B 0004:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本ばね
工業会(JSMA)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 0004:1995は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任をもたない。
JIS B 0004には、次に示す附属書がある。
附属書A(参考) 幾何公差の図示方法
JIS C 0068:1995
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. ばねの図示方法 ··············································································································· 1
4.1 ばねの種類及びその例 ···································································································· 1
4.2 基準状態 ······················································································································ 2
4.3 表現方法 ······················································································································ 2
4.4 その他 ························································································································· 2
5. 要目表の表示方法 ············································································································ 2
付属書A(参考) 幾何公差の図示方法 ················································································· 39
1
B 0004:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0004:2007
ばね製図
Technical representation of springs
1. 適用範囲 この規格は,ばねの図示方法及び設計・製作仕様の表示方法について規定する。
備考 ばね及びばね要素は,他の機械要素部品と異なり,所定の力を作用させたときの寸法又は所定
の寸法にしたときの発生力を指定して設計・製作することが多いので,単なる寸法形状だけの
表示では不十分である。このため,この規格では主な技術仕様を合わせて表示することとして
いる。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0001 機械製図
JIS B 0103 ばね用語
JIS Z 8114 製図用語
ISO 2162-1 Technical product documentation - Springs - Part 1: Simplified representation
3. 定義 この規格で用いる主な用語の定義は,JIS B 0103及びJIS Z 8114によるほか,次による。
a) 要目表 図には表現しにくい設計及び製作仕様の詳細を,所定の項目について記載した表の慣用名。
4. ばねの図示方法
4.1 ばねの種類及びその例 例示するばねの種類及びその例は,次による。ばねの図示方法は,JIS B 0001
によるほか,付図1〜53による。
a) 圧縮コイルばね(熱間成形,冷間成形)(付図1〜12)
b) 引張コイルばね(付図13〜15)
c) ねじりコイルばね(付図16〜18)
d) 重ね板ばね(付図19〜25)
e) トーションバー(付図26及び付図27)
f)
スタビライザ(付図28)
g) 竹の子ばね(付図29及び付図30)
h) 渦巻きばね(付図31〜34)
i)
皿ばね(付図35及び付図36)
j)
止め輪(付図37〜41,付図48〜51)
k) 座金(付図42〜47)
l)
スプリングピン(付図52及び付図53)
B 0004:2007
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
基準状態 ばねを図示する場合,基準状態は,次による。
a) ばねは,一般的に力の作用がない状態を図示し,自由寸法が参考値の場合,括弧を付けて示す。
b) 所定寸法に変形させたときの力,又は所定の力を与えたときの寸法を指定する場合には,図にその旨
を明記し,指定する力又は指定する寸法を記入する。また,必要な場合は,力の方向と作用位置とを
太い矢印で示す。また,必要に応じて参考図を付け,指定寸法時の力,指定力における寸法など,表
示の文言と力との図示方法を示す。
c) 重ね板ばねは,一般にばね板が直線状に変形した状態を図示し,図にその旨を明記する。また,力の
作用がない状態を二点鎖線で示す。
4.3 表現方法 表現方法は,次による。
a) ばねのすべての部分を図示する場合は,JIS B 0001による。ただし,コイルばねの正面図はらせん状
にせず直線とし,有効部から座の部分への遷移領域も直線による折れ線で示す。
b) 同一形状の部分が連続するばねにおいて一部を省略するときは,省略する部分のばね材料の断面中心
位置を細い一点鎖線で示す。
c) ばねの形状だけを簡略に表す場合には,ばね材料の中心線だけを太い実線で書く。
4.4 その他 必要な場合,ばねに成形加工する前の材料の形状の形状・寸法を,展開図として示す。ば
ねと他の部品を組み合わせた機構を表す場合には,ばね材の断面だけを表してもよい(付図12参照)。
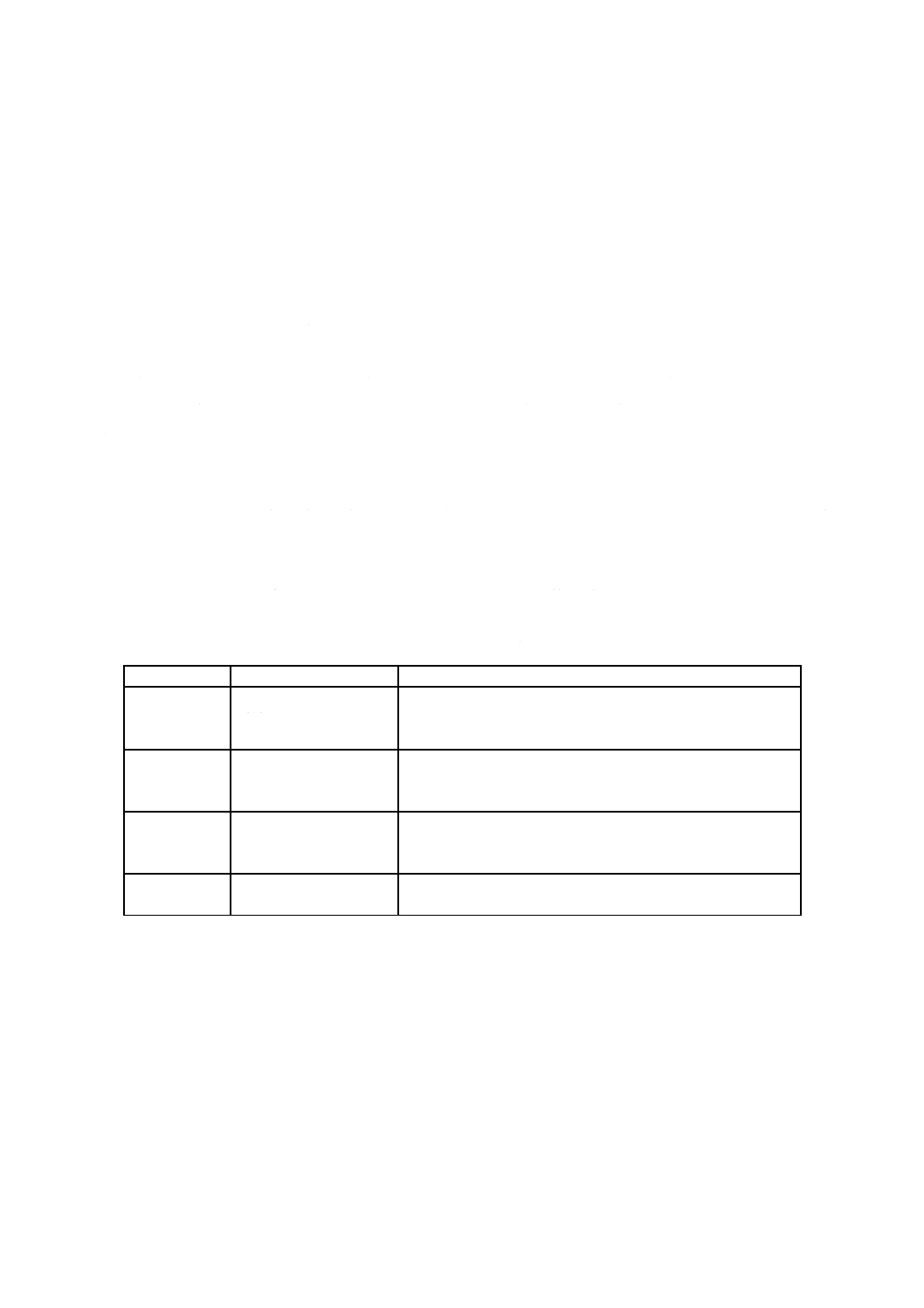
5. 要目表の表示方法 表1に示す項目について表示する。代表的なばねについての表示例を,付図1〜
53に示す。
表 1 表示する技術仕様の項目
仕様の区分
項目
具体例
材料
名称,材質
寸法
その他
規格記号,硬さ
線径又は板厚
表面加工など
寸法形状
寸法
形状
その他
コイル径(平均径,外径,内径),自由高さ,密着高さ
巻数(総巻数,座巻数,有効巻数),巻き方向,ピッチ
コイル端部の形状,コイル外側面の傾きなど
指定条件
ばね特性
(複数あってもよい。)
指定作用力を加えたときの寸法
指定寸法に変形したときの作用力
指定条件での応力
その他
ばね成形後の処理
ばねの使用環境など
表面加工,セッチング,防せい(錆)処理
使用温度,作用力の種類(繰返し),など
備考 表の項目は実態に合わせ,細分化して具体的に記述する。例えば,コイルばねのコイル径は,平均
径と指定する外径(又は内径)とに分けて表示したり,ねじりコイルばねでは,自由高さではなく
自由角度を表示するなどである。指示条件の項目も,実態に合わせて表示する。詳細は,4.1を参照。
B 0004:2007
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要目表
材料
SWOSC-V
材料の直径
mm
4
コイル平均径
mm
26
コイル外径
mm
30±0.4
総巻数
11.5
座巻数
各1
有効巻数
9.5
巻方向
右
自由高さ
mm
(80)
ばね定数
N/mm
15.0
指
定
荷重
N
−
荷重時の高さ
mm
−
高さ
mm
70
高さ時の荷重
N
150±10 %
応力
N/mm2
191
最
大
圧
縮
荷重
N
−
荷重時の高さ
mm
−
高さ
mm
55
高さ時の荷重
N
375
応力
N/mm2
477
密着高さ
mm
(44)
先端厚さ
mm
(1)
コイル外側面の傾き
mm
4以下
コイル端部の形状
クローズドエンド(研削)
表面
処理
成形後の表面加工
ショットピーニング
防せい処理
防せい油塗布
備考1. その他の要目:セッチングを行う。
2. 用途又は使用条件:常温,繰返し荷重
3. 1 N/mm2=1 MPa
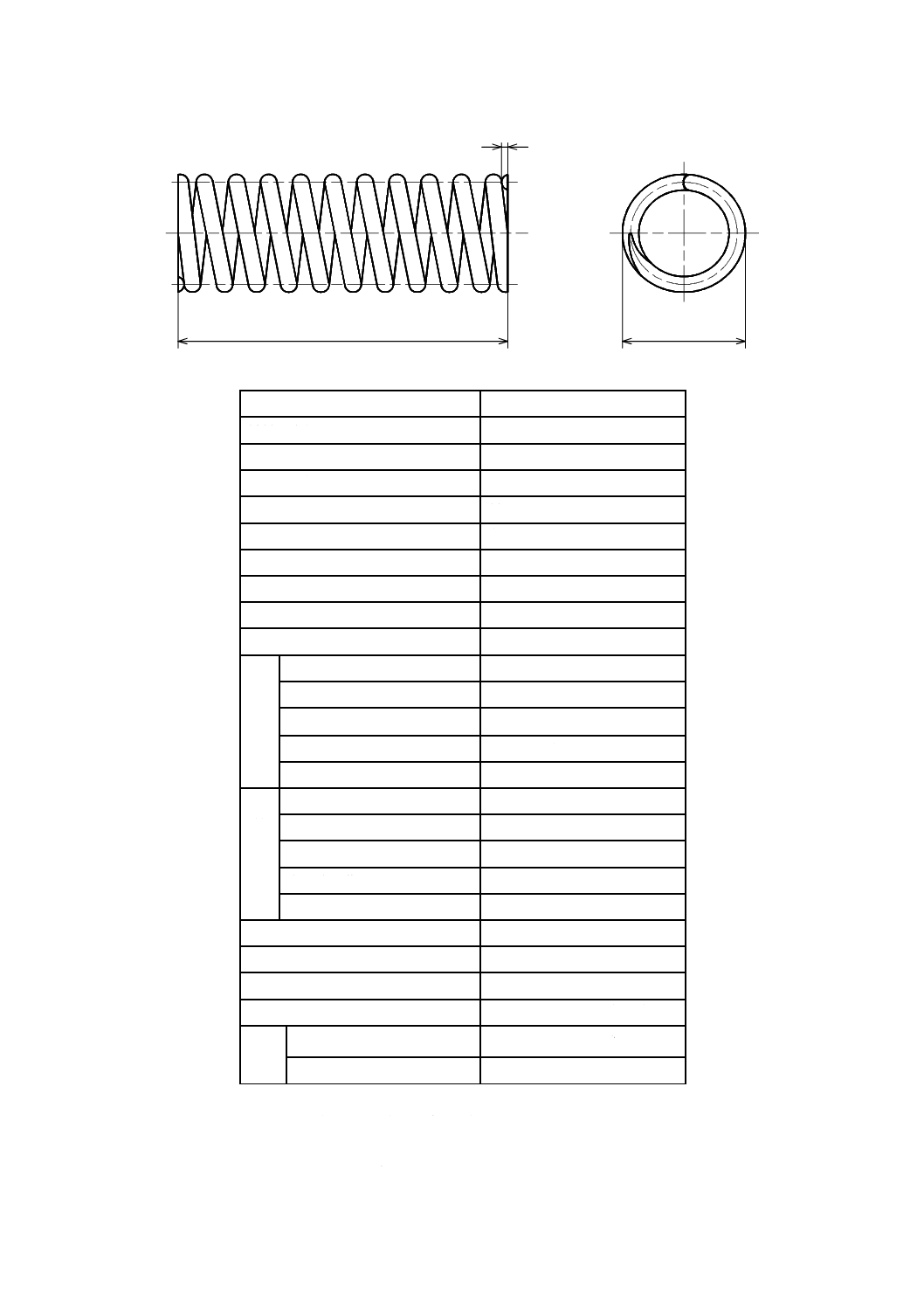
付図 1 圧縮コイルばね(外観図)
(80)
30±0.4
単位mm
B 0004:2007
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要目表
材料
SUP9
材料の直径
mm
9.0
コイル平均径
mm
80
コイル内径
mm
71.0±1.5
総巻数
(6.5)
座巻数
A側:0.75,B側:0.75
有効巻数
5.13
巻方向
右
自由高さ(H)
mm
(238.5)
ばね定数
N/mm
24.5±5 %
指
定
荷重
N
−
荷重時の高さ
mm
−
高さ
mm
152.5
高さ時の荷重
N
2 113±123
応力
N/mm2
687
最
大
圧
縮
荷重
N
−
荷重時の高さ
mm
−
高さ
mm
95.5
高さ時の荷重
N
3 510
応力
N/mm2
1 142
密着高さ
mm
(79.0)
コイル外側面の傾き
mm
11.9以下
硬さ
HBW
388〜461
コイル端部の形状
A側
切放し,ピッチエンド
B側
切放し,ピッチエンド
表面
処理
材料の表面加工
研削
成形後の表面加工
ショットピーニング
防せい処理
黒色粉体塗装
備考1. その他の要目:セッチングを行う。
2. 用途又は使用条件:常温,繰返し荷重
3. 横弾性係数=78 450 N/mm2
4. 1 N/mm2=1 MPa
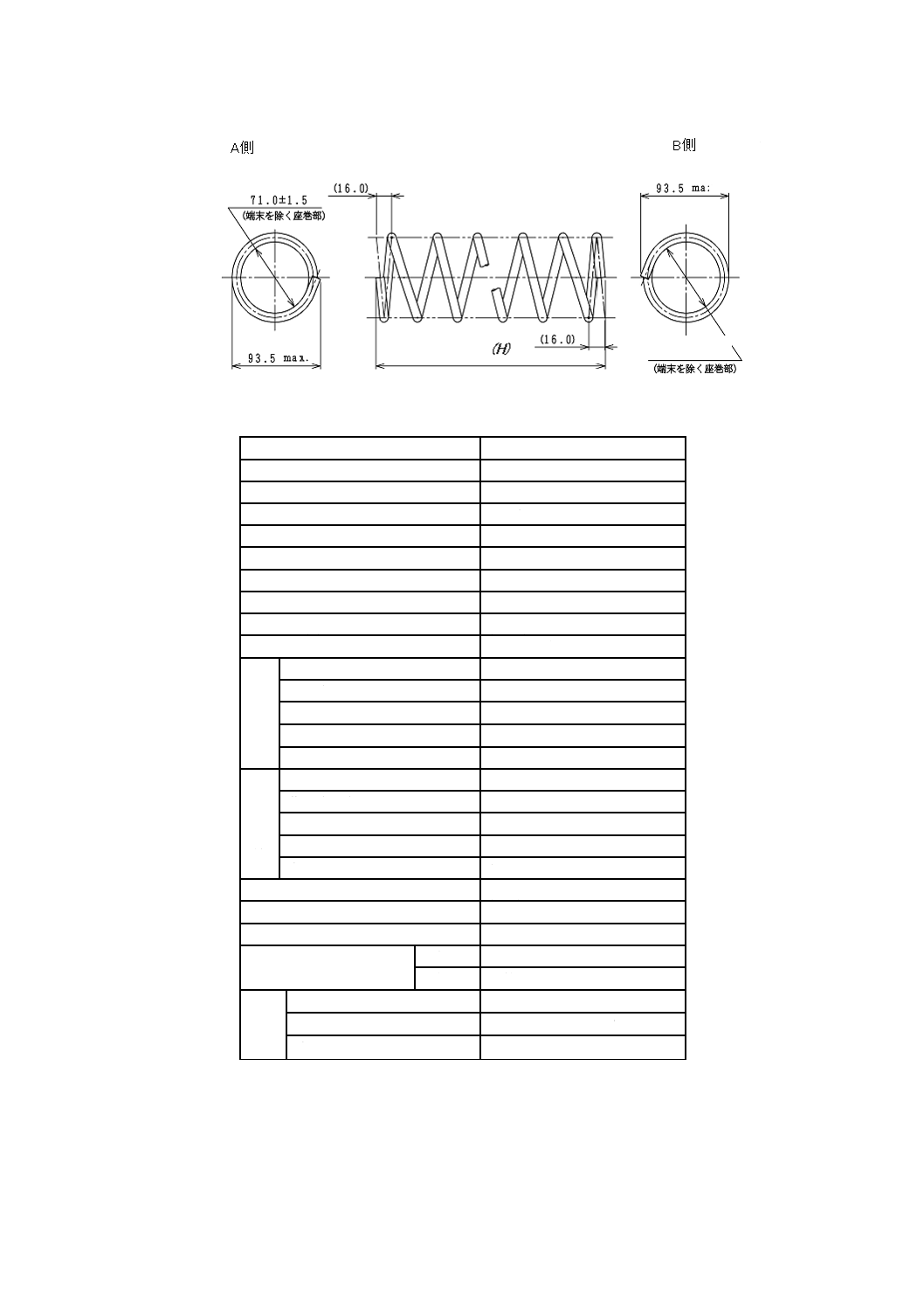
付図 2 圧縮コイルばね
φ71.0±1.5
単位mm
.
.
B 0004:2007
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
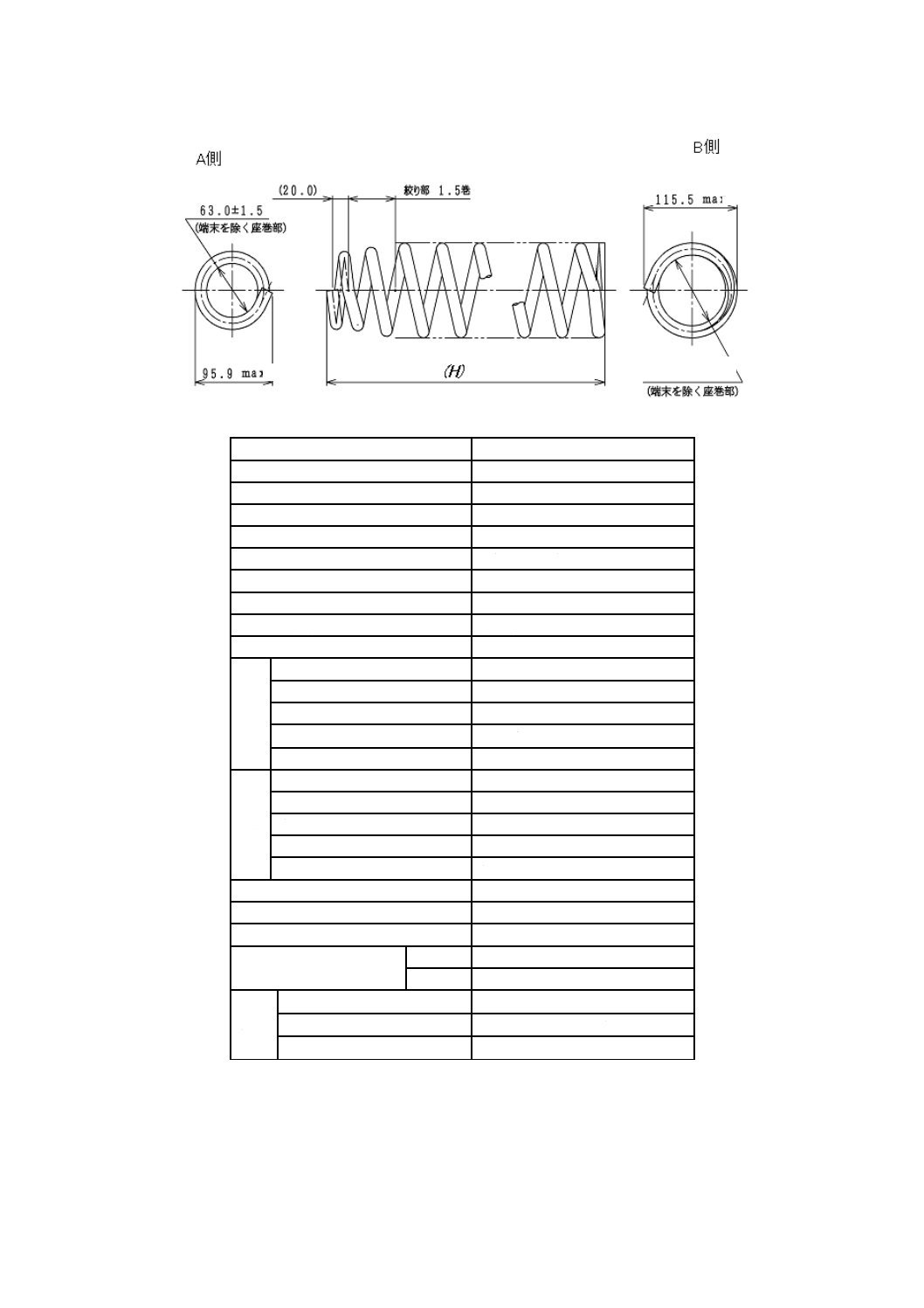
要目表
材料
SUP9
材料の直径
mm
14.2
コイル平均径
mm
77.2−96.8
コイル内径
mm
63.0±1.5(82.6±1.5)
総巻数
(9.0)
座巻数
A側:1,B側:1
有効巻数
7.19(1.50±5.69) 円すい+等径部
巻方向
右
自由高さ(H)
mm
(341.5)
ばね定数
N/mm
64.7±5 %
指
定
荷重
N
−
荷重時の高さ
mm
−
高さ
mm
226.5
高さ時の荷重
N
7 453±324
応力
N/mm2
782
最
大
圧
縮
荷重
N
−
荷重時の高さ
mm
−
高さ
mm
168.5
高さ時の荷重
N
11 206
応力
N/mm2
1 176
密着高さ
mm
(138.0)
コイル外側面の傾き
mm
17.0以下
硬さ
HBW
388〜461
コイル端部の形状
A側
切放し,ピッチエンド
B側
テーパ,ピッチエンド
表面
処理
材料の表面加工
研削
成形後の表面加工
ショットピーニング
防せい処理
黒色粉体塗装
備考1. その他の要目:セッチングを行う。
2. 用途又は使用条件:常温,繰返し荷重
3. 横弾性係数=78 450 N/mm2
4. 1 N/mm2=1 MPa
付図 3 圧縮コイルばね
φ82.6±1.5
単位mm
.
.
B 0004:2007
6
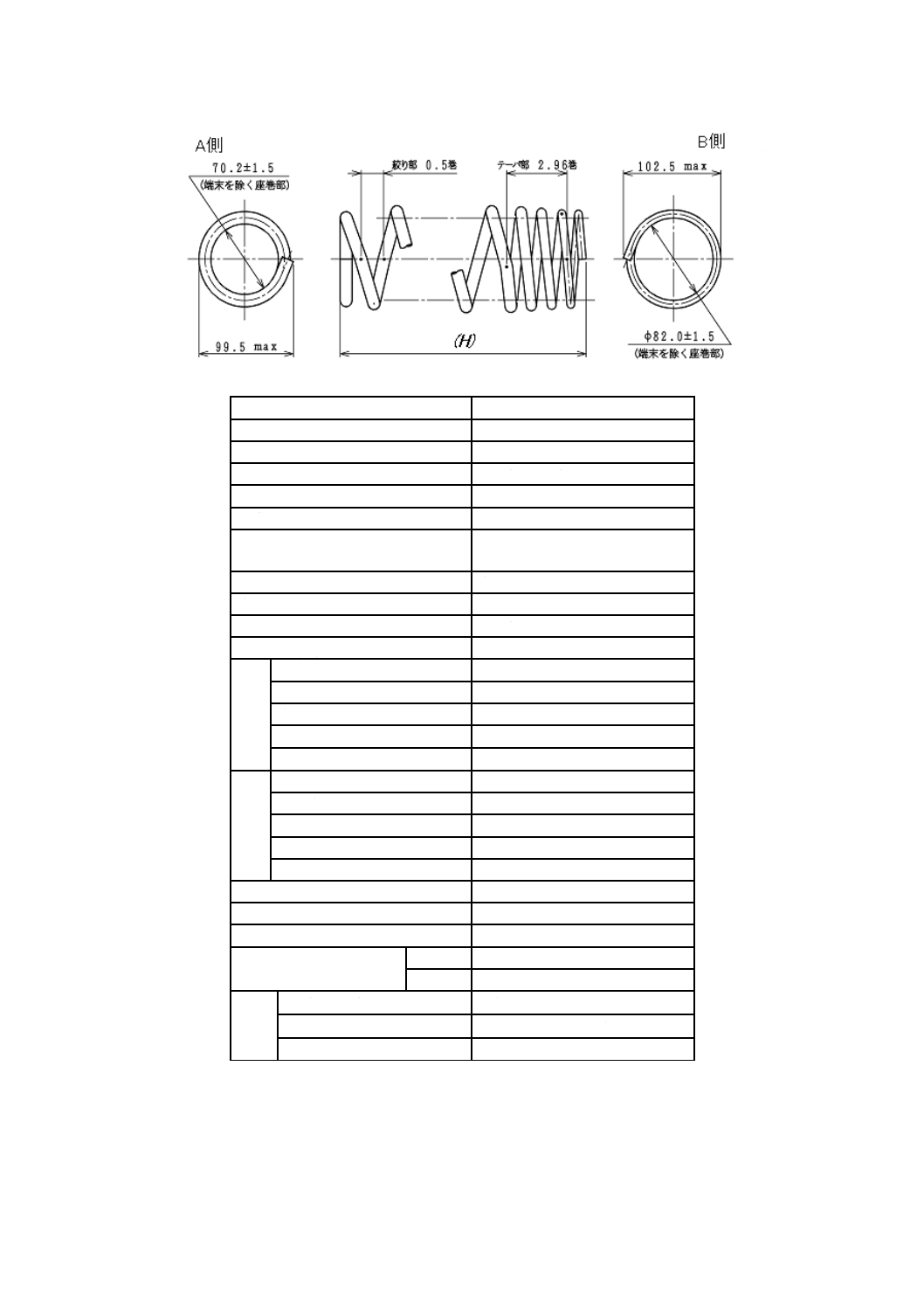
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要目表
材料
SUP9
材料の直径
mm
12.4−12.4−8.0
コイル平均径
mm
82.6−94.4−90.0
コイル内径
mm
70.2±1.5(82±1.5)
総巻数
(8.35)
座巻数
A側:1,B側:1
有効巻数
6.35(0.50+2.89+2.96)
円すい+等径+テーパ部
巻方向
右
自由高さ(H)
mm
(256.0)
ばね定数(K1)
N/mm
27.0±7 %
ばね定数(K2)
N/mm
83.4±10 %
指
定
荷重
N
−
荷重時の高さ
mm
−
高さ
mm
195.0
高さ時の荷重
N
2 370±417
応力
N/mm2
357
最
大
圧
縮
荷重
N
−
荷重時の高さ
mm
−
高さ
mm
144.0
高さ時の荷重
N
6 624
応力
N/mm2
997
密着高さ
mm
(109.0)
コイル外側面の傾き
mm
12.8以下
硬さ
HBW
388〜461
コイル端部の形状
A側
切放し,フラットエンド
B側
切放し,ピッチエンド
表面
処理
材料の表面加工
研削
成形後の表面加工
ショットピーニング
防せい処理
黒色粉体塗装
備考1. その他の要目:セッチングを行う。
2. 用途又は使用条件:常温,繰返し荷重
3. 横弾性係数=78 450 N/mm2
4. 1 N/mm2=1 MPa
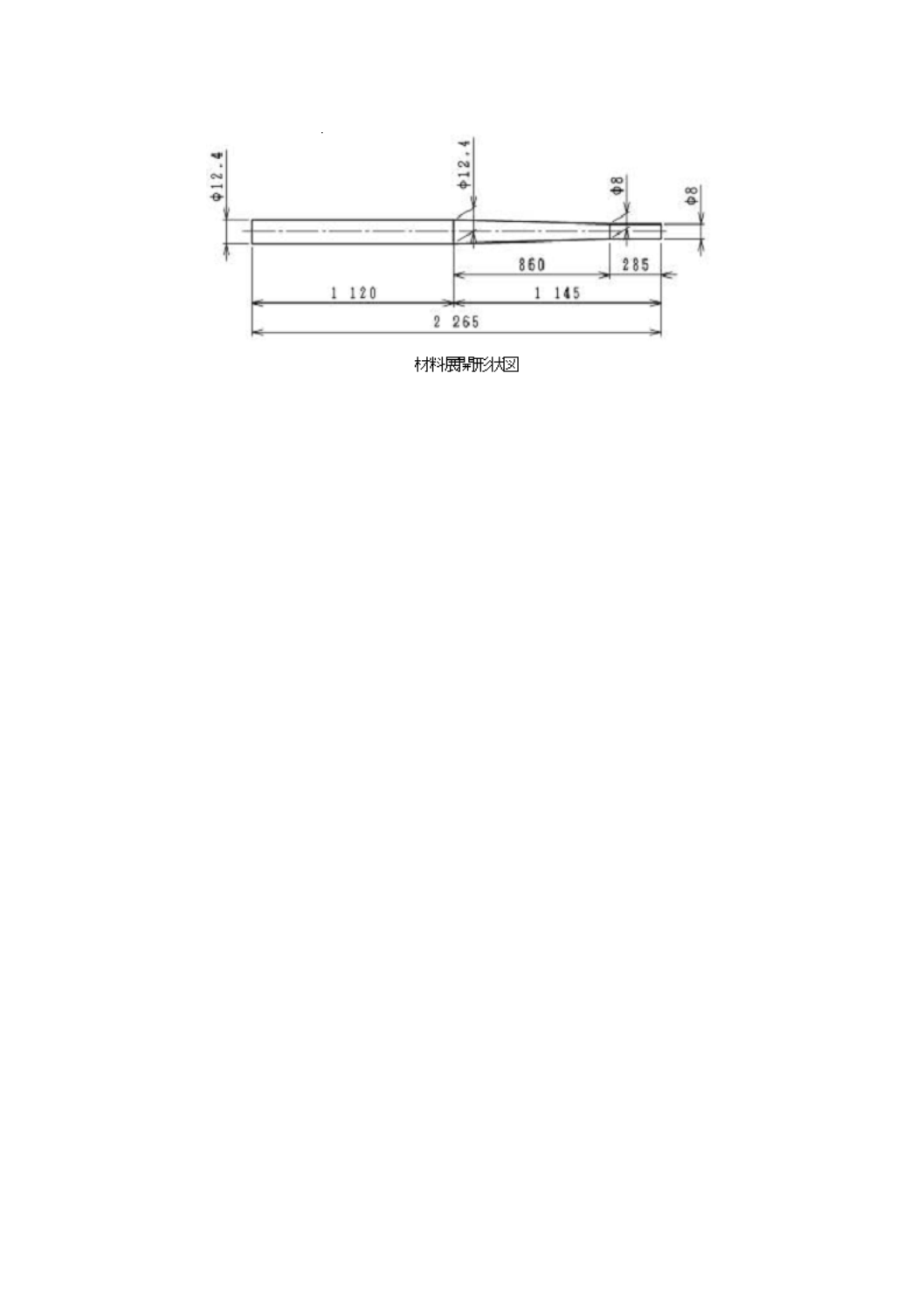
付図 4 圧縮コイルばね
単位mm
B 0004:2007
7
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図 4 圧縮コイルばね(続き)
単位mm
B 0004:2007
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要目表
材料
SUP9
材料の寸法
mm
41.3×26.2
コイル平均径
mm
123.8
コイル外径
mm
165±2
総巻数
7.25±0.25
座巻数
各0.75
有効巻数
5.75
巻方向
右
自由高さ
mm
(235)
ばね定数
N/mm
1 570
指
定
荷重
N
49 000
荷重時の高さ
mm
203±3
高さ
mm
−
高さ時の荷重
N
−
応力
N/mm2
596
最
大
圧
縮
荷重
N
73 500
荷重時の高さ
mm
188
高さ
mm
−
高さ時の荷重
N
−
応力
N/mm2
894
密着高さ
mm
(177)
硬さ
HBW
388〜461
コイル端部の形状
クローズドエンド(テーパ後研削)
表
面
処
理
材料の表面加工
研削
成形後の表面加工
ショットピーニング
防せい処理
黒色エナメル塗装
備考1. その他の要目:セッチングを行う。
2. 用途又は使用条件:常温,繰返し荷重
3. 1 N/mm2=1 MPa
付図 5 圧縮コイルばね(断面図)
26.2
6.5
φ
1
6
5±
2
(235)
(φ
82
.4
)
4
1
.3
単位mm
B 0004:2007
9
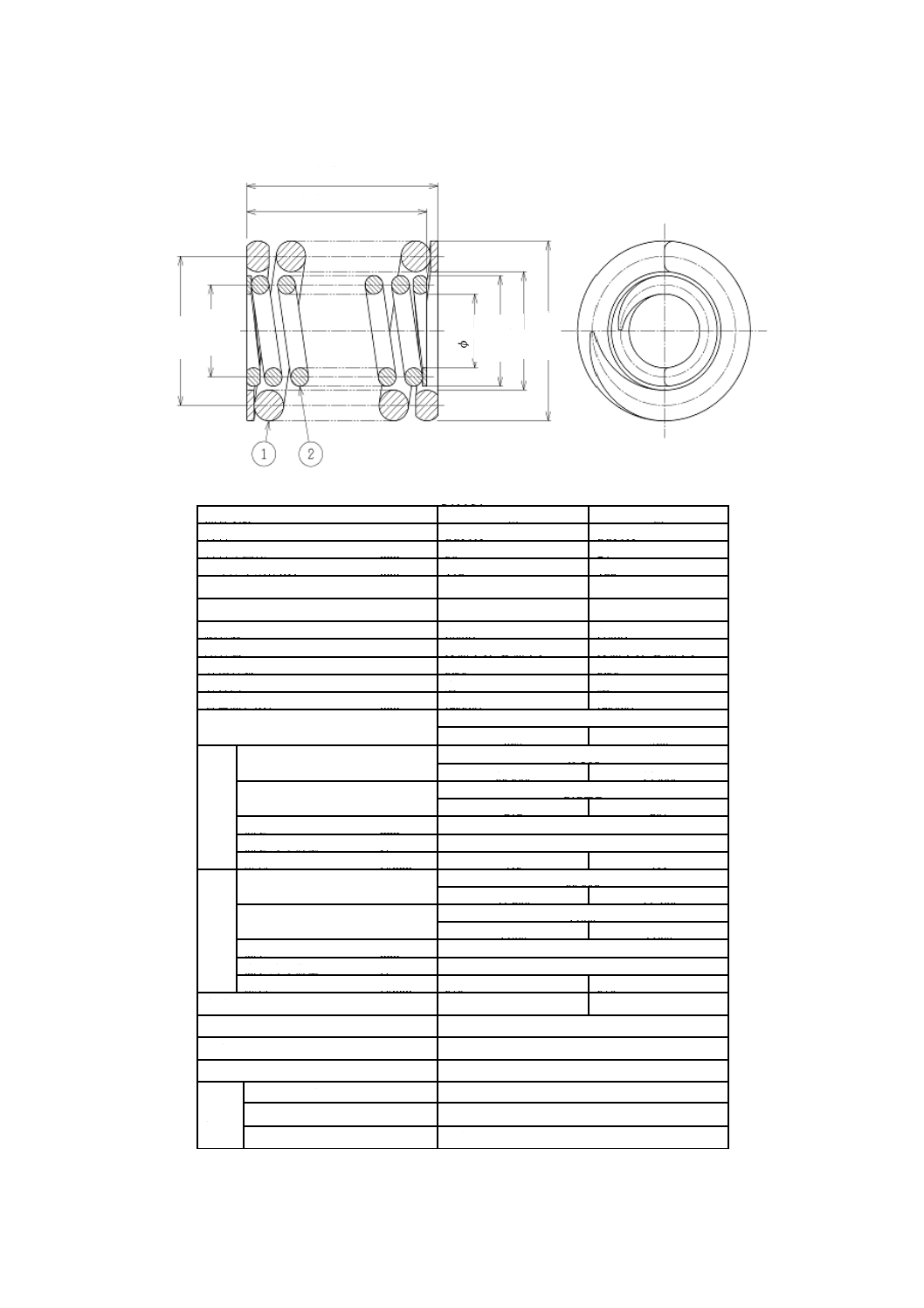
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要目表
照合No.
①
②
材料
SUP9A
SUP9A
材料の直径
mm
38
24
コイル平均径(D)
mm
192
122
コイル内径(Di)
mm
2
1
154+−
98
コイル外径(Do)
mm
230
1
2
146+−
総巻数
(5.50)
(7.50)
座巻数
A側:1,B側:1
A側:1,B側:1
有効巻数
3.50
5.50
巻方向
右
左
自由高さ(H)
mm
(255.0)
(250.0)
ばね定数
N/mm
1 151
825
326
指
定
荷重
N
49 500
35 500
14 000
荷重時の高さ
mm
212±2
212
207
高さ
mm
−
高さ時の荷重
N
−
応力
N/mm2
413
411
最
大
圧
縮
荷重
N
68 600
49 200
19 400
荷重時の高さ
mm
195.5
195.5
190.5
高さ
mm
−
高さ時の荷重
N
−
応力
N/mm2
573
570
密着高さ
mm
(190.0)
(185.0)
コイル外側面の傾き
mm
5.0以下
硬さ
HBW
388〜461
コイル端部の形状
テーパエンド
表面
処理
材料の表面加工
研削
成形後の表面加工
ショットピーニング
防せい処理
黒色塗装
(H1)
(H2)
φ
D
1
φ
D
2
φ
D
i2
φ
D
o
2
φ
D
i1
φ
D
o
1
付図 6 圧縮コイルばね(断面図)
単位mm
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0004:2007
10
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. その他の要目:セッチングを行う。
2. 用途又は使用条件:常温,繰返し荷重
3. 荷重試験は,②に5 mmのライナを入れて行う。
4. 1 N/mm2=1 MPa
付図 6 圧縮コイルばね(続き)
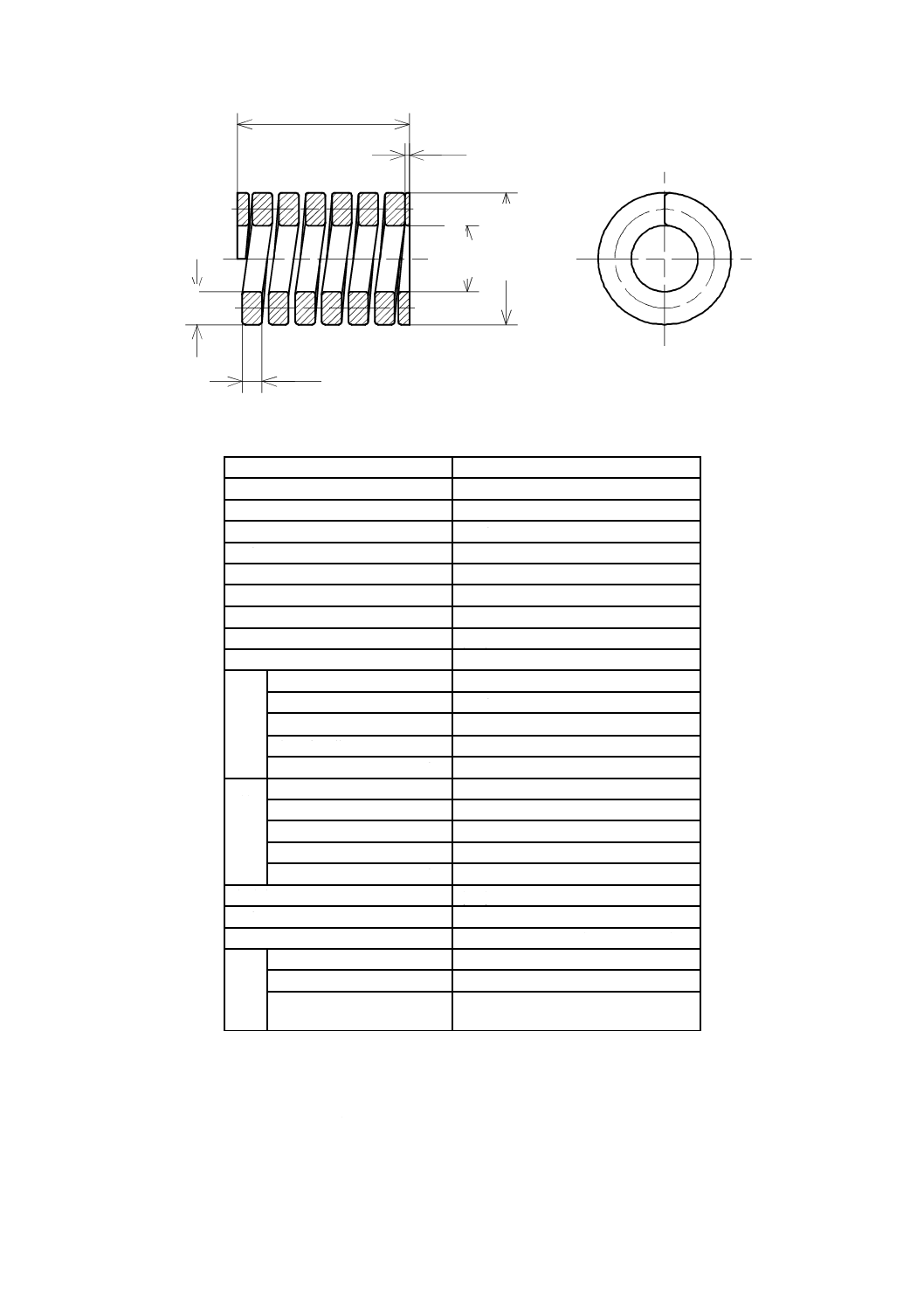
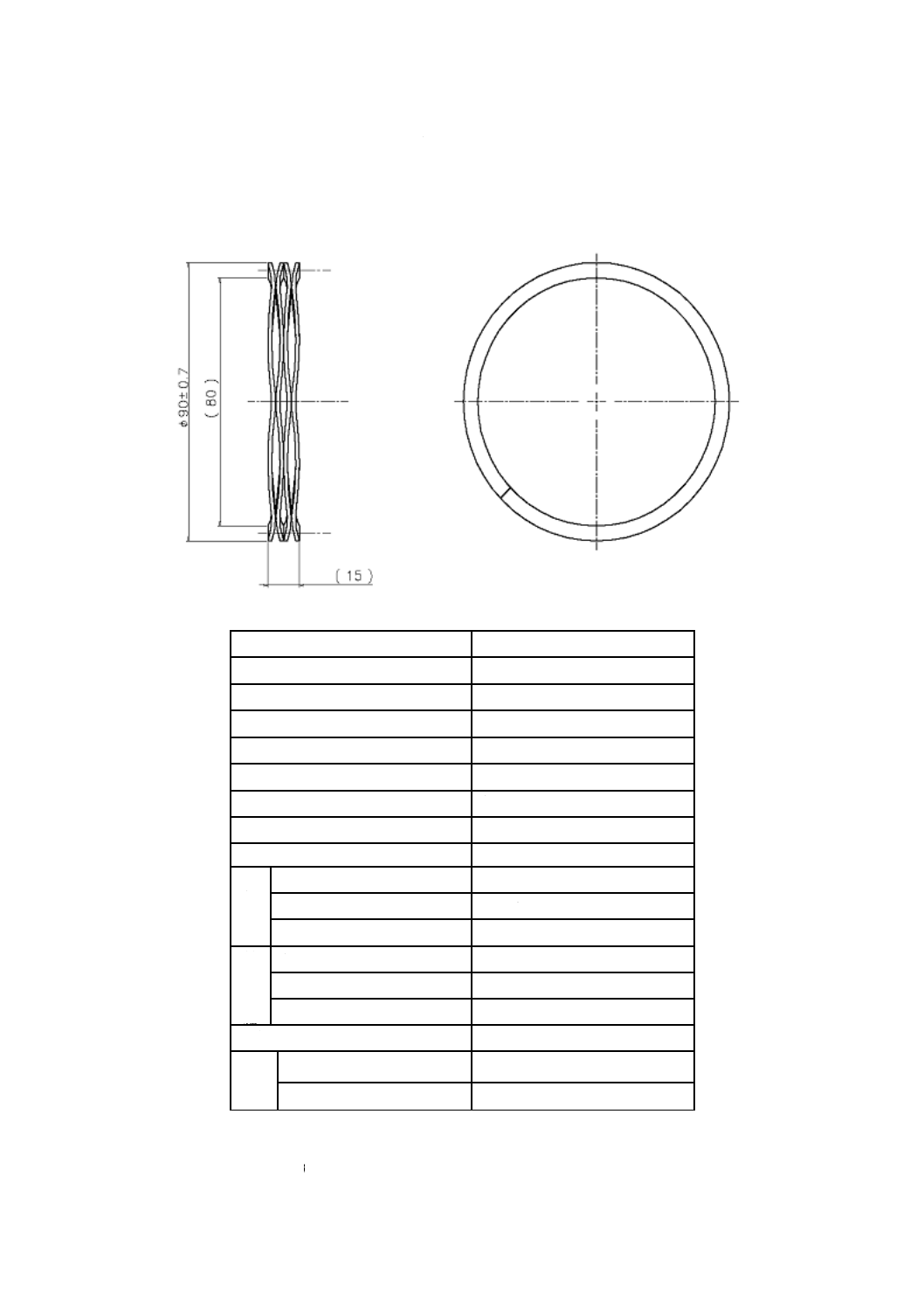
要目表
材料
SWC
板厚
mm
1.5
板幅
mm
5
外径
mm
90±0.7
内径
mm
(80)
高さ
(15)
巻方向
右
有効巻数
4
山数
5.5
指
定
高さ
mm
10
荷重
N
208.8±31.3
応力
N/mm2
744.5
最
大
圧
縮
高さ
mm
7.5
荷重
N
(313.2)
応力
N/mm2
(1 116.7)
硬さ
HV
400〜500
表面
処理
成形後の表面加工
−
防せい処理
防せい油塗布
備考 1 N/mm2=1 MPa
付図 7 圧縮コイルばね(コイルドウェーブスプリング)
単位mm
B 0004:2007
11
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
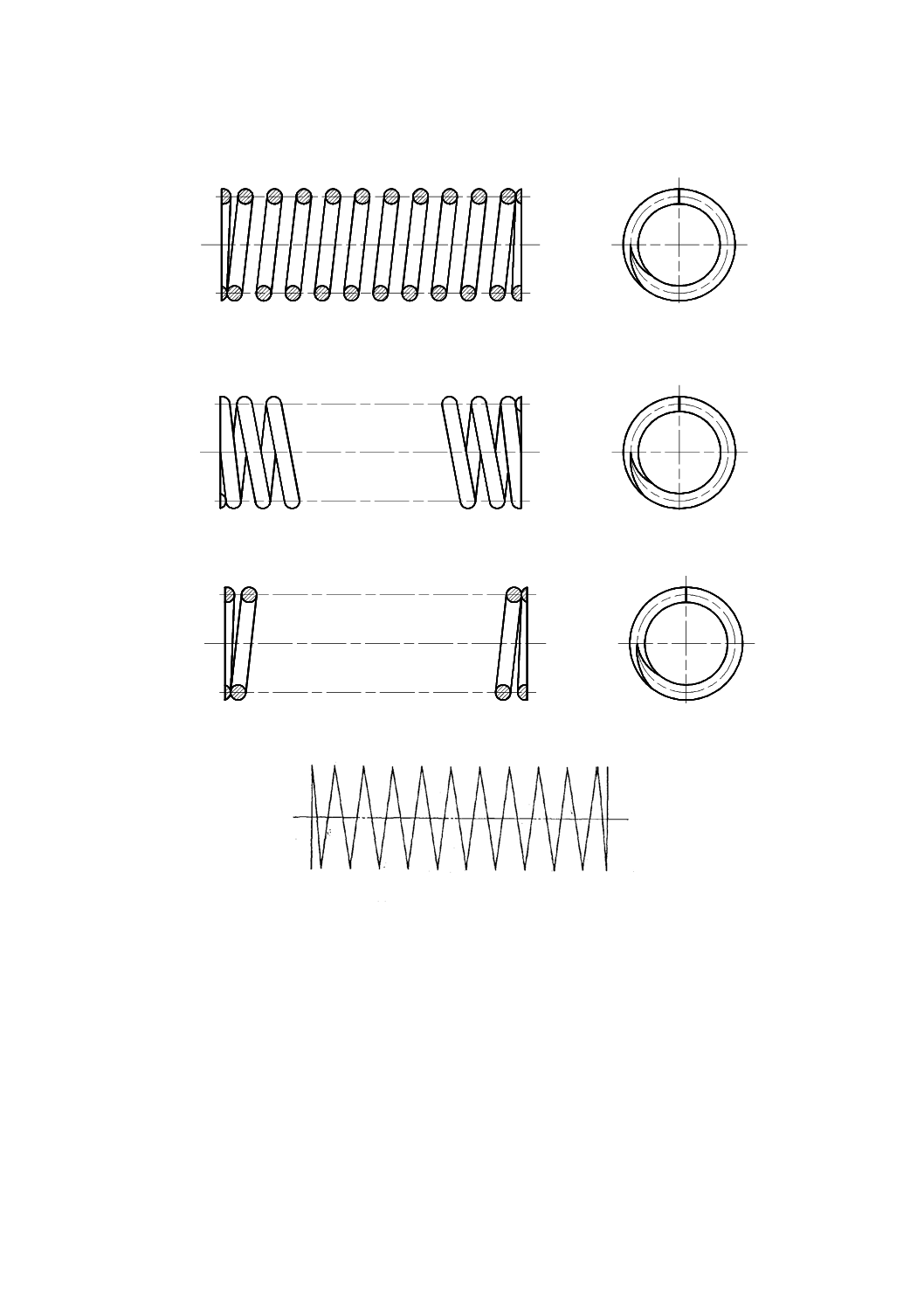
付図 8 圧縮コイルばね(断面図)
付図 9 圧縮コイルばね(付図1の一部省略図)
付図 10 圧縮コイルばね(付図9の断面図)
付図 11 圧縮コイルばね(簡略図)
B 0004:2007
12
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
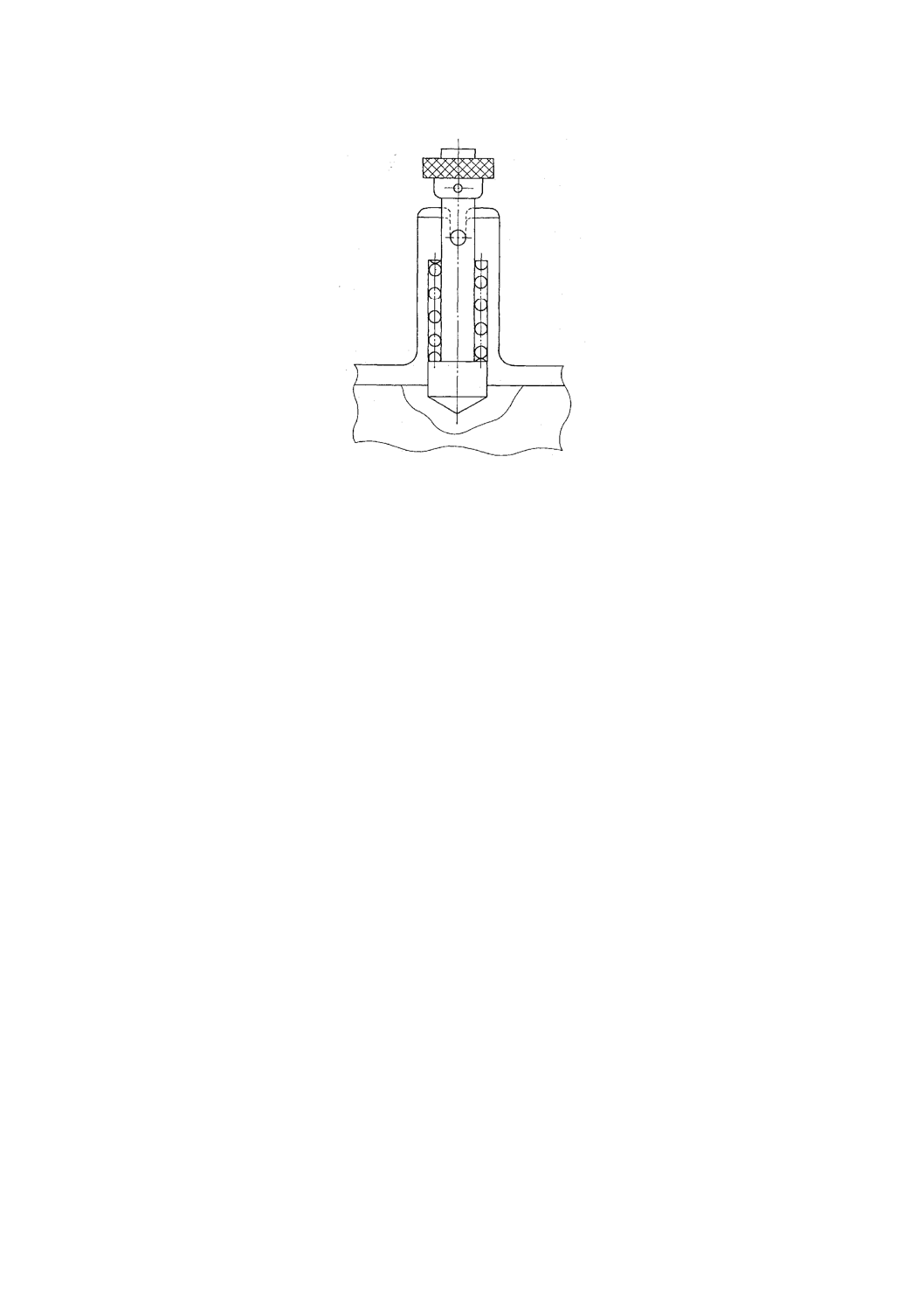
付図 12 組立図中の圧縮コイルばね簡略図
B 0004:2007
13
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
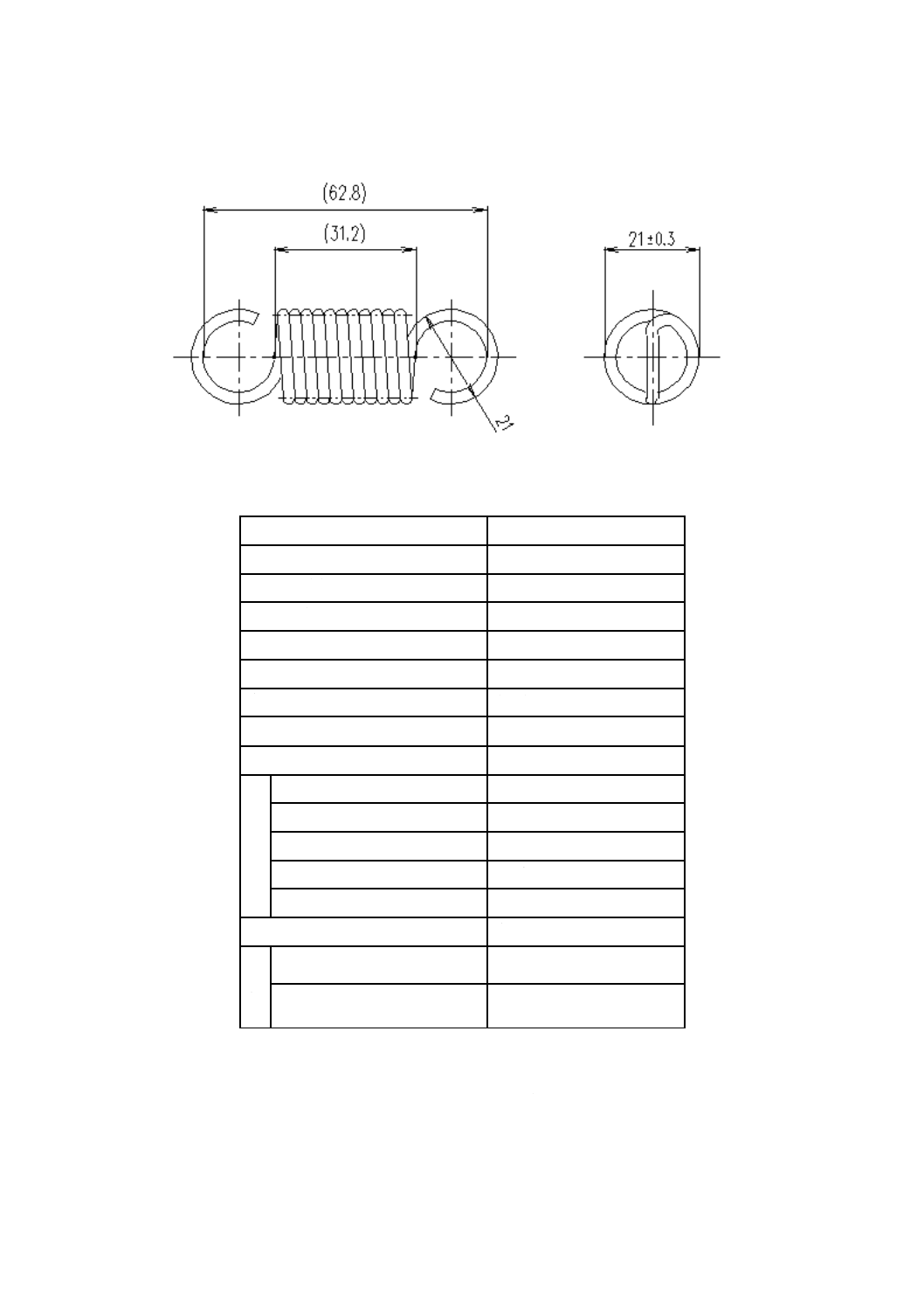
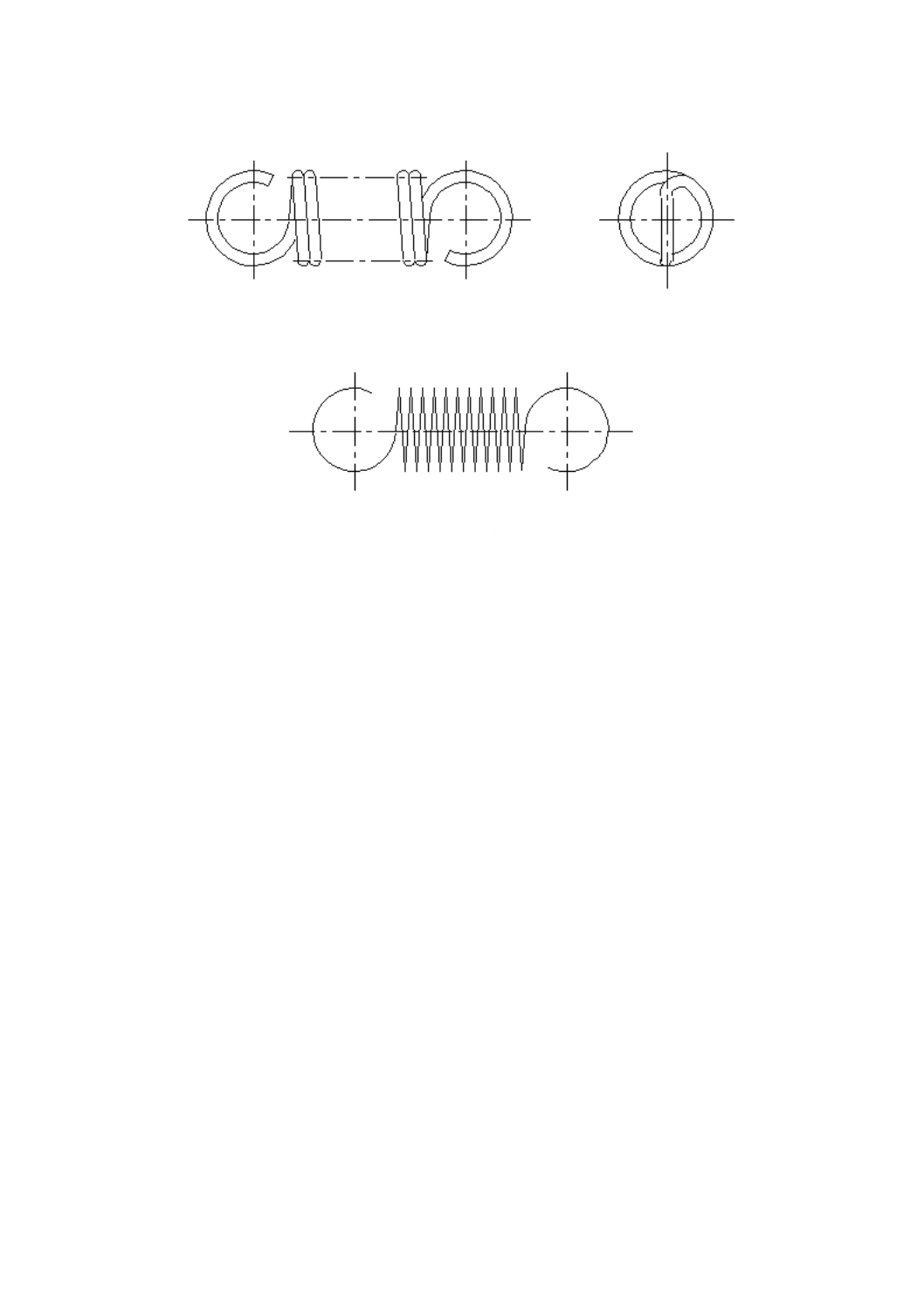
要目表
材料
SW-C
材料の直径
mm
2.6
コイル平均径
mm
18.4
コイル外径
mm
21±0.3
総巻数
11.5
巻方向
右
自由長さ
mm
(62.8)
ばね定数
N/mm
6.26
初張力
N
(26.8)
指
定
荷重
N
−
荷重時の長さ
mm
−
長さ
mm
86
長さ時の荷重
N
172±10 %
応力
N/mm2
555
フック形状
丸フック
表
面
処
理
成形後の表面加工
−
防せい処理
防せい油塗布
備考1. 用途又は使用条件:屋内,常温
2. 1 N/mm2=1 MPa
付図 13 引張コイルばね
単位mm
B 0004:2007
14
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図 14 引張コイルばね(一部省略図)
付図 15 引張コイルばね(簡略図)
B 0004:2007
15
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
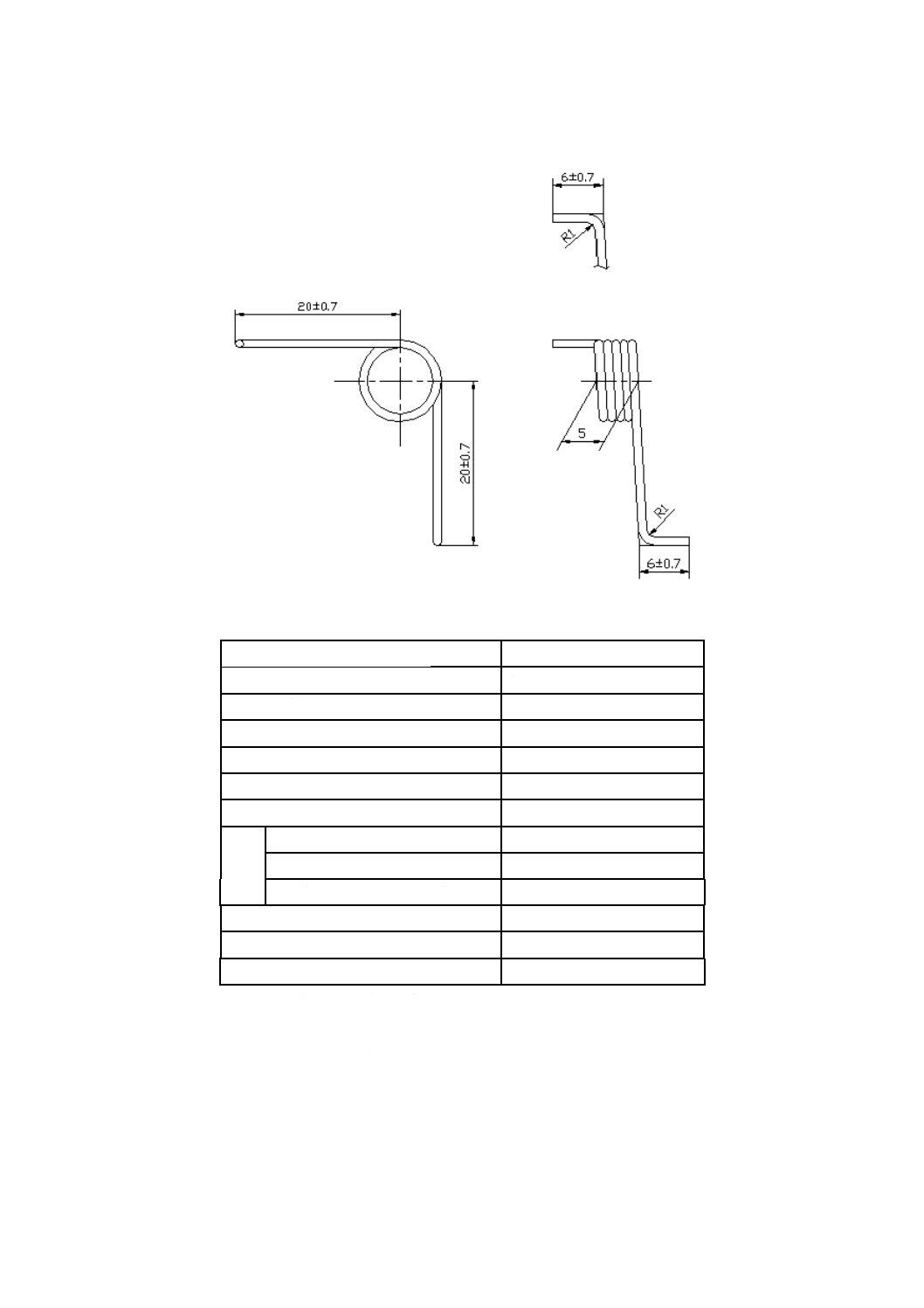
要目表
材料
SUS304-WPB
材料の直径
mm
1
コイル平均径
mm
9
コイル内径
mm
8±0.3
総巻数
4.25
巻方向
右
自由角度
度
90±15
指
定
ねじれ角
度
−
ねじれ角時のトルク
N・mm
−
(参考)計画ねじれ角
度
−
案内棒の直径
mm
6.8
使用最大トルク時の応力
N/mm2
−
表面処理
−
備考1. 用途又は使用条件:常温,繰返し荷重
2. 1 N/mm2=1 MPa
付図 16 ねじりコイルばね
単位mm
B 0004:2007
16
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
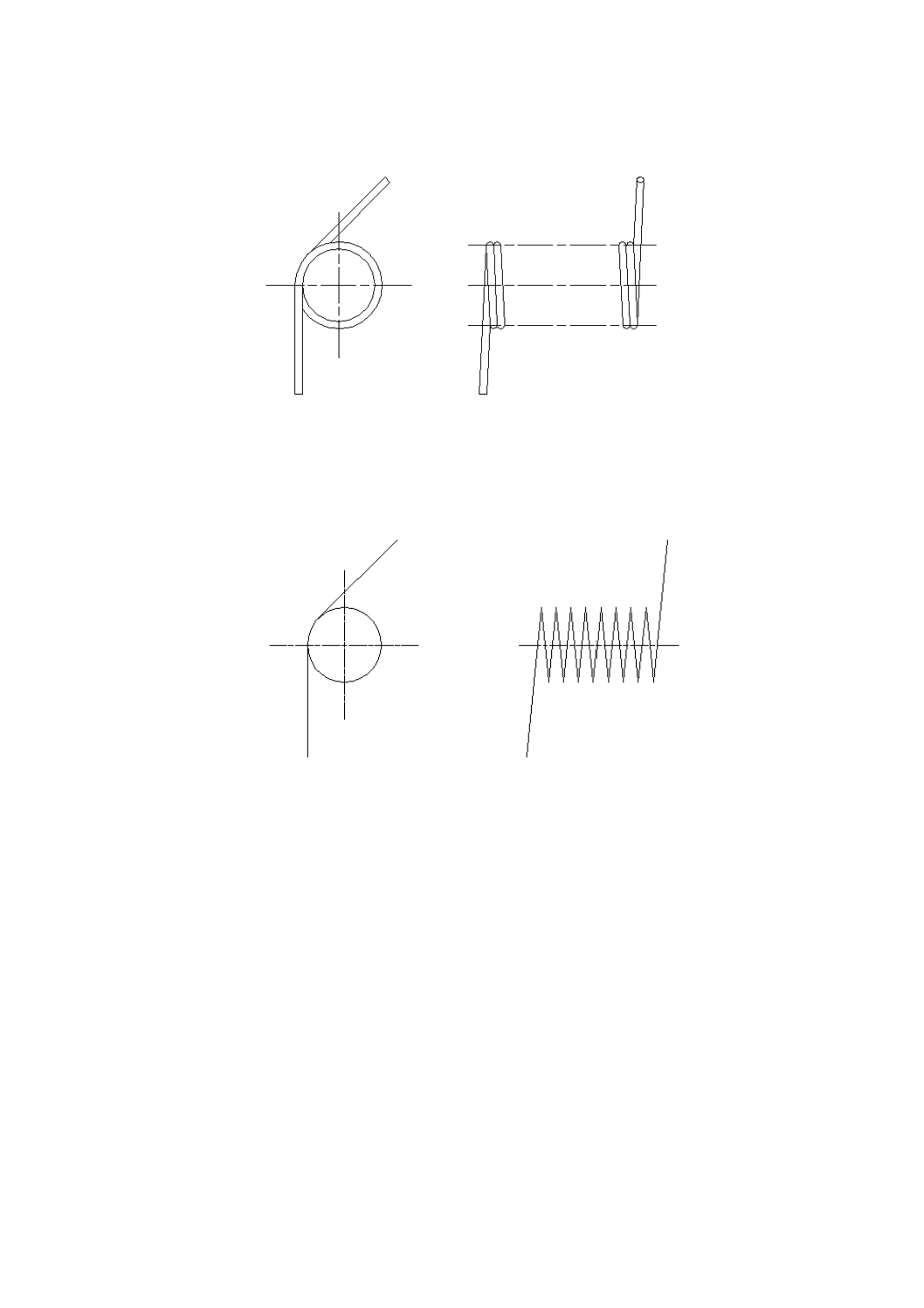
付図 17 ねじりコイルばね(一部省略図)
付図 18 ねじりコイルばね(簡略図)
B 0004:2007
17
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
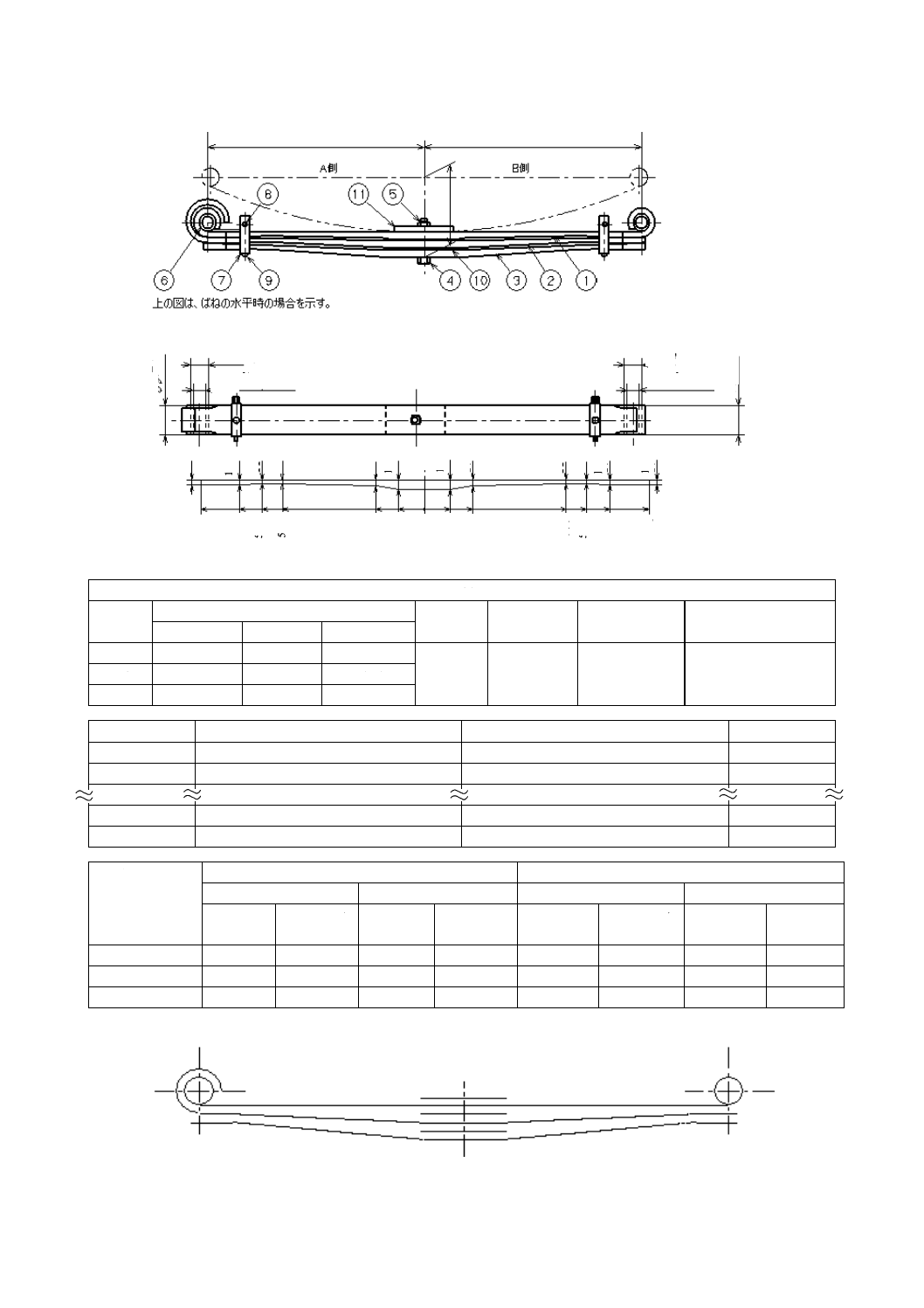
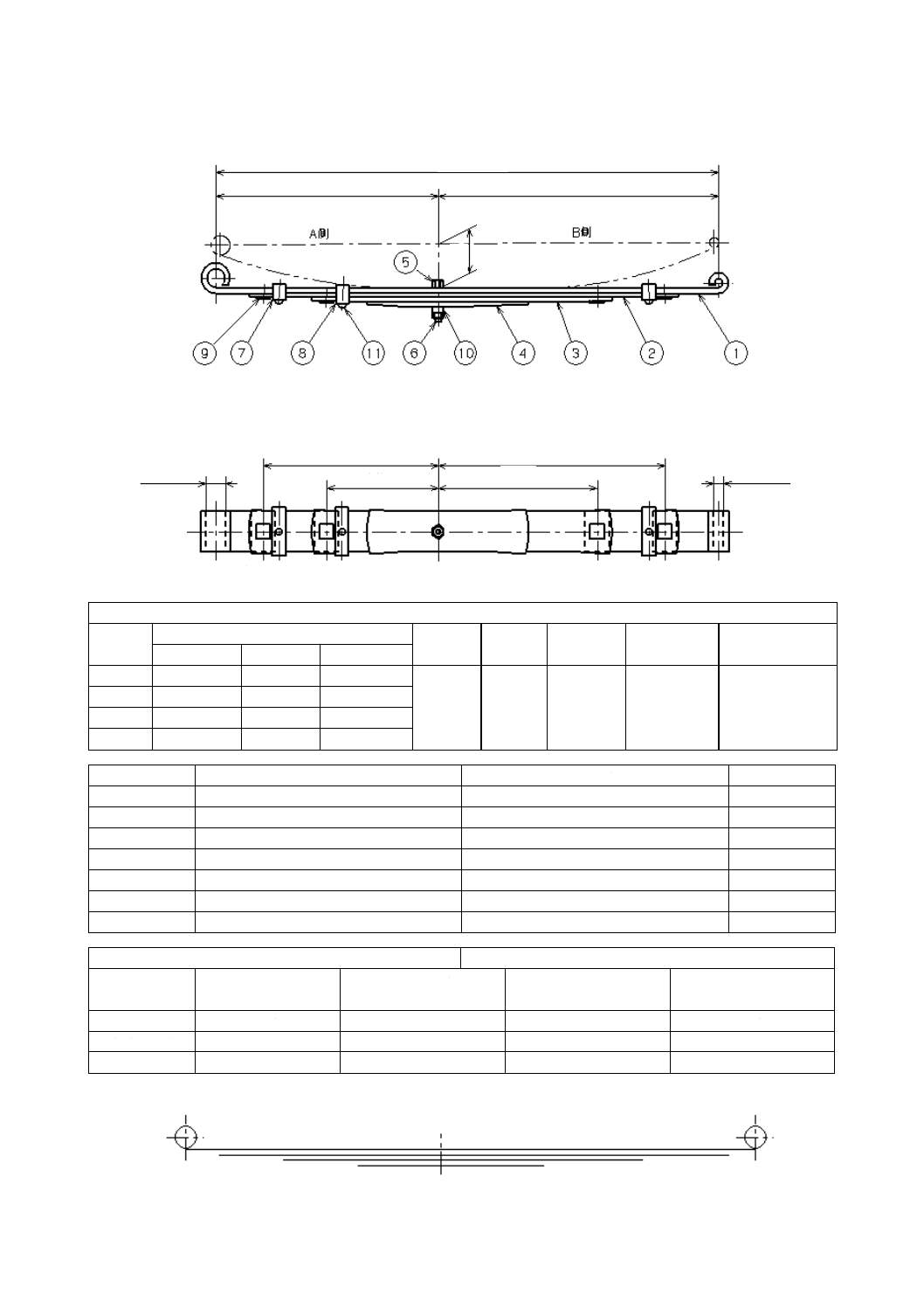
展開形状図
要目表
ばね板(JIS G 4801 Bタイプ断面)
番号
展開長さmm
板幅
mm
材料
硬さ
HBW
表面処理
LA(A側)
LB(B側)
計
1
916
916
1 832
90
SUP9A
388〜461
ショットピーニング
後ジンクリッチペイ
ント塗布
2
950
765
1 715
3
765
765
1 530
番号
部品番号
名称
個数
4
センタボルト
1
5
ナット,センタボルト
1
10
インタリーフ
3
11
スペーサ
1
項目
単体時
取付時(Uボルトピッチ 110 mm)
ばね定数 N/mm
250
ばね定数 N/mm
265
荷重
N
高さH
mm
スパン
mm
応力
N/mm2
荷重
N
高さH
mm
スパン
mm
応力
N/mm2
無荷重時
0
180
−
0
0
175
−
0
指定荷重時
22 000
92±6
1 498
535
22 000
92
1 498
535
試験荷重時
37 010
32
−
900
37 010
35
−
900
付図 19 テーパリーフスプリング
750±2.5
750
H
φ38
φ30
+0.08
0
8
9
φ38
φ30
+0.08
0
8
9
0
−
0
.5
1
3
1
3
11
11
1
7
1
9
1
9
1
7
11
11
1
3
1
3
L
A
6
3
0
5
8
0
5
3
0
11
0
8
0
0
8
0
11
0
5
3
0
5
8
0
6
3
0
L
B
単位mm
0
−
0
.5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0004:2007
18
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図 20 テーパリーフスプリング(簡略図)
この図は,ばね水平時の場合を示す。
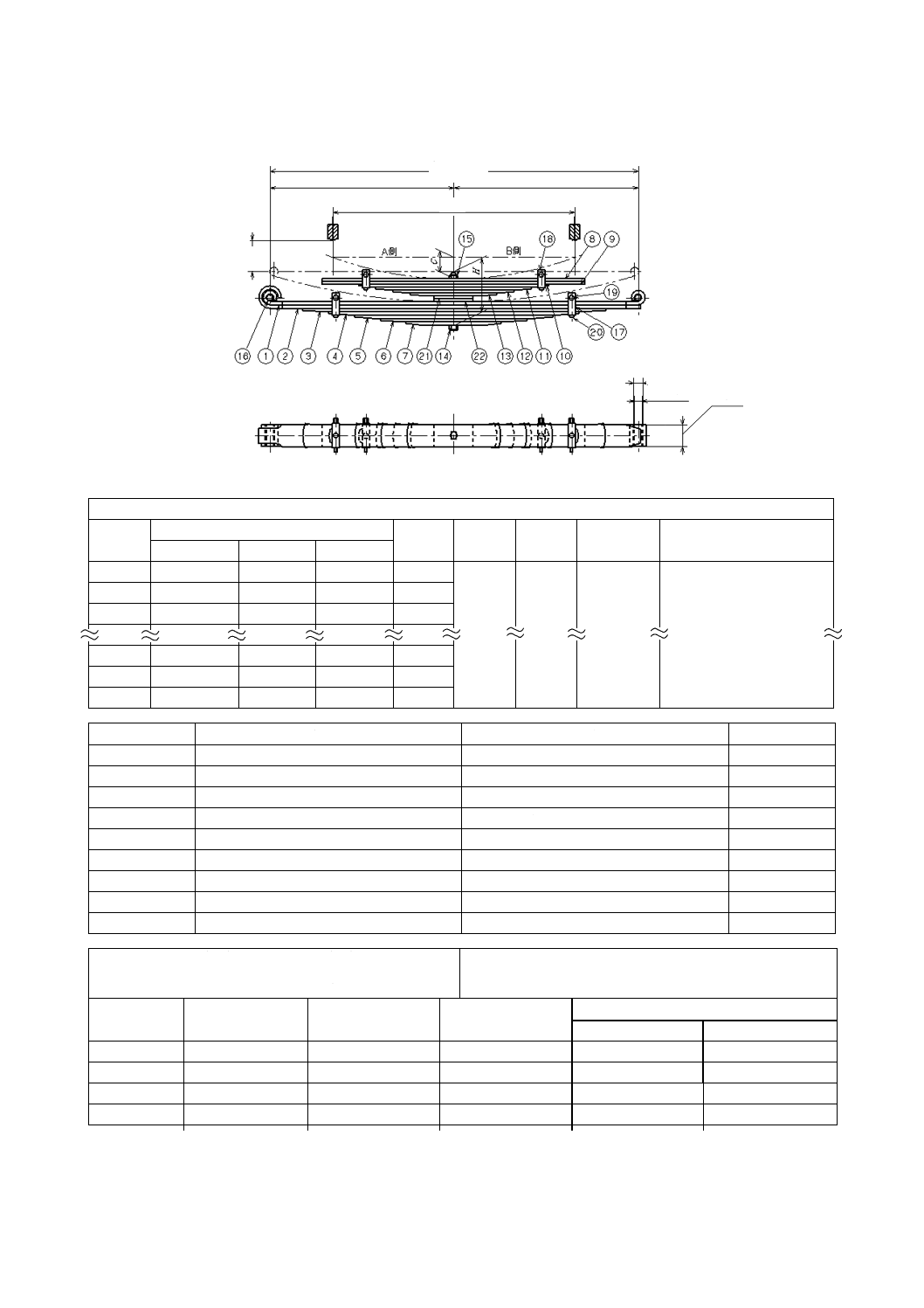
要目表
ばね板(JIS G 4801 Bタイプ断面)
番号
展開長さmm
板厚
mm
板幅
mm
材料
硬さ
HBW
表面処理
A側
B側
計
1
676
748
1 424
6
60
SUP6
388〜461
ショットピー
ニング後ジン
クリッチペイ
ント塗布
2
430
550
980
3
310
390
700
4
160
205
365
番号
部品番号
名称
個数
5
センタボルト
1
6
ナット,センタボルト
1
7
クリップ
2
8
クリップ
1
9
ライナ
4
10
ディスタンスピース
1
11
リベット
3
ばね定数N/mm
1 556
荷重
N
反りC
mm
スパン
mm
応力
N/mm2
無荷重時
0
112
−
0
指定荷重時
2 300
6±5
1 152
451
試験荷重時
5 100
−
−
1 000
付図 21 重ね板ばね
1 150±3.5
500±2.0
650
C
φ50±0.5
400
260
360
520
φ24±0.5
単位mm
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0004:2007
19
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図 22 重ね板ばね(簡略図)
この図は,ばね水平時の場合を示す。
要目表
ばね板(JIS G 4801 Bタイプ断面)
番号
展開長さmm
板厚
mm
板幅
mm
材料
硬さ
HBW
表面処理
A側
B側
計
1
787
787
1 574
11
90
SUP9
388〜461
ショットピーニング後ジ
ンクリッチペイント塗布
2
820
655
1 475
11
3
545
545
1 090
11
11
350
350
700
12
12
250
250
500
12
13
145
145
290
11
番号
部品番号
名称
個数
14
センタボルト
1
15
ナット,センタボルト
1
16
ブシュ
2
17
クリップ
2
18
クリップ
2
19
クリップボルト
4
20
リベット
4
21
スペーサ
1
22
スペーサ
1
ばね定数 N/mm 親ばね
子ばね
合計
187
642
829
荷重
N
親ばね
高さH mm
子ばね
反りC mm
応力N/mm2
親ばね
子ばね
無荷重時
0
112
47
0
0
指定荷重時
5 520
83
47
188
0
交会点
7 100
75
47
242
0
試験荷重時
56 570
15
−13
623
885
備考1. 完成塗装:黒色塗装
2. 1 N/mm2=1 MPa
1 300±4.5
650±2.5
650
900
φ31
φ25 +0.08
0
3
.5
単位mm
69 0
-0.5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0004:2007
20
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
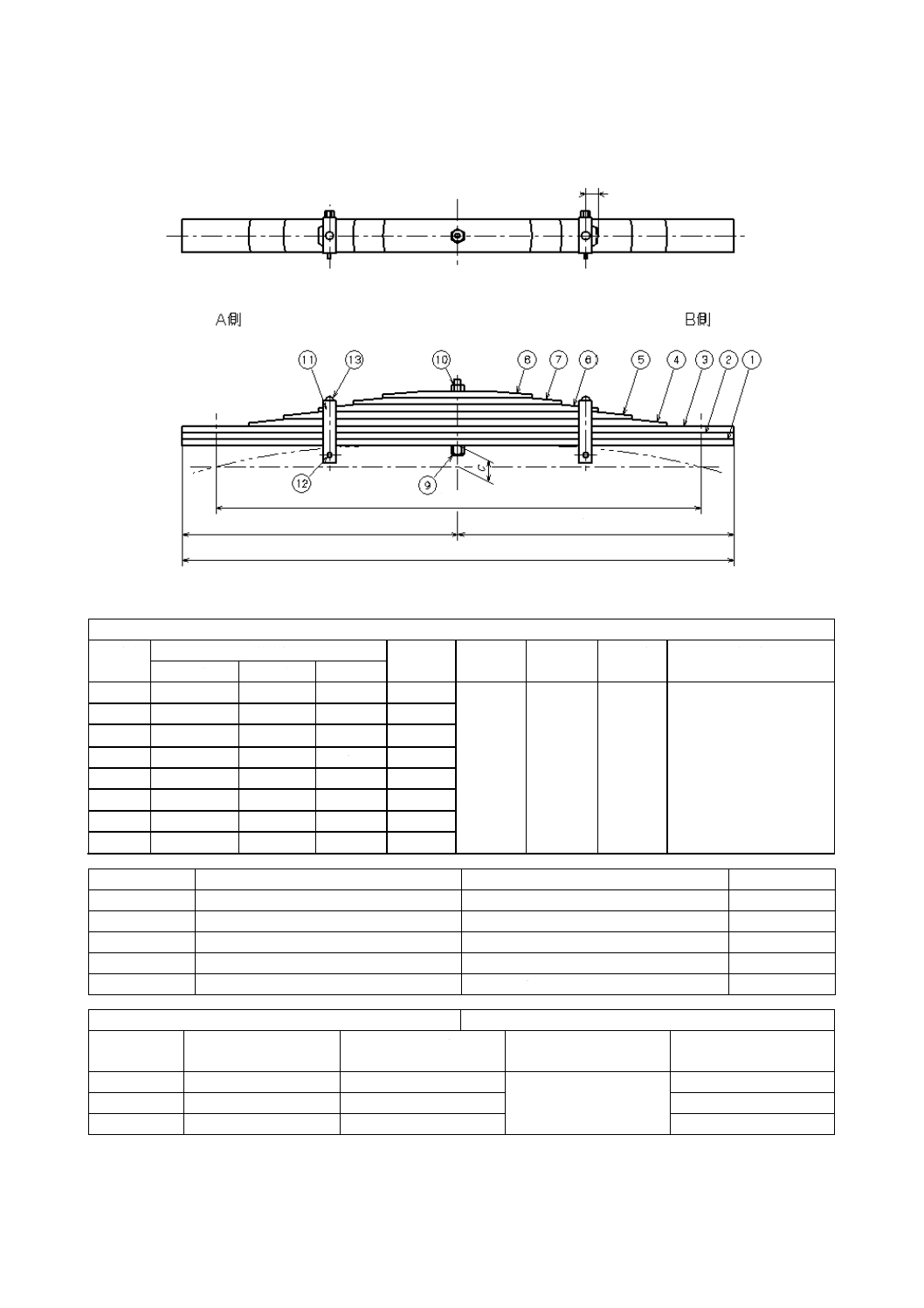
付図 23 親子ばね
この図は,ばね水平時の場合を示す。
要目表
ばね板(JIS G 4801 Bタイプ断面)
番号
展開長さmm
板厚
mm
板幅
mm
材料
硬さ
HBW
表面処理
A側
B側
計
1
675
675
1 350
16
90
SUP9A
388〜
461
ショットピーニング後
ジンクリッチペイント
塗布
2
675
675
1 350
16
3
675
675
1 350
16
4
510
510
1 020
19
5
430
430
860
19
6
350
350
700
19
7
270
270
540
19
8
190
190
380
19
番号
部品番号
名称
個数
9
センタボルト
1
10
ナット,センタボルト
1
11
クリップ
2
12
クリップボルト
2
13
リベット
2
ばね定数 N/mm
1 556
荷重
N
反りC
mm
スパン
mm
応力
N/mm2
無荷重時
0
38
1 200
0
指定荷重時
59 140
0
463
試験荷重時
114 900
−36
900
備考1. 完成塗装:黒色塗装
2. 1 N/mm2=1 MPa
30
1 200
1 350
675
675
単位mm
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0004:2007
21
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
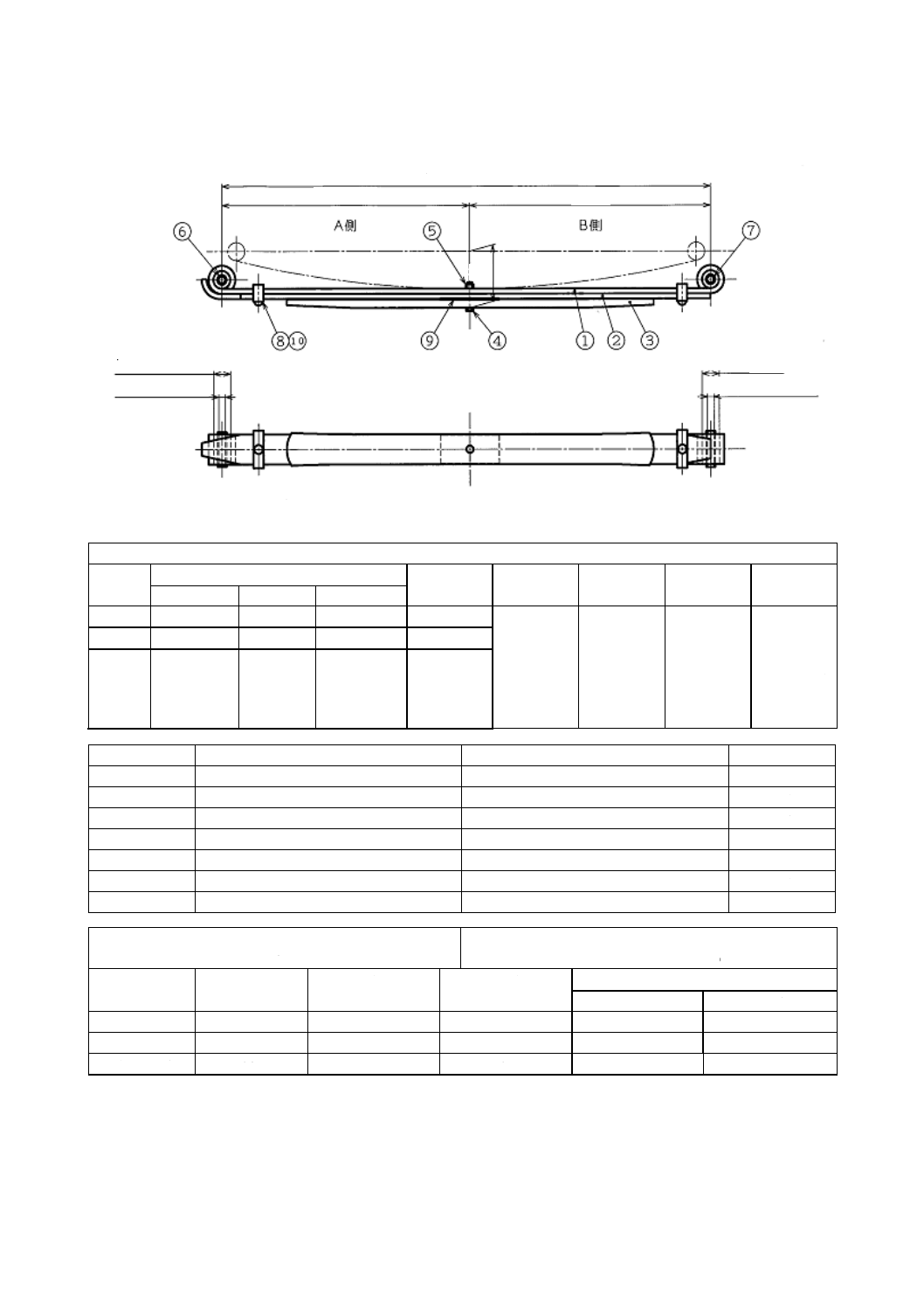
付図 24 両スライドタイプ重ね板ばね
この図は,ばね水平時の場合を示す。
要目表
ばね板(JIS G 4801 Bタイプ断面)
番号
展開長さmm
板厚
mm
板幅
mm
材料
硬さ
HBW
表面処理
A側
B側
計
1
780
760
1 540
12
70
SUP9A
388〜461
ショット
ピーニン
グ後ジン
クリッチ
ペイント
塗布
2
677
590
1 267
12
3
450
450
900
20
番号
部品番号
名称
個数
4
センタボルト
1
5
ナット,センタボルト
1
6
ブシュ
1
7
ブシュ
1
8
クリップ
2
9
センタスペーサ
1
10
リベット
2
ばね定数
N/mm
0〜3 970 N間 115
17 340 N〜 399
荷重
N
反りC
mm
スパン
mm
応力N/mm2
親ばね
子ばね
無荷重時
0
87
1 195
0
0
指定荷重時
2 410
66.0±5.5
1 200
215
0
試験荷重時
24 900
−16.5
1 200
853
985
備考1. 完成塗装:黒色塗装
2. 1 N/mm2=1 MPa
付図 25 プログレッシブ重ね板ばね
1 200±3.5
610±2
590
φ42 +0.1
0
φ16.15±0.13
φ42 +0.1
0
φ16.15±0.13
H
単位mm
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0004:2007
22
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要目表
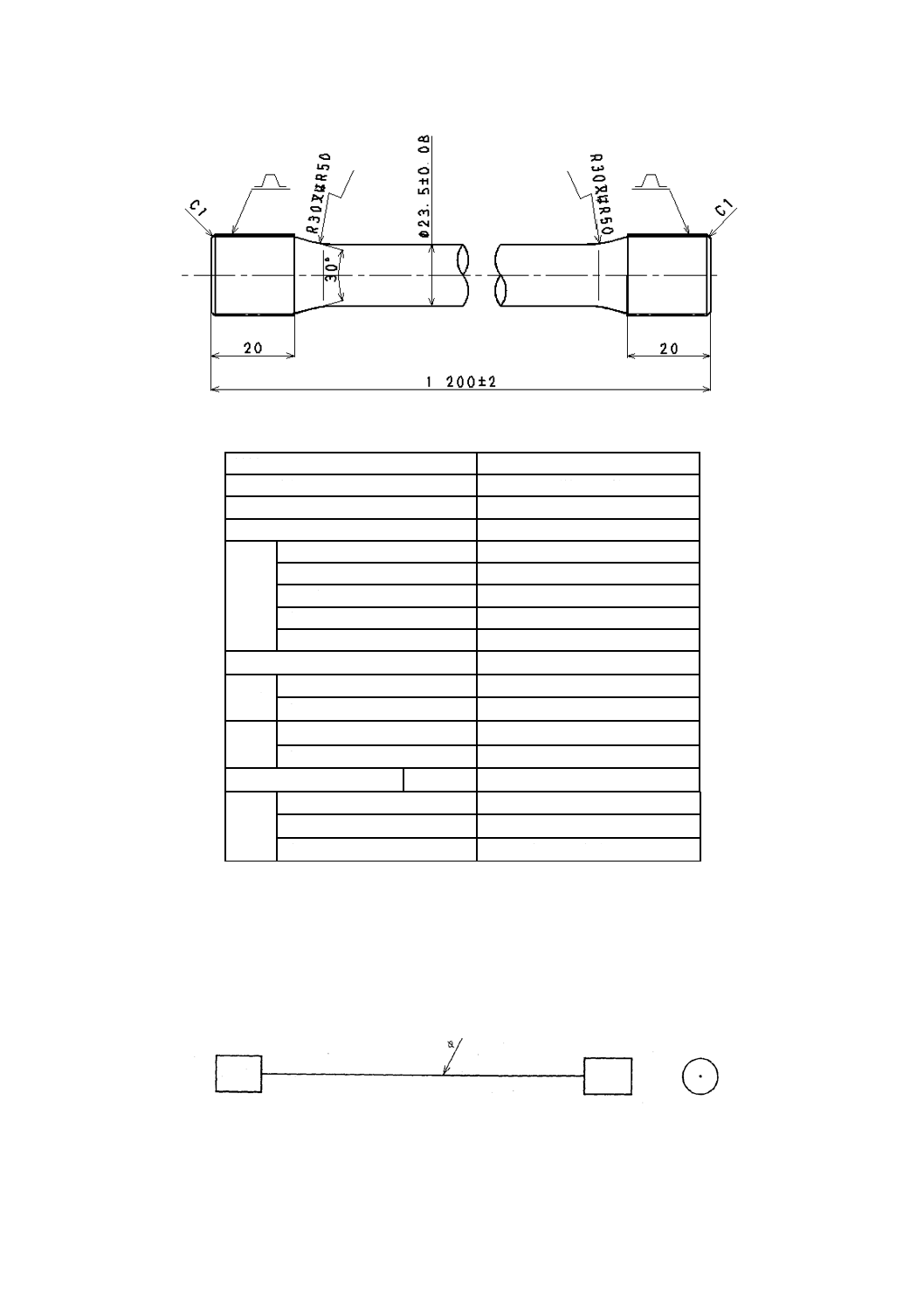
材料
SUP12
バーの直径
mm
23.5±0.08(熱処理前)
バーの長さ
mm
1 200±2
つかみ部の長さ
mm
20
つ
か
み
部
の
形
状
寸
法
形状
インボリュートセレーション
モジュール
0.75
圧力角
度
45
歯数
40
大径
mm
30.75
ばね定数
N・m/度
35.8
標準
トルク
N・m
1 270
応力
N/m m2
500
最大
トルク
N・m
2 190
応力
N/m m2
855
硬さ
HBW
415〜495
表面
処理
材料の表面加工
研削
成形後の表面加工
ショットピーニング
防せい処理
りん酸塩処理後粉体塗装
備考1. その他の要目:セッチングを行う(セッチング方向を指定する場
合は,方向を明記する。)。
2. 粉体塗装は,セレーション部を除く。
3. 1 N/mm2=1 MPa
付図 26 トーションバー
付図 27 トーションバー(簡略図)
単位mm
B 0004:2007
23
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
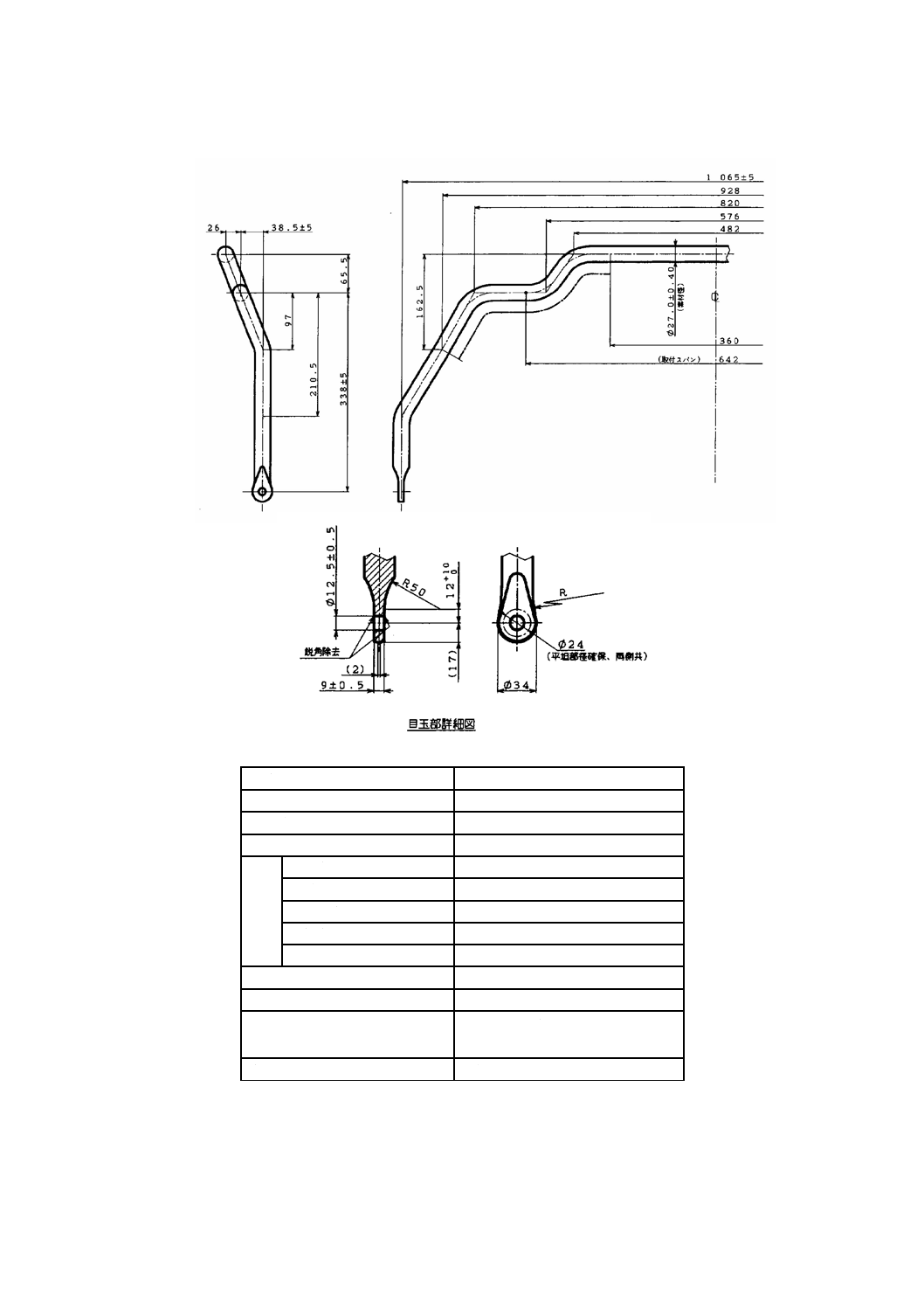
要目表
材料
S48C
材料の直径
mm
φ 27±0.4
展開長
mm
1 616
ばね定数
N/mm 32.2
指
定
相対変位
mm
166
曲げ応力
MPa
905
せん断応力
MPa
520
肩部応力
MPa
918
支持点応力
MPa
846
硬さ
HBW
241〜321
ショットピーニング
一点鎖線間は確実に実施する。
曲げR
指示なき曲げRは中で
実R55とする。
防せい処理
黒色塗装
備考 1 N/mm2=1 MPa
付図 28 スタビライザ
単位mm
B 0004:2007
24
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要目表
材料
SUP9又はSUP9A
板厚
mm
14
板幅
mm
170
内径
mm
80±2
外径
mm
208±6
総巻数
4.5
座巻数
各0.75
有効巻数
3
巻方向
右
自由高さ
mm
(275)
ばね定数(初接着まで)
N/mm
1 290
指
定
荷重
N
−
荷重時の高さ
mm
−
高さ
mm
245
高さ時の荷重
N
39 230±15 %
応力
N/mm2 390
最
大
圧
縮
荷重
N
−
荷重時の高さ
mm
−
高さ
mm
194
高さ時の荷重
N
111 800
応力
N/mm2 980
初接着荷重
N
85 710
硬さ
HBW
388〜461
表
面
処
理
成形後の表面処理
ショットピーニング
防せい処理
黒色エナメル塗装
備考1. その他の要目:セッチングを行う。
2. 用途又は使用条件:常温,繰返し荷重
3. 1 N/mm2=1 MPa
付図 29 竹の子ばね
(275)
170
8
0
±
2
2
0
8
±
6
1
4
2
単位mm
B 0004:2007
25
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
材料展開形状図
付図29 竹の子ばね(続き)
付図 30 竹の子ばね(簡略図)
235
78
460
2 085
153
1
3
1
3
.5
3
.5
1
4
1
5
0
2
7
5
単位mm
B 0004:2007
26
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要目表
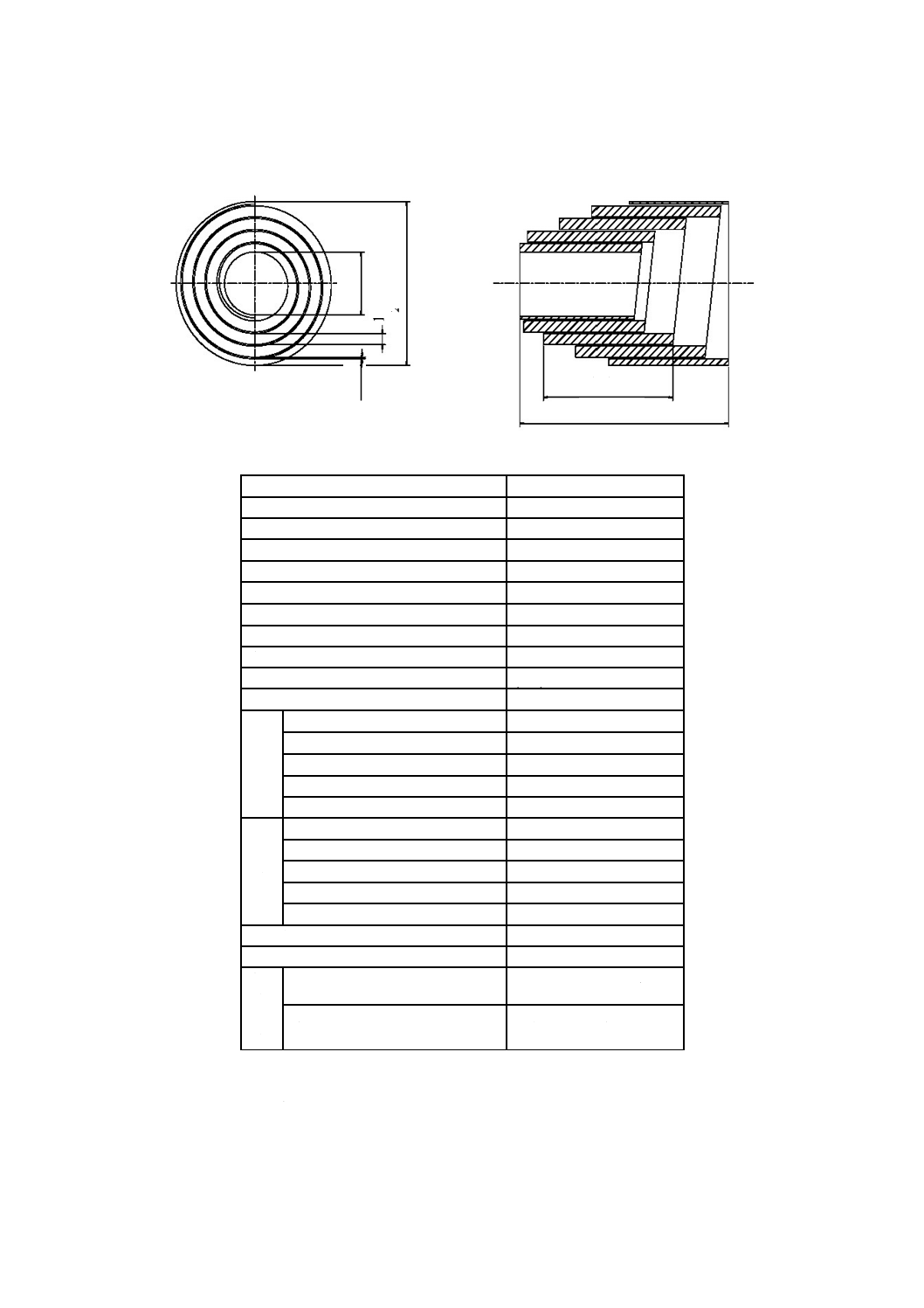
材料
SWRH62A
板厚
mm
3.4
板幅
mm
11
巻数
約3.3
全長
mm
410
軸径
mm
φ14
使用範囲
度
30〜62
指
定
トルク
N・mm
7.9±1.2
応力
N/mm2
764
硬さ
HRC
35〜43
表面処理
りん酸塩処理
備考 1 N/mm2=1 MPa
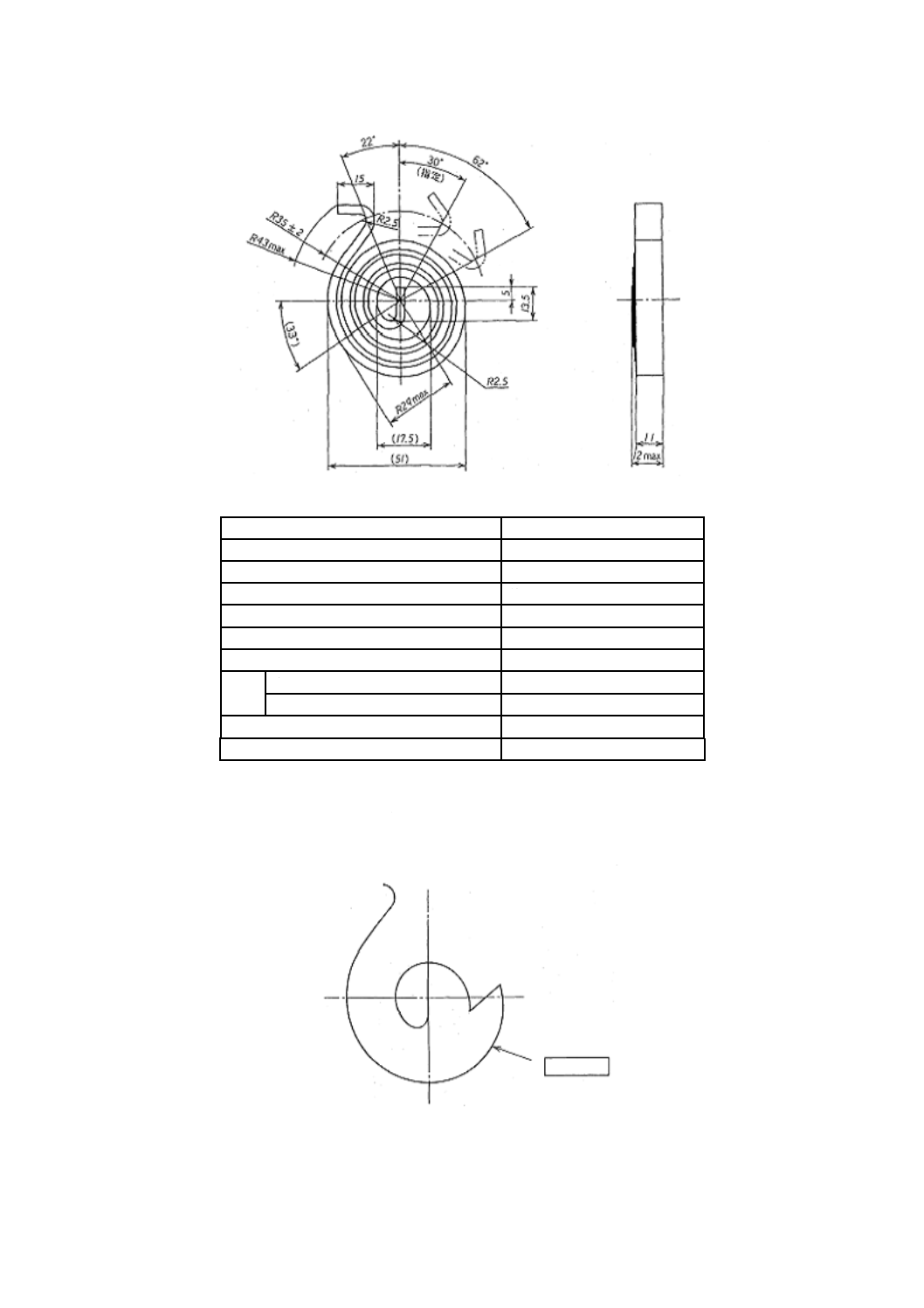
付図 31 渦巻きばね
付図 32 渦巻きばね(簡略図)
単位mm
B 0004:2007
27
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
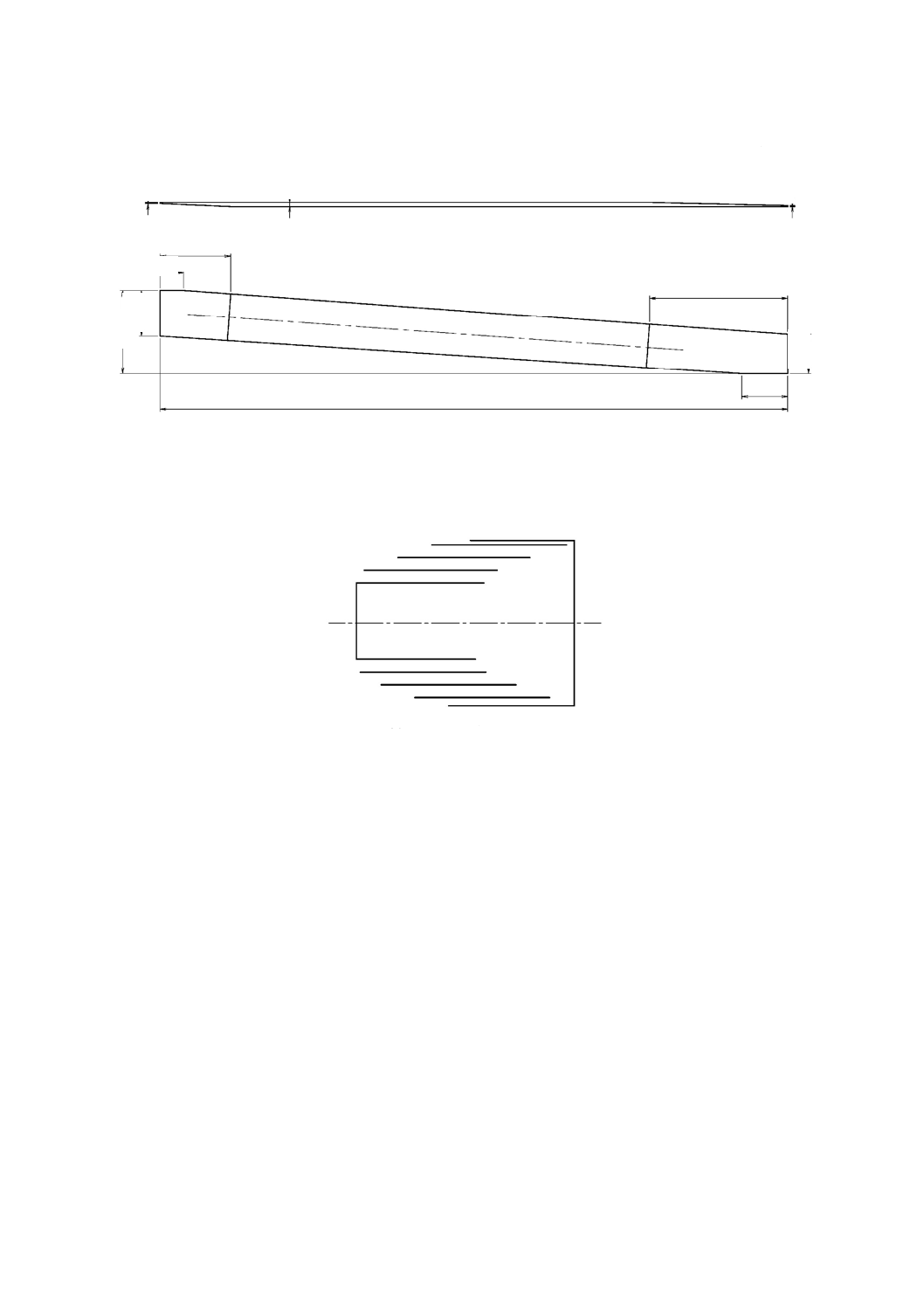
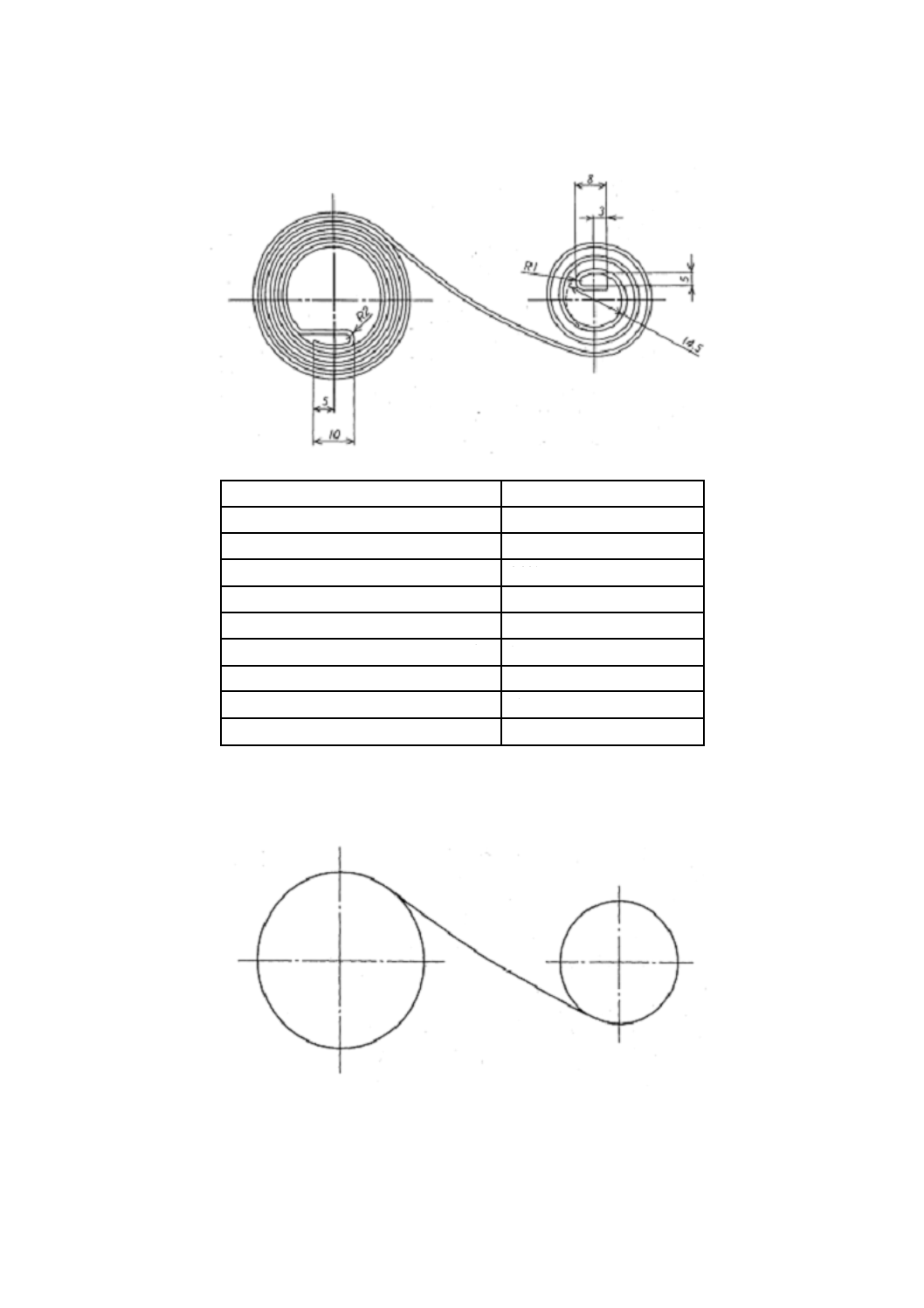
要目表
材料
SUS301−CSP
板厚
mm
0.2
板幅
mm
7.0
全長
mm
4 000
硬さ
HV
490以上
10回転時の巻戻しトルク
N・mm
69.6
10回転時の応力
N/mm2
1 486
巻軸径
mm
14
香箱内径
HRC
50
表面処理
−
備考 1 N/mm2=1 MPa
付図 33 S字形渦巻きばね
付図 34 S字形渦巻きばね(簡略図)
単位mm
B 0004:2007
28
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
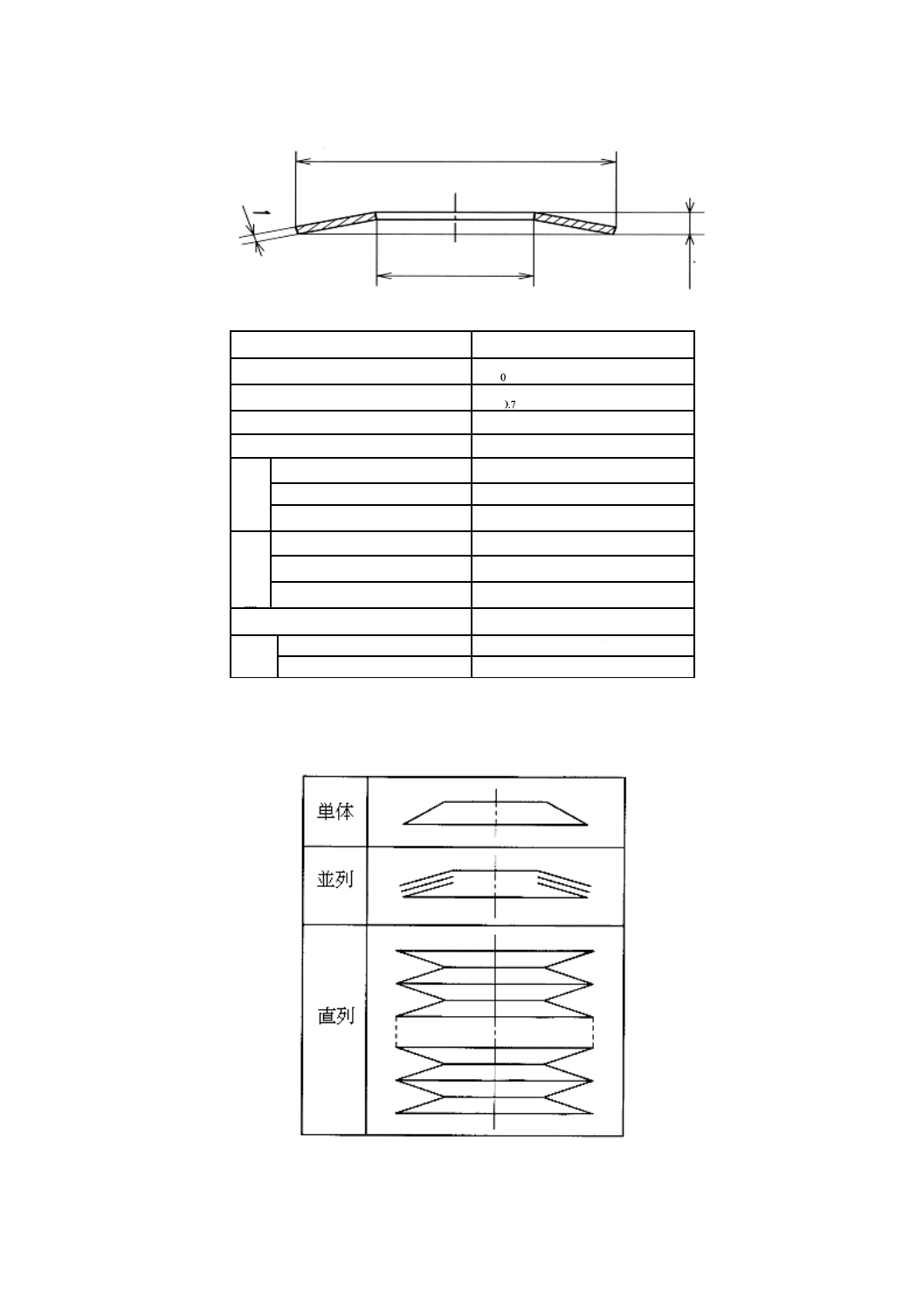
要目表
材料
SK5−CSP
内径
mm
4.00
30+
外径
mm
07.0
60−
板厚
mm
1
高さ
mm
1.8
指
定
たわみ
mm
1
荷重
N
766
応力
N/mm2
1 100
最
大
圧
縮
たわみ
mm
1.4
荷重
N
752
応力
N/mm2
1 410
硬さ
HV
400〜800
表面
処理
成形後の表面加工
ショットピーニング
防せい処理
防せい油塗布
備考 1 N/mm2=1 MPa
付図 35 皿ばね
付図 36 皿ばね(簡略図)
φ60 0
−0.7
φ30 +0.4
0
1
.8
単位mm
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0004:2007
29
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要目表
単位 mm
材料
外径d3
板厚t
幅b
約
幅a
約
幅d0
最小
適用する穴(参考)
硬さ
(HV)
はめるときの内
周の最小径d5
小径
d1
溝径d2
溝幅m
幅n
SK−5CSP
20.5±0.20
1.0±0.05
2.5
4.0
2
11
20
21.0
21
.00+
1.15
14
.00+
1.5
434〜560
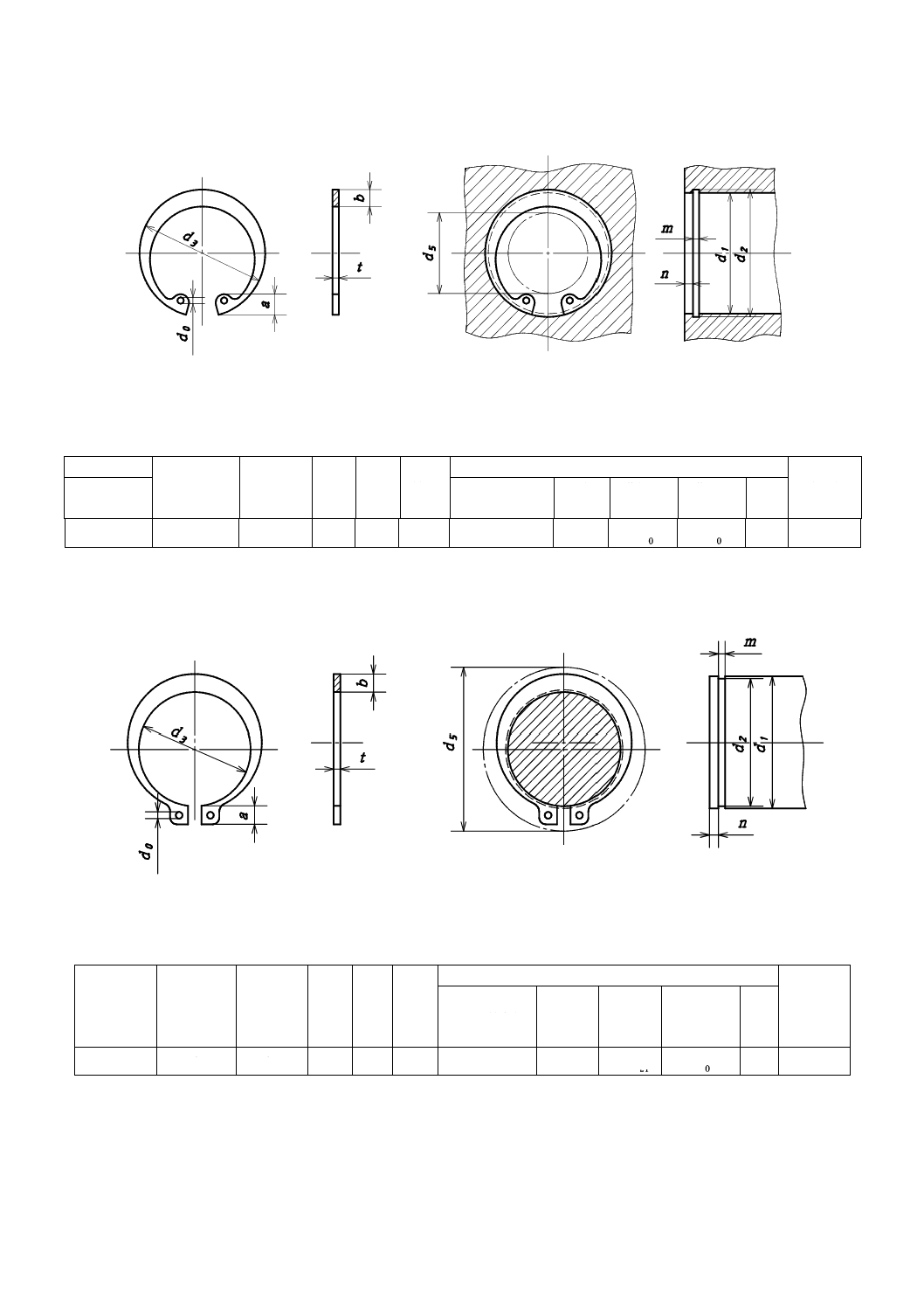
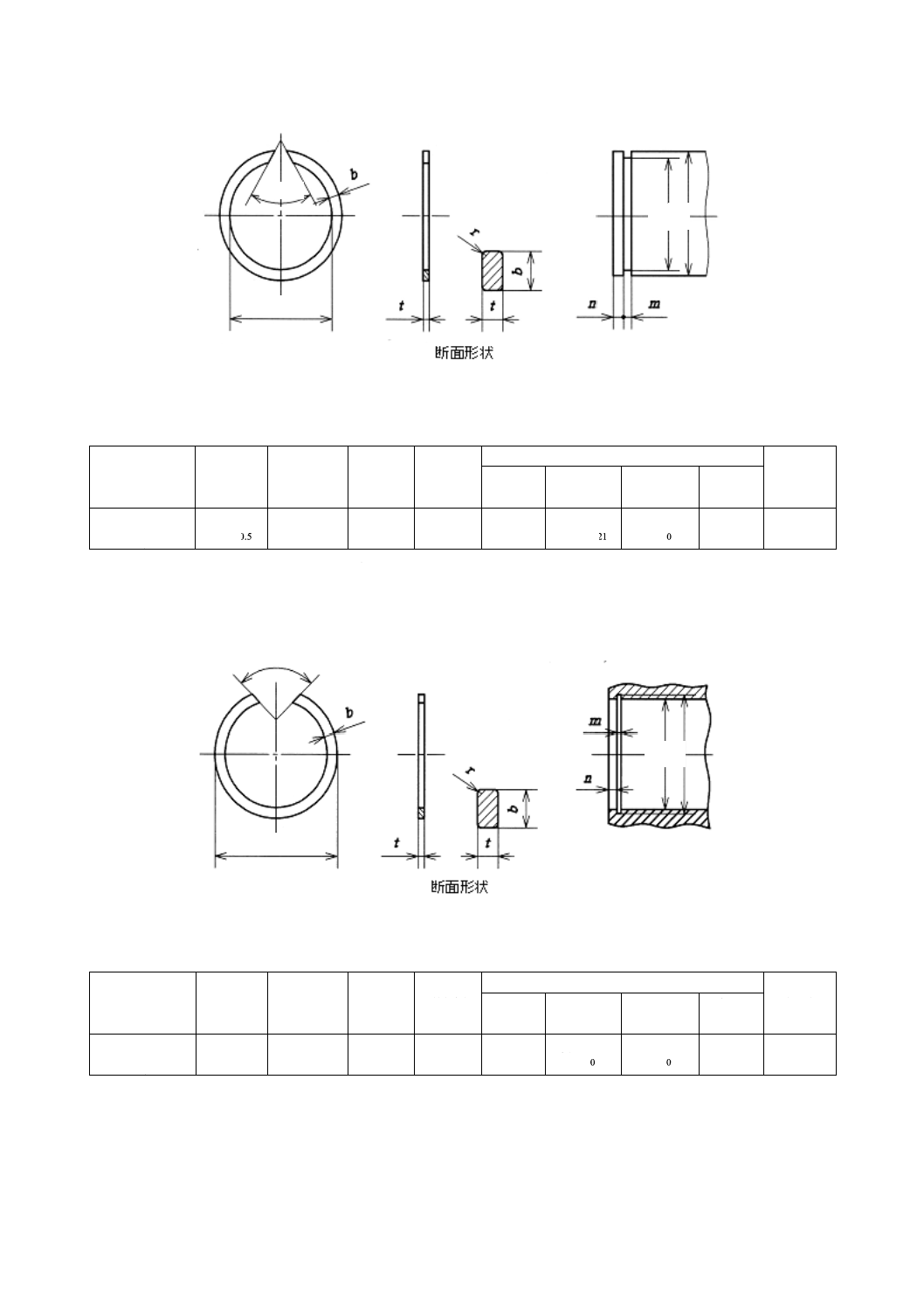
付図 37 C形止め輪穴用
要目表
単位 mm
材料
内径d3
板厚t
幅b
約
幅a
約
幅d0
最小
適用する穴(参考)
硬さ
(HV)
はめるときの
外周の最大径
d5
外径d1
溝径d2
溝幅m
幅n
SK−5CSP 18.5±0.20 1.2±0.05
2.7
3.9
2
28
20
19021
.0
−
1.35
14
.00
+
1.5
434〜560
付図 38 C形止め輪軸用
B 0004:2007
30
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要目表
単位 mm
材料
内径d3
板厚t
幅b
r
(最大)
適用する軸(参考)
硬さ
(HV)
大径d1
溝径d2
溝幅m
幅n
(最小)
SWRH62(A,
B)
05.0
1.
28
−
1.6±0.07
2.8±0.1
0.5
30
021
.0
6.
28
−
1.75
14
.00
+
1.5
392〜513
付図 39 C形同心止め輪軸用
要目表
単位 mm
材料
内径d3
板厚t
幅b
r
(最大)
適用する軸(参考)
硬さ
(HV)
大径d1
溝径d2
溝幅m
幅n
(最小)
SWRH62(A,
B)
31.910
+
1.2
2±0.1
0.3
30
21
.00
4.
31
+
14
.00
35
.1
+
1.5
392〜513
付図 40 C形同心止め輪穴用
d3
約60°
d
1
d
2
約90°
d3
d
2
d
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0004:2007
31
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要目表
単位 mm
材料
内径d
外径D
幅H
板厚t
幅b
約
d1の区分
適用する軸(参考)
硬さ
を超え 以下
軸径d2
幅m
幅n
(最小)
(HV)
SK−5CSP
6.0012
.0
−
12±0.2
5.203.0
−
0.8±0.04
1.4
7.0
9.0
6.0
095
.00
+
0.9
10
.00
+
1.2
434〜
560
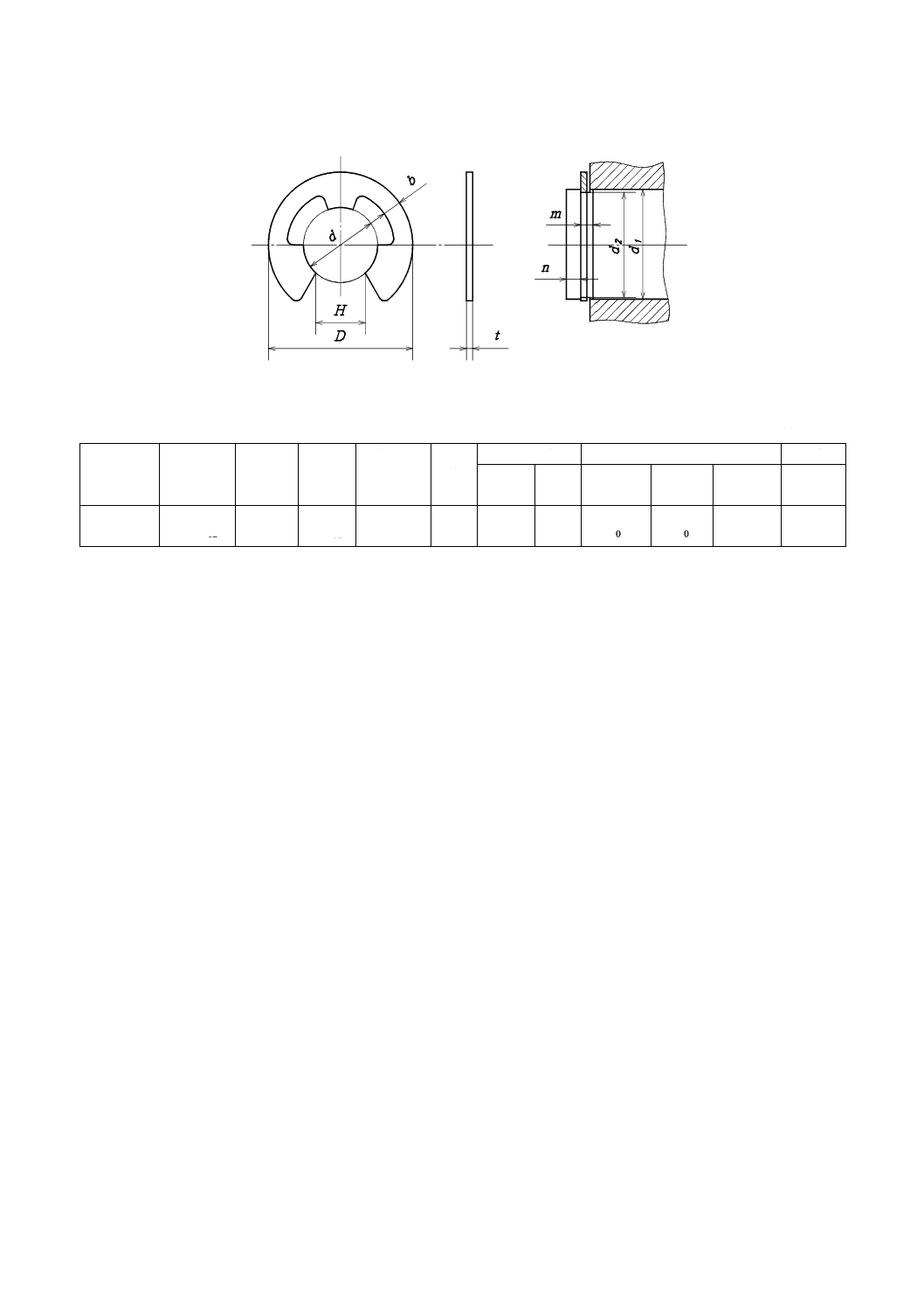
付図 41 E形止め輪用
B 0004:2007
32
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要目表
(軽荷重用) 単位 mm
材料
内径d
外径D
板厚t
基準高さH
試験後の高さ
(最小)
試験荷重
(kN)
硬さ
(HV)
SK−5CSP
17
35
.
00
+
30040
.0
−
3.5±0.1
3.5
3.1
32.4
392〜484
付図 42 皿ばね座金1種の形状・寸法
要目表
単位 mm
材料
内径d
断面寸法(最小)
外径(最大) 試験後の自由
高さ(最小)
試験荷重
(kN)
硬さ
(HV)
幅b
板厚t
D
SWRH62(A, B)
10.2
5.00
+
3.7
2.5
18.4
4.2
11.8
412〜513
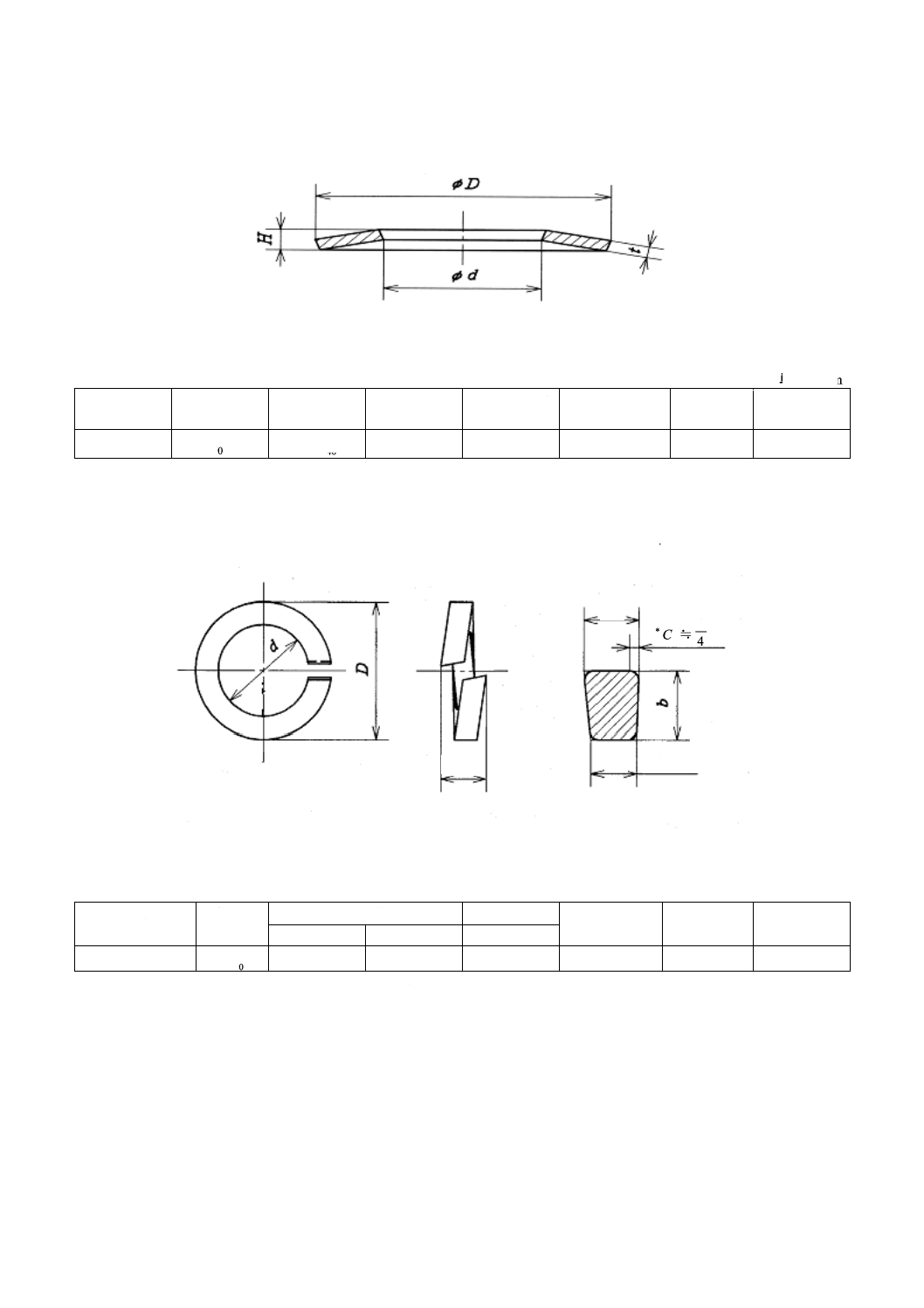
付図 43 ばね座金一般用の形状・寸法
注* 面取り又は丸み
約2 t
外径側
T1
T2
* C ≒4t
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0004:2007
33
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
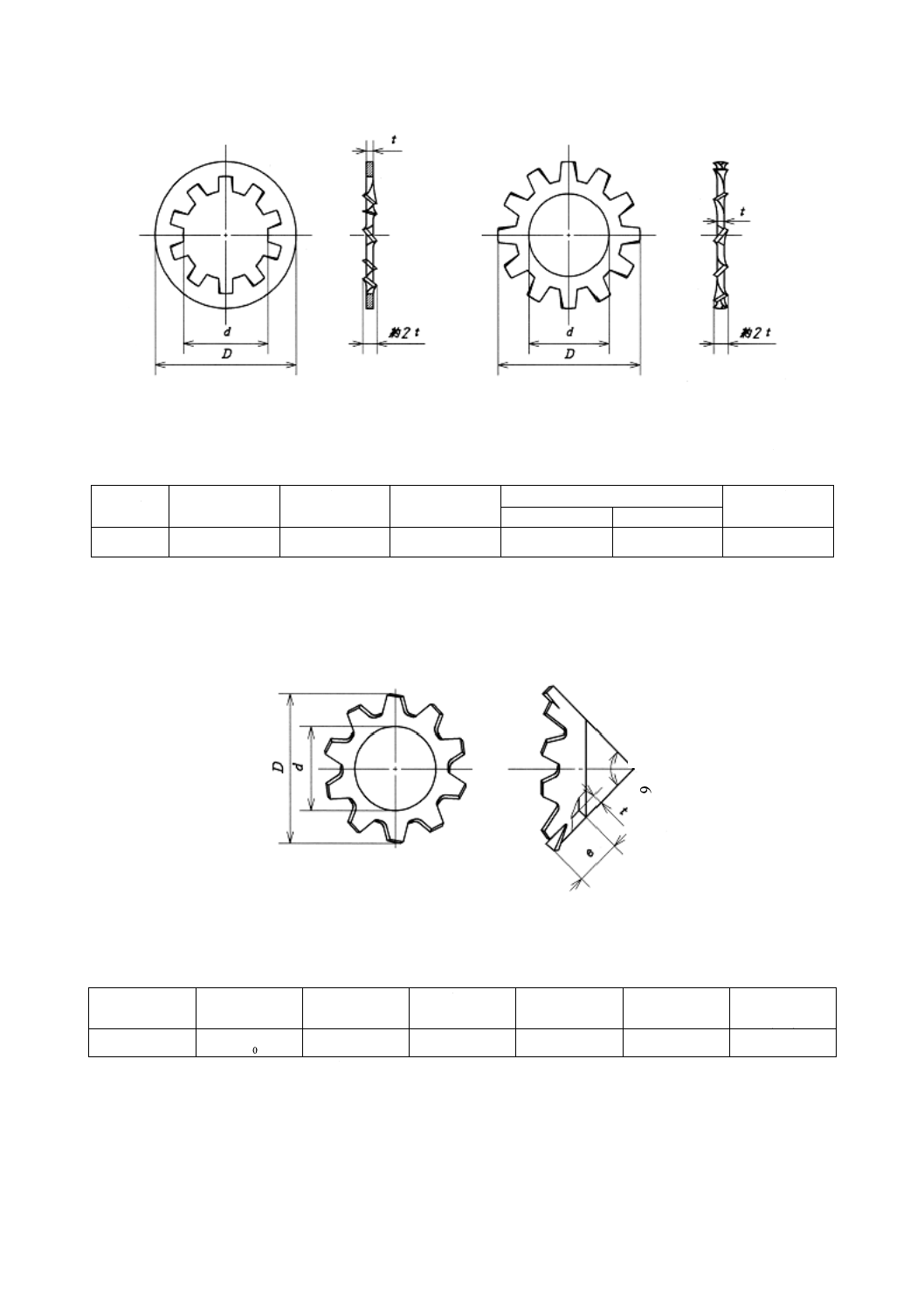
要目表
材料
内径d
外径D
板厚t
歯数(1)
硬さ
HV
内歯
外歯
S60CM
12.5
4.0
0
+
29
06.
0
−
1±0.055
10
14
392〜513
注(1) 歯数は推奨値を示したもので,多少増減があってもよい。
付図 44 歯付き座金(内外歯形)
要目表
単位 mm
材料
内径d
幅b
板厚t
外径(最大)
D
高さ(約1.5t)
H
試験後の自由
高さ(最小)
試験荷重
(kN)
硬さ
HV
SWRH62(A, B) 10
6.0
0
+
3.5±0.2
1.8±0.15
18.4
2.7
2.16
23.5
412〜513
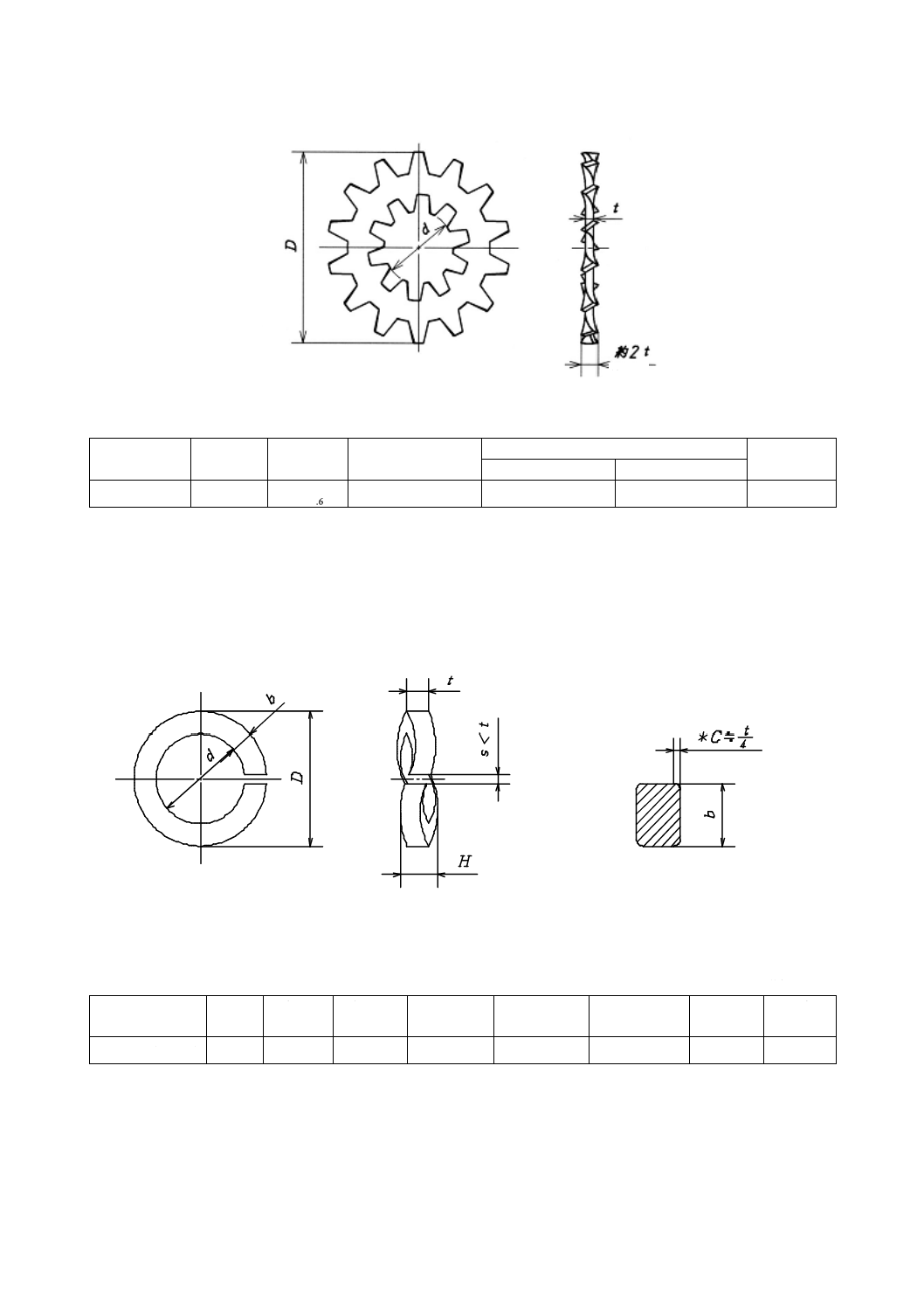
付図 45 波形ばね座金
約2 t
注* 面取り又は丸み
B 0004:2007
34
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
内歯形(A) 外歯形(B)
単位 mm
要目表
材料
内径d
外径D
板厚t
歯数(2)
硬さ
(HV)
内歯形
外歯形
S60CM
12.5
4.0
0
+
21
0
6.
0
−
1±0.055
10
12
392〜513
注(2) 歯数は推奨値を示したもので,多少増減があってもよい。
付図 46 歯付き座金(内歯形,外歯形)
要目表
単位 mm
材料
内径d
外径(約)D
幅e
板厚t
歯数(3)
硬さ
(HV)
S60CM
6.4
3.00
+
12
3.8
0.5±0.035
10
392〜513
注(3) 歯数は推奨値を示したもので,多少増減があってもよい。
付図 47 歯付き座金(皿形)
+
4
°
0
°
9
0
°
B 0004:2007
35
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
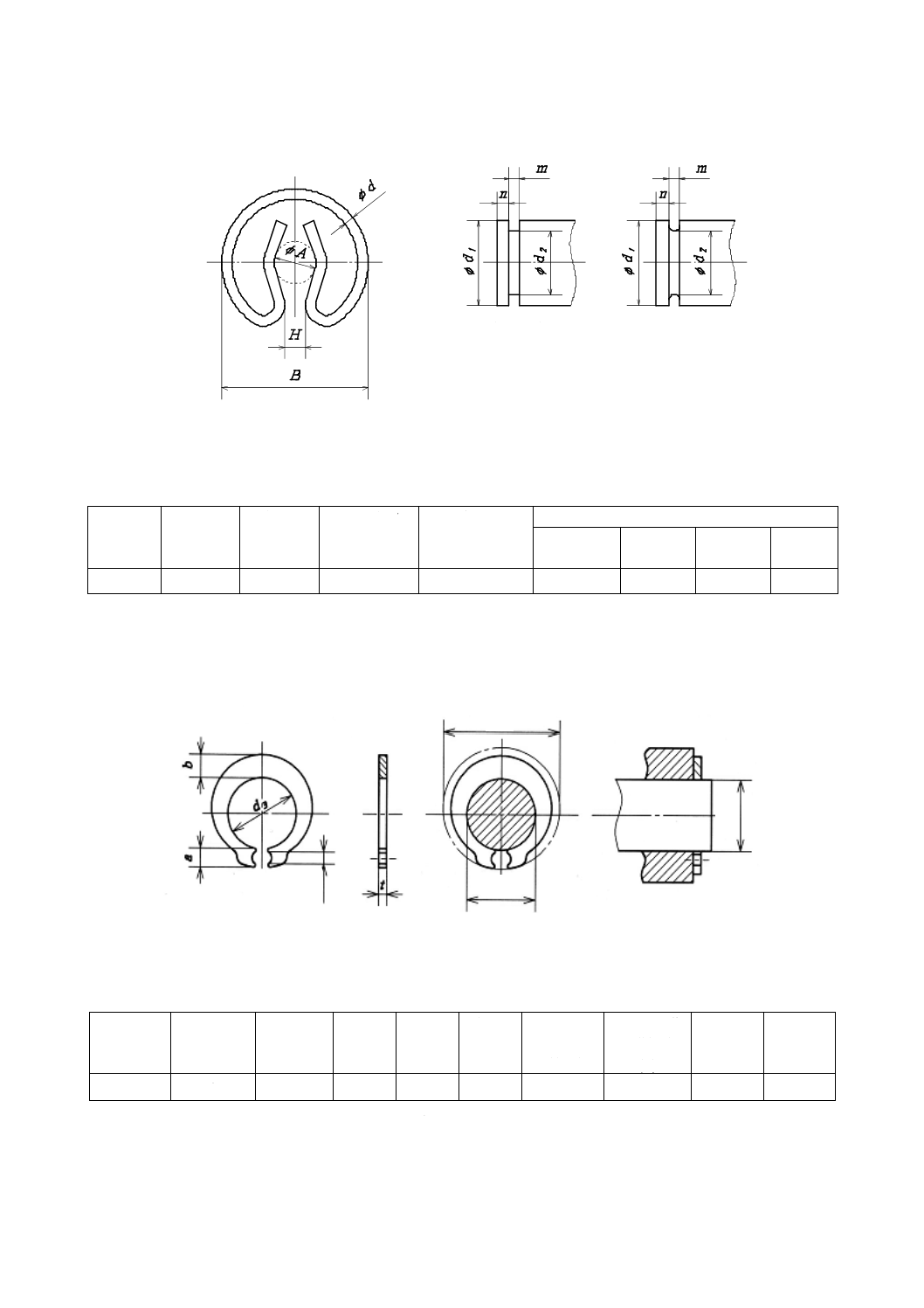
要目表
単位 mm
材料
内径d3
線径d
小径d4
約
ピッチl
約
幅C
最大
長さH
約
適用する軸(参考)
外径d1
軸径d2
溝幅m
幅n
最小
SW−B
05.0
3.6
−
0.9±0.02
3.2
6.1
4.4
16.3
8.0
6.8
1.1
1.5
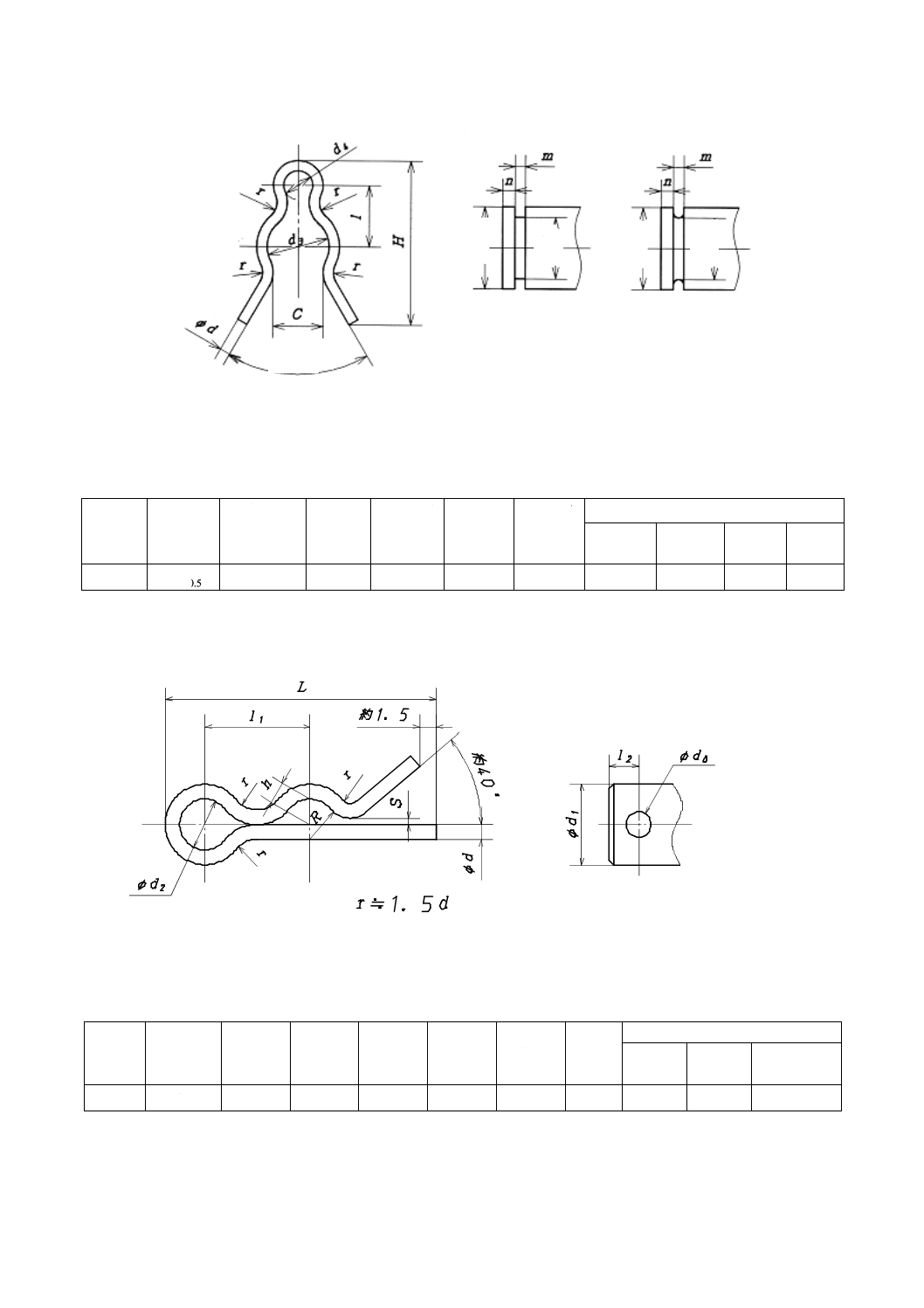
付図 48 スナップリテーナタイプ ピンの形状・寸法
要目表
単位 mm
材料
外径d
内径d2
約
ピッチl
約
R
高さh
約
すき間S
最大
長さL
約
適用する軸(参考)
軸径d1
孔径d0
端面距離l2
最小
SW−B
1.8±0.03
5.4
12.2
5.0
3.2
0.9
32.6
10.0
2.2
6.0
付図 49 円弧部抜け止めタイプ ピンの形状・寸法
r ≒ 2 d
約60°
φd2
参考図 適用する軸
φ
d
1
(角形溝)
(R形溝)
φ
d
2
φ
d
2
φ
d
1
参考図 適用する軸及び孔
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0004:2007
36
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要目表
単位 mm
材料
内径A
線径B
ピッチH
線径d
適用する軸(参考)
大径d1
軸径d2
溝幅m
幅n
最小
SW−B
2.75±0.3
11.3±0.8
0.75±0.35
0.9±0.02
5.0
3.5
1.0
2.5
付図 50 クリップリングタイプ ピンの形状・寸法
要目表
単位 mm
材料
内径d3
板厚t
幅b
約
幅a
約
径d0
約
参考d5
軸はめ時
の最大径
スラスト荷
重(最小)
(N)
適用する
軸
(参考)
硬さ
(HV)
SK−5CSP
4.75±0.03
0.8±0.04
2.2
2.9
1.3
11.0
76.49
5±0.03
458〜528
付図 51 グリップ止め輪
d5は,軸にはめるときの最大径
(R形溝)
d5
d1
d
0
d
1
参考図 適用する軸
(角形溝)
(R形溝)
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 0004:2007
37
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
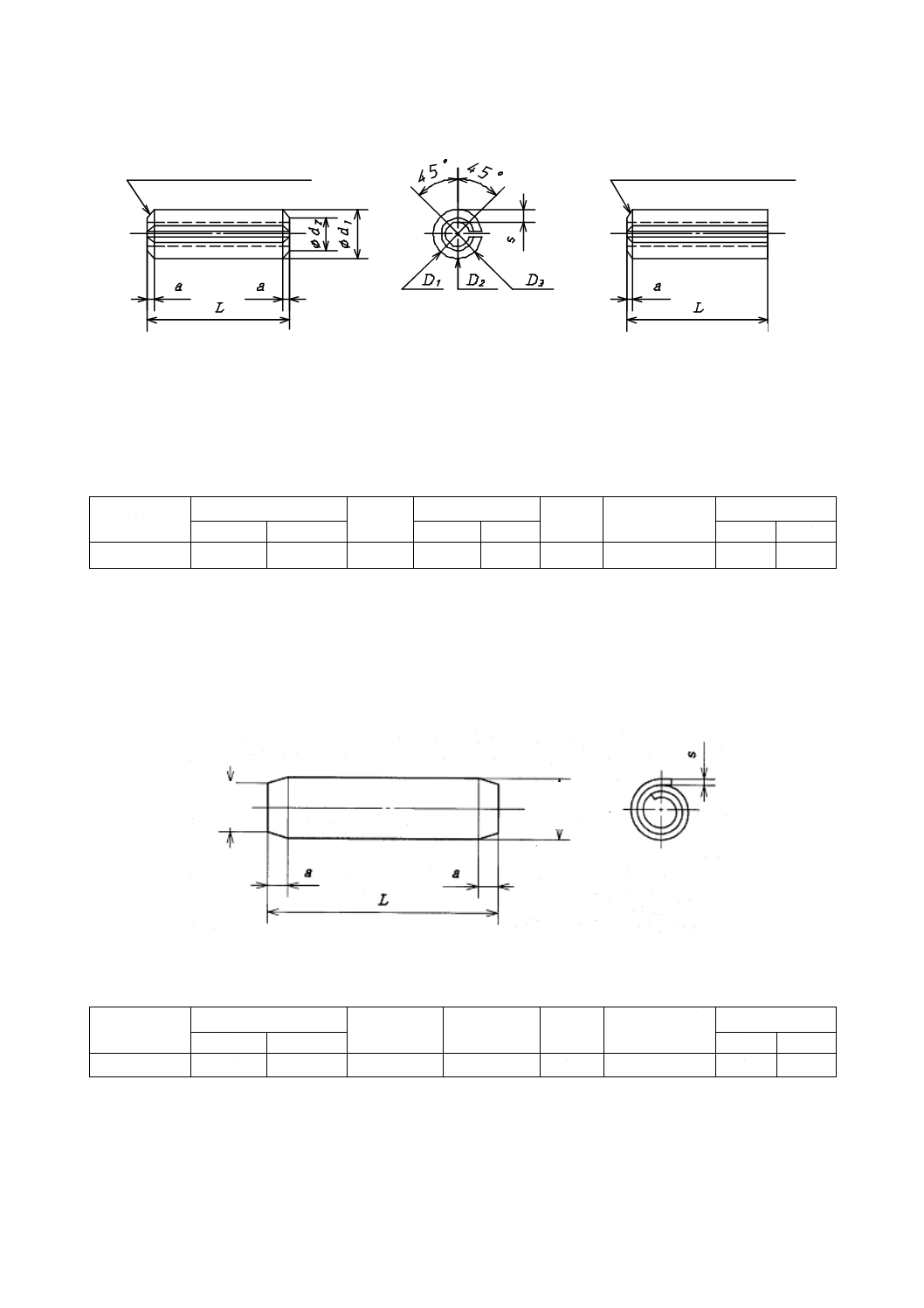
備考 d1の最大は,スプリングピンの円周上における最大値とし,d1の最小はD1,D2及びD3の3か所の平均値とす
る。
要目表
単位 mm
材料
大径d1
面取りa
面取り径d2
厚さs
二重せん断強
さ(kN)(最小値)
長さL
最小
最大
最小
最大
最小
最大
鋼製
10.5
10.9
6.5
2.0
2.4
2
70.16
19.5
20.5
付図 52 溝付きスプリングピン
要目表
単位 mm
材料
取付け前d1
取付け前d2
(参考)
面取りa
厚さs
二十せん断強
さ(kN)(最小値)
長さL
最小
最大
最小
最大
鋼製
10.3
10.65
9.75
2.5
1.1
64
19.5
20.5
付図 53 二重巻きスプリングピン
φ
d
1
φ
d
2
面取り形状 (W形)
片面取り (V形)
面取りの形状は任意とする。
面取りの形状は任意とする。
B 0004:2007
38
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
関連規格 JIS G 3506 硬鋼線材
JIS G 3521 硬鋼線
JIS G 3560 ばね用オイルテンパー線
JIS G 3561 弁ばね用オイルテンパー線
JIS G 4313 ばね用ステンレス鋼帯
JIS G 4314 ばね用ステンレス鋼線
JIS G 4801 ばね鋼鋼材
JIS G 4802 ばね用冷間圧延鋼帯