4
A 8318 : 2001 (ISO 5353 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
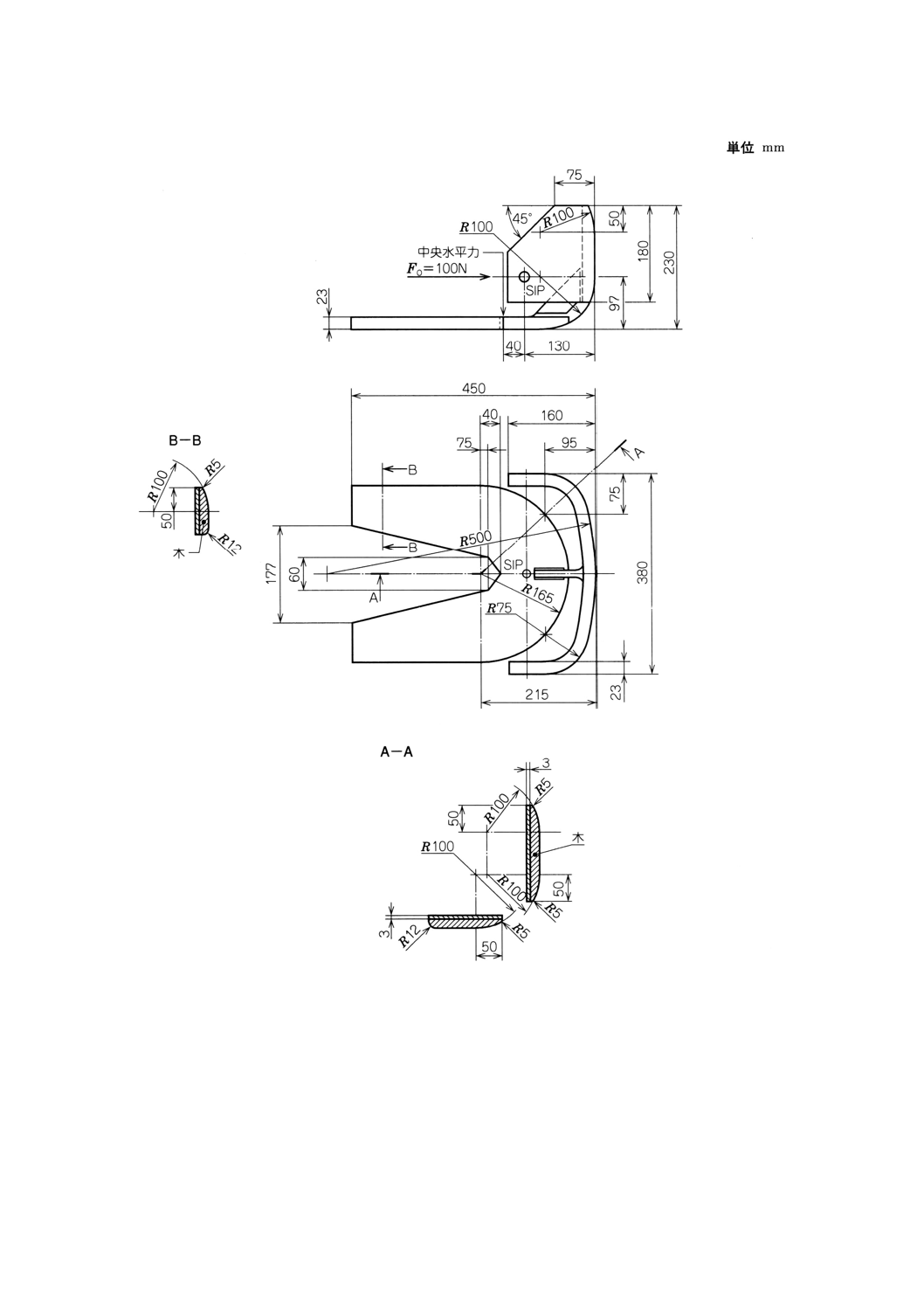
図1 SIP装置
A 8318 : 2001 (ISO 5353 : 1995)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が制定した日
本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 5353 : 1995, Earth-moving machinery,
and tractors and machinery for agriculture and forestry−Seat index pointを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。主務大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登
録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
A 8318 : 2001
(ISO 5353 : 1995)
土工機械−
座席基準点 (SIP)
Earth-moving machinery−Seat index point (SIP)
序文 この規格は,1995年に第2版として発行されたISO 5353, Earth-moving machinery, and tractors and
machinery for agriculture and forestry−Seat index pointを翻訳し,技術的内容及び規格票の様式を変更するこ
となく作成した日本工業規格である。
なお,この規格で点線の下線を施してある“参考”は,原国際規格にはない事項である。
1. 適用範囲 この規格は,JIS A 8308に規定された土工機械,及びISO 3339-0に規定された農業用並び
に林業用の,トラクタ並びに機械のために設計された,すべての種類の座席に対応する座席基準点 (SIP)
の位置を決定するために使用される方法と装置について規定する。
これは,座席の固定点に対してSIPの位置を設定する。SIPは,座席それ自体によって決められるか,
又は運転環境の中で座席を位置づけるものとして機械上に設定される。SIPは,座席特有なものであるの
で,座席の製造業者が設定してもよい。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 5353 : 1995 Earth-moving machinery, and tractors and machinery for agriculture and forestry−
Seat index point (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS A 8308 土工機械−基本的機種−用語
備考 ISO 6165 : 1997, Earth-moving machinery−Basic types−Vocabularyが,この規格と一致してい
る。
ISO 3339-0 : 1986 Tractors and machinery for agriculture and forestry−Classification and
terminology−Part 0 : Classification system and classification
3. 定義 この規格で用いられる主な用語の定義は,次による。
3.1
座席基準点(seat index point,以下,SIPとする。) 図1に示す装置を5.3に規定するように座席に
取り付けたとき,その中心垂直平面上の点。
備考1. SIPは,機械に対して固定されたものであり,座席の調整及び/又は揺動範囲によって変わ
2
A 8318 : 2001 (ISO 5353 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
るものではない。
2. SIPは,この規格によって確立し,明らかにされたものとして考えられ,運転員座席回りの
設計に際し,理論上の胴−もも関節軸と座席の中心線を含む垂直平面との交点として与えら
れる。
3.2
固定点 (fixing point) 製造業者によって規定された点で,SIPの割り出し点。
例として,図2及び図3参照。
4. 多目的機械の座席 座席によっては,その機械で,複数の機能を行うように,運転員の位置を定め,
しっかり支えるように設計されているものがある。機械又はトラクタに2種の操縦装置があるため,座席
が2種の位置をとる場合は,あたかも機械又はトラクタに2脚の座席かあるように,機械又はトラクタに
対する座席のSIPは,2種の操縦装置それぞれに対して1か所ずつ,2種の位置をとる。第1のSIP位置は,
その第1の位置と操縦装置を適用する規格で使用し,第2のSIP位置は,その第2の位置と操縦装置を適
用する規格で使用する。
5. 技術的要求事項
5.1
SIPを決定するための装置 SIPを決定するための装置は,図1に従う。装置の質量は,6kg±1kg
とする。装置の作動表面は硬質木材(200番又はより細かいサンドペーパ又は同等品でこすり磨く。)又は
同等の材料で,5.3.1のモスリン布などで与えられる最小摩擦と同等の性能をもつものとする。
5.2
SIPを決定するときの調節 座席及びその支持部が調節式であるときは,座席は,SIPを決める前に
次の過程に従って調節する。
5.2.1
座席の調節 前後,上下及び後傾角の調節は,すべてその中央の位置とする。もしも中央の位置に
できない場合には,上又は後方の中央に最も近い調節位置とする。
5.2.2
懸架装置 懸架装置は,製造業者の取扱説明書に従って固定する。もしも,取扱説明書がないとき
は,懸架装置を,その可動範囲の中央になるよう固定する。
非調節式懸架装置の場合は,質量を付加したSIP装置を取り付けたときの高さに固定する。
5.3
SIPの決定 SIPは,図1に示す装置を用いて,次の手順によって定める。
5.3.1
座席の準備 測定を始める前に,座席が20℃±2℃の室温に到達するように,十分な時間をとる。
座席を水平面上に置く。
座面及び背もたれの,クッションを柔らかくするために,75kg±10kgの人を1分間に2回ほど着座させ
る。座席は,測定を開始する前に,最低5分間は,無負荷とする。
摩擦を最小とするため,十分な大きさの一枚のモスリンなどの布で座席を覆い,クッション表面と測定
装置の間の直接接触を防ぐ。布が,装置の位置決めに影響しないように注意する。
5.3.2
装置の配置 SIP装置を,付加質量を付けないで座席の背当てに向けて押しつけながら,座席クッ
ション上の左右中心に置く。装置は,座席の左右中心にあり,平らに置かれていることを,確認する。
装置の全質量が,6kg±1kgから26kg±1kgになるまで付加質量を追加する。付加質量による垂直力のか
かる中心点は,装置の平面図におけるSIPマークの前方40mmとする(図1参照)。
SIP装置を,座面及び背もたれのクッションによくなじませるために,図1に示された位置で,約100N
の水平後方に向けた力を交互にかけたり,抜いたりし,また,装置を左右に揺する。
装置の全質量が,26kg±1kgから65kg±1kgになるまで付加質量を追加する。付加質量による垂直力の
かかる中心点は,装置の平面図におけるSIPマークの前方40mmとする(図1参照)。
3
A 8318 : 2001 (ISO 5353 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考3. 座席上の装置の質量の65kgは,75kgの運転員を,想定している。
負荷を交互にかけたり,抜いたりするのを繰り返し,装置を揺すり,装置が,座席の左右
中心にあり平らに置かれていることをチェックし確かめる。
5.3.3
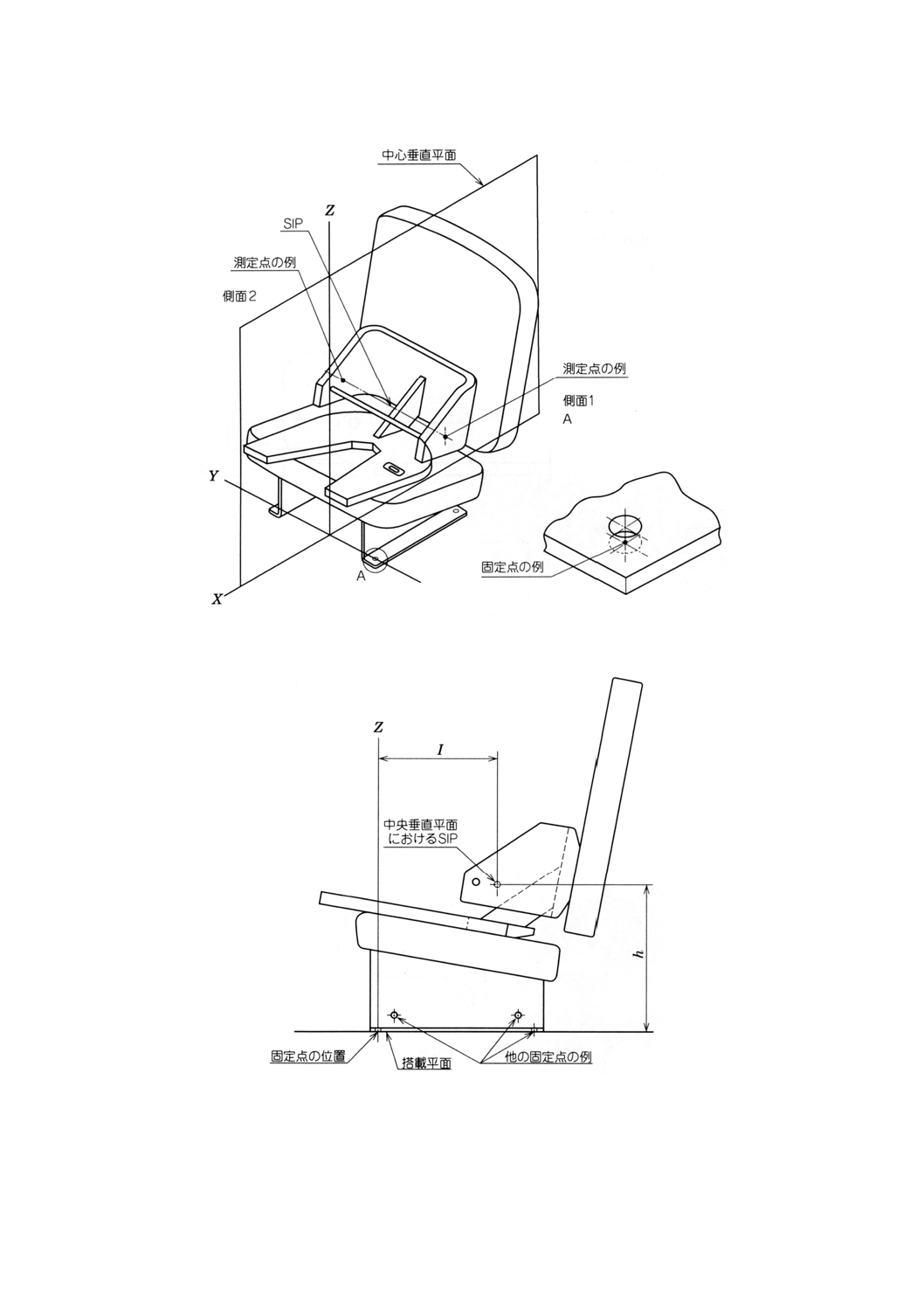
測定 SIP測定装置の両側において,座席中心垂直平面から等距離にある点で,測定を行う(図2
参照)。左右で得られた値を平均する。製造業者が規定した座席組立品の固定点(図3参照)からのSIP
座標寸法を,±1mmの精度で記録する。
機械によっては,通常座席を回転することによって,複数の機能を果たす座席を備えている。その機能
は,機械のエクィップメントの使用,機械の走行モードでの運転などからなる。これらの場合に対して,
固定点に関係した複数のSIP位置を計算で容易に求められないかもしれない。そのような場合には,それ
ぞれの位置に対して5.2及び5.3を繰り返す。
5.4
報告 試験報告には,次の情報を含むこと。
a) この規格の適用
b) この規格の規定から異なる試験条件又は調整の全記述
c) 固定点とSIP(例として,図3参照)間の座標寸法を示す,座席組立図又はスケッチ
d) 5.2に関連した有効な座席調整範囲の記述
4
A 8318 : 2001 (ISO 5353 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 SIP装置
5
A 8318 : 2001 (ISO 5353 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 SIP装置を取り付けた座席
図3 SIPの位置
6
A 8318 : 2001 (ISO 5353 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
土工機械分野調査委員会 構成表
氏名
所属
(委員長)
○ 大 橋 秀 夫
学識経験者
中 島 誠
通商産業省機械情報産業局
本 間 清
通商産業省工業技術院標準部
高 橋 哲 也
労働省労働基準局安全衛生部
成 田 秀 志
建設省建設経済局建設機械課
吉 田 正
建設省土木研究所材料施工部
○ 橋 本 繁 晴
財団法人日本規格協会技術部
○ 杉 山 庸 夫
学識経験者
○ 藤 本 義 二
学識経験者
三 浦 甫
静岡理工科大学知能情報学科
西ヶ谷 忠 明
社団法人日本建設機械化協会建設機械化研究所
小 田 征 宏
鹿島建設株式会社建設総事業本部機械部
小 室 一 夫
西松建設株式会社平塚製作所
青 山 俊 行
日本鋪道株式会社工務部
高 場 常 喜
株式会社熊谷組土木本部施工設備部
青 木 義 清
株式会社エスシー・マシナリ
増 田 忠 和
大成建設株式会社安全・機材本部機械部
○ 本 橋 豊
住友建機株式会社設計開発室
○ 小 鷹 太
株式会社小松製作所建機事業部プロダクトサポート部
○ 栗 原 富士男
新キャタピラー三菱株式会社相模事業所技術部
○ 小 田 秀 彦
油谷重工株式会社第一技術部
○ 宮 本 康 民
三菱重工業株式会社相模原製作所車両・電子技術部
○ 渡 辺 正
日立建機株式会社品質保証本部
(事務局)
○ 川 合 雄 二
社団法人日本建設機械化協会
○ 西 脇 徹 郎
社団法人日本建設機械化協会
備考 ○印は,小委員会委員を兼ねる。
(文責 大橋 秀夫)