B 0001:2019
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義··················································································································· 2
4 一般事項························································································································· 3
5 図面の大きさ及び様式······································································································· 5
5.1 図面の大きさ ················································································································ 5
5.2 図面の様式 ··················································································································· 6
6 線 ································································································································· 7
6.1 線の太さ ······················································································································ 7
6.2 線の種類及び用途 ·········································································································· 7
6.3 線の優先順位 ··············································································································· 13
7 文字及び文章·················································································································· 14
7.1 文字の種類及び高さ ······································································································ 14
7.2 文章表現 ····················································································································· 16
8 投影法··························································································································· 17
8.1 一般事項 ····················································································································· 17
8.2 投影図の名称 ··············································································································· 17
8.3 第三角法 ····················································································································· 17
8.4 第一角法 ····················································································································· 18
8.5 矢示法 ························································································································ 18
8.6 その他の投影法 ············································································································ 20
9 尺度······························································································································ 20
10 図形の表し方 ················································································································ 20
10.1 投影図の表し方 ··········································································································· 20
10.2 断面図 ······················································································································· 24
10.3 図形の省略 ················································································································· 33
10.4 特殊な図示方法 ··········································································································· 39
11 寸法記入方法 ················································································································ 45
11.1 一般事項 ···················································································································· 45
11.2 寸法補助線 ················································································································· 48
11.3 寸法線 ······················································································································· 49
11.4 寸法数値 ···················································································································· 52
11.5 寸法の配置 ················································································································· 56
11.6 寸法補助記号 ·············································································································· 58
11.7 穴の寸法の表し方 ········································································································ 67
B 0001:2019 目次
(2)
ページ
11.8 キー溝の表し方 ··········································································································· 72
11.9 鋼構造物などの寸法表示 ······························································································· 77
11.10 薄肉部の表し方 ········································································································· 78
11.11 加工・処理範囲の表示 ································································································· 79
11.12 非剛性部品の寸法······································································································· 80
11.13 非比例寸法 ··············································································································· 80
11.14 同一形状の寸法 ········································································································· 81
12 外形図の寸法の表し方 ···································································································· 83
13 照合番号 ······················································································································ 84
14 図面の訂正・変更 ·········································································································· 84
参考文献 ···························································································································· 86
B 0001:2019
(3)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般財団法人日本
規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS B 0001:2010は改
正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 0001:2019
機械製図
Technical drawings for mechanical engineering
1
適用範囲
この規格は,JIS Z 8310に基づき,機械工業の分野で使用する,主として部品図及び組立図の製図につ
いて規定する。
なお,この規格に規定していない事項は,JIS Z 8310及びそれぞれ別に規定する製図に関する日本工業
規格を参照する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0021 製品の幾何特性仕様(GPS)−幾何公差表示方式−形状,姿勢,位置及び振れの公差表示
方式
JIS B 0026 製図−寸法及び公差の表示方式−非剛性部品
JIS B 0028 製品の幾何特性仕様(GPS)−寸法及び公差の表示方式−円すい
JIS B 0031 製品の幾何特性仕様(GPS)−表面性状の図示方法
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 0419 普通公差−第2部:個々に公差の指示がない形体に対する幾何公差
JIS B 0420-1 製品の幾何特性仕様(GPS)−寸法の公差表示方式−第1部:長さに関わるサイズ
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 0672-1 製品の幾何特性仕様(GPS)−形体−第1部:一般用語及び定義
JIS B 0681-2 製品の幾何特性仕様(GPS)−表面性状:三次元−第2部:用語,定義及び表面性状パ
ラメータ
JIS Z 3021 溶接記号
JIS Z 8114 製図−製図用語
JIS Z 8310 製図総則
JIS Z 8311 製図−製図用紙のサイズ及び図面の様式
JIS Z 8312 製図−表示の一般原則−線の基本原則
JIS Z 8314 製図−尺度
JIS Z 8315-3 製図−投影法−第3部:軸測投影
JIS Z 8315-4 製図−投影法−第4部:透視投影
JIS Z 8317-1 製図−寸法及び公差の記入方法−第1部:一般原則
2
B 0001:2019
JIS Z 8318 製品の技術文書情報(TPD)−長さ寸法及び角度寸法の許容限界の指示方法
JIS Z 8321 製図−表示の一般原則−CADに用いる線
ISO 14405-2,Geometrical product specifications (GPS)−Dimensional tolerancing−Part 2: Dimensions other
than linear or angular sizes
ISO 14405-3,Geometrical product specifications (GPS)−Dimensional tolerancing−Part 3: Angular sizes
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 8114によるほか,次による。
注記 長さに関わる[長さの単位(mm)をもつ]“寸法”には,“サイズ”及び“距離”の2種類が
ある。この規格で使う前者の“サイズ”とは,サイズ形体の大きさ,すなわち,円・円筒の直
径,相対する平行二平面の幅などのことであり,サイズ公差による規制が可能である。後者の
“距離”には,例えば,穴の中心間距離,段差の距離などがあり,幾何公差による規制が可能
である。JIS B 0401-1,JIS B 0420-1,ISO 14405-2及びISO 14405-3を参照。
3.1
最小二乗サイズ
サイズ形体表面を測定して得た多くの測定点を,最小二乗法で演算処理して得られるサイズ。
注記 長さに関わるサイズについては,JIS B 0420-1を参照。
3.2
粗材寸法
鋳放し寸法,熱間圧延鋼板の板厚,磨き丸棒の直径など,対象物の最初の幾何形状を示す寸法。
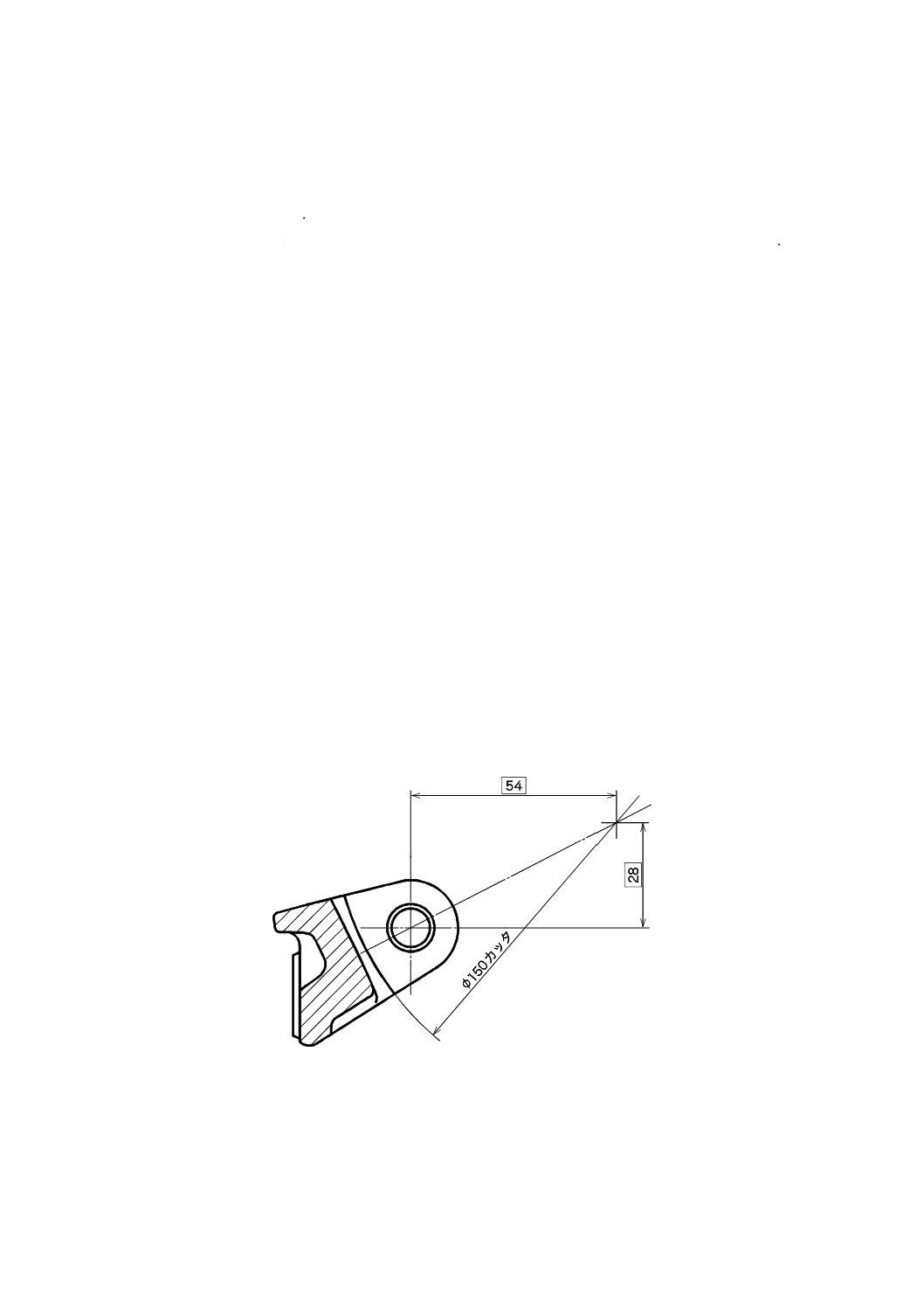
3.3
工具サイズ
ドリル径,リーマ径,フライスカッタ径,カッタ幅など,部品を加工するときの工具のサイズを示す寸
法(図1参照)。
図1−使用する工具サイズの指示例
3.4
角度サイズ
形体の実体から得られた二つの平面又は直線のなす角度。
3
B 0001:2019
注記1 斜めに交差するような穴の軸線同士の角度は含まない。
注記2 角度に関わるサイズについては,ISO 14405-3を参照。
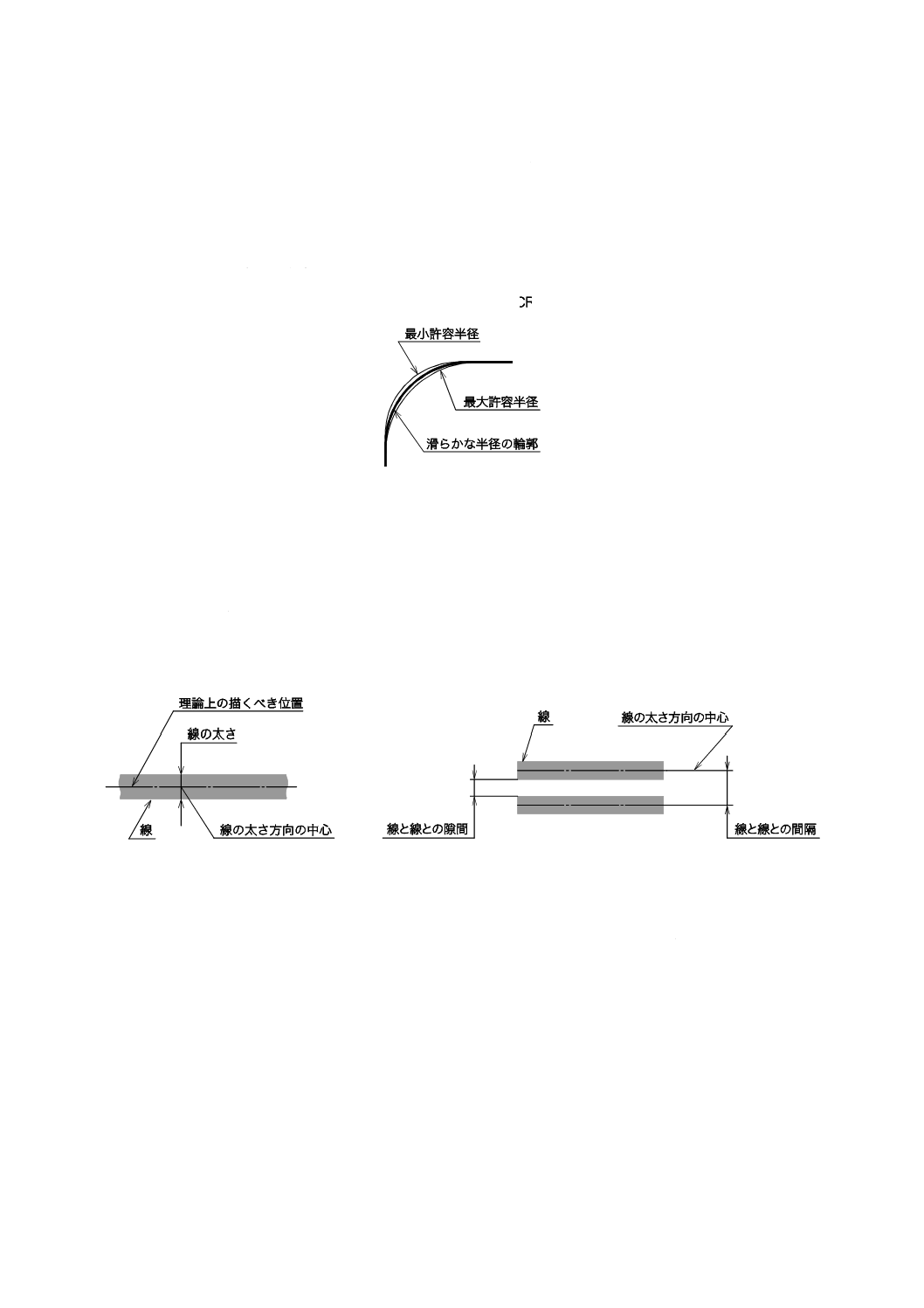
3.5
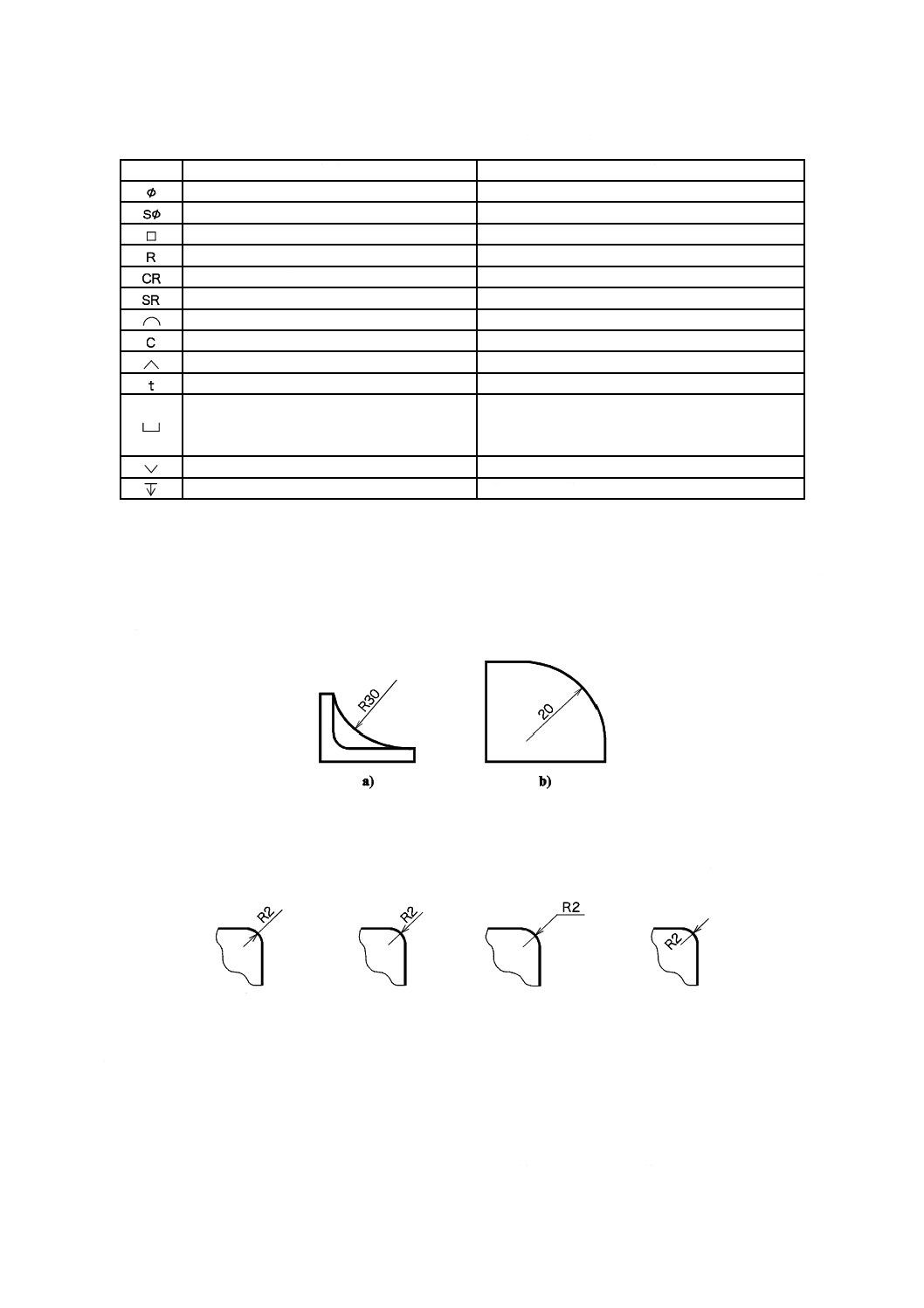
コントロール半径
直線部と半径曲線部との接続部が滑らかにつながり,最大許容半径と最小許容半径との間(二つの曲線
に囲まれる領域)に輪郭が存在するように規制する半径(図2参照及び図139参照)。
注記 コントロール半径を示すために,寸法補助記号“
”を用いる(表7参照)。
図2−コントロール半径
4
一般事項
機械製図に関する一般事項は,次による。
a) 図形の大きさと対象物の大きさとの間には,正しい比例関係を保つように描く。ただし,読み誤るお
それがない場合は,図の一部又は全部について,この比例関係は保たなくてもよい。
注記 11.13を参照。
b) 線の太さ方向の中心は,線の理論上描くべき位置の上になければならない(図3参照)。
a)
b)
図3−線の太さ方向の中心位置
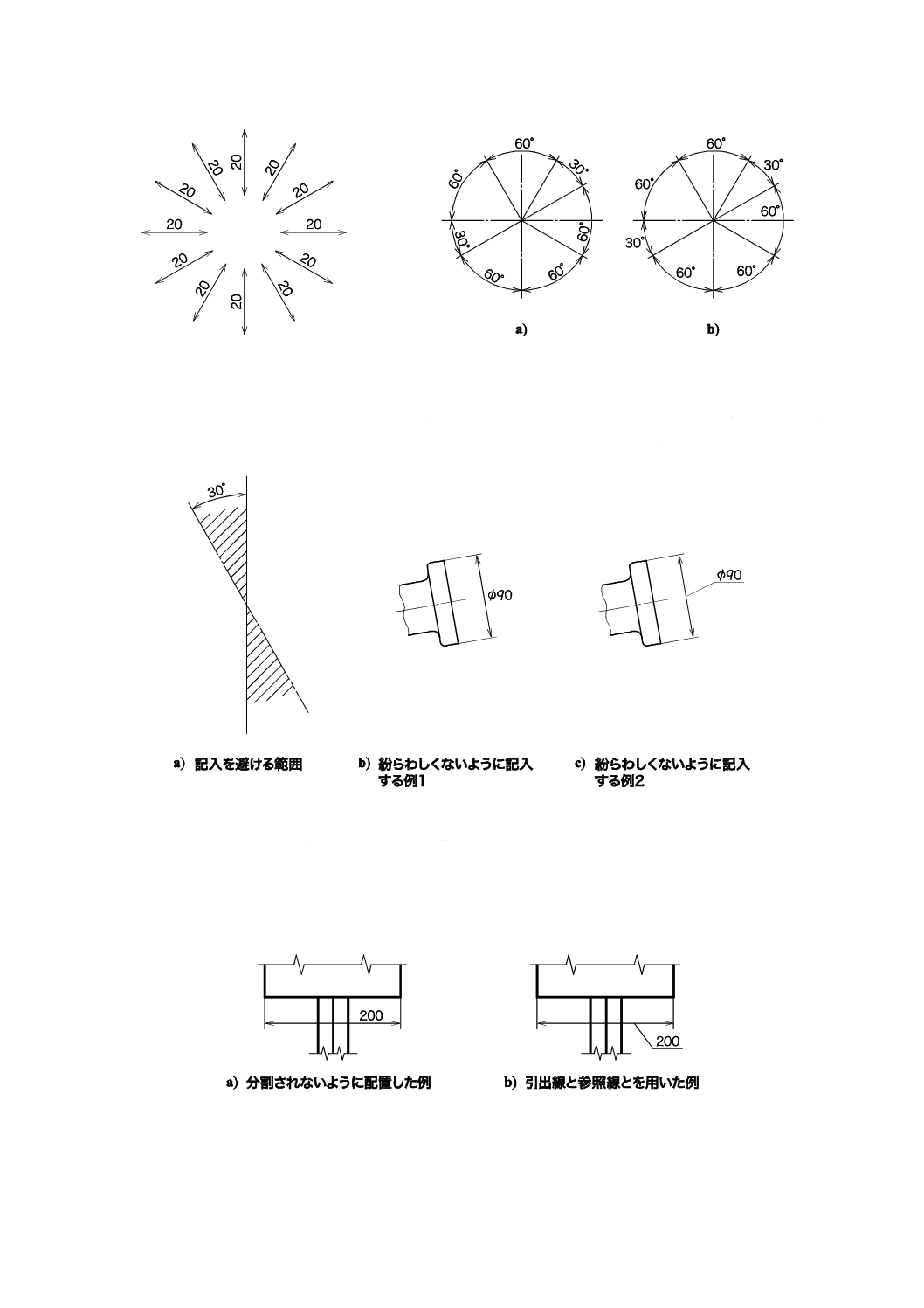
c) 互いに接近して描く線と線との最小隙間は,平行線の場合には,最も太い線の太さの2倍以上かつ0.7
mm以上とすることが望ましい[図3 b) 及び図4 a) 参照]。また,交差する線が密集する場合には,
その線間の最小隙間を最も太い線の太さの3倍以上とする。
d) 多数の線が一点に集中する場合には,紛らわしくない限り,線間の最小隙間が最も太い線の太さの約
2倍になる位置で線を止め,点の周囲をあけるのがよい[図4 b) 参照]。
4
B 0001:2019
a)
b)
図4−線間の最小隙間
e) 透明な材料で作られる対象物又は部分は,全て不透明なものと仮定して投影図を描く。
f)
大きさ(長さに関わるサイズ)は,特に指示1) がない限り,その対象物の測定を二点測定によって行
うものとして指示する(JIS B 0420-1参照)。この場合,サイズ公差(JIS B 0401-1参照)は特に指示
がない限り,その形状を規制しない。
なお,大きさ(長さに関わるサイズ)が最小二乗サイズ2) である場合には,JIS B 0672-1を適用す
ることを表題欄又はその付近に示す。
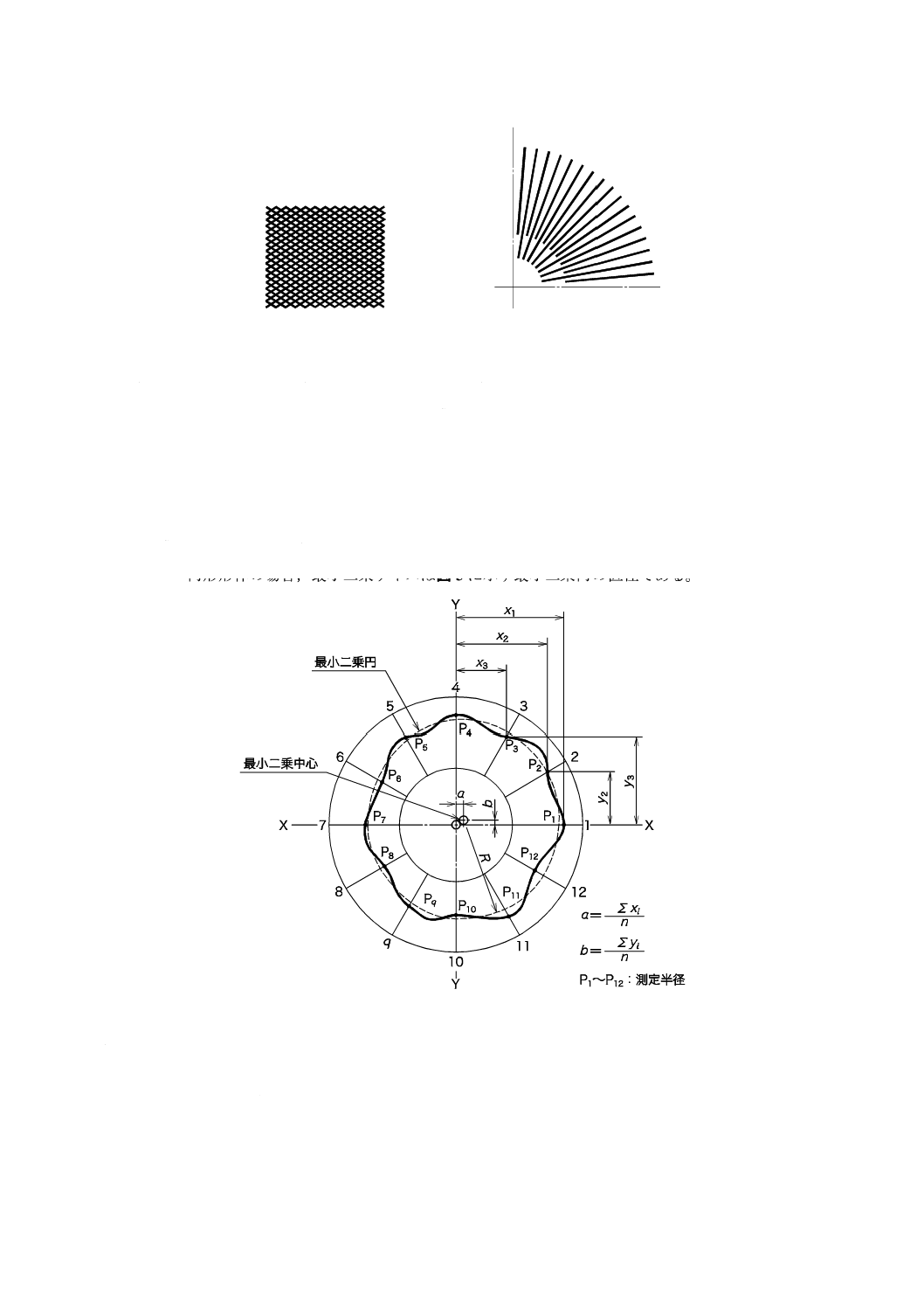
注1) 包絡の条件(JIS B 0024及びJIS B 0420-1参照)の適用を指示した場合など。
2) 円形形体の場合,最小二乗サイズは図5に示す最小二乗円の直径である。
図5−最小二乗円
g) 寸法には,特別なもの(参考寸法,理論的に正確な寸法など。)を除いて,直接又は一括して寸法の許
容限界を指示する。寸法の許容限界の指示は,JIS B 0405,JIS B 0420-1,JIS Z 8317-1,JIS Z 8318,
ISO 14405-2及び/又はISO 14405-3による。
h) 幾何公差に関する指示を必要とする場合は(例えば,機能上の要求,互換性,製作技術水準),JIS B 0021
及び/又はJIS B 0419による。
5
B 0001:2019
i)
表面性状に関する指示を必要とする場合には,JIS B 0601及びJIS B 0681-2の定義に基づいて,JIS B
0031による。
j)
溶接に関する要求事項を,溶接記号を用いて指示する場合には,JIS Z 3021による。
k) ねじ,ばねなど特殊な部分の図示方法は,別に規定する製図に関する日本工業規格による。
l)
製図に用いる記号として,日本工業規格に規定した記号をその規定に従って用いる場合には,通常,
特別な注記を必要としない。また,特に製図に用いるものとして規定しないで,日本工業規格に規定
した記号又は公知の規格に規定する記号を用いる場合には,その規格番号を図面の適切な箇所に注記
する。
なお,これらによらない記号を用いる場合には,その記号の意味を図面の適切な箇所に注記する。
5
図面の大きさ及び様式
5.1
図面の大きさ
図面の大きさは,次による。
a) 図面に用いる用紙のサイズは,表1,表2及び表3に示す規格群から,この順に選ぶ。
b) 原図には,対象物の必要とする明瞭さ及び適切な大きさを保つことができる最小の用紙を用いる。
表1−A列サイズ(第1優先)
単位 mm
呼び方
大きさa×b
A0
841× 1189
A1
594× 841
A2
420× 594
A3
297× 420
A4
210× 297
表2−特別延長サイズ(第2優先)
単位 mm
呼び方
大きさa×b
A3×3
420× 891
A3×4
420× 1189
A4×3
297× 630
A4×4
297× 841
A4×5
297× 1051
6
B 0001:2019
表3−特別延長サイズ(第3優先)
単位 mm
呼び方
大きさa×b
A0×2 a)
1189× 1682
A0×3
1189× 2523 b)
A1×3
841× 1783
A1×4
841× 2378 b)
A2×3
594× 1261
A2×4
594× 1682
A2×5
594× 2102
A3×5
420× 1486
A3×6
420× 1783
A3×7
420× 2080
A4×6
297× 1261
A4×7
297× 1471
A4×8
297× 1682
A4×9
297× 1892
注a) このサイズは,A列2A0に等しい。
b) このサイズは,取扱上の理由で使用を
推奨できない。
5.2
図面の様式
図面の様式は,次による。
a) 図面は,長辺を横方向に用いるが,A4については,短辺を横方向として用いてもよい。
b) 図面には,表4の寸法によって,線の太さが最小0.5 mmの輪郭線を設ける。
7
B 0001:2019
表4−輪郭線の位置
A0〜A3(横置き)
A4(横置き)
A4(縦置き)
単位 mm
用紙サイズ
c(最小)
d a)(最小)
とじない場合
とじる場合
A0
20
20
20
A1
A2
10
10
A3
A4
注a) dの部分は,図面をとじるために折りたたんだとき,表題欄
の左側になるように設ける。
なお,A4サイズの図面用紙を横置きに使用する場合には,
dの部分は上側になる。
c) 図面には,その右下隅に表題欄を設け,図面番号,図名,企業(団体)名,責任者の署名,図面作成
年月日,尺度,投影法などを記入する。
d) 図面には,必要に応じて,部品欄及び/又は変更履歴欄を設けるのがよい。図面の訂正・変更の例は,
箇条14を参照。
e) 図面に設ける中心マーク,比較目盛,格子参照方式及び裁断マークは,JIS Z 8311による。
f)
複写した図面を折りたたむ場合には,その大きさを,210 mm×297 mm(A4サイズ)とするのがよい。
原図を巻いて保管する場合には,その内径は40 mm以上にするのがよい。図面を折りたたむ場合の
折り方は,JIS Z 8311の附属書によるのがよい。
6
線
6.1
線の太さ
線の太さの基準は,0.13 mm,0.18 mm,0.25 mm,0.35 mm,0.5 mm,0.7 mm,1 mm,1.4 mm及び2 mm
とする。
6.2
線の種類及び用途
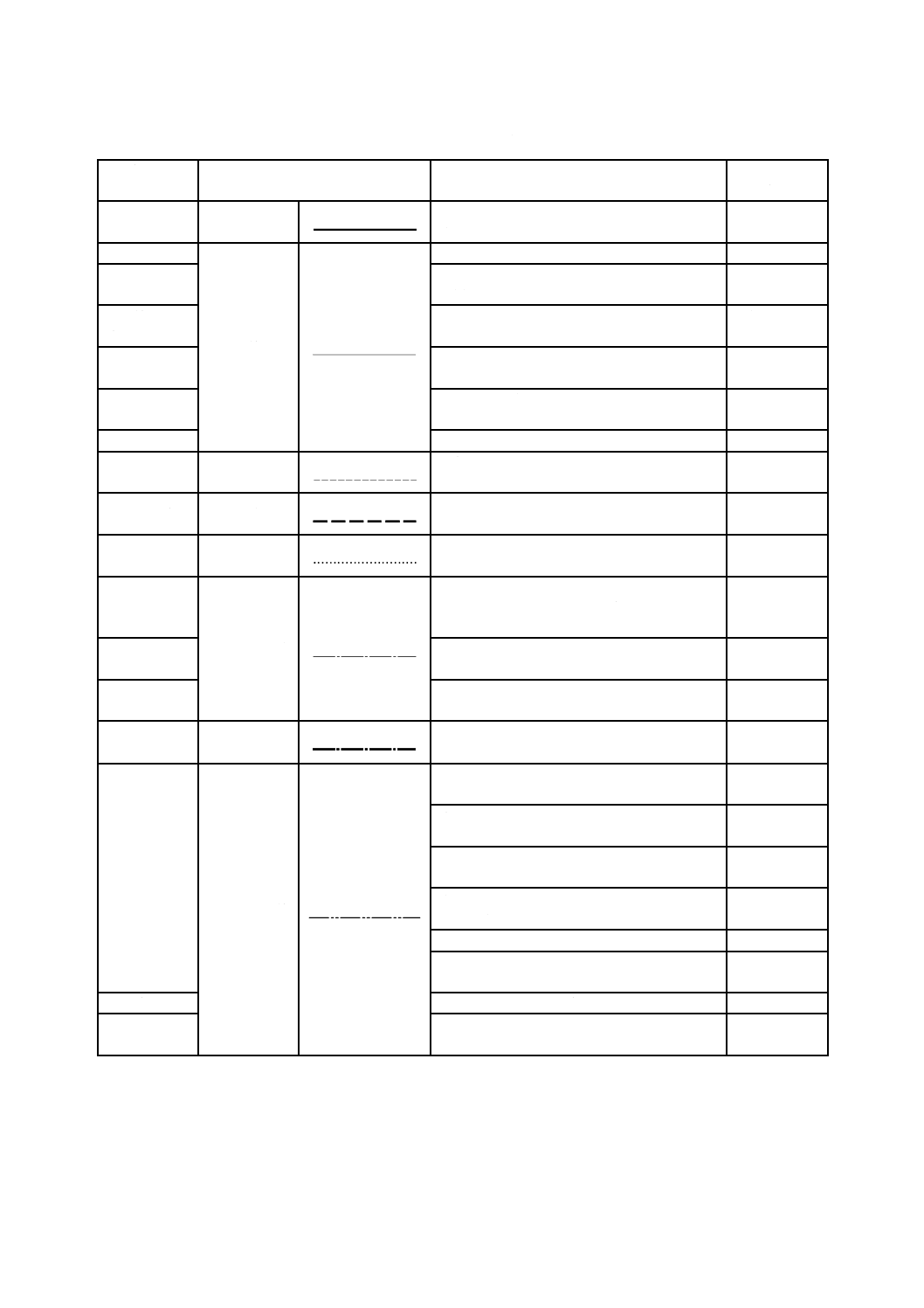
線は,線の用途によって,表5のように用いる。ただし,細線,太線及び極太線の線の太さの比率は一
般に,1:2:4とする。その他の線の種類は,JIS Z 8312又はJIS Z 8321によるのがよい。
なお,表5によらない線を用いた場合には,その線の用途を図面中に注記する。
8
B 0001:2019
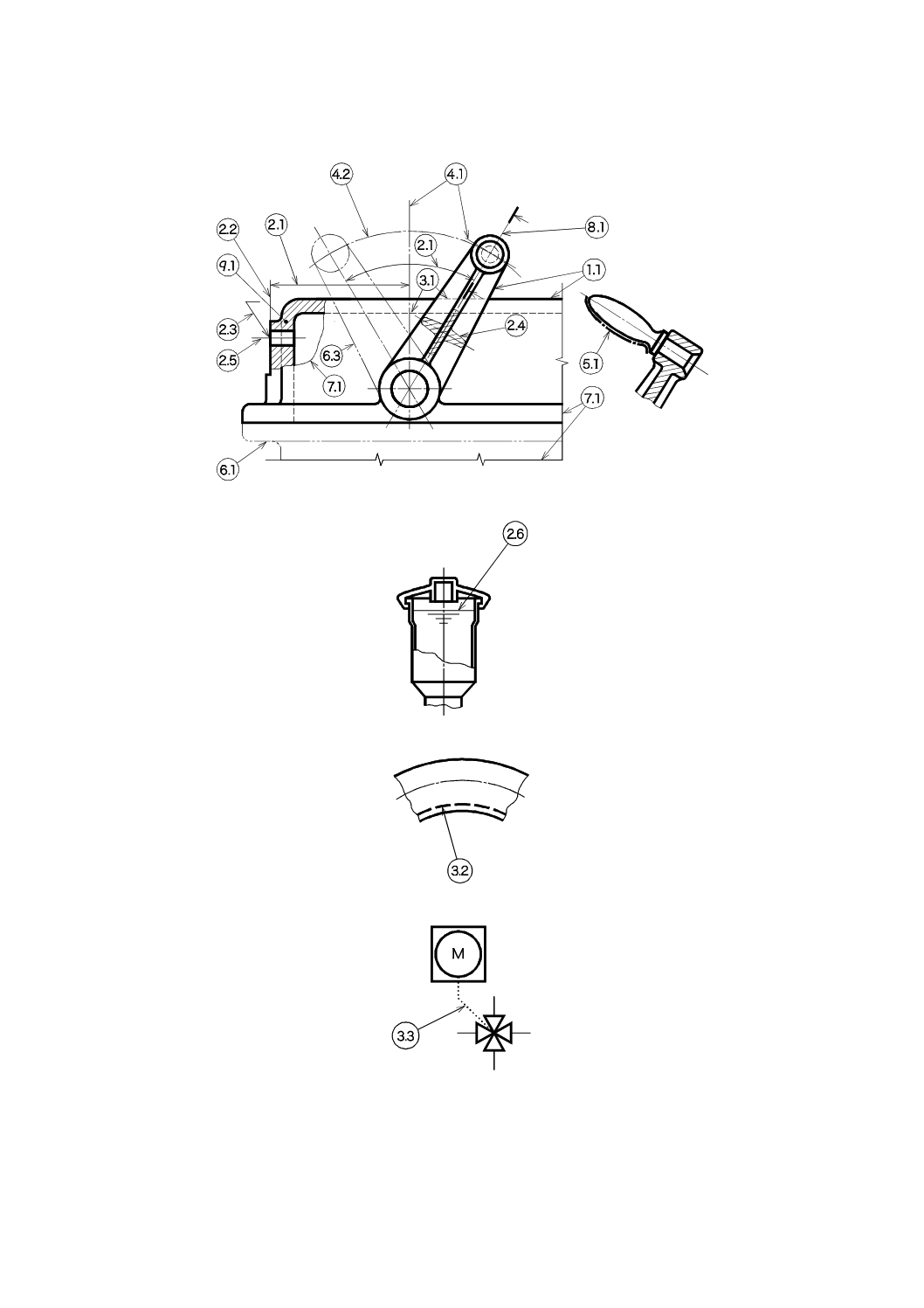
表5−線の種類及び用途
用途による
名称
線の種類c)
線の用途
図6の
照合番号
外形線
太い実線
対象物の見える部分の形状を表すために用い
る。
図例1の1.1
寸法線
細い実線
寸法記入に用いる。
図例1の2.1
寸法補助線
寸法を記入するために図形から引き出すため
に用いる。
図例1の2.2
引出線(参照
線を含む)
記述,記号などを示すために引き出すために
用いる。
図例1の2.3
回転断面線
図形内にその部分の切り口を90°回転して
表すために用いる。
図例1の2.4
中心線
図形に中心線(図例1の4.1)を簡略化して表
すために用いる。
図例1の2.5
水準面線a)
水面,液面などの位置を表すために用いる。 図例2の2.6
かくれ線
細い破線又は
太い破線
対象物の見えない部分の形状を表すために用
いる。
図例1の3.1
ミシン目線
跳び破線
布,皮又はシート材の縫い目を表すために用
いる。
図例3の3.2
連結線
点線
制御機器の内部リンク,開閉機器の連動動作
などを表すために用いる。
図例4の3.3
中心線
細い一点鎖線
a) 図形の中心を表すために用いる。
b) 中心が移動する中心軌跡を表すために用
いる。
図例1の4.1
及び4.2
図例9の4.1
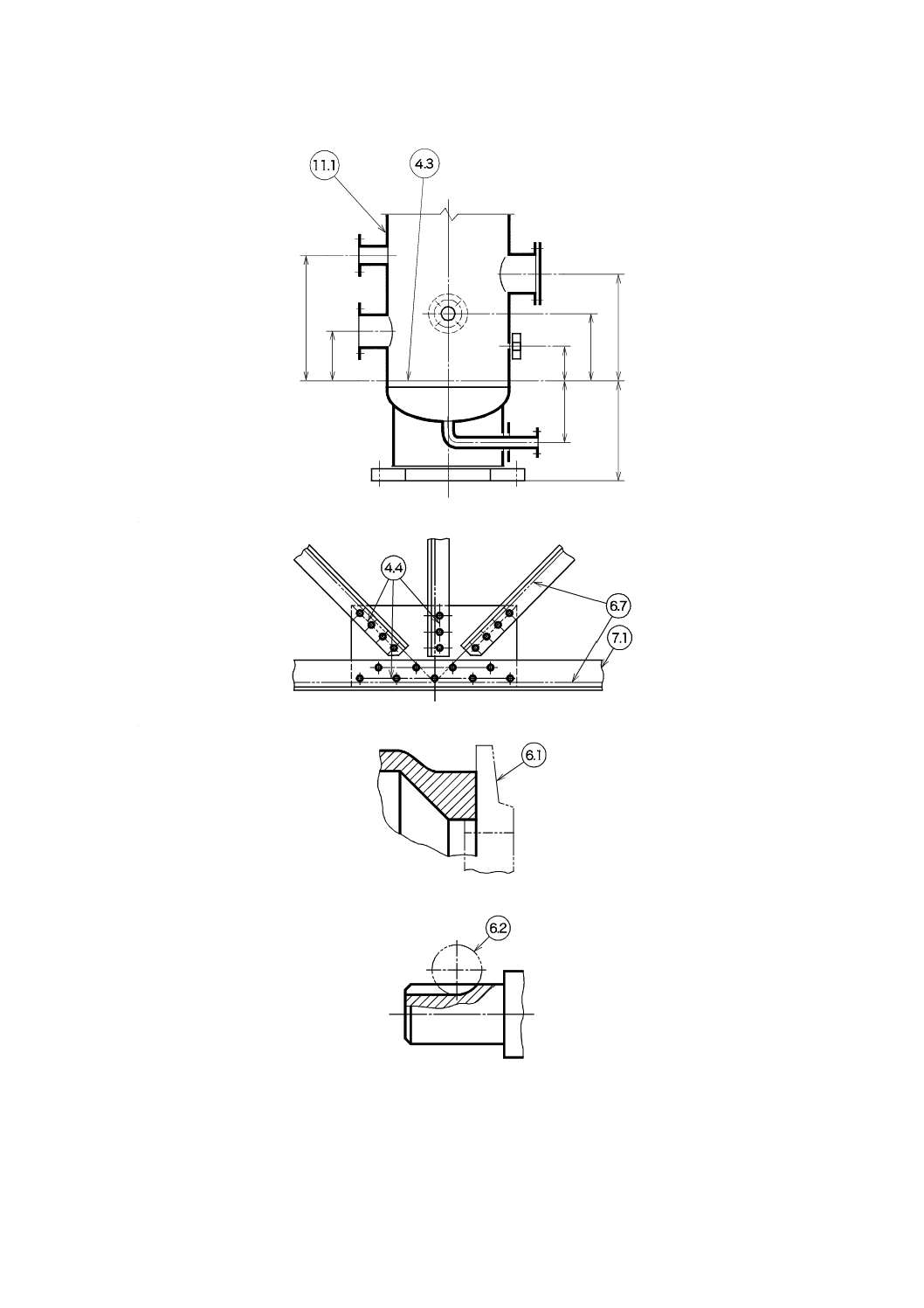
基準線
特に位置決定のよりどころであることを明示
するために用いる。
図例5の4.3
ピッチ線
繰返し図形のピッチをとる基準を表すために
用いる。
図例6の4.4
特殊指定線
太い一点鎖線
特殊な加工を施す部分など特別な要求事項を
適用すべき範囲を表すために用いる。
図例1の5.1
想像線b)
細い二点鎖線
a) 隣接部分を参考に表すために用いる。
図例1及び図
例7の6.1
b) 工具,ジグなどの位置を参考に示すため
に用いる。
図例8の6.2
c) 可動部分を,移動中の特定の位置又は移
動の限界の位置で表すために用いる。
図例1の6.3
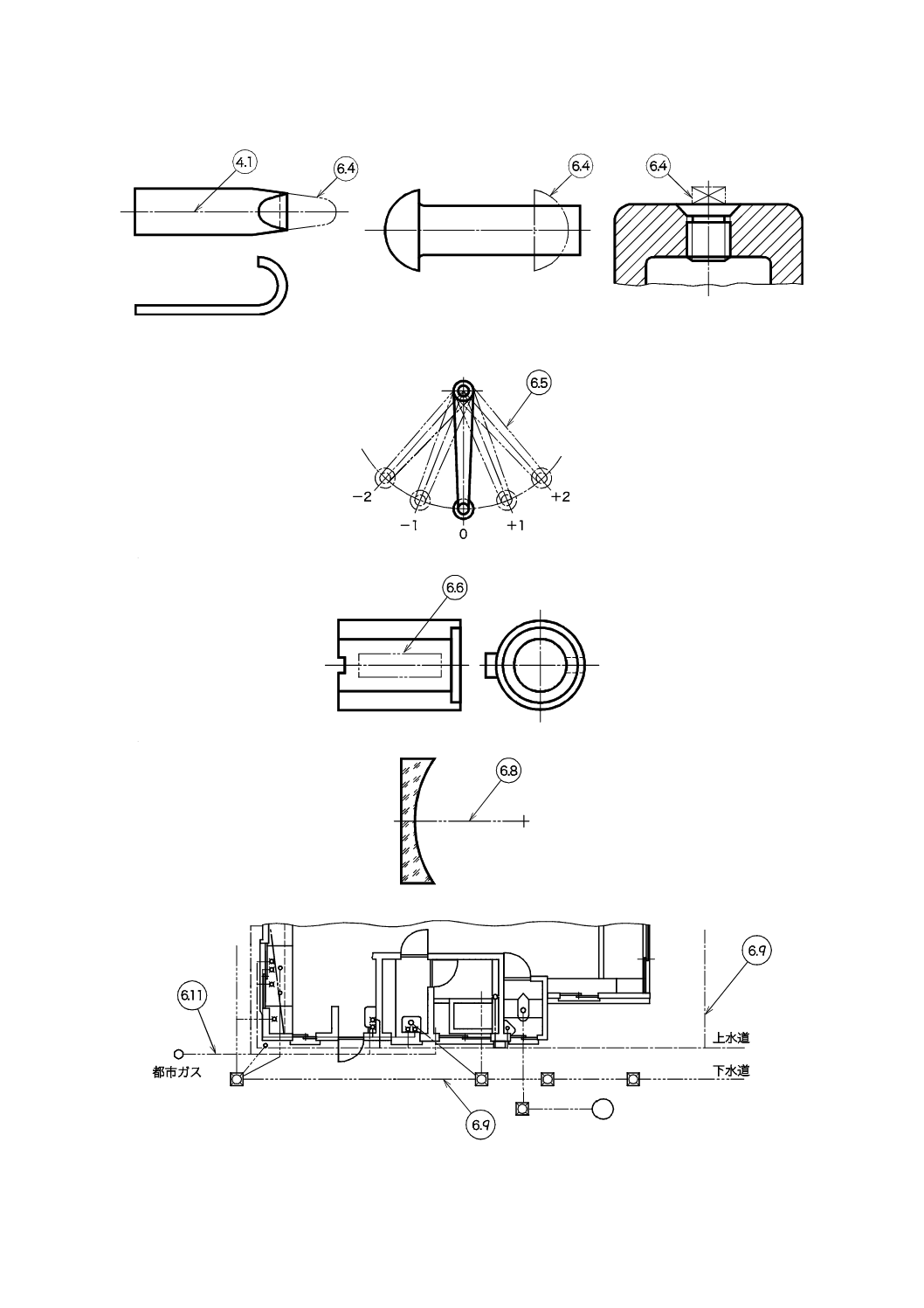
d) 加工前又は加工後の形状を表すために用
いる。
図例9の6.4
e) 繰返しを示すために用いる。
図例10の6.5
f) 図示された断面の手前にある部分を表す
ために用いる。
図例11の6.6
重心線
断面の重心を連ねた線を表すために用いる。 図例6の6.7
光軸線
レンズを通過する光軸を示す線を表すために
用いる。
図例12の6.8
9
B 0001:2019
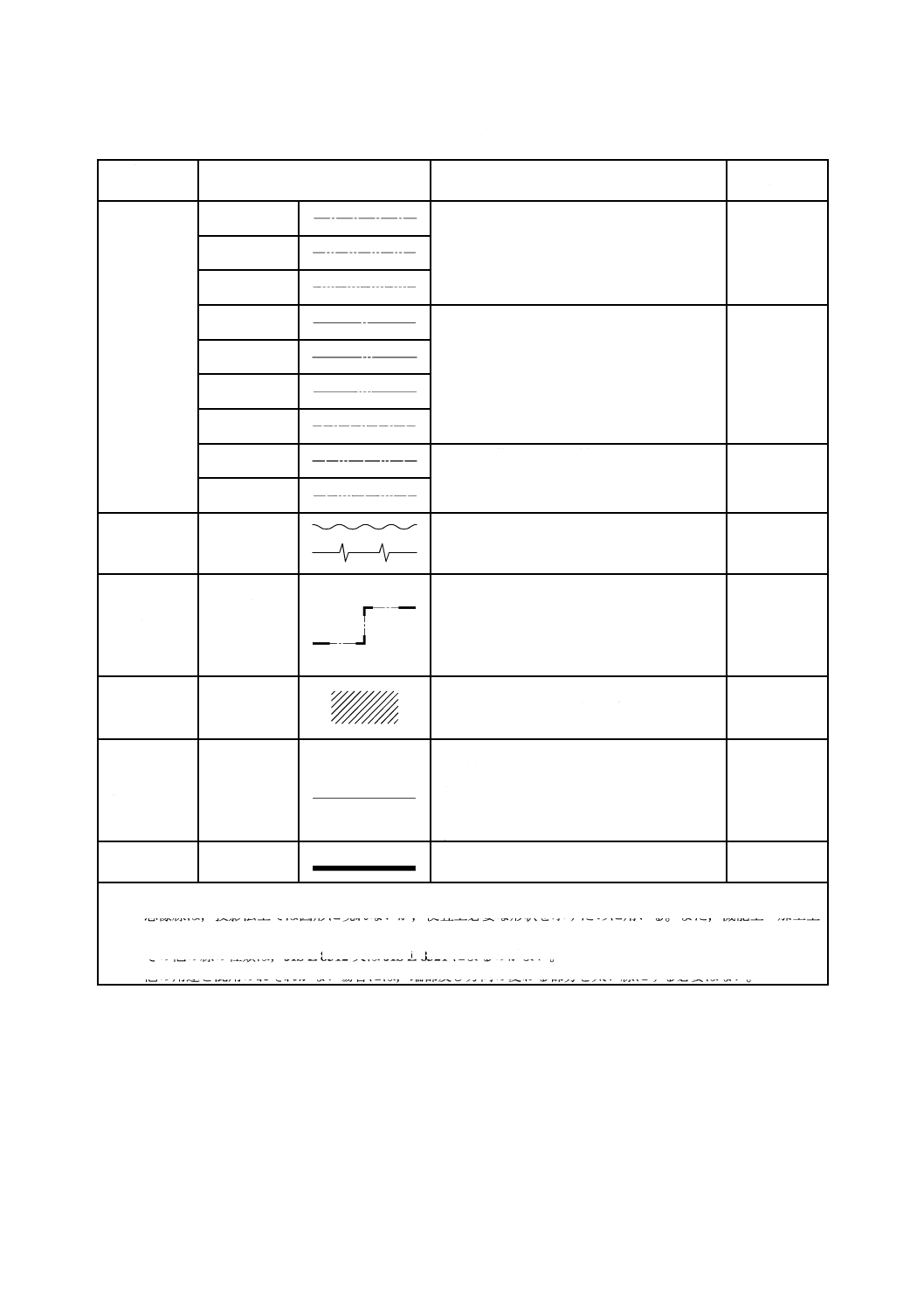
表5−線の種類及び用途(続き)
用途による
名称
線の種類c)
線の用途
図6の
照合番号
パイプライ
ン,配線,囲
い込み線
一点短鎖線
水,油,蒸気,上・下水道などの配管経路を
表すために用いる。
図例13の6.9
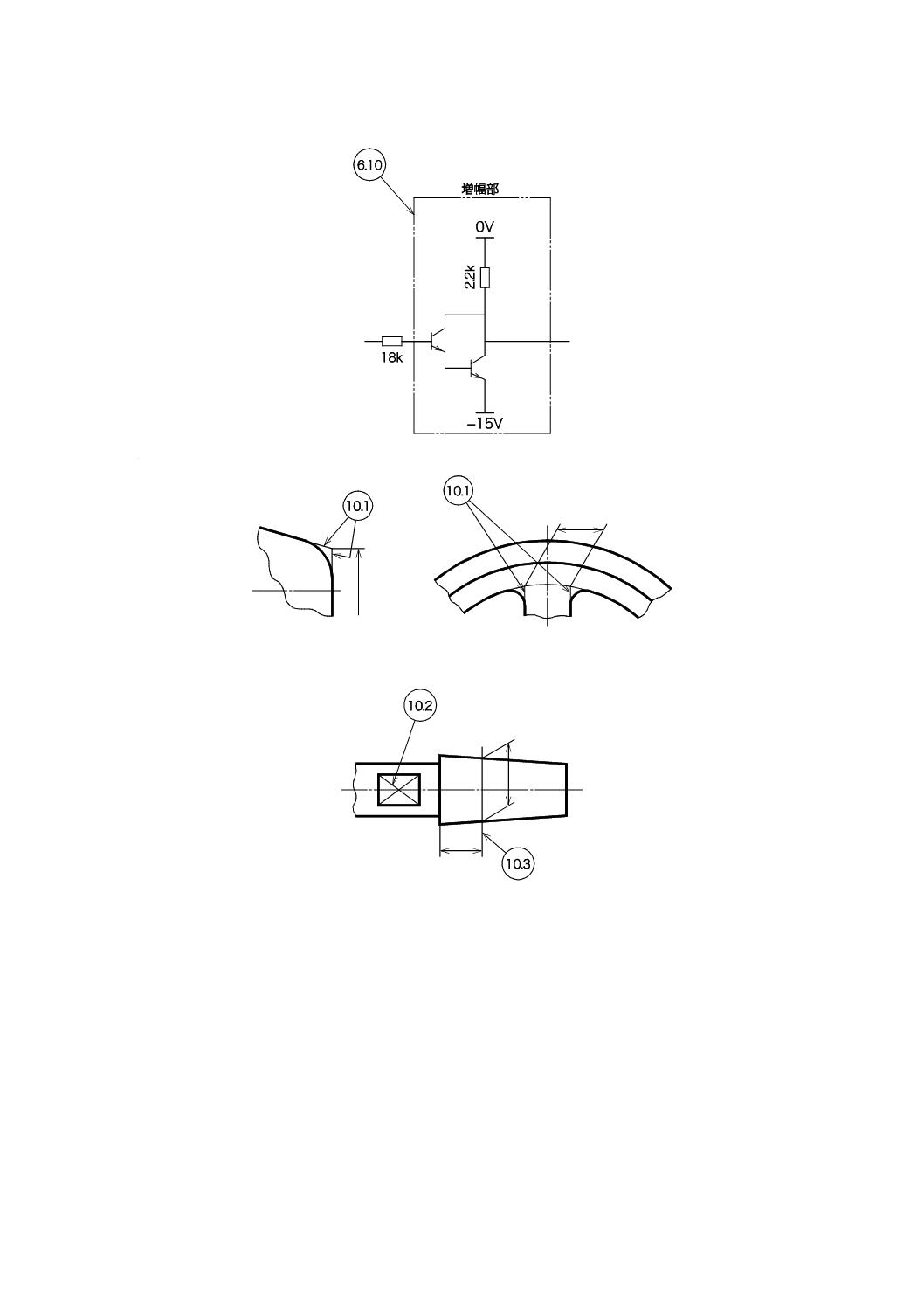
二点短鎖線
三点短鎖線
一点長鎖線
水,油,蒸気,電源部,増幅部などを区別す
るのに,線で囲い込んで,ある機能を示すた
めに用いる。
図例14の6.10
二点長鎖線
三点長鎖線
一点二短鎖線
二点二短鎖線
水,油,蒸気などの配管経路を表すために用
いる。
図例13の6.11
三点二短鎖線
破断線
不規則な波形
の細い実線又
はジグザグ線
対象物の一部を破った境界,又は一部を取り
去った境界を表すために用いる。
図例1の7.1
及び図例6の
7.1
切断線
細い一点鎖線
で,端部及び
方向の変わる
部分を太くし
た線d)
断面図を描く場合,その断面位置を対応する
図に表すために用いる。
図例1の8.1
ハッチング
細い実線で,
規則的に並べ
たもの
図形の限定された特定の部分を他の部分と区
別するために用いる。例えば,断面図の切り
口を示す。
図例1の9.1
特殊な用途の
線
細い実線
a) 外形線及びかくれ線の延長を表すために
用いる。
b) 平面であることをX字状の2本の線で示
すために用いる。
c) 位置を明示又は説明するために用いる。
図例15の10.1
図例16の10.2
及び10.3
特殊な用途の
線
極太の実線
圧延鋼板,ガラスなど薄肉部の単線図示をす
るために用いる。
図例5の11.1
注a) JIS Z 8316には,規定されていない。
b) 想像線は,投影法上では図形に現れないが,便宜上必要な形状を示すために用いる。また,機能上・加工上
の理解を助けるために,図形を補助的に示すためにも用いる(例えば,継電器による断続関係付け)。
c) その他の線の種類は,JIS Z 8312又はJIS Z 8321によるのがよい。
d) 他の用途と混用のおそれがない場合には,端部及び方向の変わる部分を太い線にする必要はない。
10
B 0001:2019
図例1
図例2
図例3
図例4
図6−線の用法の図例
11
B 0001:2019
図例5
図例6
図例7
図例8
図6−線の用法の図例(続き)
12
B 0001:2019
図例9
a)
b)
c)
図例10
図例11
図例12
図例13
図6−線の用法の図例(続き)
13
B 0001:2019
図例14
図例15
a)
b)
図例16
図6−線の用法の図例(続き)
6.3
線の優先順位
図面で2種類以上の線が同じ場所に重なる場合には,次に示す順位a)〜f) に従って,優先する種類の線
で描く(図7参照)。
a) 外形線
b) かくれ線
c) 切断線
d) 中心線
e) 重心線(図6の図例6の6.7参照)
f)
寸法補助線(図94及び図96参照)
14
B 0001:2019
図7−線の優先順位
7
文字及び文章
7.1
文字の種類及び高さ
7.1.1
文字の種類
文字の種類は,次による。
a) 用いる漢字は,常用漢字表(平成22年11月30日内閣告示第2号)によるのがよい。ただし,16画
以上の漢字はできる限り仮名書きとする。
b) 仮名は,平仮名又は片仮名のいずれかを用い,一連の図面においては混用しない。ただし,外来語,
動物・植物の学術名及び注意を促す表記に片仮名を用いることは混用とはみなさない。
例 外来語表記:ボタン,ポンプ
注意を促す表記:塗装のダレ,コトコト音
c) ラテン文字,数字及び記号の書体は,A形書体,B形書体,CA形書体,CB形書体などの直立体又は
斜体を用い,混用はしない(JIS Z 8313-0,JIS Z 8313-1及びJIS Z 8313-5参照)。ただし,量記号は
斜体,単位記号は直立体とする。
7.1.2
文字高さ
文字高さは,次による。
a) 文字高さは,一般に文字の外側輪郭が収まる基準枠の高さ(h)の呼びによって表す。漢字,平仮名及
び片仮名の文字高さは,JIS Z 8313-10に規定する基準枠の高さ(h)で表す。また,ラテン文字,数
字及び記号の文字高さは,JIS Z 8313-1に規定する大文字の高さ(h)で表す。
b) 漢字の文字高さは,呼び3.5 3) mm,5 mm,7 mm及び10 mmの4種類とする。また,仮名の文字高さ
は,呼び2.5 3) mm,3.5 mm,5 mm,7 mm及び10 mmの5種類とする。ただし,特に必要がある場合
には,この限りでない。
なお,既に文字高さが決まっている活字を用いる場合には,これに近い文字高さで選ぶことが望ま
しい。
注3) ある種の複写方式では,この大きさは適さない。特に,鉛筆書きの場合には注意する。
c) 他の漢字及び仮名に小さく添える“ゃ”,“ゅ”及び“ょ”[よう(拗)音],つまる音を表す“っ”(促
音)など小書きにする仮名の文字高さは,この比率において一般に,0.7とする。
d) ラテン文字,数字及び記号の文字高さは,呼び2.5 3) mm,3.5 mm,5 mm,7 mm及び10 mmの5種類
とする。ただし,特に必要がある場合には,この限りではない。
15
B 0001:2019
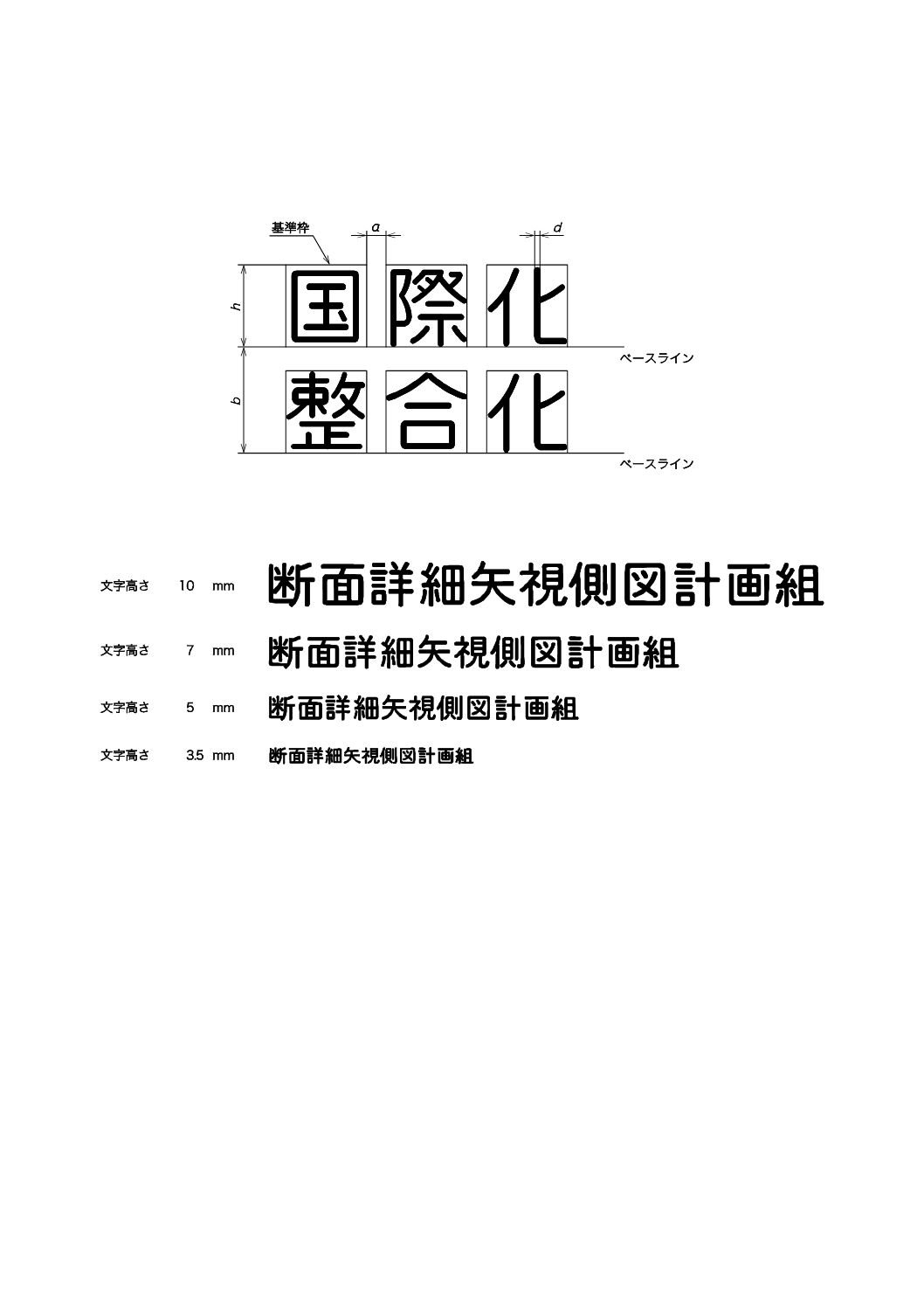
e) 文字間の隙間(a)は,文字の線の太さ(d)の2倍以上とする。ベースラインの最小ピッチ(b)は,
用いる文字のうちの最大の呼びの14/10とする(図8参照)。
f)
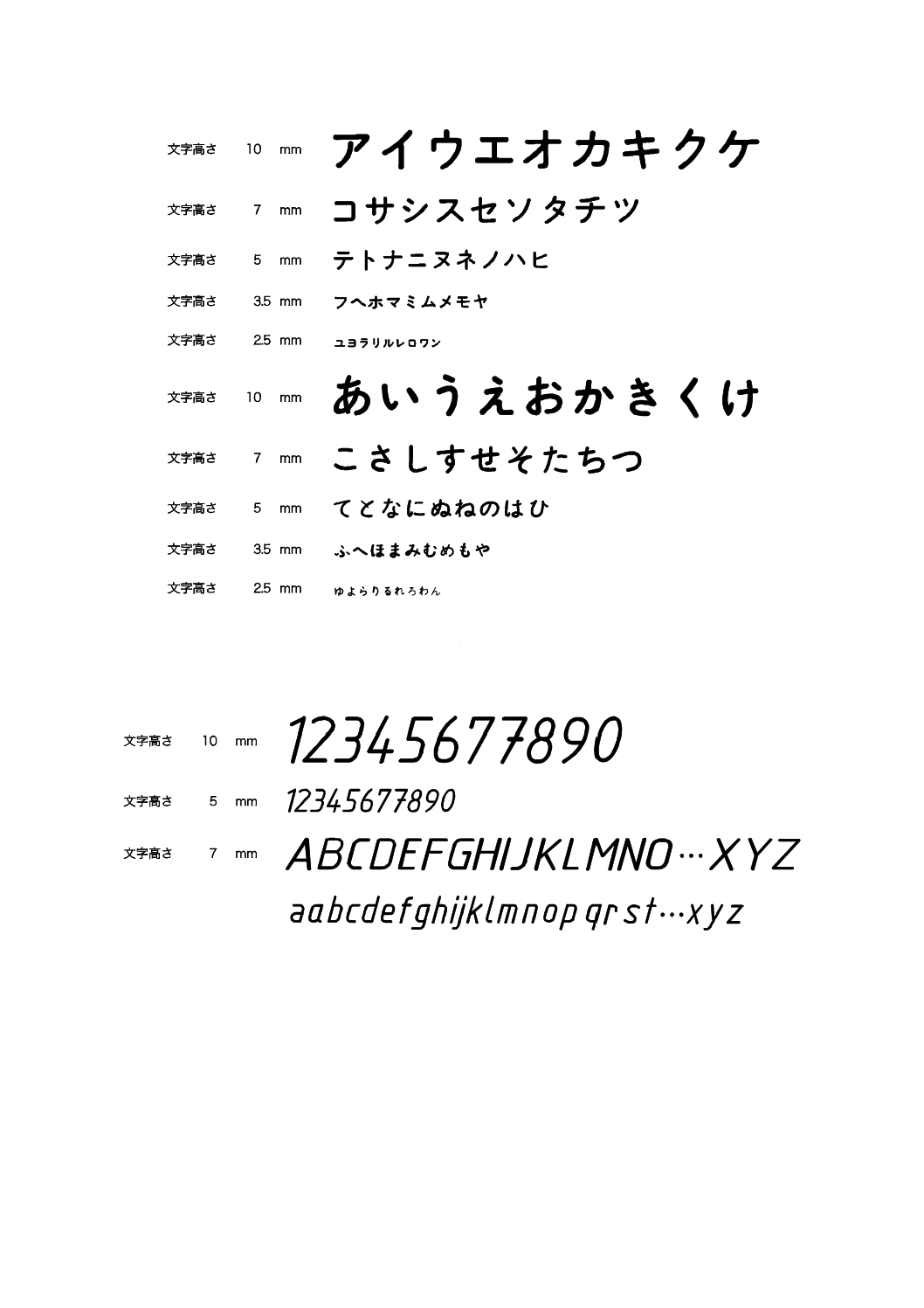
漢字の例を図9に,仮名の例を図10に,数字及びラテン文字の例を図11に示す。
注記 この図は,書体及び字形を表す例ではない。
図8−文字間の隙間及びベースラインの最小ピッチ
注記 この図は,書体及び字形を表す例ではない。
図9−漢字の例
16
B 0001:2019
注記 この図は,書体及び字形を表す例ではない。
図10−仮名の例
注記 この図は,書体及び字形を表す例ではない。
図11−数字及びラテン文字の例
7.2
文章表現
文章表現は,次による。
a) 文章は,口語体で左横書きとする。
なお,必要に応じて,分かち書きとする。
b) 図面の注記は,簡潔明瞭に書く。
17
B 0001:2019
例 注記
1
測定の標準温度は,JIS B 0680による。
2
A面は,す(摺)り合せとする。
8
投影法
8.1
一般事項
投影図は,第三角法による。ただし,紙面の都合などで,投影図を第三角法による正しい配置に描けな
い場合,又は図の一部を第三角法による位置に描くと,かえって図形が理解しにくくなる場合には,第一
角法又は相互の関係を8.5に示す矢示法(“やしほう”と読む。)を用いてもよい(JIS Z 8316参照)。
8.2
投影図の名称
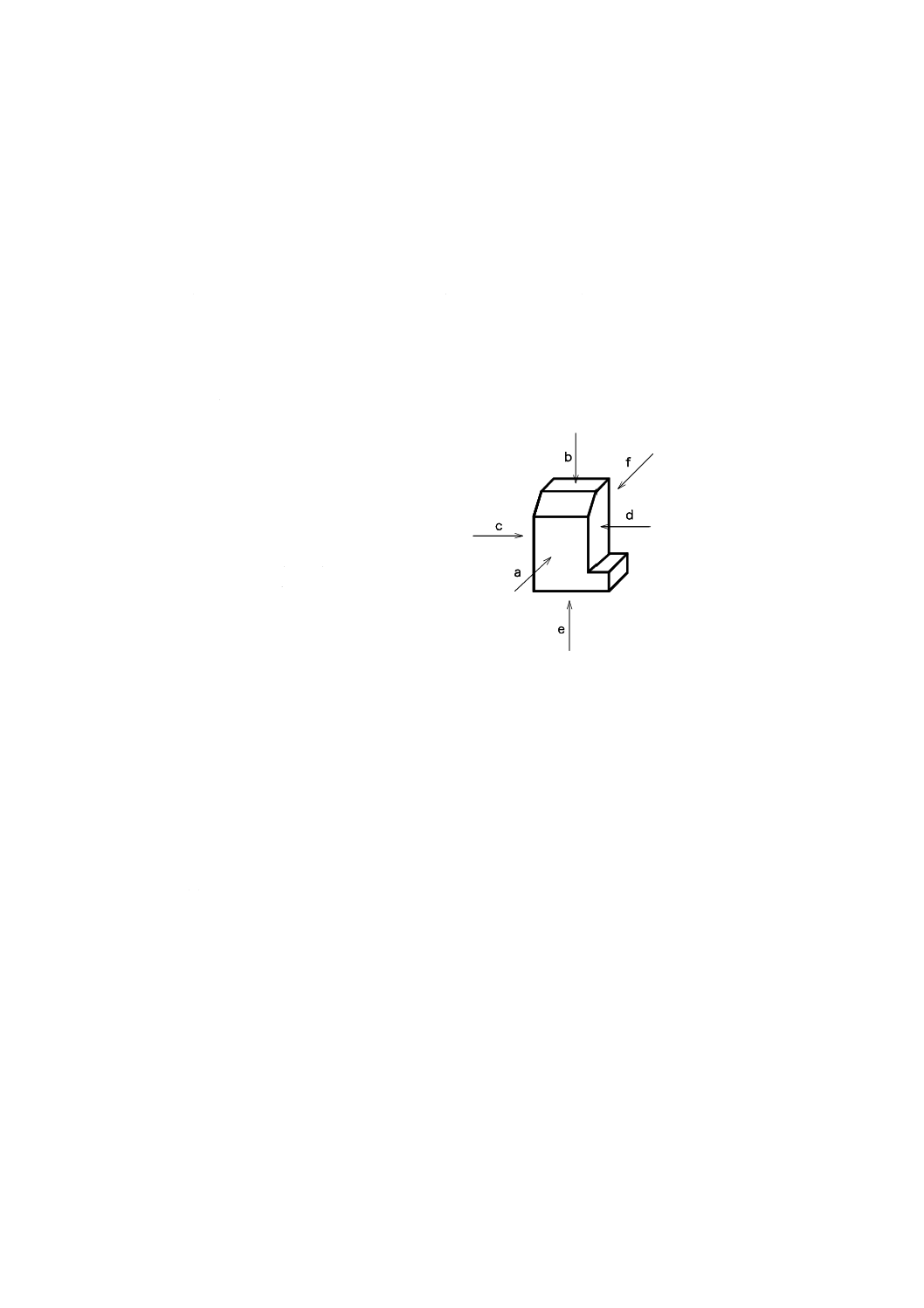
図12に示す対象物の投影図の名称は,次による。
a方向の投影:正面図
b方向の投影:平面図
c方向の投影:左側面図
d方向の投影:右側面図
e方向の投影:下面図
f方向の投影:背面図
図12−投影図の名称
正面図(主投影図)を選ぶと(10.1.1参照),関連する他の投影図は,正面図及びそれらのなす角度が90°
又は90°の倍数になる(図12参照)。
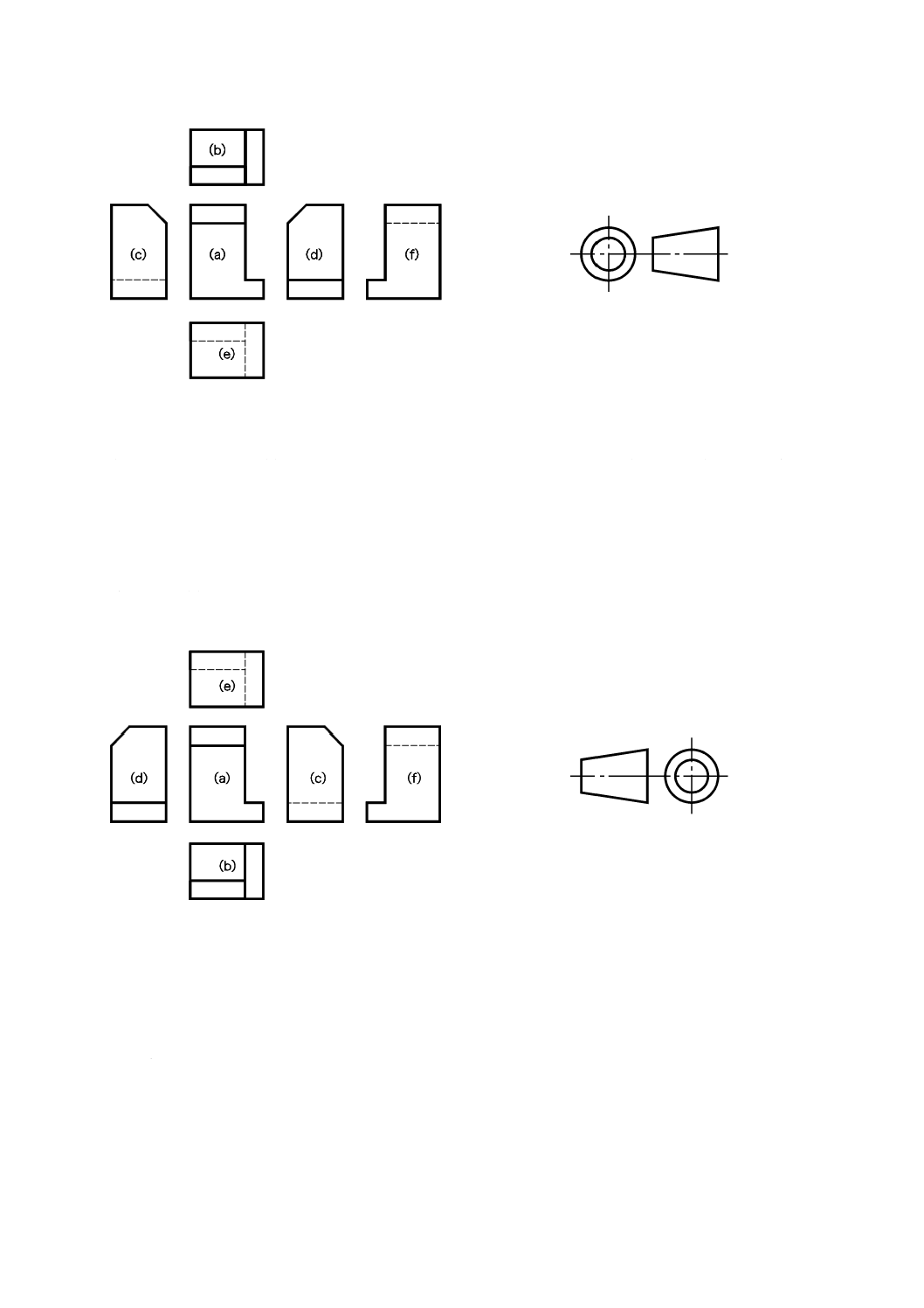
8.3
第三角法
第三角法は,正面図(a)を基準とし,他の投影図は次のように配置する(図13参照)。その場合には,
図14に示す投影法の記号を表題欄の中又はその付近に示す。
平面図(b)は,上側に置く。
下面図(e)は,下側に置く。
左側面図(c)は,左側に置く。
右側面図(d)は,右側に置く。
背面図(f)は,都合によって左側面図(c)の左側又は右側面図(d)の右側に置いてもよい。
18
B 0001:2019
図13−第三角法投影図
図14−第三角法の記号
8.4
第一角法
第一角法は,正面図(a)を基準とし,他の投影図は次のように配置する(図15参照)。その場合には,
図16に示す投影法の記号を表題欄又はその近くに示す。
平面図(b)は,下側に置く。
下面図(e)は,上側に置く。
左側面図(c)は,右側に置く。
右側面図(d)は,左側に置く。
背面図(f)は,都合によって右側面図(d)の左側又は左側面図(c)の右側に置いてもよい。
図15−第一角法投影図
図16−第一角法の記号
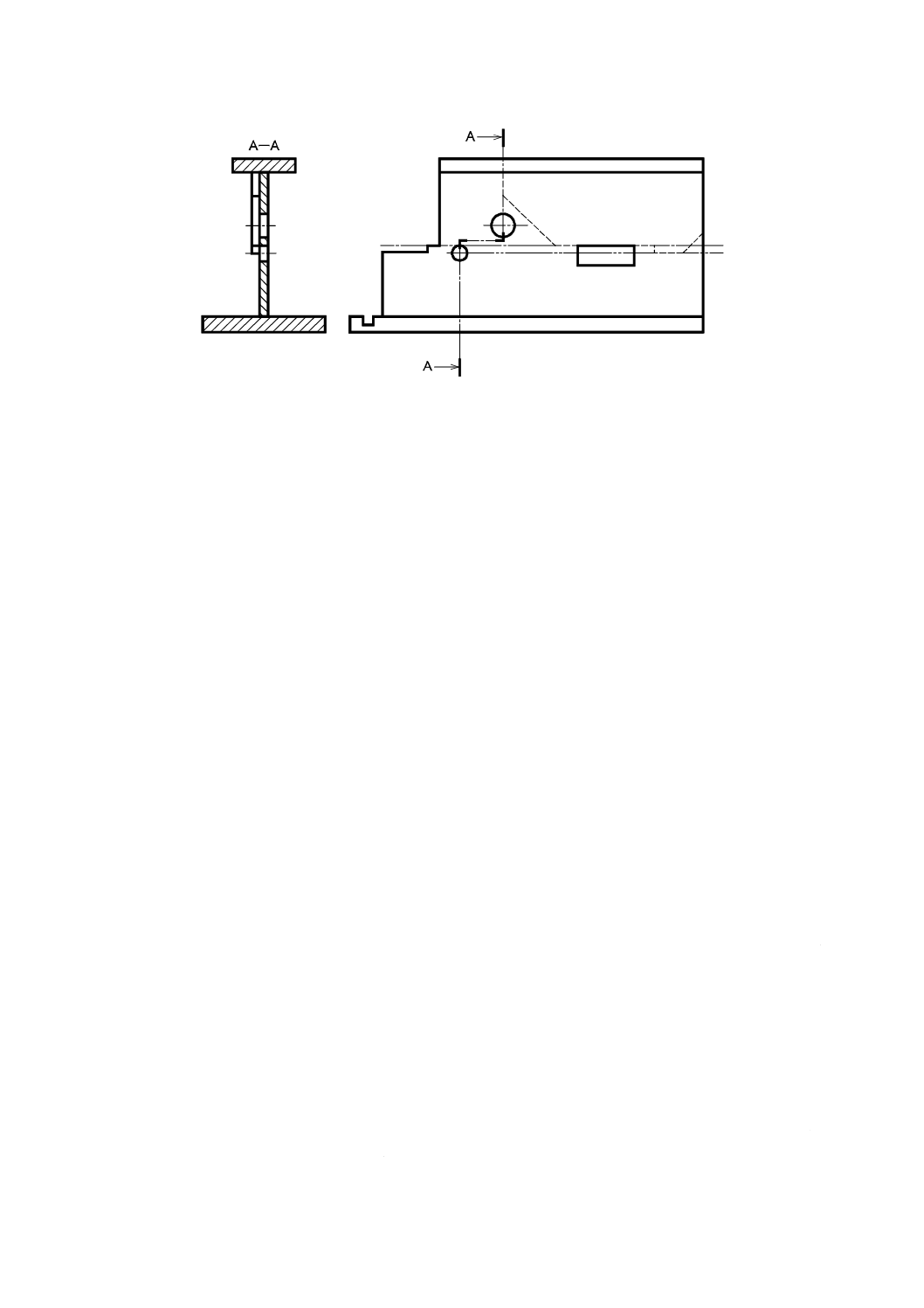
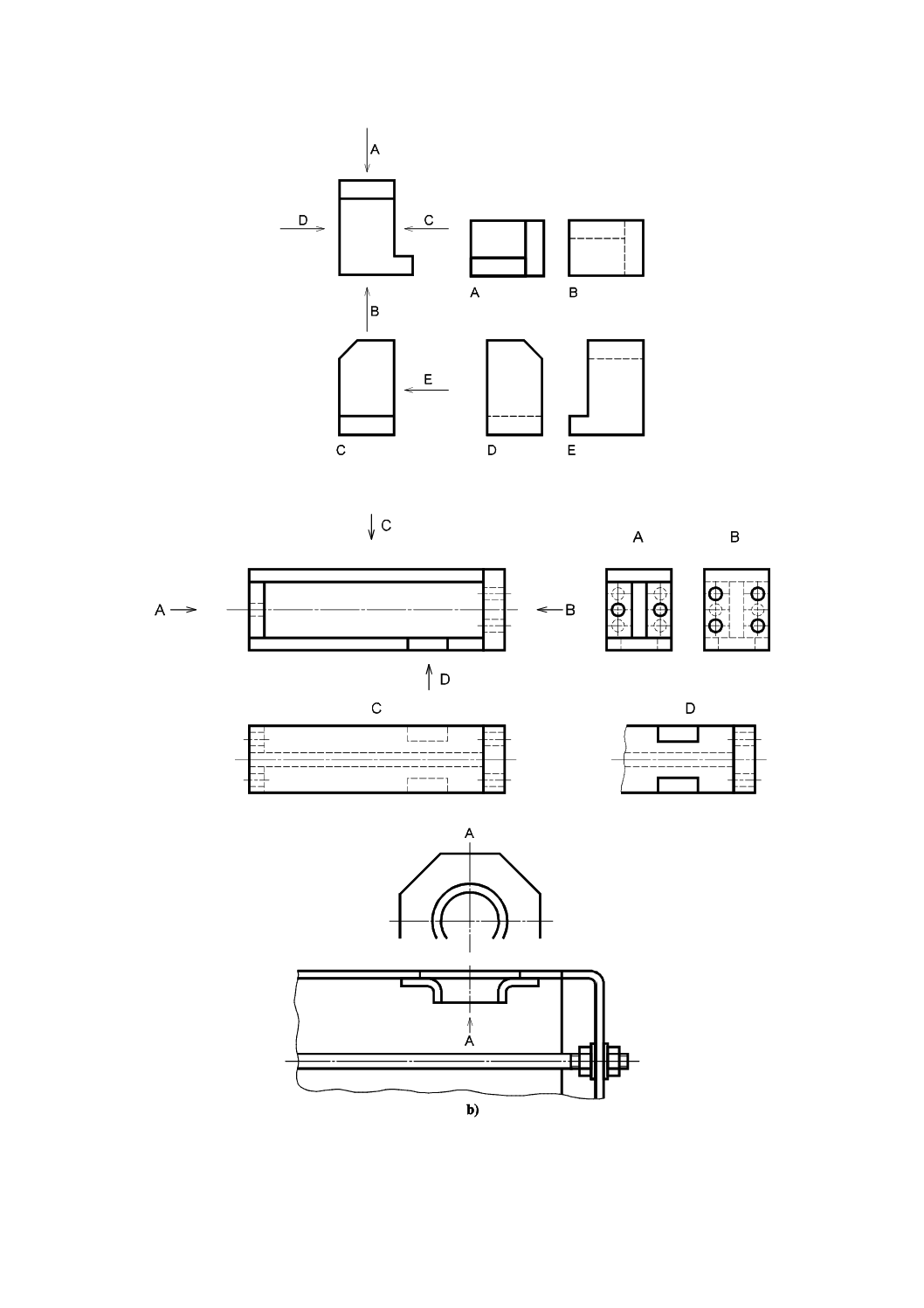
8.5
矢示法
第一角法及び第三角法の厳密な形式に従わない投影図によって示す場合には,矢印を用いて様々な方向
から見た投影図を任意の位置に配置してもよい。
主投影図以外の各投影図は,その投影方向を示す矢印及び識別のために大文字のラテン文字で指示する。
その文字は,投影の向きに関係なく全て上向きに明瞭に書く。
指示された投影図は,主投影図に対応しない位置に配置してもよい。投影図を識別するラテン文字の大
文字は,関連する投影図の真下か真上のいずれかに置く。1枚の図面の中では,参照は同じ方法で配置す
る。その他の指示は必要ない(図17及び図18参照)。
19
B 0001:2019
図17−矢示法投影図の例1
a)
注記 図18 a) は,投影法を示すための図であり,製図では部分的に省略することもある(10.3参照)。
図18−矢示法投影図の例2
20
B 0001:2019
8.6
その他の投影法
対象物の形状を理解しやすくする目的などから,立体図を描く必要がある場合には,軸測投影,透視投
影などを用いて描く。軸測投影による製図はJIS Z 8315-3,透視投影による製図はJIS Z 8315-4による。
9
尺度
尺度は,JIS Z 8314に基づいて,次による。
a) 尺度は,A:Bで表す。
ここに,A:描いた図形での対応する長さ
B:対象物の実際の長さ
なお,現尺の場合にはA:Bを共に1,倍尺の場合にはBを1,縮尺の場合にはAを1として示す。
例1 現尺の場合1:1
例2 倍尺の場合5:1
例3 縮尺の場合1:2
b) 尺度の値は,表6による。
c) 1枚の図面に幾つかの尺度を用いる場合には,主となる尺度だけを表題欄に示す。その他の全ての尺
度は,関係する部品の照合番号(例えば,“①”)又は詳細を示した図(又は断面図)の照合文字(例
えば,“A部”)の付近に示す。
図形が寸法に比例しない場合には,その旨を適切な箇所に,例えば“非比例尺”,“NOT TO SCALE”
又は“SCALE: NONE”と明記する。
なお,これらの尺度の表示は,見誤るおそれがない場合には,記入しなくてもよい。また,二次元
図面に立体図を参考図示する場合には,その立体図には尺度を表示しない。
d) 小さい対象物を倍尺度で描いた場合には,参考として,現尺の図を書き加えるのがよい。この場合に
は,現尺の図は簡略化して対象物の輪郭だけを示したものでよい。
表6−推奨する尺度
種別
推奨する尺度
現尺
1:1
倍尺
50:1
20:1
10:1
5:1
2:1
縮尺
1:2
1:5
1:10
1:20
1:50
1:100
1:200
1:500
1:1 000
1:2 000
1:5 000
1:10 000
10 図形の表し方
10.1 投影図の表し方
10.1.1 一般事項
一般事項は,次による。
a) 対象物の情報を最も明瞭に示す投影図を,主投影図又は正面図とする。
b) 他の投影図(断面図を含む。)が必要な場合には,曖昧さがないように,完全に対象物を規定するのに
必要かつ十分な投影図及び断面図の数とする。
21
B 0001:2019
c) できる限り,かくれ線(隠れた外形線及びエッジ)を表す必要のない投影図を選ぶ。
d) 不必要な細部の繰返しを避ける。
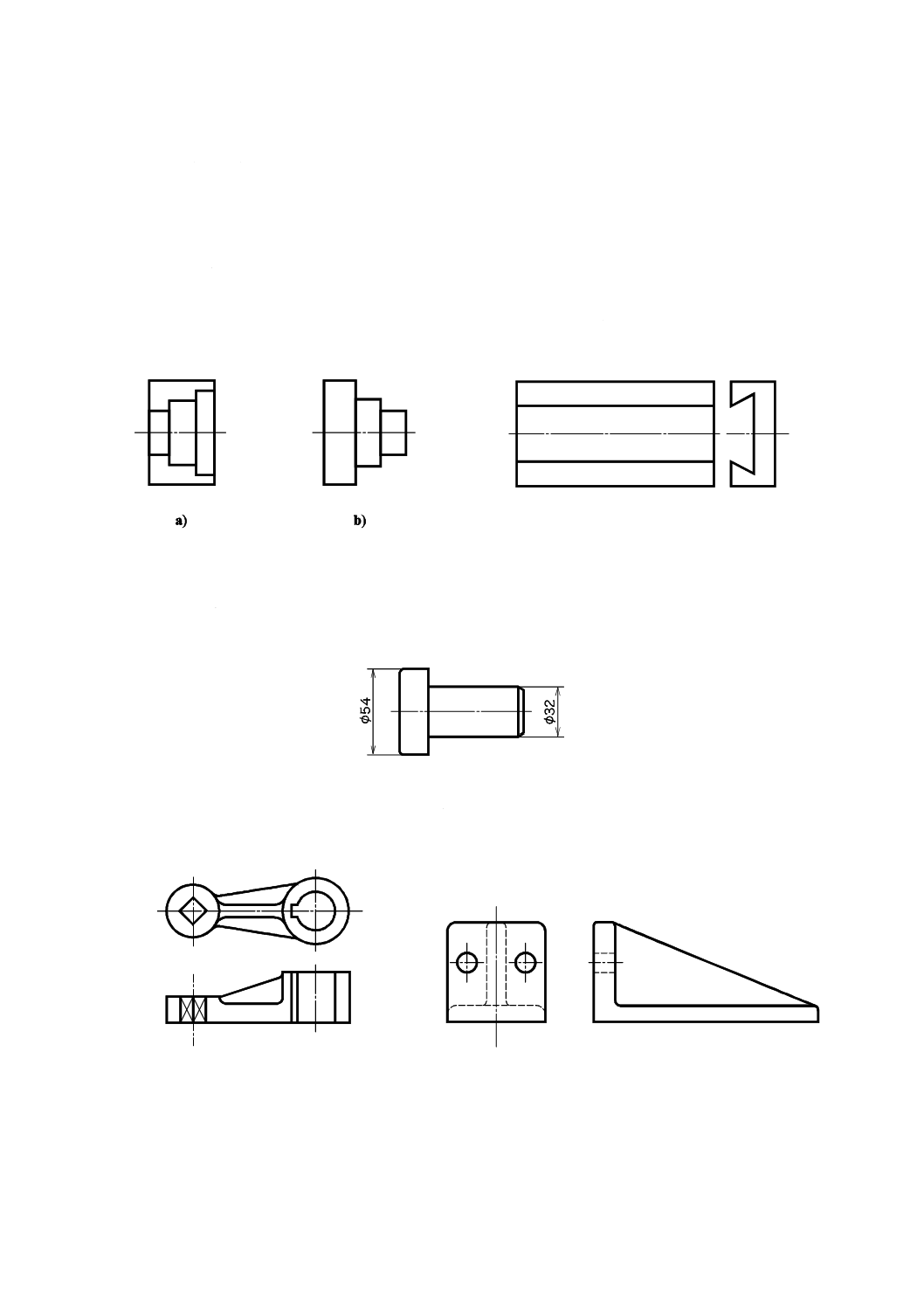
10.1.2 主投影図
主投影図は,次による。
a) 主投影図として,対象物の形状・機能を最も明瞭に表す投影図を描く。
なお,対象物を図示する状態は,図面の目的に応じて,次のいずれかによる。
1) 組立図など,主として機能を表す図面では,対象物を使用する状態。
2) 部品図など,加工のための図面では,加工に当たって図面を最も多く利用する工程で,対象物を置
いた状態(図19及び図20参照)。
図19−旋削加工の場合の例
図20−フライス加工の場合の例
3) 特別の理由がない場合には,対象物を横長に置いた状態。
b) 主投影図を補足する他の投影図は,できる限り少なくし,主投影図だけで表せるものに対しては,他
の投影図は描かない(図21参照)。
図21−主投影図だけの例
c) 互いに関連する図の配置は,なるべくかくれ線を用いなくてもよいように示す(図22参照)。ただし,
比較対照することが不便になる場合には,この限りではない(図23参照)。
図22−かくれ線を用いない工夫の例
図23−比較対照する穴の例
10.1.3 部分投影図
図の一部を示せば理解できる場合には,その必要な部分だけを部分投影図として表す。この場合には,
省いた部分との境界を破断線で示す(図24参照)。ただし,明確な場合には破断線を省略してもよい。
22
B 0001:2019
図24−部分投影図の例
10.1.4 局部投影図
対象物の穴,溝など一局部だけの形を図示すれば理解できる場合には,その必要部分を局部投影図とし
て表す。投影関係は,主となる図に中心線,基準線,寸法補助線などで結び付けて示す(図25及び図26
参照)。
図25−局部投影図の例1
図26−局部投影図の例2
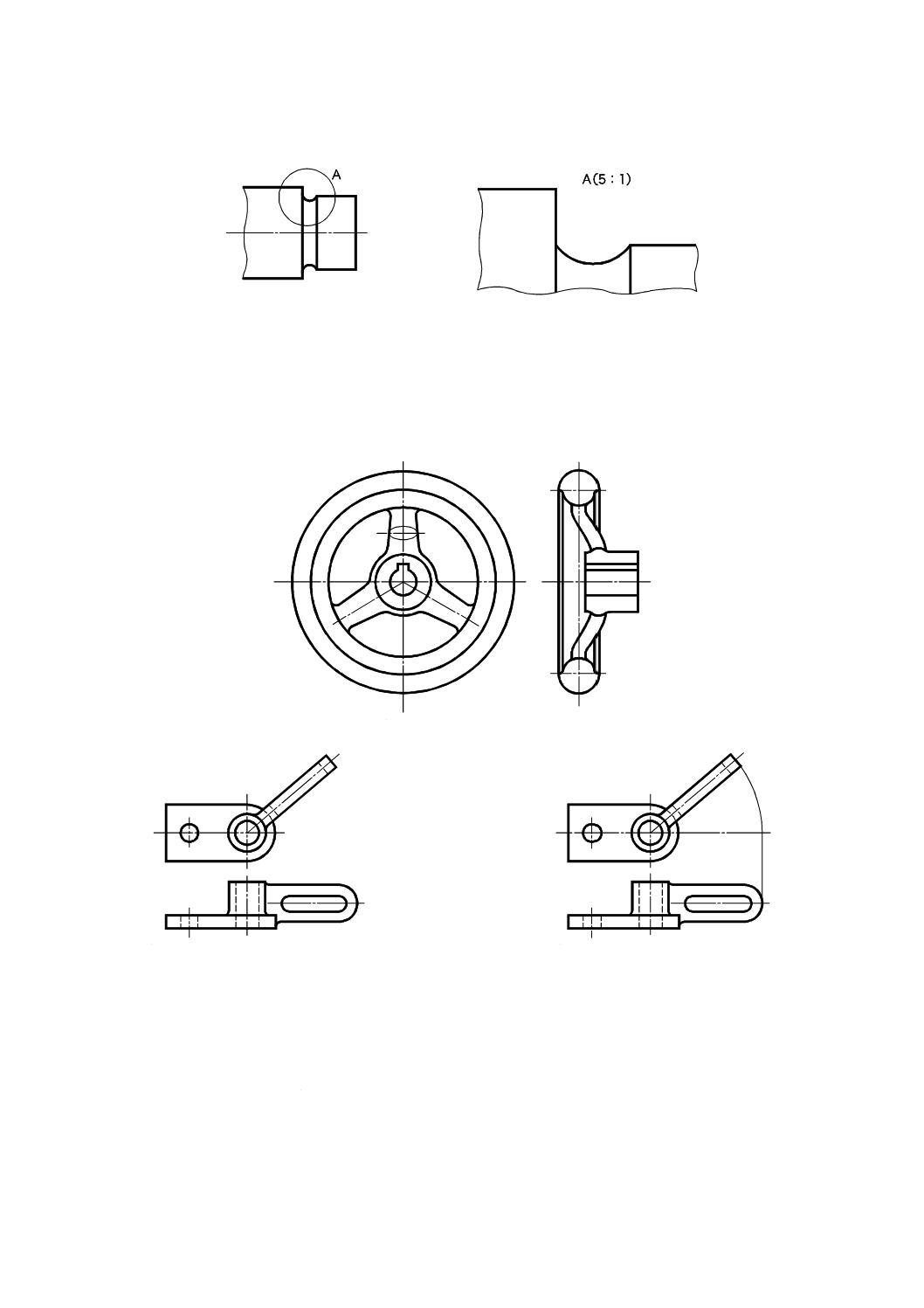
10.1.5 部分拡大図
特定部分の図形が小さいために,その部分の詳細な図示,寸法などの記入ができないときは,該当部分
を別の箇所に拡大して描き,表示の部分を細い実線で囲み,かつ,ラテン文字の大文字で表示するととも
に,その文字及び尺度を付記する(図27参照)。ただし,拡大した図の尺度を示す必要がない場合には,
23
B 0001:2019
尺度の代わりに“拡大図”又は“DETAIL”と付記してもよい。
図27−部分拡大図の例
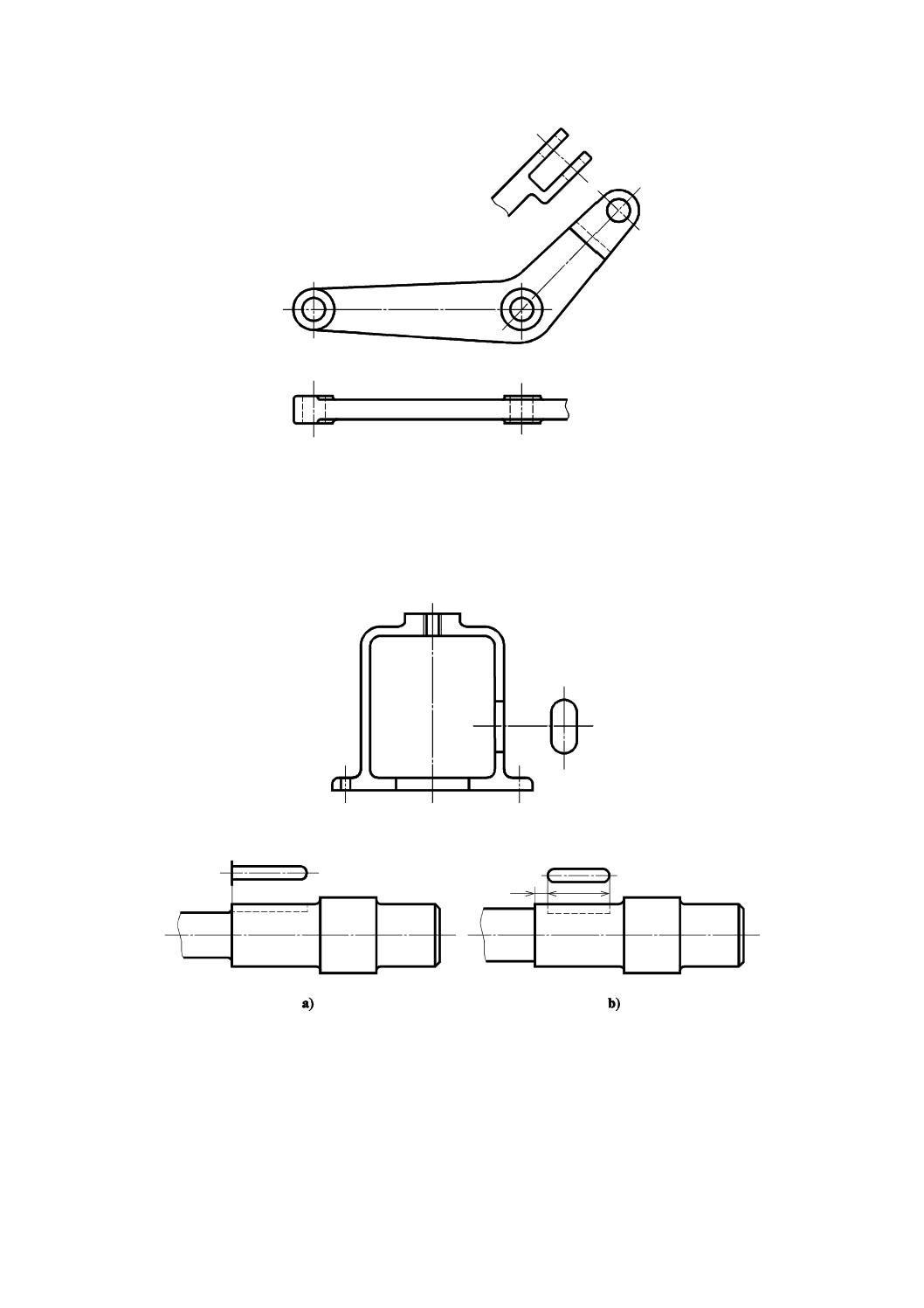
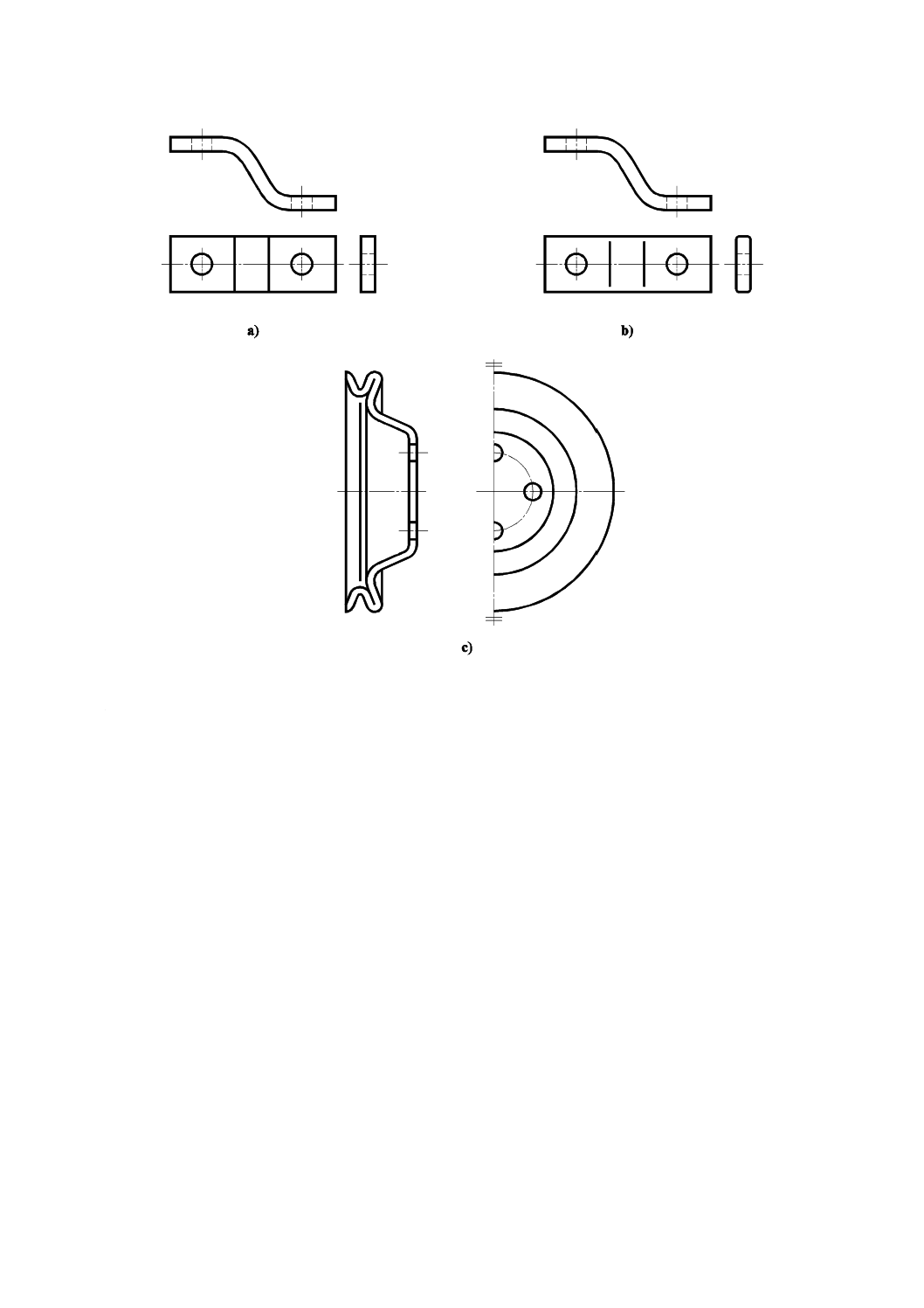
10.1.6 回転投影図
投影面に,ある角度をもっているために,その実形が表れないときには,その部分を回転して,その実
形を図示してもよい[図28のa) 及びb) 参照]。
なお,見誤るおそれがある場合には,作図に用いた線を残す[図28 c) 参照]。
a) アームの回転図示の例
b) 作図に用いた線を残さない例
c) 作図に用いた線を残した例
図28−回転投影図の例
10.1.7 補助投影図
斜面部がある対象物で,その斜面の実形を表す必要がある場合には,次によって補助投影図で表す。
a) 対象物の斜面の実形を図示する必要がある場合には,その斜面に対向する位置に補助投影図として表
す(図29参照)。この場合,必要な部分だけを部分投影図(10.1.3参照)又は局部投影図(10.1.4参照)
で描いてもよい。
24
B 0001:2019
図29−補助投影図の例
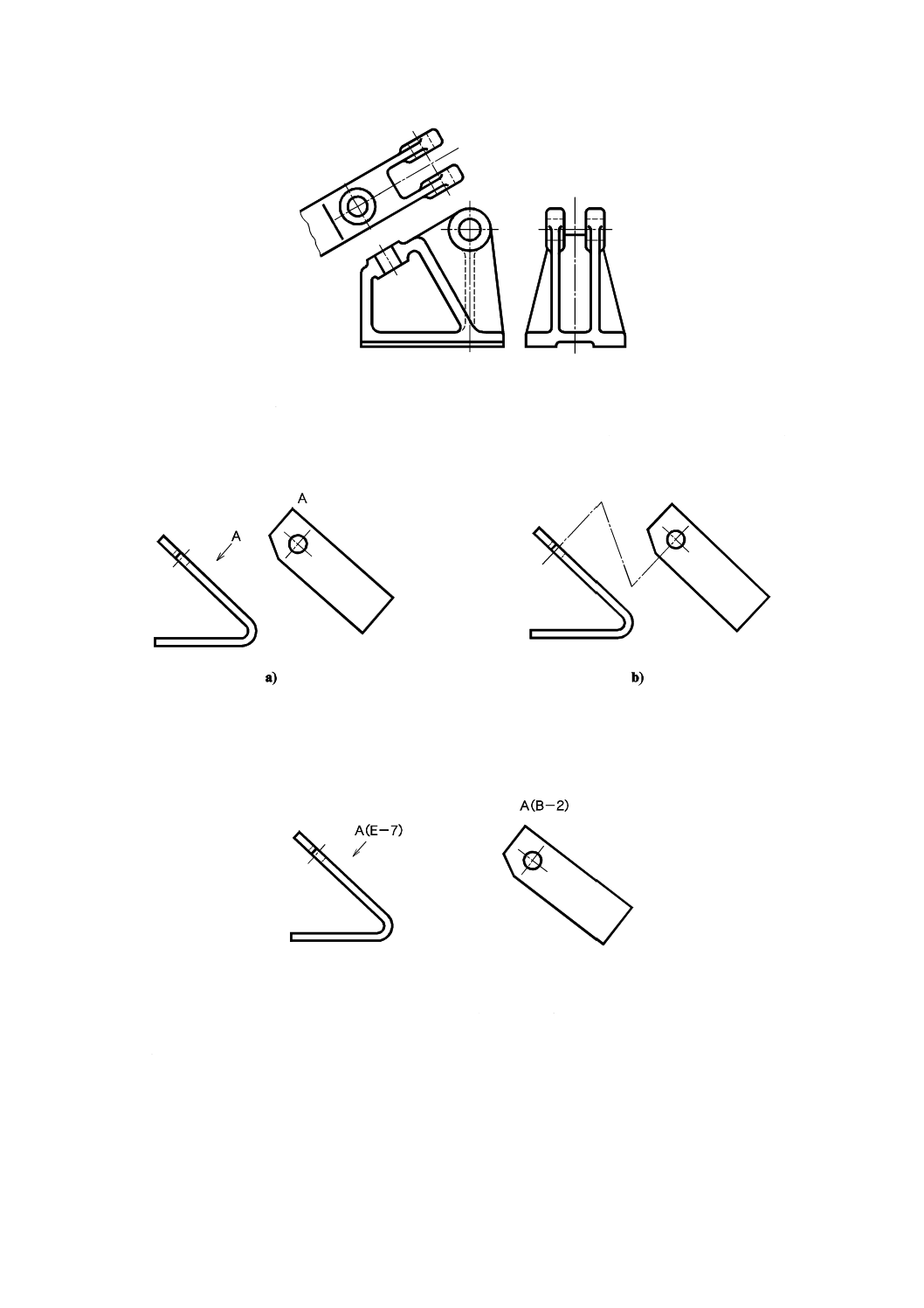
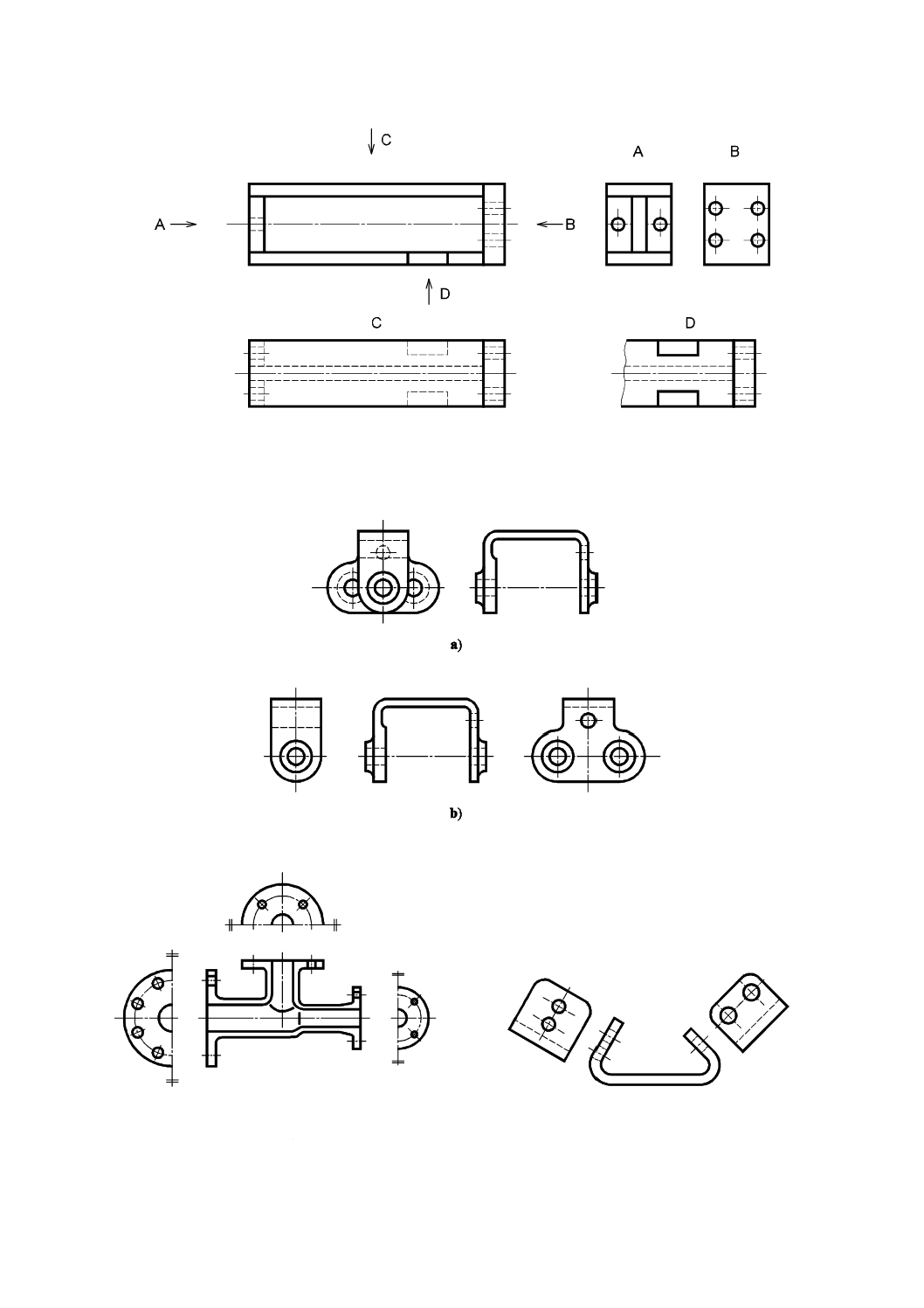
b) 紙面の関係などで,補助投影図を斜面に対向する位置(図29参照)に配置できない場合には,矢示法
を用いて示し,その旨を矢印及びラテン文字の大文字で示す[図30 a) 参照]。ただし,図30 b) に示
すように,折り曲げた中心線で結び,投影関係を示してもよい。
図30−補助投影図を用いた例
補助投影図(必要部分の投影図も含む。)の配置関係が分かりにくい場合には,表示の文字のそれぞれに
相手位置の図面の区域の区分記号を付記する(図31参照)。
注記 格子参照方式(JIS Z 8311参照)によって,参照文字を組み合わせた区分記号(例 E−7)は,補助投
影の描かれている図面の区域を示し,区分記号(例 B−2)は,矢印の描かれている図面の区域を示す。
図31−区分記号を付記する例
10.2 断面図
10.2.1 一般事項
一般事項は,次による。
a) 隠れた部分を分かりやすく示すために,断面図として図示してもよい。断面図の図形は,切断面を用
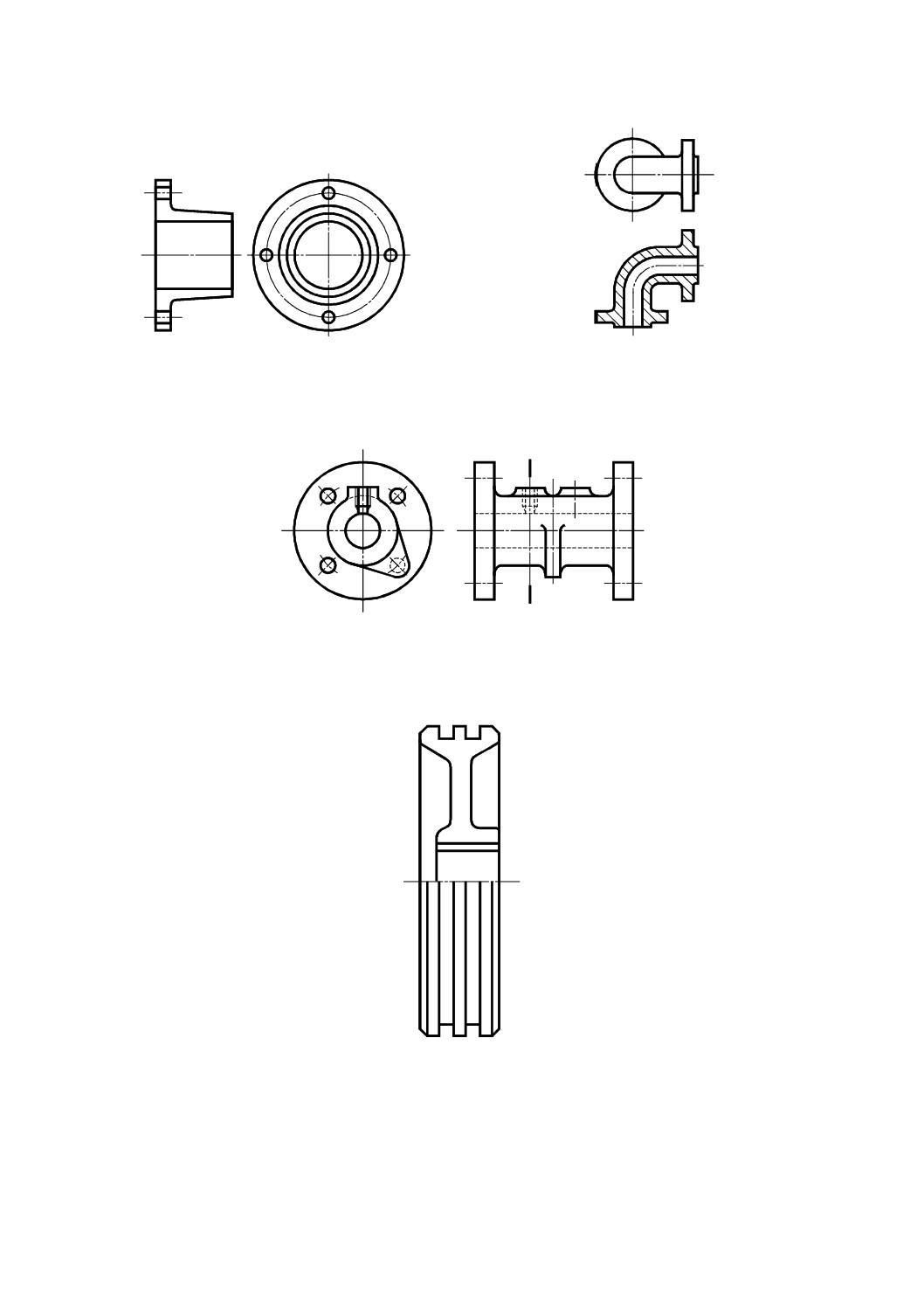
いて対象物を仮に切断し,切断面の手前の部分を取り除き,10.1に従って描く。
25
B 0001:2019
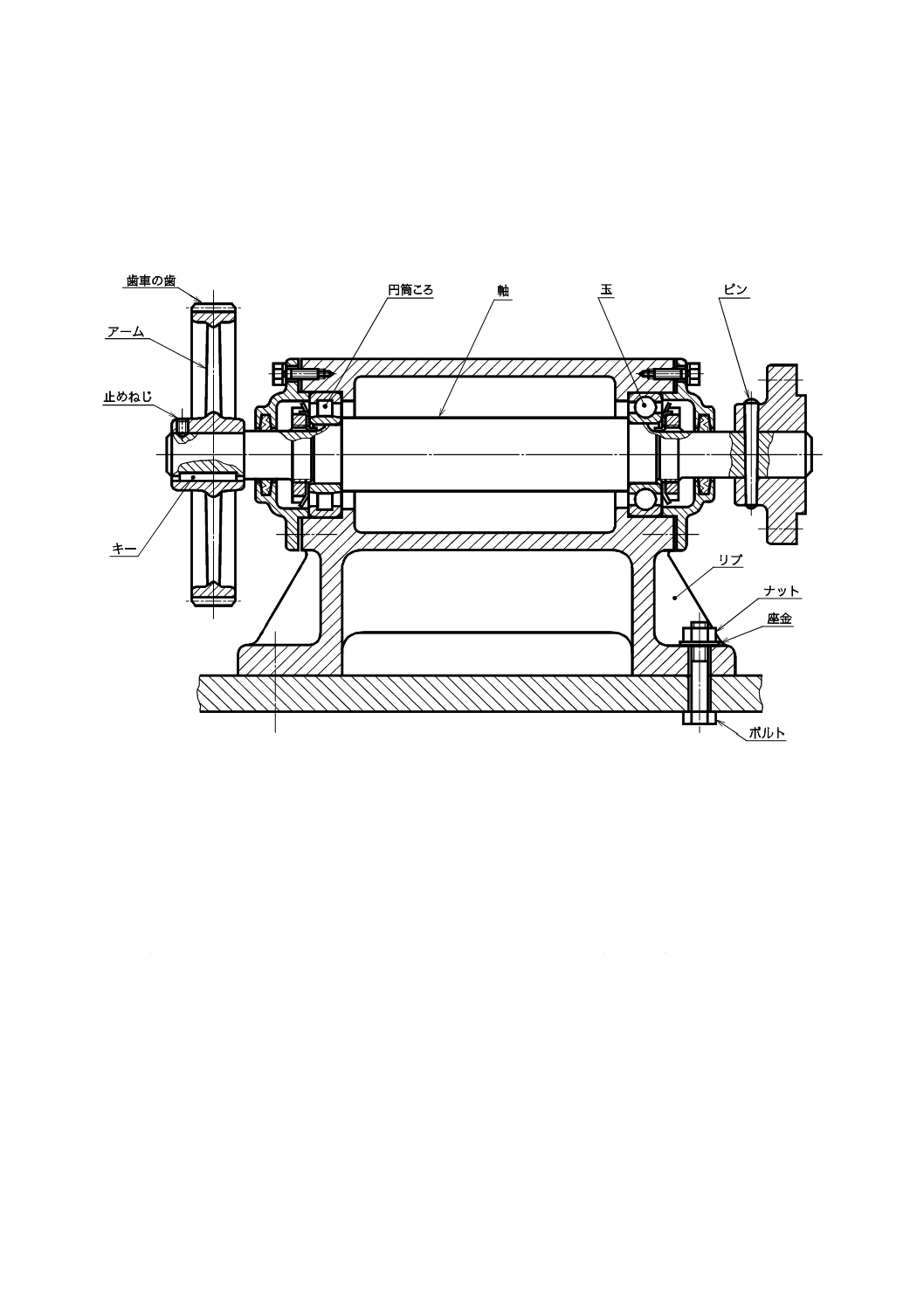
b) 切断したために理解を妨げるもの(例1参照)又は切断しても意味がないもの(例2参照)は,長手
方向に切断しない(図32参照)。
例1 リブ(例えば,歯車の),アーム,歯車の歯
例2 軸,ピン,ボルト,ナット,座金,小ねじ,リベット,キー,玉(鋼球,セラミック球など),
ころ(円筒ころ,円すいころなど)
図32−切断しない例
c) 切断面の位置を指示する必要がある場合には,両端及び切断方向の変わる部分を太くした細い一点鎖
線を用いて指示する。投影方向を示す必要がある場合には,細い一点鎖線の両端に投影方向を示す矢
印を描く。また,切断面を識別する必要がある場合には,矢印によって投影方向を示し,ラテン文字
の大文字などの記号によって指示し,参照する断面の識別記号は矢印の端に記入する(図33参照)。
断面の識別記号(例えば,A−A)は,断面図の直上又は直下に示す(図33参照)。
d) 断面の切り口を示すために,ハッチングを施す場合には,切り口は次による。
注記 ISO 128-50では,断面及び/又は切り口にはハッチングを施すと規定している。
1) ハッチングは,細い実線で,主たる中心線に対して45°に施すのがよい。
2) 断面図に材料などを表示するため,特殊なハッチングを施してもよい。その場合には,その意味を
図面中にはっきりと指示するか,該当規格を引用して示す。
3) 同じ切断面上に現れる同一部品の切り口には,同一のハッチングを施す(図35及び図37参照)。た
だし,階段状の切断面の各段に現れる部分を区別する必要がある場合には,ハッチングをずらして
もよい(図33参照)。
26
B 0001:2019
図33−断面の指示及びハッチングをずらした例
4) 隣接する切り口のハッチングは,線の向き若しくは角度を変えるか,又はその間隔を変えて区別す
る(図34及び図35参照)。
5) ハッチングを施すべき部分に文字,記号などを記入する必要がある場合には,ハッチングを中断す
る(図34参照)。
6) 切り口の面積が広い場合には,その外形線に沿って,適切な範囲にハッチングを施す(図35参照)。
図34−線の向き及び中断したハッチングの例
図35−外形線に沿った線の向き及び間隔を
変えたハッチングの例
10.2.2 全断面図
全断面図の表し方は,次による。
a) 通常,対象物の基本的な形状を最もよく表すように切断面を決めて描く(図36及び図37参照)。この
場合には,切断線は記入しない。
27
B 0001:2019
図36−全断面図の例1
図37−全断面図の例2
b) 必要がある場合には,特定部分の形をよく表すように切断面を決めて描く。この場合,切断線によっ
て切断位置を示す(図38参照)。
図38−切断位置を示す例
10.2.3 片側断面図
対称形の対象物は,外形図の半分と全断面図の半分とを組み合わせて表してもよい(図39参照)。
図39−片側断面図の例
10.2.4 部分断面図
外形図において,必要とする要所の一部だけを部分断面図として表してもよい。この場合,破断線によ
ってその境界を示す(図40参照)。
28
B 0001:2019
図40−部分断面図の例
10.2.5 回転図示断面図
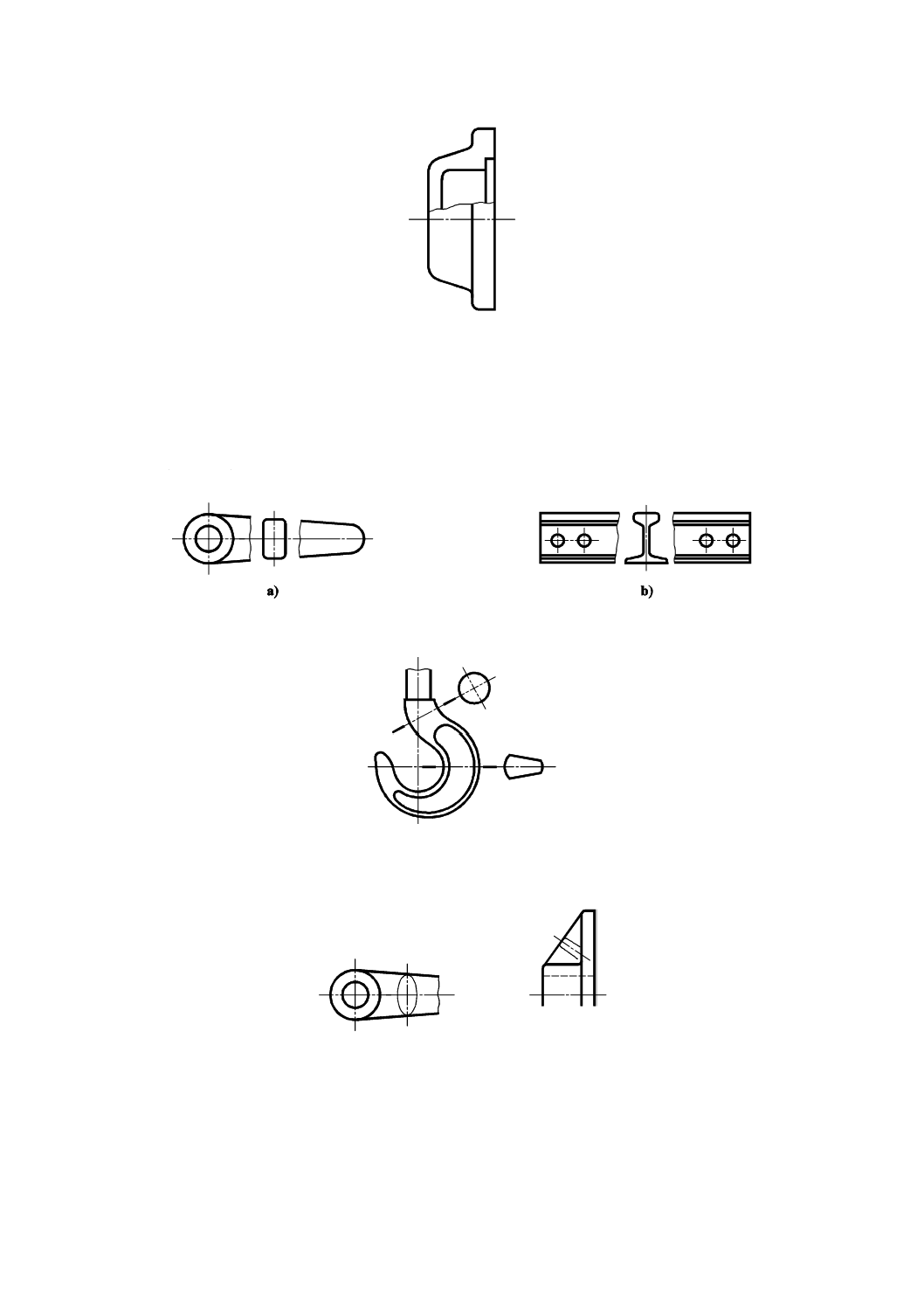
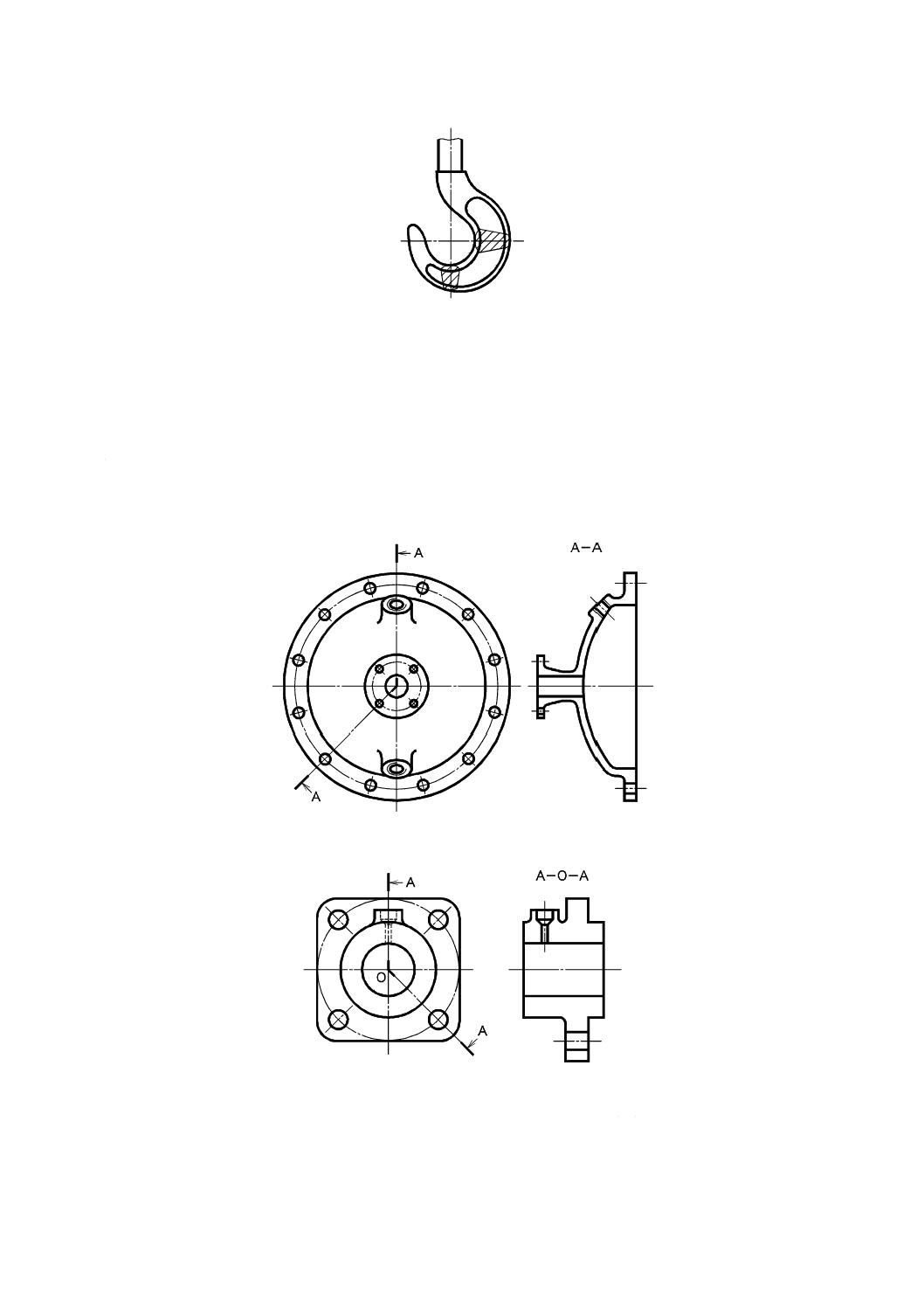
ハンドル,車輪などのアーム及びリム,リブ,フック,軸,構造物の部材などの切り口は,次のように
90°回転して表してもよい。
a) 断面箇所の前後を破断して,その間に描く(図41参照)。
b) 切断線の延長線上に描く(図42,図52及び図54参照)。
図41−破断して断面を回転図示する例
図42−切断線の延長線上に断面を描く例
c) 図形内の切断箇所に重ねて,細い実線を用いて描く(図43及び図44参照)。
a)
b)
図43−切断箇所に断面を描く例1
29
B 0001:2019
図44−切断箇所に断面を描く例2
10.2.6 組合せによる断面図
二つ以上の切断面による断面図を組み合わせて行う断面図示は,次による。
なお,この場合,必要に応じて断面を見る方向を示す矢印及びラテン文字の大文字の文字記号を付ける
(図45参照)。
a) 対称形又はこれに近い形の対称物の場合には,対称の中心線を境にして,その片側を投影面に平行に
切断し,他の側を投影面とある角度をもって切断してもよい。この場合,後者の切断面は,その角度
だけ投影面の方に回転移動して図示する(図45及び図46参照)。
図45−回転移動した断面図示例1
図46−回転移動した断面図示例2
b) 断面図は,平行な二つ以上の平面で切断した断面図の必要部分だけを合成して示してもよい。この場
合,切断線によって切断して位置を示し,組合せによる断面図であることを示すために,二つの切断
30
B 0001:2019
線を任意の位置でつなぐ(図47参照)。
図47−必要部分を合成した断面図示例
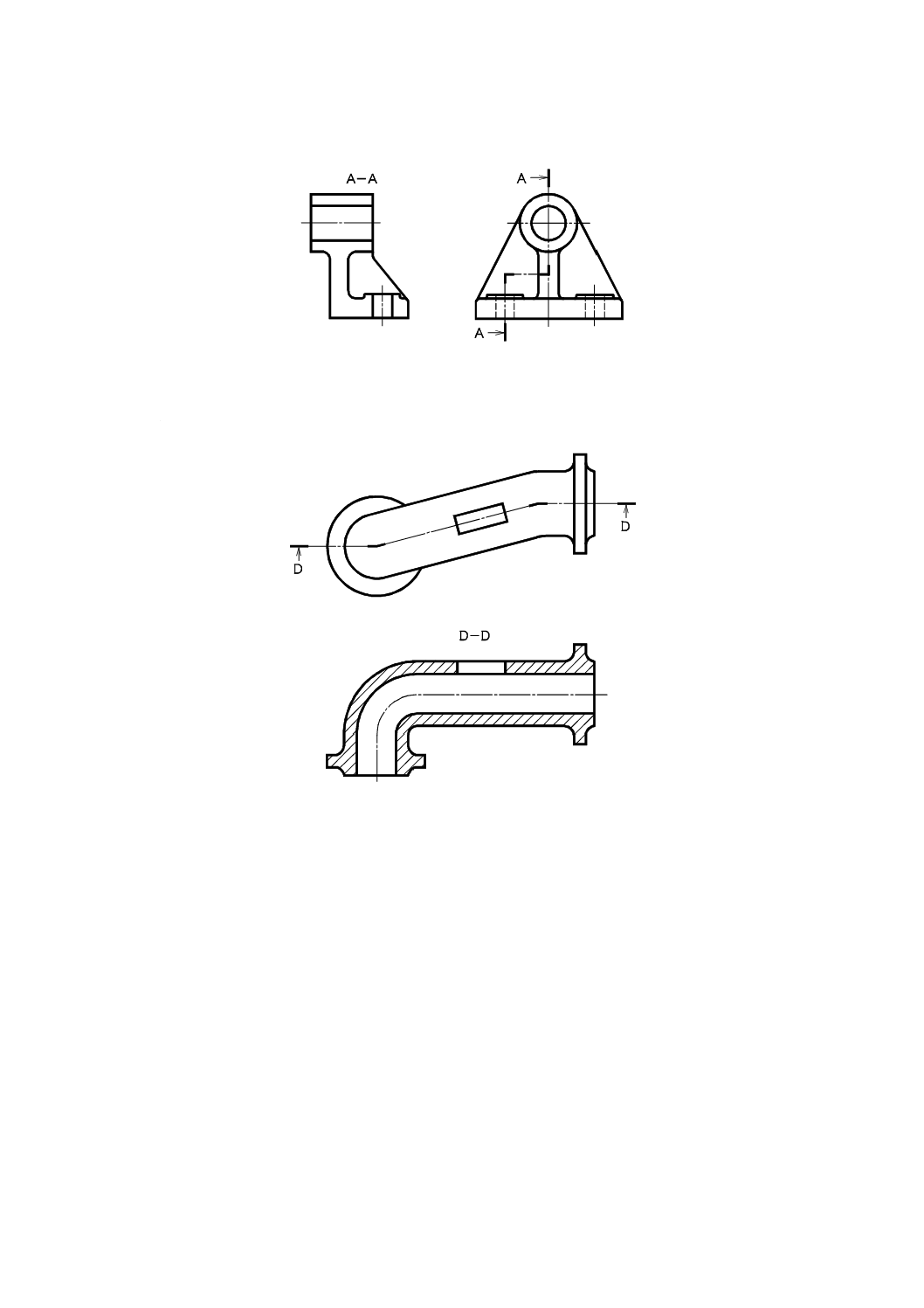
c) 曲管などの断面を表す場合には,その曲管の中心線に沿って切断し,そのまま投影してもよい(図48
参照)。
図48−曲管の組合せによる断面図示例
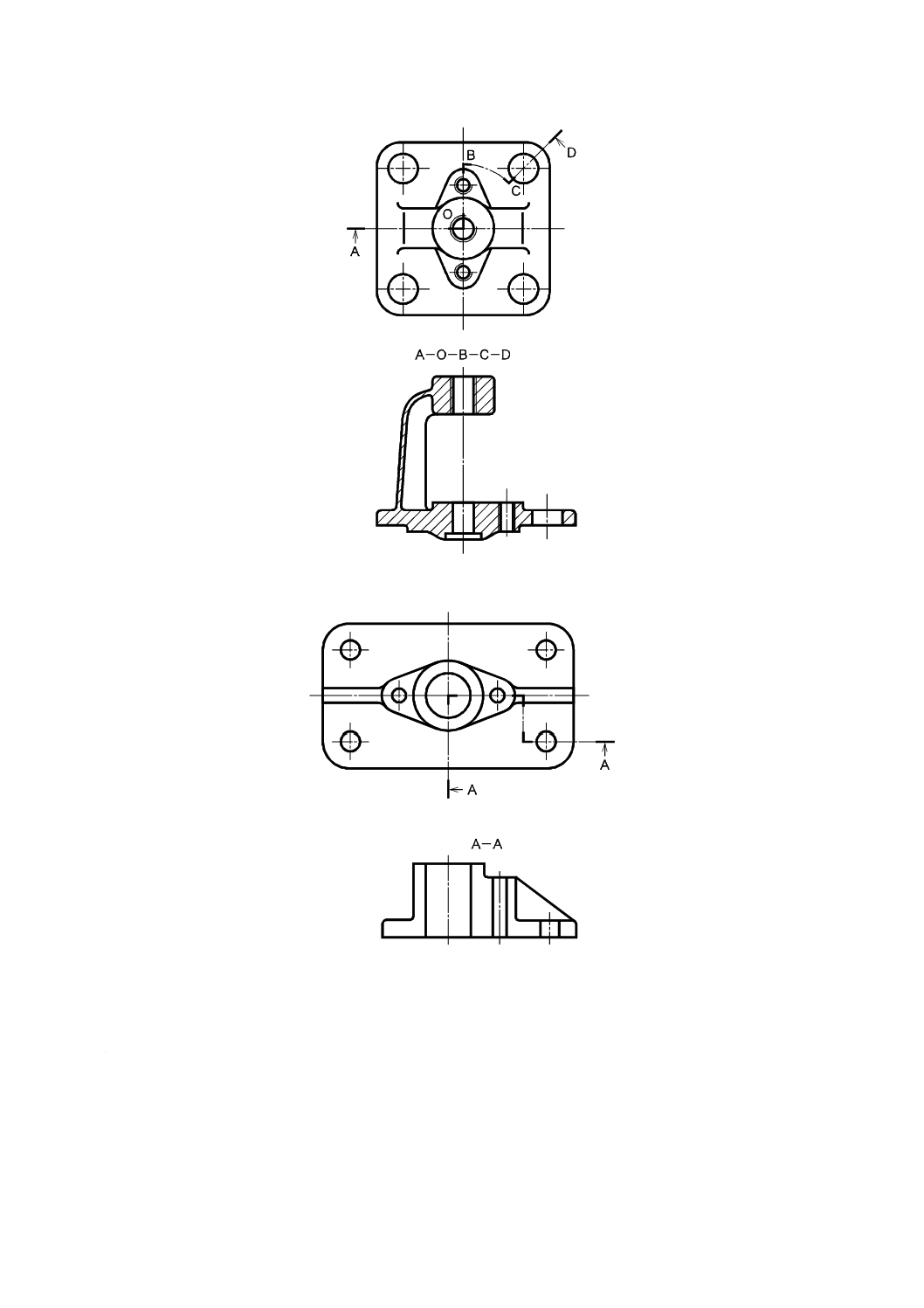
d) 断面図は,必要に応じて,a)〜c) の方法を組み合わせて表してもよい(図49及び図50参照)。
31
B 0001:2019
図49−複数の方法を組み合わせた断面図示例1
図50−複数の方法を組み合わせた断面図示例2
10.2.7 多数の断面図による図示
多数の断面図による図示は,次による。
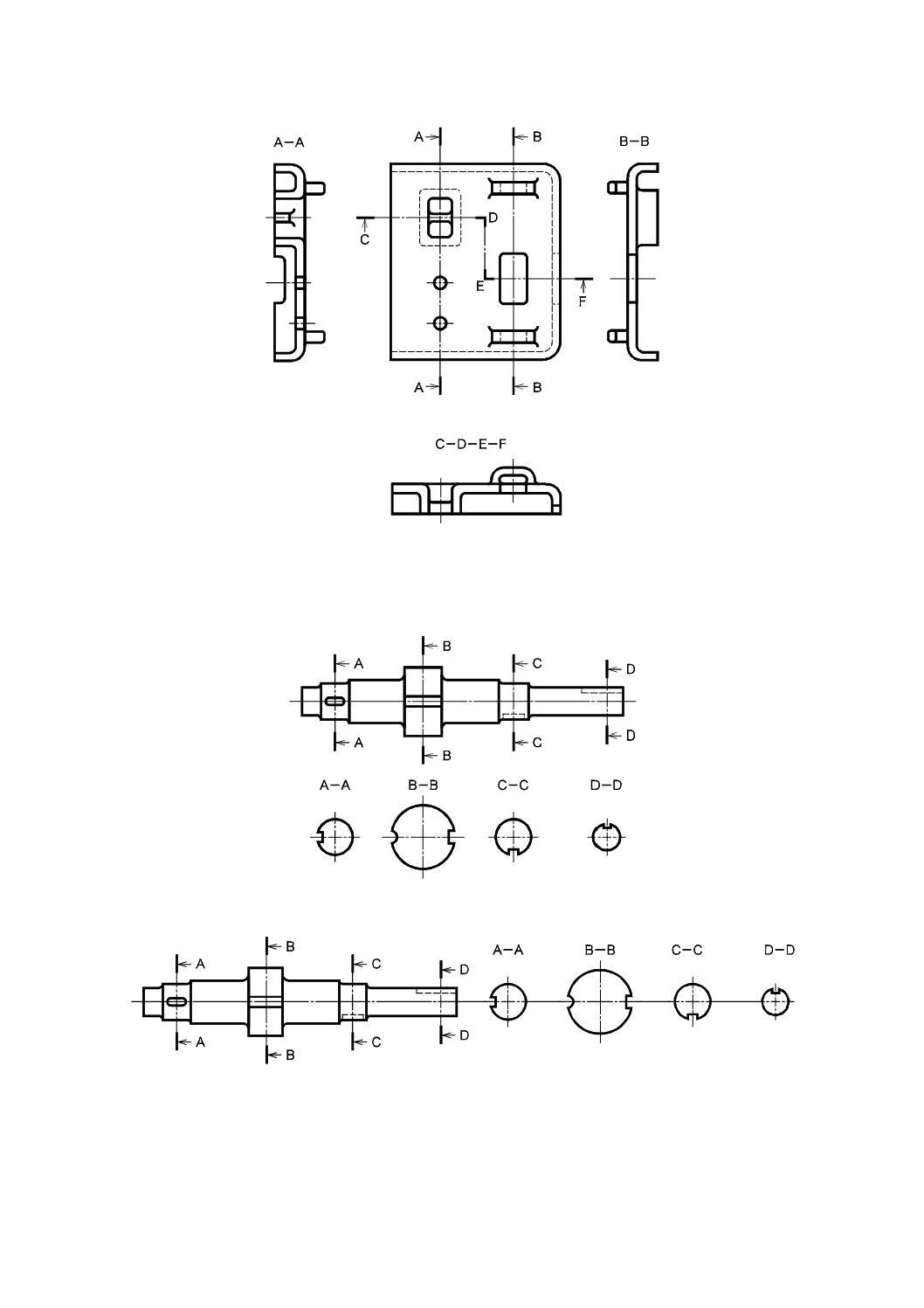
a) 複雑な形状の対象物を表す場合には,必要に応じて多数の断面図を描いてもよい(図51及び図52参
照)。
32
B 0001:2019
図51−多数の断面による例
b) 一連の断面図は,寸法の記入及び断面の理解に便利なように,投影の向きを合わせて描くのがよい。
この場合には,切断線の延長線上(図52参照)又は主中心線上(図53参照)に配置するのがよい。
図52−切断線の延長線上に断面図を置く例
図53−主中心線上に断面図を置く例
c) 対象物の形状が徐々に変化する場合には,多数の断面によって表してもよい(図54参照)。
33
B 0001:2019
図54−徐々に変化する多数の断面の例
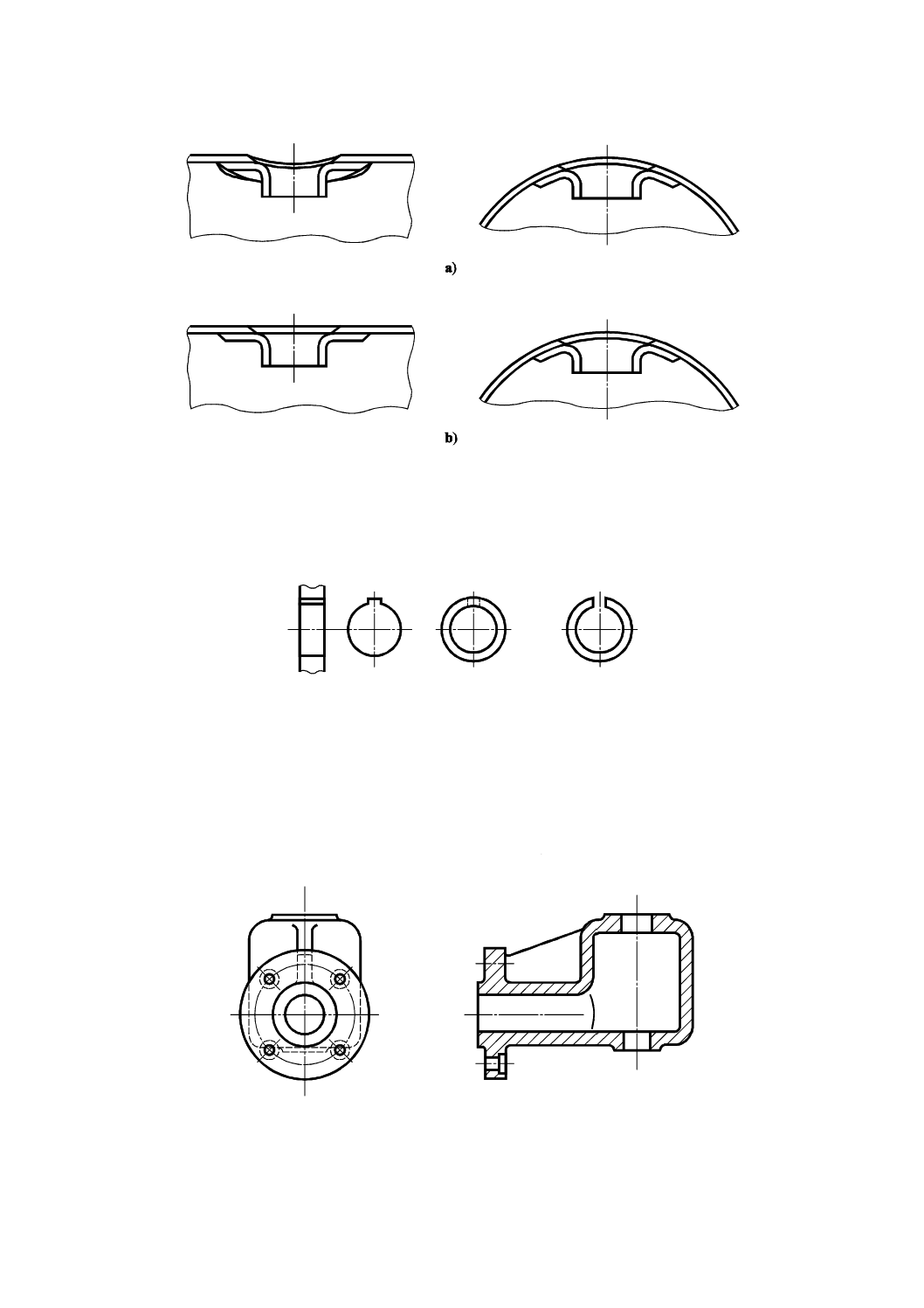
10.2.8 薄肉部の断面図
ガスケット,薄板,形鋼などで,切り口が薄い場合には,次によって表してもよい。
a) 断面の切り口を黒く塗り潰す[図55のa) 及びb) 参照]。
b) 実際の寸法にかかわらず,1本の極太の実線で表す[図55のc) 及びd) 参照]。
なお,いずれの場合にも,これらの切り口が隣接しているとき,それを表す図形の間(他の部分を
表す図形との間も含む。)に,僅かな隙間をあける。ただし,この隙間は,0.7 mm以上とする。
a)
b)
c)
d)
図55−薄肉部の断面図の例
10.3 図形の省略
10.3.1 一般事項
図示を必要とする部分を分かりやすくするために,次のように示すのがよい。
a) かくれ線は,理解を妨げない場合には,これを省略する(図56のA及びB参照)。
34
B 0001:2019
図56−かくれ線の省略例
b) 補足の投影図に見える部分を全部描く[図57 a) 参照]と,図がかえって分かりにくくなる場合には,
部分投影図[図57のb) 及び図58参照]又は補助投影図(図59参照)として表す。
図57−部分投影図の例1
図58−部分投影図の例2
図59−補助投影図の例
c) 切断面の先方に見える線[図60 a) 参照]は,理解を妨げない場合には,これを省略するのがよい[図
60 b) 参照]。
35
B 0001:2019
図60−切断面の先方に見える線の省略例
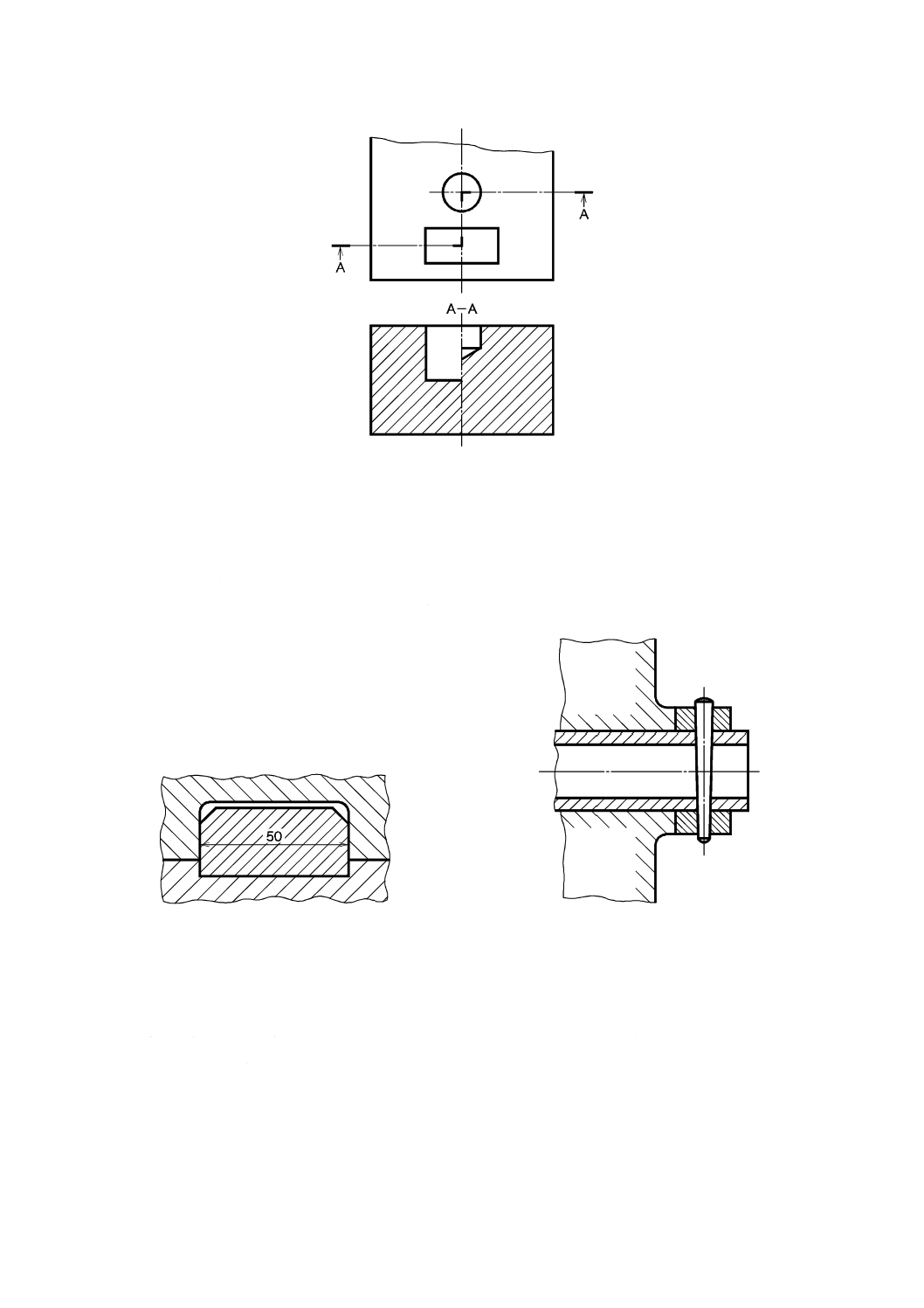
d) 一部に特定の形をもつものは,なるべくその部分が図の上側に現れるように描くのがよい。例えば,
キー溝をもつボス穴,壁に穴又は溝をもつ管又はシリンダ,切割りをもつリングなどを図示する場合
には,図61の例によるのがよい。
a)
b)
c)
図61−特定の形を上側に現れるように描く例
e) ピッチ円4) 上に配置する穴などは,側面の投影図(断面図も含む。)において,ピッチ円が作る円筒
を表す細い一点鎖線と,その片側だけに1個の穴を図示(投影関係に関わりなく)し,他の穴の図示
を省略してもよい(図58及び図62参照)。この場合には,穴の配置はこれを表す図に示すなどの方法
で明らかになっていなければならない。
注4) フランジ関係の日本工業規格では,ピッチ円を“ボルト穴中心円”と表現している。
図62−側面図に現れる穴の簡略化の例
36
B 0001:2019
10.3.2 対称図形の省略
図形が対称形式の場合には,次のいずれかの方法によって対称中心線の片側を省略してもよい。
a) 対称中心線の片側の図形だけを描き,その対称中心線の両端部に短い2本の平行細線(対称図示記号
という。)を付ける(図63,図64及び図65参照)。
図63−対称図示記号の使用例1
図64−対称図示記号の使用例2
図65−対称図示記号の使用例3
b) 対称中心軸の片側の図形を,対称中心線を少し超えた部分まで描く。この場合には,対称図示記号を
省略する(図66及び図67参照)。
図66−対称図示記号を用いない例1
図67−対称図示記号を用いない例2
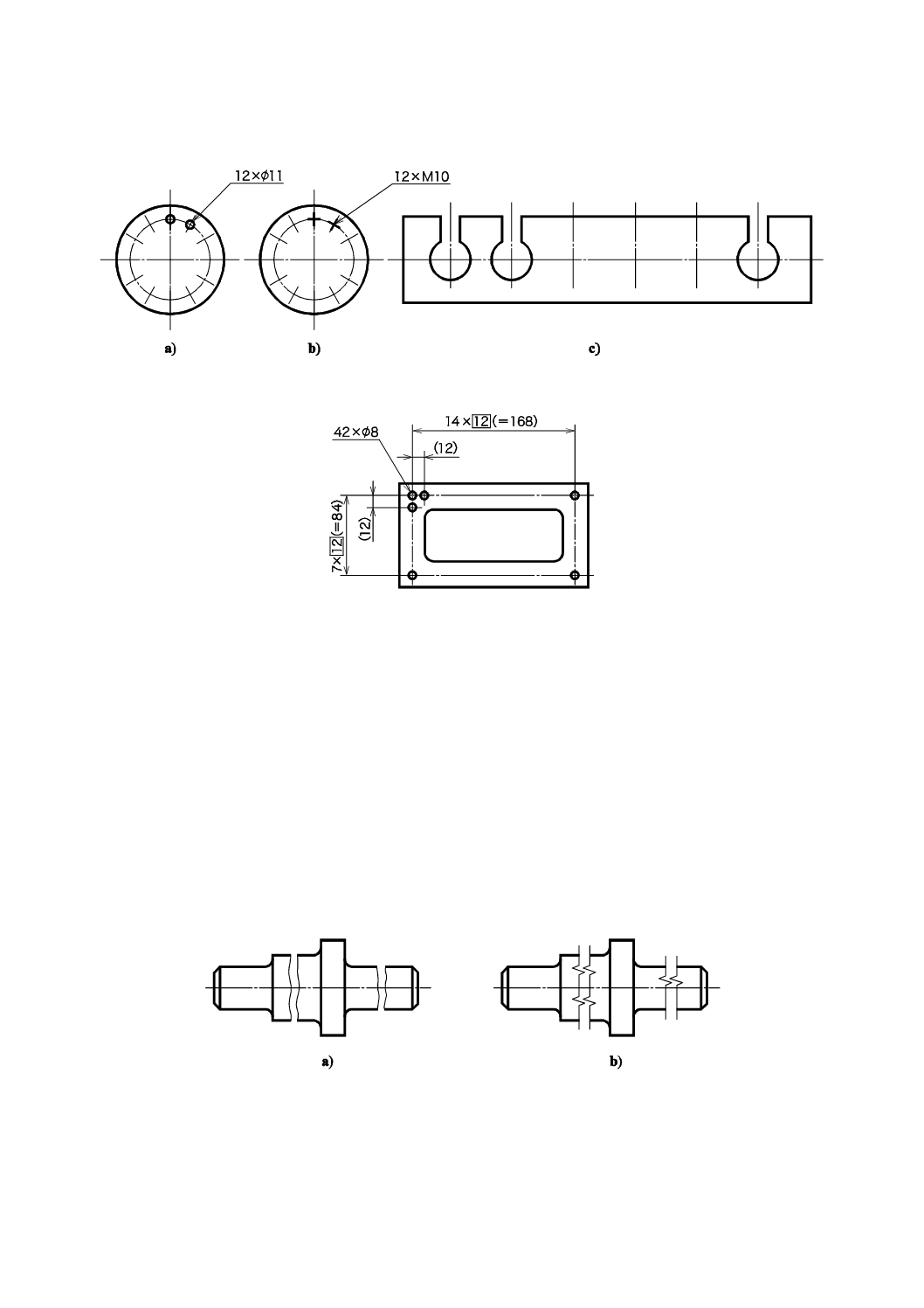
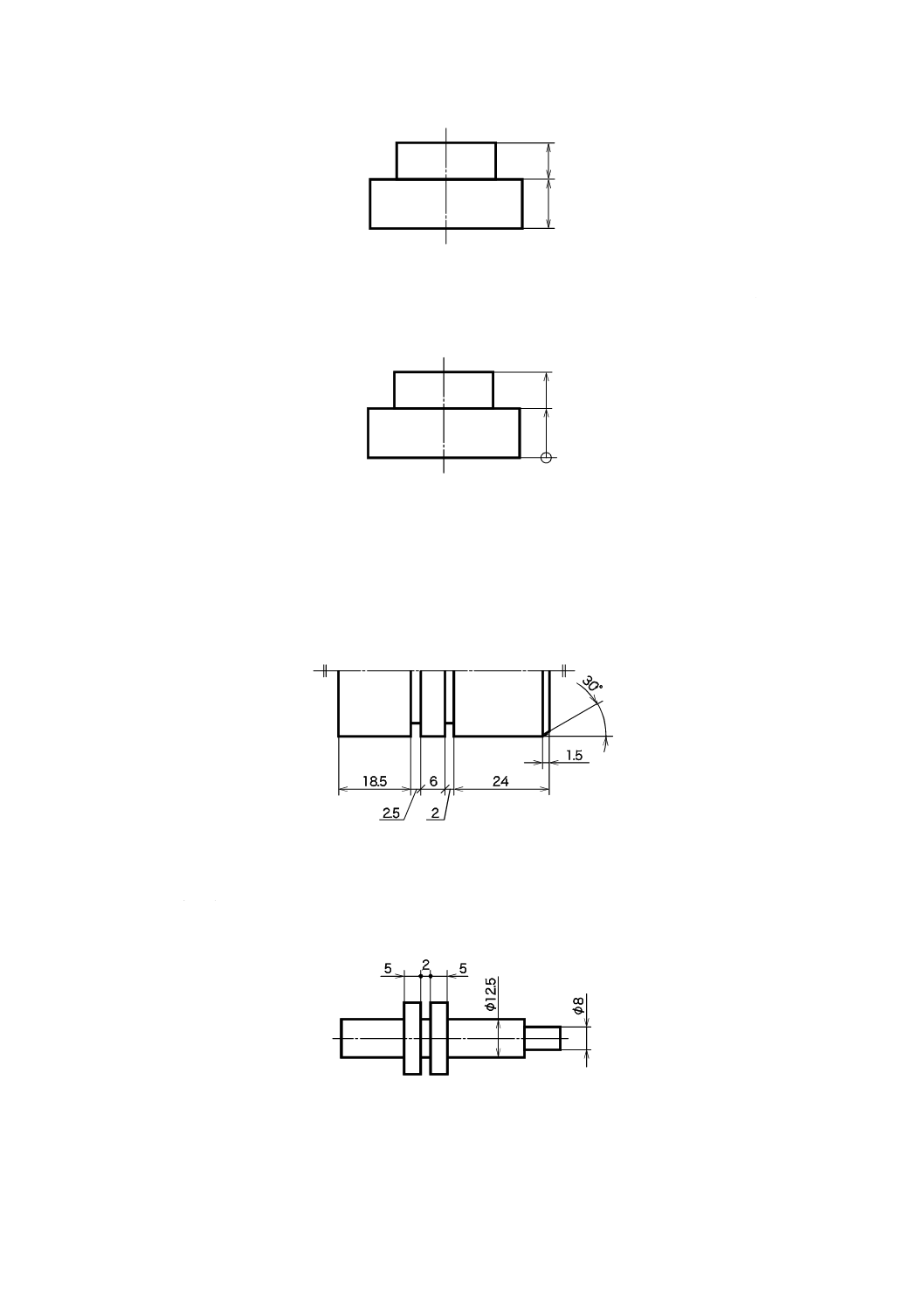
10.3.3 繰返し図形の省略
同種同形のものが多数並ぶ場合には,次によって図形を省略してもよい。
a) 実形の代わりに図記号をピッチ線と中心線との交点に記入する(図68参照)。ただし,図記号を用い
て省略する場合には,その意味を分かりやすい位置に記述するか(図68参照),引出線を用いて記述
する[図69 b) 参照]。
37
B 0001:2019
図68−図記号を用いた図形の省略例
b) 読み誤るおそれがない場合には,両端部(一端は1ピッチ分)又は要点だけを実形又は図記号によっ
て示し,他はピッチ線と中心線との交点で示す(図69参照)。ただし,寸法記入によって交点の位置
が明らかな場合には,ピッチ線に交わる中心線を省略してもよい(図70参照)。
38
B 0001:2019
なお,この場合には,繰返し部分の数を寸法とともに,又は注記によって指示しなければならない。
図69−中心線を用いた繰返し図形の省略例
図70−寸法記入によって交点の位置が明らかな繰返し図形の省略例
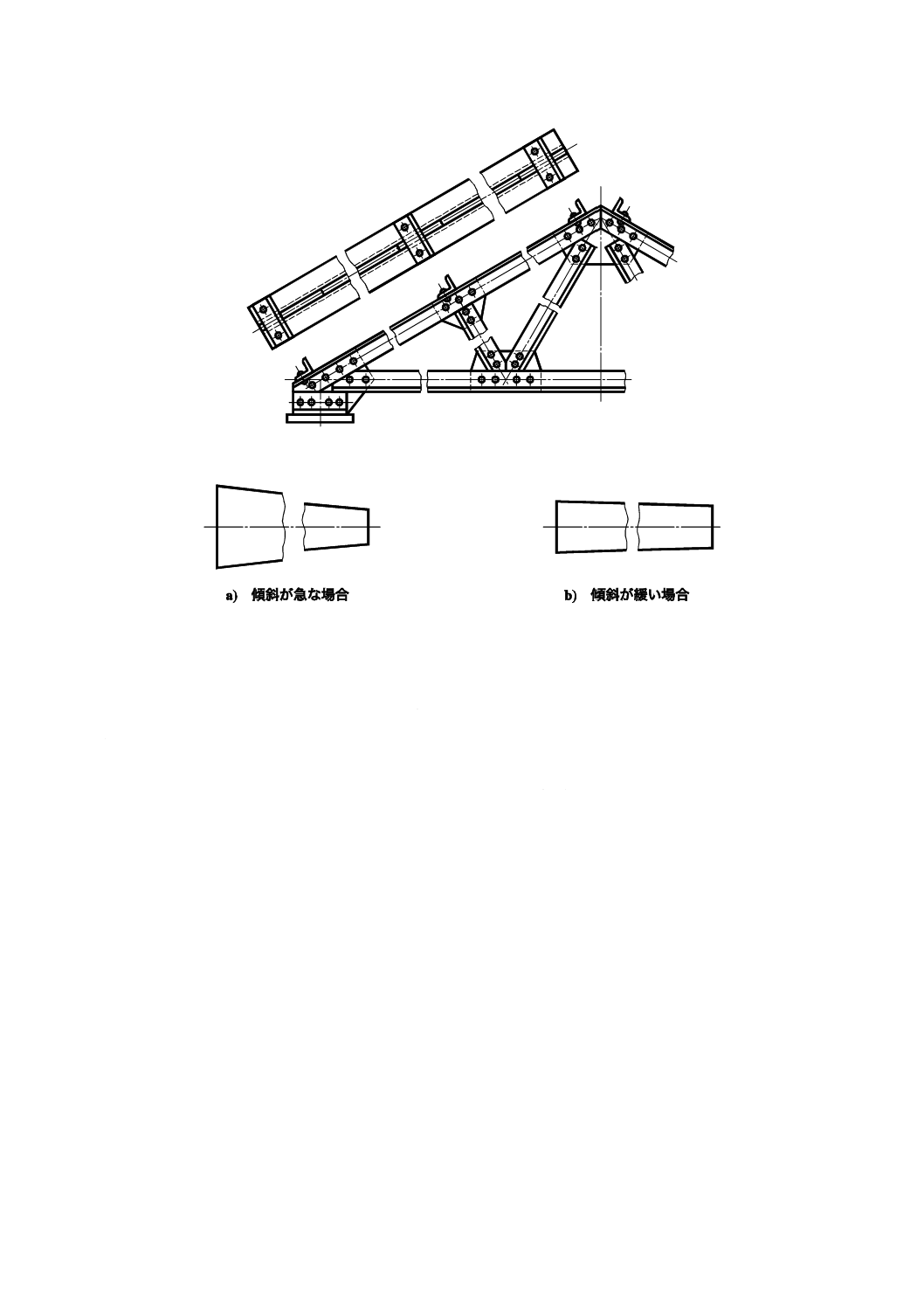
10.3.4 中間部分の省略
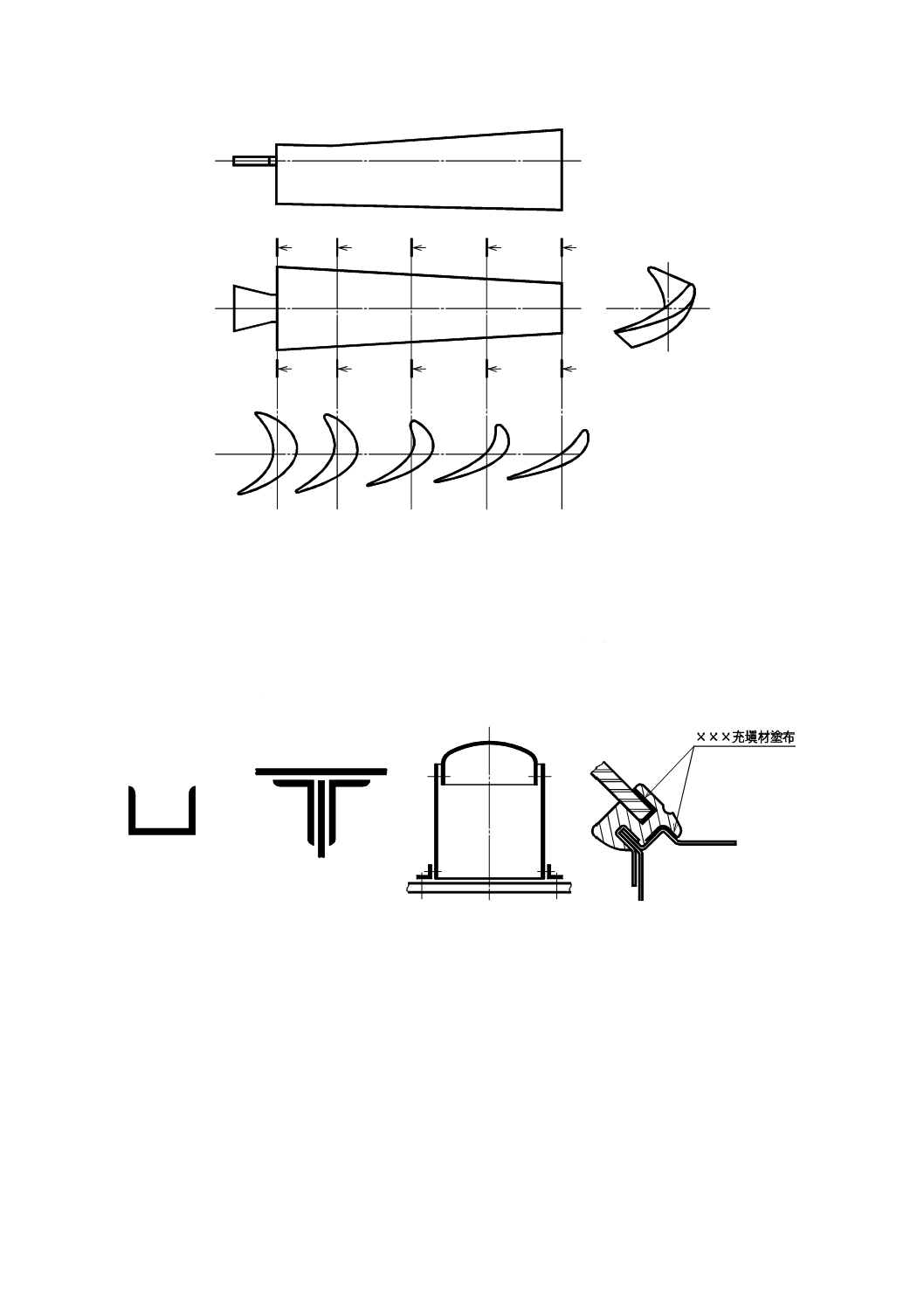
同一断面形の部分(例1参照),同じ形が規則正しく並んでいる部分(例2参照),又は長いテーパなど
の部分(例3参照)は,紙面を有効に使用するために中間部分を切り取って,その肝要な部分だけを近づ
けて図示してもよい。
例1 軸,棒,管,形鋼
例2 ラック,工作機械の送りねじ,橋の欄干,はしご
例3 テーパ軸
この場合,切り取った端部は破断線で示す(図71,図72及び図73参照)。
なお,要点だけを図示する場合には,紛らわしくなければ,破断線を省略してもよい。また,長いテー
パ部分又は勾配部分を切り取った図示では,傾斜が緩いものは,実際の角度で示さなくてもよい[図73 b)
参照]。
図71−中間部分の省略例1
39
B 0001:2019
図72−中間部分の省略例2
図73−テーパ軸の中間部分の省略例
10.4 特殊な図示方法
10.4.1 二つの面の交わり部
二つの面が交わる部分(相貫部分)を表す線は,次による。
a) 交わり部に丸みがあり,かつ,この部分を表す必要がある場合には,二つの面の交わる位置を,太い
実線で表す(図74参照)。
注記 丸みを施す以前の二つの面の交わりは,図98 a)を参照。
40
B 0001:2019
図74−交わり部の図示例
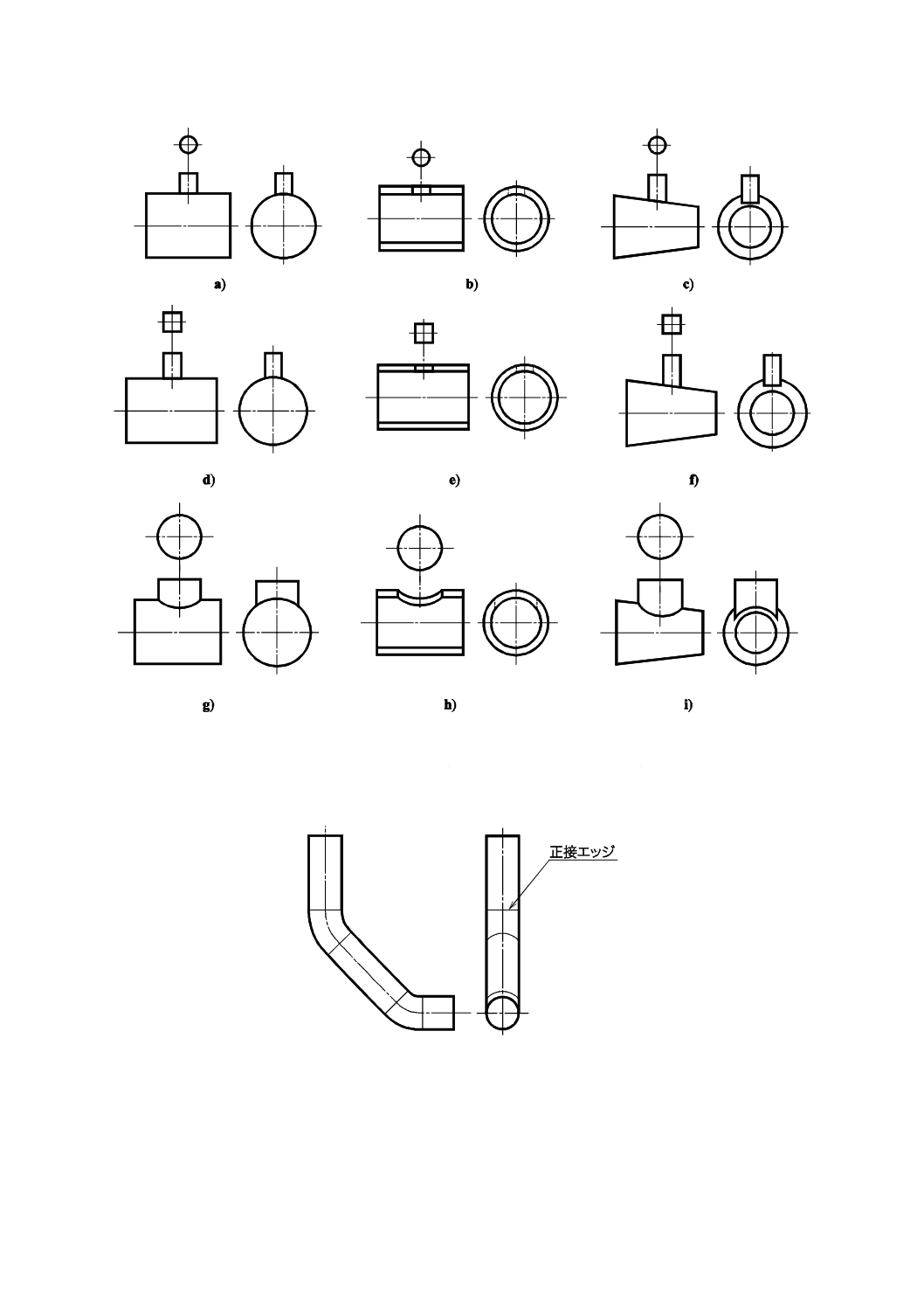
b) 曲面相互又は曲面と平面とが交わる部分の線(相貫線)は,直線で表すか[図75のa),b),c),d),
e)及びf) 参照],正しい投影に近似させた円弧で表す[図75のg),h) 及びi) 参照]。
41
B 0001:2019
図75−交わり部の簡略図示例
c) 曲面相互又は曲面と平面とが正接する部分の線(正接エッジ)は,細い実線で表してもよい。ただし,
相貫線と併用してはならない(図76参照)。
図76−正接エッジの図示例
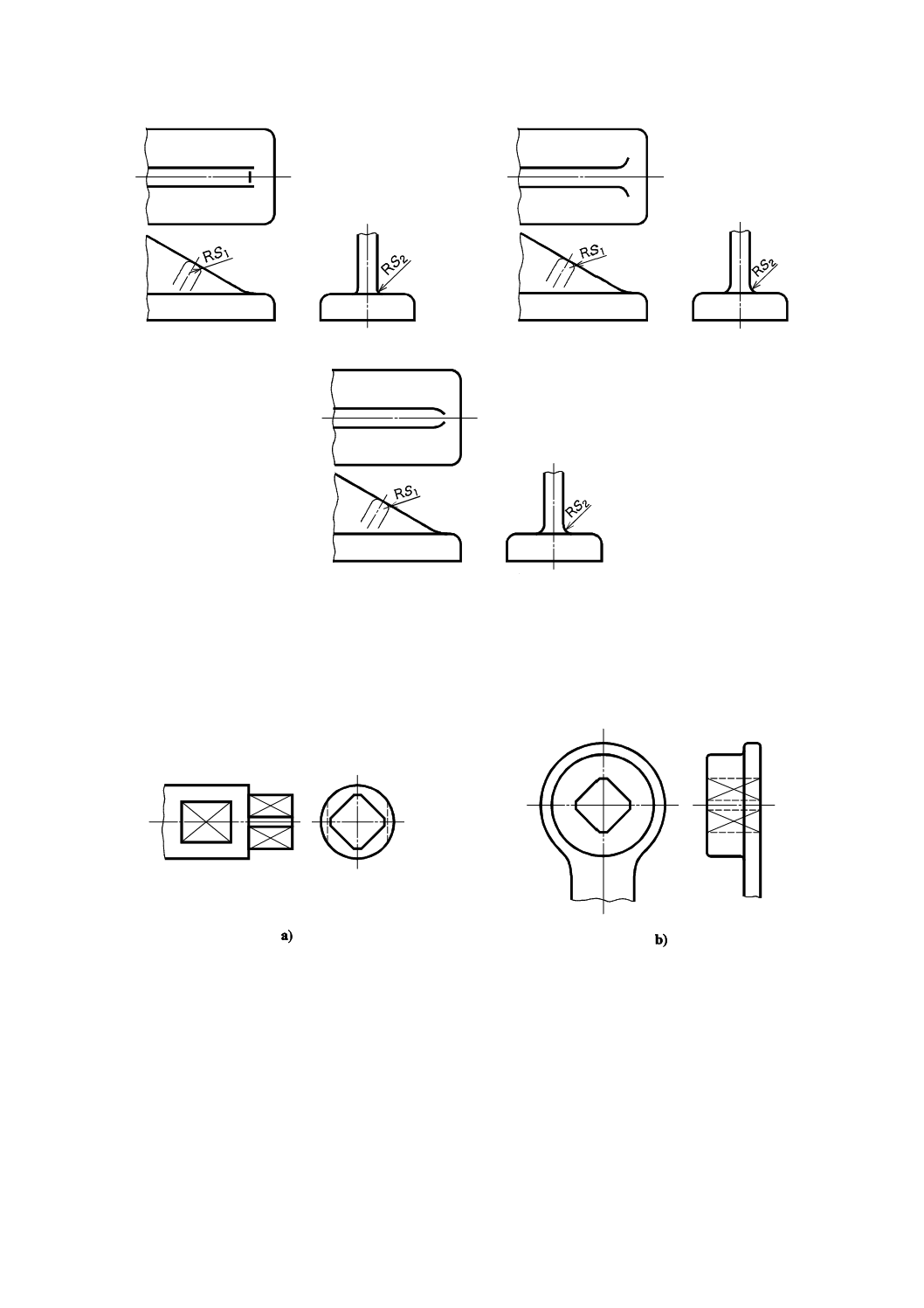
d) リブなどを表す線の端末は,直線のまま止める[図77 a) 参照]。
なお,関連する丸みの半径が著しく異なる場合には,端末を内側又は外側に曲げて止めてもよい[図
77のb) 及びc) 参照]。
42
B 0001:2019
a) 一般の場合
b) RS1<RS2の場合
c) RS1>RS2の場合
図77−リブの交わり部の簡略図示例
10.4.2 平面部分
図形内の特定の部分が平面であることを示す必要がある場合には,細い実線で対角線を記入する(図78
参照)。
図78−平面部分の図示例
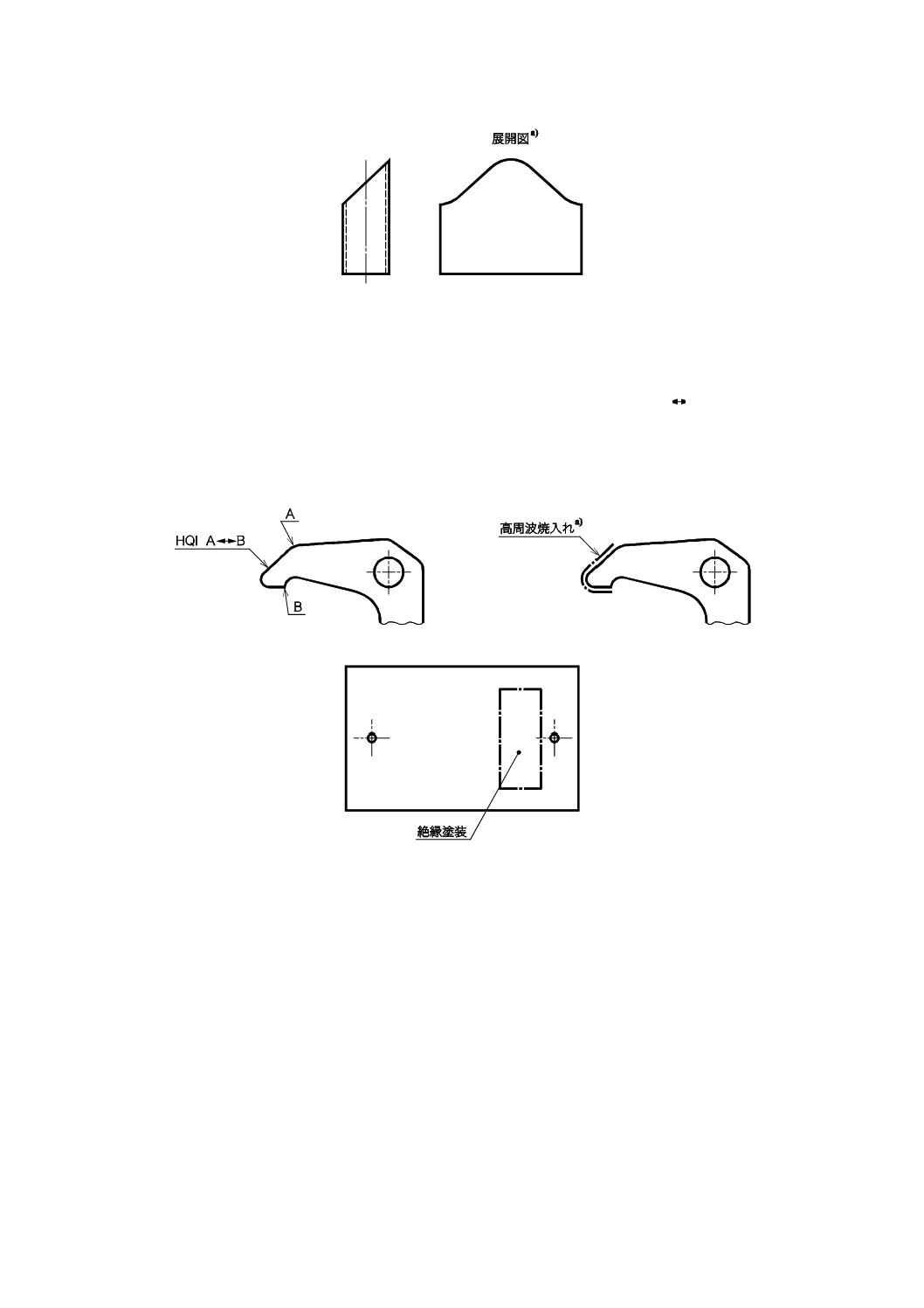
10.4.3 展開図
板を曲げて作る対象物又は面で構成される対象物の展開した形状を示す必要がある場合には,展開図で
示す。この場合,展開図の上側又は下側のいずれかに統一して,“展開図”と記入するのがよい(図79参
照)。
43
B 0001:2019
注a) “展開図”を“DEVELOPMENT”と指示してもよい。
図79−展開図の例
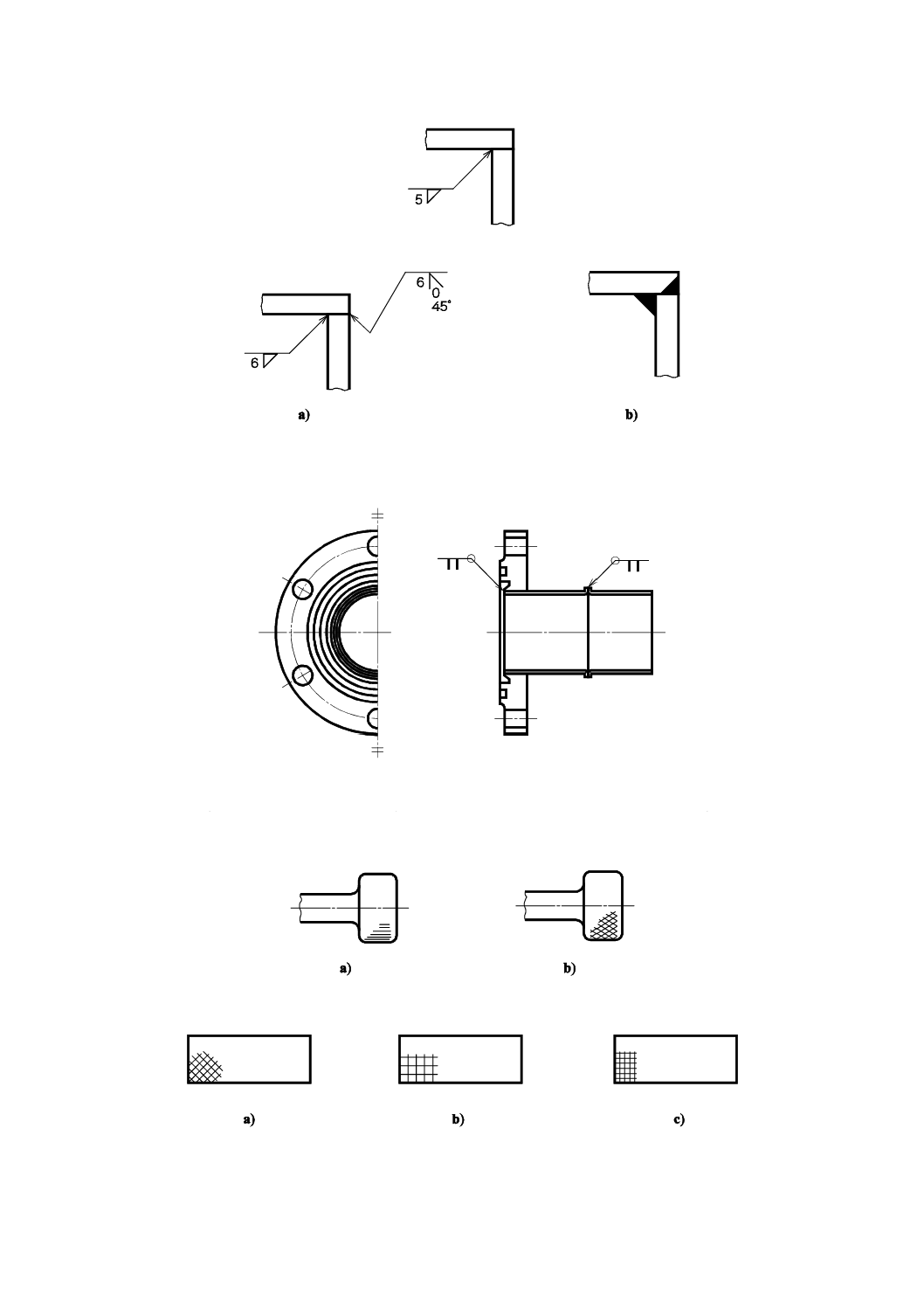
10.4.4 加工・処理範囲の限定
対象物の面の一部分に特殊な加工を施す場合には,その範囲を,区間指示記号“
”又は外形線に平行
に僅かに離して引いた太い一点鎖線によって示してもよい[図80のa) 及びb)参照]。また,図形中の特
定の範囲又は領域を指示する必要がある場合には,その範囲を太い一点鎖線で囲む[図80 c) 参照]。
なお,これらの場合,特殊な加工に関する必要事項を指示する。
a)
b)
c)
注a) “高周波焼入れ”を“HQI”と指示してもよい(JIS B 0122参照)。
図80−限定範囲の図示例
10.4.5 加工部の図示
加工部の図示は,次による。
a) 溶接部品の溶接部分を参考に表す必要がある場合には,次の例による。
1) 溶接部材の重なりの関係を示す場合には,図81の例による。
2) 溶接の種類及び大きさ並びに溶接構成部材の重なりの関係を表す場合には,図82 a) の例のように
溶接記号を用いて指示する。ただし,組立図のように溶接寸法を必要としない場合には,図82 b) の
例のように溶接部位を塗り潰して指示してもよい。
44
B 0001:2019
図81−溶接部材の図示例
図82−溶接の図示例
b) 薄板の強度を増加させる溶接構造を指示する例を図83に示す。
図83−溶接構造の図示例
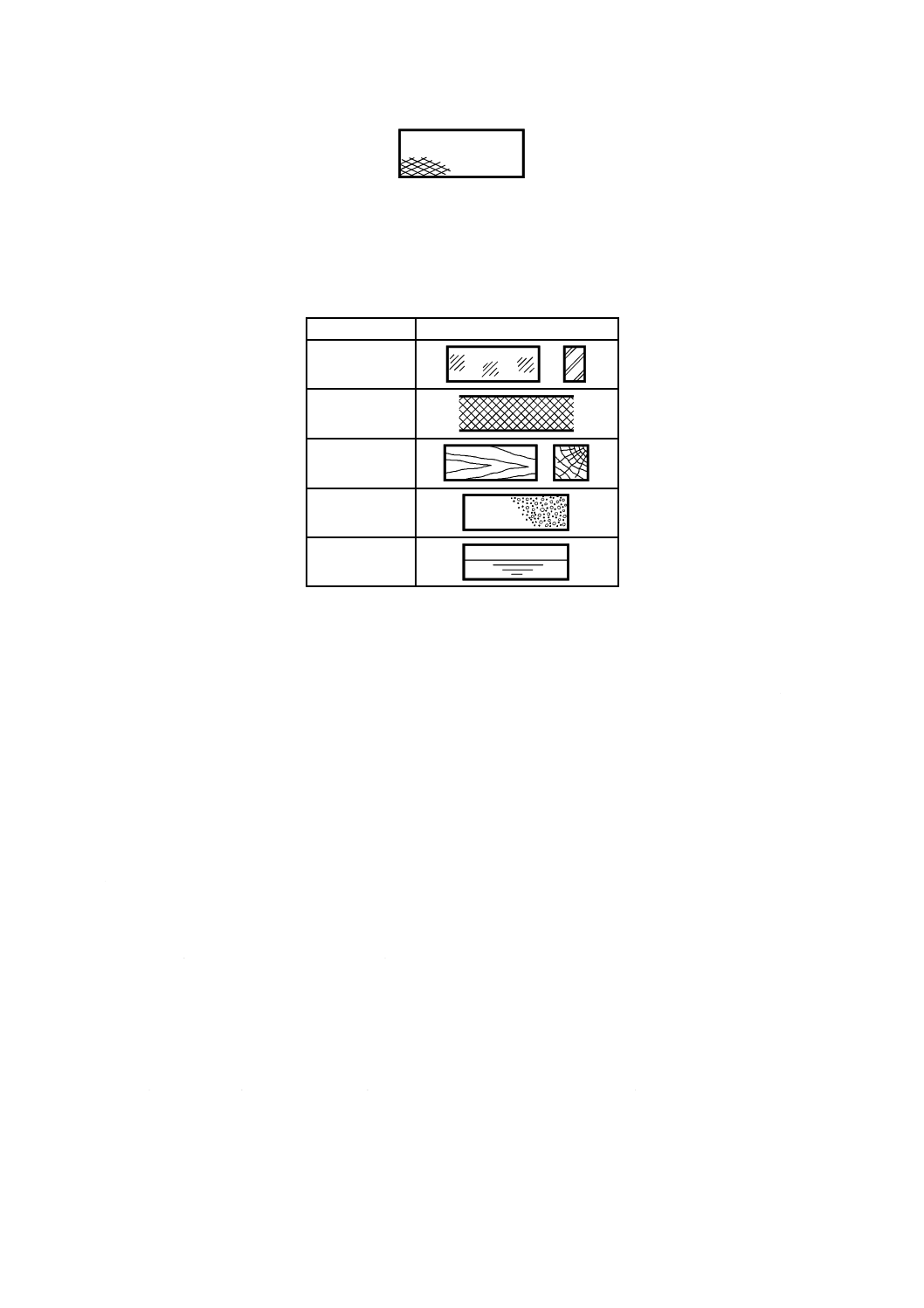
c) ローレット加工した部分,金網,しま鋼板などの特徴を外形の一部分にその模様を描いて表示しても
よい。この場合には,次の例によるのがよい(図84,図85及び図86参照)。
図84−ローレット加工の図示例
図85−金網の図示例
45
B 0001:2019
図86−しま鋼板の図示例
非金属材科を特に示す必要がある場合には,図87の表示方法によるか,又は該当規格の表示方法に
よる。この場合でも,部品図には材質を別に文字で記入する。外観及び切り口を示す場合にも,これ
によるのがよい。
材料
表示
ガラス
保温吸音材
木材
コンクリート
液体
図87−非金属材料の図示例
d) 図に表す対象物の加工前又は加工後の形を図示する必要がある場合には,次による。
1) 加工前の形又は粗材寸法を表す場合には,細い二点鎖線で図示する[図6の図例9 a) 参照]。
2) 加工後の形,例えば,組立後の形を表す場合には,細い二点鎖線で図示する[図6の図例9 b) 参照]。
e) 加工に用いる工具・ジグなどの形,工具サイズなどを参考として図示する必要がある場合には,細い
二点鎖線で図示する(図6の図例8参照)。
10.4.6 その他の特殊な図示方法
その他の特殊な図示方法は,次による。
a) 切断面の手前側にある部分を図示する必要がある場合には,それを細い二点鎖線で図示する(図6の
図例11参照)。
b) 隣接部分の図示対象物に隣接する部分を参考として図示する必要がある場合には,細い二点鎖線で図
示する。
対象物の図形は,隣接部分に隠されてもかくれ線としてはならない(図6の図例7参照)。断面図に
おける隣接部分には,ハッチングを施さない。
11 寸法記入方法
11.1 一般事項
一般事項は,次による。
a) 対象物の機能,製作,組立などを考えて,図面に必要不可欠な寸法を明瞭に指示する。
b) 対象物の大きさ,姿勢及び位置を最も明確に表すために必要で十分な寸法を記入する。
c) 寸法は,寸法線,寸法補助線,寸法補助記号などを用いて,寸法数値によって示す。
46
B 0001:2019
d) 寸法は,なるべく主投影図に集中して指示する。
e) 図面には,特に明示しない限り,その図面に図示した対象物の仕上がり寸法を示す。
注記 鋳造部品図では,最終機械加工図,鋳放し図,前加工図などがあり,それぞれ最終仕上がり
寸法,鋳放し寸法及び前加工寸法が指示される場合がある。
f)
寸法は,なるべく計算して求める必要がないように記入する。
g) 加工又は組立の際に,基準とする形体がある場合には,その形体を基にして寸法を記入する(図88
参照)。
図88−基準からの寸法の図示例
h) 寸法は,なるべく工程ごとに配列を分けて記入する(図89参照)。
図89−工程ごとに寸法を配列した図示例
i)
関連する寸法は,なるべく1か所にまとめて記入する(図90参照)。

47
B 0001:2019
図90−関連する寸法の図示例
j)
寸法は,重複記入を避ける。ただし,一品多葉図で,重複寸法を記入したほうが図の理解を容易にす
る場合には,寸法の重複記入をしてもよい[例えば,重複する幾つかの寸法数値の前に黒丸を付け(図
91参照),重複寸法を意味する記号について図面に注記する。]。
注記 ●は重複寸法。
図91−一品多様図における重複寸法の図示例
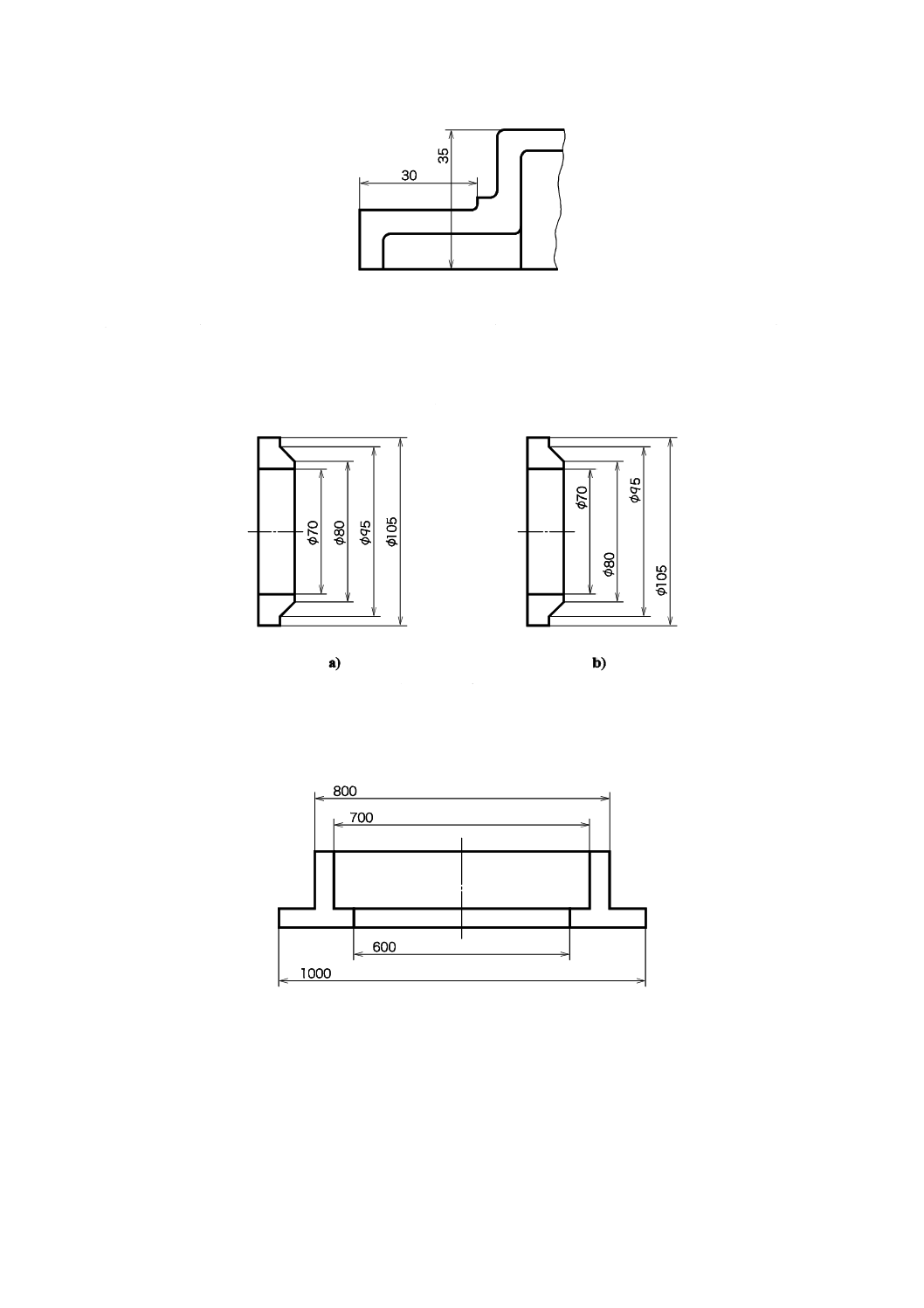
k) 円弧の部分の寸法は,円弧が180°までは半径で表し[図92 a) 参照],それを超える場合には直径で
表す[図92 b) 参照]。ただし,円弧が180°以内であっても,機能上又は加工上,特に直径の寸法を
必要とするものに対しては,直径の寸法を記入する(図93参照)。
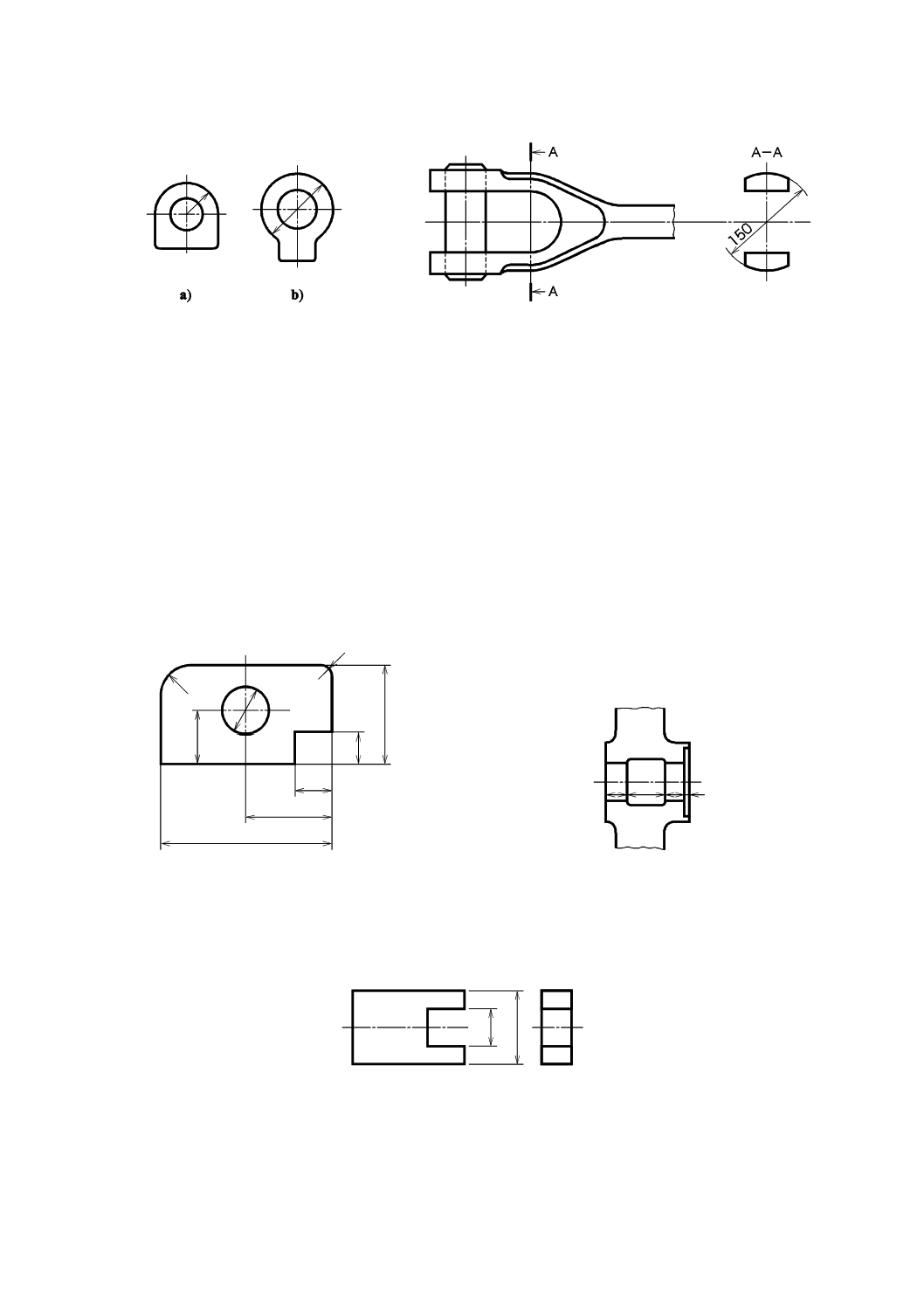
48
B 0001:2019
図92−半径又は直径の図示例
図93−直径の図示例
l)
機能上(互換性を含む。)必要な寸法には,JIS Z 8318によって寸法の許容限界又は許容限界サイズ(JIS
B 0401-1参照)を指示する。ただし,理論的に正確な寸法及び参考寸法を除く。
なお,寸法の許容限界又は許容限界サイズの指示がない場合には,個々に規定する普通公差を適用
する。その場合,適用する規格番号及び等級記号又は数値を表題欄の中又はその付近に一括指示する。
m) 寸法のうち,理論的に正確な寸法については寸法数値を長方形の枠で囲み,参考寸法については寸法
数値に括弧を付ける。
なお,参考寸法は,検証の対象としない。
11.2 寸法補助線
寸法補助線は,次による。
a) 寸法は,通常,寸法補助線を用いて寸法線を記入し(図94参照),この上側に寸法数値を指示する。
ただし,寸法補助線を引き出すと図が紛らわしくなるときは,これによらなくてもよい(図95参照)。
図94−寸法補助線及び寸法線の図示例
図95−寸法補助線を使用しない図示例
b) 通常,寸法補助線は,指示する寸法の端に当たる図形上の点又は線の中心を通り寸法線に対して直角
に引き,寸法線を僅かに超えるまで延長する(図94参照)。また,寸法補助線と図形との間を僅かに
離してもよいが,一葉図又は多葉図で統一する(図96参照)。
図96−隙間を設けた寸法補助線の図示例
c) 寸法を指示する点又は線の位置を明確にするため,特に必要な場合には,寸法線に対して適切な角度
をもつ互いに平行な寸法補助線を引いてもよい。この角度は,なるべく60°がよい(図97参照)。
49
B 0001:2019
図97−寸法の位置を明確にする線の図示例
d) 互いに傾斜する二つの面の間に丸み又は面取りが施されているとき,二つの面の交わる位置を示すに
は,丸み又は面取りを施す以前の形状を細い実線で表し,その交点から寸法補助線を引き出す[図98
a) 参照]。
なお,交点を明確に示す必要がある場合には,それぞれの線を互いに交差させるか,又は交点に黒
丸を付ける[図98のb) 及びc) 参照]。
図98−丸み又は面取部からの寸法補助線の図示例
11.3 寸法線
寸法線は,次による。
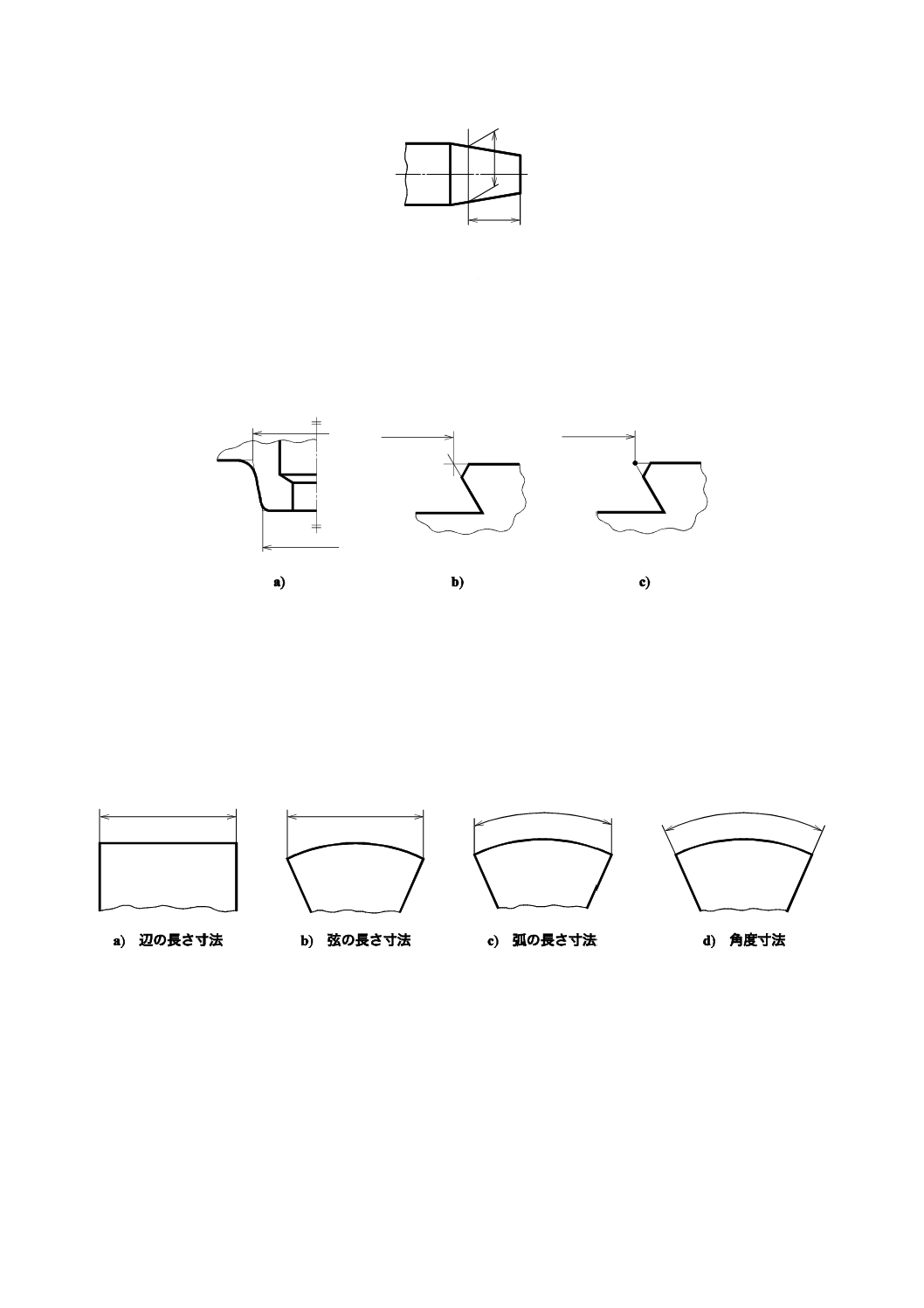
a) 寸法線は,指示する長さ又は角度を測定する方向に平行に引き(図99参照),線の両端には端末記号
を付ける(図100参照)。
なお,1枚の図面の中では,11.3 g) 3) の規定による場合を除き,図100のa),b),c)及びd)を混用
してはならない。
図99−辺,弦,弧の長さ及び角度寸法の図示例
50
B 0001:2019
図100−端末記号の例
b) 角度寸法を記入する寸法線は,角度を構成する二辺又はその延長線(寸法補助線)の交点を中心とし
て,両辺又はその延長線の間に描いた円弧で表す(図101参照)。
図101−角度寸法の図示例
c) 角度サイズを記入する寸法線は,形体の二平面のなす角又は相対向する円すい表面の母線のなす角の
間に描いた円弧で表す(図102参照)。
図102−角度サイズの寸法線の図示例
d) 寸法線が隣接して連続する場合には,寸法線は一直線上にそろえて記入するのがよい[図103 a) 参照]。
また,関連する部分の寸法は,一直線上に記入するのがよい[図103 b) 参照]。
図103−寸法線を一直線上にそろえる図示例
e) 段差がある形体間の寸法記入は,次のいずれかによる。
1) 形体間に対して直列寸法を指示する(図104参照)。
51
B 0001:2019
図104−直列寸法の図示例
2) 累進寸法記入法によって,一方の形体側に起点記号(11.5.3参照)を,他方の形体側に矢印を指示
する(図105参照)。
図105−累進寸法の図示例
f)
穴加工のドリル径,リーマ径,平面加工のフライスカッタ径(図1参照),溝加工のブローチサイズな
どの指示によって設計要求を満たす場合には,その工具径を指示する。
g) 狭い所での寸法の記入は,部分拡大図を描いて記入するか,又は次のいずれかによる。
1) 寸法線から斜め方向に引き出した引出線に結び付けた参照線に,寸法数値を記入する。この場合に
は,引出線の引き出す側の端には何も付けない(図106参照)。
図106−引出線と参照線とを用いた図示例
2) 寸法線を延長して,その上側に記入してもよい(図106及び図107参照)。
3) 寸法補助線の間隔が狭くて矢印を記入する余地がない場合には,矢印の代わりに黒丸(図107参照)
又は斜線(図106参照)を用いてもよい。
図107−寸法線を延長した図示例
h) 対称の図形で対称中心線の片側だけを表した図では,寸法線はその中心線を越えて適切な長さに延長
する。この場合,延長した寸法線の端には,端末記号を付けない(図108参照)。ただし,誤解のおそ
52
B 0001:2019
れがない場合には,寸法線は中心線を越えなくてもよい(図109参照)。
図108−対称図形の片矢の寸法線の図示例
図109−中心線を越えない寸法線の図示例
i)
対称の図形で多数の径の寸法を記入する場合には,寸法線の長さを更に短くして,図110の例のよう
に数段に分けて記入してもよい。
図110−短い寸法線の図示例
11.4 寸法数値
寸法数値は,次によって指示する。
a) 長さの寸法数値は,通常はミリメートルの単位で記入し,単位記号は付けない。
53
B 0001:2019
b) 角度寸法の数値は,一般に度の単位で記入し,必要がある場合には,分及び秒を併用してもよい。度,
分及び秒を表すには,数字の右肩にそれぞれ単位記号“ °”,“ ′”,“ ″”を記入する。
例1 90°,22.5°,6°21′5″(又は6°21′05″),8°0′12″(又は8°00′12″),3′21″
角度寸法の数値をラジアンの単位で記入する場合には,その単位記号“rad”を記入する。
例2 0.52 rad,π/3 rad
c) 寸法数値の小数点は,下の点とし,数字の間を適切にあけて,その中間に大きめに書く。また,寸法
数値の桁数が多い場合でもコンマは付けない。
例 123.25 12.00 22320
注記 ISO規格では,小数点に“ , ”(コンマ)を使用している。
d) 寸法記入は,累進寸法記入法(11.5.3参照)の場合を除き,次による。
1) 寸法数値は,水平方向の寸法線に対しては図面の下辺から,垂直方向の寸法線に対しては図面の右
辺から読めるように指示する(図111参照)。斜め方向の寸法線上の数値は,図112の向きに記入す
る。角度寸法の数値は,図113の向きに記入する。
2) 寸法線を中断しないで寸法数値を記入する場合には,寸法線に沿ってその上側に僅かに離して寸法
線のほぼ中央に記入する。また,寸法数値を記載するスペースが確保できない場合に限り,寸法線
を中断し,中断した部分に寸法数値を記入する。このとき中断する部分は,一般に寸法線のほぼ中
央とする[図111 c)参照]。寸法線を中断する記入例と,中断しない記入例とは,できる限り一つの
図面内では混用しないほうがよい。
a)
b)
c)
注記 c)の例は,理論的に正確な寸法を指示した場合である。
図111−水平方向及び垂直方向の寸法数値の図示例
54
B 0001:2019
図112−長さ寸法の場合の記入例
図113−角度寸法の場合の記入例
3) 寸法数値は,垂直線に対し左上から右下に向かい約30°以下の角度をなす範囲には,寸法の記入を
避ける[例えば,図114 a) のハッチング部]。ただし,図形の関係で記入しなければならない場合
には,その場所に応じて,紛らわしくないように記入する[図114のb) 及びc) 参照]。
図114−寸法数値の記入を避ける範囲及び紛らわしくないように記入する図示例
e) 寸法数値を表す一連の数字は,図面に描いた線で分割されない位置に指示するのがよい[図115 a) 参
照]。
f)
寸法数値は,図面に描いた線に重ねて記入してはならない。ただし,やむを得ない場合には,引出線
と参照線とを用いて記入する[図115 b) 参照]。
図115−図面に描いた線を避けた寸法数値の図示例
g) 寸法数値は,寸法線の交わらない箇所に記入する(図116参照)。
55
B 0001:2019
図116−寸法数値を寸法線の交わらない箇所への図示例
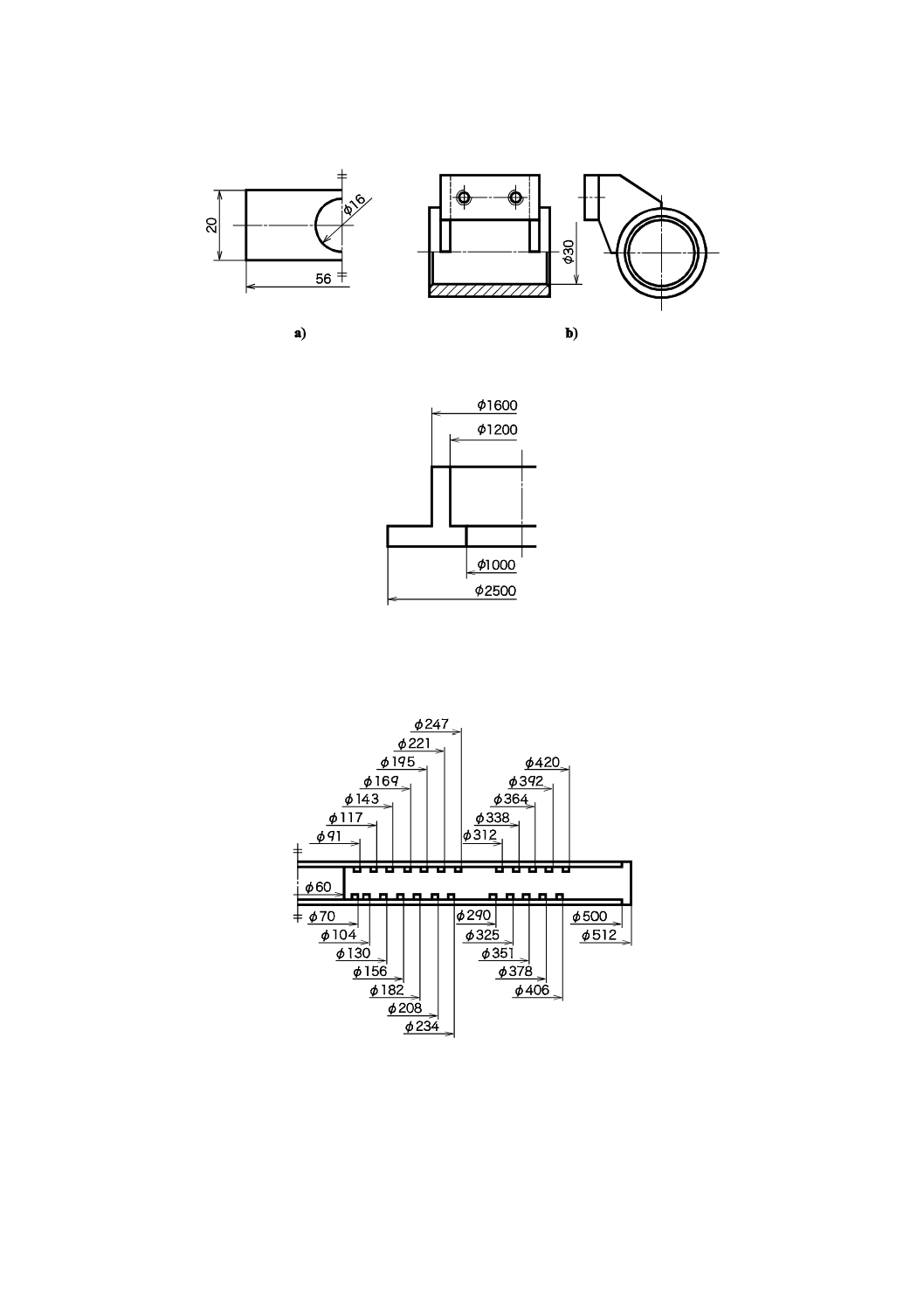
h) 寸法補助線を引いて記入する直径の寸法が対称中心線の方向に幾つも並ぶ場合には,各寸法線はなる
べく同じ間隔に引き,小さい寸法を内側に,大きい寸法を外側にして寸法数値をそろえて記入するの
がよい[図117 a) 参照]。また,紙面の都合で寸法線の間隔が狭い場合には,寸法数値を対称中心線
の両側に交互に記入してもよい[図117 b) 参照]。
図117−直径の指示が多い場合の図示例
i)
寸法線が長いために,その中央に寸法数値を記入すると分かりにくくなる場合には,いずれか一方の
端末記号の近くに片寄せて記入してもよい(図118参照)。
図118−寸法線が長い場合の図示例
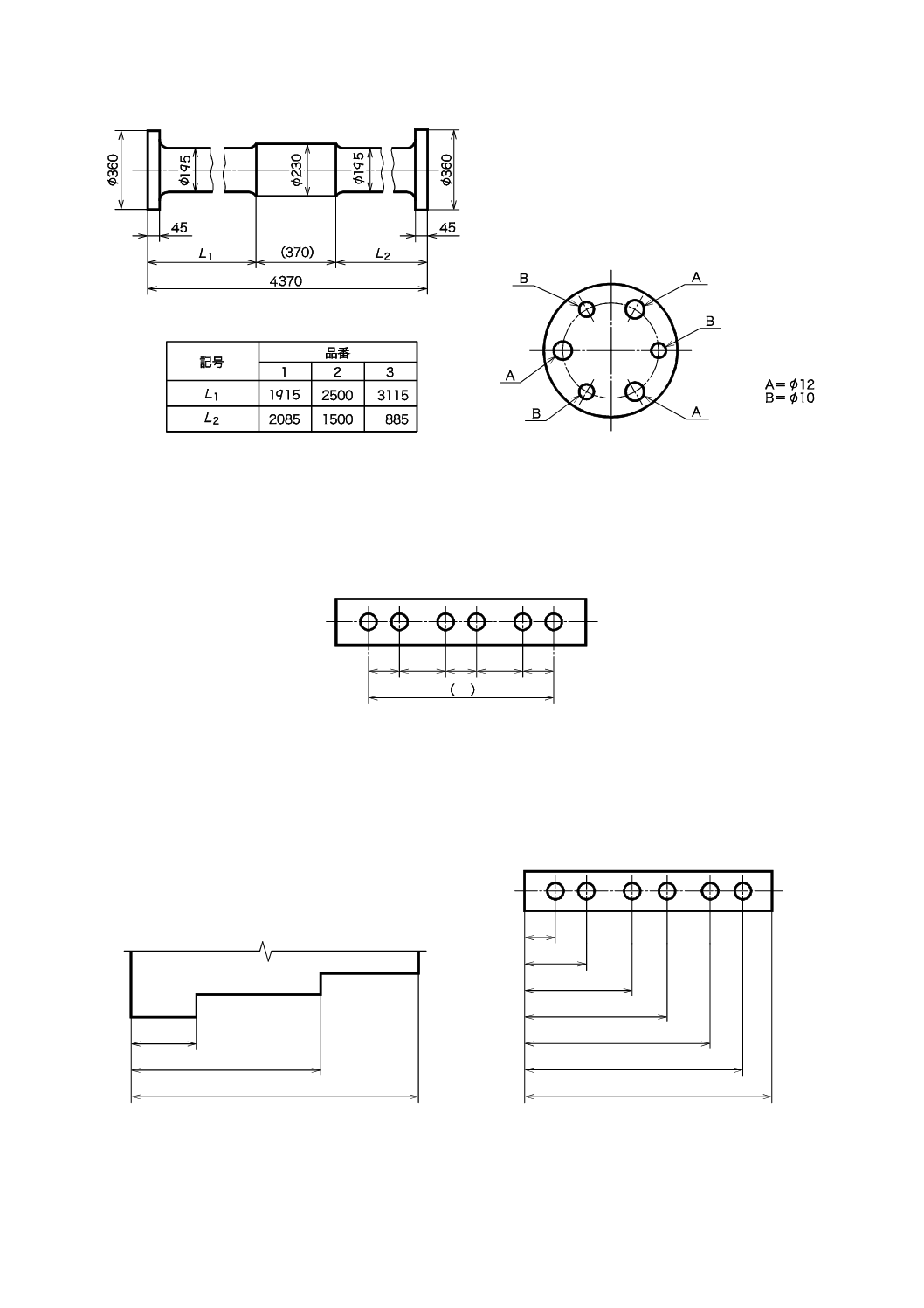
j)
寸法数値の代わりに,文字記号を用いてもよい。この場合には,その数値を別に表示する(図119及
び図120参照)。
56
B 0001:2019
図119−文字記号及び表形式を用いる寸法図示例
図120−文字記号を用いる図示例
11.5 寸法の配置
11.5.1 直列寸法記入法
直列寸法記入法は,直列に連なる個々の寸法に与えられる公差が,逐次累積してもよいような場合に適
用する(図121参照)。
図121−直列寸法記入法の例
11.5.2 並列寸法記入法
並列寸法記入法は,並列に寸法を記入するので,個々の寸法に与えられる公差が他の寸法の公差に影響
を与えることはない(図122及び図123参照)。この場合,共通側の寸法補助線の位置は,機能・加工な
どの条件を考慮して適切に選ぶ。
図122−並列寸法記入法の例1
図123−並列寸法記入法の例2
57
B 0001:2019
11.5.3 累進寸法記入法
累進寸法記入法は,並列寸法記入法と全く同等の意味をもちながら,一つの形体から次の形体へ寸法線
をつないで,1本の連続した寸法線を用いて簡便に表示することが可能である。この場合,寸法の起点の
位置は,起点記号“○”で示し,寸法線の他端は矢印で示す(図124〜図129参照)。寸法数値は,寸法補
助線に並べて記入するか(図124参照),矢印の近くに寸法線の上側にこれに沿って指示する(図125参
照)。
なお,隣り合う寸法補助線の間隔が狭く,寸法数値を指示する場所が確保できない場合は,寸法補助線
を折り曲げて指示してもよい(図129参照)。また,累進寸法記入法とはいえ,二つの形体間だけの寸法
線にも準用してもよい(図127参照)。
図124−累進寸法記入法の例1
図125−累進寸法記入法の例2
図126−累進寸法記入法の例3
図127−累進寸法記入法の例4
図128−累進寸法記入法の例5
58
B 0001:2019
図129−寸法補助線の間隔が狭い場合の記入例
11.5.4 座標寸法記入法
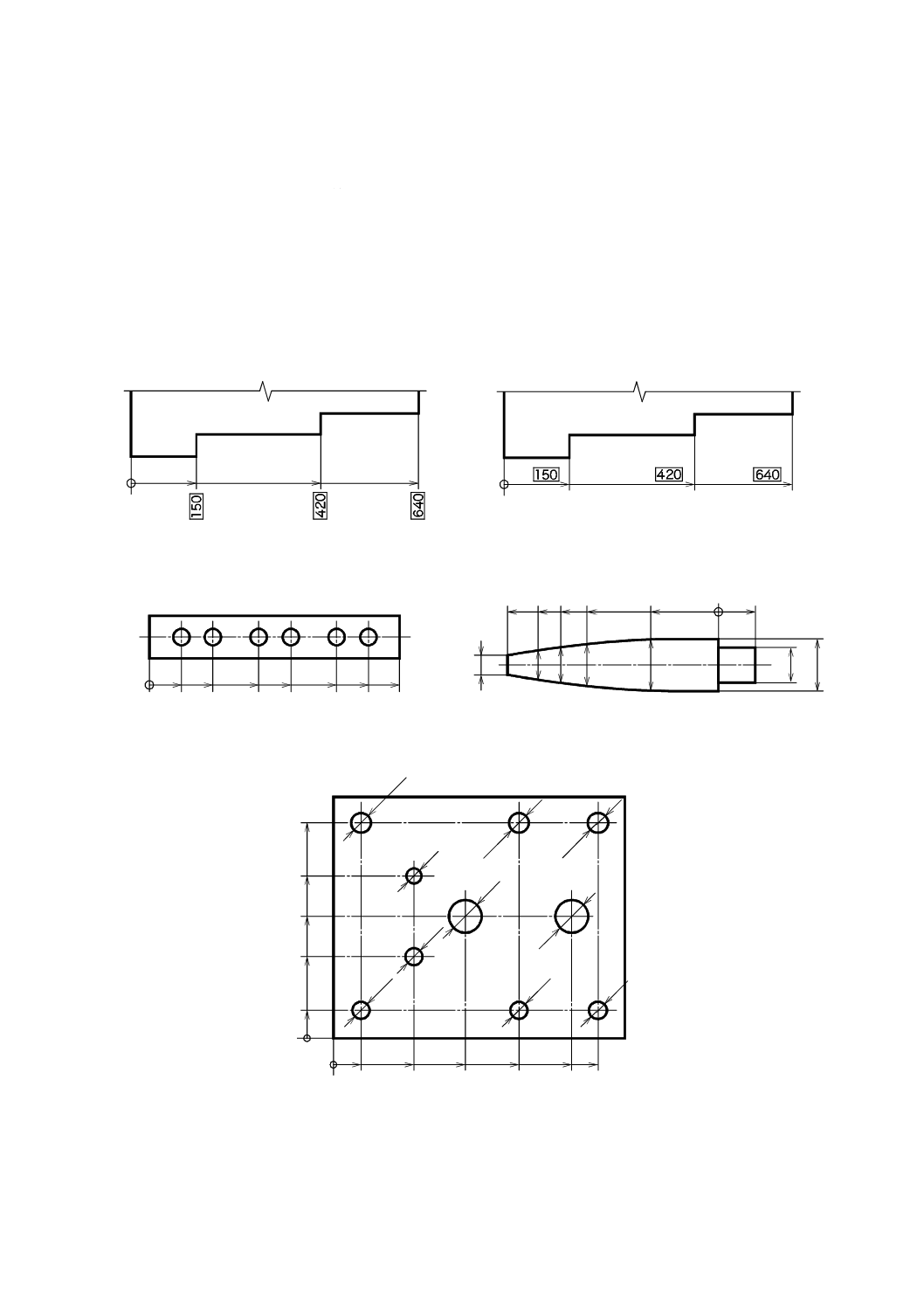
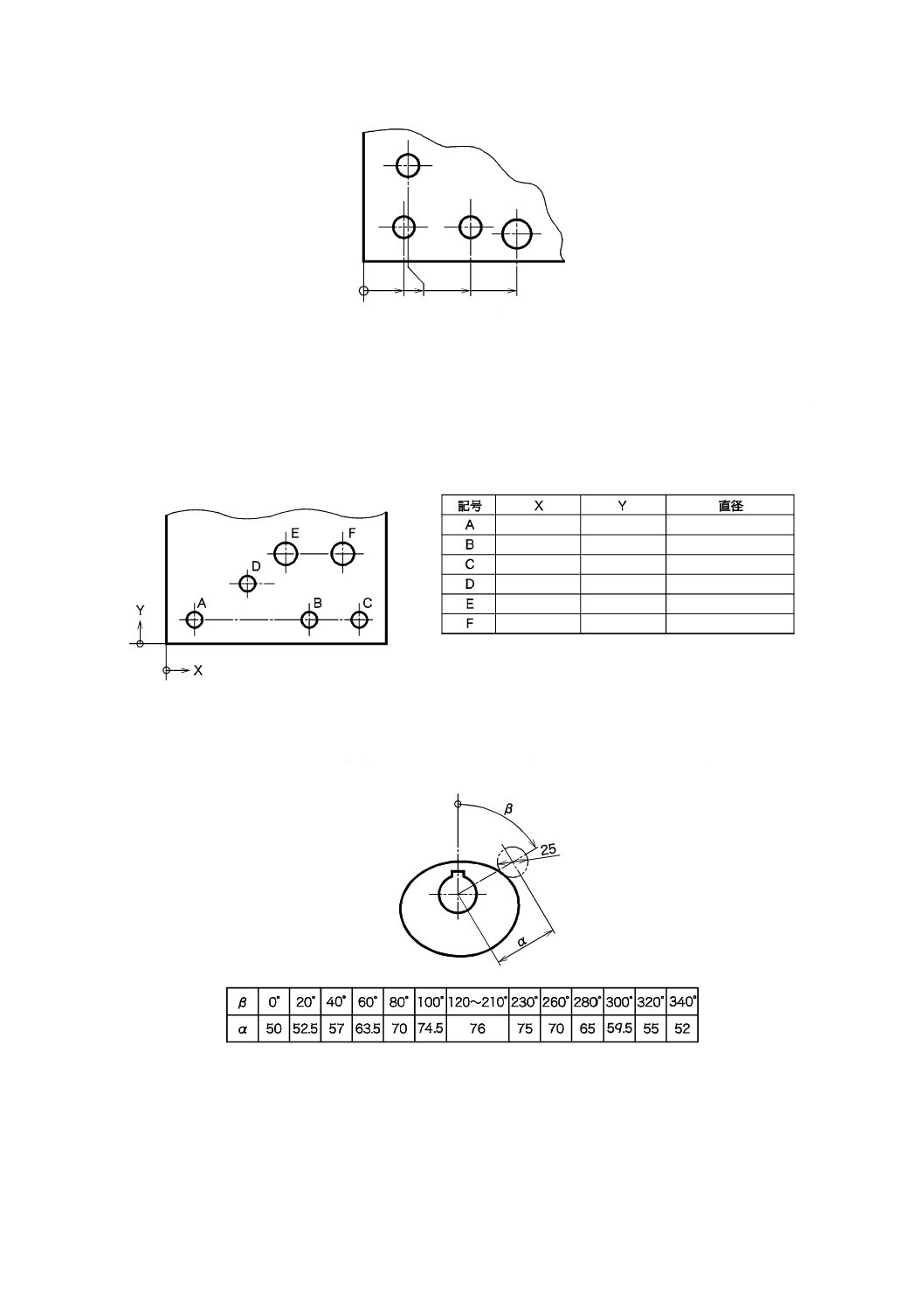
11.5.4.1 正座標寸法記入法
穴の位置,大きさなどの寸法は,正座標寸法記入法を用いて表にしてもよい(図130参照)。この場合,
表に示すX及びYの数値は,起点からの寸法である。
起点は,例えば,基準穴,対象物の一隅など機能又は加工の条件を考慮して適切に選ぶのがよい。
図130−正座標寸法記入法の例
11.5.4.2 極座標寸法記入法
カムプロファイルなどの寸法は,極座標寸法記入法を用いて指示してもよい(図131参照)。
図131−極座標寸法記入法の例
11.6 寸法補助記号
11.6.1 寸法補助記号の種類
寸法補助記号の種類及びその呼び方は,表7による。
59
B 0001:2019
表7−寸法補助記号の種類及びその呼び方
記号
意味
呼び方
180°を超える円弧の直径又は円の直径
“まる”又は“ふぁい”
180°を超える球の円弧の直径又は球の直径
“えすまる”又は“えすふぁい”
正方形の辺
“かく”
半径
“あーる”
コントロール半径
“しーあーる”
球半径
“えすあーる”
円弧の長さ
“えんこ”
45°の面取り
“しー”
円すい(台)状の面取り
“えんすい”
厚さ
”てぃー”
ざぐり
深ざぐり
“ざぐり”
“ふかざぐり”
注記 ざぐりは,黒皮を少し削り取るものも含む。
皿ざぐり
“さらざぐり”
穴深さ
“あなふかさ”
11.6.2 半径の表し方
半径の表し方は,次による。
a) 半径の寸法は,半径の記号“”を寸法数値の前に寸法数値と同じ文字高さで記入する[図132 a) 参
照]。ただし,半径を示す寸法線を円弧の中心まで引く場合には,この記号を省略してもよい[図132
b) 参照]。
図132−半径の図示例
b) 円弧の半径を示す寸法線には,円弧の側にだけ矢印を付け,中心の側には付けない(図133参照)。
なお,矢印及び寸法数値を記入する余地がないときには,図133のc) 及びd) の例による。
a)
b)
c)
d)
図133−種々の半径の図示例
c) 半径の寸法を指示するために円弧の中心の位置を示す必要がある場合には,十字又は黒丸でその位置
を示す[図134 a)及び図157 a) 参照]。
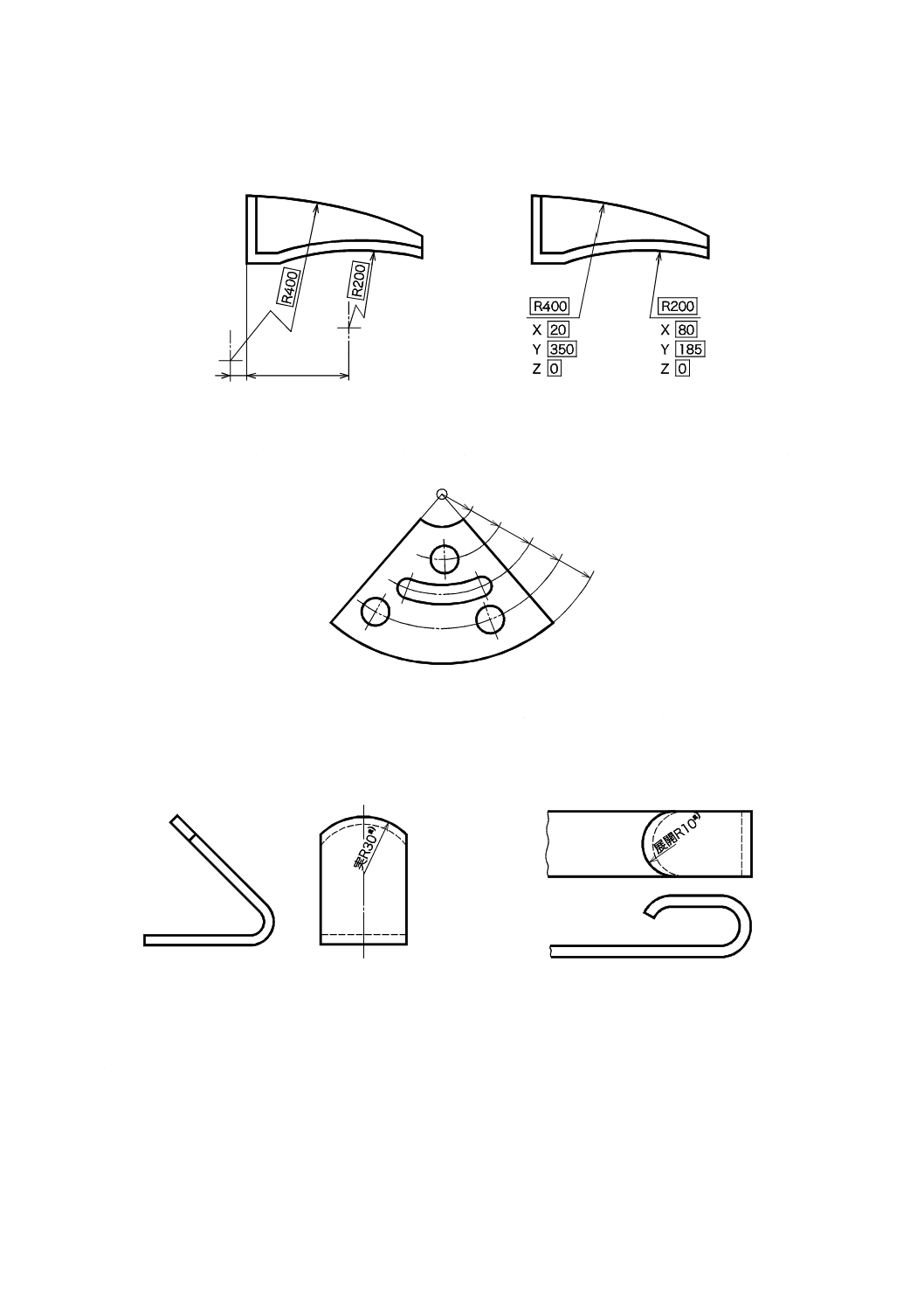
d) 円弧の半径が大きくて,その中心の位置を示す必要がある場合に,紙面などの制約があるときは,そ
の半径の寸法線を折り曲げてもよい。この場合,寸法線の矢印の付いた部分は,正しい中心の位置に
向いていなければならない[図134 a)参照]。また,引出線につないだ参照線の上側に半径の寸法数値
60
B 0001:2019
を,下側には円弧の中心位置をX,Y及びZの座標値で表してもよい[図134 b) 参照]。この場合も,
引出線は円弧の中心に向いていなければならない。
a)
b)
図134−半径が大きい場合の図示例
e) 同一中心をもつ半径は,長さ寸法と同様に,累進寸法記入法を用いて記入してもよい(図135参照)。
図135−累進寸法記入法を用いた半径の図示例
f)
実形を示していない投影図形に実際の半径を指示する場合には,寸法数値の前に“実”(図136参照)
の文字記号を,展開した状態の半径を指示する場合には,“展開”(図137参照)の文字記号を数値
の前へ記入する。
注a) “実30”は,“TRUE R30”と指示してもよい。
注a) “展開10”は,“DEVELOPED R10”と指示
してもよい。
図136−実の図示例
図137−展開の図示例
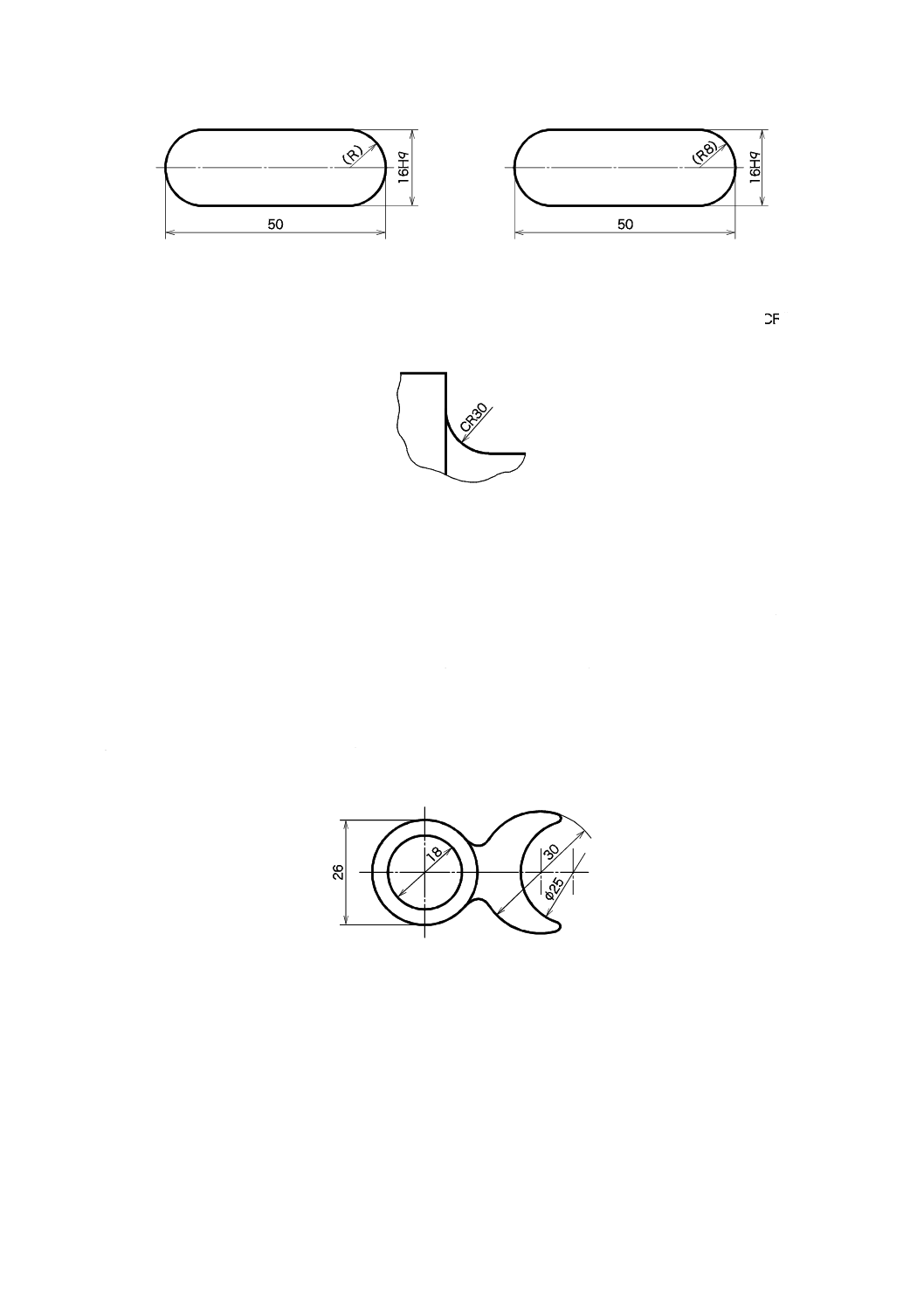
g) 半径の寸法が他の寸法から導かれる場合は,半径を示す寸法線及び数値なしの記号又は半径を示す寸
法線及び数値ありの半径記号を,参考寸法として記入するのがよい(図138参照)。
61
B 0001:2019
a)
b)
図138−半径であることの図示例
h) かどの丸み,隅の丸みなどにコントロール半径を要求する場合には,半径数値の前に記号“
”を記
入する(図139参照)。
図139−コントロール半径の図示例
11.6.3 直径の表し方
直径の表し方は,次による。
a) 180°を超える円弧又は円形の図形に直径の寸法を記入する場合で,寸法線の両端に端末記号が付くと
きは,寸法数値の前に直径の記号“”は記入しなくてもよい(図140参照)。ただし,引出線を用い
て寸法を記入する場合には,直径の記号“”を記入する[図141のa) 及びb) 参照]。
注記 ISO 129-1では,3D CADで図形を回転させて表示した場合には,円形がだ円に見えてしまう
ことを考慮して,180°を超える円弧又は円形の図形において,直径の寸法値の前に,直径の
記号“”を付けて記入するように規定している。
b) 円形の一部を欠いた図形で寸法線の端末記号が片側の場合は,半径の寸法と誤解しないように,直径
の寸法数値の前に“”を記入する(図140参照)。
図140−180°を超える円弧及び全円の直径の図示例
62
B 0001:2019
図141−種々の直径の図示例
c) 対象とする部分の断面が円形であるとき,その形を図に表さないで,円形であることを示す場合には,
直径記号“”を寸法数値の前に,寸法数値と同じ文字高さで記入する[図141 a) 及び図142参照]。
図142−円形であることを示す場合の直径の図示例
d) 円形の図又は側面図で円形が現れない図のいずれの場合でも,直径の寸法数値の後に明らかに円形又
は円筒形になる加工方法が併記されている場合には,寸法数値の前に直径の記号“”は記入しなく
てもよい[図141 c),図141 d),図159,図160及び図161参照]。
e) 直径の異なる円筒が連続していて,その寸法数値を記入する余地がない場合には,図143及び図144
のように,片側に書くべき寸法線の延長線及び矢印を描き,直径の記号“”及び寸法数値を記入す
る。
図143−外側からの片側に矢印を指示する寸法図示例
図144−寸法線を直角に折り曲げる図示例
11.6.4 球の直径又は半径の表し方
a) 球の直径又は半径の寸法は,その寸法数値の前に寸法数値と同じ文字高さで,球の記号“
”又は“
”
を記入して表す(図145参照)。
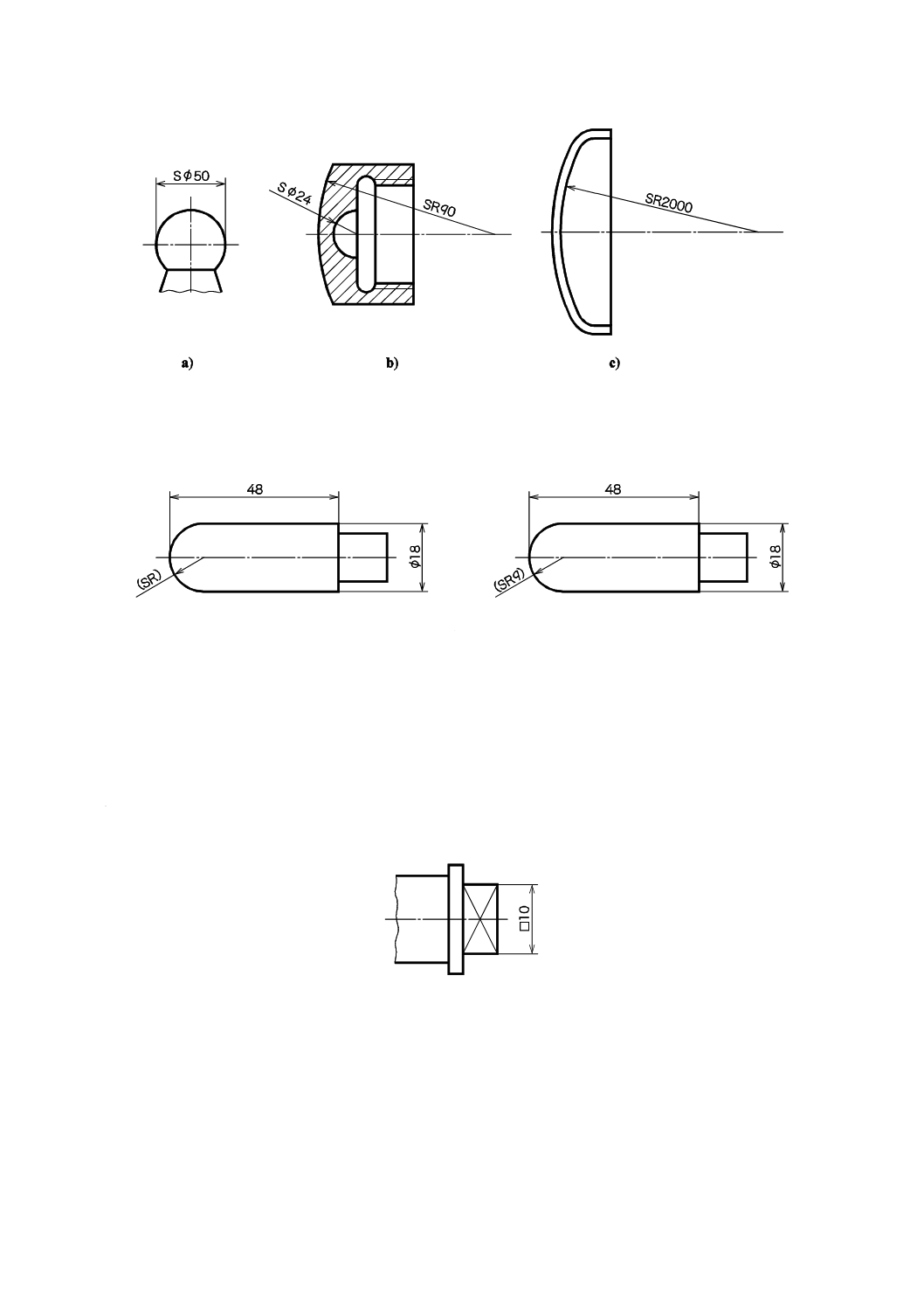
63
B 0001:2019
図145−球の直径又は半径の図示例
b) 球の半径の寸法が他の寸法から導かれる場合には,半径を示す寸法線及び数値なしの球半径記号又は
半径を示す寸法線及び数値ありの球半径記号を,参考寸法として記入するのがよい(図146参照)。
a)
b)
図146−球の半径(SR)の図示例
11.6.5 正方形の辺の表し方
正方形の辺の表し方は,次による。
a) 対象とする部分の断面が正方形であるとき,その形を図に表さないで,正方形であることを表す場合
には,その辺の長さを表す寸法数値の前に,寸法数値と同じ大きさで,正方形の一辺であることを示
す記号“”を記入する(図147参照)。
b) 正方形を正面から見た場合のように正方形が図に現れる場合には,両辺の寸法を記入するか[図148 a)
参照],又は正方形であることを示す記号“”を一辺に記入する[図148 b)参照]。
図147−正方形の角柱の一辺に対する図示例
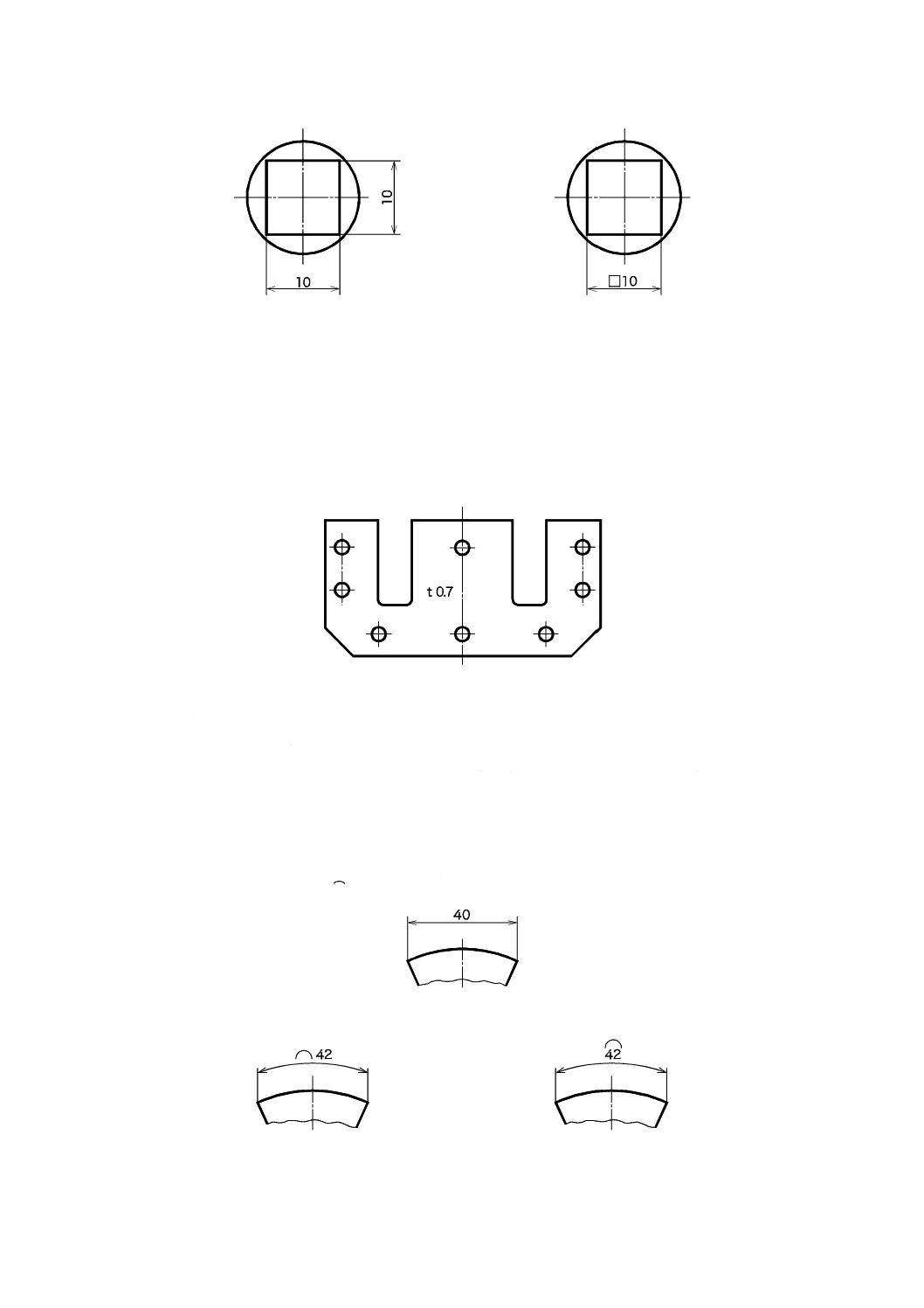
64
B 0001:2019
a)
b)
図148−正方形の角柱の辺に対する図示例
11.6.6 板厚の表し方
板の主投影図に,その厚さの寸法を表す場合には,その図の付近又は図の中の見やすい位置に,厚さを
表す寸法数値の前に,寸法数値と同じ文字高さで,厚さを示す記号“”を記入する(図149参照)。
注記 冷間圧延鋼板,プラスチック板など,製品公差が規定されている板材の厚さ指示には特に有用
である。
図149−板厚の寸法の図示例
11.6.7 弦及び円弧の長さの表し方
弦及び円弧の長さの表し方は,次による。
a) 弦の長さの表し方 弦の長さは,弦に直角に寸法補助線を引き,弦に平行な寸法線を用いて表す(図
150参照)。
b) 円弧の長さの表し方 円弧の長さの表し方は,次による。
1) 弦の場合と同様な寸法補助線を引き,その円弧と同心の円弧を寸法線として引き,寸法数値の前又
は上に円弧の長さの記号“
”を付ける(図151参照)。
図150−弦の長さの図示例
a)
b)
図151−円弧の長さの図示例
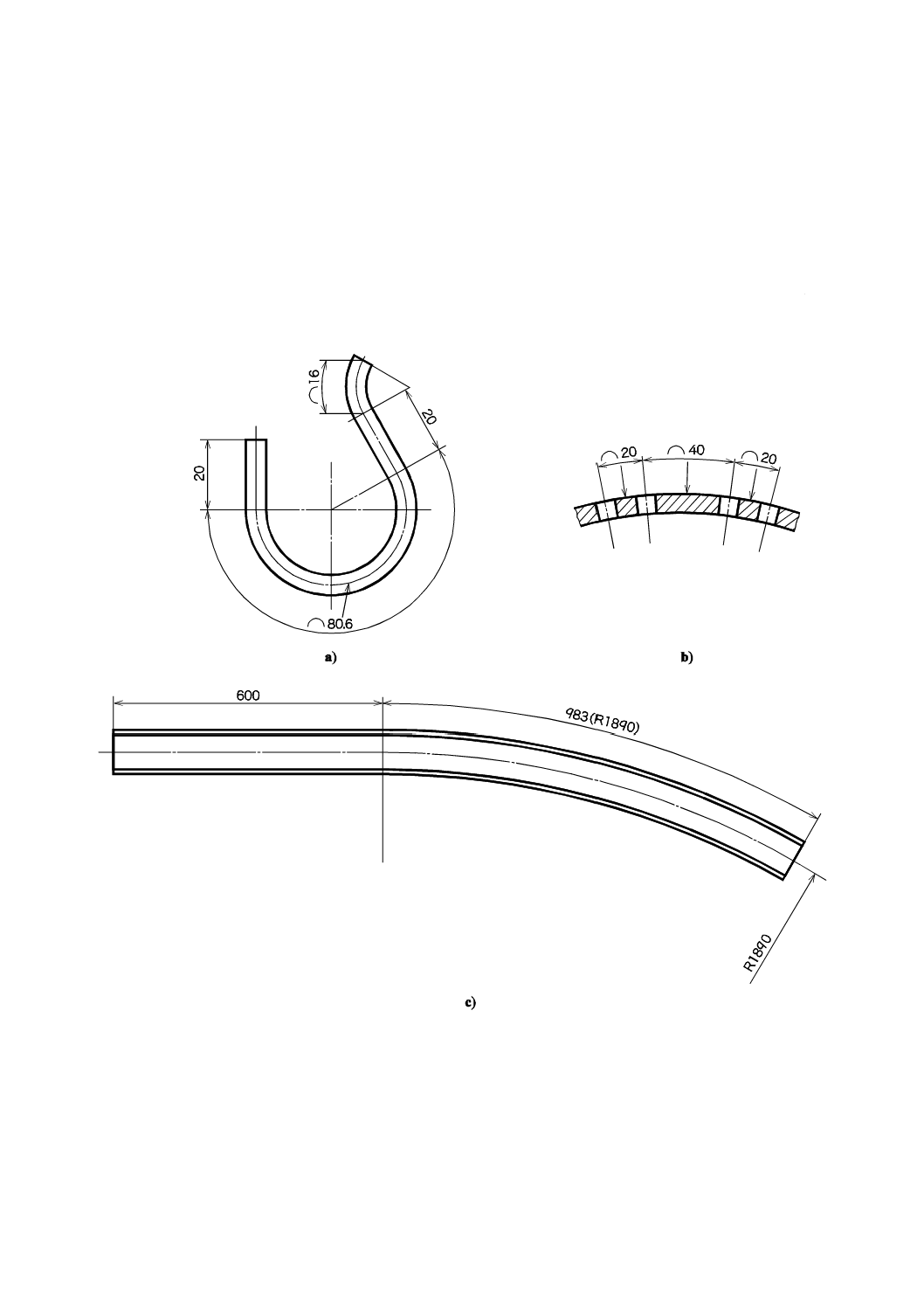
65
B 0001:2019
2) 円弧を構成する角度が大きいとき[図152 a) 参照],連続して円弧の寸法を記入するとき[図152 b)
参照]は,円弧の中心から放射状に引いた寸法補助線に寸法線を当ててもよい。
この場合,二つ以上の同心の円弧のうち,一つの円弧の長さを明示する必要があるときには,次
のいずれかによる。
2.1) 円弧の寸法数値に対し,引出線を引き,引き出された円弧の側に矢印を付ける[図152のa) 及び
b) 参照]。
2.2) 円弧の長さを表す寸法数値の後に,円弧の半径を括弧に入れて示す[図152 c) 参照]。この場合に
は,円弧の長さに記号を付けてはならない。
図152−種々の円弧の長さの図示例
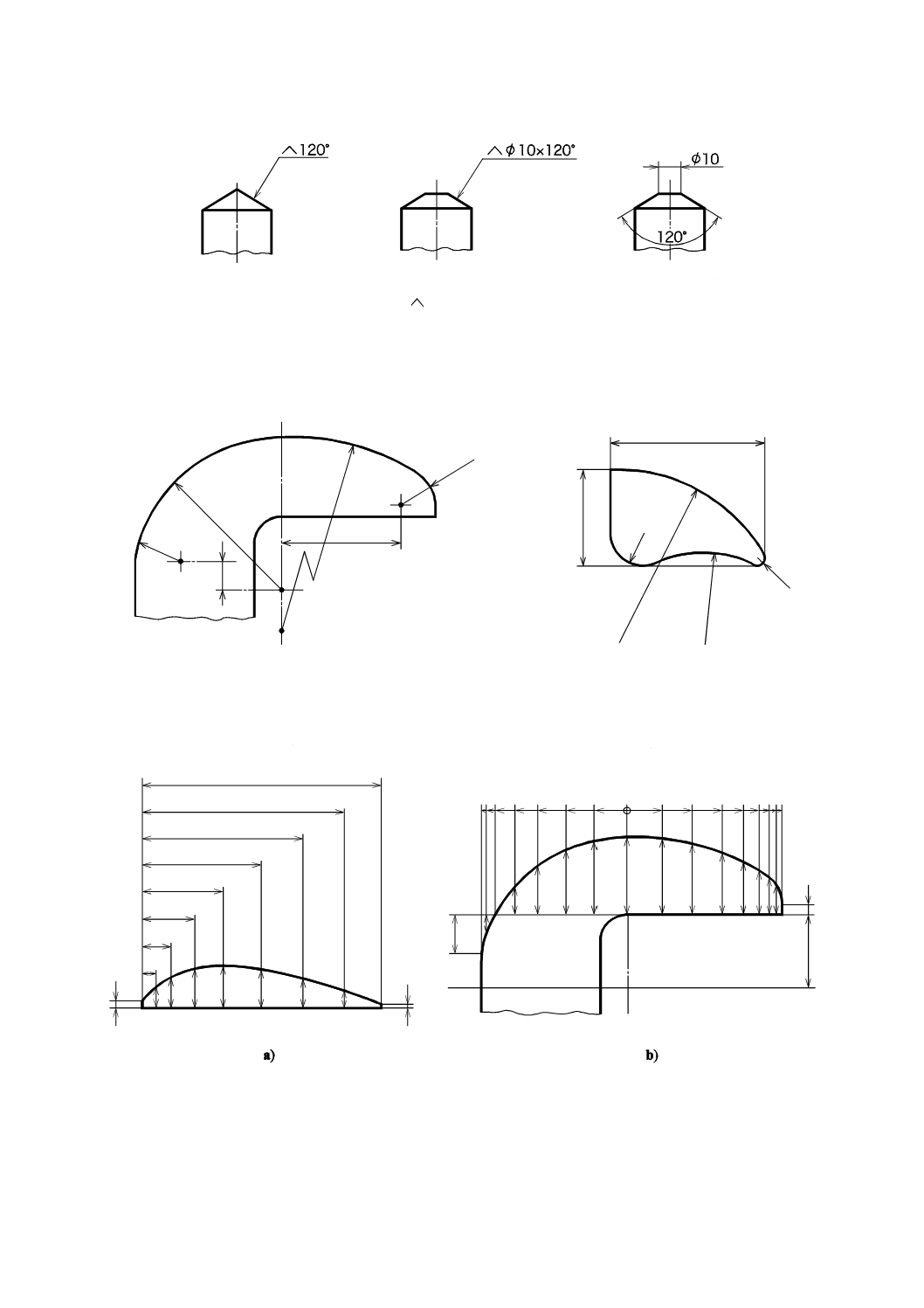
11.6.8 面取りの表し方
一般の面取りは,通常の寸法記入方法によって表す(図153参照)。45°の面取りの場合には,“面取り
の寸法数値×45°”(図154参照)又は面取り記号“”を寸法数値の前に寸法数値と同じ文字高さで記入
して表す(図155参照)。
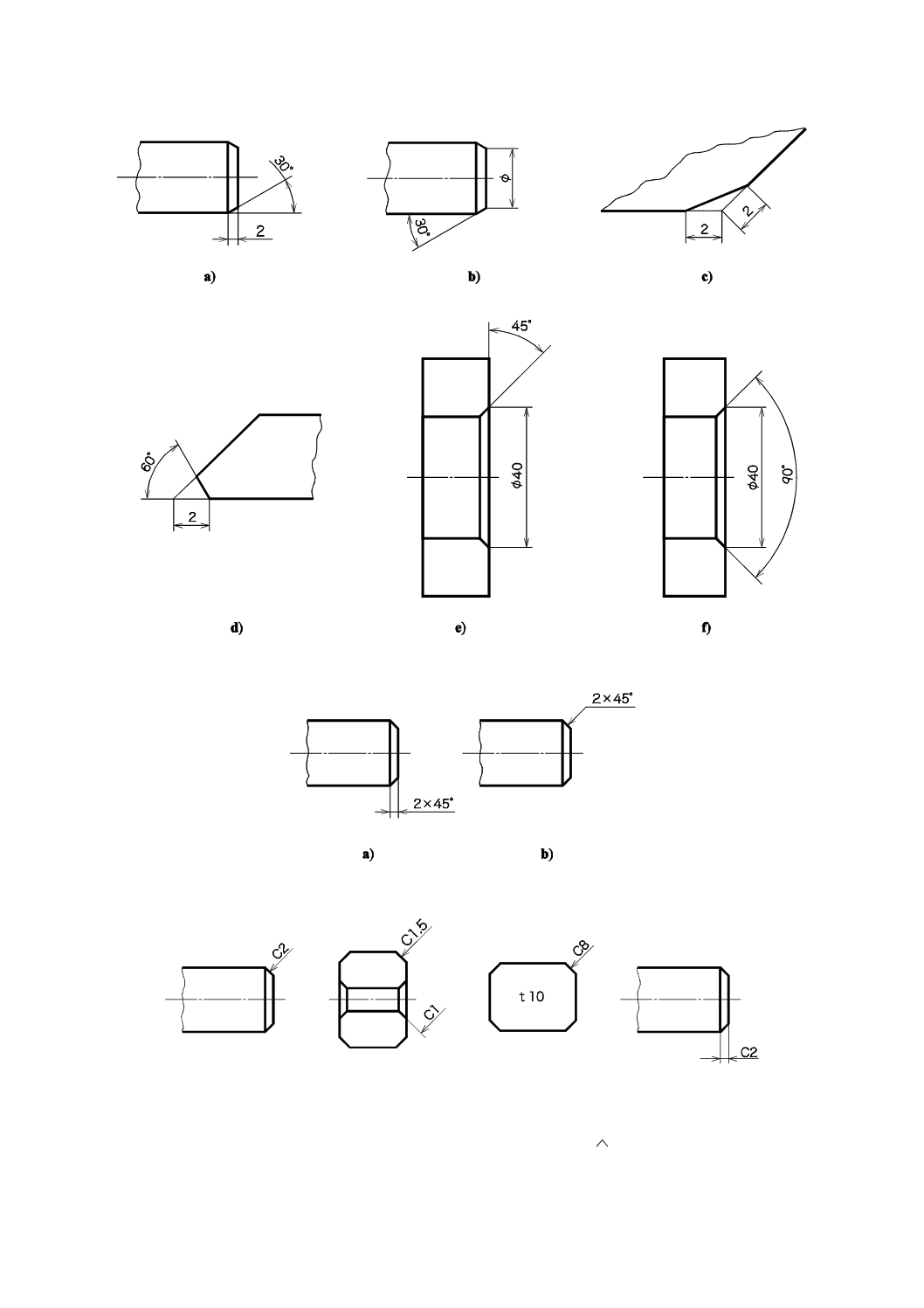
66
B 0001:2019
図153−面取り寸法の図示例1
図154−面取り寸法の図示例2
a)
b)
c)
d)
図155−面取り記号“”の図示例
円筒部品の端部を面取りして円すい台状の形状を作る場合は,記号“
”を寸法数値の前に,寸法数値
の後には“×”に続けて円すいの頂角を記載する(図156参照)。
67
B 0001:2019
a) 例1
b) 例2
c) 例2の解釈
図156−“
”(えんすい)の図示例
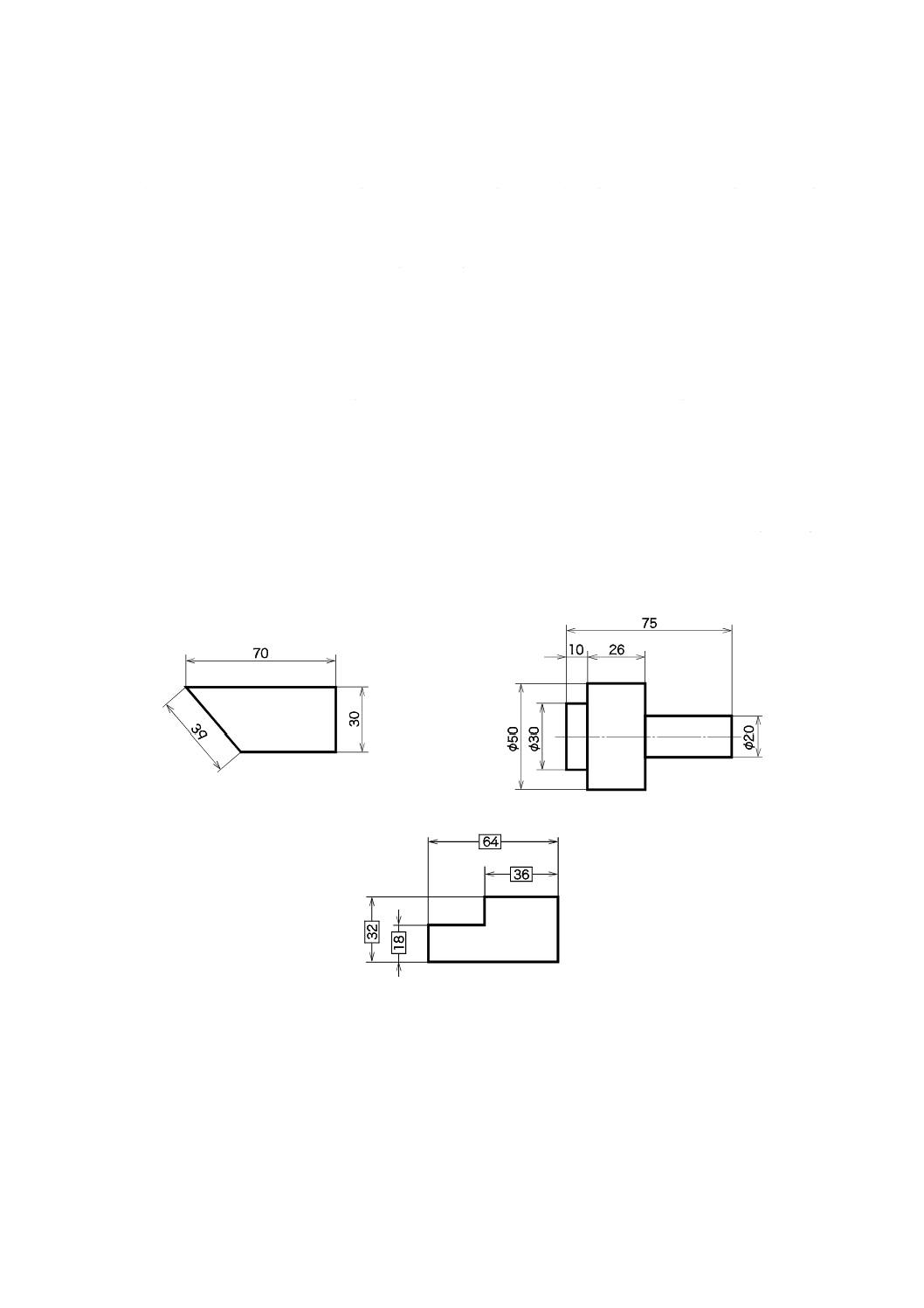
11.6.9 曲線の表し方
a) 円弧で構成する曲線の寸法は,一般にはこれらの円弧の半径とその中心又は円弧の接線の位置とで表
す(図157参照)。
a)
b)
図157−曲線の表し方の例
b) 円弧で構成されない曲線の寸法は,曲線上の任意の点の座標寸法で表す[図158 a) 参照]。この寸法
は,円弧で構成する曲線の場合にも,必要があれば用いてもよい[図158 b) 参照]。
図158−円弧で構成されない曲線の寸法の図示例
11.7 穴の寸法の表し方
穴の寸法の表し方は,次による。
68
B 0001:2019
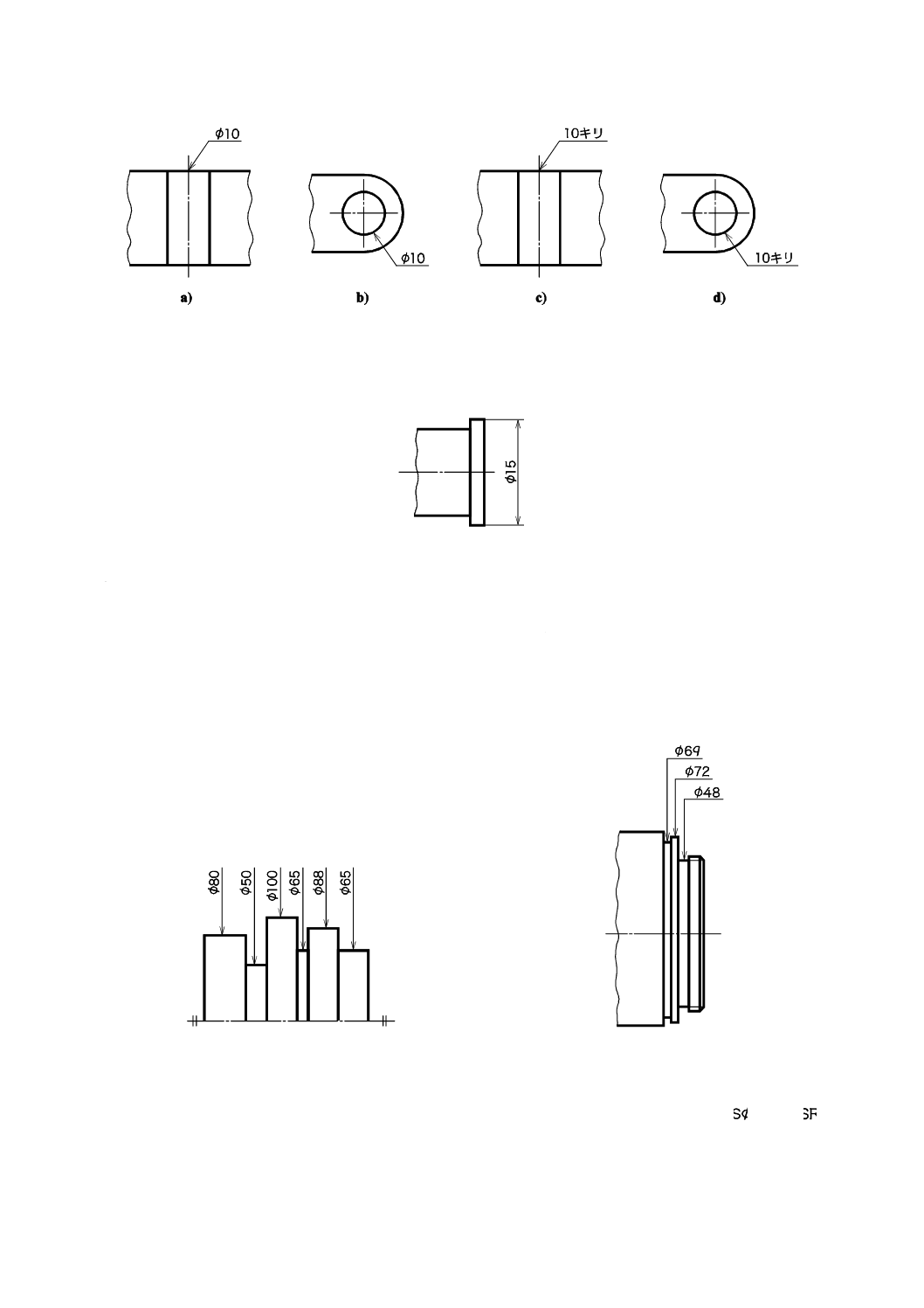
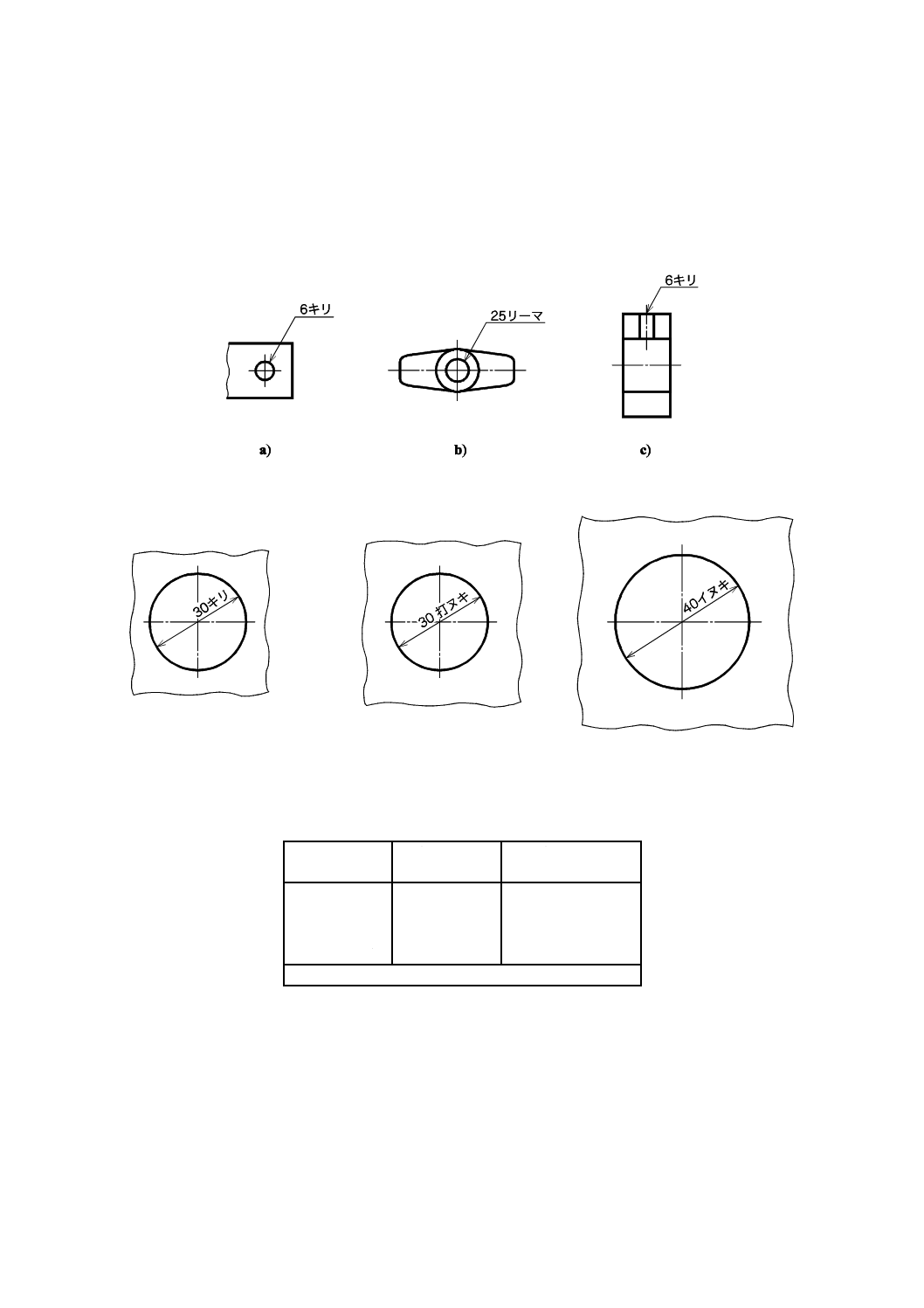
a) きり穴,打抜き穴,鋳抜き穴など,穴の加工方法による区別を示す必要がある場合には,工具の呼び
寸法又は基準寸法を示し,それに続けて加工方法の区別を,加工方法の用語又は加工方法記号(JIS B
0122参照)によって指示する(図159及び図160参照)。ただし,表8に示すものについては,この
表の簡略表示を用いてもよい。
注記 この場合,指示した加工寸法に対する寸法の普通公差を適用する。
図159−穴の加工方法の図示例
a)
b)
c)
図160−穴の加工方法を簡略指示する例
表8−穴の加工方法の簡略表示
加工方法
簡略表示
簡略表示
(加工方法記号)a)
鋳放し
プレス抜き
きりもみ
リーマ仕上げ
イヌキ
打ヌキ
キリ
リーマ
−
PPB
D
DR
注a) JIS B 0122による記号。
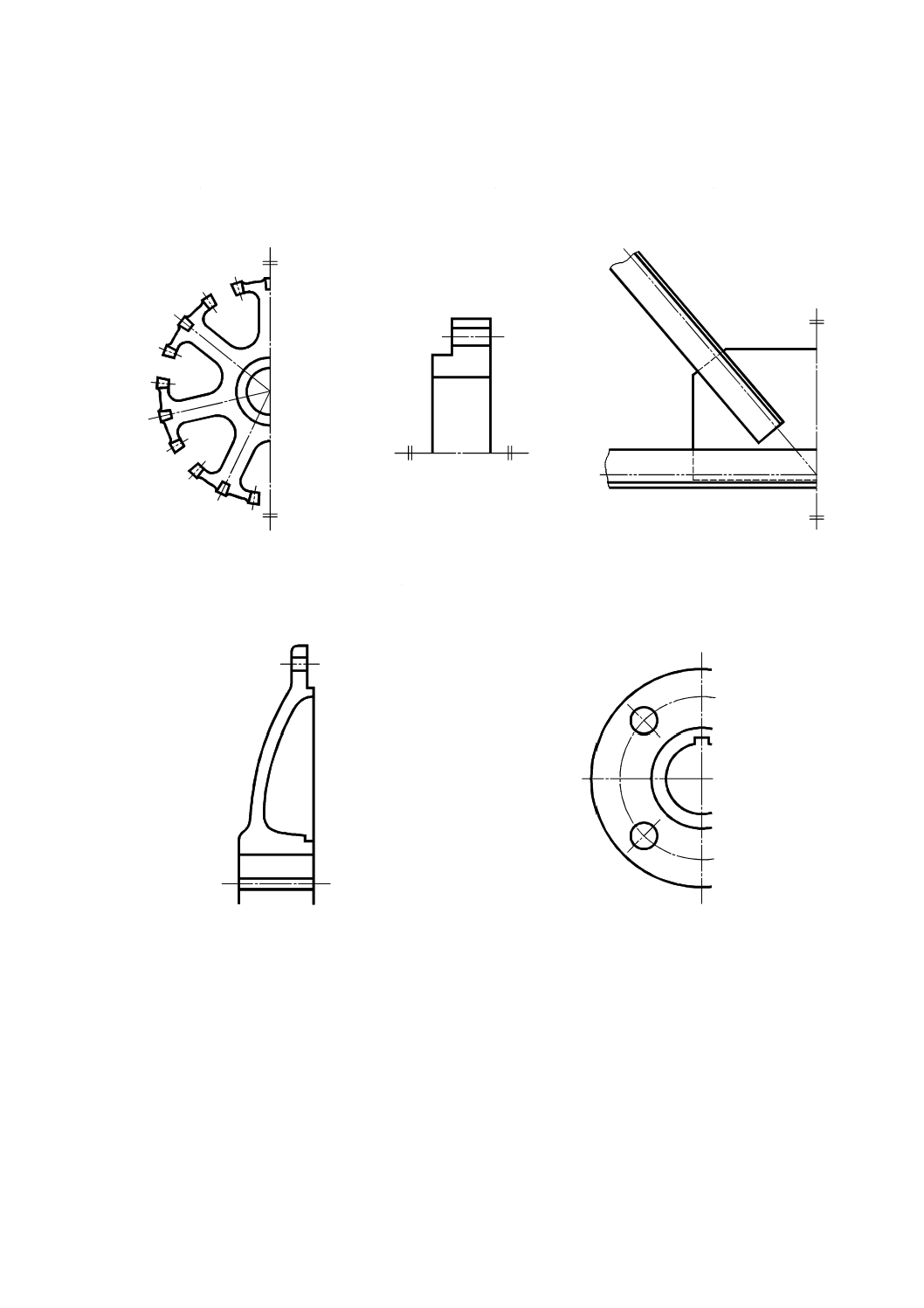
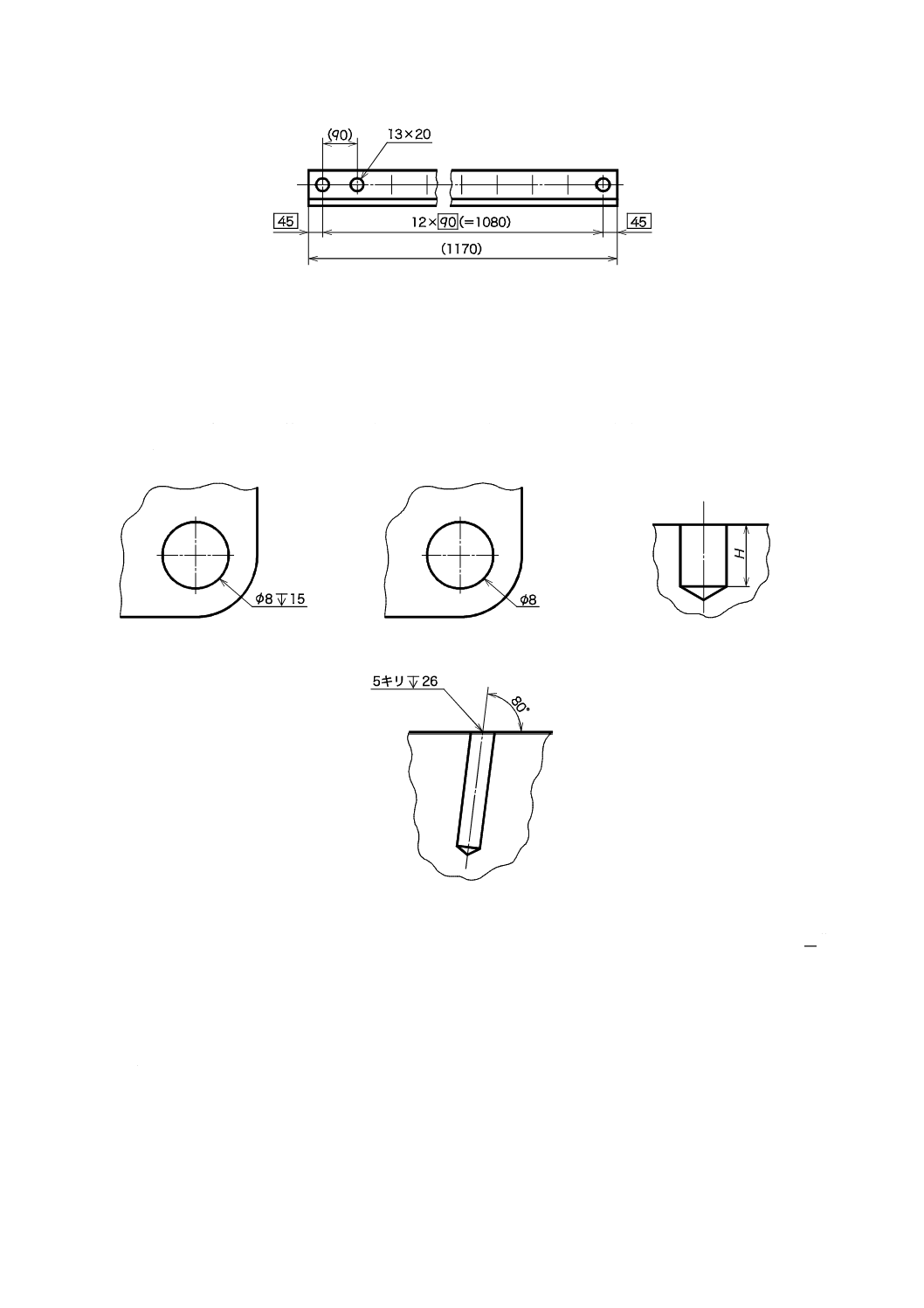
b) 一つのピッチ線,ピッチ円上に配置される一群の同一寸法のボルト穴,小ねじ穴,ピン穴,リベット
穴などの寸法は,穴から引出線を引き出して,参照線の上側にその総数を示す数字の次に“×”を挟
んで穴の寸法を指示する(図161参照)。この場合,穴の総数は,同一箇所の一群の穴の総数(例えば,
両側にフランジをもつ管継手ならば,片側のフランジについての総数)を記入する。
69
B 0001:2019
図161−一群の同一寸法の図示例
c) 穴の深さを指示するときは,穴の直径を示す寸法の次に,穴の深さを示す記号“”に続けて深さの
数値を記入するのがよい(図162参照)。ただし,貫通穴のときは,穴の深さを記入しない(図163
参照)。
なお,穴の深さとは,ドリルの先端で創成される円すい部分,リーマの先端の面取部で創成される
部分などを含まない円筒部の深さ(図164のH参照)をいう。また,傾斜した穴の深さは,穴の中心
軸線上の長さ寸法で表す(図165参照)。
図162−穴の深さの図示例
図163−貫通穴の図示例
図164−穴の深さの解釈
図165−傾斜した穴の深さの図示例
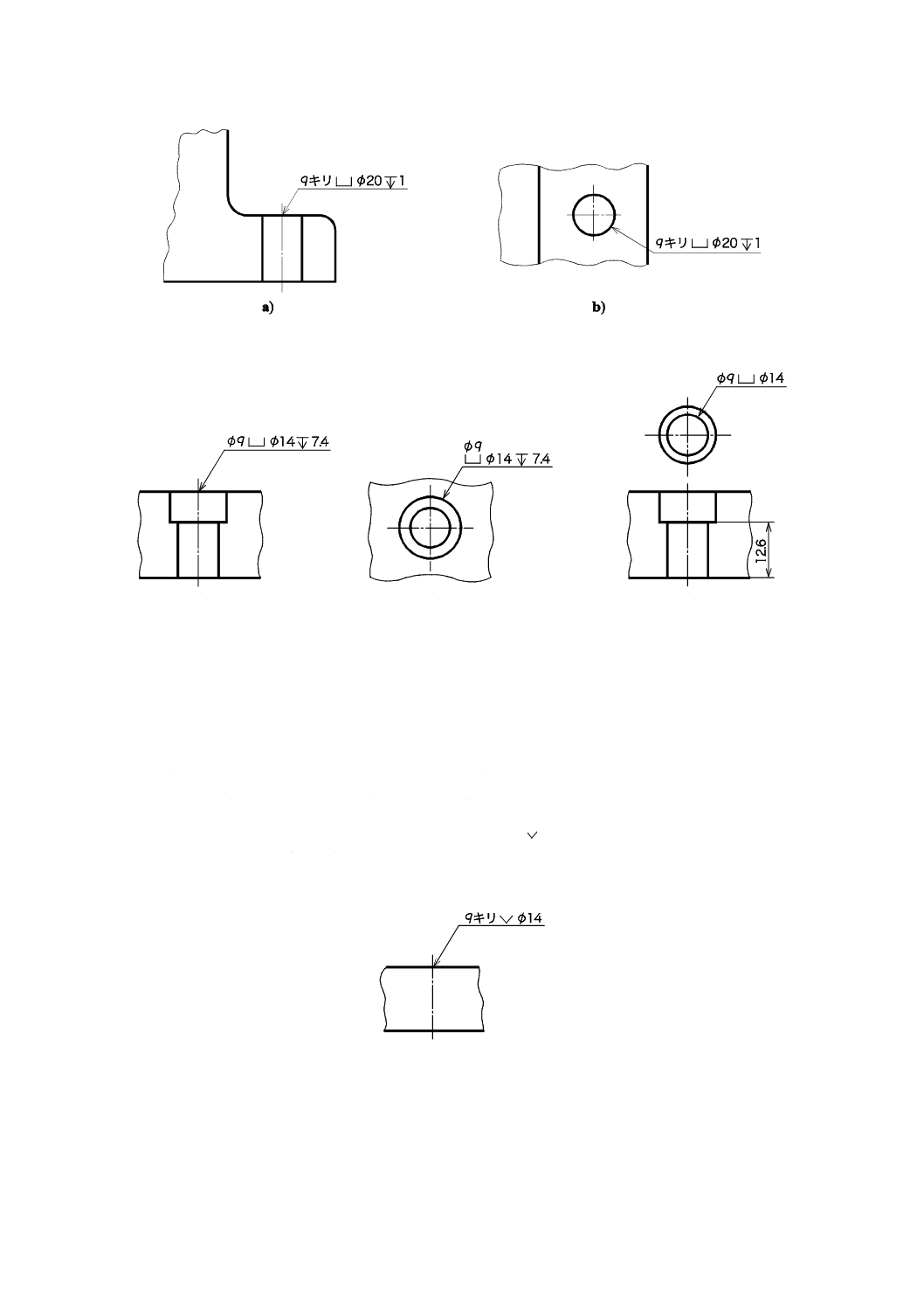
d) ざぐり又は深ざぐりの表し方は,ざぐりを付ける穴の直径を示す寸法の前に,ざぐりを示す記号“
”
に続けてざぐりの数値を記入する(図166及び図167参照)。
なお,一般に平面を確保するために鋳造品,鍛造品などの表面を削り取る程度の場合でも,その深
さを指示する。この場合(ざぐり深さが浅いとき)には,そのざぐり形状は省略してもよい(図166
参照)。また,深ざぐりの底の位置を反対側の面からの寸法を規制する必要がある場合には,その寸法
線を指示する[図167 c) 参照]。
70
B 0001:2019
図166−ざぐりの図示例
a)
b)
c)
注記 穴とざぐり穴とを,直列[a)]又は並列[b)]に記載することが可能である。
図167−深ざぐりの図示例
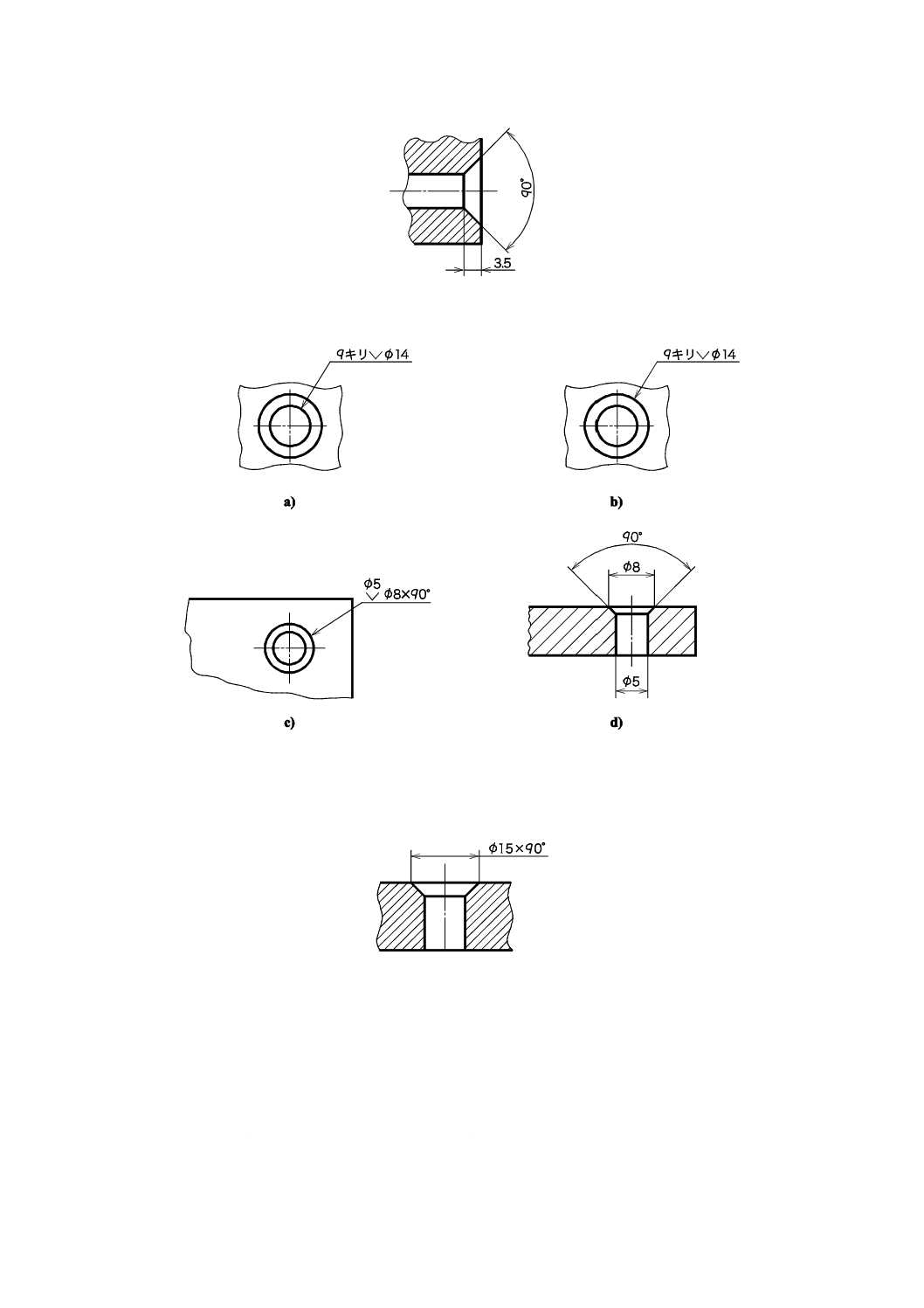
e) 皿ざぐり穴の表し方は,皿穴の直径を示す寸法の次に,皿ざぐり穴を示す記号“”に続けて,皿ざ
ぐり穴の入り口の直径の数値を記入する(図168参照)。皿ざぐり穴の深さの数値を規制する要求があ
る場合には,皿ざぐり穴の開き角及び皿ざぐり穴の深さの数値を記入する(図169参照)。
皿ざぐり穴が円形形状で描かれている図形に皿ざぐり穴を指示する場合には,内側又は外側の円形
形状から引出線を引き出し,参照線の上側に皿ざぐり穴を示す記号“”に続けて,皿穴の入り口の
直径の数値を記入する[図170のa)及びb)参照]又は“
”の上に円筒穴の直径の数値を,“”に
続けて皿穴の入り口の直径の数値を記入する[図170 c)参照]。
なお,図170 c)に対して,皿ざぐり記号を使用しない図示例を図170 d)に示す。
図168−皿ざぐりの図示例
71
B 0001:2019
図169−皿ざぐりの開き角及び皿穴の深さの図示例
図170−円形形状に指示する皿穴の図示例
皿ざぐりの簡略図示は,皿ざぐり穴が表れている図形に対して,皿ざぐり穴の入り口の直径及び皿
ざぐり穴の開き角を寸法線の上側又はその延長線上に“×”を挟んで記入する(図171参照)。
図171−皿ざぐりの簡略図示例
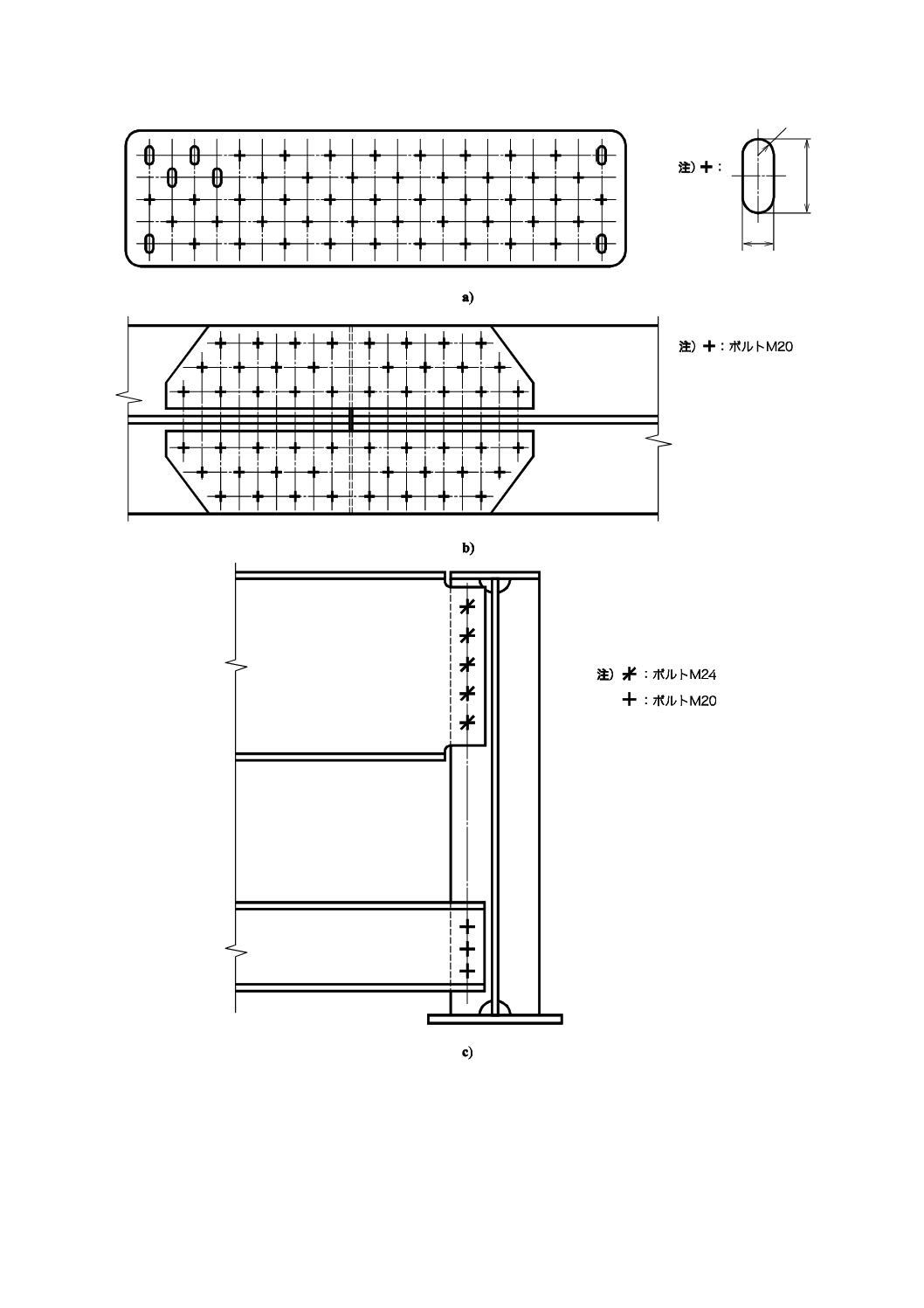
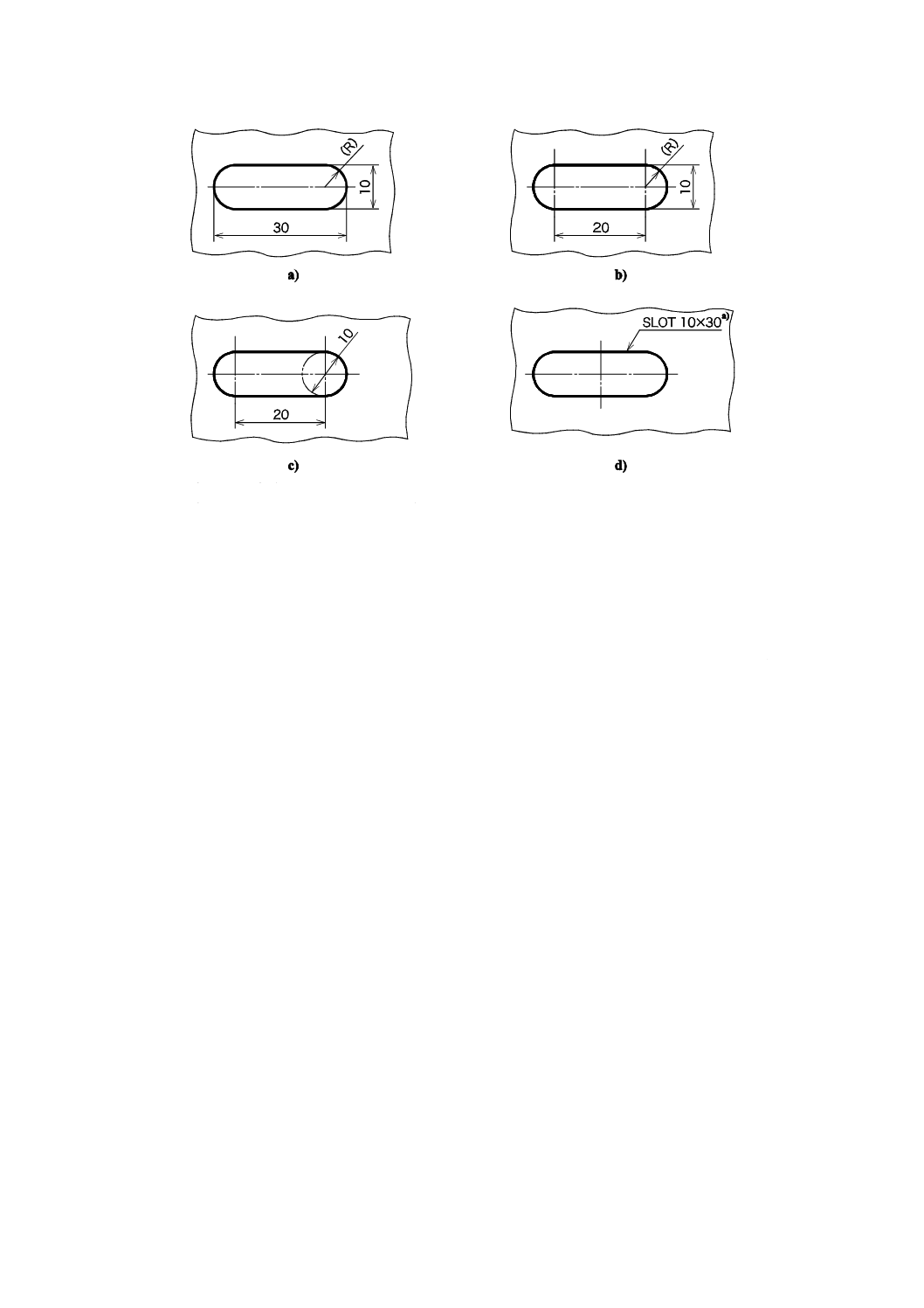
f)
長円の穴は,穴の機能又は加工方法に応じた寸法の記入方法を次のいずれかによって指示する。
1) 長円の穴の長さ及び幅[図172 a) 参照]。この場合,両側の形体は,円弧であることを示すために
“()”と指示する。
2) 平行二平面の形体の長さ及び幅[図172 b) 参照]。この場合,両側の形体は,円弧であることを示
すために“()”と指示する。
3) 工具の回転軸線の移動距離及び工具径[図172 c) 参照]。この場合,工具径の指示は1か所とする。
72
B 0001:2019
注記 d)の解釈はa)と同じ。
注a) “SLOT”は,“長円の穴”と指示してもよい。
図172−長円の穴の図示例
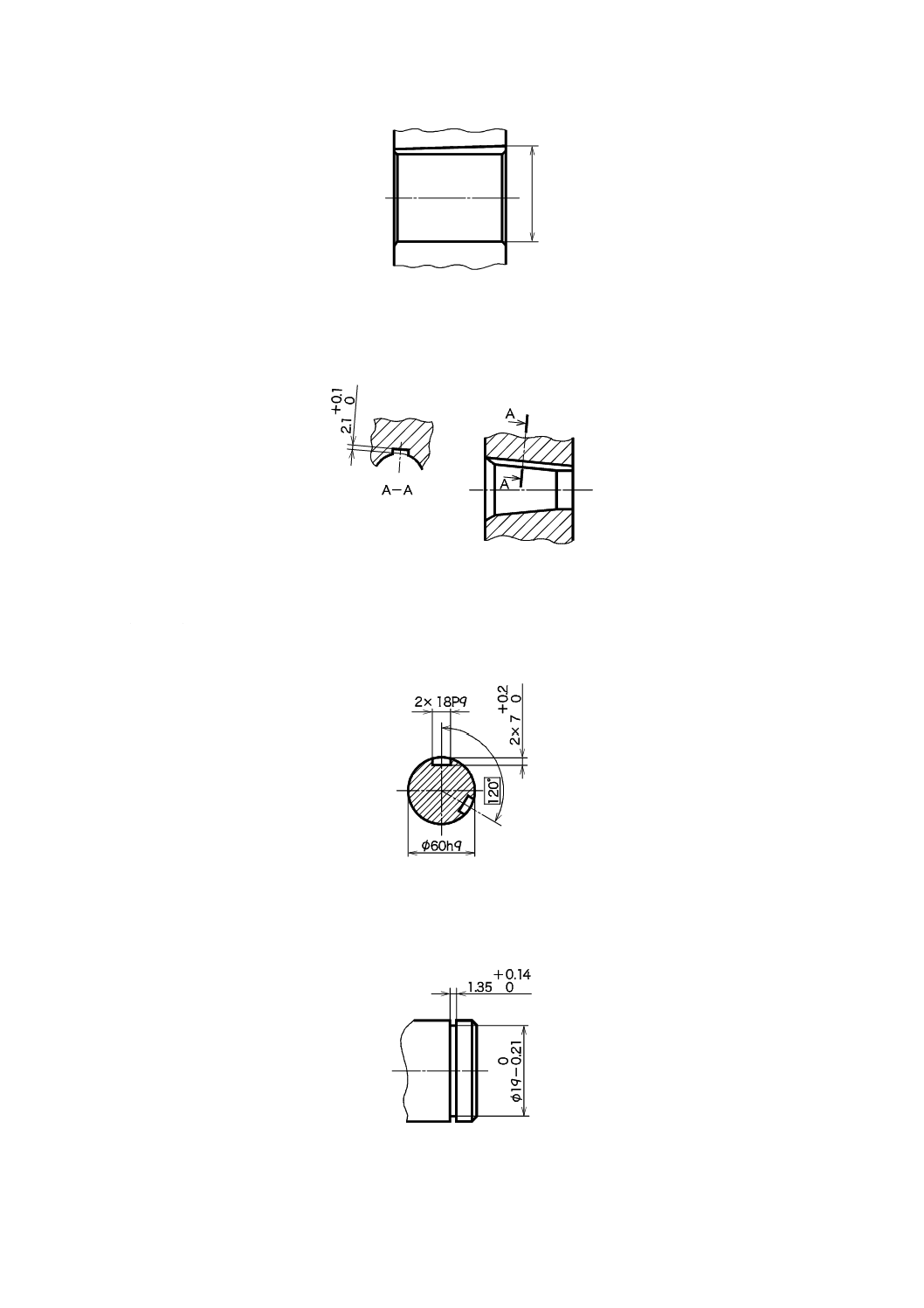
11.8 キー溝の表し方
11.8.1 円筒軸のキー溝の表し方
円筒軸のキー溝の表し方は,次による。
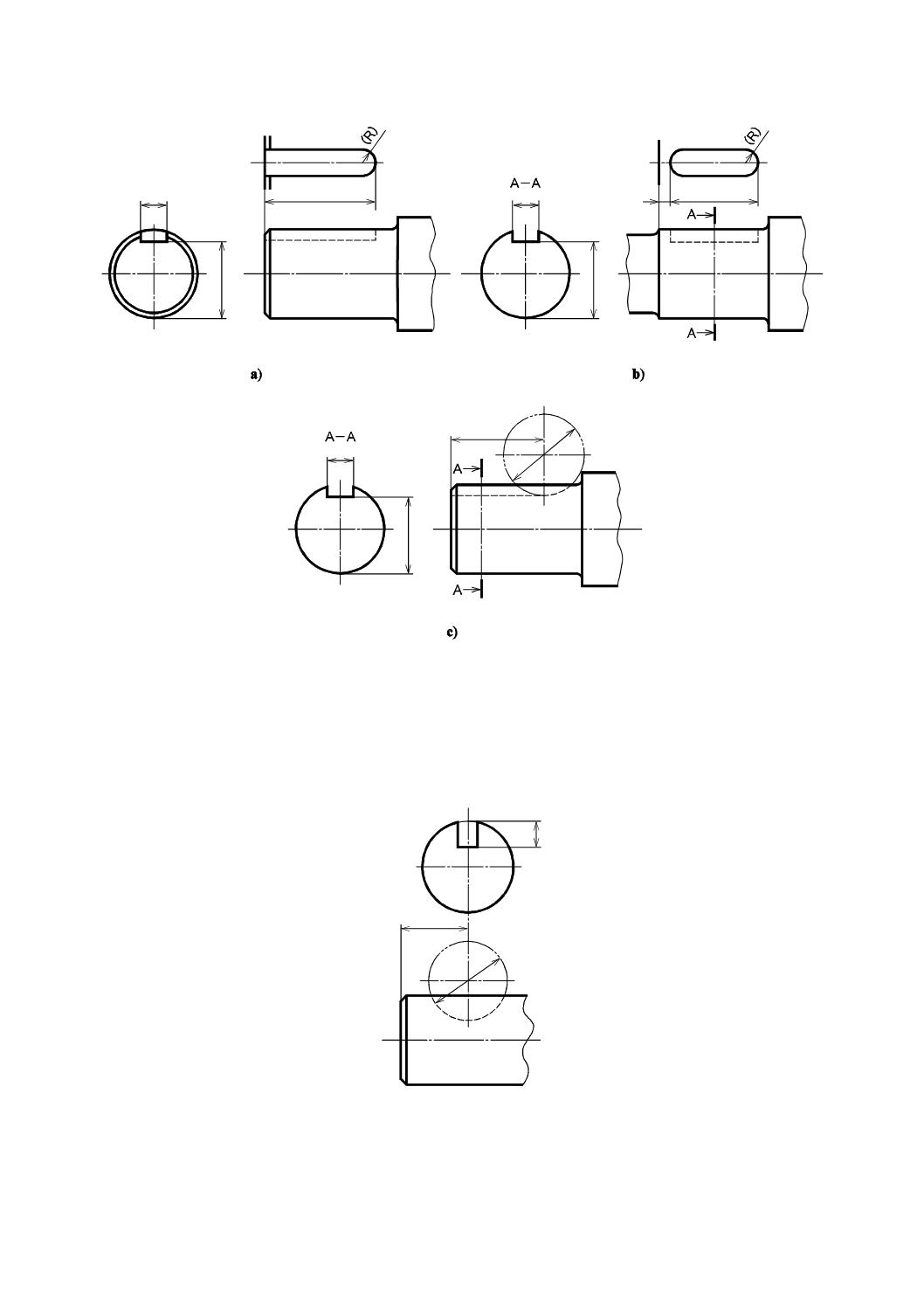
a) 軸のキー溝は,キー溝の幅,深さ,長さ,位置及び端部を表す寸法を指示する[図173のa) 及びb) 参
照]。
b) キー溝の端部をフライスによって切り上げる場合には,基準の位置から工具の中心までの距離と工具
の直径とを指示する[図173 c) 参照]。
73
B 0001:2019
図173−キー溝の寸法の図示例
c) キー溝の深さは,キー溝と反対側の軸径面から,キー溝の底までの寸法で表す(図173参照)。ただし,
特に必要な場合には,キー溝の中心面における軸径面から,キー溝の底までの寸法(切込み深さ)で
表してもよい(図174参照)。この場合,寸法の検証方法は図面の受渡当事者間で取り決めておくこと
が望ましい。
図174−切込み深さの図示例
d) キー溝が断面に現れている場合のボスの内径寸法は,片矢の端末記号で指示する(図175参照)。
74
B 0001:2019
図175−内径に凹又は凸がある場合の例
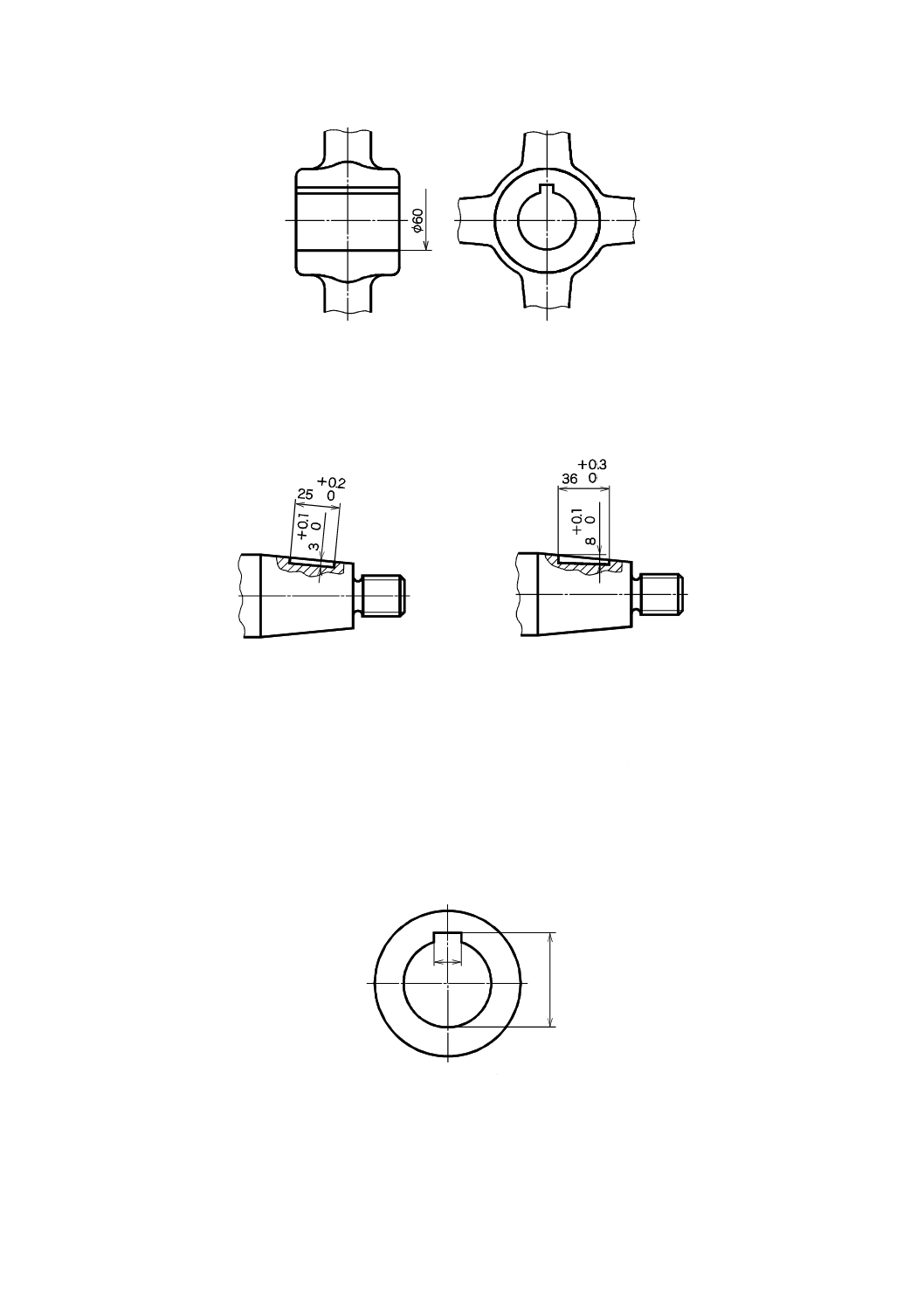
11.8.2 テーパ軸のキー溝の表し方
テーパ軸のキー溝は,個々の形体の寸法を指示する(図176参照)。この場合,寸法の検証方法を図面の
受渡当事者間で取り決めておくことが望ましい。
a)
b)
図176−テーパ軸のキー溝の図示例
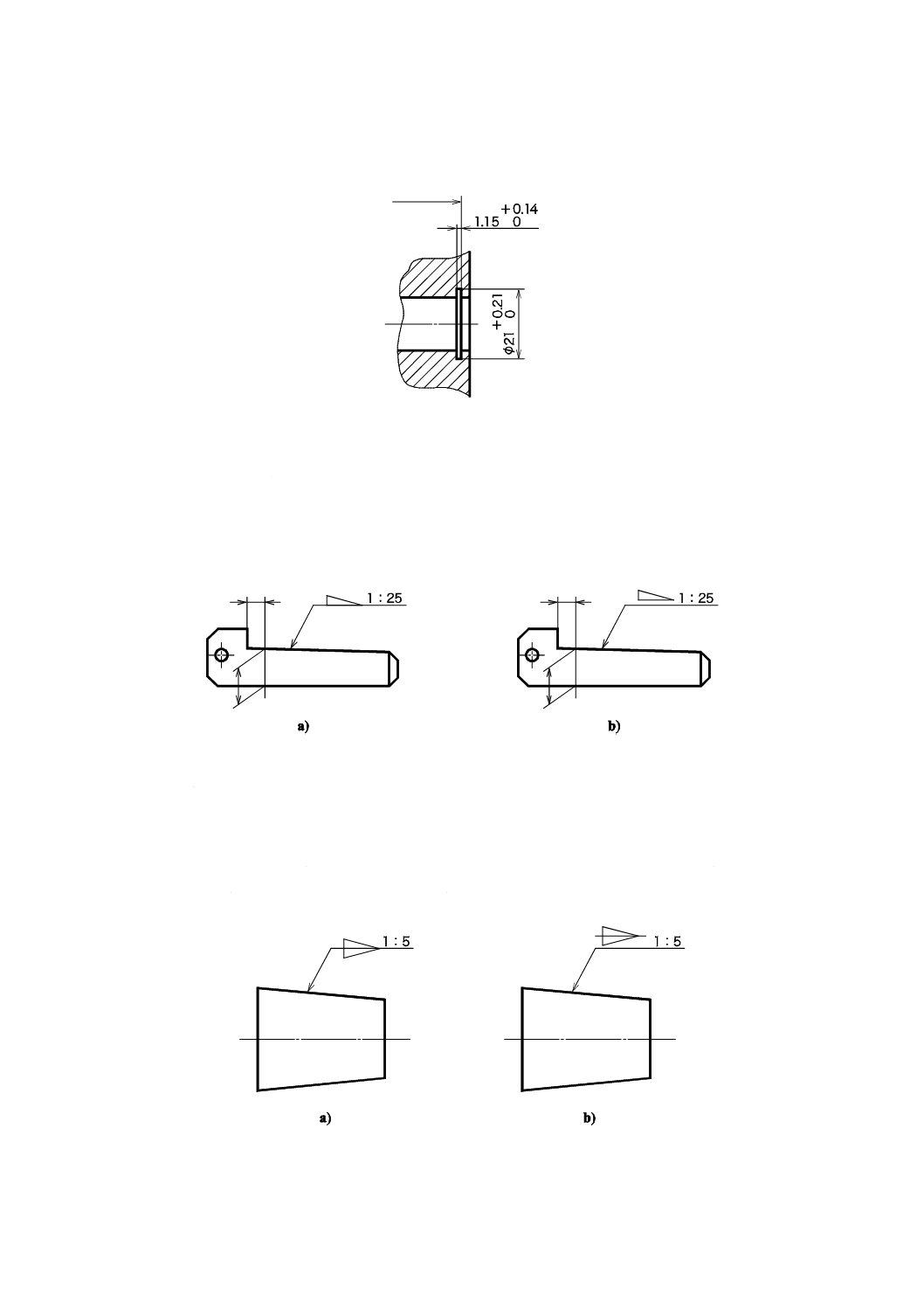
11.8.3 穴のキー溝の表し方
穴のキー溝の表し方は,次による。
a) 穴のキー溝は,キー溝の幅及び深さを表す寸法を指示する(図177参照)。
b) キー溝の深さは,キー溝と反対側の穴径面からキー溝の底までの寸法で表す(図177参照)。ただし,
特に必要な場合には,キー溝の中心面における穴径面からキー溝の底までの寸法(切込み深さ)で表
してもよい。
c) 勾配キー用のボスのキー溝の深さは,キー溝の深い側で表す(図178参照)。
図177−穴のキー溝の幅及び深さの寸法図示例
75
B 0001:2019
図178−勾配キー寸法の図示例
11.8.4 円すい穴のキー溝の表し方
円すい穴のキー溝は,キー溝に直角な断面における寸法を指示する(図179参照)。
図179−円すい穴のキー溝の寸法図示例
11.8.5 円筒軸の複数のキー溝の表し方
円筒軸の複数の同一寸法のキー溝は,一つのキー溝の寸法を指示し,別のキー溝にその個数を指示する
(図180参照)。
図180−複数の同一寸法のキー溝の寸法図示例
11.8.6 円筒軸の止め輪溝の表し方
円筒軸に設ける止め輪溝は,溝幅及び溝底の直径を指示する(図181参照)。
図181−止め輪溝の寸法の図示例
76
B 0001:2019
11.8.7 円筒穴の止め輪溝の表し方
円筒穴に設ける止め輪溝は,溝幅及び溝底の直径を指示する(図182参照)。
図182−穴に対する止め輪溝の寸法の図示例
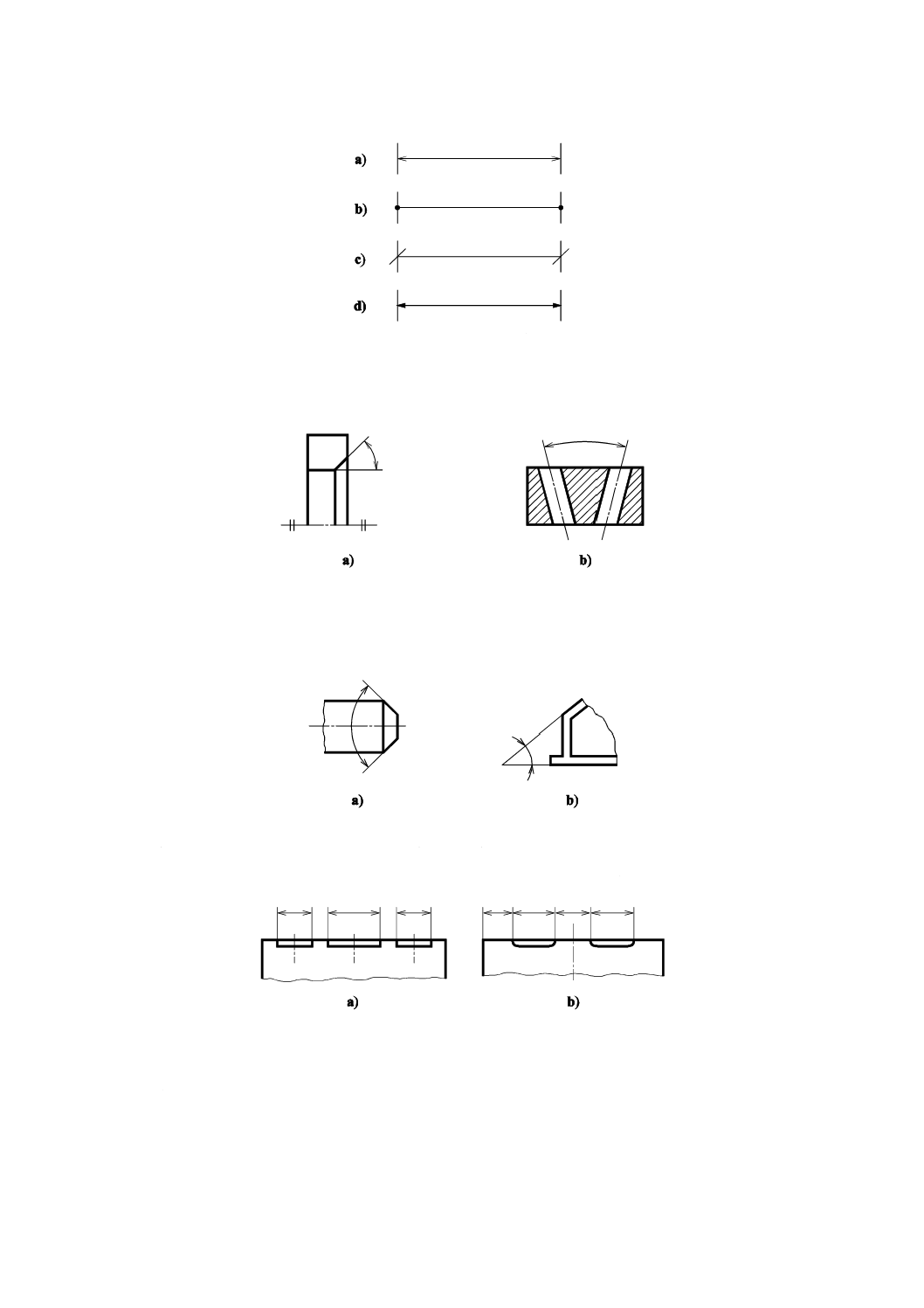
11.8.8 勾配の表し方
勾配は,勾配をもつ形体の近くに,JIS B 0028に基づいて,参照線を用いて指示する。参照線は水平に
引き,引出線を用いて形体の外形と結び,勾配の向きを示す図記号を,勾配の方向と一致させて描く。こ
の図記号は,図記号の下辺を参照線に重ねて[図183 a)参照]又は参照線の上側に僅かに離して[図183 b)
参照]配置する。
図183−勾配の図示例
11.8.9 テーパの表し方
テーパは,テーパをもつ形体の近くに,JIS B 0028に基づいて,参照線を用いて指示する。参照線はテ
ーパをもつ形体の中心線に平行に引き,引出線を用いて形体の外形と結ぶ。ただし,テーパ比と向きを特
に明らかに示す必要がある場合には,テーパの向きを示す図記号を,テーパの方向と一致させて描く。こ
の図記号は,参照線上[図184 a)参照]又は参照線の上側に僅かに離して[図184 b)参照]配置する。
図184−テーパの図示例
77
B 0001:2019
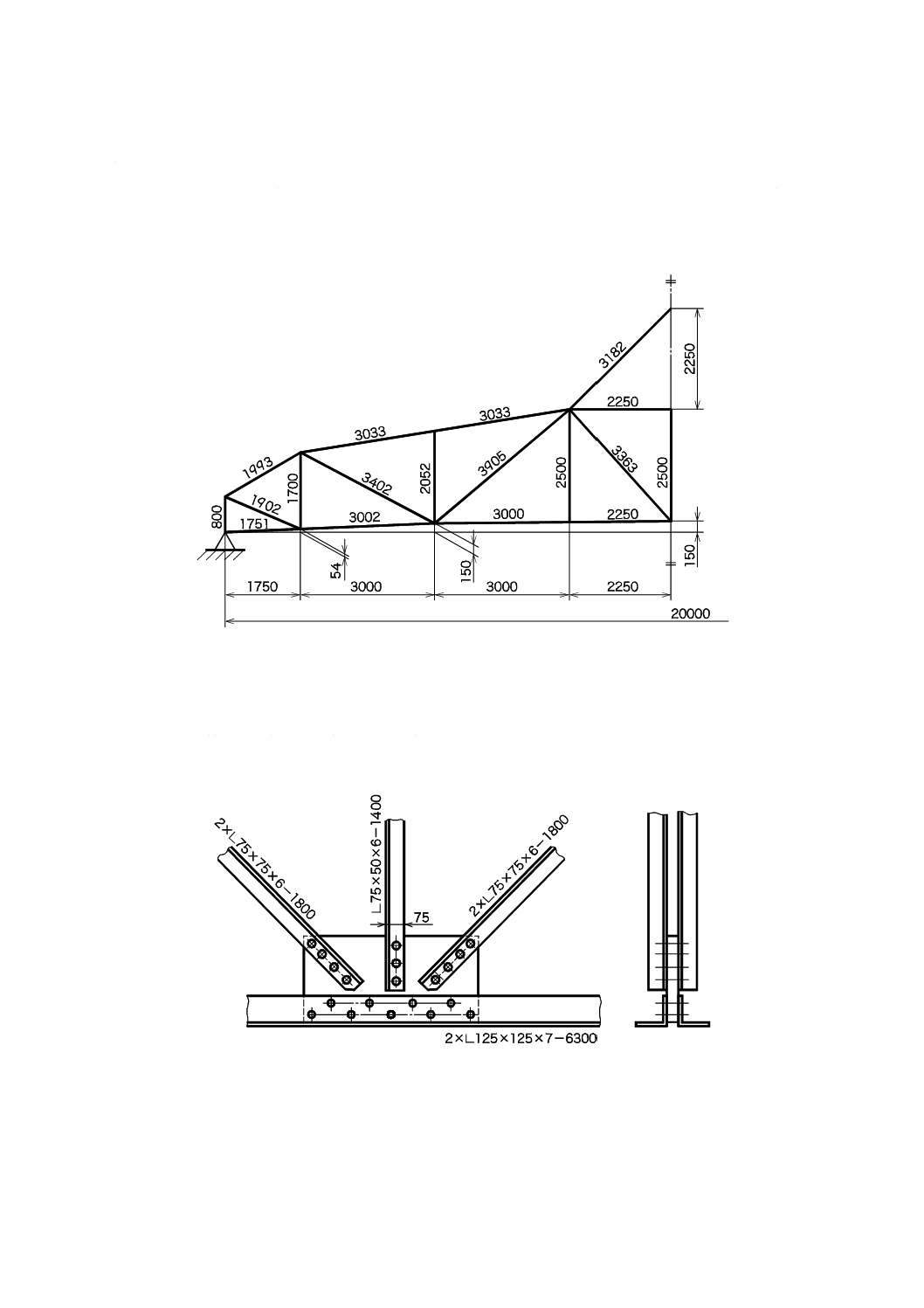
11.9 鋼構造物などの寸法表示
鋼構造物などの寸法表示は,次による。
a) 鋼構造物などの鋼構線図で格点間の寸法を表す必要がある場合には,その寸法は部材を示す線に沿っ
て直接記入する(図185参照)。
b) 鋼構線図には,部材を示す線は重心線であることを明記するのがよい。
図185−鋼構線図の寸法の図示例
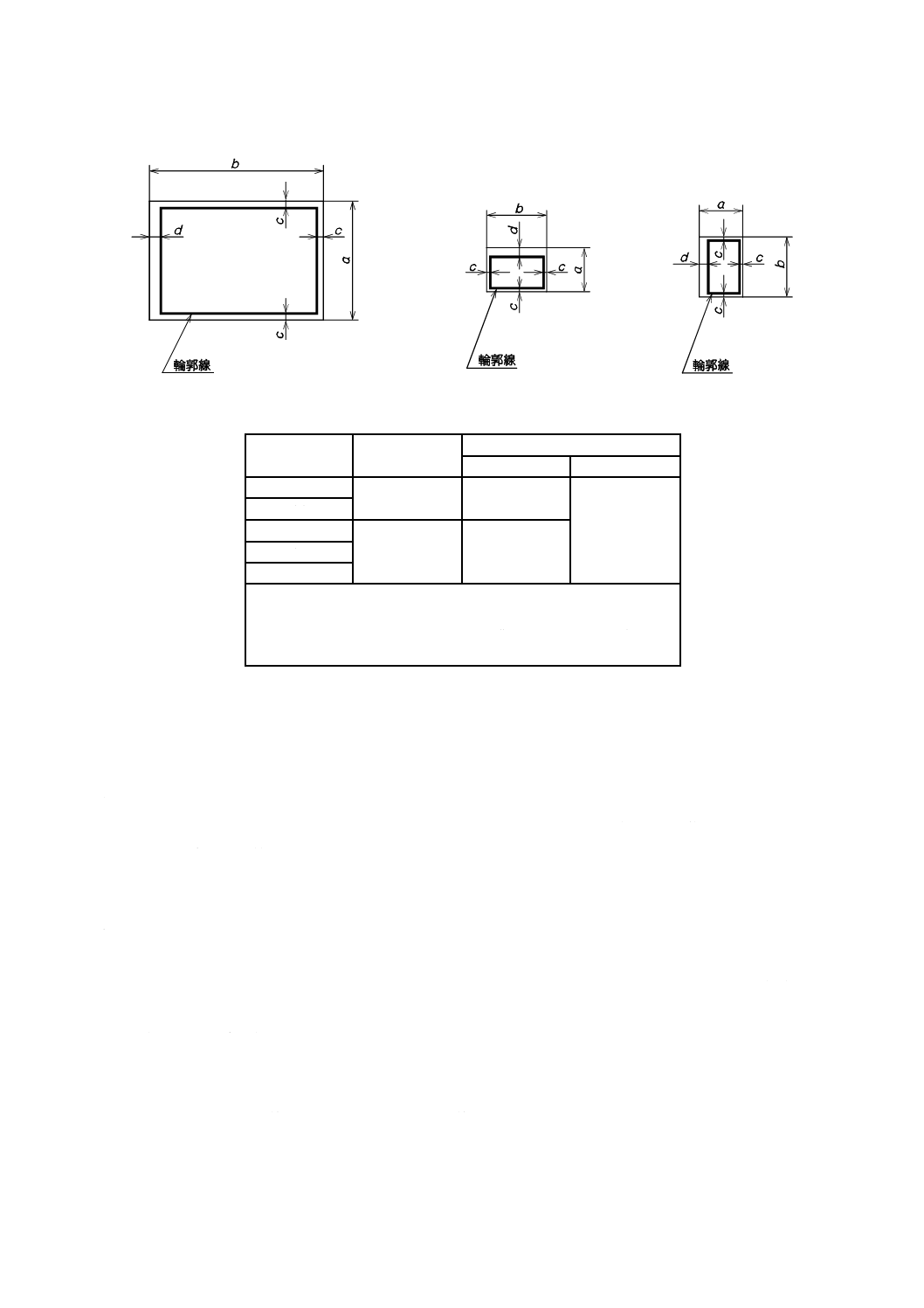
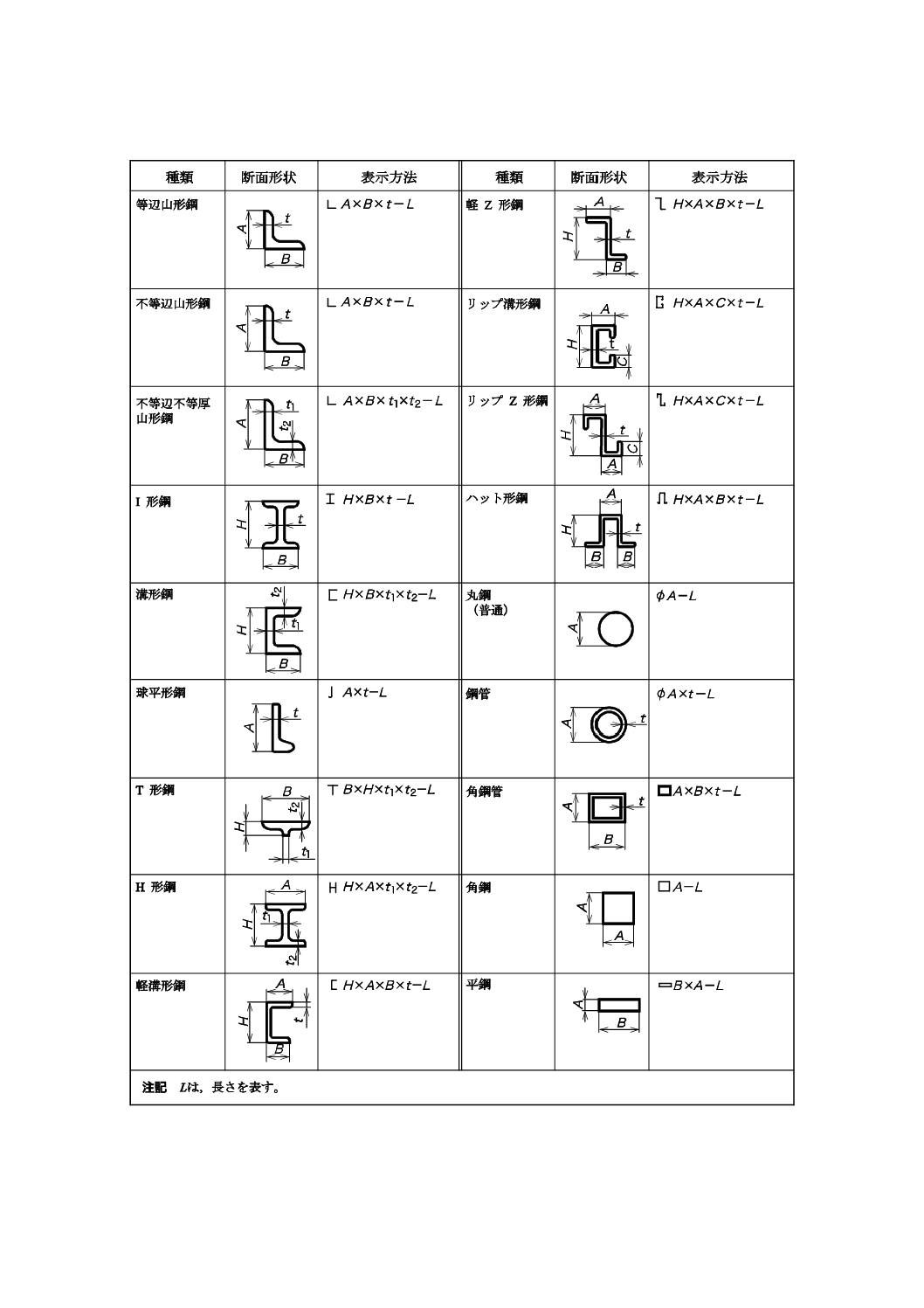
c) 形鋼,鋼管,角鋼などの寸法は,表9の表示方法によって,それぞれの図形に沿って記入してもよい
(図186参照)。
なお,不等辺山形鋼などを指示する場合には,その辺がどのように置かれているかをはっきりさせ
るために,図に表れている辺の寸法を記入する。
図186−形鋼への寸法の図示例
78
B 0001:2019
表9−形鋼の表示方法
11.10
薄肉部の表し方
薄肉部の表し方は,次による。
79
B 0001:2019
a) 薄肉部の断面を極太線で示した図形に寸法を記入する場合には,断面を表した極太線に沿って,板の
内側寸法又は板の外側寸法になるように短い細い実線を描き,これに寸法線の端末記号を当てる(図
187参照)。
図187−薄肉部への寸法の図示例
b) 内側を示す寸法には,寸法数値の前に“int”を付記してもよい(図188参照)。
図188−“int”の図示例
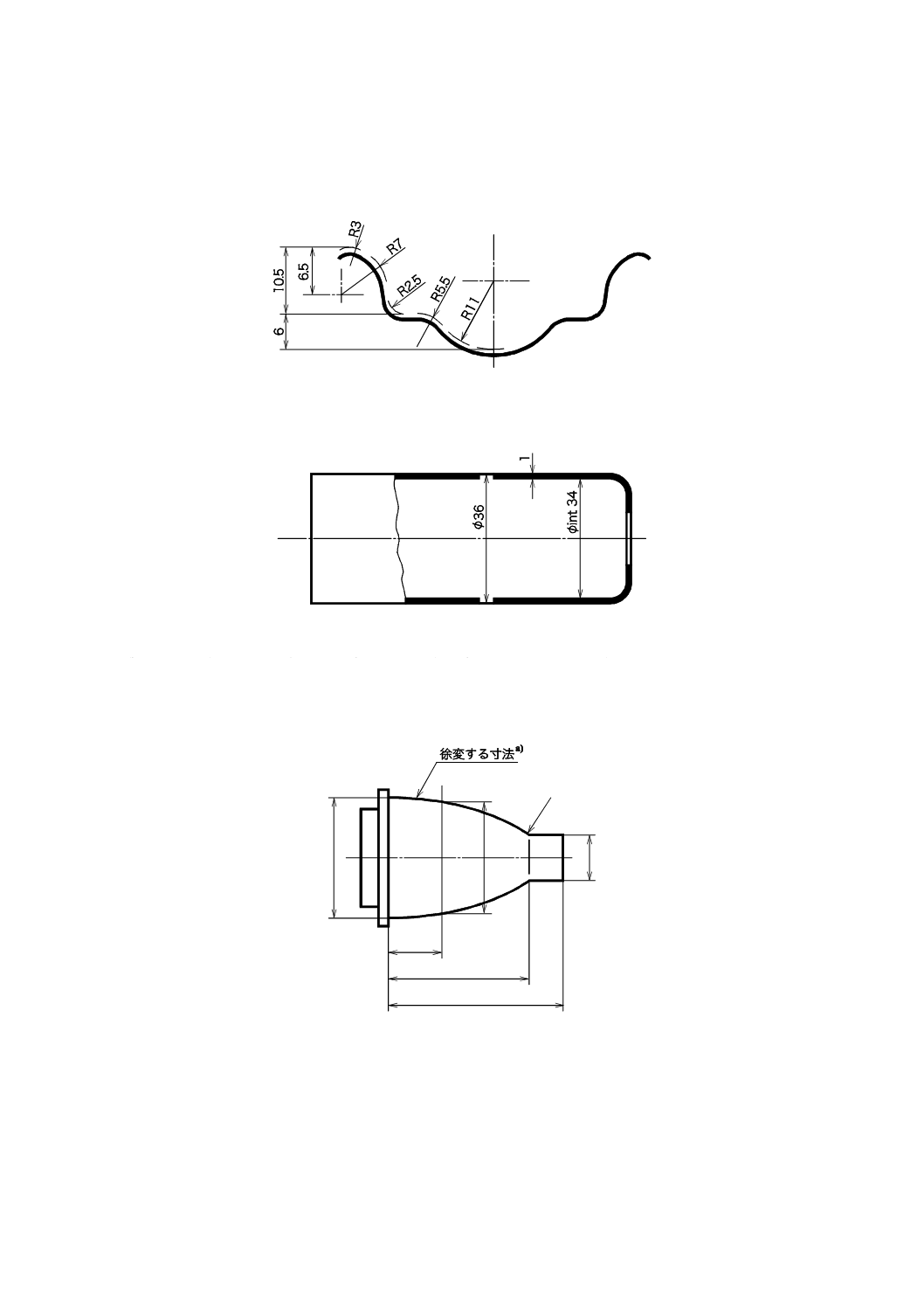
c) 製缶品の形体が徐々に増加又は減少させて(“徐変する寸法”という。),ある寸法になるように指示す
る要求がある場合には,対象とする形体から引出線を引き出し,参照線の上側に“徐変する寸法”と
指示する(図189参照)。
注a) “徐変する寸法”は,“GRADUALLY-CHANGED DIMENSION”と指示してもよい。
図189−徐変する寸法の例
11.11
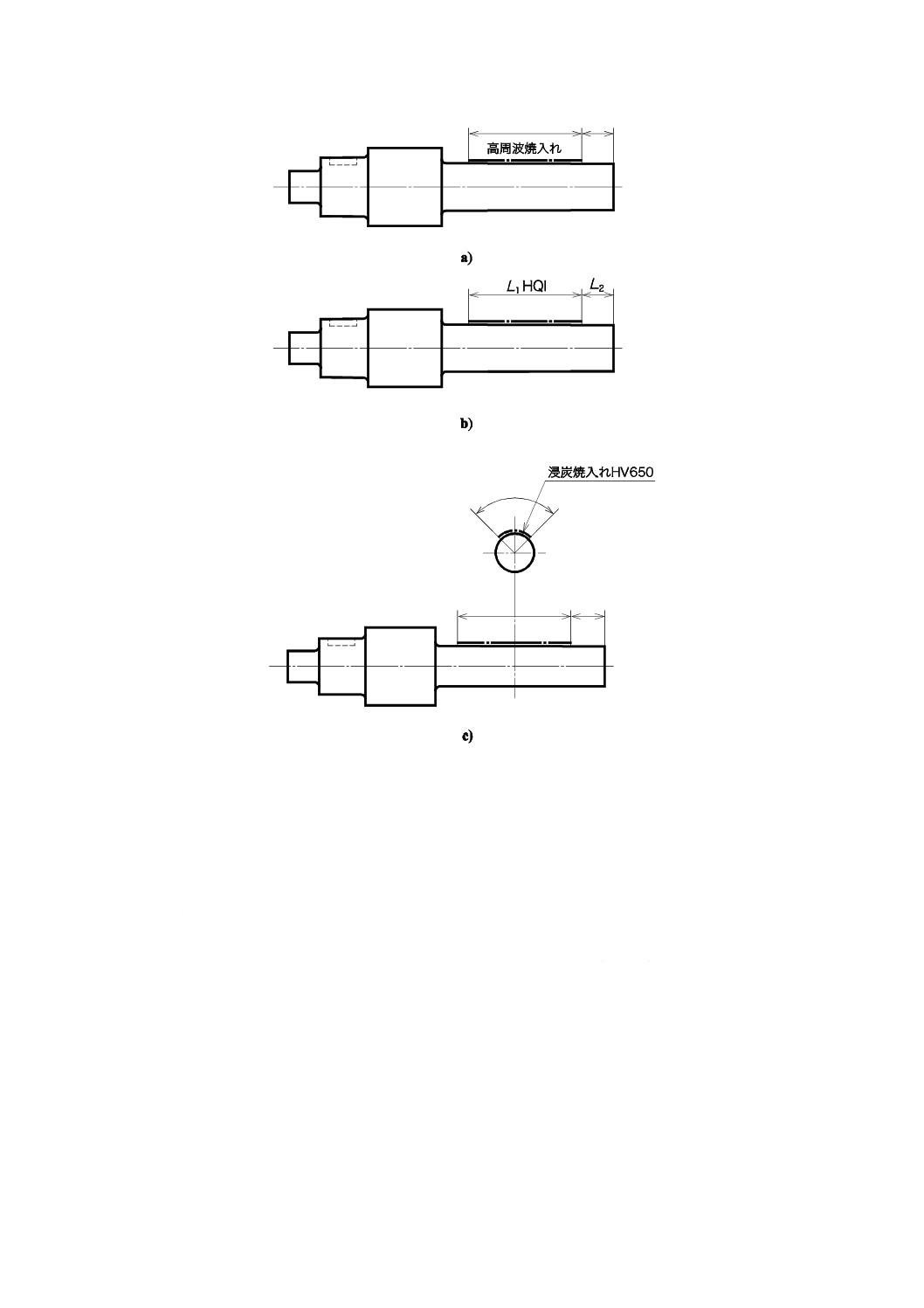
加工・処理範囲の表示
加工,表面処理などの範囲を限定する場合には,10.4.4によるとともに太い一点鎖線を用いて位置及び
範囲の寸法を記入し,加工,表面処理などの要求事項を指定する(図190参照)。
80
B 0001:2019
注記 “HQI”は“高周波焼入れ”を示す加工方法記号である(JIS B 0122参照)。
図190−加工・処理範囲の図示例
11.12
非剛性部品の寸法
非剛性部品の寸法は,JIS B 0026によって指示する。
注記 非剛性部品とは,自由状態で図面に指示した寸法の公差・幾何公差を超えて変形する部品であ
る。
11.13
非比例寸法
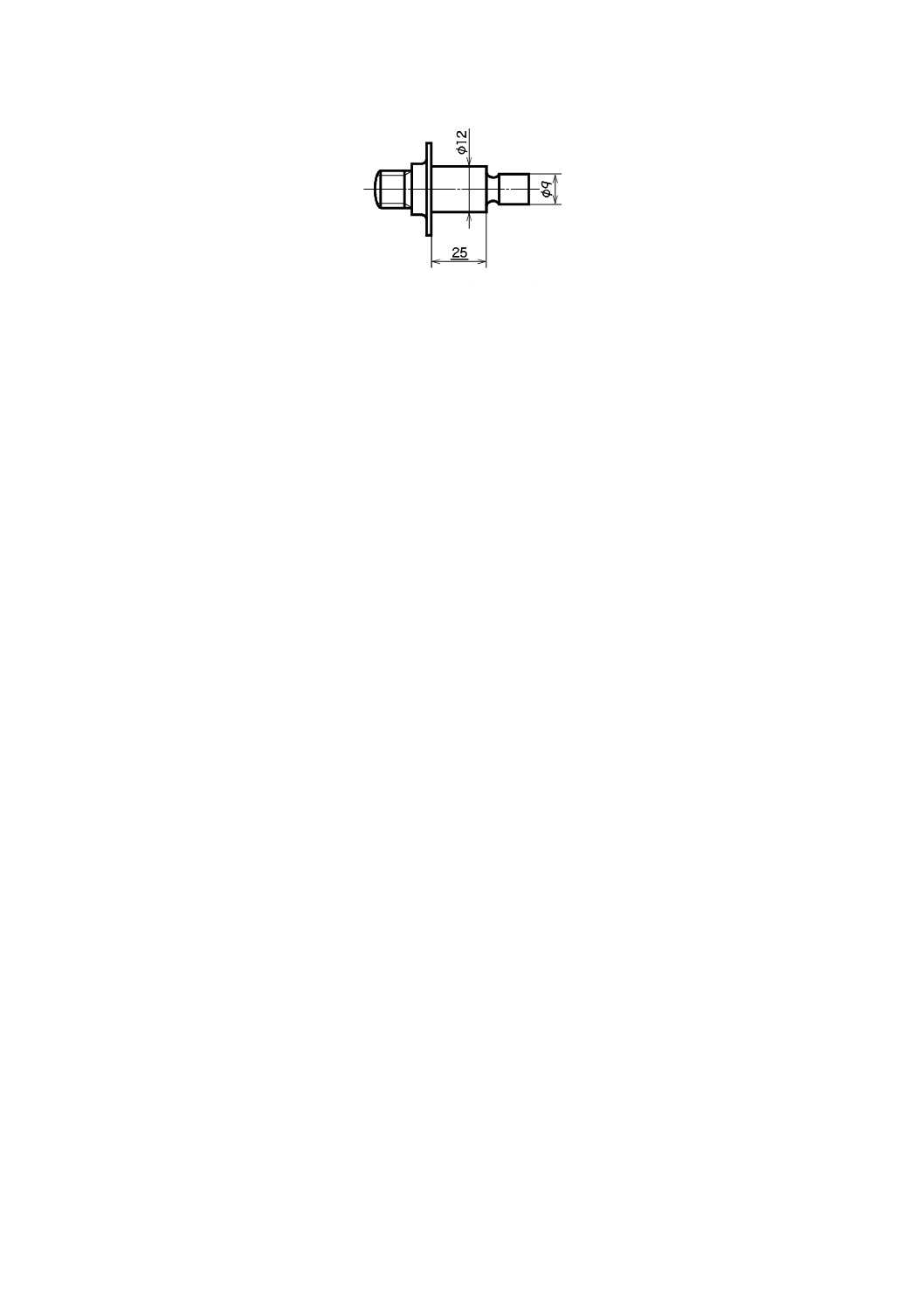
一部の図形がその寸法数値に比例しない場合には,寸法数値に太い実線の下線を引く(図191参照)。た
だし,一部を切断省略したときなど,特に寸法と図形とが比例しないことを表示する必要がない場合には,
この線を省略する。
81
B 0001:2019
図191−非比例寸法の例
11.14
同一形状の寸法
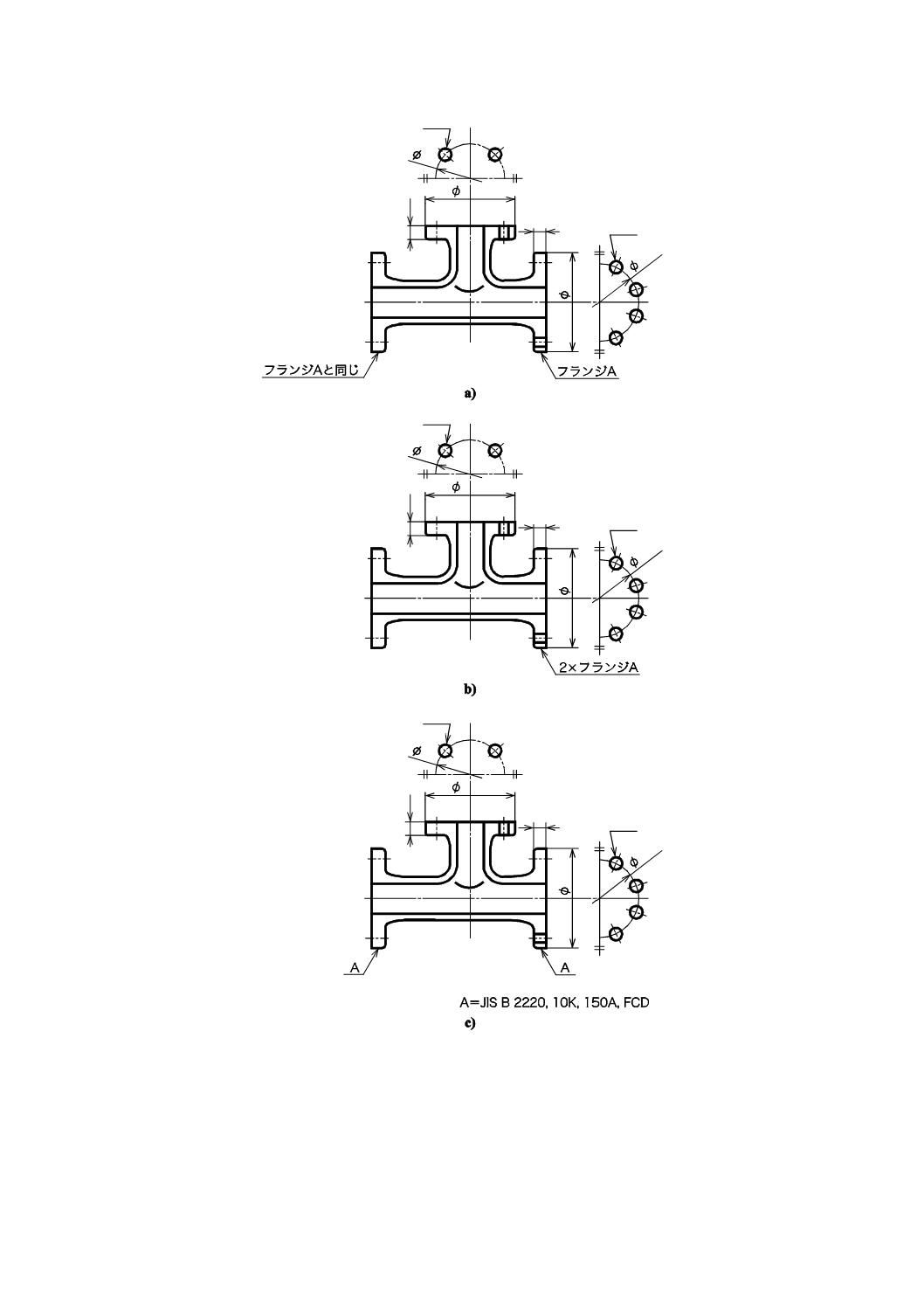
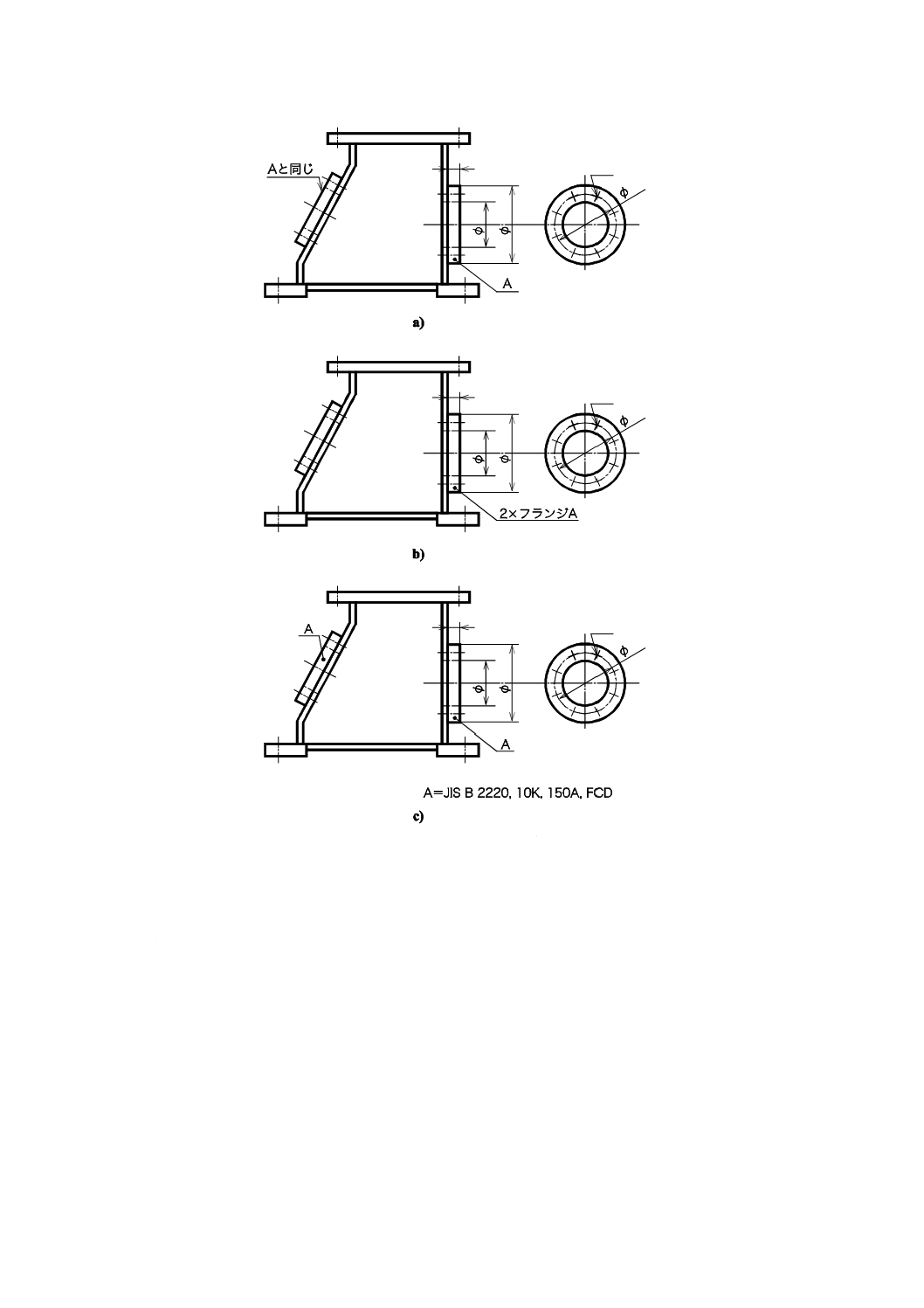
T形管継手,コックなどのフランジのように,1個の品物に全く同一寸法の部分が二つ以上ある場合に
は,寸法はそのうちの一つにだけ記入するのがよい。この場合,寸法を記入しない部分が,同一寸法であ
ることの注記をする(図192及び図193参照)。
82
B 0001:2019
図192−同一形状の図示例1
83
B 0001:2019
図193−同一形状の図示例2
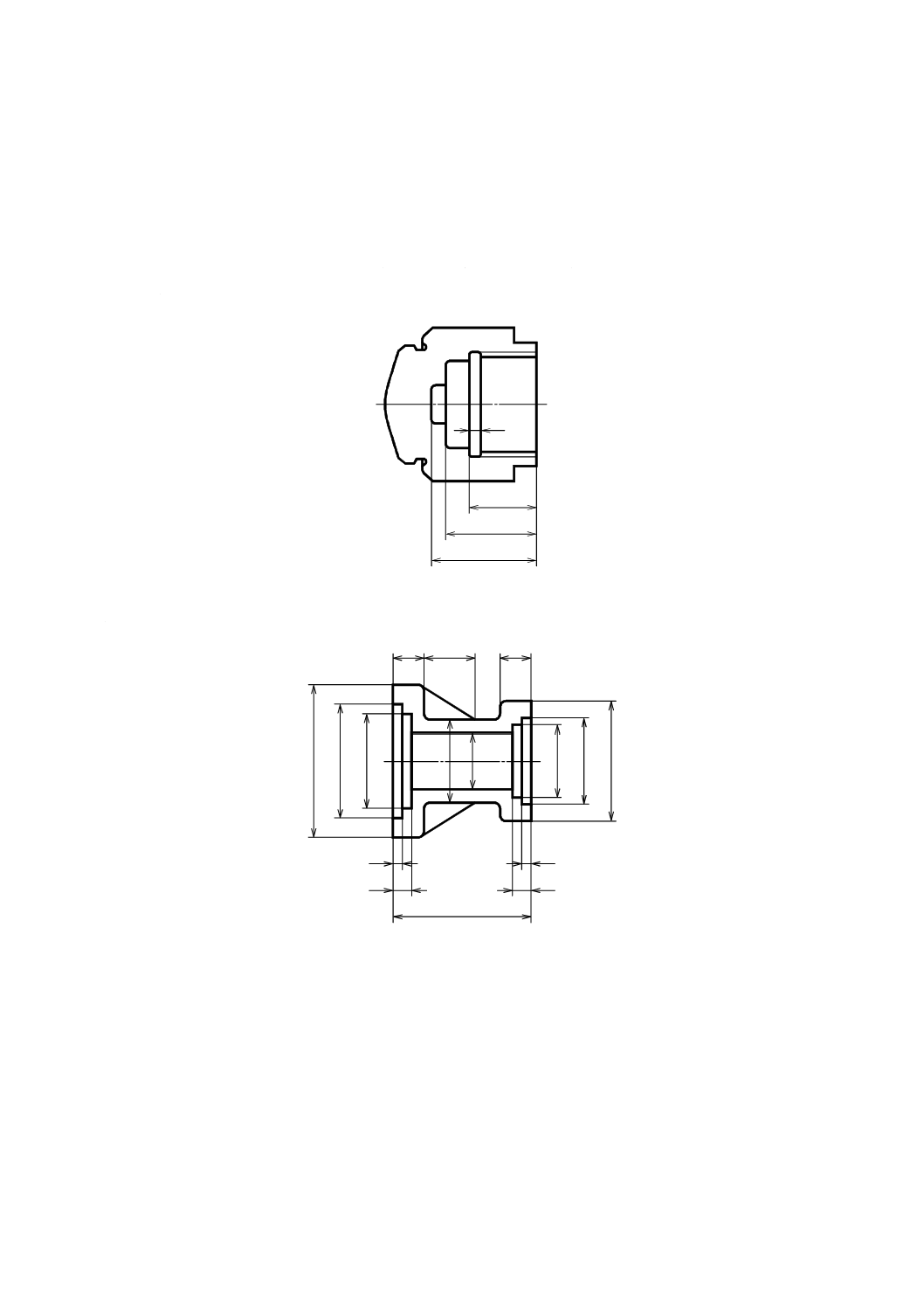
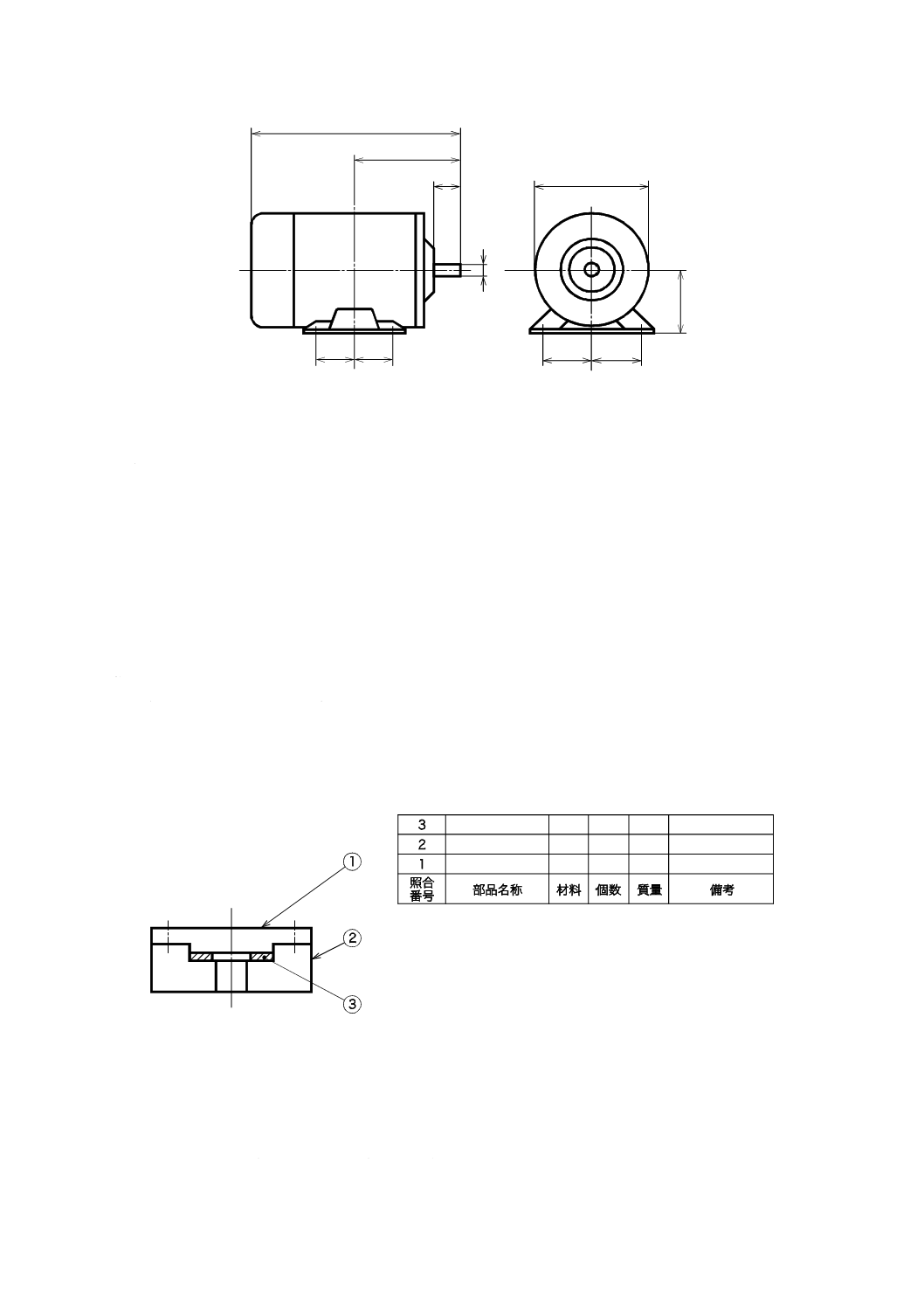
12 外形図の寸法の表し方
外形図は,横方向,奥行き方向及び高さ方向の寸法並びに据付け・取付けに必要な寸法を指示する(図
194参照)。
84
B 0001:2019
図194−外形図の寸法の図示例
13 照合番号
照合番号は,次による。
a) 照合番号は,通常,数字を用いる。
組立図の中の部品に対して,別に製作図がある場合には,照合番号の代わりにその図面番号を記入
してもよい。
b) 照合番号は,次のいずれかによるのがよい。
1) 組立の順序に従う。
2) 構成部品の重要度に従う。
例 部分組立品,主要部品,小物部品,その他の順
3) その他,根拠のある順序に従う。
c) 照合番号を図面に記入する方法は,次による。
1) 照合番号は,明確に区別できる文字を用いるか,又は文字を円で囲んで示す。
2) 照合番号は,対象とする図形に引出線で結んで記入するのがよい(図195参照)。
3) 図面を見やすくするために,照合番号を縦又は横に並べて記入することが望ましい。
図195−照合番号の図示と部品欄とを組み合わせた指示例
14 図面の訂正・変更
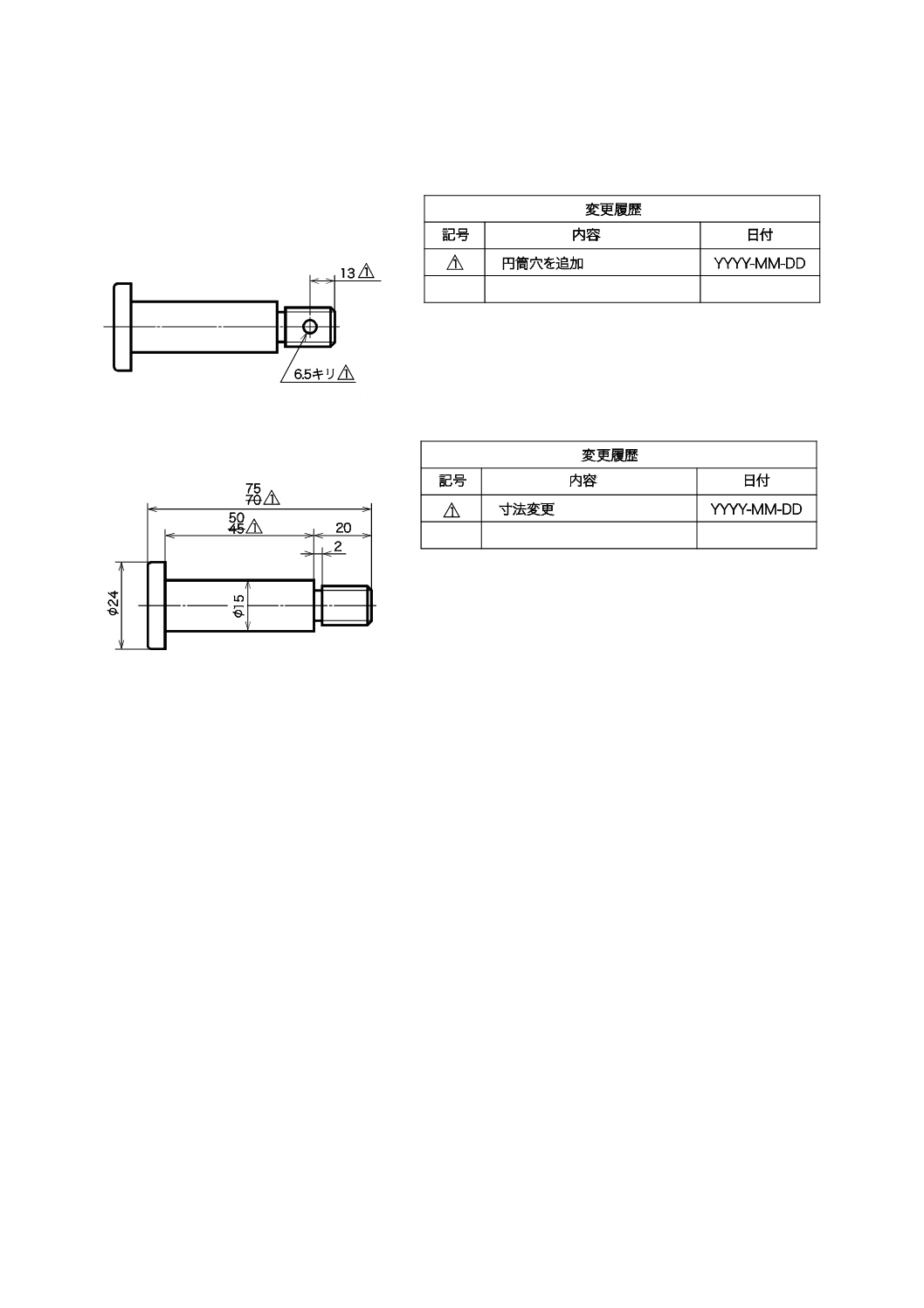
正式出図後に図面の内容を訂正又は変更する場合には,訂正又は変更箇所に適切な記号を付記し,訂正
又は変更前の図形(図196参照),寸法などは判読できるように適切に保存する(図197参照)。ただし,
寸法の変更に伴って対象となる図形が自動的に修正されてしまう場合は,この限りではない。いずれの場
85
B 0001:2019
合も,訂正又は変更事由,氏名,年月日などを明記して図面管理部署へ届け出る。
注記 変更には,追加も含む。
図196−形状の追加変更と変更履歴欄とを組み合わせた指示例
図197−図形を修正しない寸法の変更と変更履歴欄とを組み合わせた指示例
86
B 0001:2019
参考文献
[1] JIS B 0024 製品の幾何特性仕様(GPS)−基本原則−GPS指示に関わる概念,原則及び規則
[2] JIS B 0122 加工方法記号
[3] JIS B 0401-1 製品の幾何特性仕様(GPS)−長さに関わるサイズ公差のISOコード方式−第1部:サ
イズ公差,サイズ差及びはめあいの基礎
[4] JIS B 0401-2 製品の幾何特性仕様(GPS)−長さに関わるサイズ公差のISOコード方式−第2部:穴
及び軸の許容差並びに基本サイズ公差クラスの表
[5] JIS B 0672-2 製品の幾何特性仕様(GPS)−形体−第2部:円筒及び円すいの測得中心線,測得中心
面並びに測得形体の局部寸法
[6] JIS B 0680 製品の幾何特性仕様(GPS)−製品の幾何特性仕様及び検証に用いる標準温度
[7] JIS B 3401 CAD用語
[8] JIS B 3402 CAD機械製図
[9] JIS Z 8313-0:1998 製図−文字−第0部:通則
注記 対応国際規格:ISO 3098-0:1997,Technical product documentation−Lettering−Part 0: General
requirements(IDT)
[10] JIS Z 8313-1 製図−文字−第1部:ローマ字,数字及び記号
[11] JIS Z 8313-5 製図−文字−第5部:CAD用文字,数字及び記号
[12] JIS Z 8313-10 製図−文字−第10部:平仮名,片仮名及び漢字
[13] JIS Z 8316 製図−図形の表し方の原則
[14] ISO 128-1:2003,Technical drawings−General principles of presentation−Part 1: Introduction and index
注記 なお,旧版(ISO 128:1982)に対応するのは,JIS Z 8316:1999製図−図形の表し方の原則
(MOD)
[15] ISO 128-50:2001,Technical drawings−General principles of presentation−Part 50: Basic conventions for
representing areas on cuts and sections
[16] ISO 129-1:2018,Technical product documentation (TPD)−Presentation of dimensions and tolerances−Part 1:
General principles
注記 なお,旧版(2004)に対応するのは,JIS Z 8317-1:2008 製図−寸法及び公差の記入方法−
第1部:一般原則(MOD)
[17] ISO 1101:2017,Geometrical product specifications (GPS)−Geometrical tolerancing−Tolerances of form,
orientation, location and run-out
注記 なお,旧版(1996)に対応するのは,JIS B 0021 製品の幾何特性仕様(GPS)−幾何公差表
示方式−形状,姿勢,位置及び振れの公差表示方式(IDT)
[18] ISO 3040:2016,Geometrical product specifications (GPS)−Dimensioning and tolerancing−Cones
注記 なお,旧版(2009)に対応するのは,JIS B 0028:2017 製品の幾何特性仕様(GPS)−寸法
及び公差の表示方式−円すい(IDT)
[19] ISO 3098-1:2015,Technical product documentation−Lettering−Part 1: General requirements
注記 なお,旧版(1974)に対応するのは,JIS Z 8313-1:1998 製図−文字−第1部:ローマ字,
数字及び記号(IDT)
87
B 0001:2019
[20] ISO 8015:2011,Geometrical product specifications (GPS)−Fundamentals−Concepts, principles and rules
[21] ISO 10579:2010,Geometrical product specifications (GPS)−Dimensioning and tolerancing−Non-rigid parts
注記 なお,旧版(1993)に対応するのは,JIS B 0026:1998 製図−寸法及び公差の表示方式−非
剛性部品(IDT)