B 0028
:
2017 (ISO 3040
:
2009)
(
1
)
目 次
ページ
序文
···································································································································
1
1
適用範囲
·························································································································
1
2
引用規格
·························································································································
1
3
用語及び定義
···················································································································
2
4
円すいの図記号
················································································································
2
5
円すいの寸法表示方式
·······································································································
3
5.1
円すいの特性
················································································································
3
5.2
テーパ比の図示方法
·······································································································
4
5.3
特定用途の円すいの図示方法
···························································································
5
6
円すいの公差表示方式
·······································································································
5
6.1
一般
····························································································································
5
6.2
テーパ角度を指示した円すいの公差表示方式
·······································································
5
6.3
テーパ比を指示した円すいの公差表示方式
··········································································
6
6.4
テーパ比と円すいの軸方向位置における直径とを同時に指示する円すいの公差域
·······················
7
6.5
データムと関連付けた円すいの公差表示方式
·······································································
8
附属書
A
(参考)旧規格・
JIS B 0028:2000
における方法-軸方向位置に公差を与えた円すいの
公差表示方式
·················································································································
9
附属書
B
(参考)
GPS
マトリックスモデル
···············································································
10
参考文献
····························································································································
12
B 0028
:
2017 (ISO 3040
:
2009)
(
2
)
まえがき
この規格は,工業標準化法第
14
条によって準用する第
12
条第
1
項の規定に基づき,一般財団法人日本
規格協会(
JSA
)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,
JIS B 0028
:2000
は改
正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格
JIS
B
0028
:
2017
(ISO 3040
:
2009
)
製品の幾何特性仕様(
GPS
)-
寸法及び公差の表示方式-円すい
Geometrical product specifications (GPS)-
Dimensioning and tolerancing-Cones
序文
この規格は,
2009
年に第
3
版として発行された
ISO 3040
を基に,技術的内容及び構成を変更すること
なく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にはない事項である。
この規格は,製品の幾何特性仕様(
GPS
)の規格であり,
GPS
基本規格(
ISO/TR 14638
:1995
参照)と
して取り扱う。この規格は,角度に関する規格チェーンのリンク番号
1
及びリンク番号
2
(
附属書
B
を参
照)に関係する。この規格と
GPS
マトリックスモデル及び他の規格との関係の詳細を,
附属書
B
に示す。
この規格では,説明を図示するために例図を描いているが,実際の設計用の図ではないことに注意が必
要である。説明のための例図であるという理由から,図は単純化されており,正確な縮尺でもない。
1
適用範囲
この規格は,円すいを定義し,その図記号,寸法表示方式及び公差表示方式について規定する。
この規格では,用語“円すい”は,端面と軸線とが直角に交わる“直円すい”に限定する。
注記
1
単純化のために,この規格では円すい台(
JIS B 0154
参照)だけを示している。ただし,こ
の規格は,適用範囲内の全ての円すいにも適用できる。
注記
2
この規格は,他の寸法表示方式及び公差表示方式の使用を妨げるものではない。
注記
3
この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3040
:2009
,
Geometrical product specifications (GPS)
-
Dimensioning and tolerancing
-
Cones
(
IDT
)
なお,対応の程度を表す記号“
IDT
”は,
ISO/IEC Guide 21-1
に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。
)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0612
:2002
製品の幾何特性仕様(
GPS
)-円すいのテーパ比及びテーパ角度の基準値
注記
対応国際規格:
ISO 1119
:1998
,
Geometrical Product Specifications (GPS)
-
Series of conical tapers
and taper angles
2
B 0028
:
2017 (ISO 3040
:
2009)
JIS Z 8222-1
製品技術文書に用いる図記号のデザイン-第
1
部:基本規則
注記
対応国際規格:
ISO 81714-1
,
Design of graphical symbols for use in the technical documentation of
products
-
Part 1: Basic rules
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
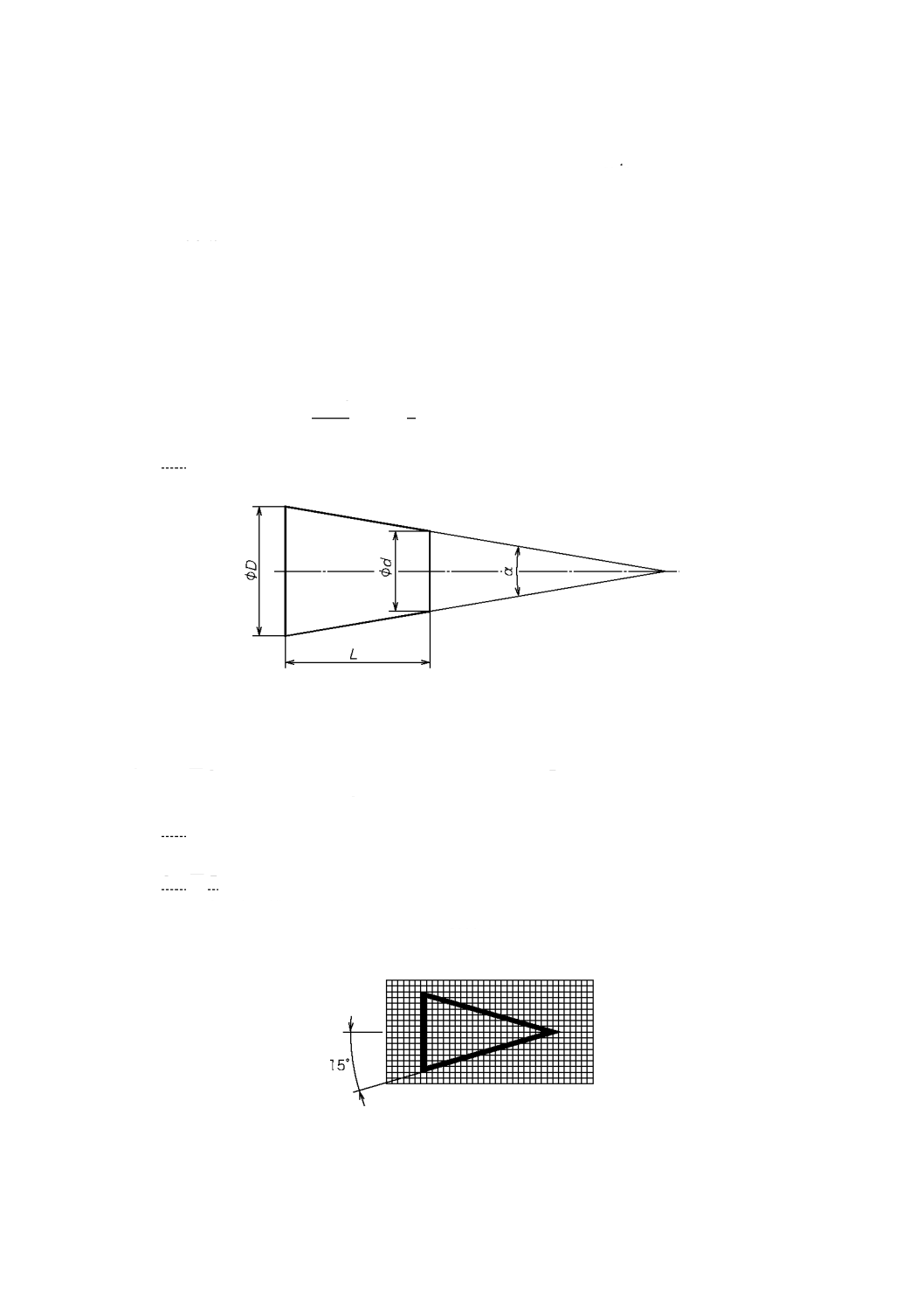
3.1
テーパ比,
C
(
rate of taper
)
円すいの二つの軸直角断面における直径の差とその両断面間の距離との比。
注記
1
テーパ比
C
は,次の式で表す(
図
1
参照)。
=
−
=
2
tan
2
α
L
d
D
C
注記
2
α
:テーパ角度(頂角ということもある。)
図
1
-
円すいにおけるテーパ比
4
円すいの図記号
円すいは,
図
2
に示す図記号を使用して参照線に指示する(
図
7
参照)。この図記号の向きは,通常,円
すいの向きに合わせる(
図
7
及び
図
8
を参照)。
注記
1
この図記号を円すいの向きに合わせることが困難な場合は,両者の向きを合わせなくてもよ
い。
注記
2
図
7
に示すように,この図記号を,参照線をまたいで配置することが困難な場合は,参照線
のすぐ上に離して配置してもよい。
図記号の大きさ及び線の太さについては,
JIS Z 8222-1
を参照する。
図
2
-
円すいの図記号
3
B 0028
:
2017 (ISO 3040
:
2009)
5
円すいの寸法表示方式
5.1
円すいの特性
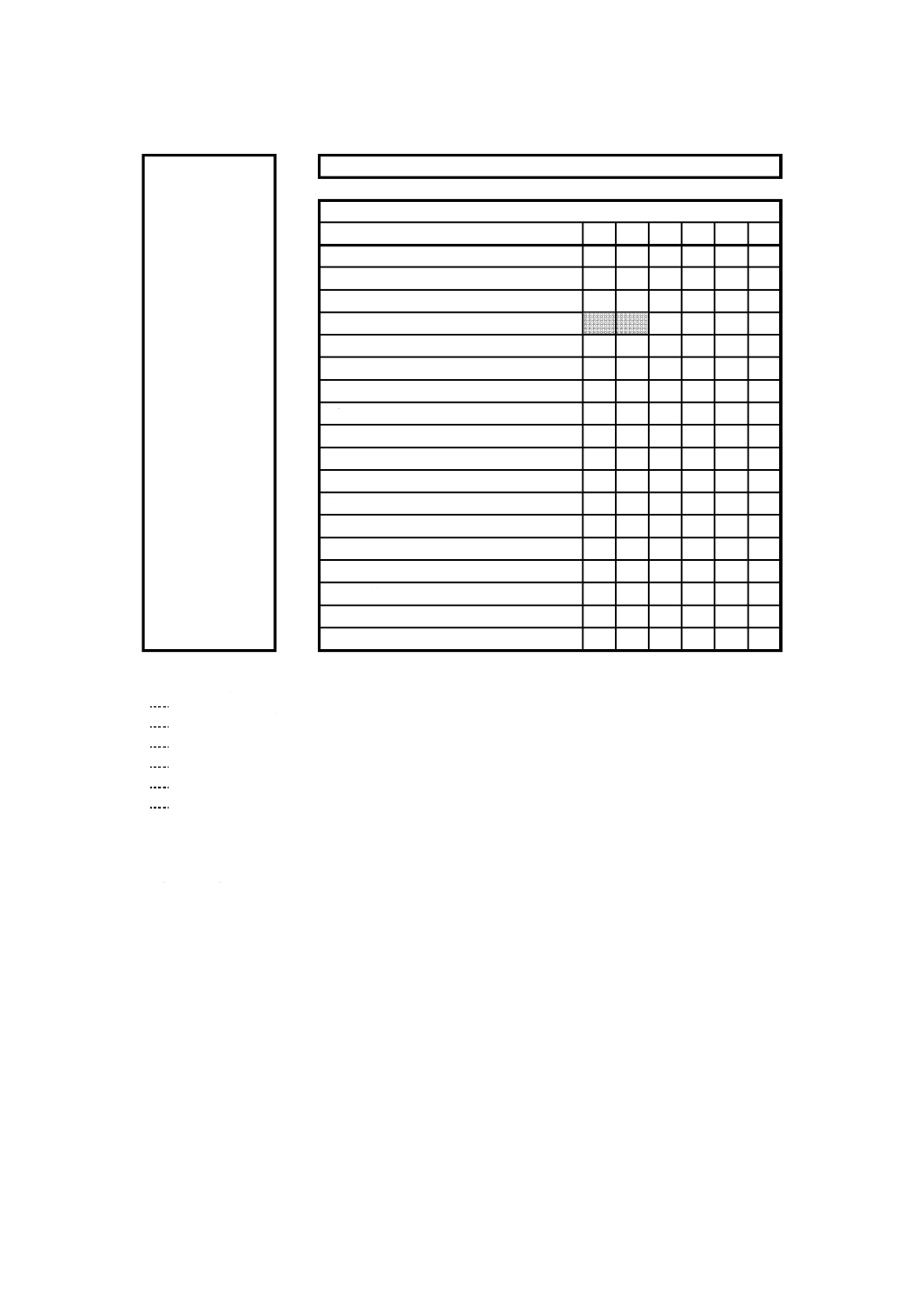
円すいは,その機能を表すのに特性及び寸法(
表
1
参照)を組み合わせて定義してもよい。
表
1
-
円すいの特性及び寸法
特性及び寸法
文字記号
指示例
推奨する方法
その他の方法
特性
テーパ比
C
1
:
5
1/5
0.2
:
1
20 %
テーパ角度
α
35
°
0.61
rad
円すい直径
大端径
D
小端径
d
指定した断面位置における直径
D
x
長さ
円すい長さ
L
円すい長さを含む円すい部品の全長
L'
直径が
D
x
となる断面までの部品端か
らの長さ
L
x
不必要な寸法は,指定してはならない。ただし,参考として,例えば,テーパ角度の
1/2
などの寸法を
示してもよい。
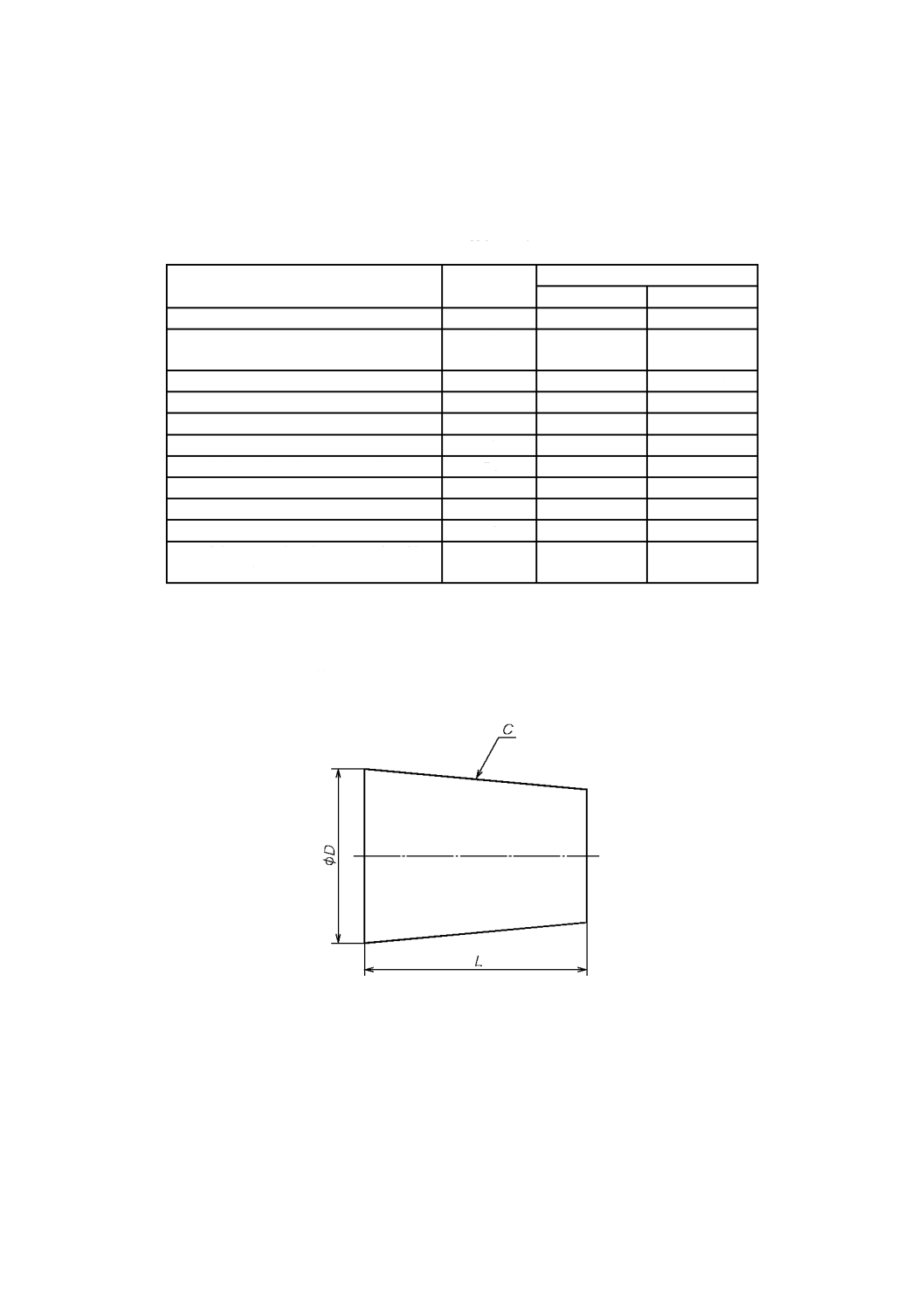
円すいの特性と寸法との代表的な組合せの例を,
図
3
~
図
6
に示す。
図
3
-
例
1
4
B 0028
:
2017 (ISO 3040
:
2009)
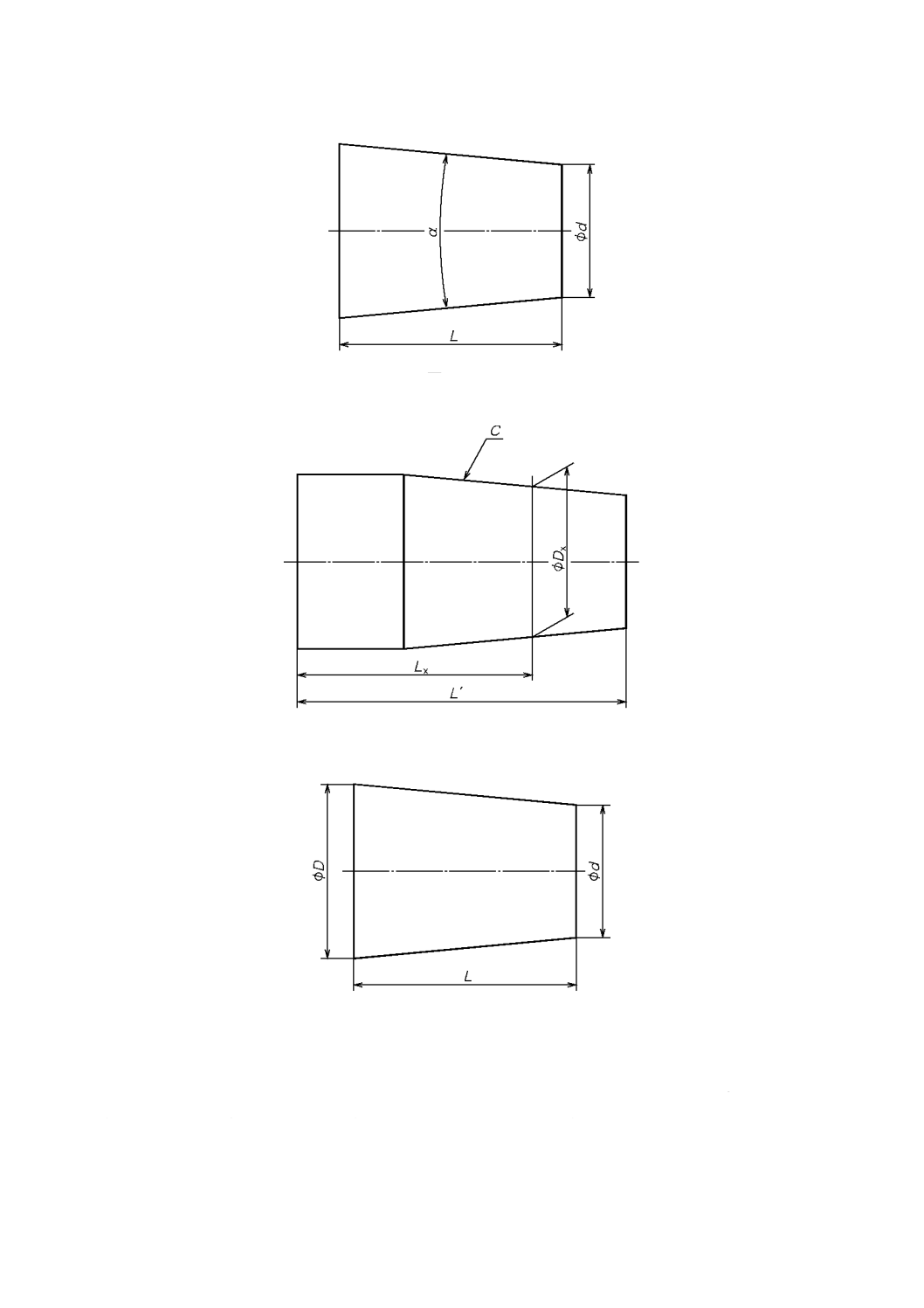
図
4
-
例
2
図
5
-
例
3
図
6
-
例
4
5.2
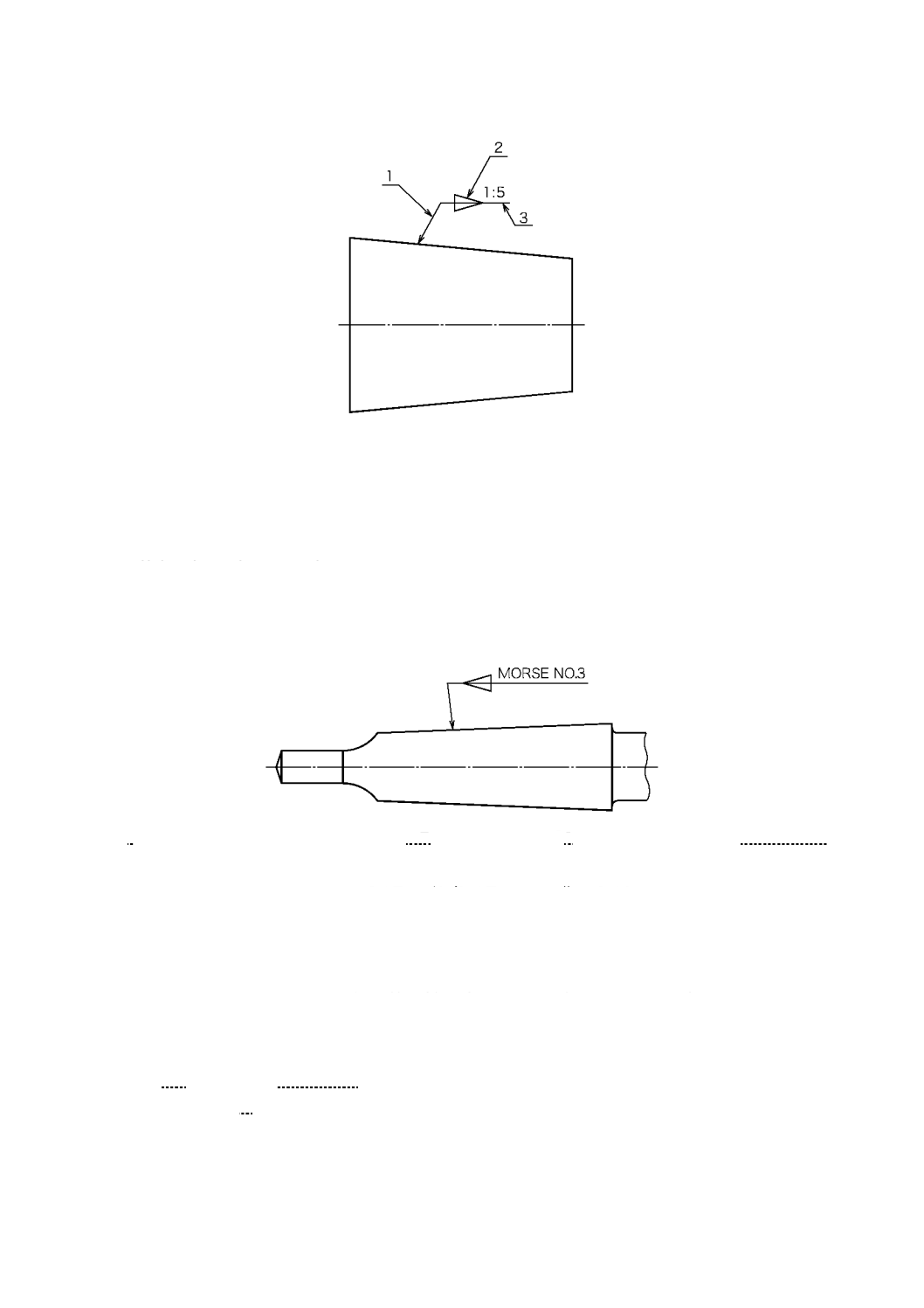
テーパ比の図示方法
円すいの図記号及びテーパ比を,円すい形体の近くに指示し,
図
7
に示すように,引出線を用いて参照
線と円すいの外形線とを結ぶ。参照線は,可能ならば円すいの中心線に対して平行に引く。また,円すい
の図記号の向きは,可能ならば円すいの角度方向と合わせ,記載場所は,通常,参照線上とする。
5
B 0028
:
2017 (ISO 3040
:
2009)
1
引出線
2
図記号
3
参照線
図
7
-
テーパ比の図示例
5.3
特定用途の円すいの図示方法
JIS B 0612
の
表
2
に規定する特定用途の円すいの場合には,テーパ形体は,規格番号及びテーパ番号に
よって指示してもよい(
図
8
参照)。
注記
表題欄の近くの注記などで“(テーパ番号)
JIS B 0612
”を記載する。
図
8
では,国際化の観点から,
“
MORSE NO.3
”
と指示しているが,
“モールステーパ番号
3
”としてもよい。
図
8
-
テーパ番号及び規格番号によって指示する例
6
円すいの公差表示方式
6.1
一般
円すいは,
6.2
~
6.5
に従って公差(面の輪郭度)を指示する。文字記号
t
は,公差域の幅を示す。
注記
1
寸法公差だけによって公差を表示する方法は,円すい面の形状に対しては適切な指示方法で
はない(
ISO 14405-2
参照)
。
注記
2
旧規格・
JIS B 0028
:2000
における方法の軸方向位置に公差を与えた円すいの公差表示方式を
附属書
A
に示す。
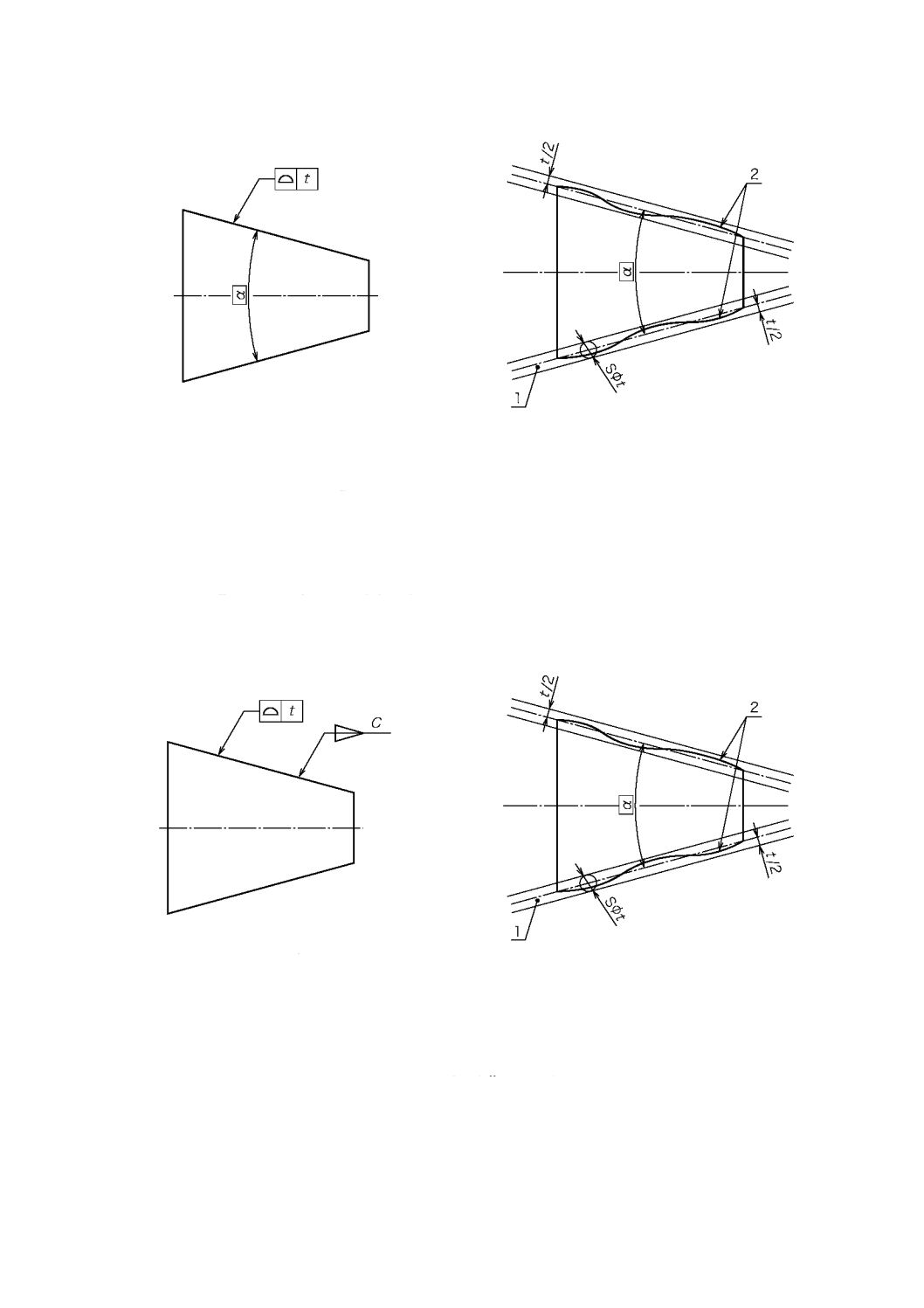
6.2
テーパ角度を指示した円すいの公差表示方式
テーパ角度を指示した円すいの公差表示方式の例を
図
9
に示す。
6
B 0028
:
2017 (ISO 3040
:
2009)
a)
図示例
b)
解釈
1
公差域
2
測得形体
公差域は,理論的に正確なテーパ角度
α
で,
t
だけ離れた位置にある二つの円すいによって決まる。
円すいの測得表面は,この公差域内になければならない。
図
9
-
テーパ角度を指示した例
6.3
テーパ比を指示した円すいの公差表示方式
テーパ比を指示した円すいの公差表示方式の例を
図
10
に示す。
a)
図示例
b)
解釈
1
公差域
2
測得形体
公差域は,理論的に正確なテーパ角度
α
で,
t
だけ離れた位置にある二つの円すいによって決まる。
公差域のテーパ角度は,テーパ比
C
に相当する。円すいの測得表面は,この公差域内になければならない。
図
10
-
テーパ比を指示した例
7
B 0028
:
2017 (ISO 3040
:
2009)
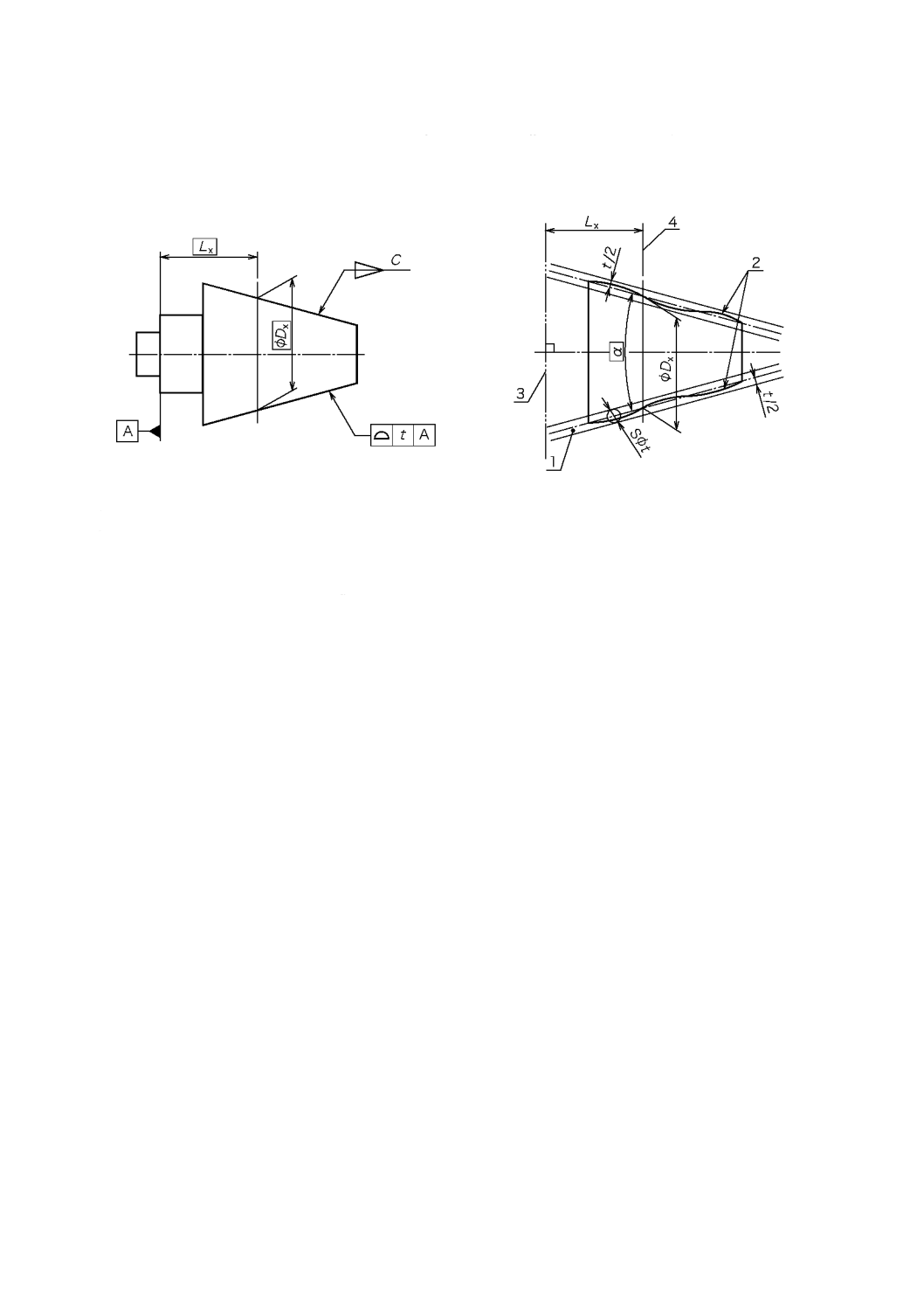
6.4
テーパ比と円すいの軸方向位置における直径とを同時に指示する円すいの公差域
円すいの軸方向位置を同時に定義する円すいの公差域の例を
図
11
に示す。
a)
図示例
b)
解釈
1
公差域
2
測得形体
3
データム
A
に対応する“平らな”測得表面に当てはめた平面
4
当てはめた平面から理論的に正確な
L
x
だけ離れた位置にある平面
公差域は,理論的に正確なテーパ角度
α
で,
t
だけ離れた位置にある二つの円すいによって決まる。
公差域のテーパ角度は,テーパ比
C
及びデータム
A
(当てはめ平面)から
L
x
だけ離れた理論的に正確な位置での理論
的に正確な直径
D
x
と関連する。円すいの測得表面は,この公差域内になければならない。
図
11
-
テーパ比と軸方向位置における直径とを同時に指示する例
8
B 0028
:
2017 (ISO 3040
:
2009)
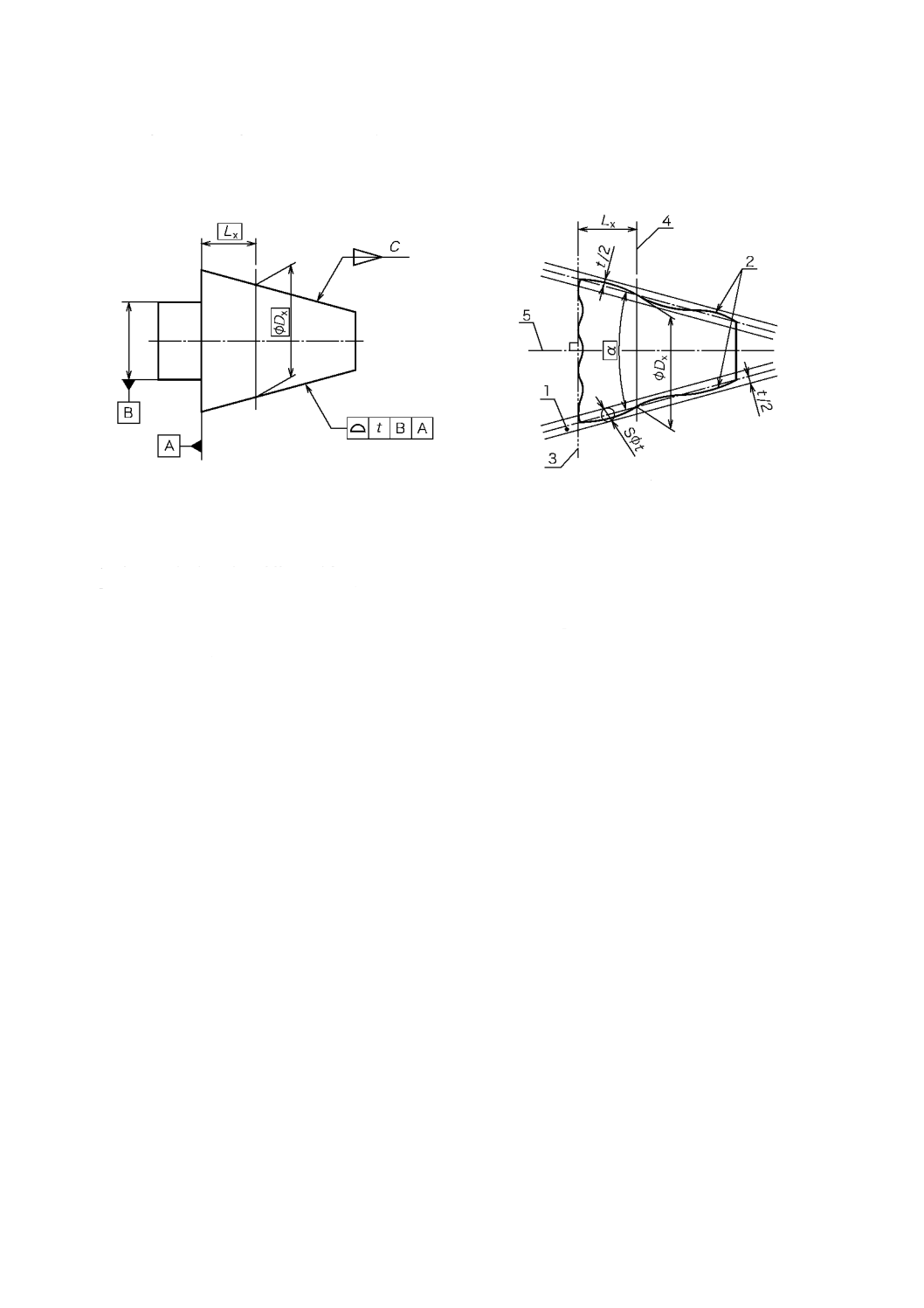
6.5
データムと関連付けた円すいの公差表示方式
データムと関連付けた円すいの公差表示方式の例を
図
12
に示す。
a)
図示例
b)
解釈
1
公差域
2
測得形体
3
データム
A
に対応する“平らな”測得表面に当てはめた平面
4
当てはめた平面から理論的に正確な
L
x
だけ離れた理論的に正確な位置に構成された平面
5
当てはめた円筒の中心軸(データム
B
)
公差域は,理論的に正確なテーパ角度
α
で,
t
だけ離れた位置にある二つの円すいによって決まる。
公差域のテーパ角度は,テーパ比
C
及びデータム
A
(当てはめ平面)から
L
x
だけ離れた理論的に正確な位置での理論
的に正確な直径
D
x
と関連する。公差域の中心軸は,当てはめ円筒の中心軸に同軸である。円すいの測得表面は,この
公差域内になければならない。
図
12
-
データムと関連付けた例
9
B 0028
:
2017 (ISO 3040
:
2009)
附属書
A
(参考)
旧規格・
JIS B 0028:2000
における方法-軸方向位置に公差を与えた
円すいの公差表示方式
軸方向位置に公差を与えた円すいの公差表示方式の例を
図
A.1
に示す。
a)
図示例
b)
解釈
図
A.1
10
B 0028
:
2017 (ISO 3040
:
2009)
附属書
B
(参考)
GPS
マトリックスモデル
B.1
一般
GPS
マトリックスの詳細は,
ISO/TR 14638
による。
注記
ISO/TR 14638
は廃止され,
ISO 14638
として制定されている。
B.2
規格及びその使用に関する情報
この規格は,円すいを定義し,その指示に関する図記号,その寸法表示及び公差表示の方法を規定して
いる。
B.3 GPS
マトリックスにおける位置付け
この規格は,
図
B.1
に示す
GPS
基本規格マトリクスにおける線の角度に関する規格チェーンのリンク番
号
1
及びリンク番号
2
に影響する。
注記
リンク番号
1
及びリンク番号
2
は,
ISO 14638
:2015
ではそれぞれリンク番号
A
及びリンク番号
B
に対応している。
12
B 0028
:
2017 (ISO 3040
:
2009)
参考文献
[1]
ISO/TR 14638
,
Geometrical product specification (GPS)
-
Masterplan
[2]
JIS B 0154
:1996
円すい用語
[3]
ISO 14405-2
,
Geometrical product specifications (GPS)
-
Dimensional tolerancing
-
Part 2: Dimensions other
than linear sizes
[4]
ISO 14638
:2015
,
Geometrical product specifications (GPS)
-
Matrix model