A 8313 : 2001 (ISO 10261 : 2001)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本建設
機械化協会 (JCMA) /財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改正す
べきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS A 8313 : 1998は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 10261 : 2001 Earth-moving
machinery−Product identification numbering systemsを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS A 8313には,次に示す附属書がある。
附属書A(規定) WMC登録手続き
附属書B(参考) 参考文献
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
A 8313 : 2001
(ISO 10261 : 2001)
土工機械−製品識別番号 (PIN)
Earth-moving machinery−
Product identification numbering systems
序文 この規格は,2001年に第2版として発行されたISO 10261, Earth-moving machinery−Product
identification numbering systemsを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本
工業規格である。
なお,この規格で点線の下線を施してある“参考”は,原国際規格にはない事項である。
1. 適用範囲 この規格は,JIS A 8308に規定する土工機械の識別システムの要求事項,取付け位置及び
構造について規定する。これは,構成部品,アタッチメントなどの識別は対象に含まない。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 10261 : 2001, Earth-moving machinery−Product identification numbering systems (IDT)
参考 この規格は,土工機械以外の車両系建設機械についても準用することができる。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この引用規格は,その最新版(追補を含む。)を適用する。
JIS A 8308 土工機械−基本的機種−用語
備考 ISO 6165 : 1997, Earth-moving machinery−Basic types−Vocabularyが,この規格と一致してい
る。
3. 定義 この規格で用いられる主な用語の定義は,次による。
3.1
製品識別番号[PIN:product identification numberの略称。(参考)以下,PINという。] 製造業者が
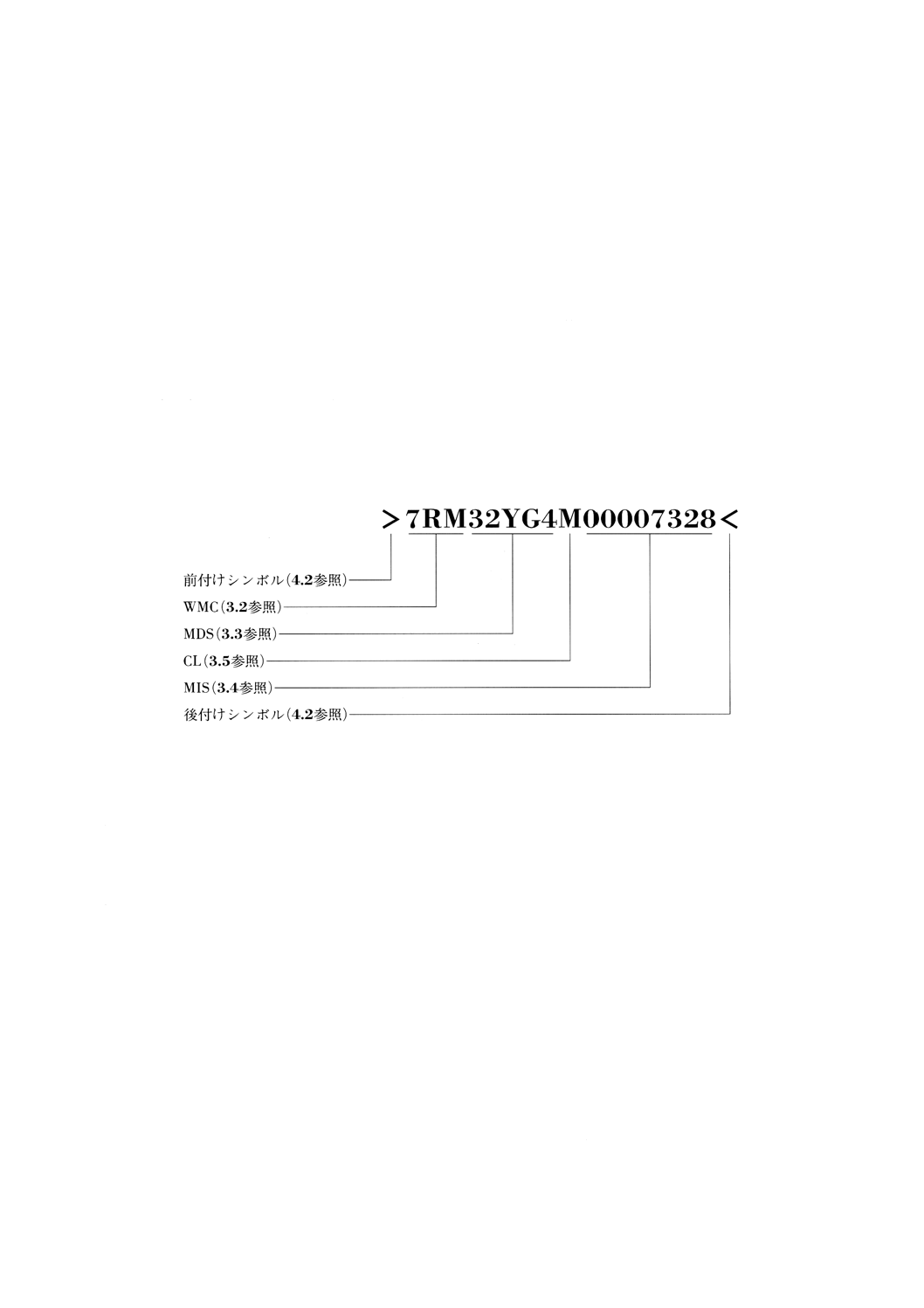
個々の機械を識別する目的で割り当てる17個の英数字(ローマ字又は数字)からなる固有の番号で,最終
製品としての製造番号に対応づけられたもの。3.2〜3.5に定義する四つの領域からなる。
3.2
製造者識別コード[WMC:world manufacturer codeの略称。(参考)以下,WMCという。] PIN(3.1
参照)の第1領域で,機械の製造業者を示すために付与される固有の英数字コード。
3.3
機械仕様区分[MDS:machine descriptor sectionの略称。(参考)以下,MDSという。] PIN(3.1参
照)の第2領域で,機械の仕様を示す区分。
3.4
機械指示区分[MIS:machine indicator sectionの略称。(参考)以下,MISという。] PIN(3.1参照)
の最終領域で,WMC(3.2参照)とMDS(3.3参照)に連結し,同じMDSの機械を識別するための区分。
2
A 8313 : 2001 (ISO 10261 : 2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.5
チェック文字[CL:check letterの略称。(参考)以下,CLという。] PIN(3.1参照)の第3領域
で,PINの有効性を判定するため,他の16文字の構成から計算して割り出すか又は計算によらずに割り当
てた,9けた目におく一個のローマ字。
3.6
本マーク (primary marking) PIN(3.1参照)で,機械の目立つ場所に付けるもの。
3.7
隠しマーク (concealed marking) PIN(3.1参照)又はPINのMIS(3.4参照)を用いた派生的記号
で,機械の隠れた場所に付けるもの。
3.8
製造銘板 (product label/plate) PIN(3.1参照)と機械概要を機体に表示するための手段。
3.9
領域 (field) 3.2〜3.5に定義する特定情報のために割り当てた1〜8文字からなる組。
3.10 製造業者 (manufacturer) PINが固有のものであることに責任をもつ個人,代理人 (partnership) 又
は法人。
備考 製造業者は,その製品が複数の工場で生産されている場合であっても単一の事業体としてよい。
4. 一般要求事項
4.1
文字の数 機体及び製造銘板に記載する本マークは17文字とし,横書きに1行で表示し,文字の間
に空欄又は区切りは付けてはならない。また,4.2に規定する前付けシンボルの前,又は後付けシンボルの
後にはいかなるシンボル,文字も付けてはならない。必要けた数に達しないときは必ず領域の先端部を数
字のゼロ(0)で埋めなければならない。
例 MDSの内容が “AF3” ならば, “AF3” ではなく “00AF3” と記載する。
4.2
文字の追加防止 PINの最初の数字又は文字の直前と,最後の数字又は文字にすぐ続けて適切なシ
ンボルを入れる。適切なシンボルとは,次のものだけに限る。
− 星印
− 脱字記号
− 会社のシンボルマーク
− 会社のロゴ
備考 脱字記号の代わりに,2個の文字のVのそれぞれとがった方をPINの方に向け横向きに用いて
もよい。
4.3
使用可能文字 PINに使用できるものは,次の文字だけとする。
1234567890
ABCDEFGHIJKLMNOPQRSTUVWXYZ
備考 JIS X 9001に適合した文字の使用は,受け入れられる。
4.4
製造者識別コード (WMC) WMCはPINの第1領域とする。3個の英数字で構成し,第1から第3
までのけたとする。
製造業者は,附属書Aの手続きに従ってWMCを選択登録しなければならない。登録手続きには製造業
者の身元確認をするに足る情報が必要となる。
4.5
機械仕様区分 (MDS) MDSはPINの第2領域とする。5個の英数字で構成し,第4から第8まで
のけたとする。製造業者が情報のコード及び表示順序を決める。この領域で当該機械の一般的属性情報を
識別することができる。この区分は,機械上の容易に見てとれる情報を利用するのがよい。
例 型式493Cの機械に対しては,00493又は0493Cとすることが望ましい。
3
A 8313 : 2001 (ISO 10261 : 2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.6
機械指示区分 (MIS) MISはPINの最終領域であり,他との重複のない製造番号を指定する。8個
の英数字で構成し,第10から第17までのけたとする。第10から第13けたまでは英数字のいずれの使用
もできるが,第14から第17けたまでは数字だけを使用する。MISの内容は製造業者の自主判断で決めて
よい。
製造業者の選択により,製造年式を含めることができる。MISの最初の記号(第10けた目位置)で年
式を表示するのがよい。年式を識別するための推奨コードを表1に示す。
4.7
チェック文字 (CL) CLはPINの第9けた目に置く。PINの他の16記号から割り出し決める。CL
の決定はWebサイトマネージャ (Website Manager) から入手する計算方式に従って行う。他の方法として,
Webサイトマネージャは,生産量が年間100台以下の機種に対して,CLの位置に製造業者が計算をしな
くとも使用可能な文字を供与する。
4.8
重複 製造業者は番号の重複を確実こ避け,30年間にわたり17けたのPINが再発行されないこと
を保証しなければならない。製造業者は,割り当てられたWMCを用いるすべての機械についてPIN記録
の完全なファイルを維持管理する責任がある。
4.9
PINの様式 この規格の要求事項に適合するPINの一例を,次に示す。
5. 製造銘板
5.1
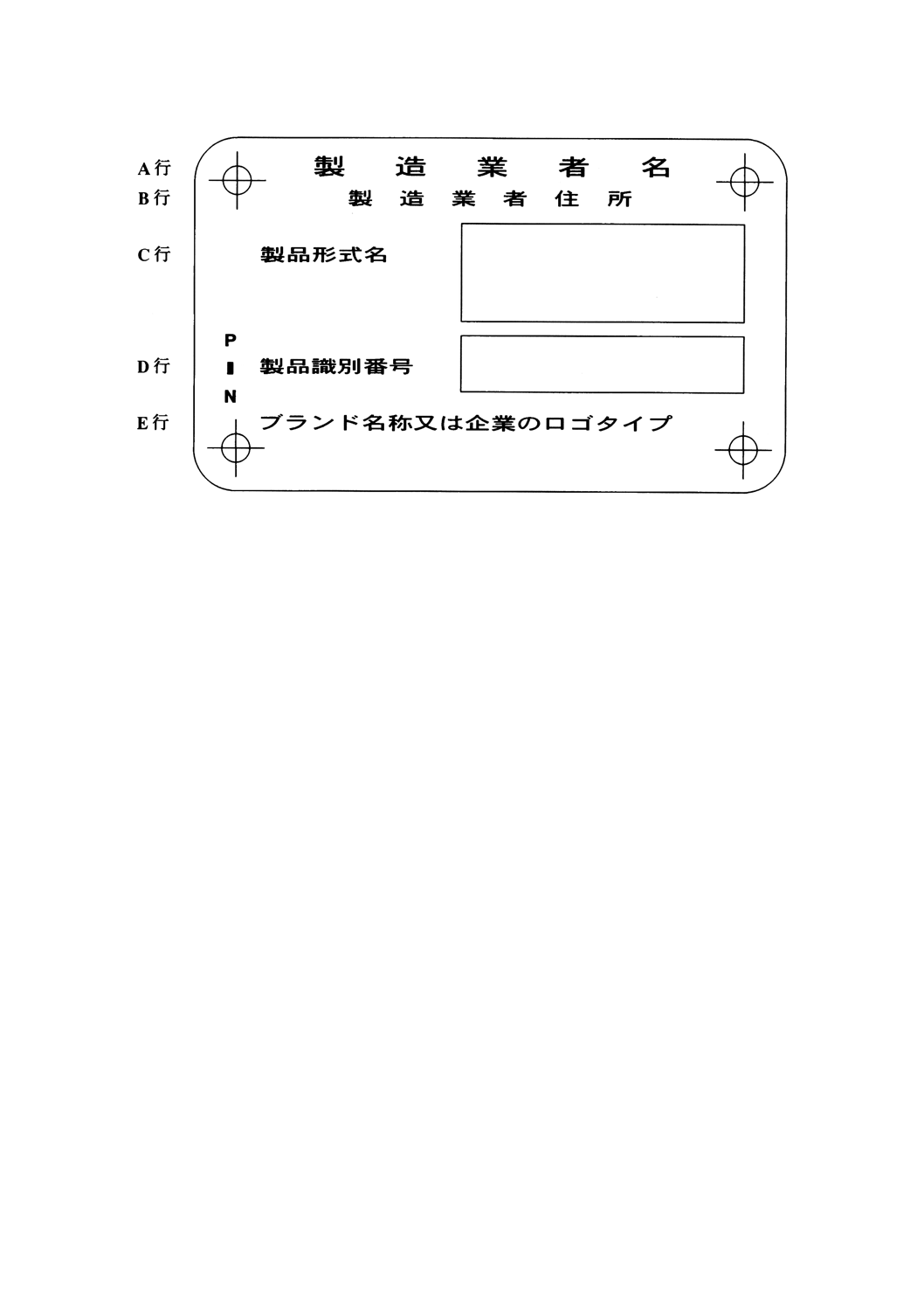
構成要素 製品銘板(図1参照)には,少なくとも次の情報を記載する。
a) 製造業者名及びその住所
b) 製造業者の仕様に応じて決められる機械のモデル名称又はシリーズや形式の名称(図1,C行参照)
c) 標題“製品識別番号”
d) PIN
ブランド名や会社の商標ロゴを一番下に追加してもよい。図1に示した製造銘板は,この規格の要求事
項に適合する。
製造銘板は,文字と地のコントラストがはっきりするような色とする。機械の予想寿命が尽きるまで判
読性を維持できるような素材を選択しなければならない。
製造銘板は,改ざんしたり,また,壊さずに交換したり外したりすることが困難なように製作しなけれ
ばならない。
5.2
取付場所 製造銘板は,稼働中損傷したり風化したりするおそれの最も少ない場所に取り付けなけ
ればならない。
製造銘板の望ましい取付場所は,機械の外側左側で,運転者が乗り降りする場所に近い永久構造物で,
見やすく近づきやすい,めったに交換しない場所とする。
4
A 8313 : 2001 (ISO 10261 : 2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
製造銘板は,昼日光の下でも読みやすく,見るために機械の部品を外さなくてもよいようにする。
5.3
取付方法 製造銘板は,改ざんしたり,また,壊さずに交換したり外したりすることが困難なよう
に機械に取り付けなければならない。
6. マーク
6.1
本マーク PINは,取り替えができないようフレーム又は恒久的構造物上に,近づいてはっきりと
見えることが可能な位置に,機械の周りから読めるように浮彫加工,打刻,彫刻などによって表示する。
大形機械では,マーキングの位置を機械の前方右側とすることが望ましい。
6.2
選択マーク
6.2.1
製造銘板 製造銘板は,5.の要求事項に従う。
6.2.2
隠しマーク 機械にはPIN又はPINの一部で構成した隠しマーク(3.7参照)を付ける。このマー
ークの目的は,本マークが壊されたり読めなくなったときでも,機械を識別できるようにするためである。
隠しマークの場所は,取扱説明書や整備マニアルには開示してはならない。正当な権限をもつ法執行官や
その他必要が生じた場合だけに開示される。
6.2.3
隠しマークの場所は,次による。
a) 偶然発見することが困難な場所。
b) 懐中電灯又は鏡を使えば読める場所。
c) 機械の恒久的構造物上又は損傷を受けたり交換の対象とならない部分。
d) 機械の主要部分(軽量な防護装置などを除く。)を分解したりせずに見える場所。
7. PIN文字の読みやすさ 製造銘板上のPINは,浮刻加工,打刻,彫刻,レーザ加工,印刷など耐久性
をもつ方法で記入する。
機械構造物上のPIN文字は,6.1又は6.2によって打刻,レーザ加工又は彫刻する。
打刻の文字の深さは,0.2mm以上とする。
文字の最小高さは,次による。
a) 製造銘板の空欄に記入する文字は4mm。
b) 機械のフレームに直接マーキングする文字は6mm。
8. 取扱説明書での参照 本マーク,製造銘板の張付場所を取扱説明書,整備マニュアルなどに記述する。
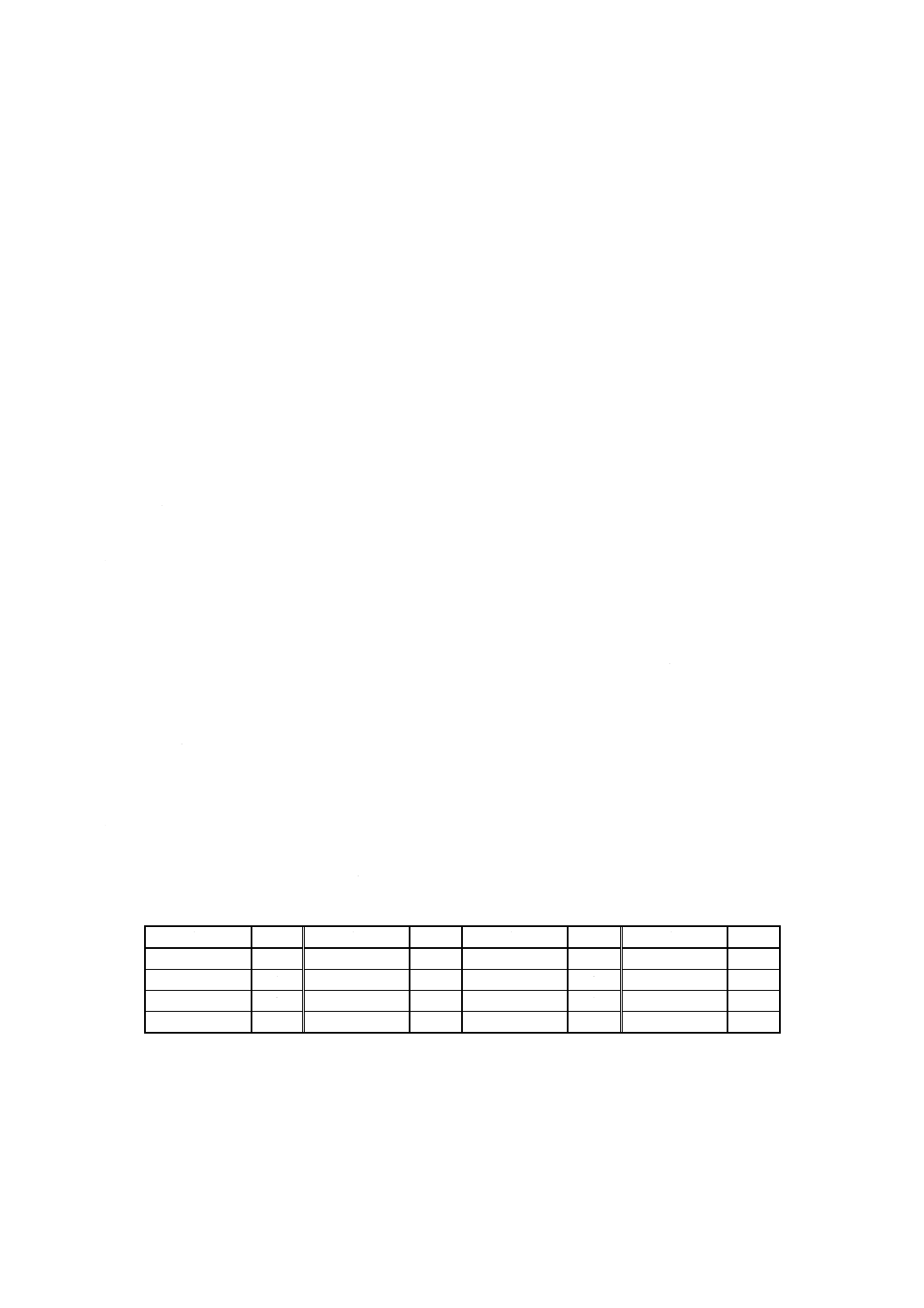
表1 年式表示コード
年
コード
年
コード
年
コード
年
コード
2000
Y
2004
4
2008
8
2012
C
2001
1
2005
5
2009
9
2013
D
2002
2
2006
6
2010
A
2014
E
2003
3
2007
7
2011
B
2015
F
5
A 8313 : 2001 (ISO 10261 : 2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 製造銘板のデザイン例
6
A 8313 : 2001 (ISO 10261 : 2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) WMC登録手続き
A.1 登録手続きの開始方法 登録手続きの開始は,次の要領で行う。
a) 所定のWebサイトに接続する。
http://isotc.iso.ch/livelink/livelink?func=ll&objId=651381&objAction=browse&sort=-modifydatesort=-modify
date
b) 使用中のWMCリストを調べ,まだ用いられていない英数字の組合せを選ぶ。
c) Webサイトにリストされたアドレスに電子メールを送る。
1) 選択したWMCの組合せ
2) 製造業者名
3) 正確な郵送先住所
4) 製造業者の代表者の氏名
5) 電話番号
6) FAX番号
7) 代表者の電子メールアドレス
8) 製造業者のインターネット登録名
A.2 登録確認 登録申請の受領は,次の方法で確認される。
a) Webサイトマネージャは,受領した情報を調査し間違いないかを確認する。
b) WebサイトマネージャはWMCの登録を確認し,チェック文字 (CL) 計算式及び計算によらないCL
用の文字を通知する。
備考1. 製造業者は,代表者の変更を30日以内にWebサイトマネージャに通知する。
2. 製造業者が他の会社と合併し,他方の会社も登録済みWMCを所有している場合,両方のコ
ードをそのまま使用してもよいし,そのうちの一つの使用を中止してもよい。
7
A 8313 : 2001 (ISO 10261 : 2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) 参考文献
序文 この附属書(参考)は,参考文献について記述するものであり,規定の一部ではない。
[1] JIS D 4901 車両識別番号 (VIN)
備考 ISO 3779 : 1983, Road vehicles−Vehicle identification number (VIN) −Content and structureが,こ
の規格と一致している。
[2] JIS X 9001 光学式文字認識のための字形(英数字)
備考 ISO 1073-2 : 1976, Alphanumeric character sets for optical recognition−Part 2 : Charcter set
OCR-B-Shapes and dimension of the printed imageからの引用事項は,この規格の当該事項と同等
である。
JIS A 8313[土工機械−製品識別番号 (PIN)]原案作成委員会 構成表
氏名
所属
(委員長)
○ 大 橋 秀 夫
学識経験者
(オブザーバ)
八 田 勲
経済産業省産業技術環境局
喜 安 和 秀
国土交通省総合政策局
(委員)
佐々木 伸 彦
経済産業省製造産業局
田 中 正 晴
厚生労働省労働基準局
江 本 平
国土交通省土木研究所
○ 橋 本 進
財団法人日本規格協会技術部
○ 東 秀 彦
学識経験者
○ 杉 山 庸 夫
学識経験者
○ 藤 本 義 二
学識経験者
○ 西ケ谷 忠 明
社団法人日本建設機械化協会建設機械化
研究所
百 瀬 千 麿
鹿島建設株式会社
桑 原 資 孝
西松建設株式会社
青 山 俊 行
日本鋪道株式会社
高 場 常 喜
株式会社熊谷組
青 木 義 清
株式会社エスシー・マシーナリ
慶 寺 省 一
株式会社大林組
○ 本 橋 豊
住友建機株式会社
○ 徳 永 薫
株式会社小松製作所
○ 陶 山 寛 晃
新キャタピラー三菱株式会社
○ 土 井 和 之
コベルコ建機株式会社
○ 定 免 克 昌
MHIさがみハイテク株式会社
○ 綱 渕 政 樹
日立建機株式会社
○ 小 島 幸 祐
北越工業株式会社
(事務局)
○ 川 合 雄 二
社団法人日本建設機械化協会
○ 西 脇 徹 郎
社団法人日本建設機械化協会
備考:○印は小委員会兼任