A 6914 : 1997
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS A 6914 : 1985は改正され,この規格に置き換えられる。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
A 6914 : 1997
せっこうボード用目地処理材
Jointing materials for gypsum plasterboards
序文 この規格は,せっこうボード製品の目地処理材として1985年に制定されたが,1995年にJIS Z 8301
(規格票の様式)によって形式的に改正された。今回の改正では,ASTM C 474-89せっこうボード製品の
目地処理材の標準試験方法,ASTM C 475-93せっこうボード仕上用のジョイントコンパウンドとジョイン
トテープの規格及びCEN/TC241/WG3/TG/1せっこうボードジョイントコンパウンドを参考に対応する部
分については,対応国際規格を翻訳し,技術的内容を変更することなく作成した日本工業規格である。
1. 適用範囲 この規格は,建築物内部の壁及び天井部分に用いるせっこうボードの,主としてジョイン
ト部分を補強し,かつ,平滑に仕上げるために用いるせっこうボード用目地処理材について規定する。
備考 この規格の中で{ }をつけて示してある単位及び数値は,従来単位によるものであって,参
考値である。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS A 6901 せっこうボード製品
JIS P 8113 紙及び板紙の引張強さ試験方法
JIS R 5201 セメントの物理試験方法
JIS Z 8801 試験用ふるい
3. 用語の定義 この規格で用いる用語の定義は,次のとおりとする。
(1) ジョイントコンパウンド せっこう及び他の材料を主成分とした粉末状又はペースト状の材料。
(2) ジョイントテープ せっこうボード相互のジョイント部分の補強に使用する,帯状の補強材。
(3) 下塗り用ジョイントコンパウンド せっこうボードに直接塗り,ジョイント部分の不陸調整及びジョ
イントテープを埋め込むために使用するジョイントコンパウンド。
(4) 上塗り用ジョイントコンパウンド 下塗り用ジョイントコンパウンドの上に塗り,ジョイント部分の
仕上げに使用するジョイントコンパウンド。
(5) 兼用ジョイントコンパウンド 下塗り,上塗りのどちらにも使用可能なジョイントコンパウンド。
(6) 粉末状ジョイントコンパウンド 水を加えペースト状にして使用するジョイントコンパウンド。
(7) レディミックストジョイントコンパウンド そのまま使用できるように,あらかじめ製造工場でペー
スト状に調製したジョイントコンパウンド。
4. 種類
2
A 6914 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1
ジョイントコンパウンド ジョイントコンパウンドの種類は,表1のとおりとする。
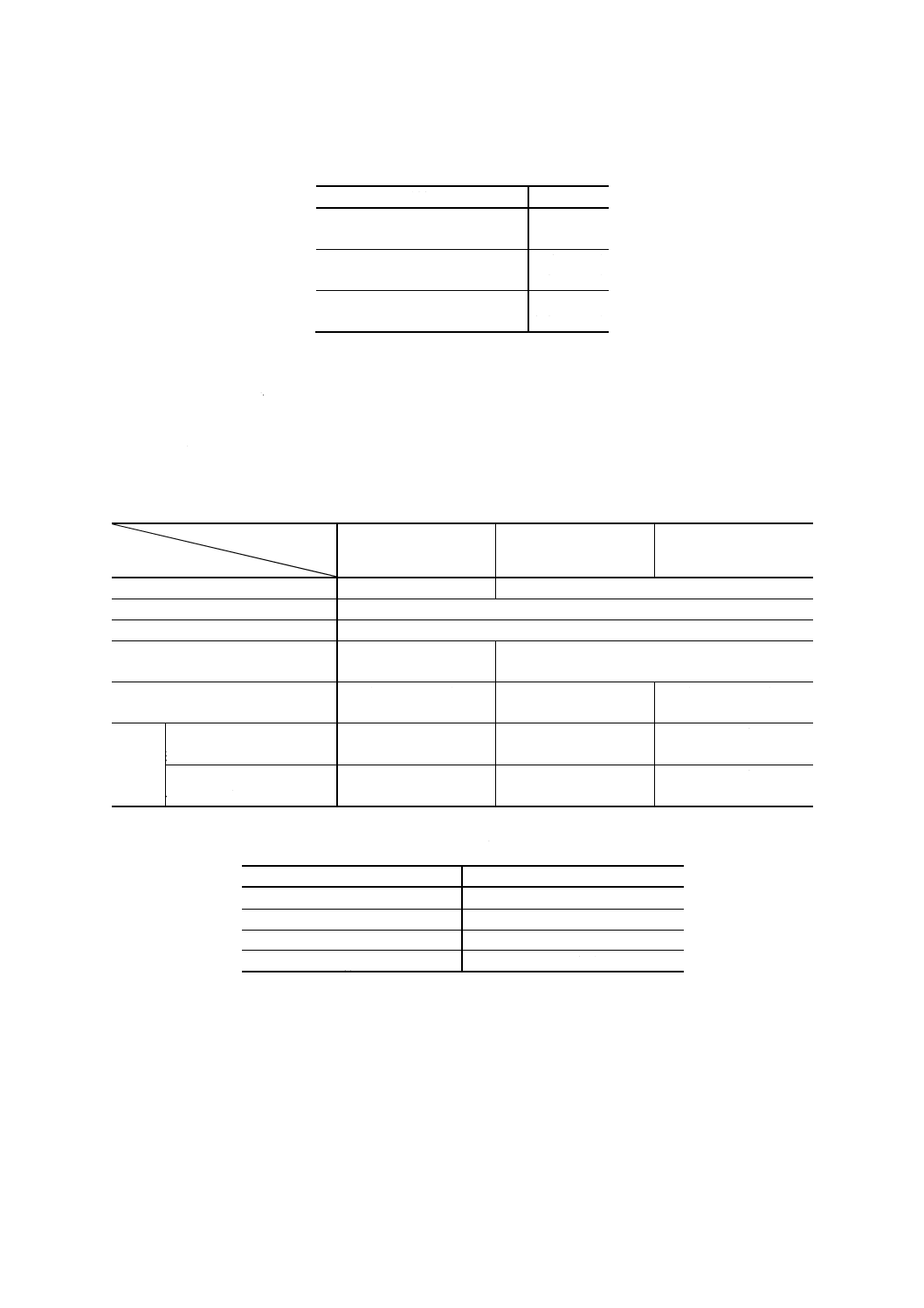
表1 ジョイントコンパウンドの種類
種類
硬化形態
下塗り用ジョイントコンパウンド 反応硬化形
乾燥硬化形
上塗り用ジョイントコンパウンド 反応硬化形
乾燥硬化形
兼用ジョイントコンパウンド
反応硬化形
乾燥硬化形
参考 粉末状ジョイントコンパウンドの標準的な加水量は,ジョイントコンパウンド10kgに対して
4.0〜7.0lである。
4.2
ジョイントテープ ジョイントテープは,紙製のものとする。
5. 品質及び寸法
5.1
ジョイントコンパウンド ジョイントコンパウンドの品質は,表2のとおりとする。
表2 ジョイントコンパウンドの品質
種類
項目
下塗り用
ジョイントコンパウンド
上塗り用
ジョイントコンパウンド
兼用
ジョイントコンパウンド
粉末度500μm残量 mg
−
1以下
耐腐敗性
4日未満で腐敗が生じないこと。
収縮率 %
35以下(乾燥硬化形だけ)
耐ひび割れ性
−
テーパー部厚みの薄いほうの端から50mm以内に
ひび割れがないこと。
凝結時間
40分以上,180分以下
(反応硬化形だけ)
−
40分以上,180分以下
(反応硬化形だけ)
接着性
%
ジョイントコンパウンドと
紙製ジョイントテープ
70以上
−
70以上
ジョイントコンパウンドと
せっこうボード
70以上
−
70以上
5.2
ジョイントテープ ジョイントテープの品質及び寸法は,表3のとおりとする。
表3 ジョイントテープの品質及び寸法
項目
ジョイントテープ
引張強さ N {kgf}
80 {8.16} 以上(長さ方向)
寸法安定性 %
1以下
幅 mm
45以上55以下
厚さ(1) mm
0.3以下
注(1) 幅方向の中央部の厚さをいう。
参考 幅方向の引張強さは,長さ方向の値の60%程度である。
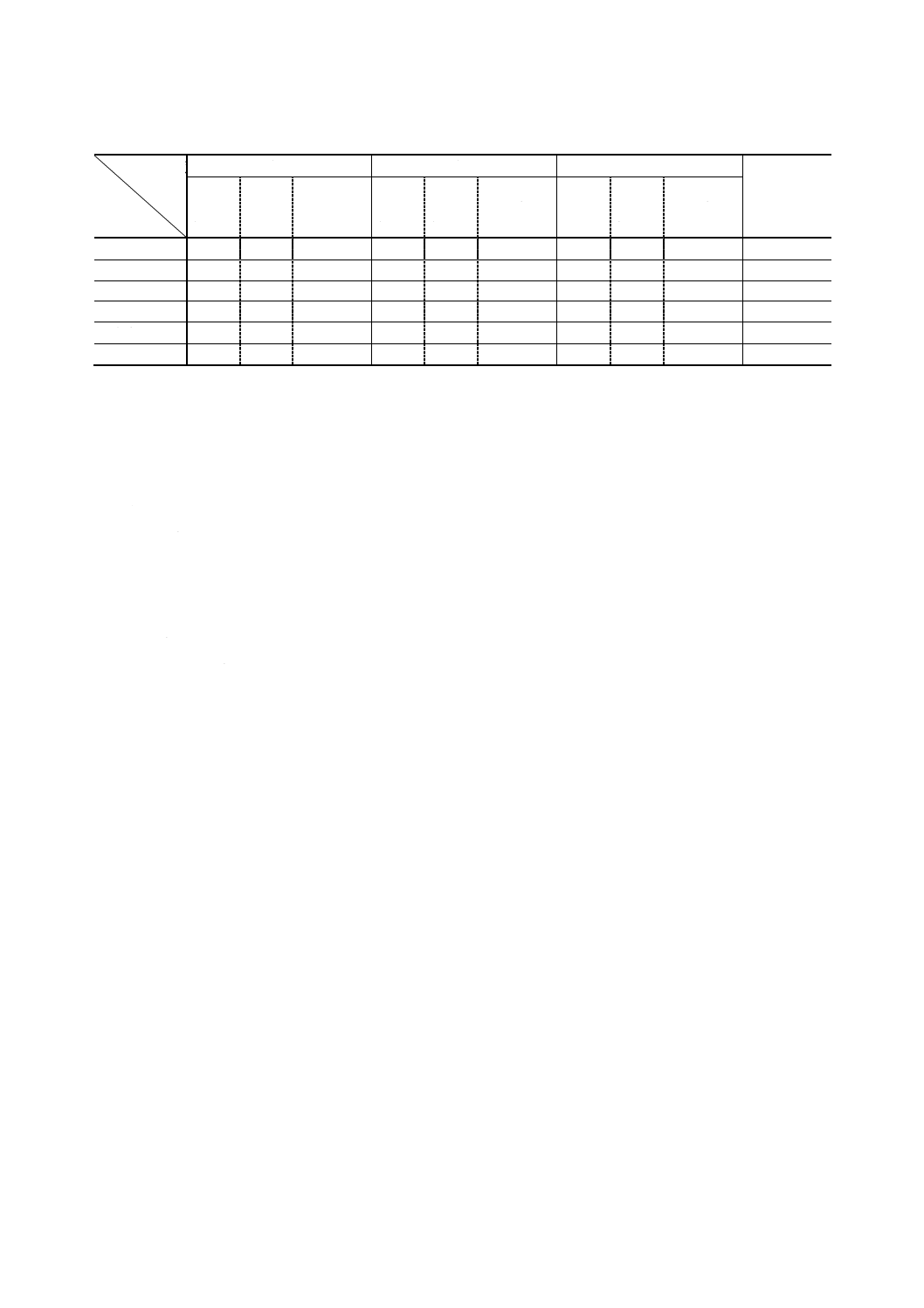
6. 試験 ジョイントコンパウンドの各種類に適用する試験項目は,表4(表中に○印で示す。)のとおり
とする。
ジョイントテープは,引張強さ及び寸法安定性について試験を行い,幅及び厚さについて測定を行わな
ければならない。
3
A 6914 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 試験項目
種類
項目
下塗り用
上塗り用
兼用
適用試験箇条
反応
硬化形
粉末状
乾燥
硬化形
粉末状
乾燥硬化形
レディ
ミックスト
反応
硬化形
粉末状
乾燥
硬化形
粉末状
乾燥硬化形
レディ
ミックスト
反応
硬化形
粉末状
乾燥
硬化形
粉末状
乾燥硬化形
レディ
ミックスト
粉末度
−
−
−
○
○
○
○
○
○
6.2
耐腐敗性
○
○
○
○
○
○
○
○
○
6.3
収縮率
−
○
○
−
○
○
−
○
○
6.4
耐ひび割れ性
−
−
−
○
○
○
○
○
○
6.5
凝結時間
○
−
−
−
−
−
○
−
−
6.6
接着性
○
○
○
−
−
−
○
○
○
6.7
6.1
試料 ジョイントコンパウンドの試料は,合理的な方法で採取し,三つのサンプルについてそれぞ
れ関連のある試験を行うものとする。
備考 試験に使用するせっこうボードは,JIS A 6901に規定するせっこうボード (GB-R) 又は同等の
ものとする。
6.2
粉末度試験 粉末度試験は,JIS Z 8801に規定する呼び寸法500μmのふるいを用い,次の方法によ
って行う。
(1) 試料(粉末状ジョイントコンパウンドの場合は,使用状態に調製したもの)200±5gを量り取り,容
器に入れ,約200gの水をゆっくりと加えながら,かき混ぜる。
これを500μmのふるいにかけ,清浄な水で洗いながら流す。その際,固まりは,つぶして流す。
(2) 流れ出た水が透明になった後,ふるい上の残分を温度40±2℃で乾燥させ,十分に乾燥したら,質量
を測定する。
6.3
腐敗試験 腐敗試験は,次の方法によって行う。
(1) 粉末状ジョイントコンパウンドの場合は,使用状態に調製したもの50gを,レディミックストジョイ
ントコンパウンドの場合は,製造業者指定の使用期限を超えていない未開封の容器から100gをそれぞ
れ量り取る。
(2) これをガラスの容器に入れ,ガラスのふた又はアルミはくをかぶせて,温度32±3℃,相対湿度 (90
±5) %の状態の箱に保管し,腐敗の進行状況及びかびの発生の有無を毎日観察する。
6.4
収縮率試験 収縮率試験は,次の方法によって行う。
(1) 温度23±2℃,相対湿度 (50±5) %において,最低24時間保管したせっこうボードの表面に,長さ
200mm,厚さ10mmでステンレススチール製又は真ちゅう製のテーパーゲージ2個を35mmの間隔で
並列に置く。
(2) 試料(粉末状ジョイントコンパウンドの場合は,使用状態に調製したもの)約300gを用意し,テーパ
ーゲージの間に充てん(填)し,へらで平滑な面にする。
(3) その後,試験体を温度23±2℃,相対湿度 (50±5) %において保管し,ジョイントコンパウンドが十分
に乾燥したら,厚さをテーパーゲージの端から50,100,150mmの距離において,塗面の中央部に沿
って,せっこうボード表面を0ポイントとして0.01mmの精度で測定する。
(4) 収縮率は次の式によって求め,パーセンテージで表す。
4
A 6914 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
100
1
2
1
×
s
s
s
s
−
=
ここに,
s: 収縮率 (%)
s1: 初期の厚さ (mm)
s2: 乾燥後の厚さ (mm)
6.5
ひび割れ試験 ひび割れ試験は,次の方法によって行う。
(1) 収縮率試験の後,試験片のテーパー部厚みの薄いほうの端から,最初のひび割れまでの距離を測定す
る。
その際,ひび割れの状態及び範囲,並びに最初に生じたひび割れの長さについても確認し,記録し
ておく。
6.6
凝結時間の測定 凝結時間の測定は,次の方法によって行う。
(1) 23±2℃の水を適量入れた容器と,温度23±2℃で養生したジョイントコンパウンド(水の量に対して
使用状態にするための混合比率の分量)を用意する。
(2) このジョイントコンパウンドを容器に加え始めると同時に,凝結時間の測定を開始し,全量混入後20
秒間静置する。
混合容器の中の全量が完全に混合されるような方法で,1秒につき2〜3回の割合で30秒間かくは
んする。
(3) これを,深さが少なくとも40mm以上の二つの紙製又はプラスチック製の測定容器に多くの気泡が生
じないよう適度に突きながら,すり切り一杯になるよう流し込む。
それを,振動がなく直射日光や風が当たらない場所で水平に静置する。
(4) 次にJIS R 5201に規定するビカー針装置を使用し,針の代わりとして可動ロッドにステンレススチー
ル製又は真ちゅう製で長さが約35mm,角度30±1°の表面が平滑に研かれたコーンを取り付け,可
動ロッドを自由に落下させ挿入深さを測定する。その際,挿入点は前の挿入点及び測定容器の縁から
少なくとも12mm以上離れた場所とする(2)。
(5) 第1の試験体でおよその時間を判断し,第2の試験体においてコーンが10mm挿入することができな
くなった時点の経過時間を5分の精度で測定する。
注(2) 各挿入後,毎回コーンに付着したジョイントコンパウンドをきれいに拭き取り,挿入点を移動
するが,結果に影響を与えるような挿入は避ける。
6.7
接着性試験 ジョイントコンパウンドと紙製ジョイントテープ及びジョイントコンパウンドとせっ
こうボードの接着性試験は,次の方法によって行う。
(1) 温度3±1℃(3),相対湿度 (80±5) %において,最低24時間静置した400×150mmのせっこうボード
(400mmの縁をテーパー状にしたもの。)を2片用意し,テーパー部分が突き付け合わせになるよう
に,400mm×300mmの木製,金属製又はせっこうボードのいずれかの基板の上に接着テープを用いて
固定する。
(2) 次に密閉した容器の中で,温度3±1℃(3)において最低24時間静置したジョイントコンパウンド(粉
末状ジョイントコンパウンドの場合は,使用状態に調製したもの。)約300±10gを量り取る。
これを図1に示すように,テーパー部分のくぼみに塗り付け,その上に温度3±1℃(3),相対湿度 (80
±5) %において最低24時間静置した紙製のジョイントテープを押し込み,直ちにジョイントコンパウ
ンドを更に塗り付け,ジョイントテープを完全に覆い,ボードの表面の高さになるまでジョイントコ
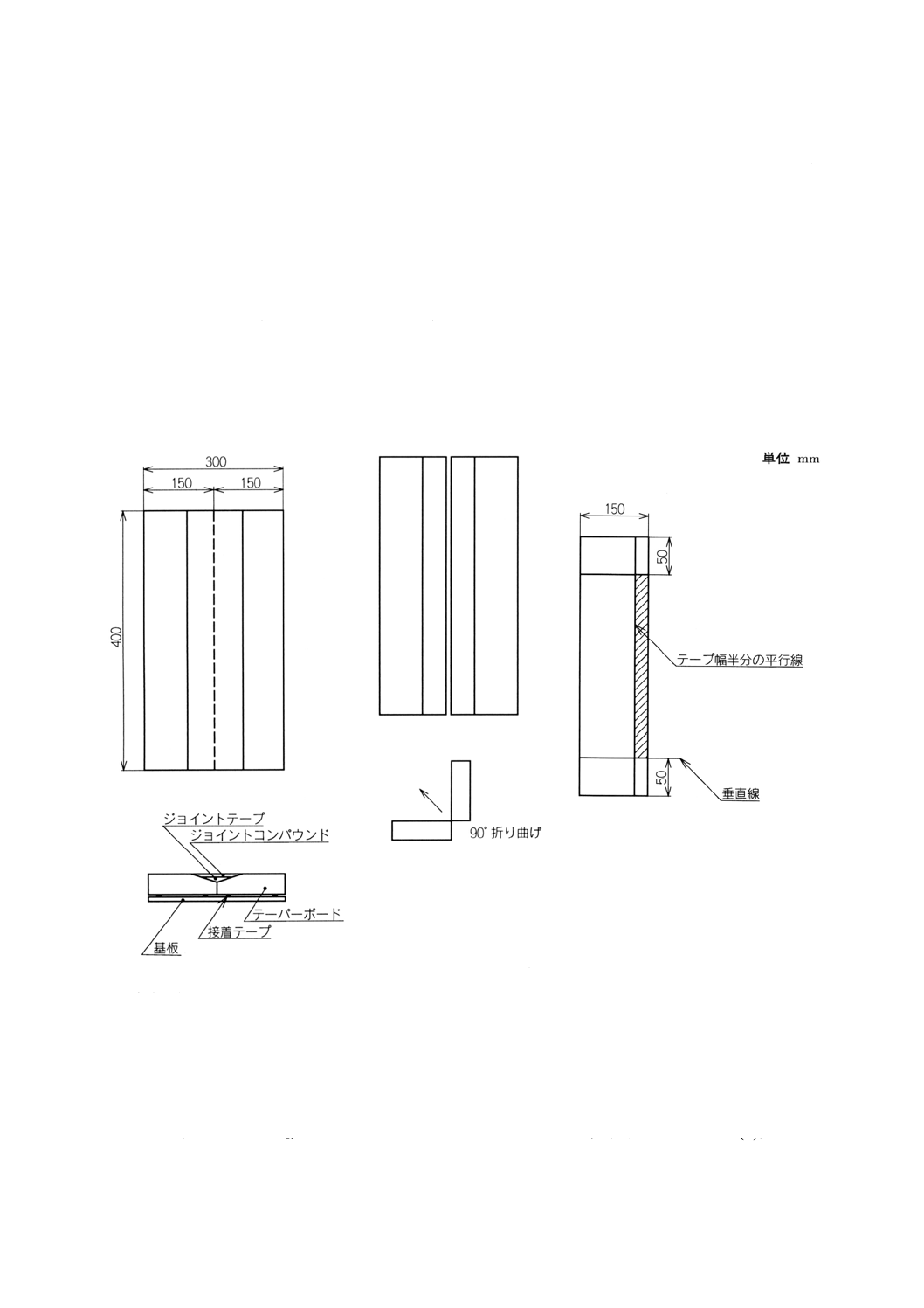
5
A 6914 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ンパウンドを塗り,へらなどを用いて平らにならす。
(3) 続いて,試験体を温度3±1℃(3),相対湿度80%の空気中で3日間,更に,温度23±2℃,相対湿度 (50
±5) %において最低3日間乾燥させる。
(4) その後,試験片を基板に固定している接着テープを切断し,図2に示すように試験片をジョイント部
分で角度が約90°程度になるまで折り曲げ,折り曲げた部分を引張り上げることによって2片を引き
はがす。
(5) 試験片の残り半分において,テープ幅の半分の所から目地に平行な線を引き,更に各端から50mmの
所で目地に垂直な線を引く。図3に示す斜線部においてジョイントコンパウンドとジョイントテープ
との間,及びジョイントコンパウンドとボード用原紙との間の接着面積をパーセンテージで表す。
注(3) メーカーの仕様における,使用最低限の温度でもよいが,その場合は初期乾燥温度として記録
しておかなければならない。
図1
図2
図3
6.8
引張強さ試験 ジョイントテープの引張強さ試験は,JIS P 8113に示す方法によって,長さ方向につ
いて試験を行う。
6.9
寸法安定性試験 ジョイントテープの寸法安定性試験は,次の方法によって行う。
(1) 試験片は,温度23±2℃,相対湿度 (50±5) %の状態で恒量となるまで調整した長さ300mmのものと
し,長さ方向の両端部からの距離がほぼ等しい位置に,標線間距離が約150mmになるように標線を
入れる。
この標線間の長さを201mm以上の精度をもつ測定器を用いて測り,初期の長さとする (l1)。
6
A 6914 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 次に,試験片を20℃の静水中に,水面下約3cmとなるように水平に保持し,3分間静置する。その後,
試験片を水中から取り出し,平滑な台上に置き,直ちに標線間の長さを測定する (l2)。
(3) 測定後,試験片を温度45℃に調整した乾燥器中で2時間保管した後,取り出して直ちに標線間の長さ
を測定する (l3)。
(4) ジョイントテープの寸法安定性は,次の式によって求めパーセンテージで表す。
1
3
2
l
l
l
l
−
=
ここに,
l: 寸法安定性 (%)
l1: 初期の長さ (mm)
l2: 浸水後の長さ (mm)
l3: 乾燥後の長さ (mm)
6.10 幅及び厚さの測定 ジョイントテープの幅及び厚さの測定は,次の方法によって行う。
(1) 試料は,長さ900mmで,温度23±2℃,相対湿度 (50±5) %の状態で恒量となるまで調製したものと
する。
(2) 幅は,試料の6等分点上の5か所を201mm以上の精度をもつ測定器で測り,その平均値で示す。
(3) 厚さは,試料の6等分点上の5か所の中央を1001mm以上の精度をもつ測定器で測り,その平均値で示
す。こ場合,測定器の試料に接する部分は,直径約6mmの円形とする。
7. 検査 検査は,合理的な抜取検査方法によって行い,5.の規定に適合しなければならない。
8. 表示 包装の外面には,次の事項を表示しなければならない。
(1) 製造業者名及び工場名又はその略号
(2) 製造年月日及び使用期限又はその略号
(3) 製品の種類
(4) 反応硬化型ジョイントコンパウンドについては,その可使時間
(5) 粉末状ジョイントコンパウンドについては,標準加水量
(6) ジョイントコンパウンドの正味質量
(7) ジョイントテープの長さ,幅及び厚さ
(8) その他取扱い上の注意事項