸法補助線に指示した表面性状の要求事項
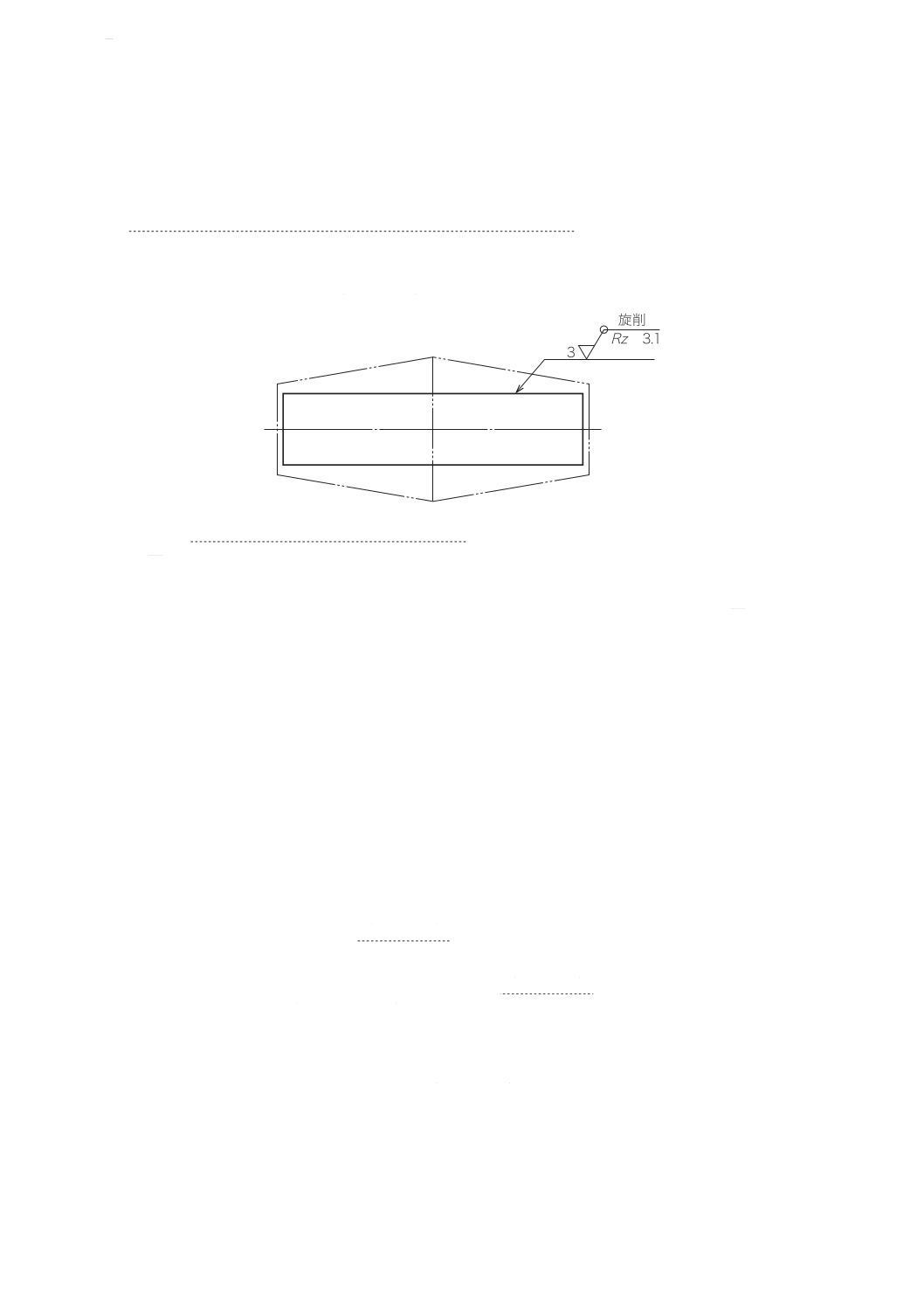
11.2.6
円筒表面及び角柱表面に指示する場合
中心線によって表された円筒表面及び角柱表面(角柱の各
表面が同じ表面性状である場合)では,表面性状の要求事項を
1
回だけ指示する(
図
21
参照)。
角柱の各表面に異なった表面性状が要求される場合には,角柱の各表面に対して個々に指示する(
図
22
参照)。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
16
B 0031
:
2003 (ISO 1302
:
2002)
参考
国際規格の
図
22
は理解し難いので,側面からの図を追加した。
図
22
円筒及び角柱の表面の表面性状の要求事項
11.3
表面性状の要求事項の簡略図示
11.3.1
大部分の表面が同じ表面性状の要求事項をもつ場合
部品の大部分に同じ表面性状が要求される
場合には,表面性状の要求事項を図面の表題欄の傍ら,主投影図の傍ら又は参照番号の傍らに置く。
このような表面に対する図示記号は,大部分の表面が同じ表面性状をもつ場合に対して部分的に異なっ
た表面性状の要求事項があることを示すために,次による。
- 括弧で囲んだ何も付けない基本図示記号(
図
23
参照)。
- 又は,括弧で囲んだ部分的に異なった表面性状の要求事項(
図
24
参照)。
部分的に異なった表面性状の要求事項は,該当する表面の主投影図に指示する(
図
23
及び
図
24
参照)。
図
23
大部分が同じ表面性状である場合の簡略図示
(
何も付けない
)
図
24
大部分が同じ表面性状である場合の簡略図示
(
一部異なった表面性状を付ける
)
11.3.2
繰返し指示又は限られたスペースに対応する参照指示
11.3.2.1
一般事項
表面性状の要求事項を繰返し指示することを避けたい場合,指示スペースが限られて
いる場合,又は同じ表面性状の要求事項が部品の大部分で用いられる場合には,簡略図示によって参照指
示してもよい。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
17
B 0031
:
2003 (ISO 1302
:
2002)
11.3.2.2
文字付き図示記号による場合
対象部品の傍ら,表題欄の傍ら又は一般事項を指示するスペース
に簡略参照指示であることを示すことによって,簡略図示を対象面に適用してもよい。(
図
25
参照)。
図
25
指示スペースが限られた場合の表面性状の参照指示
11.3.2.3
図示記号だけによる場合
同じ表面性状の要求事項が部品の大部分で用いられる場合,
図
26
~
図
28
のように図面に参照指示であることを示すことによって,
図
1
,
図
2
又は
図
3
に該当する図示記号を対
象面に適用してもよい。
図
26
加工法を問わない場合の表面性状の簡略図示
図
27
除去加工をする場合の表面性状の簡略図示
図
28
除去加工をしない場合の表面性状の簡略図示
11.4
表面処理前後の表面性状の指示
表面処理の前後の表面性状を指示する必要がある場合の指示は,
“注記”又は
図
29
による(他の例は
附属書
C
の
C.8
を参照)。
図
29
表面処理前後の表面性状の要求事項の指示
(
表面処理の例
)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
18
B 0031
:
2003 (ISO 1302
:
2002)
附属書
A
(
規定
)
図記号の形及び寸法
A.1
一般事項
図示記号の形と大きさを,製図における他の表示方式(寸法,幾何公差など)に関する
規格と整合させるための規定は,
ISO 81714-1
による。
A.2
図示記号の形
図示記号(本体
4.
参照)は,
附属書
A
図
1
~
附属書
A
図
3
に従って描く。
附属書
A
図
2 c
)~
附属書
A
図
2 g
)までの記号は,
JIS Z 8313-1
の大文字(
B
形書体,直立体)の大き
さと同じである。寸法は,
附属書
A
の
A.3
を参照する。
附属書
A
図
1 b
)の図示記号の横線の長さは,指示する要求事項の長さに合わせる。
備考
図示記号には,次の登録番号を付ける。
a
)
No.20002
b
)
No.20003
c
)
No.20004
d
)
No.20005
e
)
No.20006
附属書
A
図
1
備考
図示記号には,次の登録番号を付ける。
a
)
No.20007
b
)
No.20008
c
)
No.20009
d
)
No.20010
e
)
No.20011
f
)
No.20012
g
)
No.20013
附属書
A
図
2
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
19
B 0031
:
2003 (ISO 1302
:
2002)
附属書
A
図
3
の“
a
”,“
b
”,“
d
”及び“
e
”の領域のすべての文字の高さは,
h
に等しくする。
附属書
A
図
3
の“
c
”の領域の文字は,大文字及び/又は小文字を用いてもよいので,この領域の高さ
は小文字の尾部を考慮して
h
より大きくなってもよい。
備考
位置“
a
”~“
e
”までの表面性状の指示については,
本体
の
図
7
~
図
15
を参照する。
附属書
A
図
3
A.3
図示記号の寸法
図示記号及び関連事項指示の寸法は,
附属書
A
表
1
による。
附属書
A
表
1
単位
mm
数字及び文字の高さ,
h
(
JIS Z 8313-1
参照)
2.5
3.5
5
7
10
14
20
記号の線の太さ,
d'
文字の線の太さ,
d
0.25
0.35
0.5
0.7
1
1.4
2
高さ,
H
1
3.5
5
7
10
14
20
28
高さ,
H
2
(
1
)
8
11
15
21
30
42
60
注
(
1
)
H
2
は,指示する行数による。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
B 0031
:
2003 (ISO 1302
:
2002)
附属書
B
(
参考
)
図記号の一覧表
B.1
要求事項がない場合の図示記号
参照番号
図示記号
意味
B.1.1
基本図示記号。意味が,“検討中の表面”の場合,又は“注記”に特別な説明が
されている場合(
本体
の
4.2
参照)にだけ,この図示記号を単独で用いること
ができる。
B.1.2
表面性状の要求事項が付いていない除去加工の図示記号。意味が,
“除去加工を
必要とする表面”の場合にだけ,この図示記号を単独で用いることができる。
B.1.3
除去加工をしない表面の図示記号。前加工が,除去加工であっても,他の方法
であっても,それには関係なく前加工で得られたままの表面にすることを指示
するために,この図示記号を図面に用いることができる。
B.2
表面性状の要求事項を指示した図示記号
参照番号
図示記号
意味及び解釈
B.2.1
除去加工をしない表面,片側許容限界の上限値,標準通過帯域,粗さ
曲線,最大高さ,粗さ
0.5
µ
m
,基準長さ
lr
の
5
倍の標準評価長さ,
“
16
%ルール”(標準)(
JIS B 0633
参照)
B.2.2
除去加工面,片側許容限界の上限値,標準通過帯域,粗さ曲線,最大
高さ,粗さ
0.3
µ
m
,基準長さ
lr
の
5
倍の標準評価長さ,
“最大値ルー
ル”(
JIS B 0633
参照)
B.2.3
除去加工面,片側許容限界の上限値,通過帯域は
0.008-0.8 mm
,粗さ
曲線,算術平均粗さ
3.1
µ
m
,基準長さ
lr
の
5
倍の標準評価長さ,
“
16
%ルール”(標準)(
JIS B 0633
参照)
B.2.4
除去加工面,片側許容限界の上限値,通過帯域は
JIS B 0633
による基
準長さ
0.8 mm
(λ
s
は標準値
0.002 5 mm
),粗さ曲線,算術平均粗さ
3.1
µ
m
,基準長さ
lr
の
3
倍の評価長さ,“
16
%ルール”(標準)(
JIS B
0633
参照)
B.2.5
除去加工をしない表面,両側許容限界の上限値及び下限値,標準通過
帯域,粗さ曲線,上限値;算術平均粗さ
3.1
µ
m
,基準長さ
lr
の
5
倍
の評価長さ(標準),“最大値ルール”(
JIS B 0633
参照),下限値;算
術平均粗さ
0.9
µ
m
,基準長さ
lr
の
5
倍の標準評価長さ,“
16
%ルー
ル”(標準)(
JIS B 0633
参照)
B.2.6
除去加工面,片側許容限界の上限値,通過帯域は
0.8-2.5 mm
,うねり
曲線,最大高さうねり
10
µ
m
,基準長さ
lw
の
3
倍の評価長さ,
“
16
%
ルール”(標準)(
JIS B 0633
参照)
B.2.7
除去加工面,片側許容限界の上限値,通過帯域は粗さ曲線,λ
s
=
0.008
mm
で高域フィルタなし,断面曲線,断面曲線の最大断面高さ
25
µ
m
,
対象面の長さに等しい標準評価長さ,“最大値ルール”(
JIS B 0633
参照)
B.2.8
加工法を問わない表面,片側許容限界の上限値,通過帯域はλ
s
=
0.002 5 mm
;
A
=
0.1mm
,標準評価長さ
3.2 mm
,粗さモチーフパラメ
ータ:粗さモチーフの最大深さ
0.2
µ
m
,“
16
%ルール”(標準)(
JIS
B 0633
参照)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
21
B 0031
:
2003 (ISO 1302
:
2002)
B.2
表面性状の要求事項を指示した図示記号
(続き)
参照番号
図示記号
意味及び解釈
B.2.9
除去加工をしない表面,片側許容限界の上限値,通過帯域はλ
s
=
0.008 mm
(標準);
A
=
0.5 mm
(標準),評価長さ
10 mm
,粗さモチー
フパラメータ:粗さモチーフの平均深さ
10
µ
m
,“
16
%ルール”(標
準)(
JIS B 0633
参照)
B.2.10
除去加工面,片側許容限界の上限値,通過帯域は
A
=
0.5 mm
(標準);
B
=
2.5 mm
(標準),評価長さ
16 mm
(標準),うねりモチーフパラメ
ータ:うねりモチーフの平均深さ
1 mm
,
“
16
%ルール”
(標準)
(
JIS
B 0633
参照)
B.2.11
加工法に無関係な表面,片側許容限界の上限値,通過帯域はλ
s
=
0.008 mm
(標準);
A
=
0.3 mm
,評価長さ
6 mm
,粗さモチーフパラメ
ータ:粗さモチーフの平均長さ
0.09 mm
,“
16
%ルール”(標準)(
JIS
B 0633
参照)
備考
表面性状パラメータ,通過帯域又は基準長さ,パラメータの値及び図示記号の選択は,例としてあげてある。
B.3
補足情報がある場合の図示記号
下記の指示は,
附属書
の
B.2
の適切な図示記号に組み合わせて用
いることができる。
参考
補足情報とは,表面性状の要求事項(
5.
参照)のうち,補足的に用いる下記
B.3.1
~
B.3.4
に属
する事項をいう。
参照番号
図示記号
意味
B.3.1
加工方法:フライス削り(
5.2
参照)
B.3.2
筋目の方向:筋目の方向が多方向に交差(
8.
参照)
B.3.3
表面性状の要求事項を投影面の閉じた外形線
1
周の全表面に適用(
4.5
参照)
B.3.4
削り代
3 mm
(
9.
参照)
備考
加工方法,筋目の方向及び削り代は,例としてだけあげてある。
B.4
簡略的な図示記号
参照番号
図示記号
意味
B.4.1
図示記号の意味は,図面に記載した文書で定義する(
本体
の
11.3.1
及
び
11.3.2.2
参照)。
B.4.2
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
22
B 0031
:
2003 (ISO 1302
:
2002)
附属書
C
(
参考
)
図示例
参照番号
要求事項
図示例
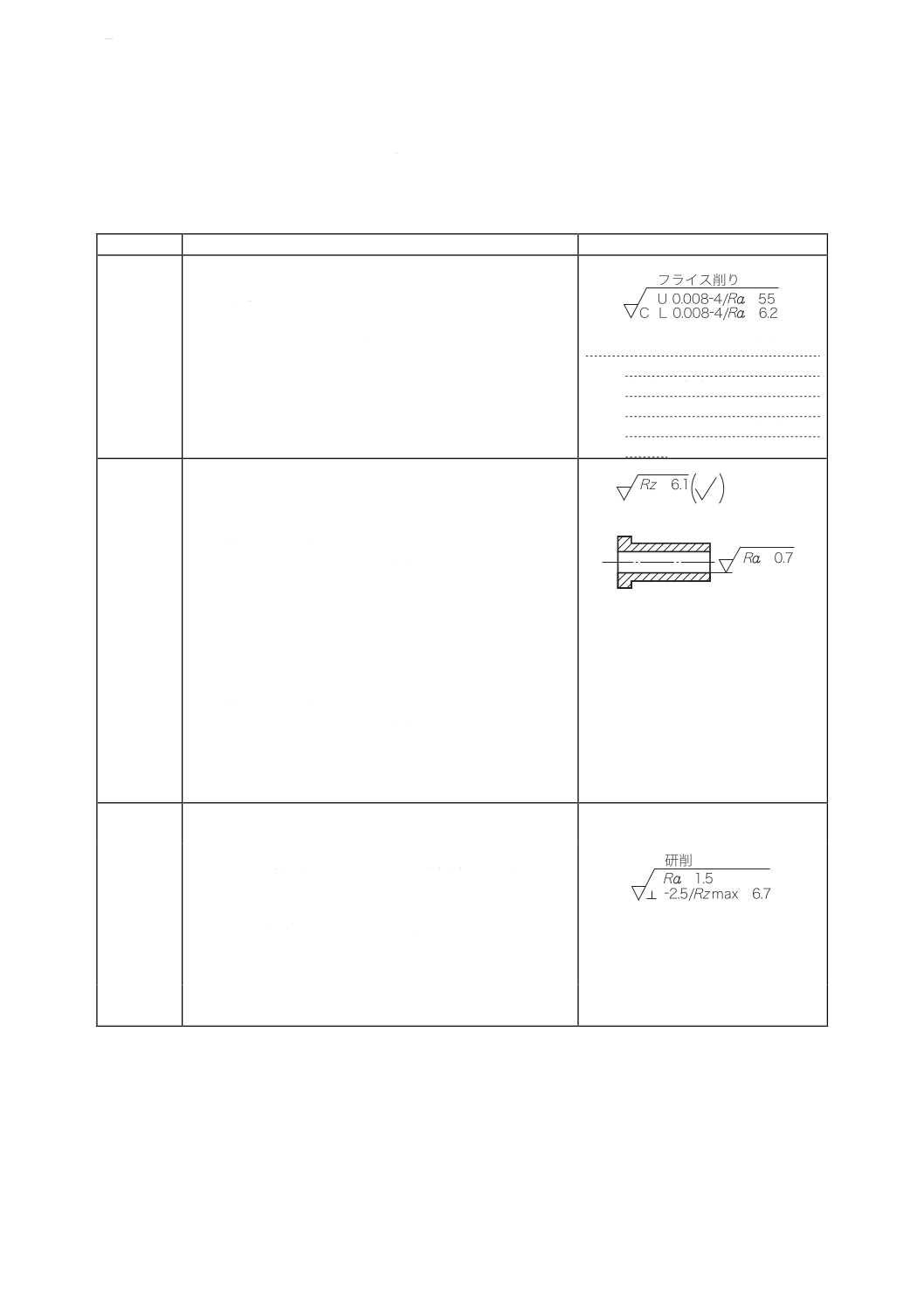
C.1
両側許容限界の表面性状を指示する場合の指示
-両側許容限界
-上限値
Ra
=
55
µ
m
-下限値
Ra
=
6.2
µ
m
-両者とも“
16
%ルール”(標準)(
JIS B 0633
)
-通過帯域
0.008-4 mm
-標準評価長さ(
5
×
4 mm
=
20 mm
)(
JIS B 0633
)
-筋目は中心の周りにほぼ同心円状
-加工方法:フライス削り
参考
原国際規格では,
U
及び
L
が明
確に理解できるこの例では
U
及び
L
を省略してよいとなって
いるが,
6.6.3
に従い迅速に判断
できるように記号
U
及び
L
を付
した。
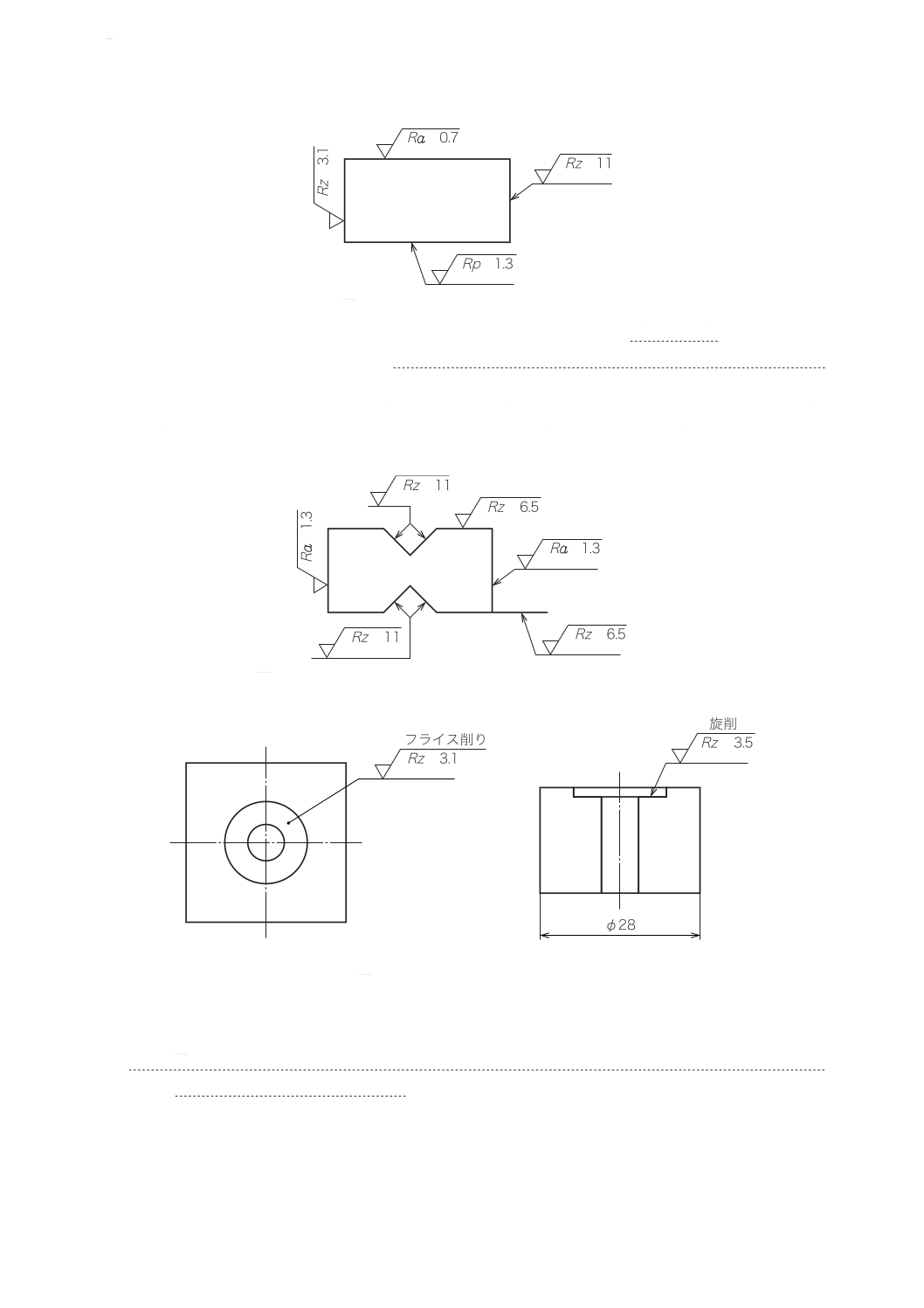
C.2
1
か所を除く全表面の表面性状を指示する場合の指示
1
か所を除く全表面の表面性状
-片側許容限界の上限値
-
Rz
=
6.1
µ
m
-“
16
%ルール”(標準)(
JIS B 0633
)
-標準通過帯域(
JIS B 0633
及び
JIS B 0651
)
-標準評価長さ(
5
×λ
c
)(
JIS B 0633
)
-筋目の方向:要求なし
-加工方法:除去加工
1
か所の異なる表面性状
-片側許容限界の上限値
-
Ra
=
0.7
µ
m
-“
16
%ルール”(標準)(
JIS B 0633
)
-標準通過帯域(
JIS B 0633
及び
JIS B 0651
)
-標準評価長さ(
5
×λ
c
)(
JIS B 0633
)
-筋目の方向:要求なし
-加工方法:除去加工
C.3
二つの片側許容限界の表面性状を指示する場合の指示
-二つの片側許容限界の上限値
1
)
Ra
=
1.5
µ
m
2
)“
16
%ルー ル”( 標
準)(
JIS B 0633
)
3
)標準通過帯域(
JIS B
0633
及び
JIS B 0651
)
4
)標準評価長さ(
5
×λ
c
)
(
JIS B 0633
)
5
)
Rz
max
=
6.7
µ
m
6
)“最大値ルール”(
JIS B
0633
)
7
)通過帯域
-2.5 mm
(λ
s
は
JIS B 0651
)
8
)標準評価長さ(
5
×
2.5
mm
)(
JIS B 0633
)
-筋目の方向:ほぼ投影面に直角
-加工方法:研削
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
23
B 0031
:
2003 (ISO 1302
:
2002)
参照番号
要求事項
図示例
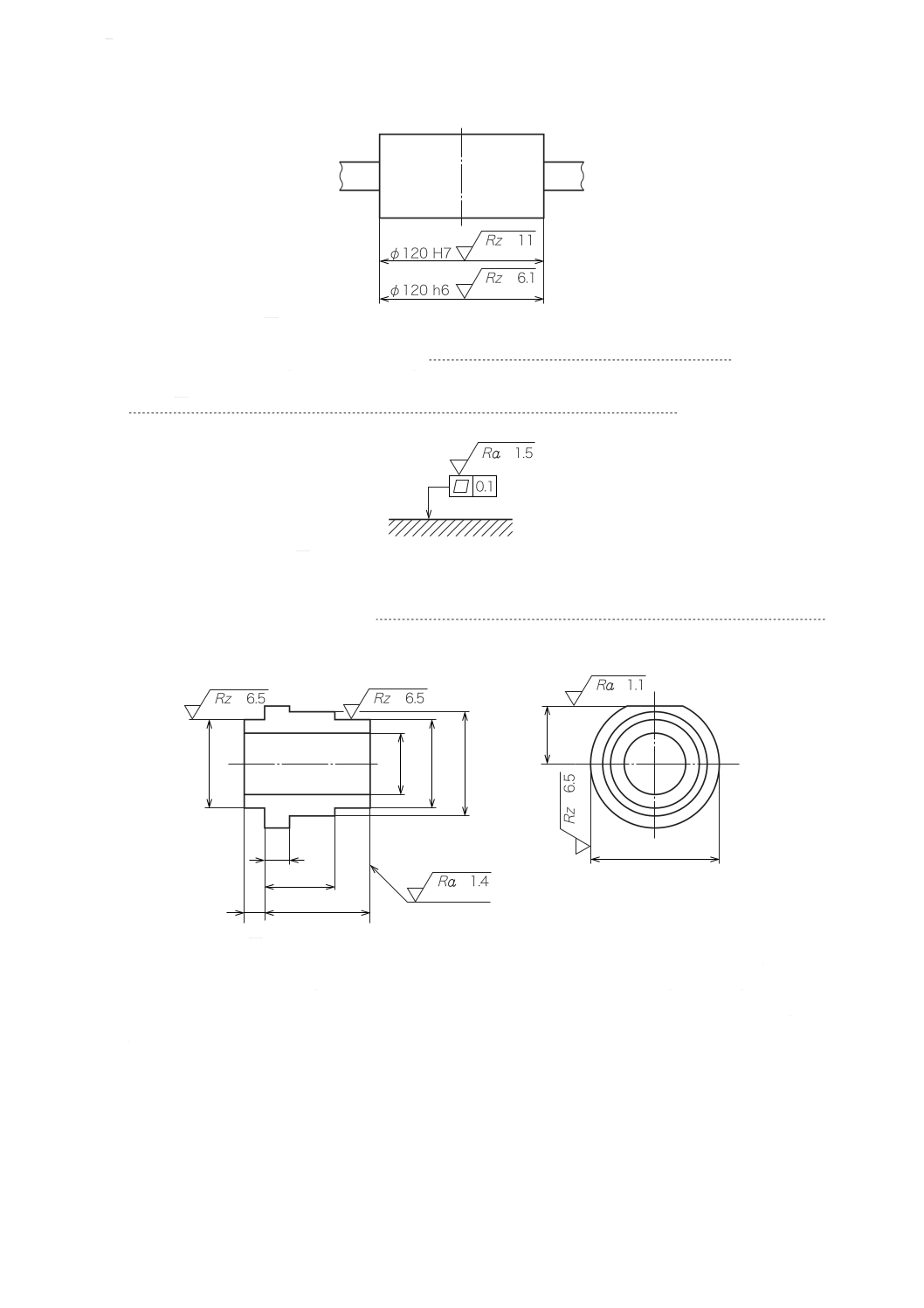
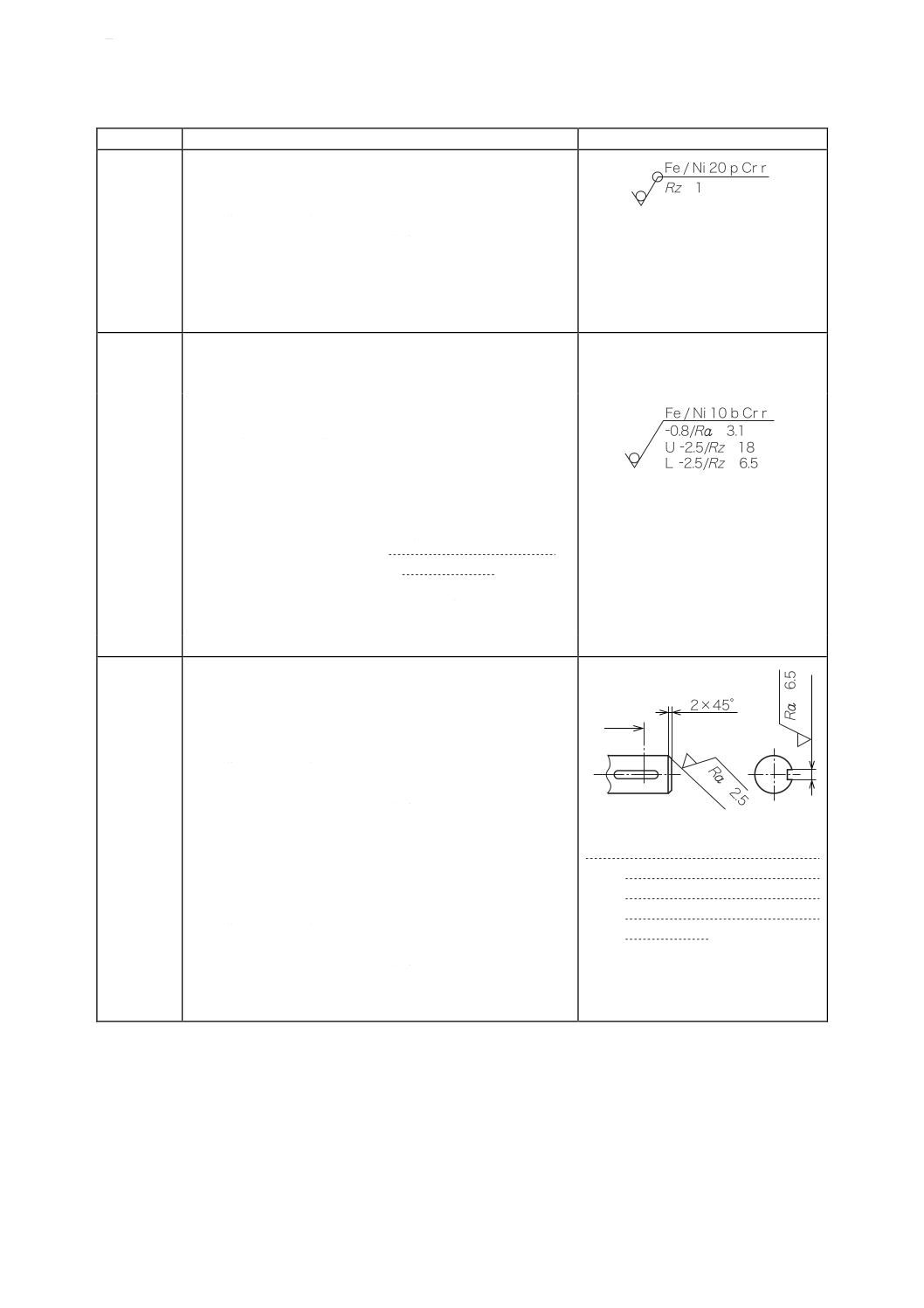
C.4
閉じた外形線
1
周の全表面の表面性状を指示する場合の指示
-片側許容限界の上限値
-
Rz
=
1
µ
m
-“
16
%ルール”(標準)(
JIS B 0633
)
-標準通過帯域(
JIS B 0633
及び
JIS B 0651
)
-標準評価長さ(
5
×λ
c
)(
JIS B 0633
)
-筋目の方向:要求なし
-表面処理:ニッケル・クロムめっき
-表面性状の要求事項を閉じた外形線
1
周の全表面に適用
C.5
片側許容限界及び両側許容限界の表面性状を指示する場合の
指示
-片側許容限界の上限値及び両側許容限界値
1
)片側許容限界の
Ra
Ra
=
3.1
µ
m
2
)“
16
%ルール”
(標準)(
JIS B 0633
)
3
)通過帯域
-0.8 mm
(λ
s
は
JIS B 0651
)
4
)標準評価長さ(
5
×
0.8
=
4 mm
)
(
JIS B 0633
)
1
)両側許容限界の
Rz
2
)上限値
Rz
=
18
µ
m
3
)下限値
Rz
=
6.5
µ
m
4
)両者の通過帯域
-2.5 mm
(λ
s
は
JIS B 0651
)
5
)両者の標準評価長さ
(
5
×
2.5
=
12.5 mm
)
6
)“
16
%ルール”(標準)
(
JIS B 0633
)
(明確に理解できる場合で
も,
U
及び
L
を指示するとよ
い。)
-表面処理:ニッケル・クロムめっき
C.6
同じ寸法線上に表面性状の要求事項と寸法とを指示する場合
の指示
キー溝側面の表面性状
-片側許容限界の上限値
-
Ra
=
6.5
µ
m
-“
16
%ルール”(標準)(
JIS B 0633
)
-標準評価長さ(
5
×λ
c
)(
JIS B 0633
)
-標準通過帯域(
JIS B 0633
及び
JIS B 0651
)
-筋目の方向:要求なし
-加工方法:除去加工
面取り部の表面性状
-片側許容限界の上限値
-
Ra
=
2.5
µ
m
-“
16
%ルール”(標準)(
JIS B 0633
)
-標準評価長さ(
5
×λ
c
)(
JIS B 0633
)
-標準通過帯域(
JIS B 0633
及び
JIS B 0651
)
-筋目の方向:要求なし
-加工方法:除去加工
参考
この例の指示は,誤った解釈が
生じない場合にだけ用いるこ
とができる。例えば,同じ表面
性状をもつキー溝の両側面,面
取部分など。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
24
B 0031
:
2003 (ISO 1302
:
2002)
参照番号
要求事項
図示例
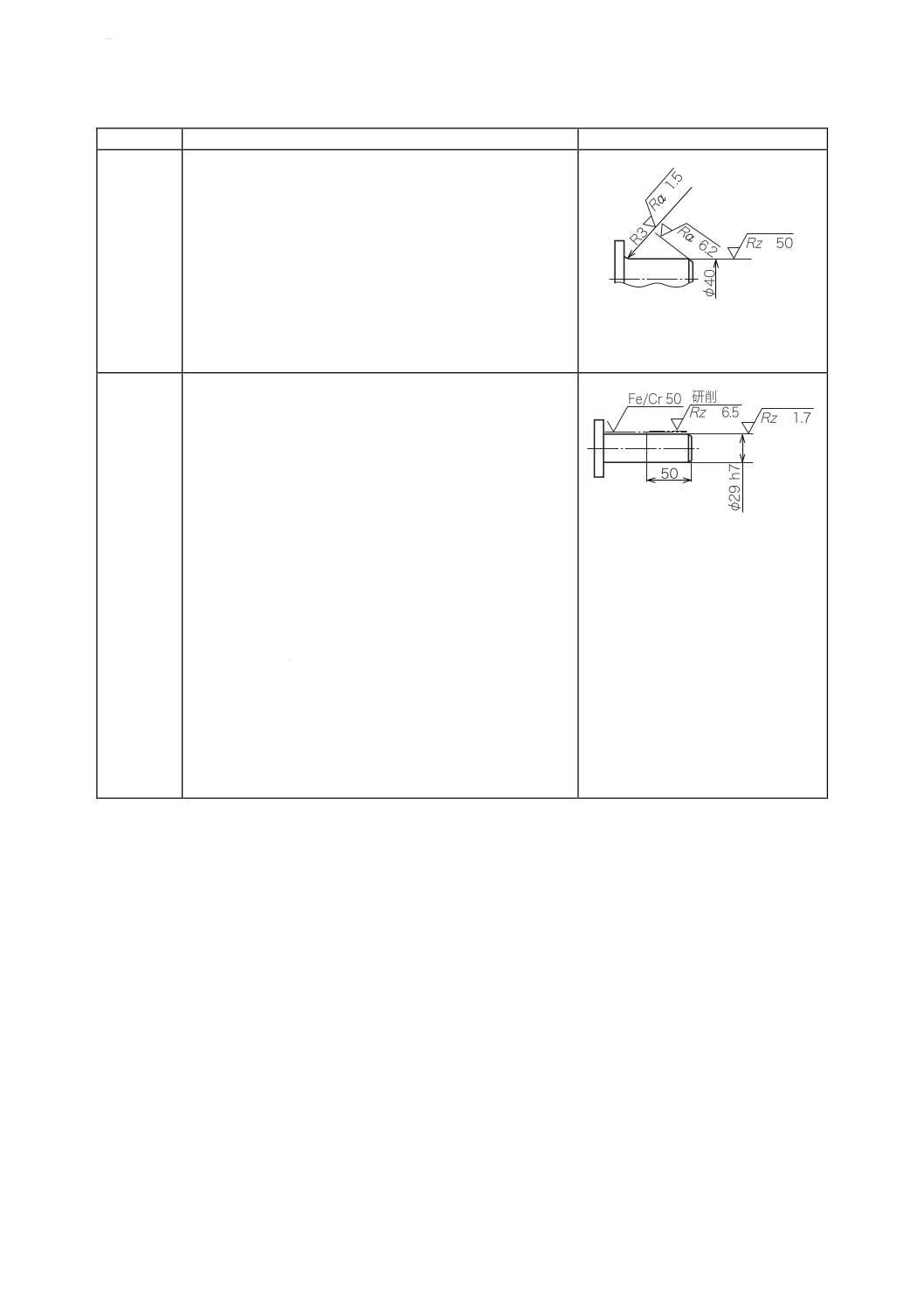
C.7
表面性状と寸法とを指示する場合の指示
-寸法線上に一緒に指示,又は
-関連する寸法補助線と寸法線にそれぞれ分けて指示
例示された三つの粗さパラメータの要求事項
-片側許容限界の上限値
-それぞれ
Ra
=
1.5
µ
m
,
Ra
=
6.2
µ
m
,
Rz
=
50
µ
m
-“
16
%ルール”(標準)(
JIS B 0633
)
-標準評価長さ(
5
×λ
c
)(
JIS B 0633
)
-標準通過帯域(
JIS B 0633
及び
JIS B 0651
)
-筋目の方向:要求なし
-加工方法:除去加工
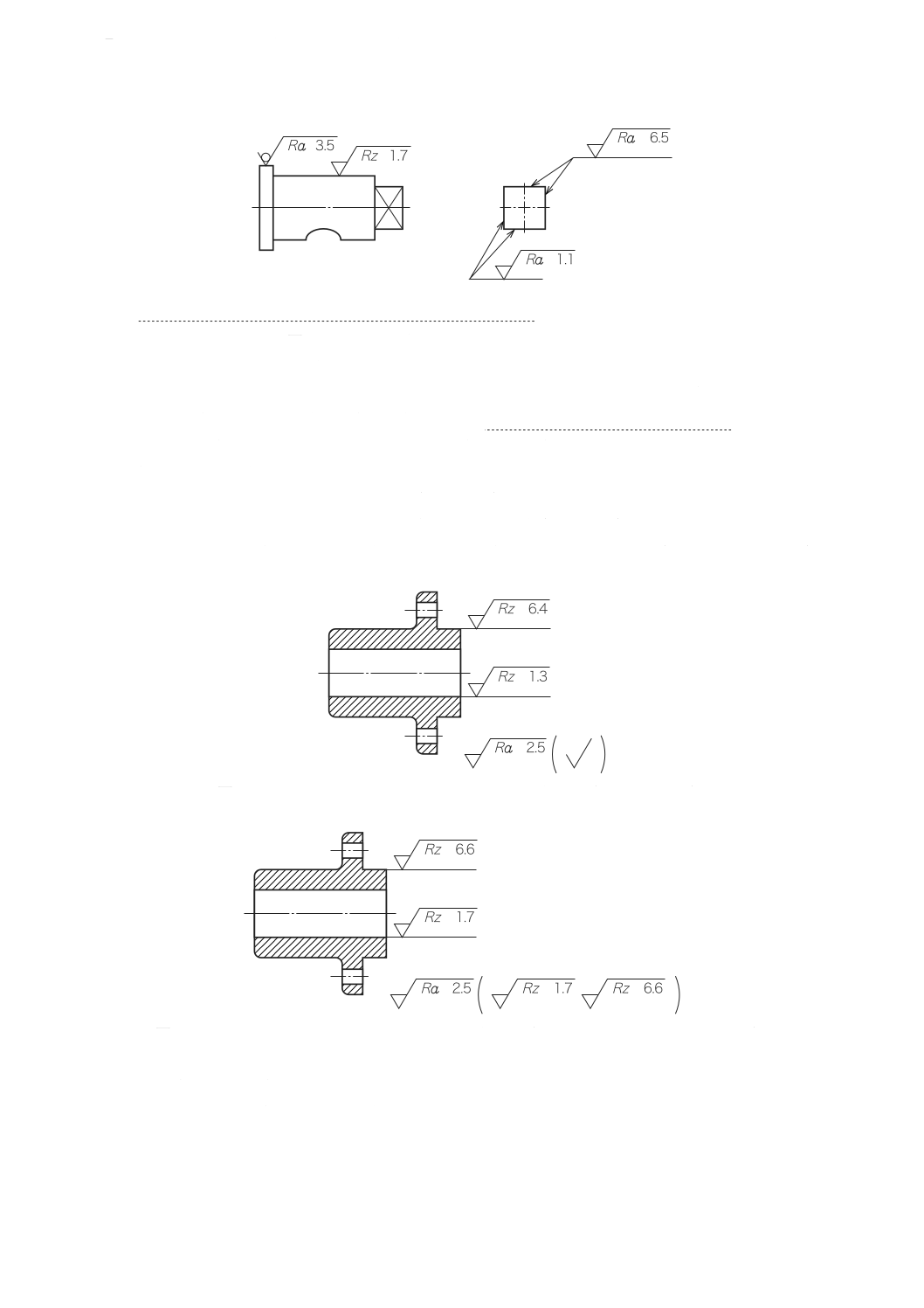
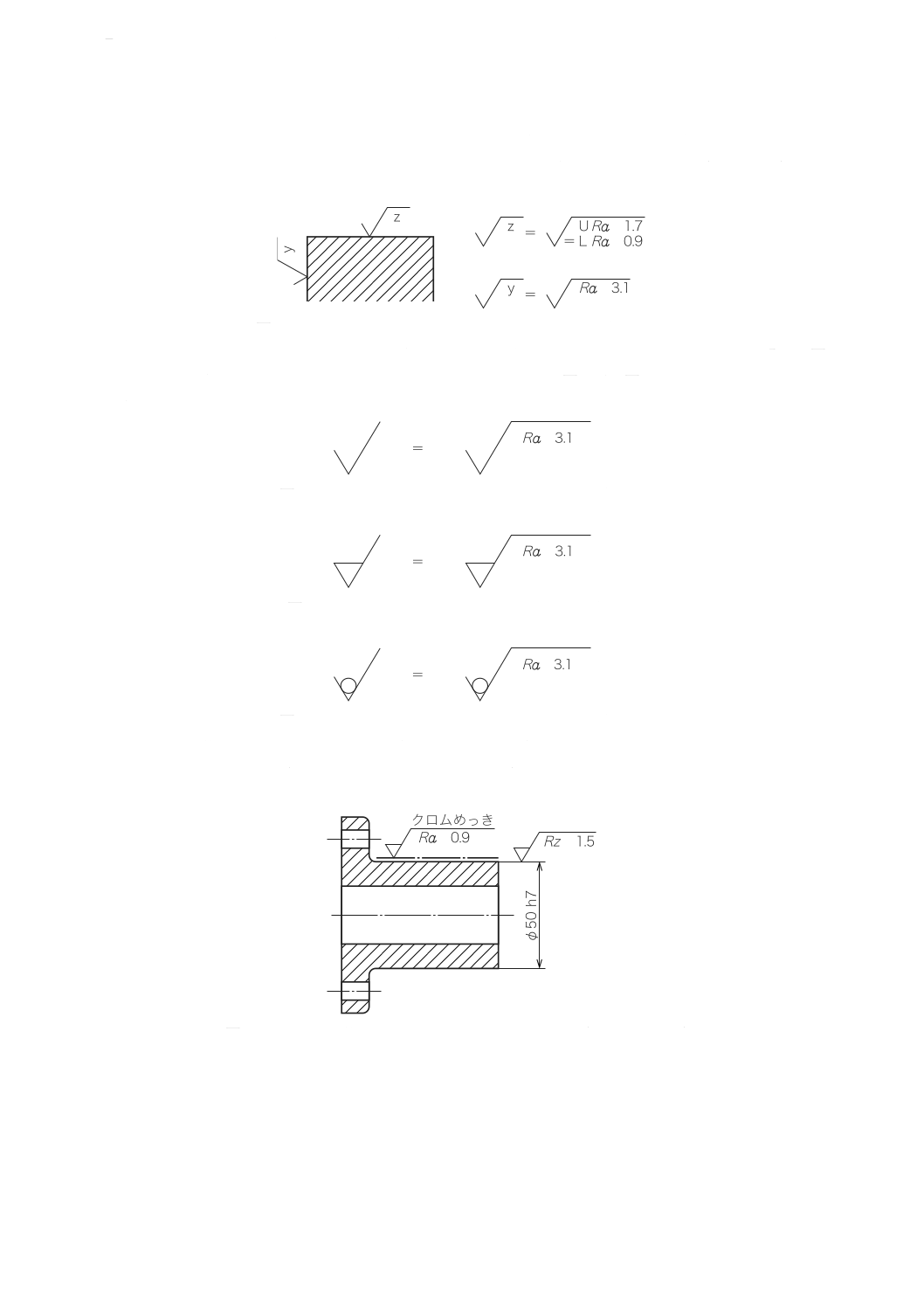
C.8
表面性状,寸法及び表面処理を指示する場合。この例は,順
次施される三つの加工方法又は加工面を指示する。
第
1
段階加工
-片側許容限界の上限値
-
Rz
=
1.7
µ
m
-“
16
%ルール”(標準)(
JIS B 0633
)
-標準評価長さ(
5
×λ
c
)(
JIS B 0633
)
-標準通過帯域(
JIS B 0633
及び
JIS B 0651
)
-筋目の方向:要求なし
-加工方法:除去加工
第
2
段階加工
-クロムめっき以外に表面性状の要求事項なし
第
3
段階加工
-円筒表面の端から
50 mm
の範囲だけに適用する片側許容
限界の上限値
-
Rz
=
6.5
µ
m
-“
16
%ルール”(標準)(
JIS B 0633
)
-標準評価長さ(
5
×λ
c
)(
JIS B 0633
)
-標準通過帯域(
JIS B 0633
及び
JIS B 0651
)
-筋目の方向:要求なし
-加工方法:研削
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
25
B 0031
:
2003 (ISO 1302
:
2002)
附属書
D
(
参考
)
あいまいさのない表面機能の管理に必要な指示
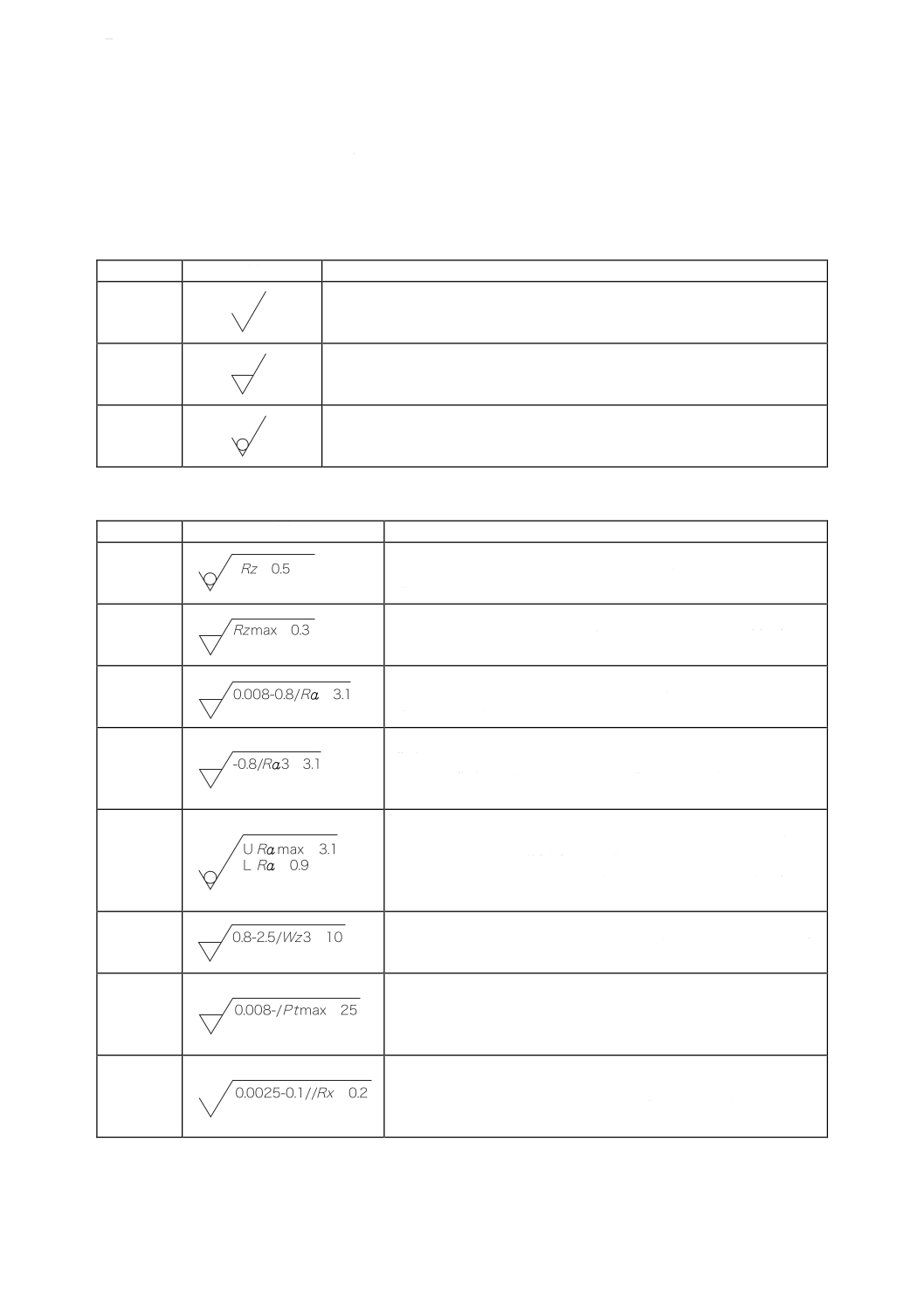
この附属書は,参考として示すものであり,規定の一部ではない。
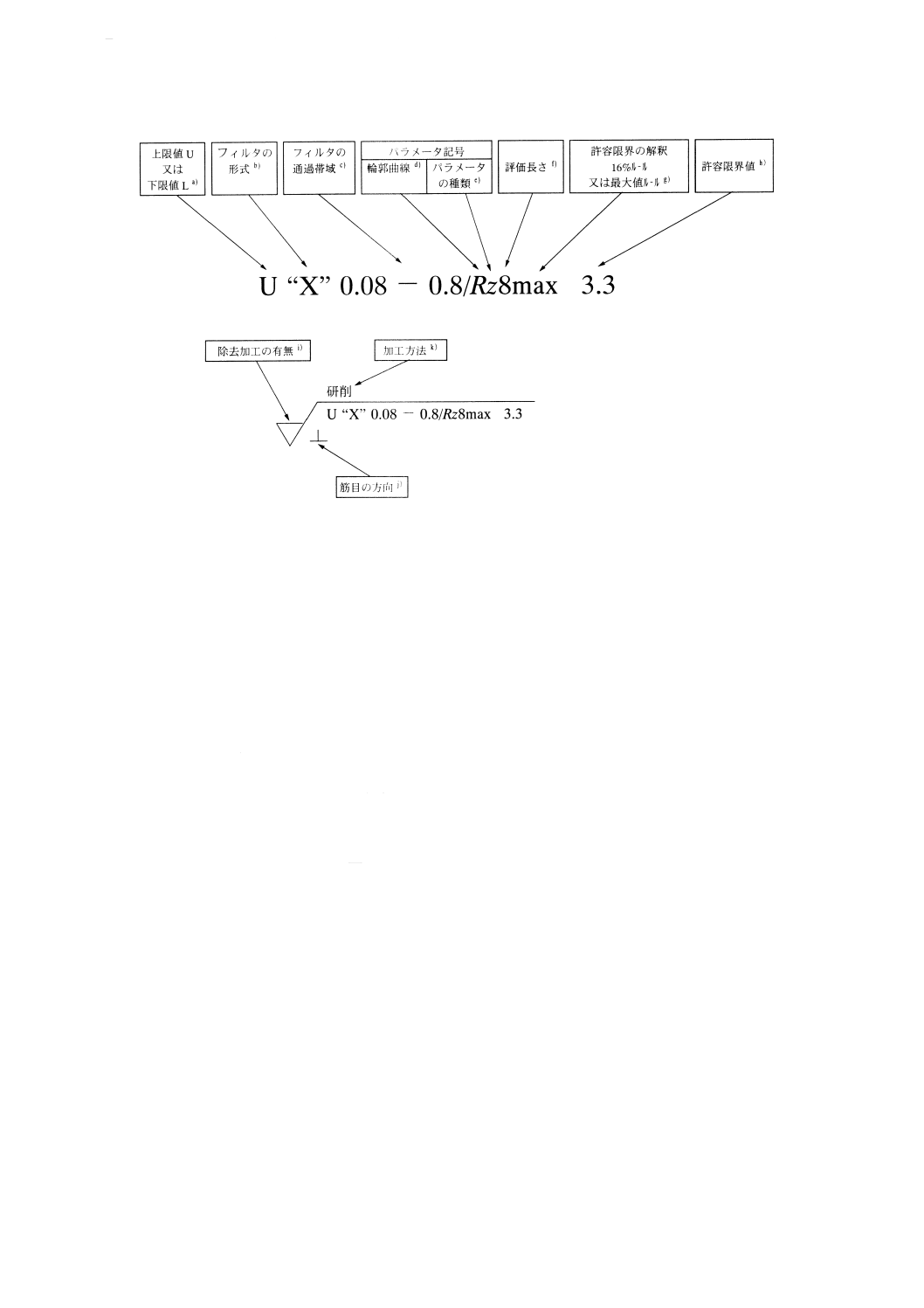
表面性状の要求事項は,図面指示又は文書表現によるいくつかの管理項目から構成される。これらの項
目は,次による(
附属書
D
図
1
を参照)。
経験上,これらの管理項目はすべて,表面性状の要求事項と表面機能との関係にあいまいさがないよう
にするために必要である。あいまいさを残さないで管理項目が省略できる場合はごくまれである。大部分
の管理項目は,測定機の設定(
附属書
D
図
1
の
b
,
c
,
d
,
e
,
f
)に必要である。残りの管理項目は,あい
まいさをなくして測定結果を評価し,要求された許容限界値と比較するために必要である。
ある場合には,図面上の要求事項と表面機能との関係にあいまいさをなくすために,二つ以上の表面性
状パラメータを要求事項に含めることが必要になる。
すべての表面性状パラメータが,表面機能と普遍的で強い関係をもつとは限らないが,あるパラメータ
は表面性状の構造及び/又は表面機能に密接に関係する。次の二つの表面性状の構造の違いによって,主
として二つの表面性状パラメータ群がある。
- 一つの加工プロセスのこん(痕)跡が残っている表面:一つの加工プロセス(旋削,研削,フライス
削り,めっき,塗装など)による表面。この表面に対して有効なパラメータは,
JIS B 0601
及び
JIS B
0631
に規定されている。ある場合には,
JIS B 0671-2
のパラメータを一つの加工プロセスによる表面
に適用することができる。一つの加工プロセスによる表面を意図したパラメータは,一般には二つの
加工プロセスのこん(痕)跡が残っている表面の特性を表すことはできない。
- 二つの加工プロセスのこん(痕)跡が残っている表面:二つの加工プロセスによって得られ,それぞ
れの加工プロセスによる表面性状の一部が残留し,表面機能に影響を及ぼす表面(例えば,研削面に
ラッピング,超仕上げ,ホーニングなどの加工を部分的に加えた表面)。このような表面のパラメータ
は,
JIS B 0671-2
及び
JIS B 0671-3
に規定されている。
表面性状パラメータと表面機能との関係がどの程度か,どのパラメータが表面の特別な機能の管理に適
切であるかの知見は,技術文献又は経験から得なければならない。
表面性状の要求事項の簡略指示(標準条件の場合,その指示を省略することをいう。)及び図面指示事項
と表面機能との間にあいまいさがないようにするために,多くの標準条件,例えば許容限界の解釈,通過
帯域,評価長さなどが規定されている。この標準条件によれば,
Ra
1.6
及び
Rz
6.8
のような簡略指示で
もあいまいさはない。しかし,標準条件は,すべてのパラメータに対して完備されているわけではない。
標準条件があれば,その情報は該当する規格に規定されている。標準条件がない場合には,要求事項に
あいまいさがなく,しかも意味あるものにするために,許容限界の解釈,通過帯域及び評価長さについて
の情報を,図面上の表面性状の要求事項に指示する。
表面性状の要求事項に標準条件がある場合,指示には二つの方法がある。
a
)
(規格に規定されている)標準条件の使用-図面には簡略指示だけを用いる。
b
)
すべての要求事項及びその詳細についての図面上での指示。要求事項の詳細は,表面性状の要求事項
と表面機能との関係についての知見を基に決める。
方法
a
)は,注記を少なくできる利点があり,図面のスペースも減らすことができる。しかし,要求事
項を規定された標準条件から選択しても,表面機能の管理に適しているかどうかの保証はない。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
26
B 0031
:
2003 (ISO 1302
:
2002)
一般に,方法
b
)は,部品の機能に重要な表面,すなわち表面性状が部品の機能にとって極めて重大な
影響を及ぼす場合に用いる。
JIS B 0633
に規定されている標準通過帯域の選択には,特別な配慮が必要である。標準通過帯域を選択
するルールは,測定されたパラメータ値に大きな影響を及ぼすおそれがある。ほとんど識別し難い表面の
わずかな差が,
JIS B 0633
のルールが原因で,測定されたパラメータ値に最大
50
%もの差が生じるかも
しれない。この事実は,表面性状が部品機能にとって重要な表面では,通過帯域又は基準長さを図面上の
図示記号に常に指示しなければならないことを示唆している。この場合には,標準カットオフ値のフィル
タを使用してはならない。
加工方法及びある場合には筋目が,図面指示の表面性状の要求事項と表面機能との間のあいまいさのな
い関係にとって重要になる。二つの異なった加工方法を同じ表面機能に関連付けるためには,表面性状を
比較するための加工方法固有の“比較スケール”のようなものが必要になる。二つの異なった加工方法に
よる表面に,同じ表面機能をもたせたい場合には,二つの表面でのパラメータの測定値に
100
%以上の差
があってもよいかもしれない。
上述の問題に対する一つの結論は,各測定値が,通過帯域,評価長さ及び加工方法が同じ場合にだけ,
表面性状パラメータ値を比較することに意味があるということである。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
27
B 0031
:
2003 (ISO 1302
:
2002)
a
) パラメータの許容限界の上限値(
U
)又は下限値(
L
)。詳細は
本体
の
6.6
を参照する。
b
) フィルタの形式“
X
”。標準化されたフィルタは,位相補償(ガウシアン)フィルタ(
JIS B 0632
参照)である。
以前のフィルタは,
2RC
フィルタであった。将来は,他の形式のフィルタが標準化されるかもしれない。このよ
うな過渡期では,図面にフィルタの形式を指示することが有効である。フィルタの形式は,“位相補償(他に,ガ
ウシアン,
Gaussian
など)”又は“
2RC
”と指示してもよい。フィルタの形式の名称は標準化されていないが,上
述したフィルタの名称であいまいさはない。
c
) 通過帯域は,“低域フィルタのカットオフ値-高域フィルタのカットオフ値”のように指示する。詳細は,
本体
の
6.5
を参照する。
d
)
R, W
又は
P
の輪郭曲線。詳細は,
本体
の
6.2
を参照する。
e
) 表面性状の特性を指示するパラメータの種類。詳細は,
本体
の
6.2
を参照する。
f
) 基準長さの数で表した評価長さ。詳細は,
本体
の
6.3
を参照する。モチーフパラメータでは,評価長さはパラメー
タ記号の前の
2
本の斜線の間に指示する(
本体
の
6.3.3
参照)。
g
) 許容限界の解釈(“
16
%ルール”又は“最大値ルール”)。詳細は,
本体
の
6.4
を参照する。
h
)
µ
m
単位の許容限界値。
i
) 除去加工の有無。詳細は,
本体
の
4.3
及び
4.4
を参照する。
j
) 筋目の方向。詳細は,
本体
の
8.
を参照する。
k
) 加工方法。詳細は,
本体
の
7.
を参照する。
附属書
D
図
1
図面に指示する表面性状の管理項目
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
28
B 0031
:
2003 (ISO 1302
:
2002)
附属書
E
(
参考
)
表面性状パラメータ記号
この附属書は,参考として示すものであり,規定の一部ではない。
E.1
一般事項
表面性状の図示記号に付けて指示する三つの基本的な表面性状パラメータ群が規定され
ている。これらのパラメータの定義は,
JIS B 0601
,
JIS B 0631
,
JIS B 0671-2
及び
JIS B 0671-3
による。
パラメータ記号を
附属書
E
表
1
~
附属書
E
表
9
に示す。
E.2
輪郭曲線パラメータ
(
JIS B 0601
)
附属書
E
表
1
~
附属書
E
表
3
は,
JIS B 0601
に定義されている
表面性状パラメータ記号である。これらのパラメータは,粗さ曲線,うねり曲線及び断面曲線を対象に定
義されている。輪郭曲線パラメータは,
JIS B 0632
に定義する位相補償フィルタ(ガウシアンフィルタ)
を適用して求める。
附属書
E
表
1
JIS B 0601
に規定する粗さパラメータ記号
高さ方向のパラメータ
山及び谷
高さ方向の平均
横方向のパ
ラメータ
複合パラ
メータ
負荷曲線に関連
するパラメータ
粗 さ パ ラ
メータ
Rp
Rv
Rz
Rc
Rt
Rz
JIS
Ra
Rq
Rsk
Rku
Ra
75
RSm
R
Δ
q
Rmr
(
c
)
R
δ
c
Rmr
附属書
E
表
2
JIS B 0601
に規定するうねりパラメータ記号
高さ方向のパラメータ
山及び谷
高さ方向の平均
横方向のパ
ラメータ
複合パラ
メータ
負荷曲線に関連
するパラメータ
うねりパ
ラメータ
Wp
Wv
Wz Wc
Wt
W
EM
Wa
Wq
Wsk
Wku
W
EA
WSm
W
Δ
q
Wmr(c) W
δ
c
Wmr
附属書
E
表
3
JIS B 0601
に規定する断面曲線パラメータ記号
高さ方向のパラメータ
山及び谷
高さ方向の平均
横方向のパ
ラメータ
複合パラ
メータ
負荷曲線に関連
するパラメータ
断 面 曲 線 パ ラ
メータ
Pp
Pv
Pz
Pc
Pt
-
Pa
Pq
Psk
Pku
-
PSm
P
Δ
q
Pmr
(
c
)
P
δ
c
Pmr
E.3
モチーフパラメータ
(
JIS B 0631
)
附属書
E
表
4
及び
附属書
E
表
5
に,
JIS B 0631
で規定するモ
チーフパラメータ記号を示す。
JIS B 0631
のパラメータは,粗さモチーフ及びうねりモチーフだけを対象
にする。
附属書
E
表
4
JIS B 0631
に規定する粗さモチーフパラメータ記号
パラメータ
粗さモチーフ:粗さモチーフパラメータ
R
Rx
AR
-
附属書
E
表
5
JIS B 0631
に規定するうねりモチーフパラメータ記号
パラメータ
うねりモチーフ:うねりモチーフパラメータ
W
Wx
AW
Wte
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
29
B 0031
:
2003 (ISO 1302
:
2002)
E.4
負荷曲線に関連するパラメータ
(
JIS B 0671-2
,
JIS B 0671-3
及び
JIS B 0631
)
E.4.1
一般事項
負荷曲線に関連するパラメータは,次の
2
種類からなる。
a
)
線形表現の負荷曲線に基づくパラメータ
b
)
正規確率紙上の負荷曲線に基づくパラメータ
E.4.2
線形表現の負荷曲線に基づくパラメータ
附属書
E
表
6
及び
附属書
E
表
7
に線形表現の負荷曲線
に関連するパラメータ記号を示す。これらのパラメータは,粗さ曲線に対してだけ定義されるが,二つの
異なったフィルタ処理が施される。
附属書
E
表
6
JIS B 0671-1
及び
JIS B 0671-2
に規定する線形表現の負荷曲線に関連するパラメータ記号
パラメータ
JIS B 0671-1
に規定するフィルタ処理をして
求めた
JIS B 0671-2
の粗さパラメータ
Rk
Rpk
Rvk
Mr
1
Mr
2
附属書
E
表
7
JIS B 0671-2
及び
JIS B 0631
に規定する線形表現の負荷曲線に関連するパラメータ記号
パラメータ
JIS B 0631
に規定するフィルタ処理をして求
めた
JIS B 0671-2
の粗さパラメータ
Rke
Rpke
Rvke
Mr
1
e
Mr
2
e
備考
パラメータ記号に付けられている“
e
”は,
JIS B 0631
に規定するフィルタが適
用されていることを表している。
参考
Rke
,
Rpke
,
Rvke
は,
JIS B 0631
の
5.5
(モチーフ法による負荷曲線関連のパラメータ)に規定
されている。しかし,モチーフ法によるコア部の負荷長さ率
Mr
1
e
,
Mr
2
e
は,規定されていな
い。
E.4.3
正規確率紙上の負荷曲線に基づくパラメータ
附属書
E
表
8
及び
附属書
E
表
9
に,
JIS B 0671-3
に規定する正規確率紙上の負荷曲線に関連するパラメータ記号を示す。これらのパラメータは,粗さ曲線
及び断面曲線に対して定義される。
附属書
E
表
8
JIS B 0671-3
に規定する正規確率紙上の負荷曲線に関連するパラメータ記号
パラメータ
JIS B 0671-1
に規定するフィルタ処理をして求めた粗さパラメータ
Rpq
Rvq
Rmq
附属書
E
表
9
JIS B 0671-3
に規定する正規確率紙上の負荷曲線に関連するパラメータ記号
パラメータ
λ
s
の低域フィルタ処理をして求めた断面曲線パラメータ
Ppq
Pvq
Pmq
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
30
B 0031
:
2003 (ISO 1302
:
2002)
附属書
F
(
参考
)
評価長さ
ln
この附属書は,参考として示すものであり,規定の一部ではない。
F.1
一般事項
図示された表面性状パラメータは,基準長さ又は評価長さによって定義される(
JIS B
0601
,
JIS B 0631
,
JIS B 0671-2
及び
JIS B 0671-3
参照)。基準長さを基にするパラメータでは,評価長さ
に含まれる基準長さの数が重要になる。基準長さについては,
附属書
G
を参照する。
F.2
B 0601
による輪郭曲線パラメータ
JIS B 0601
の輪郭曲線パラメータのための評価長さは,
JIS B
0633
の規定による。
-
粗さ曲線
:粗さパラメータ;粗さパラメータの標準評価長さは,
JIS B 0633
の
4.4
(標準評価長さ)及
び
7.
(触針式表面粗さ測定機による評価の方式及び手順)に規定されている。標準評価長さ
ln
は,五
つの基準長さ
lr
からなる。
ln
=
5
×
lr
附属書
E
表
1
のパラメータ記号は,評価長さが五つの基準長さに等しいことを表している。
-
うねり曲線
:うねりパラメータ;うねりパラメータのための標準評価長さは,現時点では,標準化さ
れていない
5
)
。
-
断面曲線
:断面曲線パラメータ;断面曲線パラメータのための標準評価長さは,
JIS B 0633
の
4.4
(評
価長さの標準値)に,“測定される形体の長さ”と規定されている。
F.3
JIS B 0631
によるモチーフパラメータ
JIS B 0631
の
5.2
(推奨測定条件)に規定するモチーフパラ
メータのための標準評価長さは,
16 mm
(
A
=
0.5 mm
及び
B
=
2.5 mm
)である。評価長さは,通過帯域の
長波長限界値と同義である。(
附属書
G.3
参照)。
F.4
JIS B 0671-2
及び
JIS B 0671-3
による負荷曲線に関するパラメータ
-
粗さ曲線
:粗さパラメータの標準評価長さは,
JIS B 0671-1
の
7.
(カットオフ値λ
c
及び評価長さ
ln
)
に規定され,五つの基準長さからなる。
ln
=
5
×
lr
附属書
E
表
6
及び
附属書
E
表
8
のパラメータ記号は,評価長さが五つの基準長さに等しいことを表
している。
-
断面曲線
:断面曲線パラメータのための標準評価長さは,
JIS B 0633
の
4.4
(評価長さの標準値)に,
“測定される形体の長さ”と規定されている。
5)
うねりパラメータのための標準評価長さは,
ISO/TC213
において検討中である。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
31
B 0031
:
2003 (ISO 1302
:
2002)
附属書
G
(
参考
)
通過帯域及び基準長さ
この附属書は,参考として示すものであり,規定の一部ではない。
G.1
一般事項
一般に,表面性状は,二つのフィルタ(
JIS B 0651
)による通過波長,モチーフ法による
二つのモチーフの上限長さ(
JIS B 0631
)による通過波長のように,通過帯域のフィルタを適用して定義
される。通過帯域は評価対象の波長域を表している。通過帯域は,低域(通過)フィルタと高域(通過)
フィルタとの組合せによって得られる。フィルタの特性は,カットオフ値によって与えられる。フィルタ
とその特性は,
JIS B 0632
に定義されている。モチーフ法におけるモチーフの上限長さとモチーフの結合
アルゴリズムは,
JIS B 0631
に定義されている(
附属書
の
G.3
参照)。
備考
高域フィルタのカットオフ値は,基準長さとして表すことができる。
G.2
JIS B 0601
による輪郭曲線パラメータ
-
粗さ曲線
:粗さパラメータのための通過帯域を表すカットオフ値は,λ
s
(低域フィルタ)及び基準価
長さに等しいλ
c
(高域フィルタ)である。
標準通過帯域は,
JIS B 0633
の
7.
(触針式表面粗さ測定機による評価の方式及び手順)と
JIS B 0651
の
4.4
(評価長さの標準値)との組合せによって定義される。
JIS B 0633
ではλ
c
の標準値,
JIS B 0651
ではλ
c
と関連させたλ
s
の標準値が定義されている。
-
うねり曲線
:うねりパラメータのための通過帯域を表すカットオフ値は,λ
c
(高域フィルタ)及び基
準長さに等しいλ
f
(高域フィルタ)である。
標準通過帯域及びλ
f
とλ
c
との比は定義されていない。
-
断面曲線
:断面パラメータのための通過帯域を表すカットオフ値の一つは,λ
s
(低域フィルタ)であ
るが,他の高域フィルタのカットオフ値は標準化されていない。
低域フィルタの標準カットオフ値λ
s
は,定義されていない。
G.3
JIS B 0631
によるモチーフパラメータ
モチーフパラメータのための低域フィルタのカットオフ値
λ
s
は,評価長さの関数によって定義される[
JIS B 0631
の
5.2
(推奨測定条件)参照]。
-
粗さモチーフ
:粗さパラメータのための通過帯域を表す波長限界は,次による。
- 低域フィルタのカットオフ値λ
s
(
JIS B 0651
及び
JIS B 0631
参照)
- 波長の上限値である粗さモチーフの上限長さ
A
(
JIS B 0631
参照)
-
うねりモチーフ
:うねりパラメータのための通過帯域を表す波長限界は,次による。
- 波長の下限値である粗さモチーフの上限長さ
A
(
JIS B 0631
参照)
- 波長の上限値であるうねりモチーフの上限長さ
B
(
JIS B 0631
参照)
G.4
JIS B 0671-2
及び
JIS B 0671-3
による負荷曲線関連のパラメータ
-
粗さ曲線
:粗さ曲線のための通過帯域を表すカットオフ値は,
JIS B 0671-1
によるλ
s
(低域フィルタ)
及びλ
c
(高域フィルタ)である。
JIS B 0671-1
は,粗さ曲線のための二つの異なった基準長さ(高域フィルタ)の適用について規定
しているだけであるので,カットオフ値λ
c
=
0.8 mm
(高域フィルタ)とカットオフ値λ
s
=
0.002 5 mm
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
32
B 0031
:
2003 (ISO 1302
:
2002)
(低域フィルタ)が標準通過帯域である。通過帯域の指示がない場合には,この通過帯域のフィルタ
が負荷曲線に関連する粗さパラメータに適用される。
JIS B 0671-1
に
0.008-2.5 mm
として与えられている第
2
順位の通過帯域(特別規定)が,
JIS B 0651
に規定されている。
-
断面曲線
:断面曲線パラメータのための通過帯域を表すカットオフ値の一つは,
JIS B 0671-1
による
λ
s
低域フィルタであるが,高域フィルタは用いない。
低域フィルタの標準カットオフ値λ
s
は,定義されていない。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
33
B 0031
:
2003 (ISO 1302
:
2002)
附属書
H
(
参考
)
表面性状に関する新規格への経緯
この附属書は,参考として示すものであり,規定の一部ではない。
JIS B 0031
の原国際規格
ISO 1302
:2002
は,
1996
年及び
1997
年に発行された表面性状に関する
ISO
規
格の最新版とともに用いることとして作成された。
表面性状に関する規格の最新版は,
JIS B 0601
,
JIS B 0631
,
JIS B 0632
,
JIS B 0633
,
JIS B 0651
,
JIS B
0659-1
,
JIS B 0670
,
JIS B 0671-1
,
JIS B 0671-2
及び
JIS B 0671-3
である(
本体
の
2.
参照)。また,未発行
の新しい規格(
ISO 5436-2
)を
附属書
J
に示す。
表面欠陥(
surface imperfection
)のための規格は,
ISO 8785
である。
表面性状に関する多くの規格(
ISO 468
,
ISO 1878
,
ISO 1879
,
ISO 1880
,
ISO 2632-1
,
ISO 2632-2
,
ISO
2632-3
及び
ISO 4287-2
)が廃止された。
表面性状に関する
ISO
規格の
1996
年版及び
1997
年版には,
1980
年代に発行された
ISO
規格の内容に
比べて,多くの変更がある。最も重要な変更点は,次のとおりである。
- 表面性状の測定機(
JIS B 0651
)が再定義された。すなわち,スキッドを用いる測定機の規定が廃止
され,表面性状パラメータの“真”の値が,絶対座標の測定機を用いることによって定義された。
-
2RC
フィルタとは異なったディジタル形式の特性をもつ新しいフィルタ(
JIS B 0632
,位相補償フィ
ルタ又はガウシアンフィルタ)が定義され,
2RC
アナログフィルタの規定が廃止された。
参考
JIS B 0601
に,
2RC
フィルタによる算術平均粗さが“
Ra
75
”として規定されている。
- 二つの新しい輪郭曲線(うねり曲線及び断面曲線)が,従来の粗さ曲線のほかに規定された。三つの
輪郭曲線が,
Ra
,
Wa
,
Pa
など,ほぼすべての表面性状パラメータを決める基礎となる。
附属書
E
,
JIS B 0601
及び
JIS B 0671-3
を参照する。
- 片側カットオフのフィルタ(高域フィルタ)だけの適用を廃止して,(三つの輪郭曲線による)表面性
状を,通過帯域(低域フィルタ及び高域フィルタ)を適用することによって得ることが規定された。
附属書
G
,
JIS B 0651
,
JIS B 0601
及び
JIS B 0632
を参照する。
- 表面性状パラメータの表示法が変更になった。パラメータ記号は,
Ra
及び
Rz
のように直線上に並べ
て書く。
Ra
及び
R
z
のような添字の使用は廃止された。
- ほとんどのパラメータ指示及び名称が変更された(
JIS B 0601
)。以前の粗さパラメータの
Rz
(十点平
均粗さ)が,廃止された。
Rz
は,以前の
Ry
の代わりに用いる。
参考
JIS B 0601
に,十点平均粗さが“
Rz
JIS
”として規定されている。
- 新しい三つのグループ(形式)の表面性状パラメータが定義され,標準化された(
JIS B 0601
,
JIS B 0631
,
JIS B 0671-2
及び
JIS B 0671-3
)。これらの新しい表面性状パラメータは,それぞれ独自のフィルタ処
理を適用して求める(
JIS B 0631
及び
JIS B 0671-1
)。
- 許容限界,フィルタ処理及び評価長さの解釈に対する標準の定義をもつパラメータの数が,以前の規
格の三つのパラメータ(
Ra
,
Ry
及び
Rz
)から飛躍的に増加した。
JIS B 0631
,
JIS B 0633
及び
JIS B 0671-1
を参照する。ほとんどすべてのうねりパラメータ及び断面曲線パラメータに対する標準の定義はない。
参考
JIS B 0610
に転がり円うねりが,“
WEM
”及び“
WEA
”として規定されている。
1996
年及び
1997
年の新
ISO
規格への変更箇所は数多く重要であったが,新規格によって旧(
1996
年より前の)
ISO
規格の表面性状の要求事項を評価すると問題が生じる。企業では,旧規格から新規
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
34
B 0031
:
2003 (ISO 1302
:
2002)
格へいかに移行するかの意志決定をしなければならない。
最も重要な変更の一つは,
2RC
フィルタに代わる位相補償(ガウシアン)フィルタである。位相補
償フィルタは数年間測定機で利用されてきた。新しいフィルタは,以前の
2RC
フィルタに非常に近い
特性をもつようにしてあるが完全ではない。位相補償フィルタによる測定値は,
2RC
フィルタを用い
て同じ測定面を測定した値に比べて
50
%以上減少する場合がある。しかし,多くの場合,フィルタ
の変更が測定値の差に与える影響は小さい(
5
~
10
%以下)。
ほとんどの場合,(片側カットオフだけの場合に代わって)通過帯域を使用しても,特に滑らかな表
面に対しては,測定値の減少はわずかである。通過帯域を用いる利点は,測定の不確かさ,触針先端
半径の影響及び製造者が異なる測定機間の差が減少することである。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
35
B 0031
:
2003 (ISO 1302
:
2002)
附属書
I
(
参考
)
旧規格による図示
この附属書は,参考として示すものであり,規定の一部ではない。
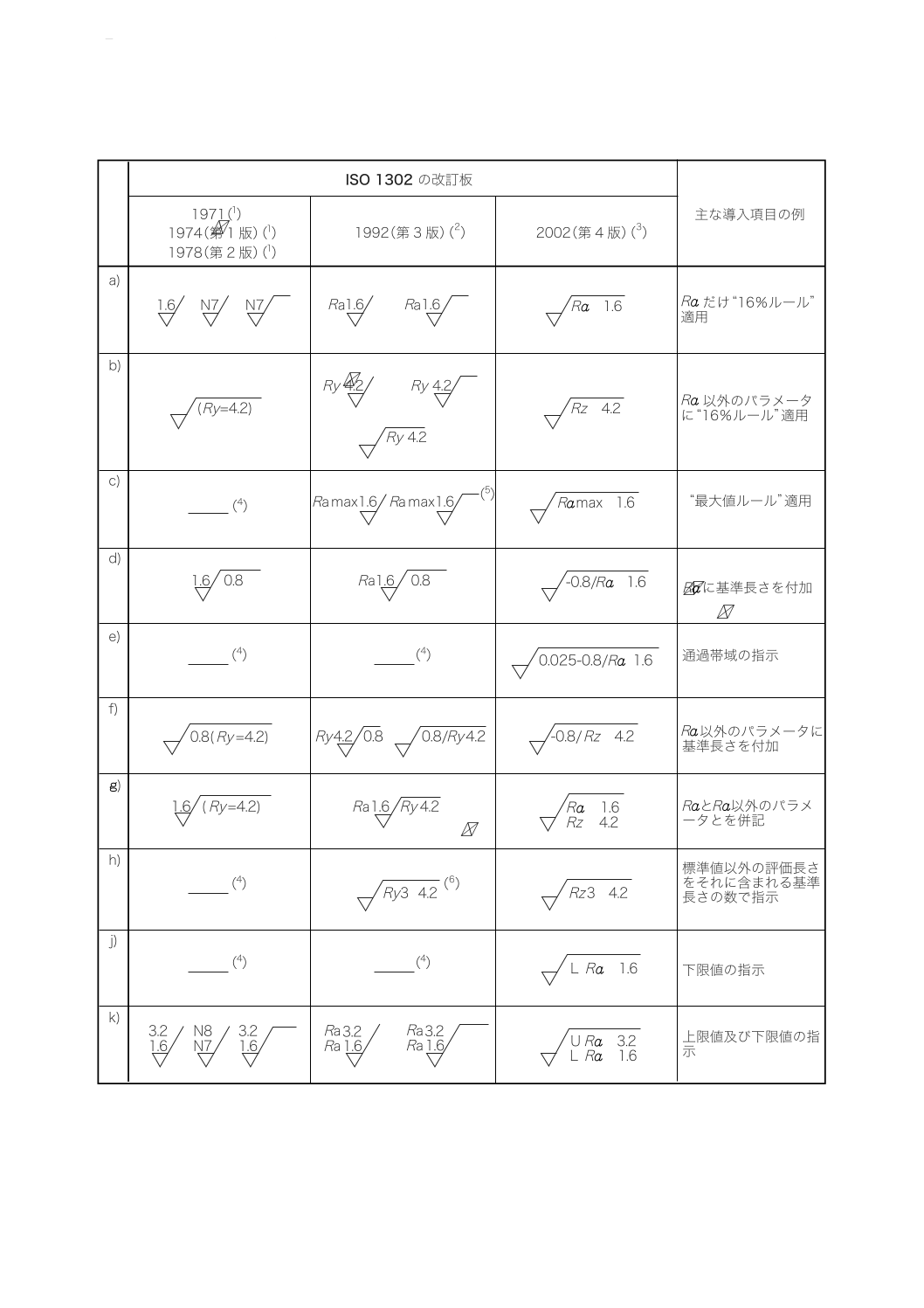
I.1
表面性状の要求事項の指示に関する改訂経緯
この規格に至るまでの
4
回分の改訂経過を
附属書
I
表
1
に示す。
図示記号の解釈が,
ISO 1302
以外の各年代の表面性状に関する規格において規定されているので,それ
を確認することは重要である。
ISO 1302
の各改訂版は次のような規格を参照している。
-
ISO 1302
:2002
第
4
版は,
1996
年及び
1997
年発行の表面性状に関する規格を参照している。
-
ISO 1302
:1992
第
3
版は,
1980
年発行の表面性状に関する規格を参照している。
-
ISO 1302
:1978
及びそれ以前の版では,
ISO/R 468
:1966
が参照する唯一の規格であり,記号についての
細かい解釈は含まれていなかった[
附属書
I
表
1
の脚注
(
3
)
及び
(
4
)
参照]。
旧
ISO 1302
に規定された図示方法が正しく利用されていれば,表面性状の細かいルール及び解釈に間違
いは起こらない。
1978
年版の図示記号に,
1980
年又は
1996
年及び
1997
年発行の規格における表面性状に関する要求事項
を組込むことはできない。
また,
1992
年版の図示記号に,
1996
年及び
1997
年発行の表面性状に関する規格を組み込むことはでき
ない。
I.2
指示位置
“
x
”
及び
“
a
” 位置“
x
”(
附属書
I
図
1
)における表面性状の要求事項の指示,及び位置
“
a
”(旧
JIS B 0031
で規定)における基準長さの指示は廃止され,表面性状の要求事項はパラメータ記号
とそれに関連する値から構成されるようになった。
備考
旧規格では,一般に位置“
x
”における次項のいずれかの指示で十分であった。
-
Ra
の限界を示す値だけ(
ISO 1302
の
1971
年版,
1974
年版及び
1978
年版による。)
- パラメータ記号とその値との組合せ(
ISO 1302
の
1992
年版による。)
附属書
I
図
1
JIS B 0031
指示位置
“
x
”
及び
“
a
”
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
36
B 0031
:
2003 (ISO 1302
:
2002)
附属書
I
表
1
表面性状の要求事項図示の改訂経過
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
37
B 0031
:
2003 (ISO 1302
:
2002)
附属書
I
表
1
表面性状の要求事項図示の改訂経過
(
続き
)
注
(
1
)
標準及び他の詳細事項なし。特に
-標準評価長さなし。
-標準基準長さなし。
-“
16
%ルール”及び“最大値ルール”なし。
(
2
)
Ra
,
Ry
,
Rz
(十点平均粗さ)にだけ標準及び他の詳細事項を,
ISO 4287-1
:1984
及び
ISO 4288
:1985
で規定。
ISO 1302
:1992
では,パラメータ記号の
2
番目の文字を添字にするという問題があった。この添字は,直立体
の小文字であった。表面性状に関する当時の規格は,すべて添字を用いていた。
(
3
)
パラメータ記号
Ry
は
Rz
に変更になり,十点平均粗さ
Rz
が規格から削除された。
(
4
)
規定なし。
(
5
)
ISO 1302
:1992
の
附属書
D
の
D.3
では,
Ra
1.6 max
のように誤った解釈がされていた。記号を
Ra
max 1.6
のよ
うにする
ISO 4288
:1985
の記号に従っていないという問題があった。
(
6
)
ISO 4287-1
:1984
の
5.9
参照。
I.3
1992
年版
ISO 1302
附属書
C
の内容
附属書
I
表
2
は,
ISO 1302
:1978
の
4.1.5
を継承した
ISO 1302
:1992
の
附属書
C.1
の内容であり,“
ISO 1302
:1992
に整合していない図面の指示値と粗さ番号に誤った解釈がさ
れないように・・・”という注がこの表に付いている。
附属書
I
表
2
算術平均粗さ
Ra
と粗さ番号の対照
(
ISO 1302
:
1992
の附属書
C.1
)
Ra
µ
m
µ
in
粗さ番号
50
25
12.5
6.3
3.2
1.6
0.8
0.4
0.2
0.1
0.05
0.025
2 000
1 000
500
250
125
63
32
26
8
4
2
1
N12
N11
N10
N9
N8
N7
N6
N5
N4
N3
N2
N1
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
38
B 0031
:
2003 (ISO 1302
:
2002)
附属書
J
(
参考
)
GPS
マトリックス
この附属書は,参考として示すものであり,規定の一部ではない。
GPS
マトリックスの詳細は,
TR B 0007
製品の幾何特性仕様(
GPS
)-マスタープランを参照する。
J.1
規格及びその利用についての情報
この規格は,図面及び文書におけるあいまいさのない要求事項
によって表面性状を管理するための手段を規定する。
この規格には,表面性状に関する他の規格で規定する表面性状指示のための標準ルール及び特別ルール
との関係が規定されている。これによって,設計者が最小の努力で意図した表面性状をあいまいさがなく
指示することができる。また,表面性状の要求事項を受ける側は,要求事項を誤りなく理解し,測定し,
検証することが可能になる。
この規格は,
1992
年発行の
ISO 1302
以来の他の表面性状に関連する新しい
GPS
規格の利用についての
指針を設計者に提供している。
さらに,表面性状に関する標準化の変遷について述べ,表面性状の要求事項の変更についても触れてい
る。旧
ISO 1302
が発行されてから他の表面性状に関する規格が新しくなっているので,表面性状の標準化
の変遷の情報は非常に重要である。新しい規格群には,大きな変更と新しい概念が導入されているので,
表面性状の要求事項の意味が変更になっている場合がいくつかある。
J.2
GPS
マトリックスにおける位置づけ
この規格は,
附属書
J
図
1
に示す粗さ曲線,うねり曲線及び
断面曲線の規格チェーンのリンク番号
1
に関係する基本規格である。
J.3
関連規格
関連規格は,
附属書
J
図
1
に示す規格チェーンに含まれる規格である。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
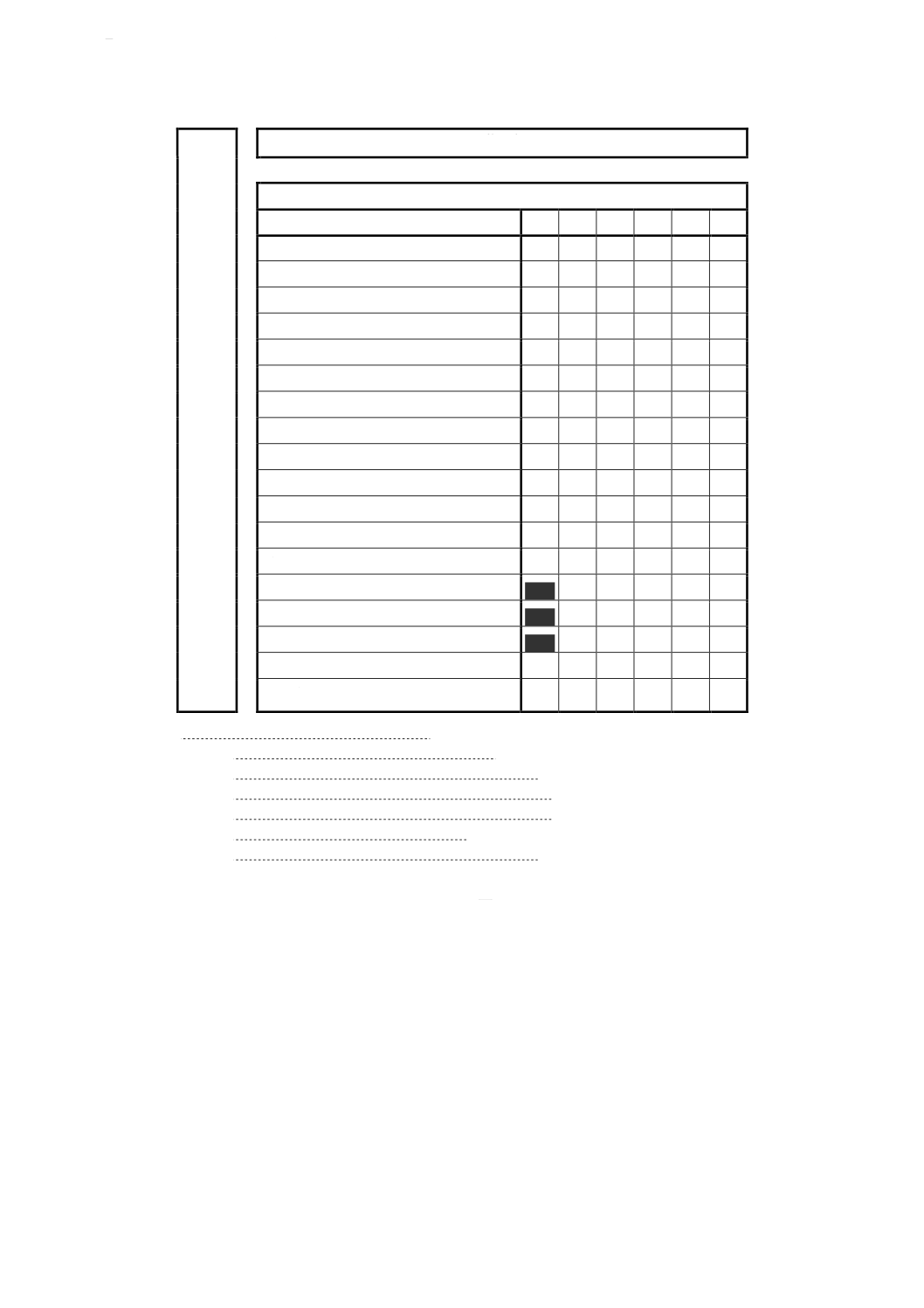
39
B 0031
:
2003 (ISO 1302
:
2002)
G P S
共
通
規
格
GPS
基本規格マトリックス
リンク番号
1
2
3
4
5
6
サイズ
距離
半径
角度
データムに無関係な線の形状
データムに関係する線の形状
データムに無関係な面の形状
データムに関係する面の形状
姿勢
位置
円周振れ
全振れ
データム
粗さ曲線
うねり曲線
断面曲線
表面欠陥
GPS
原
理
規
格
エッジ
参考
リンク番号は,下記を意味する。
リンク番号
1
:製品の文書指示-コード化
リンク番号
2
:公差の定義-理論的定義及び数値
リンク番号
3
:実形体の定義-特性又はパラメータ
リンク番号
4
:部品の偏差の評価-公差限界との比
リンク番号
5
:測定装置への要求事項
リンク番号
6
:校正に係わる要求事項-測定標準
附属書
J
図
1
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
40
B 0031
:
2003 (ISO 1302
:
2002)
参考文献
1.
ISO 1456
:
-
6)
Metallic coatings
-
Electrodeposited coatings of nickel plus choromium and of copper plus nickel
plus chromium
2.
JIS B 0659-1
製品の幾何特性仕様(
GPS
)-表面性状:輪郭曲線方式;測定標準-第
1
部:標準片
備考
ISO 5436-1
:2000 Geometrical Product Specifications (GPS)
-
Surface texture: Profile method;
Measurement standards
-
Part 1: Material measures
が,この規格と一致している。
3.
ISO 5436-2
:2001 Geometrical Product Specifications (GPS)
-
Surface texture: Profile method; Measurement
standards
-
Part 2: Software measurement standards
4.
JIS B 0670
製品の幾何特性仕様(
GPS
)-表面性状:輪郭曲線方式-触針方式表面粗さ測定機の校正
備考
ISO 12179
:2000 Geometrical Product Specifications (GPS)
-
Surface texture: Profile method
-
Calibration of contact (stylus) instruments
が,この規格と一致している。
5.
TR B 0007
製品の幾何特性仕様(
GPS
)-マスタープラン
備考
ISO/TR 14638
:1995 Geometrical Product Specifications (GPS)
-
Master plan
が,この技術情報と一
致している。
6.
JIS B 0610
製品の幾何特性仕様(
GPS
)-表面性状:輪郭曲線方式-転がり円うねりの定義及び表示
7.
JIS B 0122
加工方法記号
8.
JIS B 0403
鋳造品-寸法公差方式及び削り代方式
6)
発行予定(
ISO 1456
:1988
の改定)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
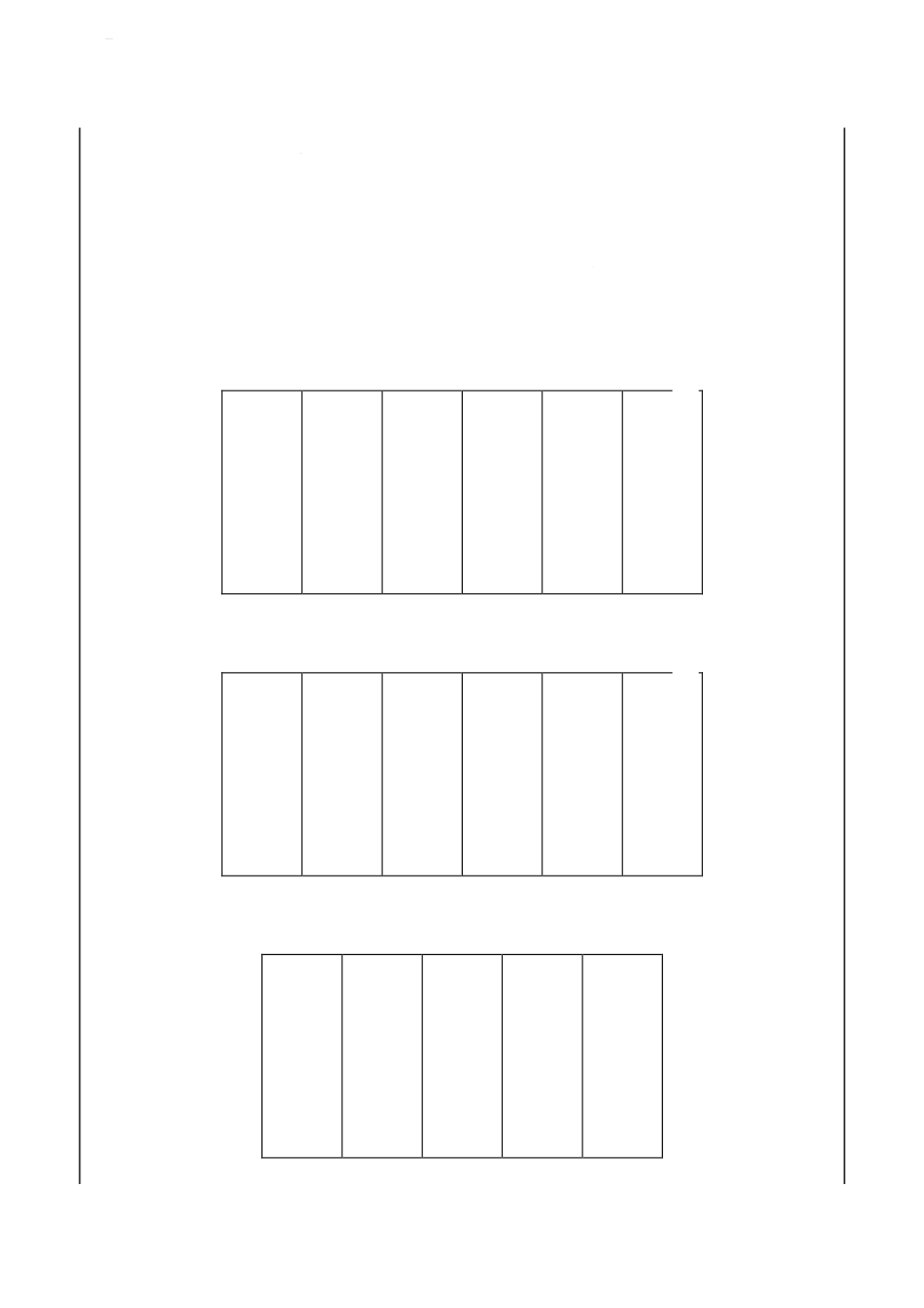
41
B 0031
:
2003 (ISO 1302
:
2002)
附属書
1
(
参考
)
各種パラメータの標準数列
この
附属書
1
は,粗さパラメータを指示する際の便宜のために,
JIS B 0601
に規定する各種パラメータ
及び粗さ曲線の負荷長さ率
Rmr
(
c
)
のための切断レベルの標準数列を掲げるもので,規定の一部でない。
附属書
1
表
1
~
表
3
には,特に優先的に用いる数値を太字で示す。
附属書
1
表
1
Ra
の標準数列
単位
µ
m
0.008
0.010
0.012
0.016
0.020
0.025
0.032
0.040
0.050
0.063
0.080
0.100
0.125
0.160
0.20
0.25
0.32
0.40
0.50
0.63
0.80
1.00
1.25
1.60
2.0
2.5
3.2
4.0
5.0
6.3
8.0
12.5
16.0
20
25
32
40
50
63
80
100
125
160
200
250
320
400
附属書
1
表
2
Rz
及び
Rz
JIS
の標準数列
単位
µ
m
0.025
0.032
0.040
0.050
0.063
0.080
0.100
0.125
0.160
0.20
0.25
0.32
0.40
0.50
0.63
0.80
1.00
1.25
1.60
2.0
2.5
3.2
4.0
5.0
6.3
8.0
10.0
12.5
16.0
20
25
32
40
50
63
80
100
125
160
200
250
320
400
500
630
800
1 000
1 250
1 600
附属書
1
表
3
RSm
の標準数列
単位
µ
m
0.002
0.003
0.004
0.005
0.006
0.008
0.010
0.012 5
0.016 0
0.020
0.025
0.032
0.040
0.050
0.063
0.080
0.100
0.125
0.160
0.20
0.25
0.32
0.40
0.50
0.63
0.80
1.00
1.25
1.60
2.0
2.5
3.2
4.0
5.0
6.3
8.0
10.0
12.5
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
42
B 0031
:
2003 (ISO 1302
:
2002)
附属書
1
表
4
Rmr
(
c
)
の標準数列
Rmr
(
c
)
(%)
10 15 20 25 30 40 50 60 70 80 90
附属書
1
表
5
Rmr
(
c
)
の切断レベルの標準数列
(
Rz
に対する百分率
)
c
(%)
5 10 15 20 25 30 40 50 60 70 75 80 90
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。