14
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
プラント及び装置の例
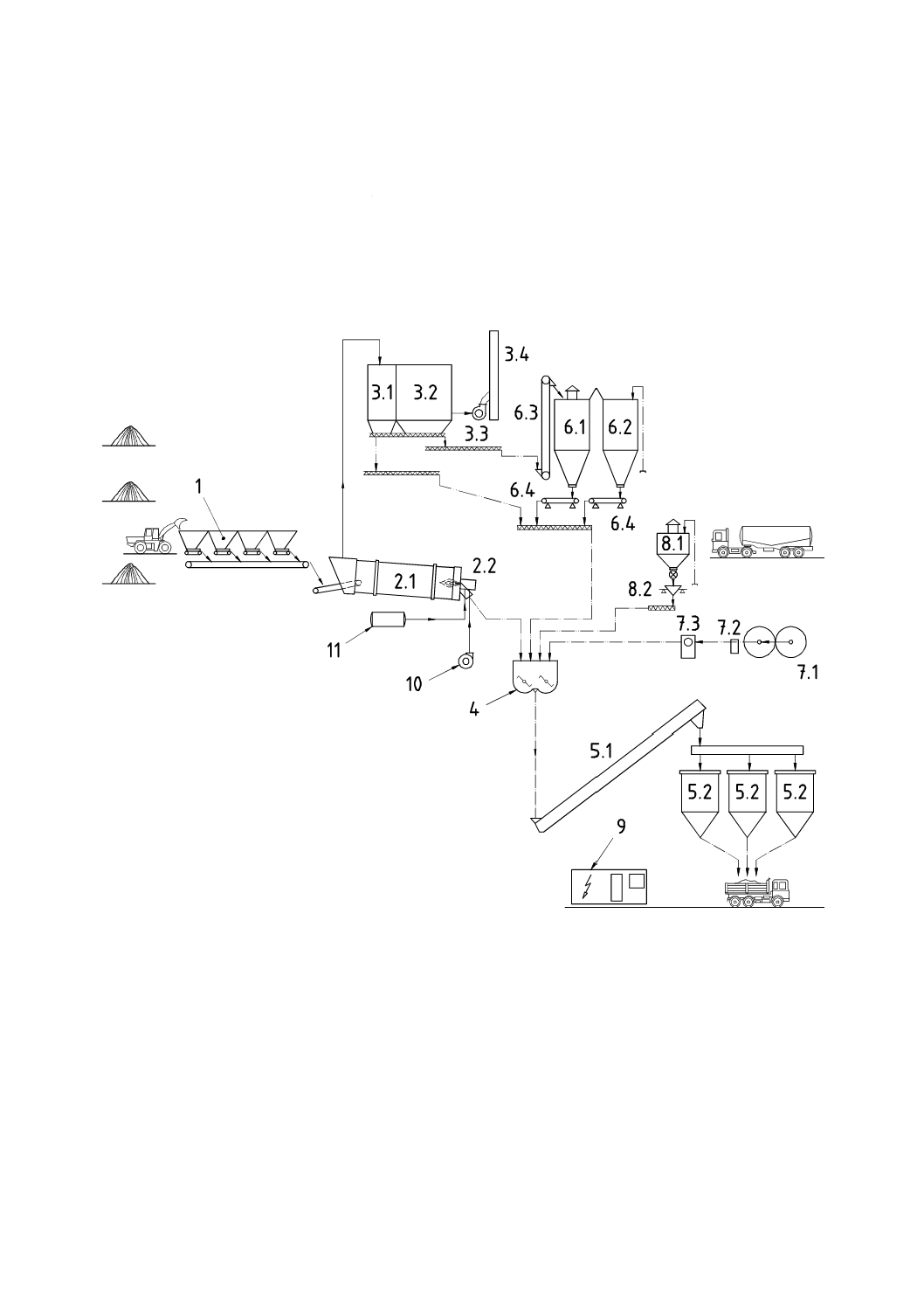
図A.1−連続式アスファルトプラント
A 8704-1:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 被覆・混合プラントの記載事項 ··························································································· 4
4.1 プラントの機能 ············································································································· 4
4.2 アスファルトプラントの構成装置······················································································ 5
4.3 付帯設備 ······················································································································ 6
4.4 グースアスファルトプラント···························································································· 6
4.5 プラント制御の操作 ······································································································· 6
4.6 自動制御機能 ················································································································ 7
4.7 操作盤 ························································································································· 7
5 アスファルトプラントの能力 ······························································································ 7
6 商用仕様書 ······················································································································ 8
6.1 アスファルトプラントの構成装置の技術特性 ······································································· 8
6.2 製造業者が規定すべきプラントの総合特性 ········································································· 13
附属書A(参考)プラント及び装置の例 ·················································································· 14
附属書JA(参考)JISと対応する国際規格との対比表 ································································ 34
A 8704-1:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本建設機械化協会(JCMA)及び財
団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工
業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。これによって,JIS A 8704 :1994
は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS A 8704の規格群には,次に示す部編成がある。
JIS A 8704-1 第1部:用語及び仕様項目
JIS A 8704-2 第2部:仕様書様式及び性能試験方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
A 8704-1:2009
道路工事機械−アスファルトプラント−
第1部:用語及び仕様項目
Road construction and maintenance equipment−Asphalt mixing plants−
Part 1: Terminology and commercial specifications
序文
この規格は,2003年に第1版として発行されたISO 15642を基に作成した日本工業規格であるが,技術
的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,アスファルトプラントの用語及び仕様項目について規定し,理論的性能項目の決定及び技
術仕様書の作成に必要な特性項目を列挙する。
アスファルトプラントは,次の目的で使用する。
− 高速道路,一般道路及び空港の舗装
− 道路システム及び道路網の建設及び保全
この規格は,安全性に関する条件を規定しない。それらは,他の特定の規格の対象である。製品の品質
管理に関係する装置は,各製品に関連した特定の規格によって定義される。この規格は,可搬形か否かに
かかわらず,稼働中は固定されるプラントに適用するが,土壌の安定処理工法及び再生に使用する走行式
の装置は除外する。
この規格は,アスファルトなど結合材によって骨材を練混ぜ・被覆する次のプラントに適用する。
− 連続式で製造(図A.1参照)
− バッチ式で製造(図A.2参照)
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15642:2003,Road construction and maintenance equipment−Asphalt mixing plants−Terminology
and commercial specifications (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
(対応国際規格の規定を不採用とした。)
注記 対応国際規格では,EN規格を規定しているが,引用がないので不採用とした。
2
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
アスファルト混合物(合材) (asphalt mix)
粒度を調整した鉱物の骨材,場合によっては添加材,石粉などフィラーを含め,アスファルトなど結合
材で粘着するように一様に被覆した均質な舗装材料。
3.2
アスファルトプラント (asphalt mixing plant)
アスファルト混合物を製造する一連の機械及び設備。
3.3
バッチ (batch)
バッチ式ミキサで一回に収容し処理する骨材,アスファルトなど結合材,石粉などフィラー,場合によ
っては添加材を含む材料の一練り分の容積又は質量。
3.3A
バッチ式ミキサ (batch mixer, batch-type mixer)
骨材,アスファルト,フィラー,添加剤などを同時に一定の容積内でかくはん(攪拌)混合するミキサ。
3.4
バッチ式アスファルトプラント (batch plant)
一定量の材料を計量混合し,排出してから次の計量混合を行う形式のアスファルトプラント(図A.5参
照)。
3.5
連続式アスファルトプラント (continuous plant)
各材料を一定の割合で連続的にミキサの一方から流し込み,他方から連続的に排出していく形式のアス
ファルトプラント(図A.3参照)。
3.6
(プラントの)能力 (output of a plant)
1時間の定常運転で製造できる合材の量で,時間当たりのトン数で表す。
注記 能力を表すときに参照する特性項目を,箇条5に記述する。
3.7
バッチ混合時間 (batch cycle)
1バッチ当たりの混合時間の最小時間で,秒で表す。
3.8
回収ダスト (reclaimed fines)
骨材を加熱乾燥するドライヤから排気ガスで運ばれ,集じん(塵)装置によって捕集された,骨材から
発生した微細分(図A.14参照)。
3.9
新規フィラー (imported filler)
アスファルト混合物の成分の一つとして用いられる石粉などで,砂及び回収ダスト以外のもの。
3
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.10
残留含水比 (residual water)
冷骨材の加熱乾燥後に含まれる水分。
注記 残留含水比は,骨材の乾燥質量に対する百分率で表す。
3.11
容器 (container)
アスファルト混合物を構成する材料を保存する瓶,ホッパ又はタンク。
3.12
連続容積制御フィーダ装置 (continuous-volume dosing unit)
冷骨材を所定量だけ供給する装置で,材料の供給流量を排出口のゲートの開度(高さ)又はベルトの速
度によって制御するもの。
注記 ベルトの上に各成分が含まれているかを常時チェックする特殊装置を使用してもよい。
3.13
連続質量制御フィーダ装置 (continuous-mass dosing unit)
冷骨材を所定量だけ供給する装置で,材料の供給流量を,ベルトの速度に材料がベルト上1 mに広がる
質量を掛けて流れる質量を計量するか,又はスクリュ式フィーダの計量機能によって制御するもの[図A.7
b)及びc) 参照]。
3.14
バッチ質量制御フィーダ装置 (batch-mass dosing unit)
各バッチを構成する材料を所定量だけ供給する装置で,計量装置によって,供給量を制御するもの[図
A.7 a) 参照]。
3.15
直前の吐出量 (last runnings)
フィーダ装置から供給されたが,計量機では未計量の冷骨材の量。
3.16
ふるい分け装置 (screening device)
材料をふるいの目開きごとに通過する細片の粒度に分別するのに用いる装置(図A.9 参照)。
3.17
ガス循環 (circulation of gases)
ドライヤの中の材料を加熱し,水分を除去するための加熱された空気の流れ。
注記 ドライヤ内の空気の流れと材料の流れの向きとの関係を,次のように表す。
− 同じ向きの場合は並流式
− 反対の向きの場合は向流式
3.18
ドライヤ (drum dryer)
冷骨材を乾燥加熱するのに用いる装置(図A.8参照)。
3.19
リサイクルドライヤ (RAP drum dryer)
舗装発生材を破砕混合して作ったアスファルト再生骨材を乾燥加熱するのに用いる装置(図A.11参照)。
4
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.20
ドラムドライヤミキサ (drum dryer-mixer)
ドライヤ及びミキサを組み合わせて,冷骨材,添加材及びフィラーを適宜含め乾燥加熱し,アスファル
トなど結合材と合わせて連続的に混合してアスファルト混合物を製造するドライヤミキサ(図A.12及び図
A.13参照)。
3.21
リサイクルドラムドライヤミキサ (drum dryer-mixer with recycling capability)
アスファルト混合物製造のときの混合過程で,アスファルト再生骨材を含め処理する能力をもつドライ
ヤミキサ。
3.22
ミキサ (mixer),パグミル (pug mill)
アスファルト混合物を構成する材料を均一に練り混ぜ,添加材・アスファルトなど結合材で一様に被覆
するために用いる装置(図A.4及び図A.10参照)。
3.23
空練り時間 (dry mixing time) 1)
骨材,石粉などを投入してからアスファルトを噴射するまでの混合時間。
注1) バッチ式アスファルトプラントに適用する。
3.24
液体混合時間 (wet mixing time)
アスファルトを投入してから材料をミキサから排出し始めるまでの混合時間。
3.25
総混合時間 (total mixing time) 1)
空練り時間及び混合時間の和。
3.26
連続式ミキサ滞留時間 (dwell time)
材料が連続式ミキサ内に滞留する時間。
3.26A
滞留時間 (dryer dwell time)
材料がドライヤ内に滞留する時間。
3.27
分離防止式ホッパ (anti-segregation hopper)
上広下狭状の案内容器で,材料を受けるときにその動く向きを変えるようにして,動的効果によって骨
材の分離が発生するのを防止するようになっているもの。
注記 ホッパは,通常はミキサ,ドライヤミキサ,コンベヤなどの排出口に配置される。
3.28
バッチ精度 (batching accuracy)(JISでは不採用とした。)
4
被覆・混合プラントの記載事項
4.1
プラントの機能
プラントは,次の事項を確実に実施することができなければならない。
5
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 骨材の貯蔵及び供給
− 骨材の計量
− 骨材の乾燥及び所定温度への加熱
− ドライヤの排気ガスからのダストの捕集
− (ドライヤでの)乾燥・加熱の排気ガスを処理して,細骨材を捕集し,副次的に周囲環境汚染を制限
する(図A.14参照)。
− 回収ダストの再投入(利用可能であれば)
− 加熱アスファルトなど加熱結合材の貯蔵及び計量・噴射
− 加熱骨材の計量・排出
− 均一で一様に被覆された製品を得るための成分の混合
− アスファルト混合物の搬送及び貯蔵(図A.15参照)
− アスファルトなど結合材のタンク及び装置を加熱するのに使用する加熱装置の燃料の貯蔵
これらの機能は,連続式又はバッチ式の装置によって確実に実施される。
4.2
アスファルトプラントの構成装置
アスファルトプラントは,次の構成部品からなる(図A.1〜図A.3参照)。
− コールドホッパ
− ホッパ排出口下に設置された,骨材を供給するコールドフィーダ
− 骨材投入装置
− 振動ふるい2)
注2) 連続式アスファルトプラントに適用する。
− コールドフィーダ2)
− ドライヤ又はドライヤミキサ
− 集じん機
− ドライヤから排出された骨材に回収ダストを投入する装置(ある場合)
− 石粉サイロ,フィーダ装置付き2)
− ホット瓶又は振動ふるいに骨材を運搬するホットエレベータ1)
− アスファルトタンク
− アスファルトタンク加熱用装置及びドライヤバーナ用燃料(油)タンク
− 振動ふるい
− ホット瓶1)
− 骨材計量機1)
− アスファルト計量機1)
− 石粉計量機1)
− バッチ式ミキサ1)
− 合材搬送用スキップエレベータ又はスラットコンベヤ(図A.16参照)
− 合材サイロ又は一時貯蔵瓶(サージ瓶)
− フィーダ瓶2)
− アスファルト計量装置2)
− 連続式ミキサ2)
− (バッチ式の一練りのための)計量装置
6
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 運転操作盤
4.3
付帯設備
骨材(など)を高温のアスファルト(など結合材)で被覆・混合するプラントは,舗装発生材を破砕混
合して作った骨材(アスファルト再生骨材)をリサイクルさせるための装置を追加してもよい(図A.11
及び図A.12参照)。
これらは,次の事項を実施する。
− アスファルト再生骨材を搬送,一練り分を計量する。
− アスファルト再生骨材を乾燥・加熱する。
この装置は,次による。
− 新規合材用のプラントに併設し,この場合,乾燥・加熱されたアスファルト再生骨材は合材製造サイ
クルのある時点で投入される。
− 連続式アスファルトプラントに併設され,再生骨材は,適正な質量配分となるよう所定量の再生骨材
を供給するための装置を用いて回転ドラムの特定の位置に導かれる(図A.11参照)。又は,
− 骨材ドライヤドラムに併設された熱風循環アスファルト再生骨材ドラム。
アスファルト再生骨材及び新規骨材は,それぞれドラムで別々に加熱後,連続ミキサで混合される。い
ずれの骨材も,質量計測方式又は容積計量方式で供給される。
4.4
グースアスファルトプラント
これは,バッチ式プラントと同設計であるが,材料をより高温(250 ℃以下)で処理する点が特徴であ
る。
4.5
プラント制御の操作
4.5.1
プラント制御の操作方式
制御には,次の方式がある。
− 自動
− 半自動
− 手動
4.5.2
自動制御
自動操作では,次の事項を確実に行えなくてはならない。
a) 製造予定の受付
b) 次の事項をメモリに保存
− アスファルト混合物を構成する材料・合材のそれぞれの種類及び量
− 所要の生産量
c) 操作員の関与なしでの,プラント制御及び製品製造の全面管理。ただし,ミキサを空にするなどの例
外的人為操作を除く。
製造過程は,次の事項を表示する単一又は複数の画面によって,操作員が監視する。
− アスファルト混合物を構成する材料・合材の配合
− システムの状況(例えば,流れ図の形式で)
− アスファルト混合物を構成する材料の準備及び練混ぜ運転の手順
− 自動運転各部についてデータ表示
− 例えば,貯蔵タンク内又はトラックの質量についての情報及びプラント制御のために必要なその他の
情報
7
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5.3
半自動制御
操作員は,次の事項を行う。
− 各計量値の表示
− バッチ1回の始動
− ミキサの開閉
他の制御は,自動化されている。
4.5.4
手動制御
基本的な制御は,すべて操作員が操作する。自動制御装置が故障した場合には,装置を手動で制御でき
る。手動制御は,装置の調整のときに用いてもよい。
4.6
自動制御機能
自動制御の対象には,次の事項がある。
− 各貯蔵装置の供給装置に当該成分が存在するときだけ,配合が実施し得る。
− すべての材料が配合され,各一練り当たりに予定された計量値に対して許容精度の範囲内であるとき
だけ練混ぜができ,
− 受け側の装置が運転中又は材料を直ちに受ける状態になっているときだけ,各装置から次工程の装置
への材料の搬送ができる。
これらの自動制御機能は,プラントの自動制御システムが制御する事項に対して優先操作される。自動
制御の指示が行われた後には,プラントの操作員の意図的操作だけがそれに優先する。
4.7
操作盤
操作盤は,次の事項を含む。
− 運転特性項目の表示
− 表示画面
− 自動制御との交信装置
− 流れ図(あったほうがよい。)
− 手動制御(安全)に切り替え時の操作装置
− アスファルト混合物のダンプトラックへの積み込みを目視で監視する装置
5
アスファルトプラントの能力
アスファルトプラントの製造能力を算定するときの各特性項目は,次によるのがよい。
a) 骨材の寸法:0 mm〜30 mm
b) プラントで処理する骨材の粒度等級が,最大値で
− 回収ダスト及び新規フィラー アスファルトなど結合材を除く骨材の全質量の10 %
− 粒径2 mm以下の砂
アスファルトなど結合材を除く骨材の全質量の35 %
− 粒径0.075 mm未満のダスト
砂の質量の10 %を超えないものとする。
c) 処理前の冷骨材(75 μmの細骨材を除く。)の単位容積質量(見掛けの密度) 1 600 kg/m3以下
d) アスファルトなど結合材とともに使用される成分材料の単位容積質量(見掛けの密度)
1 800 kg/m3以下
注記 アスファルトなど結合材で処理する骨材の単位容積質量(見掛けの密度)は,ミキサから排
出されるときには膨張によって減少する。
e) 冷骨材の温度
10 ℃〜20 ℃
8
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
プラントで処理する骨材の加熱 140 ℃〜180 ℃
g) プラントで高温で練り混ぜられる骨材の残留含水比 0.5 %以下
h) プラントで使用するアスファルト(結合材)(針入度60/70)の温度
160 ℃〜180 ℃
i)
加熱アスファルトの割合 骨材の総質量の7.5 %以下
j)
燃料の発熱量は約42.7 MJ/kg(A重油)
k) 大気湿度 90 % 以下
l)
気温
15 ℃〜25 ℃
m) 標高
400 m未満
n) ふるい分け
− 2 mmふるい通過骨材
30 %〜50 %
− ふるいにとどまった試料
10 %以下
6
商用仕様書
6.1
アスファルトプラントの構成装置の技術特性
6.1.1
コールドホッパ・瓶
次の事項を記入する。
a) コールドホッパ・瓶の基数
b) 各コールドホッパ・瓶の容量(材料の有効容量) m3
c) ベルト式フィーダの供給量
− 最小供給量(JISでは不採用とした。)
− 最大供給量 t/h
d) 質量(JISでは不採用とした。)
6.1.2
ドラムドライヤ,ドラムドライヤミキサ,リサイクルドラムドライヤ及びリサイクルドラムドライ
ヤミキサ
次の事項を記入する。
a) ドライヤの形式
− 向流式ドライヤ
− 向流式ドラムドライヤミキサ又は並流式ドラムドライヤミキサ
− 並流式リサイクルドラムドライヤ
− 向流式リサイクルドラムドライヤ
− 向流式二重ドラムリサイクルドラムドライヤミキサ
b) 骨材乾燥能力 t/h
− 含水比3 %の場合
t/h
− 含水比5 %の場合
t/h
c) 骨材乾燥能力最小値(JISでは不採用とした。)
d) ドラムの傾斜角度 º
e) ドラムを通過する最大風量(JISでは不採用とした。)
f)
処理可能な骨材の最小量(JISでは不採用とした。)
g) 質量 (JISでは不採用とした。)
h) ドラム外径 m
9
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
i)
ドラム全長 m
j)
バーナ
− 燃料の種類
− 真発熱量
MJ/kg
− 能力
MW
6.1.3
集じん装置
次の事項を記入する。
− 処理排ガスの最高許容温度 ℃
6.1.3.1
湿式集じん機
次の事項を記入する。
− 水槽容量 m3
− ダスト濃度の上限 g/m3
− 質量(JISでは不採用とした。)
6.1.3.2
バグフィルタ
次の事項を記入する。
− 排気ガス温度125 ℃における処理風量
m3/min
− 総ろ過面積 m2
− ろ布のクリーニング面積を除いた有効ろ過面積 m2
− 最大処理風速 m/min
− 最大許容負荷損失(JISでは不採用とした。)
− 最大許容圧力損失 kPa
− ろ布クリーニング方式
− 質量(JISでは不採用とした。)
6.1.3.3
サイクロン式集じん機
次の事項を記入する。
− サイクロン式集じん機の形式
− 1組のサイクロン1段で構成の集じん機
− 2段構成の集じん機で,1段目を1組のサイクロン,2段目をマルチサイクロンで構成したもの
− 1段目の捕集効率(JISでは不採用とした。)
− 2段目の捕集効率(JISでは不採用とした。)
− 質量(JISでは不採用とした。)
6.1.3.3A その他の方式の集じん機又は各種集じん機の組合せ
次の事項を記入する。
− 1段目の形式
− 2段目の形式(ある場合)
6.1.3.4
煙突
次の事項を記入する。
− 高さ m
− 直径 m
10
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.1.4
混練の準備及び混練装置
6.1.4.1
ホットエレベータ
次の事項を記入する。
− 搬送方式
− 加熱骨材を搬送できる最大能力 t/h
− 質量(JISでは不採用とした。)
6.1.4.2
ふるい分け装置
次の事項を記入する。
− ふるい基数(JISでは不採用とした。)
− ふるいの段数
− 各段のふるいの目開き mm
− 各段のふるいの面積
m2
− 砂をふるい分ける段の最大能力(JISでは不採用とした。)
− 各段を通じてのふるい分け最大能力3) t/h
注3) あらかじめ規定された配合に対しての容量。
− 質量(JISでは不採用とした。)
6.1.4.3
ホット瓶
次の事項を記入する。
− 区分数
− 区分ごとの最大有効容量 t
− 分級された加熱骨材の貯蔵槽の保温方法
− 質量(JISでは不採用とした。)
各区分の有効容量については,骨材があふれてしまう開口の位置及び送られてきた骨材が自然に落ち込
んでいく角度を考慮しなければならない。
6.1.4.4
石粉サイロ
次の事項を記入する。
− サイロの基数
− 各サイロの最大容量 t
− フィーダの能力
− 最小供給量(JISでは不採用とした。)
− 最大供給量 t/h又はm3/h
− 質量(JISでは不採用とした。)
6.1.4.5
石粉エレベータ
次の事項を記入する。
− 搬送方式
− 能力 t/h
6.1.4.6
液体アスファルト貯蔵装置
次の事項を記入する。
− 貯蔵タンクの基数
− 各貯蔵タンクの有効容量 m3
11
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 運転時内圧最高値 MPa
− 各貯蔵タンクの供給装置(アスファルトポンプ)からの供給能力
− 最小供給能力(吐出量)(JISでは不採用とした。)
− 最大供給能力(吐出量) t/min 又はm3/min
− 液体アスファルト貯蔵タンク及び搬送装置の保温の方法
− 質量(JISでは不採用とした。)
6.1.4.7
材料配合装置
各材料成分(骨材,石粉,アスファルトなど結合材及び添加材)に関して,次の事項を記入する。
a) バッチ式
− 各計量槽の基数及び投入先
− 各計量槽の最大負荷容量
kg
− 各計量機器の最小目盛
kg
− 1バッチ(一練り分)の計量の精度
− 骨材
%
− 石粉などフィラー
%
− アスファルトなど結合材
%
− 添加材
%
− 質量(JISでは不採用とした。)
b) 連続式(容積又は質量を計量)
− 定量供給装置の供給量 質量t/h又は容積でm3/h
− 質量(JISでは不採用とした。)
6.1.4.8
ミキサ
次の事項を記入する。
− ミキサの容量4) dm3又はkg
注4) バッチ一練りの使用材料によって容積又は質量で定義
− バッチ式ミキサ(断続生産)での時間当たり混合能力 t/h
− 連続式ミキサの時間当たり混合能力 t/h
− 質量(JISでは不採用とした。)
6.1.4.9
合材の搬送及び貯蔵
次の事項を記入する。
a) 搬送装置
− スキップバケット容量
m3及びt
− チャージホッパ容量
m3及びt
− スラットコンベヤ搬出能力
t/h
− 直接ホッパから排出する場合の容量
m3及びt
− 質量(JISでは不採用とした。)
b) 合材貯蔵
− 合材貯蔵瓶(合材サイロ)の基数
− 各サイロの有効容量 t
− サイロ下部の地上高 m
12
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 合材サイロの保温
− 質量(JISでは不採用とした。)
注記 各サイロの有効容量の質量トン表示では,安息角27 °及び合材の見掛けの密度1.8 t/m3とする。
6.1.4.10 加熱装置
オイルヒータ又は電気式ヒータについて,次の事項を記入する。
− 燃料の種類
− 最大能力
kW
− 燃料タンクの容量
m3又はkL
− 質量(JISでは不採用とした。)
6.1.4.11 操作盤
次の全体寸法を記入する。
− 奥行き
mm
− 幅
mm
− 高さ
mm
− 質量(JISでは不採用とした。)
6.1.4.12 電気式ヒータのアスファルト貯蔵装置
次の事項を記入する。
− タンク1基当たりの加熱能力
kW
− 配管への加熱能力
kW
6.1.4.13 再生骨材処理装置
次の事項を記入する。
a) 再生骨材用コールドホッパ
− 基数
− 容量 m3
b) 計量装置
− 計量ベルト
− 計量ホッパ
− 計量ホッパ容量
t/h
c) コンベヤ装置の能力
t/h
d) バッチ計量装置
t
e) 許容含水比
%
f)
脱気装置
− ダクト直径
mm
− 保温(材料及び厚さ)
6.1.4.14 再生骨材加熱装置
次の事項を記入する。
a) 再生骨材用コールドホッパ
− 基数
− 容量 m3
b) 計量装置
13
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 計量ホッパ
− 計量装置
c) リサイクルドラム
− 形式
− 外形
m
− 全長
m
− 再生骨材の許容最高温度 ℃
d) 加熱再生骨材の貯蔵サイロ(ホット瓶)
− 容量 m3
− 加熱装置
− 保温(材料及び厚さ)
6.1.5
ベルトコンベヤ
次の事項を記入する。
− ベルトコンベヤの基数
− 長さ
m
− 幅
m
− 速度
m/s
− 能力
t/h
6.2
製造業者が規定すべきプラントの総合特性
次の事項を記入する。
a) プラントの運転モード
− 連続式
− バッチ式
b) 処理する骨材の最大粒径
mm
c) 骨材の含水比5 %で合材の温度160 ℃の場合のプラントの能力
t/h
d) 動力
− 総動力
kW
− 動力の同時使用割合(JISでは不採用とした。)
− 制御装置
− ハードウェア
− ソフトウェア
− データ伝送
e) 製品1 t当たり燃料消費量 L
f)
操作装置
− 自動
− 半自動
− 手動
g) 操作盤設備
h) 全体寸法(JISでは不採用とした。)
14
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
プラント及び装置の例
図A.1−連続式アスファルトプラント
15
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
1
コールドホッパ及びコールドフィーダ(ベルトフィーダ)
2.1 ドライヤ及びドライヤ投入ベルトコンベヤ
骨材乾燥・加熱設備
2.2 乾燥・加熱高温ガス発生用バーナ(燃焼装置)
3.1 一次集じん機
3.2 二次集じん機
集じん設備
3.3 排風機
3.4 煙突
4
連続ミキサ
5.1 合材搬送用コンベヤ又はスキップエレベータ
混合物貯蔵設備
5.2 サージ瓶・混合物貯蔵設備
6.1 回収ダストサイロ
6.2 石粉サイロ
石粉貯蔵供給設備
6.3 回収ダストエレベータ
6.4 回収ダスト計量フィーダ
7.1 アスファルトタンク
7.2 アスファルト計量ポンプ
アスファルト貯蔵供給設備
7.3 アスファルト流量計
8.1 添加材サイロ
添加材供給装置
8.2 添加材計量機
9
集中制御装置(電気装置及び操作装置)
10
バーナ送風機
11
燃料タンク
図A.1−連続式アスファルトプラント(続き)
16
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
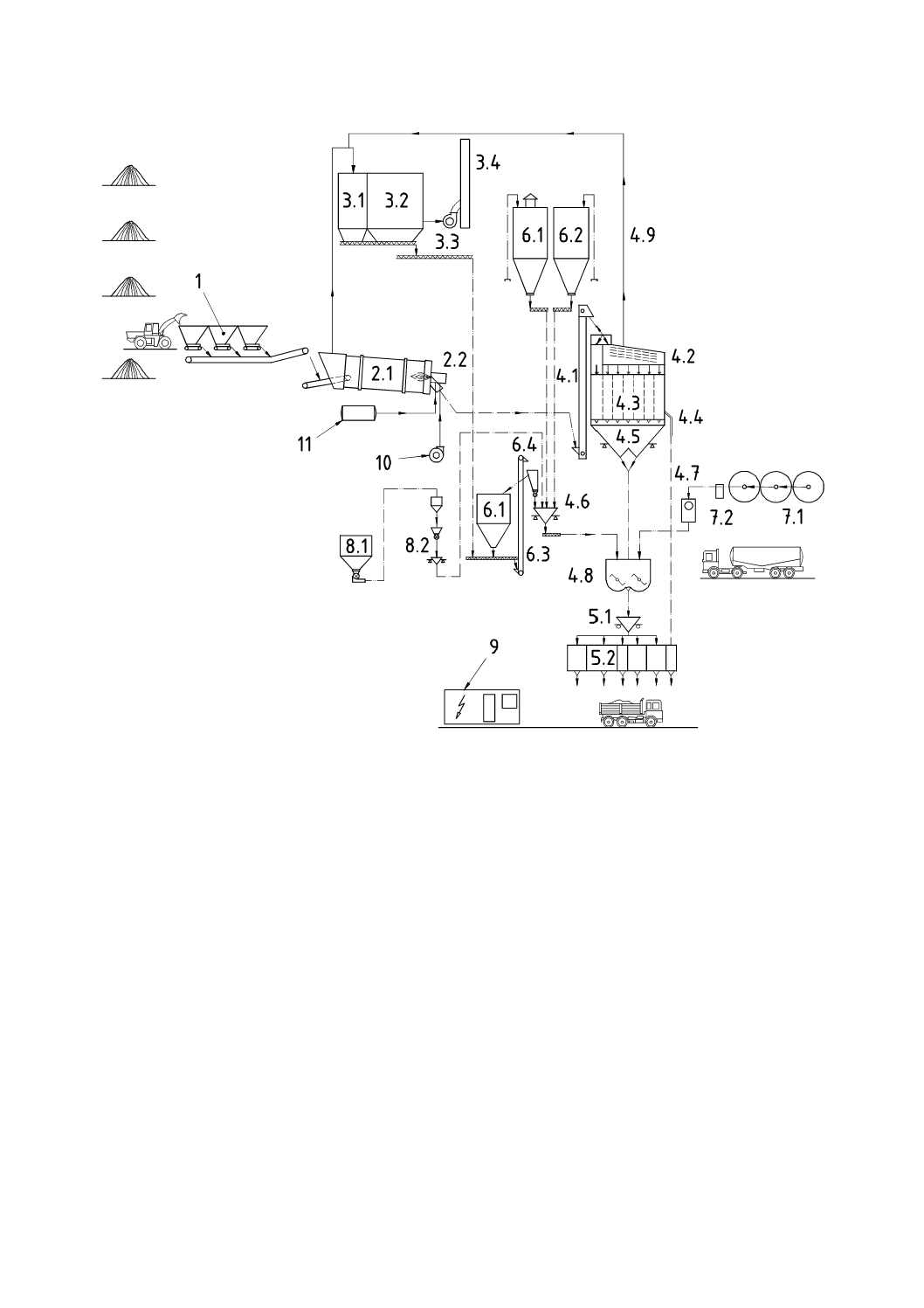
図A.2−バッチ式アスファルトプラント
17
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
1
コールドホッパ及びコールドフィーダ(ベルトフィーダ)
2.1
ドライヤ及びドライヤ投入ベルトコンベヤ
骨材乾燥・加熱設備
2.2
乾燥・加熱高温ガス発生用バーナ(燃焼装置)
3.1
一次集じん機
3.2
二次集じん機
集じん設備
3.3
排風機
3.4
煙突
4.1
ホットエレベータ
4.2
ふるい
4.3
ホット瓶
4.4
オーバーサイズ
4.5
骨材計量機
ミキシングタワー
4.6
石粉計量機
4.7
アスファルト計量機
4.8
バッチ式ミキサ
4.9
ミキシングタワースカベンジング装置
5.1
合材搬送用コンベヤ又はスキップエレベータ
混合物貯蔵設備
5.2
サージ瓶・混合物貯蔵設備
6.1
回収ダストサイロ
6.2
石粉サイロ
石粉貯蔵供給設備
6.3
石粉エレベータ
6.4
石粉計量フィーダ
7.1
アスファルトタンク
アスファルト貯蔵供給設備
7.2
アスファルト計量ポンプ
8.1
添加材サイロ
添加材供給装置
8.2
添加材計量機
9
集中制御装置(電気装置及び操作装置)
10
バーナ送風機
11
燃料タンク
図A.2−バッチ式アスファルトプラント(続き)
18
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
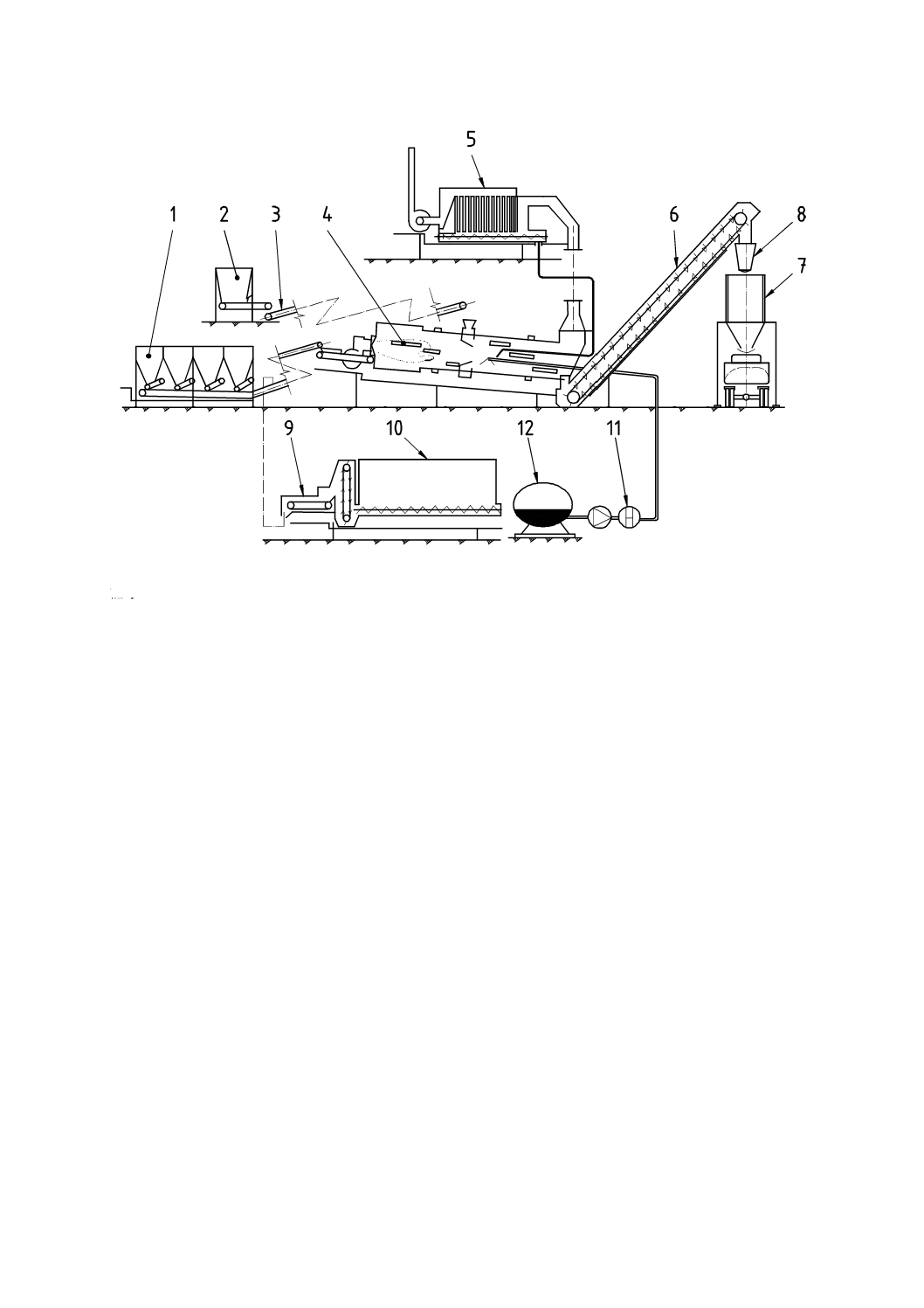
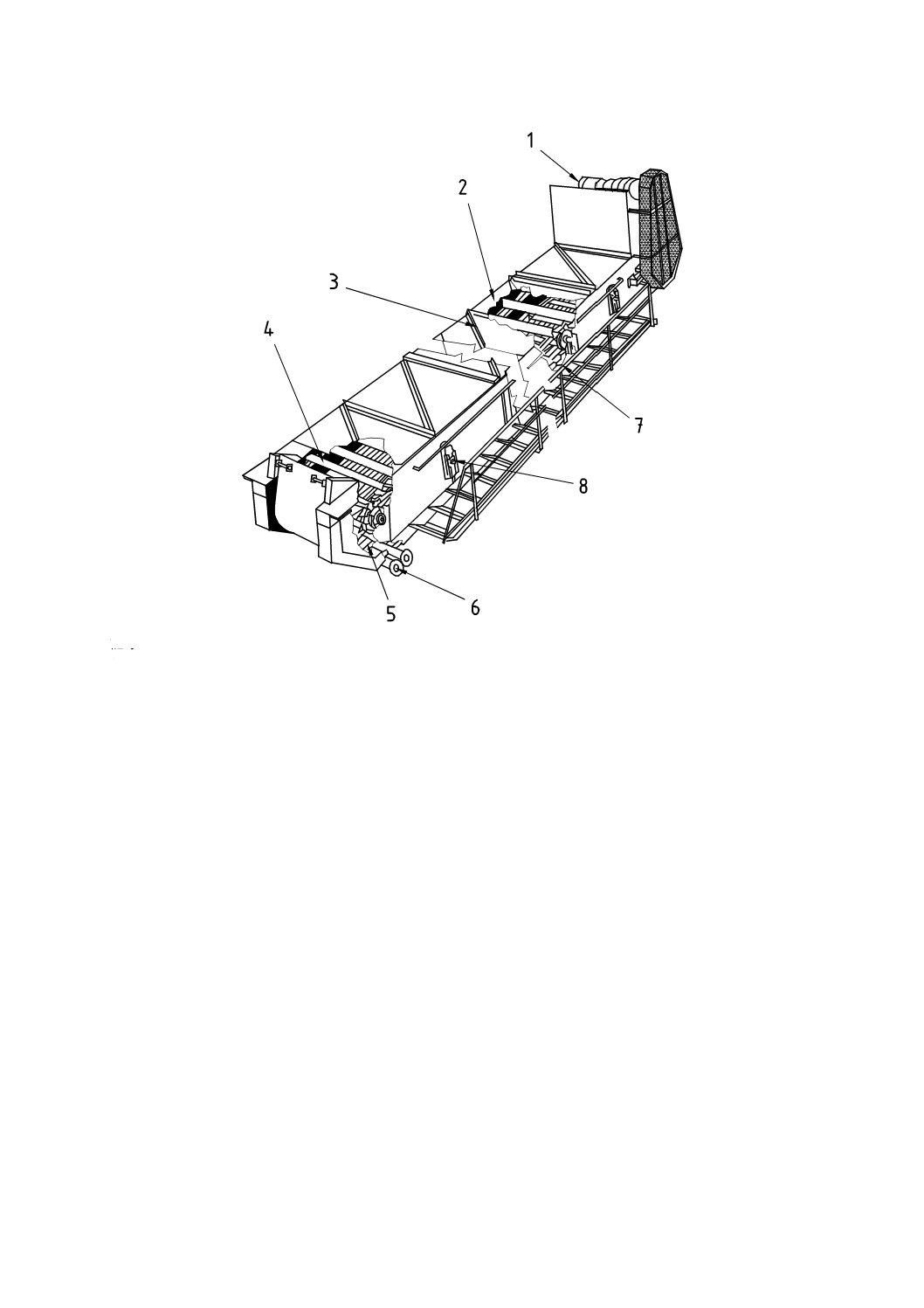
記号
1
コールドホッパ及びコールドフィーダ
2
アスファルト再生骨材ホッパ
3
ベルトフィーダ
4
ドライヤミキサ(並流式)
5
集じん機
6
スラットコンベヤ
7
サージ瓶
8
合材ホッパ
9
石粉定量供給装置
10
石粉サイロ
11
アスファルト定量供給装置
12
アスファルトタンク
図A.3−連続式アスファルトプラント(ドライヤミキサ使用)
19
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
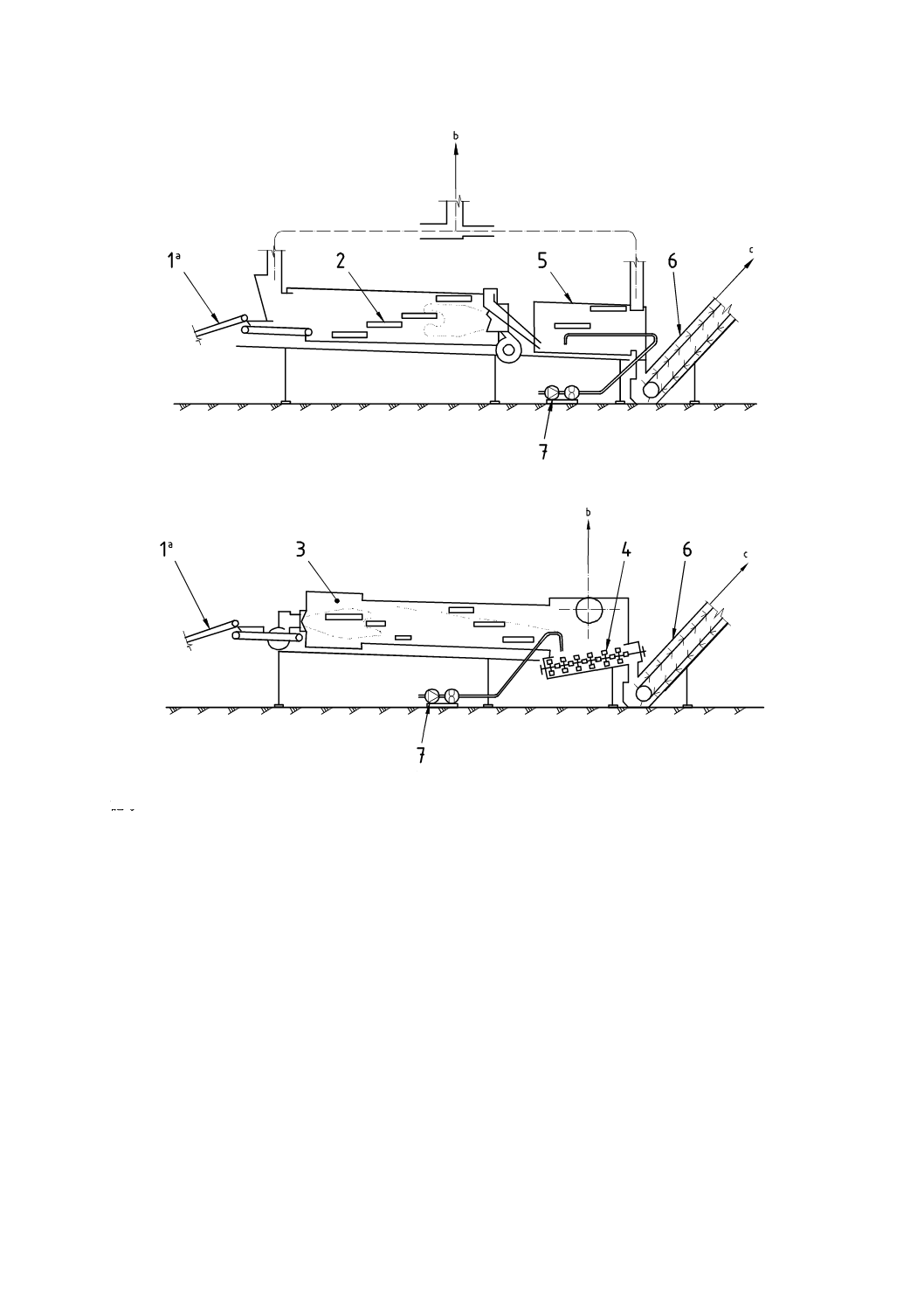
a) 独立式のドライヤ及びミキサ
b) ドライヤ及び連続式ミキサを単一容器に収容
記号
1
ドライヤ投入ベルトコンベヤ
2
向流式ドライヤ
3
並流式ドライヤ
4
連続式ミキサ
5
ドラムドライヤミキサ,代わりにドライヤ及び二軸式ミキサを使用することもある。
6
スラットコンベヤ
7
アスファルト計量装置
a
コールドホッパからの骨材
b
排出ガスは集じん機へ
c
アスファルト混合物はサージ瓶へ
図A.4−連続式アスファルトプラント(図A.1と異なる形式)
20
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
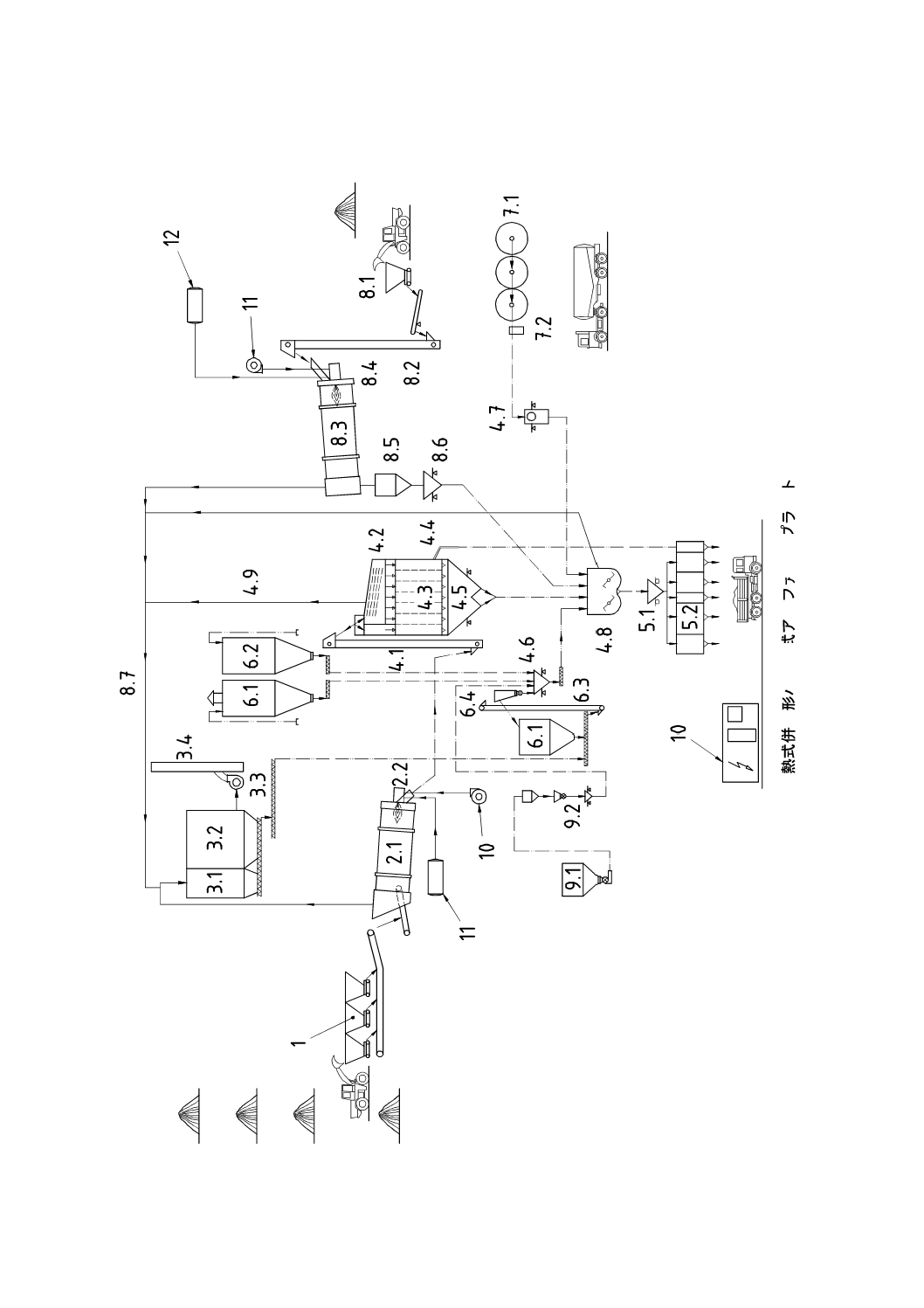
図
A
.5
−
加
熱式
併
用
形バ
ッ
チ式
ア
ス
ファ
ル
トプ
ラ
ン
ト
21
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
1
コールドホッパ及びコールドフィーダ(べルトフィーダ)
2.1
ドライヤ及びドライヤ投入ベルトコンベヤ
骨材乾燥・加熱設備
2.2
乾燥・加熱高温ガス発生用バーナ(燃焼装置)
3.1
一次集じん機
3.2
二次集じん機
集じん設備
3.3
排風機
3.4
煙突
4.1
ホットエレベータ
4.2
ふるい
4.3
ホット瓶
4.4
オーバーサイズ
4.5
骨材計量機
ミキシングタワー
4.6
石粉計量機
4.7
アスファルト計量機
4.8
バッチ式ミキサ
4.9
ミキシングタワースカベンジング装置
5.1
合材搬送装置
混合物貯蔵設備
5.2
サージ瓶・混合物貯蔵設備
6.1
回収ダストサイロ
6.2
石粉サイロ
石粉貯蔵供給設備
6.3
石粉エレベータ
6.4
石粉・回収ダスト計量スクリュ
7.1
アスファルトタンク
アスファルト貯蔵供給設備
7.2
アスファルト計量ポンプ
8.1
再生骨材定量供給装置
8.2
再生骨材エレベータ
8.3
ドラム及び投入用シュート
8.4
高温ガス発生用バーナ(燃焼装置)
アスファルト再生骨材供給設備
8.5
チャージホッパ
8.6
加熱合材計量機
8.7
集じん装置へ直接向かう排気ガスからの抽出物
9.1
添加材サイロ
添加材供給装置
9.2
添加材計量機
10
集中制御装置(電気装置及び操作装置)
11
送風機
12
燃料タンク
図A.5−加熱式併用形バッチ式アスファルトプラント(続き)
22
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
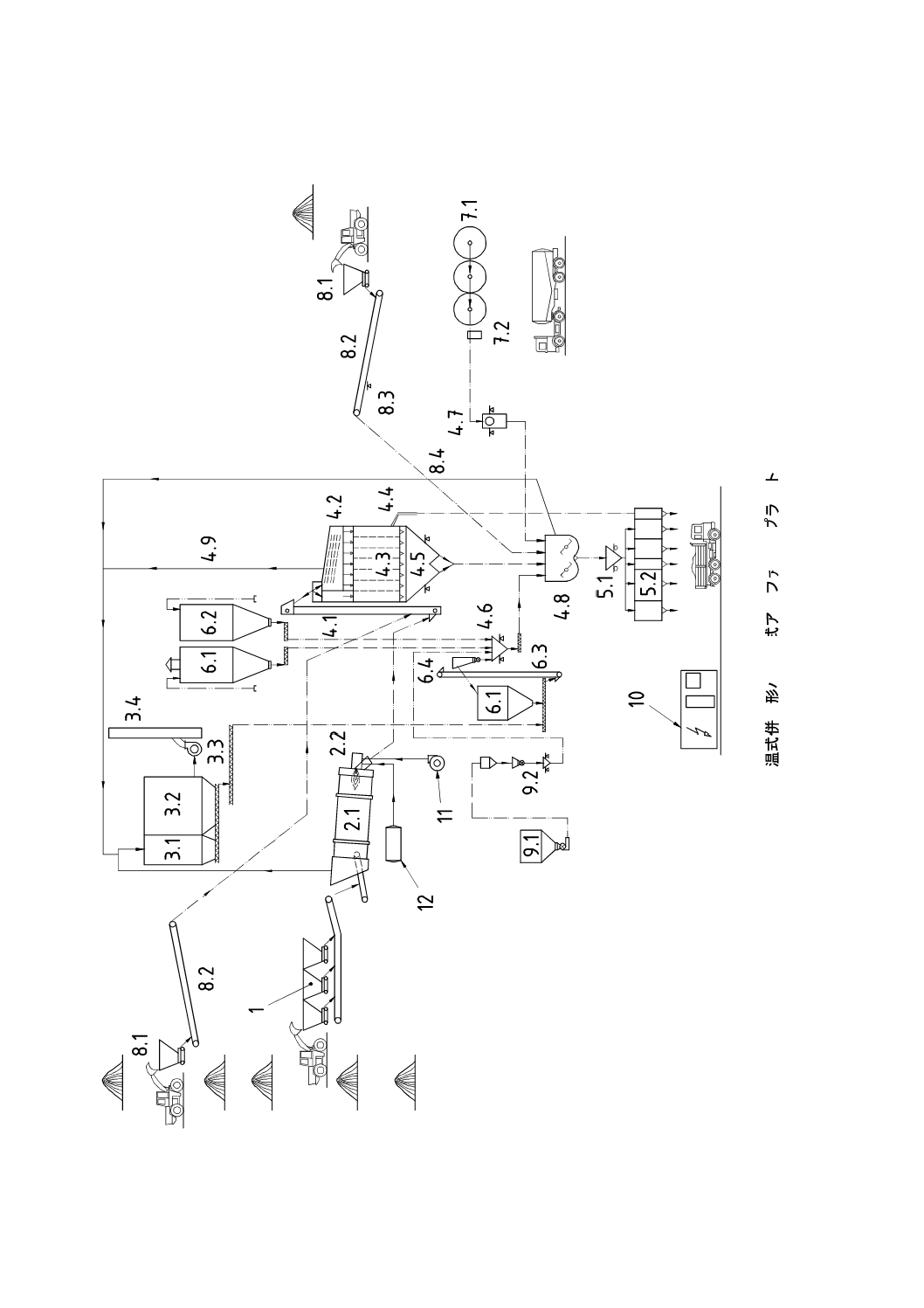
図
A
.6
−
常
温式
併
用
形バ
ッ
チ式
ア
ス
ファ
ル
トプ
ラ
ン
ト
23
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
1
コールドホッパ及びコールドフィーダ(ベルトフィーダ)
2.1
ドライヤ及びドライヤ投入ベルトコンベヤ
骨材乾燥・加熱設備
2.2
乾燥・加熱高温ガス発生用バーナ(燃焼装置)
3.1
一次集じん機
3.2
二次集じん機
集じん設備
3.3
排風機
3.4
煙突
4.1
ホットエレベータ
4.2
ふるい
4.3
ホット瓶
4.4
オーバーサイズ
4.5
骨材計量機
ミキシングタワー
4.6
石粉計量機
4.7
アスファルト計量機
4.8
バッチ式ミキサ
4.9
ミキシングタワースカベンジング装置
5.1
合材搬送装置
混合物貯蔵設備
5.2
サージ瓶・混合物貯蔵設備
6.1
回収ダストサイロ
6.2
石粉サイロ
石粉貯蔵供給設備
6.3
石粉エレベータ
6.4
石粉・回収ダスト計量スクリュ
7.1
アスファルトタンク
アスファルト貯蔵供給設備
7.2
アスファルト計量ポンプ
8.1
再生骨材定量供給装置
8.2
再生骨材ベルトコンベヤ
アスファルト再生骨材供給設備
8.3
再生骨材計量
8.4
蒸気供給導管
9.1
添加材サイロ
添加材供給装置
9.2
添加材軽量機
10
集中制御装置(電気装置及び操作装置)
11
送風機
12
燃料タンク
図A.6−常温式併用形バッチ式アスファルトプラント(続き)
24
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
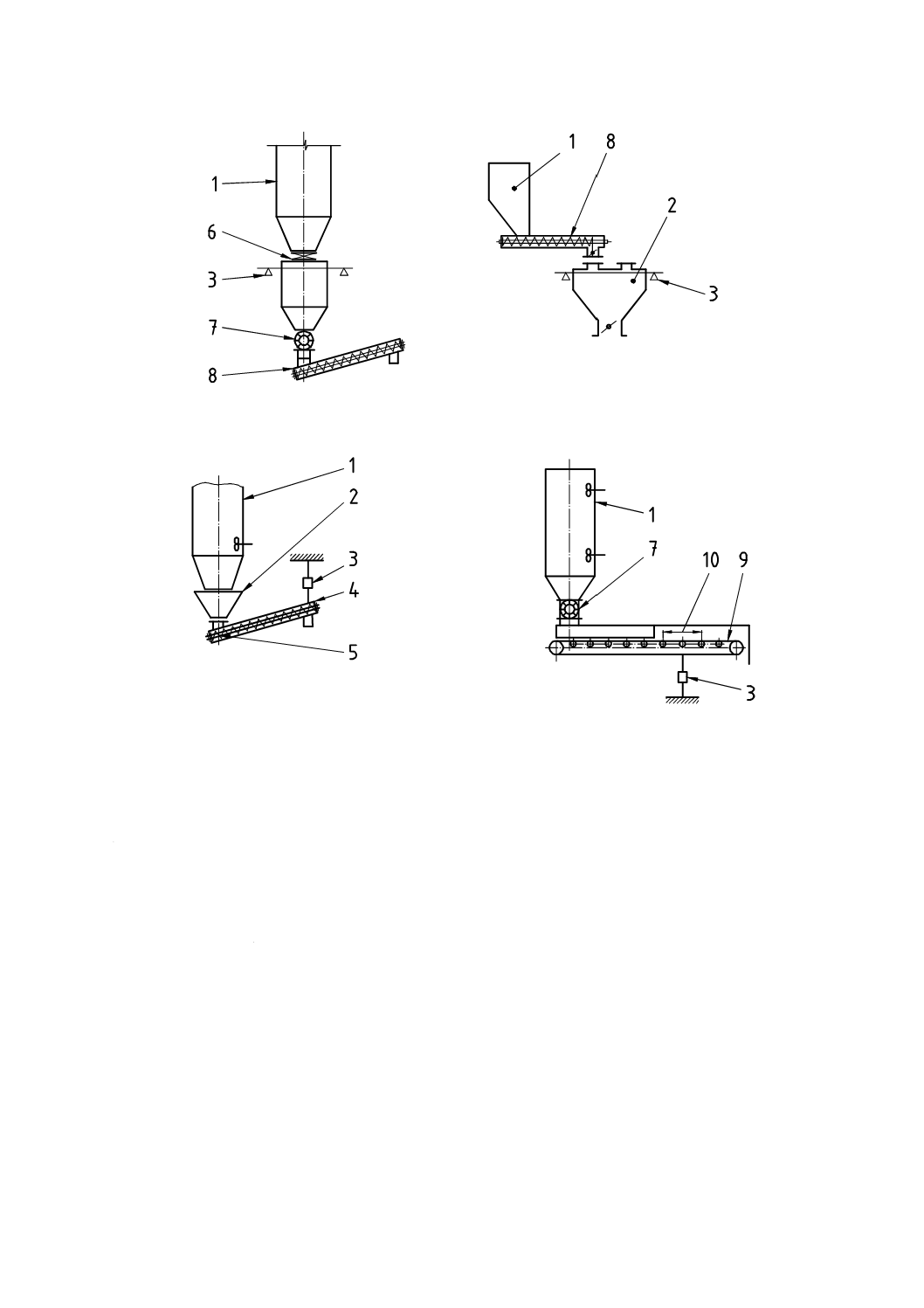
a) バッチ式アスファルトプラント用
b) 連続式アスファルトプラント用,
スクリュフィーダ付き
c) 連続式アスファルトプラント用計量ベルト
記号
1
石粉サイロ・石粉チャージホッパ
2
石粉計量機
3
荷重検出器
4
計量スクリュフィーダ
5
スクリュフィーダヒンジ
6
計量ダンパ
7
ロータリフィーダ
8
スクリュフィーダ
9
計量ベルトフィーダ
10 計量位置
図A.7−各種石粉定量供給装置
25
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
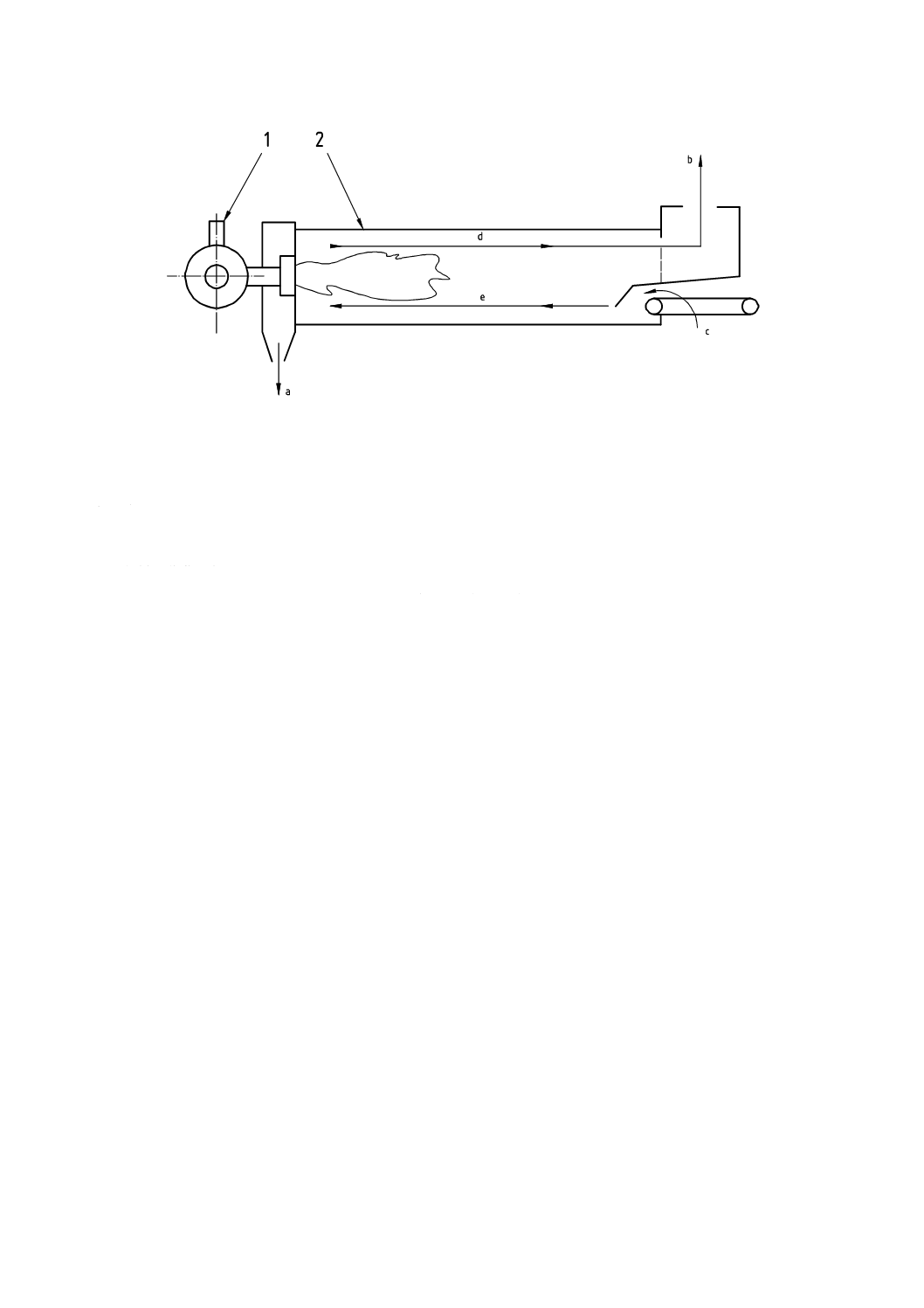
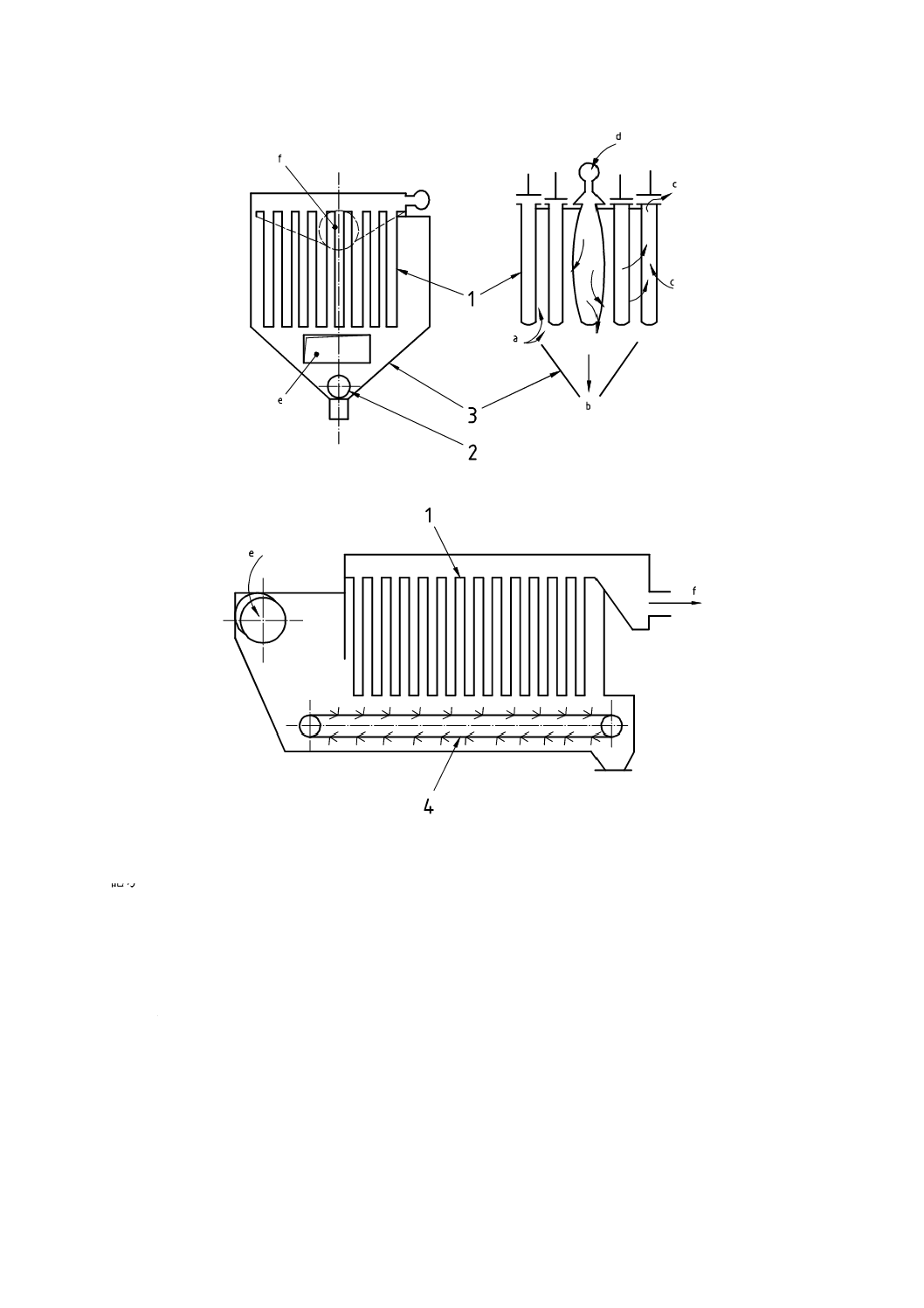
記号
1
バーナ
2
ドライヤ
a
加熱骨材排出
b
集じん機へのガス排出
c
常温の骨材の流れ
d
高温ガスの流れの向き
e
骨材の移動の向き
図A.8−向流形ドラムドライヤ
26
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 μm
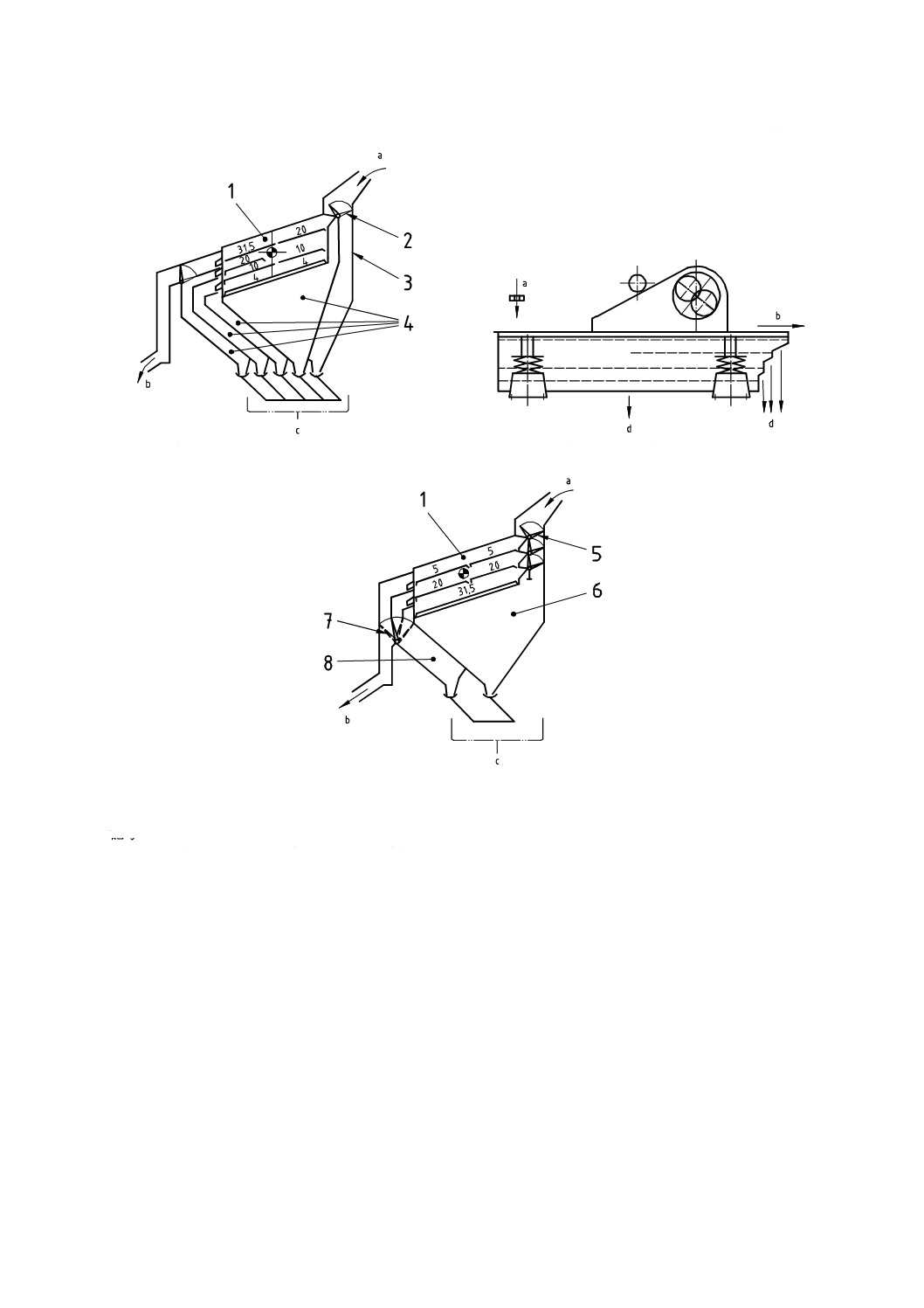
a) リップルフロー形スクリーン
b) ローヘッド形スクリーン
c) ふるい選択式ふるい分け装置
記号
1 ふるい(リップルフロー式・ローヘッド式)
2 ふるいバイパス装置
3 骨材供給室
4 ホット瓶
5 ふるい分けレベル選択用ダンパ
6 供給骨材
7 ふるい分けされた骨材供給用ダンパ
8 ふるい分けされた骨材供給用ホッパ
a 加熱骨材
b オーバーサイズ
c 骨材計量機へ
d 加熱骨材貯蔵ホッパへ
図A.9−ホッパ瓶付きふるい
27
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
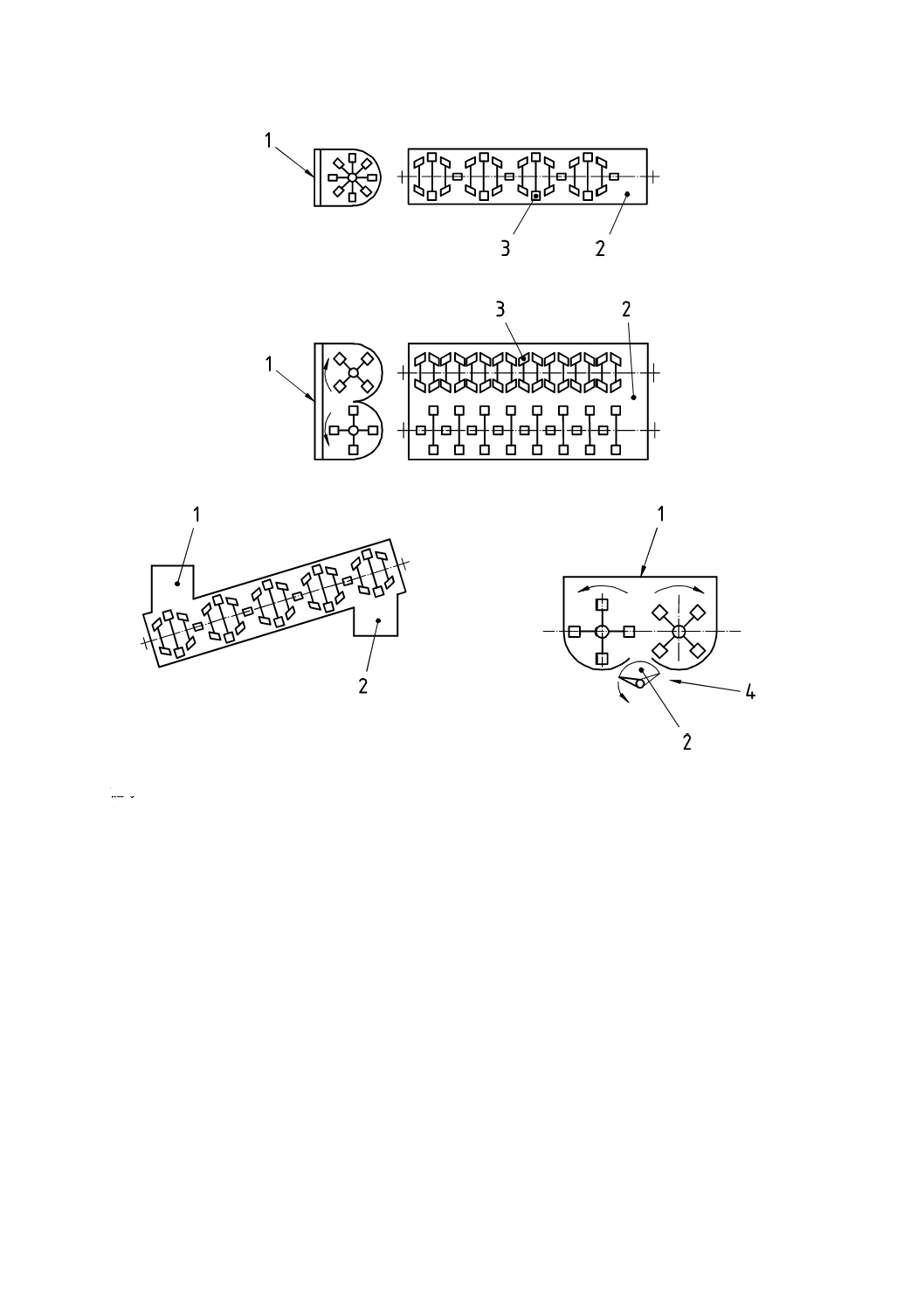
a) 一軸連続式トラフミキサ
b) 二軸連続式トラフミキサ
c) 一軸連続式傾斜ミキサ
d) バッチ式二軸パグミル
記号
1
材料供給
2
材料排出
3
パドル
4
排出ダンパ
図A.10−各種ミキサ
28
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
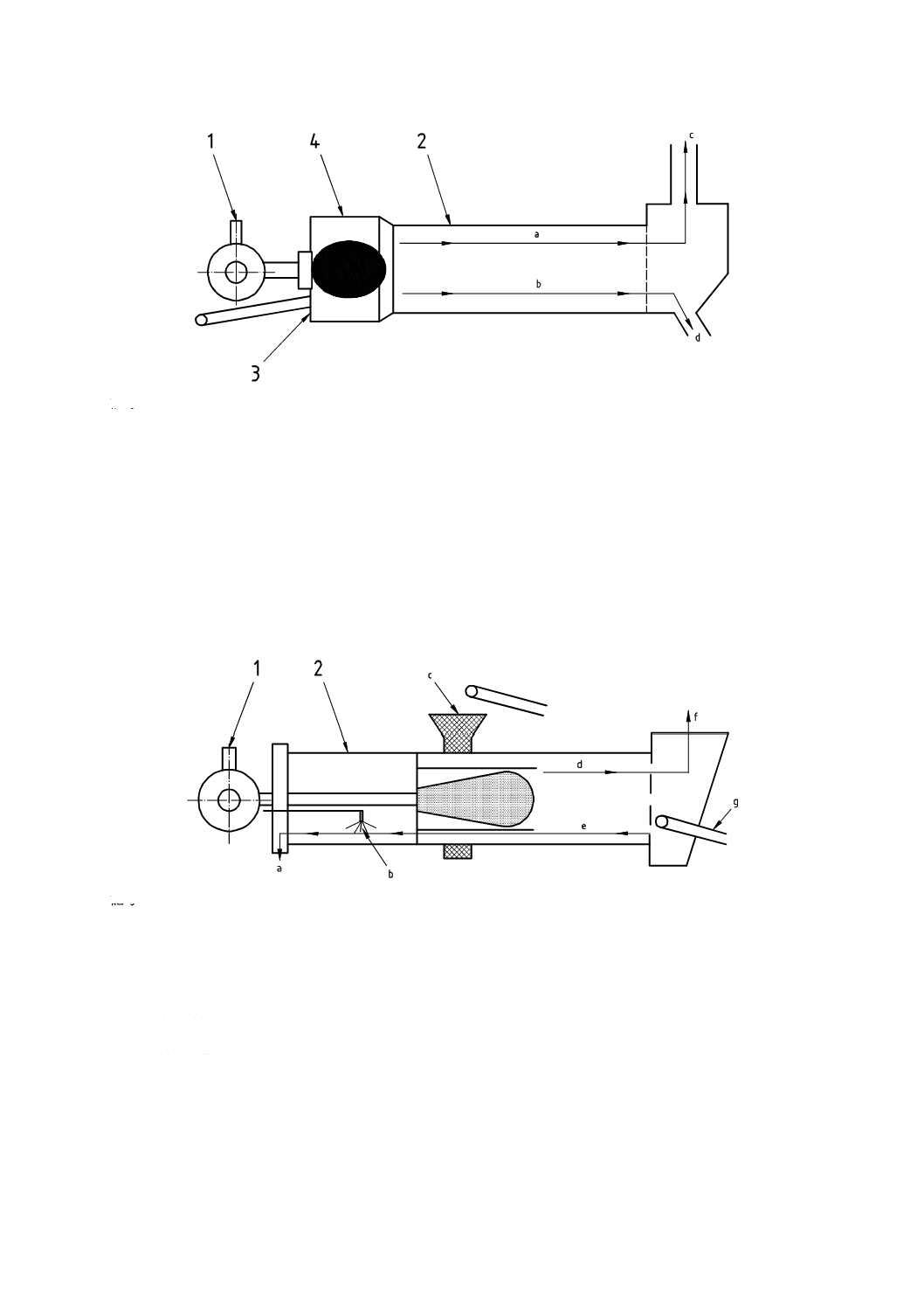
記号
1
バーナ
2
リサイクルドラムドライヤ
3
再生骨材供給
4
燃焼域
a
ガスの流れの向き
b
再生骨材の移動の向き
c
排出ガスは集じん機へ
d
加熱再生骨材の排出
図A.11−並流式リサイクルドラムドライヤ
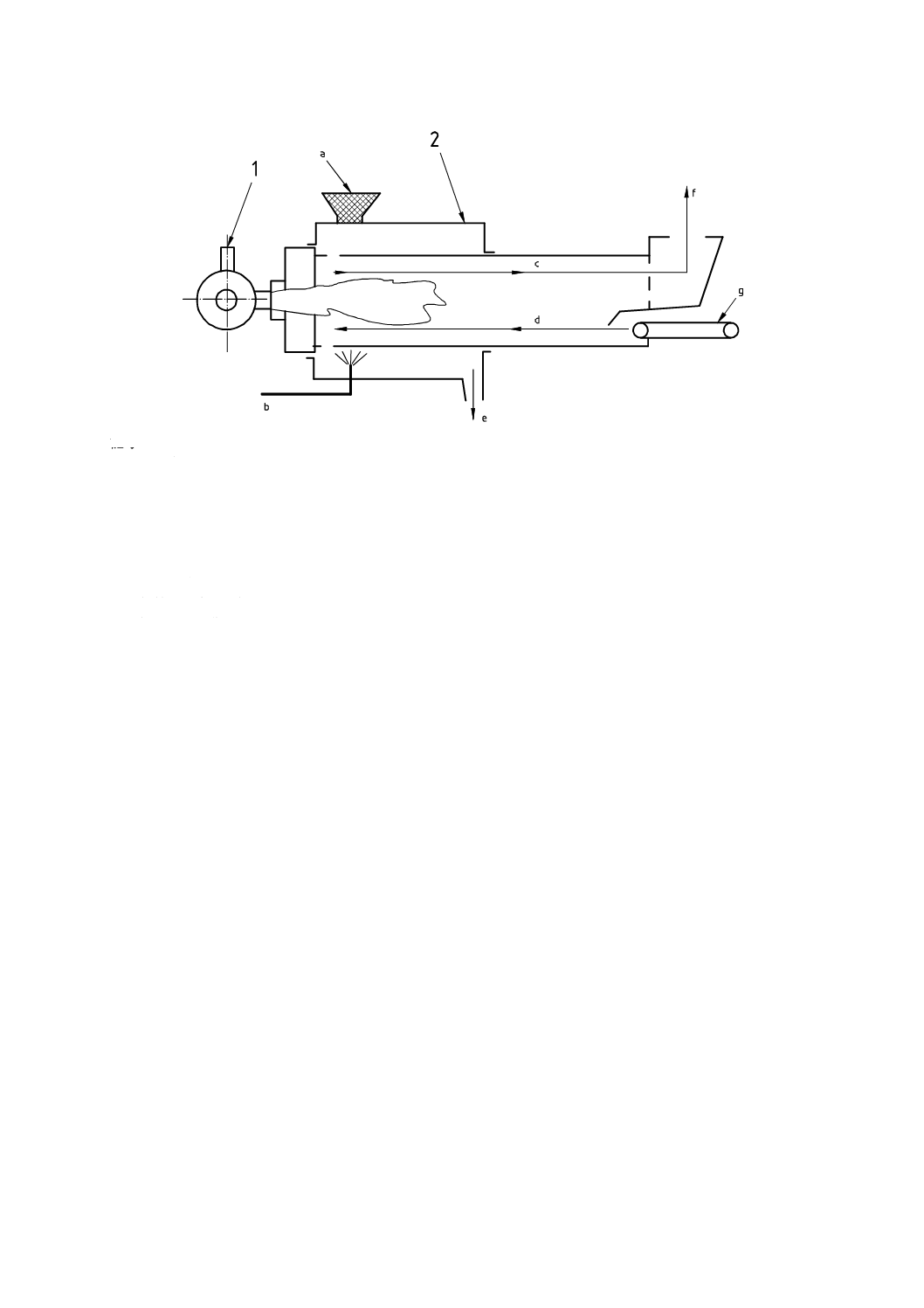
記号
1
バーナ
2
リサイクルドラムドライヤミキサ
a
加熱再生合材の排出
b
アスファルト噴射
c
再生骨材
d
ガスの流れの向き
e
骨材の移動の向き
f
排出ガスは集じん機へ
g
新規骨材
図A.12−向流式リサイクルドラムドライヤミキサ
29
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
1
バーナ
2
リサイクルドラムドライヤミキサ
a
再生骨材
b
アスファルト噴射
c
ガスの流れの向き
d
骨材の移動の向き
e
加熱再生合材の排出
f
排出ガスは集じん機へ
g
新規骨材
図A.13−向流式二重ドラムリサイクルドラムドライヤミキサ
30
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) スクリュコンベヤ付き
b) ドラグコンベヤ付き
記号
1
ろ布
2
スクリュコンベヤ
3
ダスト回収ホッパ
4
ドラグコンベヤ
a
含じん(塵)ガス入口
b
ダスト
c
清浄ガス
d
圧縮空気
e
含じん(塵)ガス入口
f
清浄ガス
図A.14−バグフィルタの各種形式
31
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
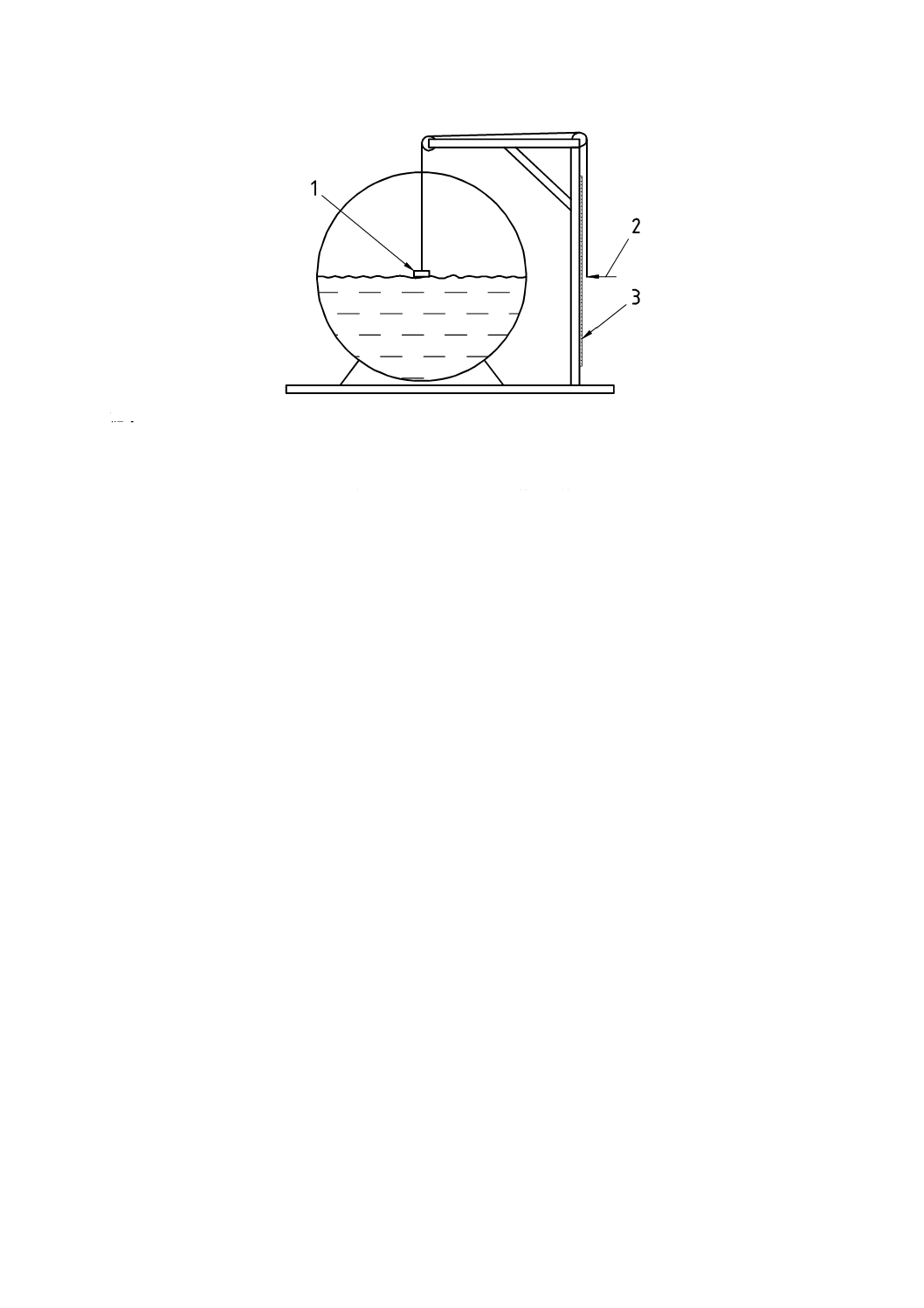
記号
1
浮き
2
指標
3
目盛り線
注記 アスファルトタンクは,貯蔵量が減少すると固着する。効果的な対策として,上図のようにレベル計を取り付
けるとよい。他の方法を使用しても差し支えない。
図A.15−アスファルトタンクのレベル計
32
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
1
減速機
2
スラット
3
カバー
4
滑り軸受け
5
張力調整装置
6
オイルヒータ又は電熱ヒータ
7
チェーン
8
滑り軸受け
図A.16−スラットコンベヤ
33
A 8704-1:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
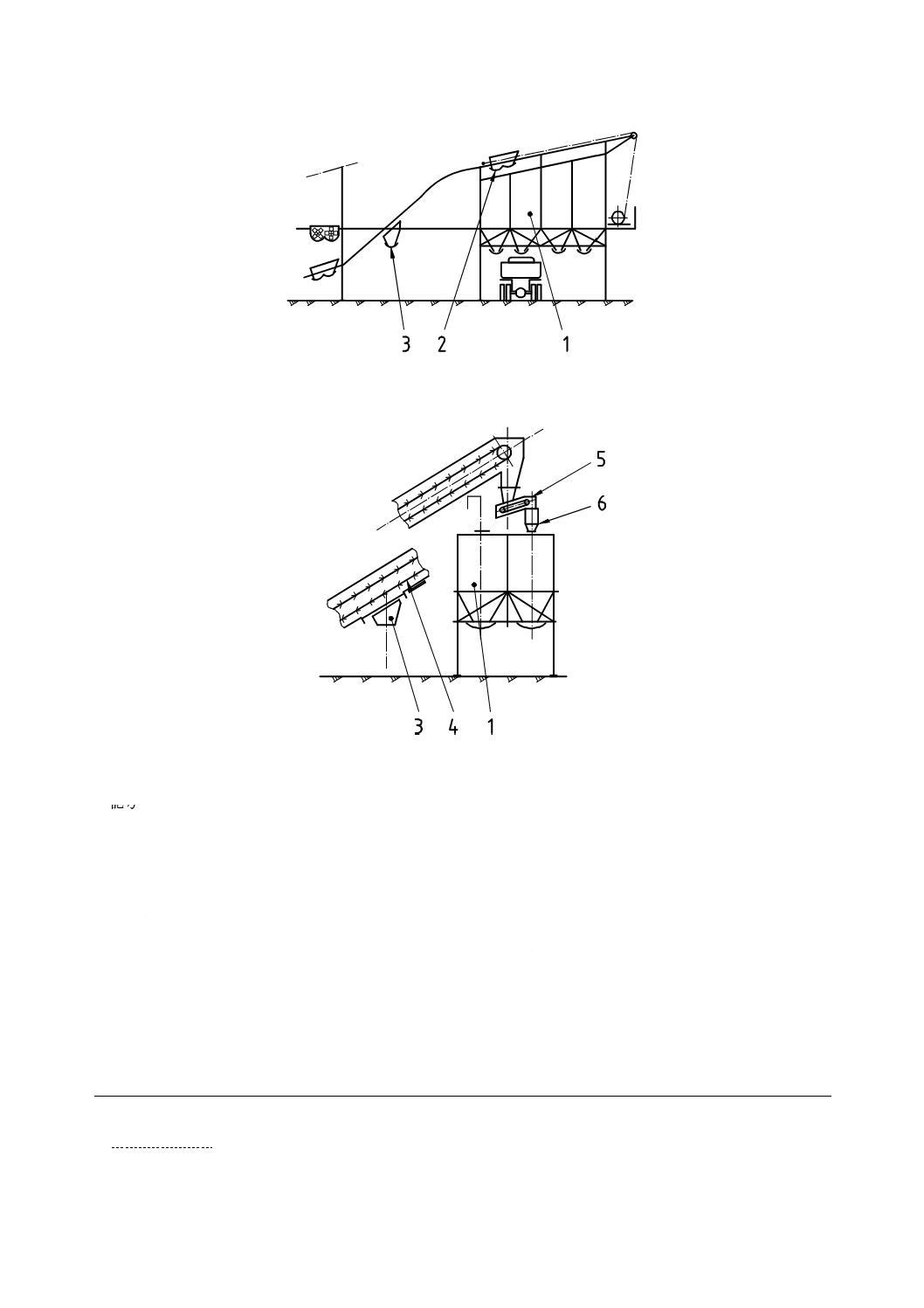
a) 自動反転スキップ式
b) スラットコンベヤ式
記号
1
サージ瓶・混合物貯蔵設備
2
自動反転スキップ
3
スキップバケット
4
スラットコンベヤ
5
合材チャージホッパ
6
合材トロリホッパ
図A.17−合材の搬送及び貯蔵
参考文献
JIS A 8704-2 道路工事機械−アスファルトプラント−第2部:仕様書様式及び性能試験方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS A 8704-1:2009 道路工事機械−アスファルトプラント−第1部:用語及び仕様
項目
ISO 15642:2003,Road construction and maintenance equipment−Asphalt mixing
plants−Terminology and commercial specifications
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
3.3
バッチ
3.3
JISにほぼ同じ。
追加
“又は質量”を追加する。
技術的差異はない。
−
3.3A
バッチ式ミキサ
−
追加
−
国内では,バッチ式ミキサが主流
なので追加,今後ISOに提案して
いく。
3.9
新規フィラー
3.9
JISに同じ。
変更
文面では明示されないが,ISO規
格では90 μmふるいを通過する
ものに対してJISでは75 μmふる
いを通過するものを範囲とする。
ふるい及びアスファルト関係の
ISO規格とJISの不整合の問題が
あるが,当面現状のままとする。
3.26A
ドライヤ内滞留時間
−
追加
−
国内での用語及び定義に基づき追
加,今後ISOにも提案していく。
3.28
−
3.28
“バッチ精度”を定義
削除
−
対応国際規格ISO/FDIS 15642投
票時に反対の経緯があり,今後と
も反対を提案する。
4.3
付帯設備として再生
骨材用設備に関して
記述
4.3
ISO規格では再生骨材用設
備に関して“連続式”と記述。
変更
JISでは連続式に限定せず“連続
式”との記述を削除した。
今後ISOへ改正を提案する。
4.5.2 b)
メモリに保存する事
項としてアスファル
ト混合物を構成する
材料などを記述
4.5.2 b)
JISにほぼ同じ。
追加
JISではISO規格にない合材の記
述を追加した。
今後ISOへ改正を提案する。
3
4
A
8
7
0
4
-1
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
5 b)
5 c)
プラントで処理する
骨材の粒度等級の最
大値について記述
5 b)
5 c)
変更
ISO規格では粒径0.090 mm未満
のダストと記述の箇所を,JISで
は0.075 mm未満のダストと記述
している。
ふるいシステムなどの整合化の問
題があるので現状のままとする。
6 商用仕
様書
プラントの商用仕様書
での記載事項を記述
6
−
−
6.1.1 c)など 箇条6を通じて“最小”
項[6.1.1 c)では“最小
供給量”]をJISでは
不採用とした。
6.1.1 c)
など
ISO規格では,“最小”項を
記述している。
削除
技術的差異はない。
国内では,プラントの各要素の負荷
最小状況での運転は,使用者の技量
に依存する部分が大きいので,運転
可能な最小負荷を,仕様で明確化す
ることは求められていない。
6.1.1 d)など 箇条6を通じて“質量”
項をJISでは不採用と
した。
6.1.1 d)
など
ISO規格では,“質量”項を
記述している。
削除
−
海外では,プラントごとトレーラ
輸送するケースがあるため,質量
を明示する必要があるが,国内で
は道路事情などによって,そのよ
うな必要性がないため採用してい
ない。今後,海外輸出及び国内工
事業者の海外での工事が増加すれ
ば見直しが必要となろう。
6.1.2
ドラムドライヤなど
6.1.2
JISにほぼ同じ。
削除
e),f)を削除した。
排風機能力でほぼ決定されるので
記載不要であり,今後ISOにもそ
の旨提案する。
6.1.3.2
バグフィルタの仕様
項目
6.1.3.2
JISにほぼ同じ。
−
−
処理風量
−
単位を,m3/hとしている。 変更
技術的差異はない。
国内での取引の実情による。
−
−
最大許容負荷損失
削除
−
国内で取引の参照データとされて
いない。
最大許容圧力損失
−
−
追加
“最大許容圧力損失”を追加記述
している。
圧力損失は,フィルタの性能の重要
事項であり,今後ISOに提案する。
3
5
A
8
7
0
4
-1
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
6.1.3.3
サイクロン式集じん機
6.1.3.3
JISにほぼ同じ。
削除
JISでは捕集効率を削除した。
捕集効率は,プラントの運転状況
によって変化し,近年は定格能力
の半分以下で運転するケースもあ
るので,単に捕集効率と記しても
意味がない。今後ISOにその旨提
案する。
6.1.3.3A
その他の方式の集じ
ん機又は各種集じん
機の組合せ
−
−
追加
JISに同じ。
今後ISOに提案する。
6.1.4.1
ホットエレベータ
6.1.4.1
JISにほぼ同じ。
追加
“搬送方式”を追加した。
今後ISOに提案する。
6.1.4.2
ふるい分け装置
6.1.4.2
下記及び“質量”項以外は
JISと同じ。
−
−
−
−
“ふるいの基数”
削除
技術的差異はない。
仕様項目としての必要性が低いた
め。
−
−
砂をふるい分ける段の最大
能力
削除
技術的差異はない。
使用する個々のふるいによって変
化するので,プラントとしての取
引仕様になじまないため。
6.1.4.5
石粉エレベータ
6.1.4.5
−
追加
“搬送方式”を追加した。
今後,ISOに提案する。
6.1.4.13 b)
計量装置
6.1.4.13
b)
JISにほぼ同じ。
追加
“計量ホッパ容量”を追加した。 必要な仕様項目であり,今後ISO
へ改正を申し入れる。
6.2
製造業者が規定すべき
プラントの総合特性
6.2
下記及び“質量”項以外は
JISと同じ。
下記を除
き一致
−
6.2 c)
プラントの能力
c)
JISにほぼ同じ。
変更
合材の温度“180 ℃の場合”を
“160 ℃の場合”に変更した。
国内事情によるが,今後ISOに日
本の事情を考慮して提案する。
6.2 d)
動力
−
JISにほぼ同じ。
削除
“動力の同時使用割合”を削除し
た。
国内事情によって必要度が低い。
3
6
A
8
7
0
4
-1
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
6.2 h)
−
h)
全体寸法
削除
−
国内では,可搬形のプラントの適用
は道路事情によって,今後もあり得
ないので,全体寸法を仕様項目とす
ることはない。今後海外輸出及び海
外における工事が増加した場合は
ISO規格との整合を再検討する。
図A.5
図A.5
JISにほぼ同じ。
“8.8高温粒状アスファルト排出
ガスからの抽出”項を削除した。
誤記と考えられるので,ISO規格
の訂正を今後申し入れる。
JISと国際規格との対応の程度の全体評価:ISO 15642:2003,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD………………国際規格を修正している。
3
7
A
8
7
0
4
-1
:
2
0
0
9